Спосіб виготовлення теплообмінника з металевих труб
Номер патенту: 3712
Опубліковано: 27.12.1994
Формула / Реферат
Способ изготовления теплообменника из металлических труб с антикоррозионным покрытием, включающий крепление металлических труб к промежуточным элементам, нанесение на них антикоррозионного покрытия путем окунания в эмаль, последующую их сборку в жесткий пучок, отличающийся тем, что предварительно осуществляют сборку труб в жесткий пучок;а затем крепят их к промежуточным элементам, а нанесение антикоррозионного покрытия ведут с наложением ультразвуковых колебаний частотой 18-3000 кГц в течение 5-10 мин.
Текст
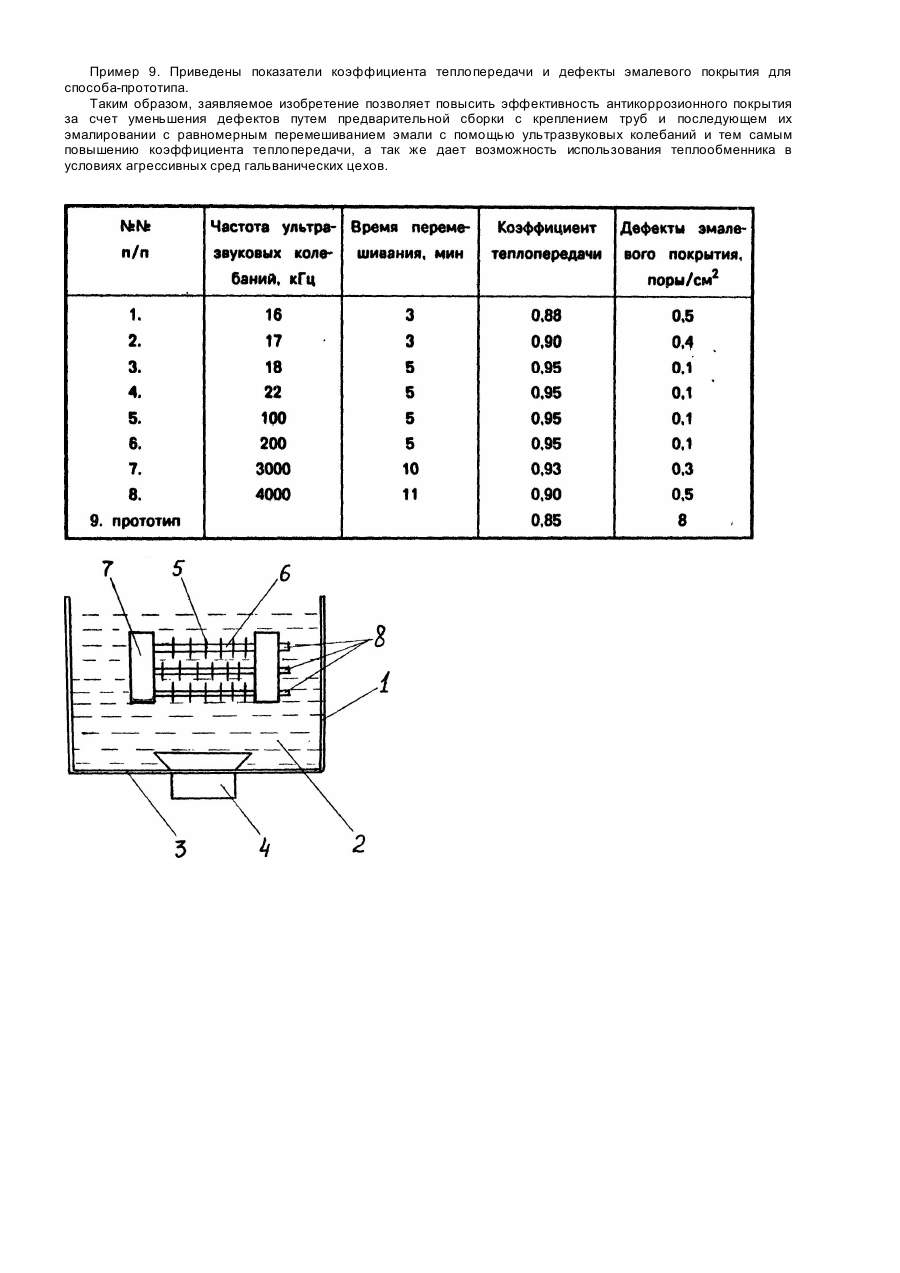
Изобретение относится к способам изготовления теплообменника из металлических труб для агрессивных сред, преимущественно воздухоподогревателей гальванических цехов и может быть использовано в любой области для охлаждения или нагрева жидкости или газа, например, воздуха. Известен способ изготовления теплообменника из металлических труб (см. ТУ 22-5721-84 "Калориферы КВМБ-П, КВСБ-П, КВББ-ГГ), включающий нанесение на наружную и внутреннюю поверхности металлических труб антикоррозионного покрытия, например цинка, и последующей сборки их в жесткий пучок путем приварки к металлическим трубным доскам. Общими существенными признаками аналога и заявляемого изобретения являются нанесение на наружную и внутреннюю поверхности металлических труб антикоррозионного покрытия; сборка труб в жесткий пучок путем приварки к металлическим трубным доскам, Причинами, препятствующими достижению технического результата заявляемого изобретения, являются недостаточно высокий коэффициент теплопередачи, обусловленный нарушением целостности антикоррозионного покрытия вблизи мест приварки труб к трубным доскам и радиаторов к трубам, а также из-за возможной кислотной реакции антикоррозионного покрытия -цинка в агрессивных средах; недостаточно высокая безопасность способа из-за возможности взрыва обусловленного наличием Закрытых полостей. Кроме того, использование остродефицитного цинка для антикоррозионного покрытия ведет к удорожанию способа изготовления теплообменника. Известен наиболее близкий по назначению и совокупности существенных признаков заявляемому изобретению и выбранный в качестве прототипа способ изготовления