Спосіб зміцнення металевих виробів
Номер патенту: 1649
Опубліковано: 25.10.1994
Автори: Шкляр Віктор Соломонович, Солодкін Михайло Бєніамінович

Формула / Реферат
Способ упрочнения металлических изделий, включающий разогрев изделия в вакууме и ионно-плазменное нанесение одного или нескольких слоев из металлов IV—VI групп Периодической системы элементов или на основе их нитридов, отличающийся тем, что, с целью повышения срока службы изделий, перед нанесением одного или нескольких слоев металлов IV—VI групп Периодической системы элементов, или их нитридов, наносят слой металла, радиус иона которого меньше по модулю постоянной решетки материала основы упрочняемого изделия, а потенциал ионизации не более потенциала кристаллической решетки материала основы изделия.
Текст
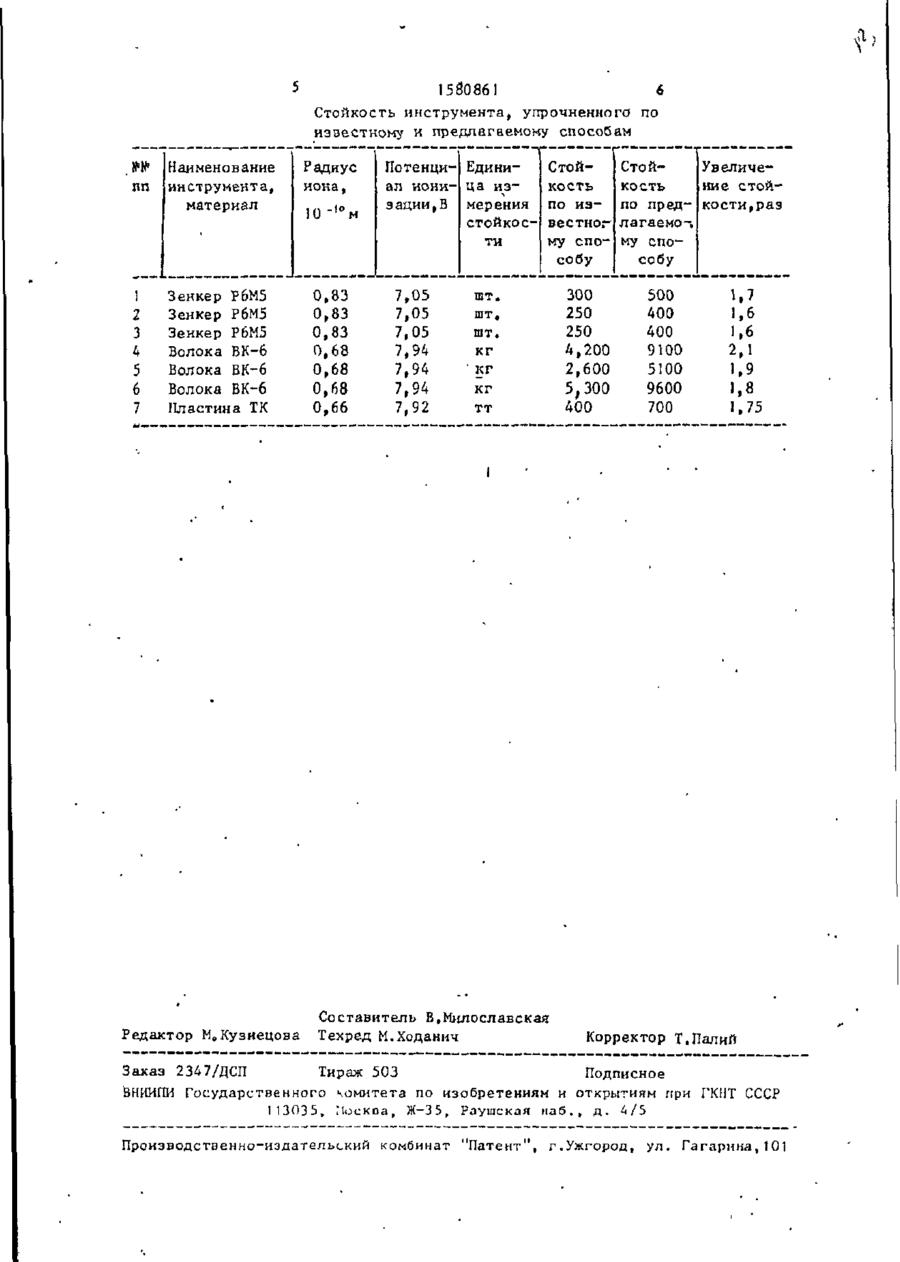
ДЛЯ СЛУЖЕБНОГО ПОЛЬЗОВАНИЯ ЭКЗ N» СОЮЗ СОВЕТСКИХ СОЦИАЛИСТЖЕСНИХ РЕСПУБЛИН (19) SU.,,,1580861 v 7 А1 ( 5 0 5 С 23 С 14/32 ГОСУДАРСТВЕННЫЙ НОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ1^ £ £ ^ 3 С- А Й Я 73 Е * ПРИ ГННТ СССР Р&3£>5 ОПИСАНИЕ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 4378901/24-21 1 (22) 1 2 . 0 2 о 8 8 ( 7 J ) Донецкий политехнический институт (72) В.С.Шкляр и М.Б.Солодкий (53) 6 2 1 . 7 9 3 . 0 1 4 (088о8 ) (56) Авторское свидетельство СССР № 1221937, к л . С 23 С 14/32, 1985. Авторское свидетельство СССР № 819217, кл. С 23 С 14/00, 1978. (54) СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ (57) Изобретение может быть и с п о л ь зовано при упрочнении волочильного и режущего и н с т р у м е н т а . Цель и з о б р е тения - повышение с р о к а службы и э д е Изобретение о т н о с и т с я к ионноплазменному упрочнению волочильного и режущего инструмента методом осаждения на рабочей поверхности и н с т р у мента упрочняющего с л о я , обладающего более высокими по и з н о с о с т о й к о с т и •свойствами, и может и с п о л ь з о в а т ь с я в металлургии и машиностроении. Цель и з о б р е т е н и я - повышение с р о ка службы изделия путем достижения высокой к а ч е с т в е н н о й а д г е з и и упрочнянхцего с л о я о Для э т о г о материал для упрочнения подбирают таким образом» чтобы радиус е г о иона и потенциал ионизации способс т в о в а л и более глубокому