Спосіб одночасного паралельного виготовлення стрічок з скручених волокон і пристрій для реалізації цього способу
Формула / Реферат
1. Спосіб одночасного паралельного виготовлення стрічок з скручених волокон, зокрема стрічок з волокон кужеля, у завивній машині (KM) з вхідною зоною (3), зоною (6) стискання між двома транспортними роликами (4, 5) і каналом (7) обтискання, який включає операції:
a) одночасної подачі багатьох волоконних стрічок (1, 2) паралельно через вхідну зону (3), з індивідуальним проведенням волоконних стрічок у вхідній зоні (3) з використанням першого розділяючого механізму (31),
b) одночасного паралельного транспортування і стискання волоконних стрічок у зоні (6) стискання двома транспортними роликами (4, 5) і
c) одночасного паралельного скручування волоконних стрічок у каналі (7) обтискання,
який відрізняється тим, що для волоконних стрічок, що проводяться окремо, в операції b) використовують другий розділяючий механізм (61), а в операції с) використовують третій розділяючий механізм (71), причому перший, другий і третій розділяючі механізми (31, 61, 71) конфігуровано таким чином, щоб вони забезпечували паралельне роздільне проведення волоконних стрічок від вхідної зони (3) через зону (6) стискання у канал (7) обтискання без розривання.
2. Спосіб за п. 1, який відрізняється тим, що в операції а) використовують перший розділяючий механізм (31) з щонайменше одним першим засобом (311) розділення, а в операції b) використовують другий розділяючий механізм (61) з щонайменше одним другим засобом (611) розділення, і перший і другий засоби (311, 611) розділення встановлені між двома волоконними стрічками (1, 2) у кожному випадку таким чином, що ці стрічки проводяться паралельно з повним розділенням.
3. Спосіб за п. 2, який відрізняється тим, що в операції а) використовують розділяючий ніж як перший засіб (311) розділення, а в операції b) використовують подовження розділяючого ножа як другий засіб (611) розділення, і повне розділення двох волоконних стрічок (1, 2), що проводяться паралельно, у кожному випадку забезпечується розділяючим ножем і подовженням розділяючого ножа, встановленими без проміжку, причому подовження розділяючого ножа проходить через два транспортні ролики (4, 5) у зоні (6) стискання повністю і без проміжків.
4. Спосіб за п. 3, який відрізняється тим, що в операції b) використовують подовження розділяючого ножа між двома волоконними стрічками (1, 2), яке проходить через два транспортні ролики (4, 5) у канавках без контакту у зоні (6) стискання.
5. Спосіб за п. 1, який відрізняється тим, що в операції с) волоконні стрічки (1, 2) проводять з використанням третього розділяючого механізму (71) від входу до виходу каналу (7) обтискання з повним розділенням.
6. Спосіб за п. 1 або п. 5, який відрізняється тим, що в операції с) використовують третій розділяючий механізм (71) з щонайменше третім засобом (711) розділення, встановленим між двома волоконними стрічками (1, 2) таким чином, що останні проводяться паралельно з повним розділенням.
7. Спосіб за п. 6, який відрізняється тим, що в операції с) використовують розділяючі ребра як третій засіб (711) розділення, якими забезпечують повне розділення двох волоконних стрічок, що проводяться паралельно.
8. Спосіб за п. 2 або п. 3 і п. 6 або п. 7, який відрізняється тим, що в операціях а) -с) перший, другий і третій засоби (311, 611, 711) розділення встановлено між двома волоконними стрічками (1, 2), що проводяться паралельно, у кожному випадку таким чином, що волоконні стрічки проводяться паралельно і повністю роздільно, з однаковими або різними ширинами, від вхідної зони (3) через зону (6) стискання у канал (7) обтискання.
9. Спосіб за п. 8, який відрізняється тим, що перший, другий і третій засоби (311, 611, 711) розділення між двома волоконними стрічками, що проводяться паралельно, у кожному випадку використовують як однокомпонентний або багатокомпонентний засіб розділення з першою, другою і третьою зонами розділення.
10. Спосіб за щонайменше будь-яким з пп. 1-9, який відрізняється тим, що волоконні стрічки (1, 2), скручені операцією с), укладають у спільний депозитний контейнер після виходу з каналу (7) скручування.
11. Пристрій (КМ) для одночасного паралельного виготовлення стрічок з скручених волокон, зокрема стрічок з волокон кужеля, який має вхідну зону (3) з першим розділяючим механізмом (31) для одночасної паралельної і індивідуальної подачі багатьох волоконних стрічок (1, 2) у пару транспортних роликів (4, 5) для одночасного паралельного транспортування і стискання волоконних стрічок у зоні (6) стискання і канал (7) обтискання для одночасного паралельного скручування волоконних стрічок,
який відрізняється тим, що включає другий розділяючий механізм (61) для роздільного транспортування і стискання у зоні (6) стискання і третій розділяючий механізм (71) для роздільного скручування волоконних стрічок, встановлені у каналі (7) обтискання, причому перший, другий і третій розділяючі механізми (31, 61, 71) конфігуровано таким чином, що волоконні стрічки можуть бути проведені роздільно, без розривання, і паралельно від вхідної зони (3) через зону (6) стискання у канал (7) обтискання.
12. Пристрій за п. 11, який відрізняється тим, що перший розділяючий механізм (31) включає щонайменше один перший засіб (311) розділення, а другий розділяючий механізм (61) включає щонайменше один другий засіб (611) розділення (611), і перший і другий засоби (311, 611) розділення встановлено між двома волоконними стрічками (1, 2) у кожному випадку таким чином, що стрічки можуть бути проведені роздільно без розривання.
13. Пристрій за п. 12, який відрізняється тим, що перший засіб (311) розділення виконано як розділяючий ніж, а другий засіб (611) розділення виконано як подовження розділяючого ножа, і розділяючий ніж і подовження розділяючого ножа встановлені з безпроміжковим з'єднанням між двома волоконними стрічками (1, 2) у кожному випадку таким чином, що подовження розділяючого ножа проходить у зоні (6) стискання через два транспортні ролики (4, 5) повністю і без проміжків.
14. Пристрій за п. 13, який відрізняється тим, що подовження розділяючого ножа безконтактно проходить через два транспортні ролики (4, 5) у зоні (6) стискання (6) у канавках, між двома волоконними стрічками (1, 2), що проводяться паралельно.