теплообменника из металлических труб (см. авт. св. СССР № 462639. кл. F 19/02, В 21 D 53/06, 1975), включающий крепление металлических труб к промежуточным элементам, нанесение на них антикоррозионного покрытия путем окунания в эмаль, последующую сборку в жесткий пучок. Общими существенными признаками прототипа и заявляемого изобретения являются крепление труб к промежуточным элементам, нанесение антикоррозионного покрытия путем окунания в эмаль, последующая сборка в жесткий пучок. Причинами, препятствующими получению технического результата заявляемого изобретения, являются недостаточно высокий коэффициент теплопередачи обусловленный нарушением целостности антикоррозионного покрытия - эмали в местах крепления труб к промежуточным элементам, ведущей к коррозии в условиях гальванических цехов. В основу изобретения положена задача разработать способ изготовления теплообменника из металлических труб, который бы в результате предварительной сборки и последующего нанесения антикоррозионного покрытия с использованием ультразвуковых колебаний обеспечивал бы повышение эффективности антикоррозионной защиты в условиях агрессивных сред путем повышения коэффициента теплопередачи. Поставленная задача достигается тем, что в способе изготовления теплообменника, включающем крепление металлических труб к промежуточным элементам, нанесение на них антикоррозионного покрытия путем окунания в эмаль, последующую их сборку в жесткий пучок, согласно изобретению, предварительно осуществляют сборку труб в жесткий пучок, а затем крепят их к промежуточным элементам, а нанесение антикоррозионного покрытия ведут с наложением ультразвуковых колебаний частотой 18-3000 кГц в течение 510 минут. В результате удается достигнуть повышения эффективности антикоррозионной защиты и тем самым повышения коэффициента теплопередачи за счет уменьшения дефектов покрытия (уменьшения количества пор на 1 см площади) путем предварительной сборки с креплением труб и последующим нанесением антикоррозионного покрытия путем окунания их в эмаль с равномерным перемешиванием эмали с помощью ультразвуковых колебаний. Изобретение поясняется чертежом, на котором представлено устройство для осуществления заявляемого способа. Это устройство содержит ванну 1, наполненную эмалью 2 (например, эмалью грунтовой ЭСГ - ГОСТ 