внедрению упрочняющего материала в п о в е р х н о с т ный слой упрочняемого и з д е л и я . Для э т о г о радиус иона осаждаемого м е т а л 27-90 лия путем достижения высокой качест- . венной адгезии упрочняющего слоя. Для этого материал для упрочнения подбирают таким образом, чтобы радиус его иона и потенциал ионизации способствовали более глубокому внедрению упрочняющего материала в поверхностный слой упрочняющего иэделияоДля этого радиус иона осаждаемого металла должен быть меньше постоянной решетки материала изделия. Потенциал иони-, зации должен способствовать тому, . чтобы на внедрение иона расходовалась меньшая энергия, т о е, по модулю потенциал ионизации должен быть малым, I табл. л а должен быть меньше постоянной р е гаетки материала и з д е л и я , .Потенциал ионизации должен с п о с о б с т в о в а т ь тому, чтобы на внедрение иона р а с х о д а в а л а с ь меньшая э н е р г и я , т . е . по модулю потенциал должен быть малым. П р и м е р 1, Для упрочнения з е н керов по известному способу и з г" Ст.РбМ5 очищенные в у л ь т р а з в у к о в о й ванне и в сушильному шкафу образцы загружают в камеру у с т а н о в к и Бул а т - З Т , В камере создают вакуум 10 мм р т , с т , , а з а т е м , з а п у с т и в J чистый а з о т до д а в л е н и я 10~ MM р т . с т . , наносят упрочняющий слой нитрида титана испарением в атмосфере а з о т а т и т а нового э л е к т р о д а в течение ' 0 мин. Толщина упрочняющего слоя порядка 2-3 мкм. Упрочненными зенкерами о б ел 00 оо 1580861 работано 30 шт. изделий в среднем, что при норме 200 шт. дает увеличение стойкости в 1,5 р а з а . Причиной выхода из строя было отслоение слоя и J износ режущей кромки. П р и м е р 2. Для упрочнения з е н керов из стали Р6М5 очищенные по известной технологии зенкера погружа• ют в камеру установки ионно-плаэменно jQ го упрочнения при давлении ь 10" мм р т . с т . и испарением циркониевого электрода осаждают слой циркония, а затем, запустив в камеру установки азот до давления М ^ м м р т , с т „ , и с >5 паряя цирконий, осаждают на рабочей поверхности зенкера нитрид циркония с простой кубической структурой. В дальнейшем, испаряя титан в атмосфере азота (давление которого не 'превышает 10" мм р т о с т , ) » наносят многослойные