15. Пристрій за п. 11, який відрізняється тим, що третій розділяючий механізм (71) виконано таким чином, що волоконні стрічки (1, 2) можуть бути проведені роздільно, без розривання, від входу до виходу каналу (7) обтискання.
16. Пристрій за п. 11 або п. 15, який відрізняється тим, що третій розділяючий механізм (71) включає щонайменше третій засіб (711) розділення, встановлений між двома волоконними стрічками (1, 2) таким чином, що ці стрічки можуть бути проведені роздільно, без розривання.
17. Пристрій за п. 16, який відрізняється тим, що третій засіб (711) розділення виконано як розділяючі ребра, встановлені між двома волоконними стрічками (1, 2) таким чином, що ці стрічки можуть бути проведені роздільно, без розривання.
18. Пристрій за п. 12 або п. 13 і п. 16 або п. 17, який відрізняється тим, що перший, другий і третій засоби (311, 611, 711) розділення встановлено між двома волоконними стрічками (1, 2), що проводяться паралельно, у кожному випадку таким чином, що волоконні стрічки можуть бути проведені роздільно і паралельно, без розривання, з однаковими або різними ширинами, від вхідної зони (3) через зону (6) стискання у канал (7) обтискання.
Текст
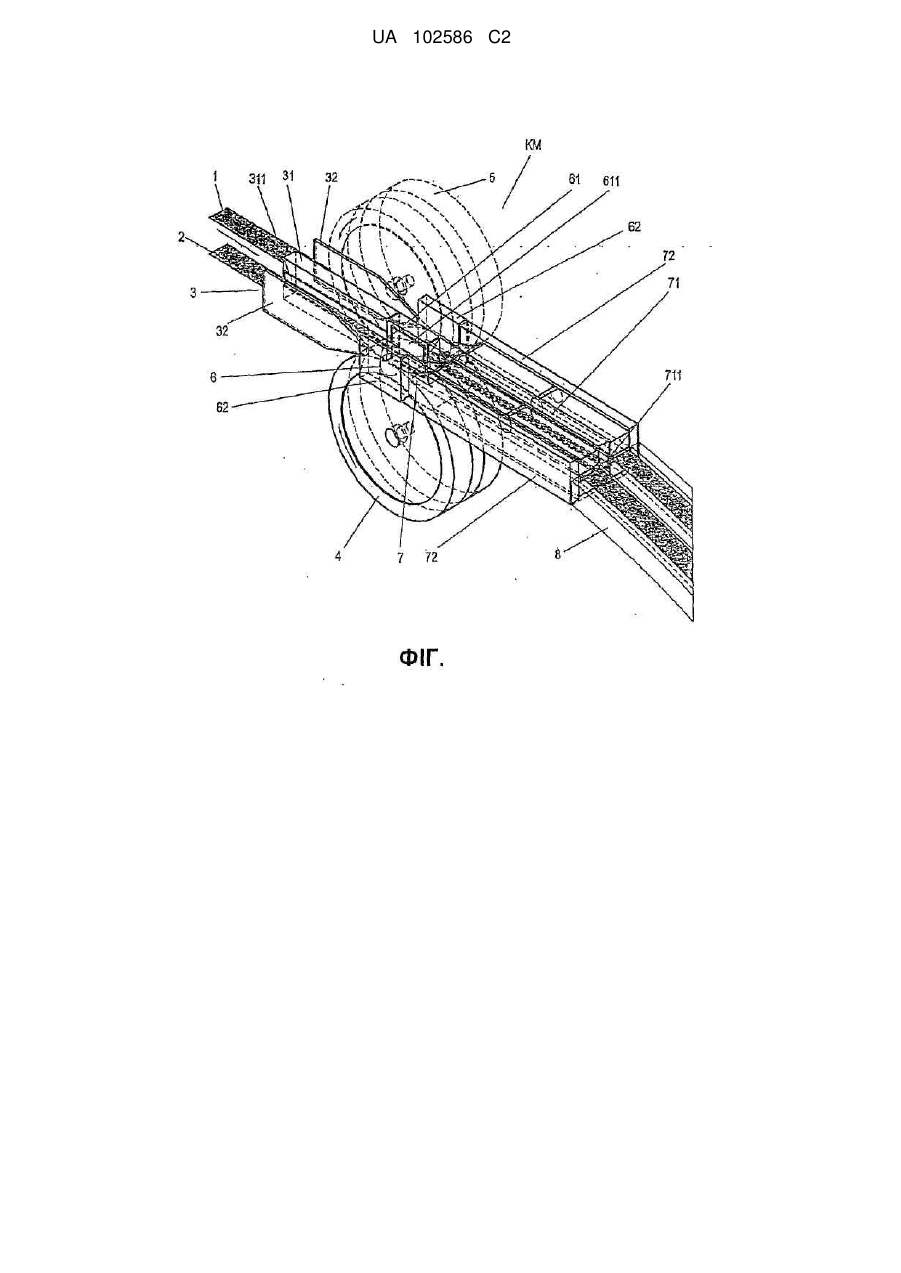
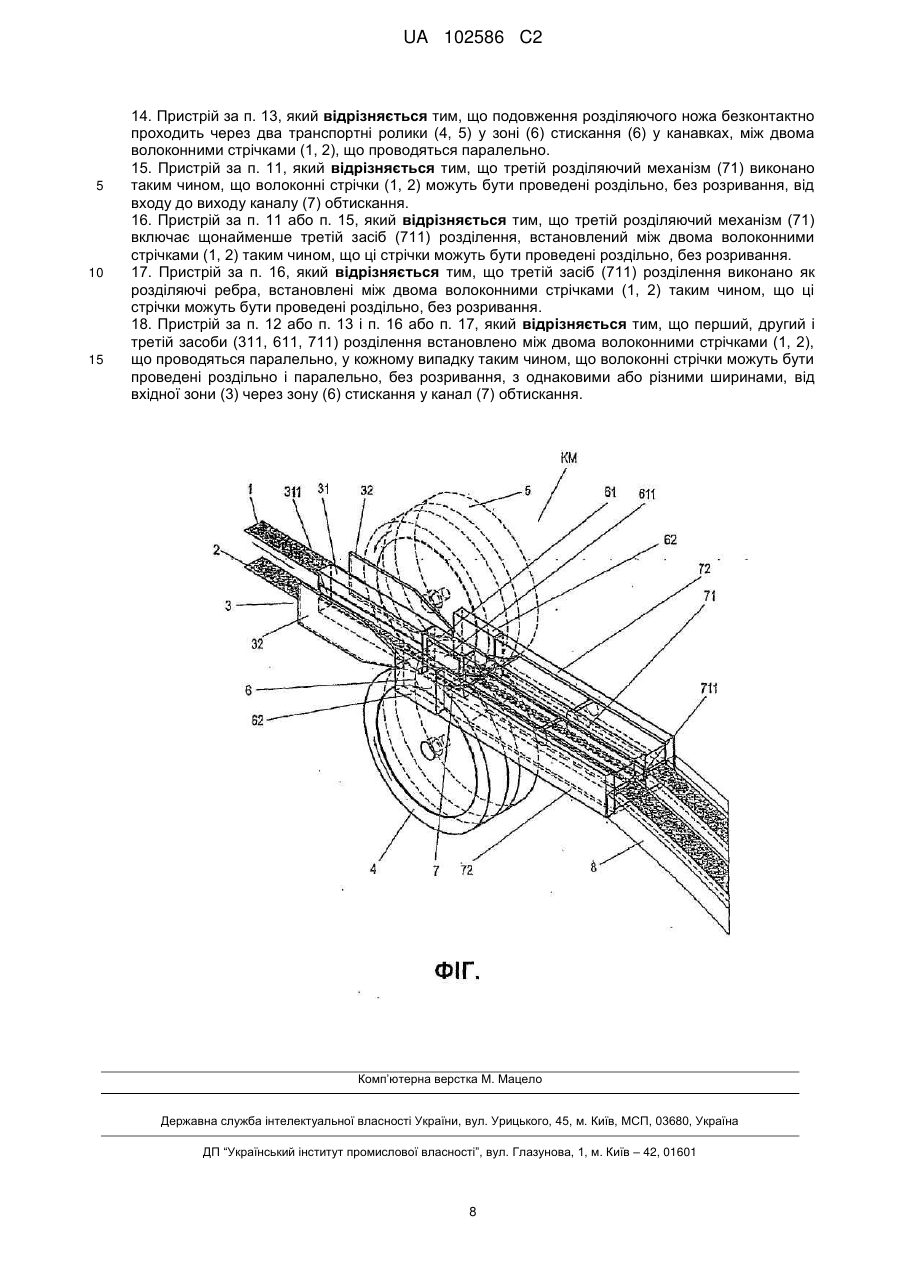
Реферат: Винахід стосується способу одночасного паралельного виготовлення стрічок з скручених волокон, зокрема стрічок з волокон кужеля, у завивній машині (KM) з вхідною зоною (3), зоною (6) стискання між двома транспортними роликами (4, 5) і каналом (7) обтискання, який включає операції а) одночасної подачі багатьох волоконних стрічок (1, 2) паралельно через вхідну зону (3), де вони проводяться роздільно у вхідній зон (3) з використанням першого розділяючого механізму (31), b) одночасного паралельного транспортування і стискання волоконних стрічок у зоні (6) стискання двома транспортними роликами (4, 5) і с) одночасного паралельного скручування волоконних стрічок у каналі (7) обтискання, причому перший, другий і третій розділяючі пристрої (31, 61, 71) забезпечують роздільне паралельне проведення волоконних стрічок від вхідної зони (3) через зону стискання (6) у канал (7) обтискання без розривання. Винахід також стосується пристрою для реалізації зазначеного способу. Винахід забезпечує одночасне формування багатьох окремих стрічок з скручених волокон, з суттєво постійними і симетричними скручувальними характеристиками у поперечному перерізі по усій довжині волоконної стрічки, і зокрема, також маловитратне виготовленння скручених стрічок з волокон кужеля з низьким загальним титром, без кромок відокремлення, у звичайній прядильній і завивній машині. UA 102586 C2 (12) UA 102586 C2 UA 102586 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується способу паралельного виготовлення багатьох волоконних стрічок, зокрема багатьох стрічок з волокон кужелю і пристрою для реалізації зазначеного способу. У документі ЕР 0 629 722 А1 описано стрічку з волокон кужелю такого типу, виготовлену з поперечно зв'язаних ниток або волокон, наприклад, з ацетату целюлози для виготовлення сигаретних фільтрів. Фільтрувальний кужіль, виготовлений з ацетату целюлози, звичайно містить більш, ніж 1000 ниток, сформованих тонкоструменевими форсунками з ацетатних пластівців, розчинених в ацетоні, і спочатку має вигляд нескручених волоконних стрічок, нитки яких орієнтовано поздовжньо. Ці волоконні стрічки отримують лише механічну стабільність, потрібну у сигаретних фільтрах, а необхідну міцність на розтягування забезпечується обробкою скручуванням, в якій лінійно розташовані нитки у так званому компресійному каналі формуються зигзагоподібно з утворенням кручених волоконних стрічок з суттєво постійними і симетричними завивними характеристиками у поперечних перети нах усієї волоконної стрічки, типовими параметрами для опису завивних характеристик є коефіцієнт скручування (кількість крутінь на довжині фільтрувального кужелю) і міра поперечного зв'язування (кількість зв'язків між скрученими суміжними нитками на довжин фільтрувального кужелю). Скручена стрічка з волокон кужелю або жилка фільтру, отримана у такий спосіб, має постійний повний титр (вагу метра довжини нескрученого фільтрувального кужелю) і однорідне поперечне зв'язування або зв'язування між нитками по усій ширині стрічки їх звичайно укладають у контейнери, пресують і і пакують як тюки для приготування до подальшого використання. У ЕР 0 629 722 А1 на цій основі описано ефективне виготовлення стрічки волокон кужелю з скручених поперечно зв'язаних ниток описаного типу, яке дозволяє паралельно виготовляти багато стрічок з волокон кужелю у такому пристрої, причому стрічка з волокон кужелю, виготовлена паралельно, у кожному випадку з'єднана лініями розривання, які лежать уздовж стрічки і мають меншу кількість поперечних зв'язків порівняно з тілом відповідного фільтру, причому спочатку виготовляють так звану багатоширинну волоконну стрічку. Багатоширинна волоконна стрічка такого типу відрізняється придатністю для подальшої обробки у звичайних пристроях підготування зокрема у подвійних фільтрових стрижневих машинах з єдиною приготувальною частиною, що дає суітєве зниження витрат на встановлення і виготовлення багатьох стрічок з волокон кужелю одночасно і з визначеними прийомами для кожної робочої операції з тюками фільтрувального кужелю, де розділення може бути надійно виконане без проблем розриванням по бажаних лініях розриву. Хоча