Спосіб очистки труб
Номер патенту: 23101
Опубліковано: 10.05.2007
Автори: Лариков Володимир Васильович, Ладиженський Петро Дмитрович, Шапіро Ілля Аронович, Білий Олександр Андрійович
Завантажити PDF файл.
Формула / Реферат
Спосіб очистки труб, що включає подачу до труб води високого тиску, який відрізняється тим, що очистку здійснюють безпосередньо в процесі виробництва при температурі труб не нижче 400°С.
Текст
Корисна модель належить до області механічної обробки металу, зокрема - до процесу очистки від технологічного мастила, зокрема, повареної солі, гарячекатаних труб і може знайти застосування в металургійній промисловості. В процесі виробництва гарячекатаних труб відбувається високотемпературне окислення металу, внаслідок чого на поверхні труб утворюється окисна плівка з оксидів заліза: FeO, Fe2O 3, Fe 3O4 . Корозійна стійкість металу залежить від якості цієї плівки - кількості та розміру її пор. Щільна, з незначною пористістю плівка запобігає корозії. Проте при прокатці труб в якості мастила, що наноситься на внутрішню поверхню тр уб, використовують поварену сіль, яка при високих температурах здатна плавитись без подальшої сублімації. Сіль, маючи у своєму складі активний іон Сl-, задовольняє вимогам технології прокатки труб, але є прискорювачем корозії. Активні іони Сl-, які адсорбуються на поверхні пасивної окисної плівки, витісняють і заміщають в ній іони кисню, що призводить до розчинності плівки та утворення пор з відповідним прискоренням анодного процесу: Fe - ne - Fen+ , тобто корозійного руйнування. Окрім цього, наявність солі полегшує конденсацію вологи на поверхню металу, а значить сприяє утворенню додаткового осередку корозії і відкладенню на стінках труб більшої кількості крихкої окалини. В подальшому, залишаючись всередині труби, відкладення солі і крихкої окалини значно погіршують якість готової продукції. Відомі способи очистки внутрішньої поверхні гарячекатаних труб в холодному стані стисненим повітрям і допоміжним механічним знаряддям, що виконуються на дільницях обробки труб. Проте такі способи трудомісткі, енергоємні, мають невисоку продуктивність і, практично, неефективні, тому що мають незначний вплив на якість готової продукції. Відомий спосіб гідроструминної очистки від окалини зовнішньої поверхні заготовок прокатного стана, що включає подачу води під тиском 30-32МПа від насосів до розбризкуючих голівок з соплами (див. систему гідрозбиву окалини фірми «SMS - Schlomann - Siemag AG»). Даний спосіб є найбільш близьким за технічною сутністю до рішення, що заявляється, і обраний авторами за найближчий аналог. Слід зазначити, що спосіб-найближчий аналог завдяки відносно високому тиску і малій відстані сопел до поверхні труб покращує якість очистки їх зовнішньої поверхні, але не може бути застосованим для очистки внутрішньої поверхні. Крім того, його реалізація потребує значних витрат на складне обладнання та підвищеного споживання електроенергії і води. В основу корисної моделі поставлена задача підвищення ефективності і економічності очистки внутрішньої поверхні труб шляхом удосконалення технології виробництва. Поставлена задача вирішується за рахунок того, що в способі очистки труб, що включає подачу до труб води високого тиску, відповідно до корисної моделі, очистку здійснюють безпосередньо в процесі виробництва при температурі труб не нижче 400°С. Основною відмінністю запропонованого способу від відомих і найближчого аналога, зокрема, є його реалізація безпосередньо в технологічному процесі, коли температура труб висока і технологічне мастило за рахунок кінетичної енергії струменя води високого тиску легко видаляється. Температурна межа 400°С забезпечує легке видалення солевих відкладень із внутрішньої поверхні труб, при більш низькій температурі ефективність очистки падає. Крім цього, під високотемпературним шаром крихкої окалини утворюється пара, внаслідок чого під дією мікровибухів відбувається руйнування окалини. При цьому в процесі очистки труб на їх внутрішній поверхні утворюється нова вторинна рівномірна дрібнопориста оксидна плівка, яка запобігає корозії і тим самим підвищує якість готової продукції та значно покращує її товарний вигляд. Перевагою запропонованого способу є його технологічна оперативність, яка не потребує зупинки виробництва труб для їх очистки або проведення окремої технологічної операції. Спосіб очистки труб від солевих відкладень здійснюють наступним чином. На завершальній стадії виробництва гарячекатаних тр уб, коли їх температура сягає не менше 400°, в середину тр уб подають воду високого тиску, який створює насосна установка. Тиск води - 25МПа - обрано експериментальним шляхом, виходячи із умов доцільності. В результаті гідроочистки з внутрішньої поверхні труб видаляють те хнологічне мастило - поварену сіль, а також крихку окалину. Випробування запропонованого способу на трубопрокатному агрегаті «140» ВАТ «Дніпропетровський трубний завод» підтвердили його високу ефективність .