покрытия, состоящие Радиус иона железа 0,83 -10"' м 20 Радиус иона циркония 0,77 '10" | ( ) м П р и м е р 3, Для упрочнения в о лок из сплавов ВК-6, ВК-8 образцы инструмента очищают описанным методом, а затем загружают в камеру уста- 1 25 новкн для ионно-плазменного" упрочнения и откачивают камеру до давления 10~( мм р т і с т . Испарением ванадиевого электрода осаждают на поверхности волоки чистый ванадий, а после этого 30 наносят слой карбида ванадия, что достигается испарением ванадия в атмосфере пропана, напуск которого в камеру производится до давления 10 мм р т . с т . 35 Радиус иона вольфрама 0,68-10" м Радиус иона ванадия 0,4 -10 м Потенциал ионизации вольфрама 7,94 В, а ванадия 6,74 Б. П р и м е р 4 , Для упрочнения плас- 40 тин из сплава ТК очищенный инструмент по ранее описанному методу загружают в камеру установки для ионно-плаэменного упрочнения, а затем, откачав ' камеру установки до давления Д5 мм р т . с т . , наносят слой хрома. из чередующихся слоев нитрида т и т а на и нитрида хрома. Радиус хрома минимален среди всех материалов, используемых для и з г о т о в ления инструментами среди элементов 4-6 групп - 0,35* 10-'° м. Минимален и его потенциал ионизации - 6,74 .В, Результаты'испытаний инструмента, г упрочненного по известному и предлагаемому способам, приведены в таблице. Увеличение срока службы инструмента объясняется достижением т о г о , что упрочняющий слой за счет лучшей адгезии дольше несет на себе основную нагрузку по истиранию. Следует отметить, что инструмент, упрочненный по предлагаемому способу, эксплуатировался до полного износа упрочняющего слоя. Ф о р м у л а и з о б р е т е н и я Способ упрочнения металлических изделий, включающий разогрев изделия в вакууме и ионно-плазменно'е нанесение одного или нескольких слоев из металлов 4-6 групп Периодической сие темы элементов или на основе их нитридов, о т л и ч а ю щ и й с я тем, что, с целью повышения срока службы изделий, ппред нанесением одного или нескольких слоев металлов 4-6 групп • Периодической системы элементов или их нитридов, наносят слой металла, радиус иона которого меньше по модулю постоянной репетки материала основы упрочняемого изделия, а потенциал ионизации не более потенциала кристаллической решетки материала основы изделия. 