індивідуальні стрічки з волокон кужелю, отримані згідно з ЕР 0 629 722 А1 з багатоширинної стрічки з волокон кужелю розриванням по бажаних лініях розриву, також мають, по суті, такий же повний титр і коефіцієнт скручування, було показано, що після розривання по бажаних лініях розриву виникають проблеми, пов'язані з кромками відокремлення, зумовлені малою кількістю крутінь на довжині фільтрувального кужелю у зоні розділення і, отже, малою кількістю поперечних зв'язків ниток. Кромки відокремлення або нестабільні кромки можуть, однак, погіршити якість кінцевого продукт, наприклад, сигаретного фільтру, і, крім того, знизити повний титр обробленої скрученої стрічки з волокон кужелю. Підвищене утворення так званого кромкового пилу, який над усе у сучасних швидкісних фільтрових стрижневих машинах призводить до коливань якості виготовлених фільтрових стрижнях, пов'язане з виникненням кромки відокремлення. Винахід базується на реалізації одночасного паралельного виготовлення багатьох стрічок з скручених волокон, зокрема, багатьох стрічок з волокон кужелю, придатний для усунення згаданих вище вад існуючих способів, тобто уникнення навіть при низькому повному титрі волоконних стрічок, зокрема, втрат продуктивності, і появи кромок відокремлення з їх наслідками або, інакше кажучи, уможливлення виготовлення стрічки з скручених волокон з якістю кромки, такою ж, як у виготовленого стандартним способом кужелю, з збереженням, зокрема, переваг продуктивності, описаних у ЕР 0 629 722 А1, особливо у випадку малих повних титрів згідно з вимогами, наприклад, ринку тонких і надтонких фільтрів. Крім того, винахід стосується пристрою для рішення цієї задачі. Задача винаходу вирішується застосуванням способу одночасного паралельного виготовлення стрічки з скручених волокон, зокрема, стрічки з волокон кужелю у завивній машині з вхідною зоною, зоною стискання між двома транспортними роликами і каналом обтискання, з послідовністю операцій способу: а) одночасна паралельна подача багатьох волоконних стрічок через вхідну зону з індивідуальним проведенням волоконних стрічок у вхідній зоні першим розділяючим механізмом, b) одночасне паралельне транспортування і компресія волоконних стрічок у зоні стискання двома транспортними роликами і с) одночасне паралельне скручування волоконних стрічок у каналі обтискання, причому цей спосіб відрізняється тим, що волоконні 1 UA 102586 C2 5 10 15 20 25 30 35 40 45 50 55 60 стрічки спрямовуються індивідуально в операції b) другим розділяючим механізмом, а в операції с) третім розділяючим механізмом, причому перший, другий і третій розділяючі механізми мають конфігурацію, яка забезпечує паралельне індивідуальне проведення волоконних стрічок з вхідної зони через зону стискання у канал обтискання без розривання. Винахід також стосується пристрою для одночасного паралельного виготовлення стрічки з скручених волокон, зокрема, стрічки з волокон кужелю, який має вхідну зону з першим розділяючим механізмом для одночасної паралельної і індивідуальної подачі багатьох волоконних стрічок, пару транспортних роликів для одночасного паралельного транспортування і стискання волоконних стрічок у зоні стискання і канал обтискання для одночасного паралельного скручування волоконних стрічок, причому цей пристрій відрізняється тим, що другий розділяючий механізм для індивідуального транспортування і стискання встановлено у зоні стискання, а третій розділяючий механізм для індивідуального скручування волоконних стрічок встановлено у каналі обтискання і перший, другий і третій розділяючі механізми мають конфігурацію, яка забезпечує проведення волоконних стрічок індивідуально без затримок і паралельно з вхідної зони через зону стискання у канал обтискання. Винахід дозволяє одночасно отримувати багато стрічок з скручених волокон, відділених одна від одної, з суттєво постійними і симетричними завивними характеристиками в усіх поперечних перетинах відповідної волоконної стрічки. Спосіб згідно з винаходом і пристрій для його реалізації забезпечують те, що стрічка з скручених волокон, зокрема, стрічка з волокон кужелю, навіть з невеликим повним титром може бути виготовлена так же економічно, як і багатоширинні волоконні стрічки в існуючих пристроях. Як і при виготовленні цих багатоширинних волоконних стрічок, лінійні нитки, виготовлені у звичайній прядильній машині, спочатку просто розподіляють на велику кількість волоконних смужок, які подають до завивної машини першим розділяючим механізмом для одночасного і паралельного виготовлення відповідної кількості стрічок з скручених волокон незалежно. Однак, якщо багатоширинні стрічки з скручених волокон, залежно від конфігурації першого розділяючого механізму у вхідній зоні завивної машини, уздовж бажаної лінії розриву між двома суміжними волоконними стрічками, утворюють більш-менш широку зону з відносно невизначеними завивними характеристиками, які виявляють себе у розділених волоконних стрічках наявністю відповідних нестабільних кромок з помітно грубішим скручуванням (тобто з меншою кількістю обертів скручування на розтягнутій довжині фільтрувального кужелю), то на відміну від цього стрічки з скручених волокон, виготовлені паралельно згідно з винаходом є відносно зміцненими у кромковій зоні і відрізняються суттєво постійними і симетричними завивними характеристиками у поперечних перетинах усієї волоконної стрічки, завдяки чому явище відокремленої кромки і його