2440580), в днище 3 которой вмонтирован источник ультразвуковых колебаний 4. Внутри ванны 1 с помощью крана (на чертеже не показан), помещен теплообменник 5, например воздухоподогреватель. Способ осуществляют следующим образом. В ванну 1 заливали эмаль 2. Теплообменник 5 изготавливали из предварительно обезжиренных, промытых водой, нейтрализованных и высушенных металлических труб 6 (см. чертеж), которые собирали в пучок и приваривали непосредственно к трубным доскам 7. Затем теплообменник 5 погружали в ванну 1 с помощью крана необходимой грузоподъемности, подключали источник ультразвуковых колебаний 4. Перемешивание эмали 3 в ванне 1 вели ультразвуковыми колебаниями с частотой 18-3000 кГц в секунду в течение 5-10 минут. Затем теплообменник 5 извлекали из ванны 1, поворачивали технологическими отверстиями 8 вниз, удаляя лишнюю эмаль. Отключали источник ультразвуковых колебаний 4. Затем теплообменник 5 сушили в сушильном шкафу (на чертеже не показан) в течение 30 минут при температуре 105110°С. После сушки его помещали в проходную печь и выдерживали там при температуре 900-920°С в течение 45 минут. Затем охлаждали и определяли ударную прочность по ГОСТ 24788-21 (см. таблицу). Далее приводятся сведения, подтверждающие возможность осуществления способа. Пример 1. Теплообменник 5 из металлических труб 6 собирают в пучок, приваривают к трубным доскам 7, погружают в ванну 1 и подключают источник ультразвуковых колебаний 4. Перемешивание эмали ведут ультразвуковыми колебаниями частотой 16 кГц в течение 3 минут. Коэффициент теплопередачи - 0,88; дефекты эмалевого покрытия, поры/см - 0,5 (см. таблицу пример 1). Примеры 2-8. Поступали, как указано в примере 1, изменяя частоту ультразвуковых колебаний соответственно на: 17, 18, 22, 100, 200, 3000, 4000 кГц и время перемешивания 3, 5, 5, 5, 5, 10, 11 минут. В пределах заявляемого интервала поставленная задача достигается (см. примеры 3-7 таблицы). Проведение процесса нанесения антикоррозионного покрытия при частоте ультразвуковых колебаний и времени перемешивания меньше заявляемого интервала (примеры 1, 2 таблицы) нецелесообразно из-за низкого коэффициента теплопередачи, обусловленного значительным количеством пор на эмалевом покрытииТеплообменника. Проведение процесса при частоте ультразвуковых колебаний и