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for cleaning pipes
Автори англійськоюShapiro Illia Aronovych, Larykov Volodymyr Vasyliovych, Ladyzhenskyi Petro Dmytrovych, Bilyi Oleksandr Andriiovych
Назва патенту російськоюСпособ очистки труб
Автори російськоюШапиро Илья Аронович, Лариков Владимир Васильевич, Ладыженский Петр Дмитриевич, Билый Александр Андреевич
МПК / Мітки
МПК: B21B 45/00
Код посилання
<a href="https://ua.patents.su/1-23101-sposib-ochistki-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб очистки труб</a>
Спосіб очистки внутрішньої поверхні труб
Номер патенту: 23029
Опубліковано: 30.06.1998
Автор: Балтаханов Абдіхамітхан Мойдінович
Мітки: спосіб, поверхні, труб, внутрішньої, очистки
Формула / Реферат:
Способ очистки внутренней поверхности труб, заключающийся в том, что через трубу прокачивают рабочую жидкость, внутри трубы создают электрические разряды в жидкости посредством электрогидравлического излучателя, перемещаемого внутри по мере очищения трубы, отличающийся тем, что частоту следования электрических разрядов выбирают в интервале 0,5-3 Гц.
Спосіб очистки внутрішньої поверхні труб
Номер патенту: 23028
Опубліковано: 30.06.1998
Автор: Балтаханов Абдіхамітхан Мойдінович
Мітки: внутрішньої, спосіб, очистки, поверхні, труб
Формула / Реферат:
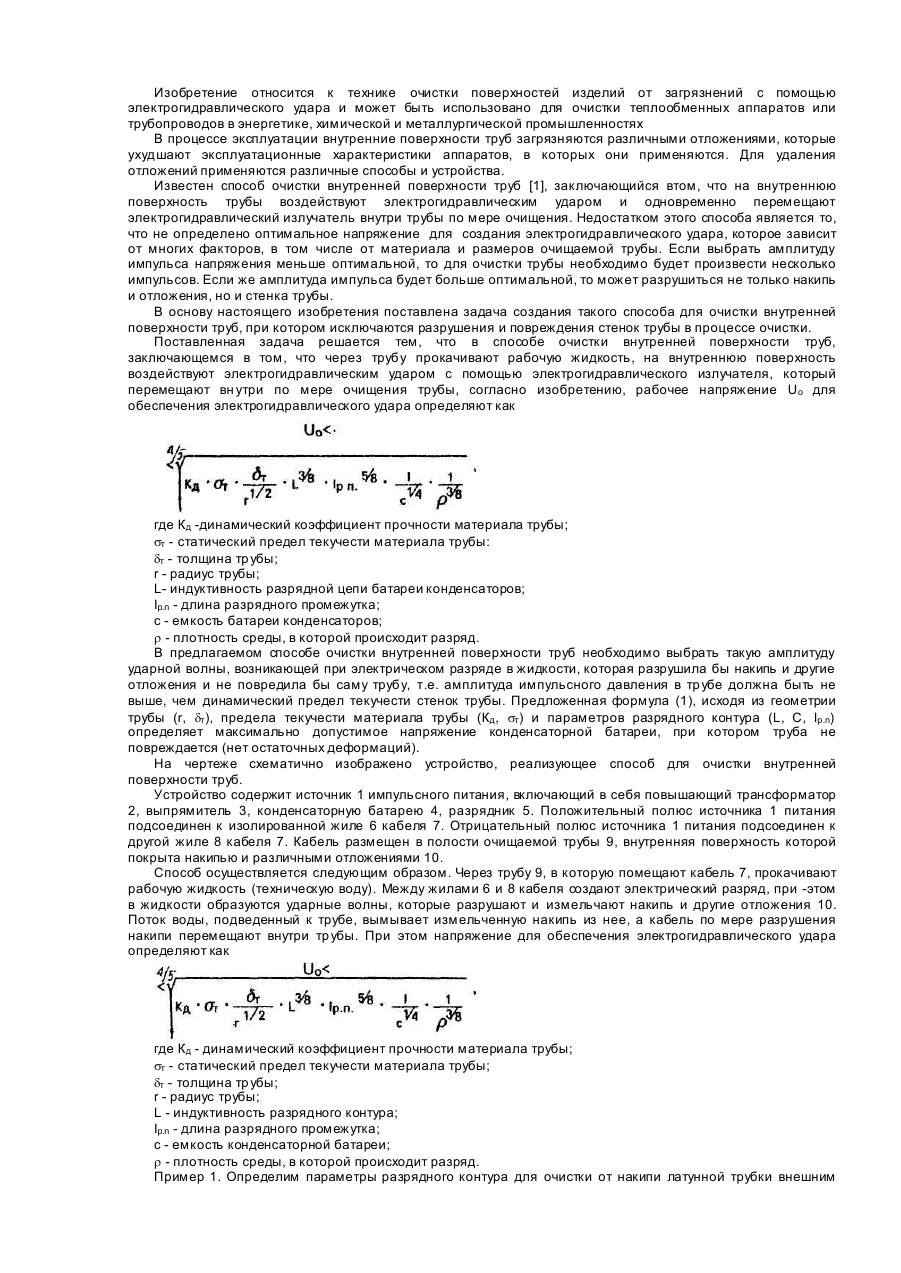
Способ очистки поверхности труб, заключающийся в том, что через трубу прокачивают рабочую жидкость, на внутреннюю поверхность воздействуют электрогидравлическим ударом с помощью электрогидравлического излучателя, перемещаемого внутри по мере очищения трубы, отличающийся тем, что рабочее напряжение Vо для обеспечения электрогидравлического удара определяют как:где Кд - динамический коэффициент прочности материала трубы;sт...
Установка шротометної очистки труб

Номер патенту: 753
Опубліковано: 15.03.2001