наслідки не виникають. Отже, винахід не лише забезпечує продуктивність або ефективність, не гіршу, ніж при виготовленні багатоширинних волоконних стрічок у приготуванні стрічок з скручених волокон з невеликим повним титром, але й забезпечує вищу якість продукту порівняно з звичайним стандартним фільтрувальним кужелем, а саме, форму бічної кромки з симетричним скручуванням відповідно до сучасних вимог до комерційного стандартного фільтрувального кужелю. Висока якість продукту, зокрема, виявляє себе суттєвим зменшенням утворення кромкового пилу порівняно з розділеними багатоширинними волоконними стрічками під час подальшої обробки волоконних стрічок згідно з винаходом. Бажана висока кінцева якість виготовлених волоконних стрічок і одночасно підвищення продуктивності їх виготовлення не можуть бути досягнуті з наявними прядильними і завивними машинами, зокрема, якщо розділення волоконних стрічок здійснюється лише від вхідної зони до зони стискання і у вихідній зоні, тобто після каналу обтискання, або додатково у каналі обтискання. Як показали численні тести, у цьому випадку можуть бути отримані лише стрічки з скручених волокон з недостатньою якістю кромки. Однак, ці переваги можуть бути отримані при повністю індивідуальному проведенні суміжних волоконних стрічок за зону стискання у канал обтискання згідно з винаходом. У винаході може бути досягнута додаткова продуктивність, оскільки винахід дозволяє використовувати вищі швидкості прядіння порівняно з способом, описаним у ЕР 0 629 722 А1. Нескручені волоконні жилки або стрічки з нитками, орієнтованими, по суті, уздовж стрічки використовуються для виготовлення стрічок з скручених волокон або фільтрувального кужелю без будь-яких обмежень стосовно матеріалу нитки. З увагою до подальшої переробки у сигаретні фільтри або взагалі у фільтрувальні стрижні для курильних продуктів бажано використовувати нитки з ацетату целюлози, поліетилен терфталату, поліолефінів (наприклад, поліпропілену), естерів полігідрокси-бутерової кислоти, поліамідів (наприклад, нейлону) і віскози. 2 UA 102586 C2 5 10 15 20 25 30 35 40 45 50 55 60 На додаток до відомих способів одночасного паралельного проведення багатьох нескручених волокон у завивну машину, де індивідуальне проведення волоконних стрічок у вхідній зоні завивної машини забезпечується розділяючим механізмом з щонайменше першим засобом розділення у формі розділяючої пластини між двома суміжними волоконними стрічками, винахід передбачає другий розділяючий механізм з щонайменше другим засобом розділення, встановленим безпосередньо після першого розділяючого механізму, який простягається на усю операцію подачі, контакт і вихідну зону пари транспортних роликів з привідним мотором, що використовується відомим способом як спільний транспортний засіб для волоконної стрічки і другого засобу розділення для двох відповідних волоконних стрічок для проведення останніх паралельно з повним розділенням, тобто без розривання. Транспортування волоконної стрічки до каналу обтискання, що здійснюється при паралельному скручуванні усіх поданих волоконних стрічок, виконується через тертя між верхнім боком відповідної волоконної стрічки і верхнім транспортним роликом і нижнім боком волоконної стрічки і нижнім транспортним роликом. Згідно з винаходом, бажано одночасно проводити щонайменше дві стрічки з скручених волокон лінійним транспортним шляхом у завивній машині. Більш бажаним є одночасне паралельне виготовлення трьох, чотирьох або п'яти стрічок з скручених волокон у завивній машині. Перший і другий розділяючі механізми у цьому випадку відрізняються по суті лише кількістю потрібних перших і других засобів розділення їх кількість залежить від кількості волоконних стрічок, які потрібно проводити індивідуально, одночасно, паралельно і у безпосередній близькості одна до одної через завивну машину між її механічними компонентами відповідного типу. Отже, кожний розділяючий механізм має n-1 засобів розділення, встановлених паралельно, де n - кількість волоконних стрічок, які потрібно проводити паралельно у завивній машині. Зона між транспортувальними роликами, тобто, зона прямої подачі, контакту і виходу з пари транспортних роликів є зоною стискання. Проміжок між двома транспортними роликами, що обертаються паралельно один до одного можна коригувати, бажано, таким чином, щоб транспортування кожної з волоконних стрічок відбувалось одночасно з її стисканням цією парою транспортних роликів. Інакше кажучи, другий розділяючий механізм призначено для надійного розділення кожної з волоконних стрічок, що подаються паралельно через зону стискання у парі транспортних роликів, які діють як об'єднаний засіб транспортування і стискання для відповідних суміжних волоконних стрічок. Бажаним є встановлення розділяючого ножа як першого засобу розділення між двома суміжними волоконними стрічками у першому розділяючому механізмі у вхідній зоні завивної машини. Для забезпечення роздільного проведення цих волоконних стрічок без розривання у зону стискання між транспортними роликами, бажано, щоб другий розділяючий механізм включав як другий засіб розділення подовження розділяючого ножа між двома суміжними волоконними стрічками, приєднане з найменш можливим проміжком до відповідного розділяючого ножа, якщо максимальний проміжок між цими двома компонентами становить менше приблизно половини діаметру нитки, цей проміжок згідно з винаходом вважається відсутнім і це відвертає протискання окремої нитки. Це дає перевагу, якщо подовження розділяючого ножа повністю проходить у зону стискання, тобто забезпечує без розривання розділене проведення волоконних стрічок, що подаються паралельно у завивну машину у вхідній зоні і зоні стискання. Згідно з такою конфігурацією винаходу, з одного боку, перший засіб розділення виконано як розділяючий ніж, а другий засіб розділення - як подовження розділяючого ножа для повного розділення у кожному випадку двох волоконних стрічок, які проводяться паралельно і сполучені одна з одною таким чином, що протискання одної нитки цих волоконних стрічок у проміжок між розділяючим ножем і його подовженням відвертається, тобто у даному випадку проміжок відсутній. 