времени перемешивания выше заявляемого интервала (пример 8 таблицы) также нецелесообразно, так как коэффициент теплопередачи уменьшается, а количество пор на см площади значительно повышается - поставленная задача не достигается. Пример 9. Приведены показатели коэффициента теплопередачи и дефекты эмалевого покрытия для способа-прототипа. Таким образом, заявляемое изобретение позволяет повысить эффективность антикоррозионного покрытия за счет уменьшения дефектов путем предварительной сборки с креплением труб и последующем их эмалировании с равномерным перемешиванием эмали с помощью ультразвуковых колебаний и тем самым повышению коэффициента теплопередачи, а так же дает возможность использования теплообменника в условиях агрессивных сред гальванических цехов.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of heat exchanger of metal pipes
Автори англійськоюKhabchik Arkadii Semenovych, Khabchik Valerii Semenovych
Назва патенту російськоюСпособ изготовления теплообменника из металлических труб
Автори російськоюХабчик Аркадий Семенович, Хабчик Валерий Семенович
МПК / Мітки
МПК: F28F 19/00
Мітки: спосіб, виготовлення, труб, теплообмінника, металевих
Код посилання
<a href="https://ua.patents.su/2-3712-sposib-vigotovlennya-teploobminnika-z-metalevikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення теплообмінника з металевих труб</a>
Спосіб виготовлення тонких металевих листів прокаткою у пакеті
Номер патенту: 553
Опубліковано: 15.12.1993
Автори: Диордиця Сергій Васильович, Гєрмашов Юрій Володимирович, Локтіонов Петро Якович, Скороход Микола Михайлович, Хорошілов Микола Макарович, Міронов Євген Костянтинович, Міллєр Віктор Вікторович, Гребєнюков Анатолій Васильович
МПК: B21B 1/38
Мітки: листів, тонких, виготовлення, спосіб, прокаткою, пакети, металевих
Формула / Реферат:
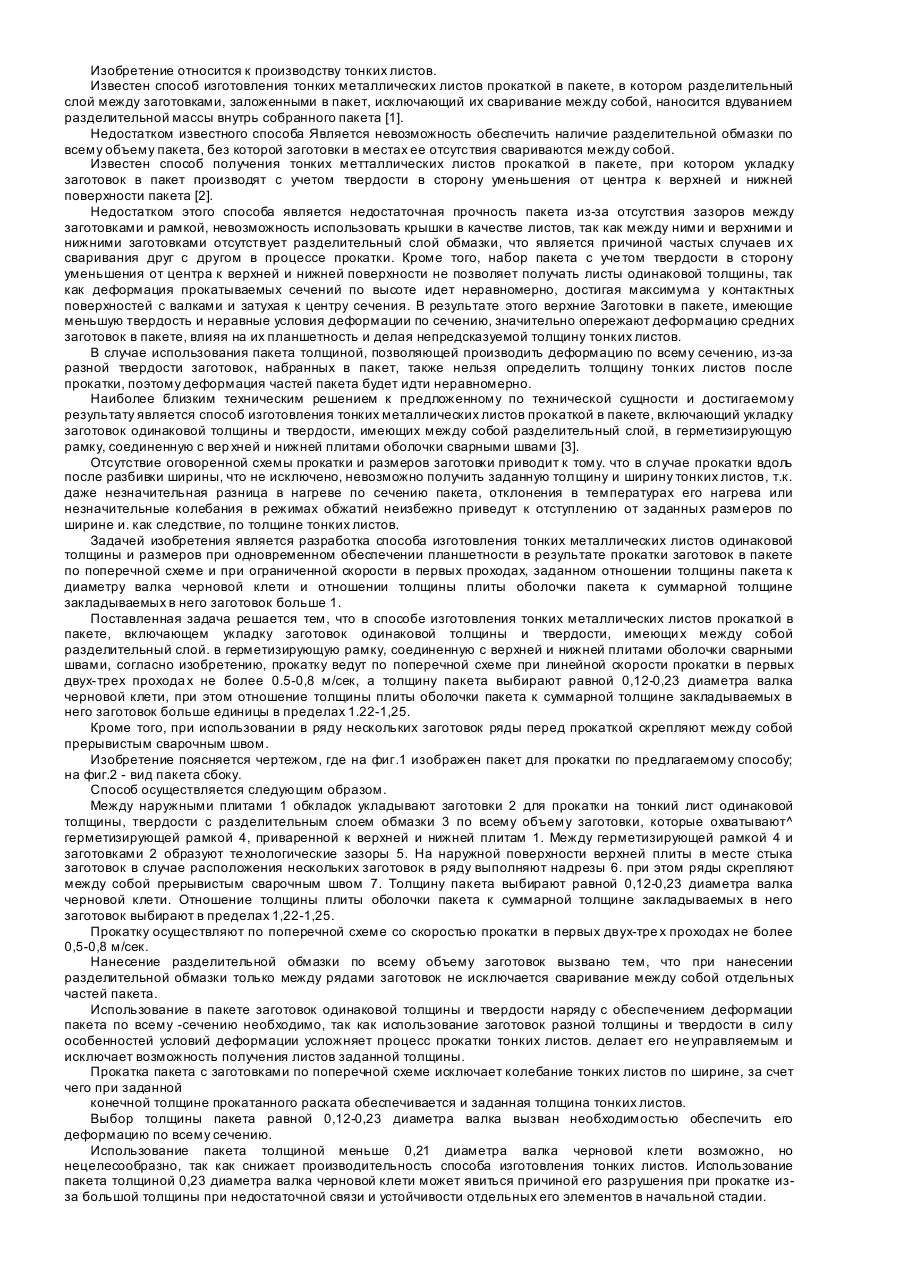
1. Способ изготовления тонких металлических листов прокаткой в пакете, включающий укладку заготовок одинаковой толщины и твердости, имеющих между собой разделительный слой, в герметизирующую рамку, соединенную с верхней и нижней плитами оболочки сварными швами, отличающийся тем, что прокатку ведут по поперечной схеме при линейной скорости прокатки в первых двух-трех проходах. не более 0,5-0,8 м/сек, а толщину пакета выбирают равной 0,12-0,23...