153086] 6 Стойкость инструмента, упрочненного по известному и предлагаемому способам ІШ 1 2 3 5 6 7 Наименование инструмента, материал Радиус иона, Зенкер Р6М5 Зенкер Р6М5 Зенкер Р6М5 Волока ВК-6 Волока ВК-6 Волока ВК-6 Пластина ТК 0,83 0,83 0,83 0,68 0,68 0,68 0,66 Редактор МеКузнецова 10- ( о м Потенци- Единиал иони- ца изз а ц и и ^ мерения стойкости 7,05 7,05 7,05 7,94 7,94 7,94 7,92 Стойкость по иэвестног му способу шт. шт. шт. кг • кг кг тт Составитель В.Милославская Техред М.Ходанич СтойУвеличекость ние стойпо пред- кости,раз лагаемо-. му способу 300 250 250 4,200 2,600 5,300 400 500 400 400 9100 5100 9600 700 1.7 1,6 1,6 2,1 W9 1,8 1,75 Корректор Т.Палий Заказ 2347/ДСП Тираж 503 Подписное ВНИИЛИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, :іоскпа, Ж-35, Раушская паб., д . 4/5 Производственно-издательский комбинат "Патент", г.Ужгород, ул. Гагарина,101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for strengthening of metal articles
Автори англійськоюShkliar Viktor Solomonovych, Solodkin Mykhailo Bieniaminovych
Назва патенту російськоюСпособ упрочнения металлических изделий
Автори російськоюШкляр Виктор Соломонович, Солодкин Михаил Бениаминович
МПК / Мітки
МПК: C23C 14/32
Мітки: виробів, металевих, спосіб, зміцнення
Код посилання
<a href="https://ua.patents.su/4-1649-sposib-zmicnennya-metalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення металевих виробів</a>
Спосіб спікання виробів з металевих порошків у прохідній печі та пристрій для його введення в дію
Номер патенту: 569
Опубліковано: 15.12.1993
Автори: Волкогон Грігорій Міхайловіч, Букаєв Анатолій Івановіч, Альтшулєр Наум Борісовіч, Волошин Ігор Владиславович, Бондаренко Борис Іванович, Мухоїд Анатолій Якович, Подлубний Володимир Феодосійович
МПК: B22F 3/10
Мітки: пристрій, виробів, порошків, металевих, печі, дію, введення, прохідний, спікання, спосіб
Формула / Реферат:
1. Способ спекания изделий из металлических порошков в проходной печи, включающий подачу изделий в зону загрузки печи, последовательное перемещение их через зоны предварительного нагрева, спекания, охлаждения и выгрузки при струйной подаче основного и дополнительного технологического газа в зону спекания и в зону предварительного нагрева, соответственно, и отводе отработавшего технологического газа. его охлаждении и возврате, отличающийся...