3 іншого боку, подовження розділяючого ножа і два транспортні ролики у зоні стискання взаємодіють таким чином, що забезпечується повне і безпроміжкове проходження другого засобу розділення у зону стискання, завдяки чому забезпечується проведення без розривання двох відповідних паралельних волоконних стрічок уздовж першого і другого засобів розділення. Інакше кажучи, перший засіб розділення бажано виконувати як розділяючий ніж, а другий засіб розділення бажано виконувати як подовження розділяючого ножа, причому розділяючий ніж і одне подовження розділяючого ножа встановлено без проміжку між двома відповідними волоконними стрічками таким чином, що подовження розділяючого ножа проходить через два транспортні ролики у зоні стискання повністю і без проміжку. Бажано, щоб спосіб згідно з винаходом був реалізований з цим пристроєм, а саме з використанням розділяючого ножа і подовження розділяючого ножа у безпроміжковому сполученні і з повним і 3 UA 102586 C2 5 10 15 20 25 30 35 40 45 50 55 безпроміжковим проходженням другого засобу розділення або подовження розділяючого ножа через два транспортні ролики у зоні стискання для повного розділення двох відповідних волоконних стрічок, що проводяться паралельно. Повне проходження подовження розділяючого ножа через зону стискання забезпечується у протилежними канавками у бічних поверхнях пари транспортних роликів, де подовження розділяючого ножа проходить через два транспортні ролики у зоні стискання безконтактно у канавках для повного розділення двох паралельних відповідних волоконних стрічок. Глибина відповідних канавок має відповідати розмірам другого засобу розділення і його відносному положенні у площині транспортування у зоні стискання, причому висота другого засобу розділення між волоконними стрічками у кожному випадку перевищує проміжок між транспортними роликами. Другий засіб розділення і два транспортні ролики у цьому випадку бажано взаємно розташовувати таким чином, щоб не відбувалось стискання одної нитки волоконних стрічок, що проводяться паралельно у відповідні канавки, тобто з'єднання має бути безпроміжковим, і уможливлюється повне розділення двох відповідних паралельних волоконних стрічок у зоні стискання між двома транспортними роликами. Ширина канавки залежить від ширини відповідного другого засобу розділення у цій зоні. Матеріалом розділяючого механізму може бути будь-який матеріал достатньої міцності, який звичайно використовують у техніці. Повне розділення волоконних стрічок, що паралельно проходять через зону стискання надійно забезпечується цією бажаною конфігурацією другого розділяючого механізму. Вимога максимально повного розділення суміжних волоконних стрічок у зоні стискання завивної машини задовольняється не лише бажаним застосуванням подовження розділяючого ножа і канавок у транспортних роликах як другого розділяючого механізму. Фахівець зрозуміє необхідність другого розділяючого механізму і кожного другого засобу розділення, з урахуванням матеріалів нитки, що має бути оброблена, і тому усі втілення такого типу, які забезпечують одночасне індивідуальне проведення багатьох волоконних стрічок, передбачені винаходом, є також бажаними. В інших бажаних втіленнях, наприклад, в окремих випадках можуть бути бажаними пластини або подовження розділяючого ножа з напівкруглими заглибленнями з розмірами, що забезпечують оточення двох транспортних роликів у зоні стискання, якщо можливо, без проміжків, або безконтактне проходження, наприклад, лише у неглибоких каналах з шліцевим з'єднанням. Третій розділяючий механізм, встановлений безпосередньо після другого розділяючого механізму у зоні з'єднання, здійснює без розривання проведення суміжних волоконних стрічок з зони стискання у канал обтискання завивної машини. Подібно до першого і другого розділяючих механізмів третій розділяючий механізм також включає щонайменше третій засіб розділення між двом відповідними волоконними стрічками, що проводяться, для забезпечення повністю роздільного їх проведення. У каналі обтискання скручування волоконних стрічок, що подаються паралельно парою транспортних роликів здійснюється відомим способом згідно з принципом компресійної камери, а індивідуальне проведення окремих волоконних стрічок у площині транспортування у процесі забезпечується основою каналу обтискання, рухомим покриттям каналу обтискання і одною з двох бічних стінок каналу обтискання, а також третім засобом розділення або двома третіми засобами розділення у напрямку транспортування. Згідно з винаходом, третій розділяючий механізм у каналі обтискання конфігуро-вано таким чином, що він у будь-якому випадку розділяю вхідну зону на паралельні зони для роздільного