Пристрій для неперервного виготовлення труб з армованих пластмас
Номер патенту: 180
Опубліковано: 30.04.1993
Автори: Данільцев Володимир Григорович, Божко Борис Миколайович, Шопен Олександр Борисович, Голованевський Аркадій Ізрайлевич, Соловйов Валерій Борисович
МПК: B29L 23/20, B29C 53/00, B29K 105/08
Мітки: пристрій, виготовлення, неперервного, армованих, пластмас, труб
Формула / Реферат:
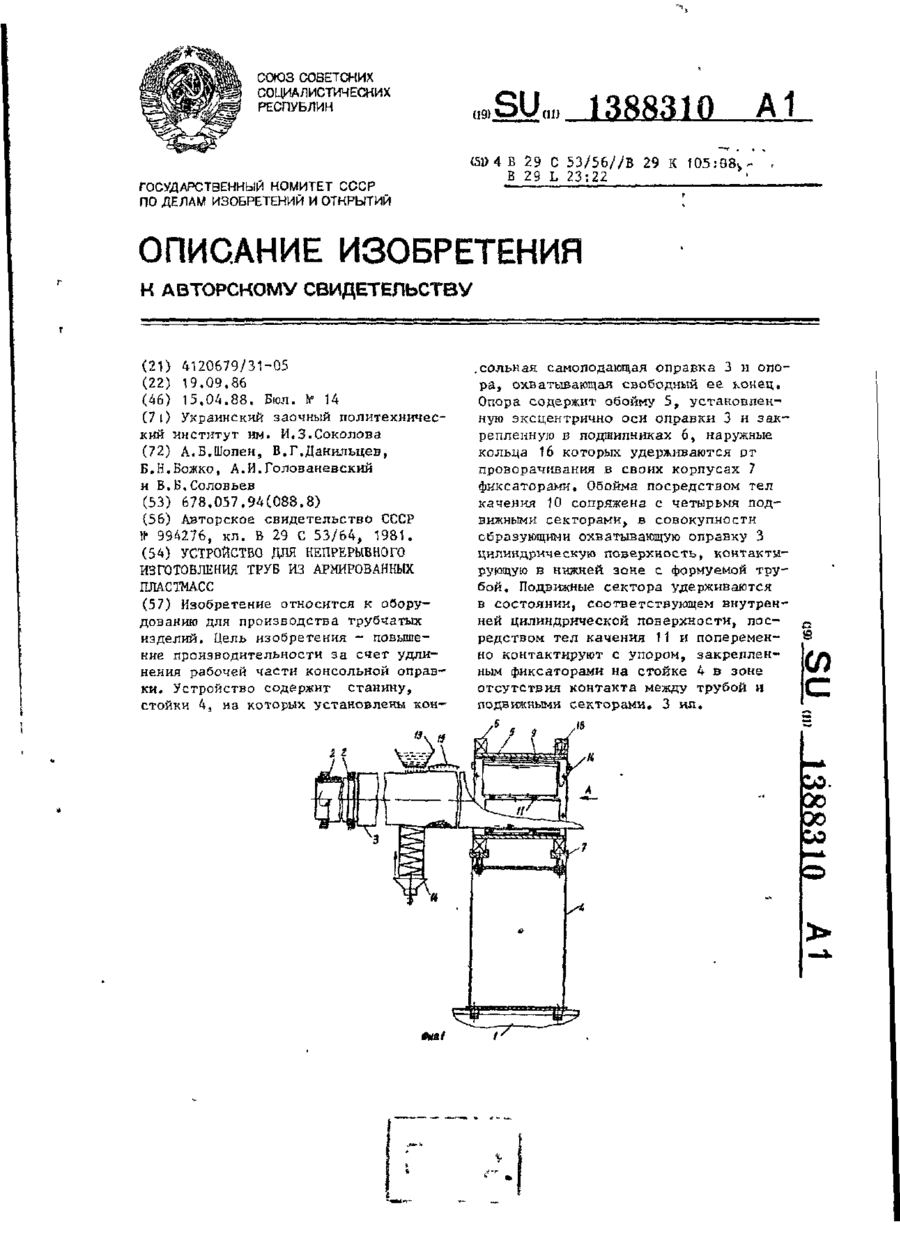
Формула изобретенияУстройство для непрерывного изготовления труб из армированных пластмасс, включающее смонтированные на станине консольную вращающуюся оправку со средствами транспортирования изделия, укладчик армирующего материала, узел подачи связующего и полимеризационные камеры, отличающееся тем, что, с целью повышения производительности за счет удлинения рабочей части консольной оправки, оно снабжено установленной на конце оправки...