Спосіб розвантаження та зміцнення масиву гірничих порід
Номер патенту: 960
Опубліковано: 15.12.1993
Автор: Литвинський Гаррі Григорійович
МПК: E21D 20/00
Мітки: гірничих, розвантаження, зміцнення, спосіб, порід, масиву
Формула / Реферат:
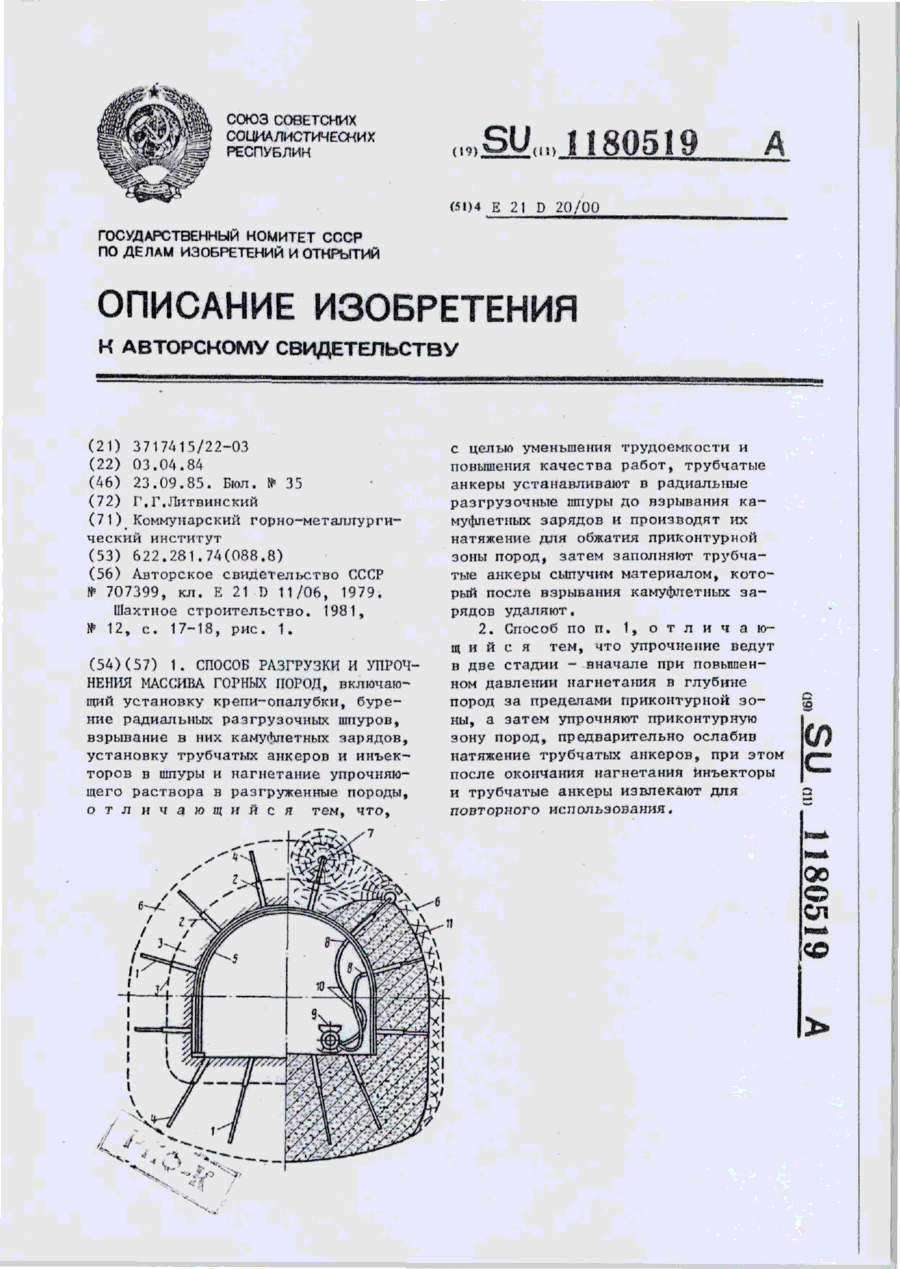
(57) 1. СПОСОБ РАЗГРУЗКИ И УПРОЧНЕНИЯ МАССИВА ГОРНЫХ ПОРОД, включающий установку крепи-опалубки, бурение радиальных разгрузочных шпуров, взрывание в них камуфлетных зарядов, установку трубчатых анкеров и инъекторов в шпуры и нагнетание упрочняющего раствора в разгруженные породы, отличающийся тем, что, с целью уменьшения трудоемкости и повышения качества работ, трубчатые анкеры устанавливают в радиальные разгрузочные шпуры до взрывания...
Інструмент для фрикційного поверхневого зміцнення
Номер патенту: 692
Опубліковано: 15.12.1993
Автори: Кирилів Володимир Іванович, Калічак Теодор Миколайович
МПК: B24B 29/00
Мітки: поверхневого, фрикційного, інструмент, зміцнення
Формула / Реферат:
Формула изобретенияИнструмент для фрикционного поверхностного упрочнения деталей машин, содержащий корпус в виде диска из материала с низким коэффициентом теплопроводности и с рабочей поверхностью на его периферии, отличающийся тем, что, с целью повышения качества обрабатываемой детали за счет увеличения толщины упрочненного слоя, инструмент снабжен пальцами, выполненными из материала с коэффициентом теплопроводности выше, чем у...
Спосіб виготовлення багатошарових трубчастих виробів
Номер патенту: 747
Опубліковано: 15.12.1993
Автори: Краснюк Наталія Євгенівна, Шлапацька Валентина Василівна, Сидоренко Анатолій Михайлович
МПК: B29C 53/00, B29C 71/00, B31C 1/00
Мітки: багатошарових, виробів, спосіб, трубчастих, виготовлення
Формула / Реферат:
Способ изготовления многослойних трубчатых изделий, включающий намотку на оправку внутреннего и внешнего слоев из стекловолок-нистого наполнителя, пропитанного термореактивным связующим, с расположением между ними среднего слоя изделия и отверждение связующего, отличающийся тем, что, с целью повышения гидростатической прочности изделия, уменьшения его водопоглощения и расширения технологических возможностей способа, в качестве...