проведення волоконних стрічок на вході у канал обтискання. Однак, може бути доцільним конфігурувати третій розділяючий механізм таким чином, щоб він дозволяв повністю роздільне проведення окремих волоконних стрічок у процесі паралельного скручування, тобто від входу у вихідний канал обтискання. У цьому випадку бажано, щоб третій розділяючий механізм був забезпечений щонайменше третім засобом розділення у формі розділяючих ребер між двома відповідними суміжними волоконними стрічками і кожне з них простягалась вертикально між основою каналу обтискання і рухомим покриттям каналу обтискання і розділяло весь канал обтискання у поздовжньому напрямку. Розділення вхідного каналу обтискання розділяючими ребрами є достатньо ефективним у деяких випадках. Перший засіб розділення у вхідній зоні завивної машини, другий засіб розділення у зоні між транспортними роликами і третій засіб розділення у каналі обтискання між двома волоконними стрічками, що проводяться паралельно, у кожному випадку є відповідною окремою частиною, але багатокомпонентною, і у такій компоновці забезпечують мінімальну можливість проміжків. Однак, перший, другий і третій засоби розділення бажано конфігурувати як єдиний компонент, 4 UA 102586 C2 5 10 15 20 25 30 35 40 45 50 55 60 тобто однокомпонентний, і тоді він простягається безперервно від вхідної зони через зону стискання у канал обтискання завивної машини. Залежно від конструкції завивної машини, багатокомпонентна конфігурація першого, другого і третього засобів розділення може бути скомпонована таким чином, що перший і другий засоби розділення утворюють одну частину з мінімальною можливістю проміжків разом з окремим третім засобом розділення. Крім того, може бути бажаним окремий перший засіб розділення, а другий і третій засоби розділення утворювали одну частину з мінімальною можливістю проміжків з першим засобом розділення. Нарешті, може виявитись доцільним встановити перший засіб розділення у вхідній зоні завивної машини, другий засіб розділення у зоні між транспортними роликами і/або третій засіб розділення у канал обтискання, у кожному випадку як багатокомпонентні і, отже, у форм розділення сегментів, з'єднаних з мінімальною можливістю проміжків. Шарнірний рух, необхідний у процесі скручування верхнього покриття каналу обтискання забезпечується відповідною конструкцією каналу обтискання і третього розділяючого механізму, утвореного ним. Бічні напрямні засоби, що завжди забезпечують зовнішнє і бічне обмеження транспортного шляху волоконної стрічки і площини транспортування волоконної стрічки у завивній машині, мають звичайну конфігурацію, наприклад, як напрямні пластини у вхідній зоні, диски, розташовані на кінцях транспортних роликів, діаметром, збільшеним порівняно з діаметром відповідного ролику, у зоні стискання, або як каналоподібні лотки для кожної окремої стрічки з скручених волокон у вихідній зоні завивної машини. Ці бічні обмежувачі транспортного шляху волоконної стрічки включають перші бічні напрямні елементи у вхідній зоні, другі бічні напрямні елементи у зоні стискання і треті бічні напрямні елементи у зоні каналу обтискання. Бажаним є виготовлення стрічки з скручених волокон однакових або різних ширин. Це забезпечується відповідним розташуванням першого, другого і третього засобів розділення у транспортному шляху волоконної стрічки, обмеженому зовнішніми напрямними засобами. Індивідуальний контроль ширини стрічки з скручених волокон уможливлюється відповідною корекцією інтервалів між окремими засобами розділення, можливо, з встановленням додаткового засобу розділення або видаленням одного з існуючих у цьому транспортному шляху. У зв'язку з економічними аспектами паралельного виготовлення стрічок з скручених волокон бажано, щоб їх спершу укладали окремо у загальний депозитний контейнер після виходу з завивної машини і щоб потім їх пакували у бажаних кількостях для формування загальних тюків. Можна також укладати ці волоконні стрічки окремо для пресування і пакувати їх в окремі тюки у кожному випадку. Бажану конфігурацію пристрою згідно з винаходом ілюстровано фіг. Фіг. у перспективному вигляді містить завивну машину для одночасного паралельного виготовлення двох стрічок з скручених волокон з першим, другим і третім розділяючими механізмами і волоконною стрічкою, яка проводиться через них. Бажане втілення пристрою згідно з винаходом (фіг.) пристосовано для паралельного виготовлення двох скручених волокон або стрічок з волоконного кужелю з двох нескручен волокон або стрічок з волоконного кужелю (1, 2), які мають однакову ширину і відділені одна від одної, з ацетатно-целюлозної нитки, орієнтованої суттєво у напрямку транспортування. Завдяки виконанню функції скручування пристрій згідно з винаходом також називають завивною машиною (KM). Завивна машина (KM) для одночасної паралельної подачі двох нескручених волокон (1, 2) включає вхідну зону (3). Ця зона обмежена з боків двома першими напрямними елементами (32), розташованими з боків напрямку транспортування (див стрілку) волоконних стрічок (1, 2), причому зазначені напрямні елементи мають форму напрямних пластин. Перший розділяючий механізм (31) з першим засобом розділення (311) має форму розділяючого ножа між бічними обмежувачами, який дозволяє проведення також показаних нескручених стрічок (1, 2) без розривання у вхідній зоні (3) у суттєво горизонтальній площині транспортування. Між вхідною зоною (3) і каналом (7) обтискання знаходиться пара транспортних роликів (4, 5) з моторним приводом, які взаємодіють з каналом (7) обтискання для отримання бажаної стрічки з скручених волокон з стрічок з нескручених волоконв (1, 2) згідно з принципом компресійної камери. Внаслідок взаємного структурного розташування вхідної зони (3) і пари транспортних роликів (4, 5), з одного боку, і пари транспортних роликів (4, 5) і каналу (7) обтискання, з іншого боку, площина транспортування простягається горизонтально через зону стискання (6) між двома транспортними роликами (4, 5) у канал (7) обтискання. 