Спосіб зміцнення металевих виробів
Номер патенту: 1649
Опубліковано: 25.10.1994
Автори: Шкляр Віктор Соломонович, Солодкін Михайло Бєніамінович
МПК: C23C 14/32
Мітки: металевих, виробів, спосіб, зміцнення
Формула / Реферат:
Способ упрочнения металлических изделий, включающий разогрев изделия в вакууме и ионно-плазменное нанесение одного или нескольких слоев из металлов IV—VI групп Периодической системы элементов или на основе их нитридов, отличающийся тем, что, с целью повышения срока службы изделий, перед нанесением одного или нескольких слоев металлов IV—VI групп Периодической системы элементов, или их нитридов, наносят слой металла, радиус иона которого...
Спосіб приготування композиції покриття металевих форм
Номер патенту: 161
Опубліковано: 30.04.1993
Автори: Сушко Валерій Олександрович, Васильєв Вячеслав Віталійович, Павловський Вадим Іванович, Мулик Дмитро Васильович
МПК: B28B 7/38, C04B 26/12, C09D 1/00
Мітки: покриття, металевих, приготування, форм, композиції, спосіб
Формула / Реферат:
Формула изобретенияСпособ приготовления композиции для покрытия металлических форм, включающий смешение диспергированного продукта, содержащего эпоксидную диановую смолу, диоктилфталат или дибутилфталат, наполнитель, пигмент с эмульгированным продуктом и аминным отвердителем в органическом растворителе, отличающийся тем, что, с целью снижения адгезии к пластифицированному бетону, диспергированный продукт содержит указанные компоненты в...
Спосіб цинкування труб
Номер патенту: 1335
Опубліковано: 25.03.1994
Автори: Гладуш Василь Макарович, Мітніков Ілля Юхимович, Калінін Олексій Іванович, Сидорова Наталія Миколаївна, Кучеренко Олег Павлович, Зехов Сергій Васильович, Шевченко Дмитро Анатолійович, Копаєвич Аркадій Михайлович, Галенчик Микола Андрійович, Ліпман Михайло Хананович, Норвилло Надія Юріївна, Фрісман Йосип Абрамович, Проскурін Євген Васильович, Краминський Семен Петрович
МПК: C23C 2/36
Мітки: цинкування, труб, спосіб
Формула / Реферат:
Способ цинкования труб, включающий погружение их в цинко-свинцовый состав расплава с установкой по вертикали, отличающийся тем, что установку труб осуществляют с помощью набора параллельно размещенных решеток, оси ячеек которых совпадают, при этом площади ячеек крайних решеток в 1,1-1,3 раза меньше площади поперечного сечения цинкуемых труб, а усилия, обеспечивающие погружение труб. прикладываются со стороны зеркала расплава, причем усилие...
Попередній патент: Спосіб нанесення фоторезисту на підложку печатної схеми з відтулинами
Наступний патент: Автоматична лінія для безперервного центробіжного лиття гільз циліндрів
Випадковий патент: Спосіб прогнозування ризику розвитку рефрактерних форм множинної мієломи