Випромінюючий нагрівник для сушіння полімерного та лакофарбового покриття виробів
Номер патенту: 1511
Опубліковано: 25.07.1994
Автори: Майстренко Вадим Борисович, Лукашевич Олександр Володимирович, Коба Олександр Леонідович
МПК: F26B 23/00, F26B 3/32
Мітки: полімерного, виробів, випромінюючий, покриття, лакофарбового, сушіння, нагрівник
Формула / Реферат:
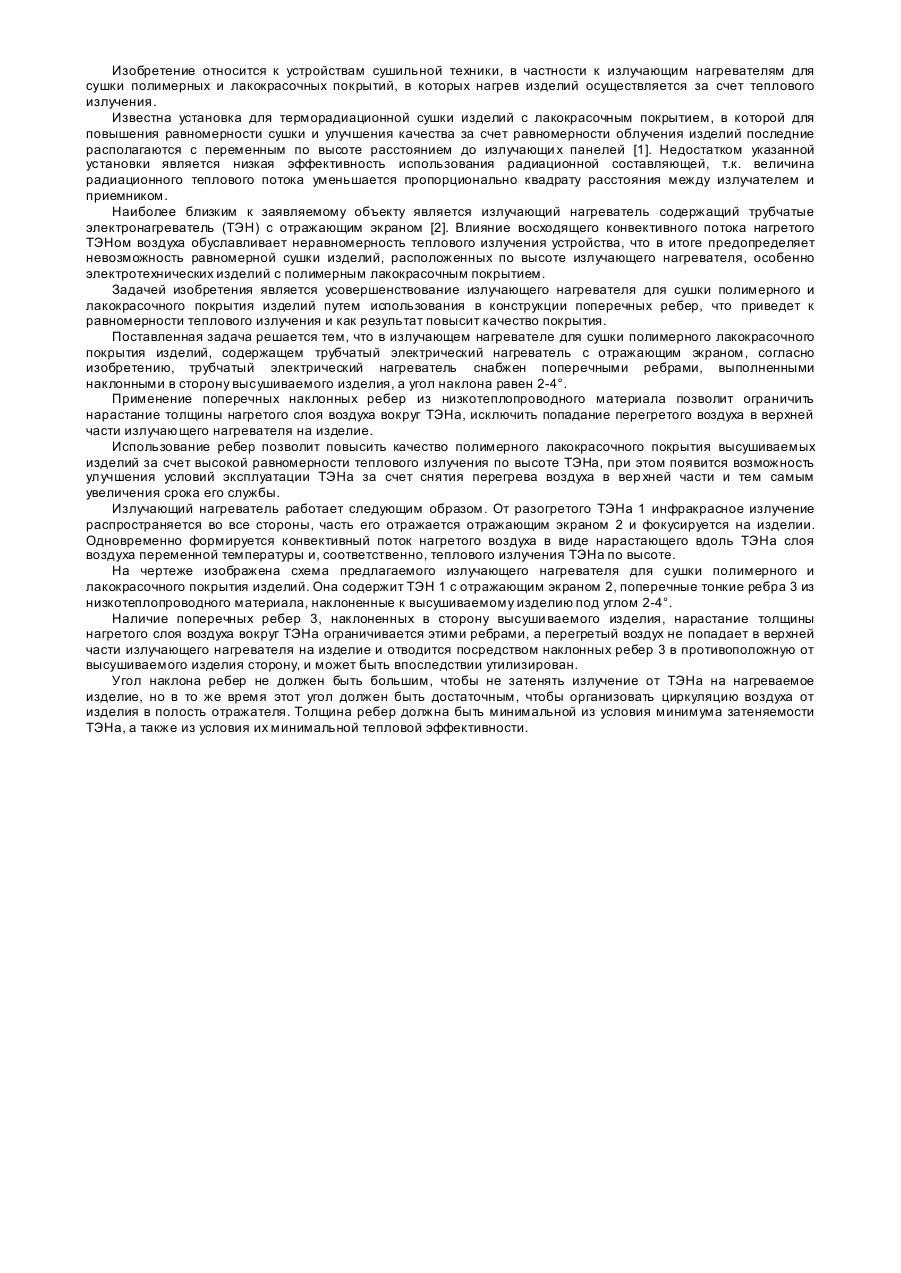
Излучающий нагреватель для сушки полимерного лакокрасочного покрытия изделий, содержащий трубчатый электрический нагреватель, с отражающим экраном, отличающийся тем, что трубчатый электрический нагреватель снабжен поперечными ребрами, выполненными наклонными в сторону высушиваемого изделия, а угол наклона равен 2-4°.
Попередній патент: Буровий інструмент
Наступний патент: Пристрій для фіксації шарнірно-з’єднаних кожухів секцій конвейєра
Випадковий патент: Спосіб прогнозування зрощення перелому