5 UA 102586 C2 5 10 15 20 25 30 35 40 До першого розділяючого механізму (31) без проміжку прилягає другий розділяючий механізм (61) у зоні між транспортними роликами (4, 5), другий транспортний ролик (5) показано штриховими лініями для спрощення. Цей другий розділяючий механізм (61) включає другий засіб розділення (611) у формі подовження розділяючого ножа, тобто першого засобу розділення (311). Для повністю розділеного проведення двох стрічок з нескручених волокон (1, 2) у зоні транспортного ролика через зону стискання (6) кожний з транспортних роликів (4, 5) має канавку, глибина якої становить приблизно половину ширини подовження розділяючого ножа, завдяки чому забезпечується повне безпроміжкове і безконтактне проходження подовження розділяючого ножа через транспортні ролики (4, 5) і, як наслідок, транспортування і стискання двох повністю розділених стрічок з нескручених волокон (1, 2) парою транспортних роликів (4, 5). Другий бічний напрямний елемент (62) встановлено без проміжку за відповідним першим бічним напрямним елементом (32) у вхідній зоні (3) для проведення двох стрічок з нескручених волокон (1, 2) у зоні транспортних роликів. Третій розділяючий пристрій (71) у каналі (7) обтискання (7) прилягає без проміжку до подовження розділяючого ножа, тобто другого засобу розділення (611). Зазначений третій розділяючий пристрій має розділяюче ребро як третій засіб розділення (711), який простягається на усі довжину і висоту компресійної камери (7) і який разом з основою каналу обтискання і, відповідно, бічної стінкою каналу обтискання як третім бічним напрямним елементом (72) для бічного обмеження площини транспортування, а також рухомим покриттям каналу обтискання визначає два окремі канали обтискання, встановлені паралельно для просторово розділеного скручування двох волоконних стрічок, що проводяться паралельно. Третій бічний напрямний елемент (72) прилягає без проміжку до відповідного другого бічного напрямного елементу (62). Для роздільного викладання двох стрічок з скручених волокон канал (7) обтискання, розділений на два, відкривається у вихідну зону (8) з двома лотками для укладання кожної з стрічок з скручених волокон. Позначення KM - завивна машина 1, 2 - волоконна стрічка/стрічка з волокон кужелю 3 - вхідна зона 31 - перший розділяючий механізм 311 перший засіб розділення 32 - перший бічний напрямний елемент 4, 5 транспортний ролик 6 - зона стискання 61 - другий розділяючий пристрій 611 другий засіб розділення 62 - другий бічний напрямний елемент 7 - канал обтискання/компресійна камера 71 - третій розділяючий механізм 711 третій засіб розділення 72 - третій бічний напрямний елемент 8 - вихідна зона/лоток ФОРМУЛА ВИНАХОДУ 45 50 55 60 1. Спосіб одночасного паралельного виготовлення стрічок з скручених волокон, зокрема стрічок з волокон кужеля, у завивній машині (KM) з вхідною зоною (3), зоною (6) стискання між двома транспортними роликами (4, 5) і каналом (7) обтискання, який включає операції: a) одночасної подачі багатьох волоконних стрічок (1, 2) паралельно через вхідну зону (3), з індивідуальним проведенням волоконних стрічок у вхідній зоні (3) з використанням першого розділяючого механізму (31), b) одночасного паралельного транспортування і стискання волоконних стрічок у зоні (6) стискання двома транспортними роликами (4, 5) і c) одночасного паралельного скручування волоконних стрічок у каналі (7) обтискання, який відрізняється тим, що для волоконних стрічок, що проводяться окремо, в операції b) використовують другий розділяючий механізм (61), а в операції с) використовують третій розділяючий механізм (71), причому перший, другий і третій розділяючі механізми (31, 61, 71) конфігуровано таким чином, щоб вони забезпечували паралельне роздільне проведення волоконних стрічок від вхідної зони (3) через зону (6) стискання у канал (7) обтискання без розривання. 2. Спосіб за п. 1, який відрізняється тим, що в операції а) використовують перший розділяючий механізм (31) з щонайменше одним першим засобом (311) розділення, а в операції b) 6 UA 102586 C2 5 10 15 20 25 30 35 40 45 50 55 використовують другий розділяючий механізм (61) з щонайменше одним другим засобом (611) розділення, і перший і другий засоби (311, 611) розділення встановлені між двома волоконними стрічками (1, 2) у кожному випадку таким чином, що ці стрічки проводяться паралельно з повним розділенням. 3. Спосіб за п. 2, який відрізняється тим, що в операції а) використовують розділяючий ніж як перший засіб (311) розділення, а в операції b) використовують подовження розділяючого ножа як другий засіб (611) розділення, і повне розділення двох волоконних стрічок (1, 2), що проводяться паралельно, у кожному випадку забезпечується розділяючим ножем і подовженням розділяючого ножа, встановленими без проміжку, причому подовження розділяючого ножа проходить через два транспортні ролики (4, 5) у зоні (6) стискання повністю і без проміжків. 