Автори: Галаздра Володимир Миколайович, Ольгард Ігор Шиманович, Данилов Віктор Григорович, Менделєєв Анатолій Ісаакович, Савєлов Володимир Володимирович, Пономарьов Володимир Миколайович, Бездєнєжних Володимир Васильович, Рєзніченко Віктор Петрович
МПК: B24C 5/00
Мітки: очистки, труб, шротометної, установка
Формула / Реферат:
Установка шротометної очистки труб, яка включає робочу камеру з встановленим на неї шротометним апаратом, нагромаджувач шроту, розміщений над робочою камерою і зв'язаний з шротометним апаратом, бункер для відпрацьованого шроту, що розміщений під робочою камерою і сполучений з нею, і сепаратор, зв'язаний з нагромаджувачем шроту і бункером для відпрацьованого шроту, яка відрізняється тим, що шротометний апарат встановлений шарнірно з...
Пристрій для очистки внутрішньої поверхні труб
Номер патенту: 33122
Опубліковано: 15.02.2001
Автори: Єрьомін Михайло Іванович, Тимошенко Олексій Антонович
Мітки: поверхні, внутрішньої, очистки, пристрій, труб
Текст:
...у трубах по січенню росгтоділені нерівномірно. Найбільш твердий шар прилягає до внутрішньої поверхні, а до центру твердість шару відкладень зменшується. Враховуючи цей факт, пропонована конструкція забеспечує зменшення навантаження на зуби з збільшенням діаметра об робляємого в відкладенях отвору. Це відбувається за рахунок того, що обгинаюча що проведена по вершинам зубів утворює криву таким чином , що її початок знаходиться на найвиш...
Устаткування для очистки поверхні труб

Номер патенту: 763
Опубліковано: 15.12.1993
Автори: Арєндт Гєоргій Альбєртовіч, Коновалов Юліан Костянтинович, Уніговський Микола Рахмилєвич, Сапа Федір Іванович, Рулевський Євген Васильович, Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович, Пархомчук Олексій Талимонович
МПК: B08B 1/04
Мітки: труб, поверхні, очистки, устаткування
Попередній патент: Суміш для заправлення подин нагрівальних колодязів
Наступний патент: Фотометр
Випадковий патент: Оболонка для кондитерського виробу