4. Спосіб за п. 3, який відрізняється тим, що в операції b) використовують подовження розділяючого ножа між двома волоконними стрічками (1, 2), яке проходить через два транспортні ролики (4, 5) у канавках без контакту у зоні (6) стискання. 5. Спосіб за п. 1, який відрізняється тим, що в операції с) волоконні стрічки (1, 2) проводять з використанням третього розділяючого механізму (71) від входу до виходу каналу (7) обтискання з повним розділенням. 6. Спосіб за п. 1 або п. 5, який відрізняється тим, що в операції с) використовують третій розділяючий механізм (71) з щонайменше третім засобом (711) розділення, встановленим між двома волоконними стрічками (1, 2) таким чином, що останні проводяться паралельно з повним розділенням. 7. Спосіб за п. 6, який відрізняється тим, що в операції с) використовують розділяючі ребра як третій засіб (711) розділення, якими забезпечують повне розділення двох волоконних стрічок, що проводяться паралельно. 8. Спосіб за п. 2 або п. 3 і п. 6 або п. 7, який відрізняється тим, що в операціях а) -с) перший, другий і третій засоби (311, 611, 711) розділення встановлено між двома волоконними стрічками (1, 2), що проводяться паралельно, у кожному випадку таким чином, що волоконні стрічки проводяться паралельно і повністю роздільно, з однаковими або різними ширинами, від вхідної зони (3) через зону (6) стискання у канал (7) обтискання. 9. Спосіб за п. 8, який відрізняється тим, що перший, другий і третій засоби (311, 611, 711) розділення між двома волоконними стрічками, що проводяться паралельно, у кожному випадку використовують як однокомпонентний або багатокомпонентний засіб розділення з першою, другою і третьою зонами розділення. 10. Спосіб за щонайменше будь-яким з пп. 1-9, який відрізняється тим, що волоконні стрічки (1, 2), скручені операцією с), укладають у спільний депозитний контейнер після виходу з каналу (7) скручування. 11. Пристрій (КМ) для одночасного паралельного виготовлення стрічок з скручених волокон, зокрема стрічок з волокон кужеля, який має вхідну зону (3) з першим розділяючим механізмом (31) для одночасної паралельної і індивідуальної подачі багатьох волоконних стрічок (1, 2) у пару транспортних роликів (4, 5) для одночасного паралельного транспортування і стискання волоконних стрічок у зоні (6) стискання і канал (7) обтискання для одночасного паралельного скручування волоконних стрічок, який відрізняється тим, що включає другий розділяючий механізм (61) для роздільного транспортування і стискання у зоні (6) стискання і третій розділяючий механізм (71) для роздільного скручування волоконних стрічок, встановлені у каналі (7) обтискання, причому перший, другий і третій розділяючі механізми (31, 61, 71) конфігуровано таким чином, що волоконні стрічки можуть бути проведені роздільно, без розривання, і паралельно від вхідної зони (3) через зону (6) стискання у канал (7) обтискання. 12. Пристрій за п. 11, який відрізняється тим, що перший розділяючий механізм (31) включає щонайменше один перший засіб (311) розділення, а другий розділяючий механізм (61) включає щонайменше один другий засіб (611) розділення (611), і перший і другий засоби (311, 611) розділення встановлено між двома волоконними стрічками (1, 2) у кожному випадку таким чином, що стрічки можуть бути проведені роздільно без розривання. 13. Пристрій за п. 12, який відрізняється тим, що перший засіб (311) розділення виконано як розділяючий ніж, а другий засіб (611) розділення виконано як подовження розділяючого ножа, і розділяючий ніж і подовження розділяючого ножа встановлені з безпроміжковим з'єднанням між двома волоконними стрічками (1, 2) у кожному випадку таким чином, що подовження розділяючого ножа проходить у зоні (6) стискання через два транспортні ролики (4, 5) повністю і без проміжків. 7 UA 102586 C2 5 10 15 14. Пристрій за п. 13, який відрізняється тим, що подовження розділяючого ножа безконтактно проходить через два транспортні ролики (4, 5) у зоні (6) стискання (6) у канавках, між двома волоконними стрічками (1, 2), що проводяться паралельно. 15. Пристрій за п. 11, який відрізняється тим, що третій розділяючий механізм (71) виконано таким чином, що волоконні стрічки (1, 2) можуть бути проведені роздільно, без розривання, від входу до виходу каналу (7) обтискання. 16. Пристрій за п. 11 або п. 15, який відрізняється тим, що третій розділяючий механізм (71) включає щонайменше третій засіб (711) розділення, встановлений між двома волоконними стрічками (1, 2) таким чином, що ці стрічки можуть бути проведені роздільно, без розривання. 17. Пристрій за п. 16, який відрізняється тим, що третій засіб (711) розділення виконано як розділяючі ребра, встановлені між двома волоконними стрічками (1, 2) таким чином, що ці стрічки можуть бути проведені роздільно, без розривання. 18. Пристрій за п. 12 або п. 13 і п. 16 або п. 17, який відрізняється тим, що перший, другий і третій засоби (311, 611, 711) розділення встановлено між двома волоконними стрічками (1, 2), що проводяться паралельно, у кожному випадку таким чином, що волоконні стрічки можуть бути проведені роздільно і паралельно, без розривання, з однаковими або різними ширинами, від вхідної зони (3) через зону (6) стискання у канал (7) обтискання. Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and apparatus for simultaneous production of crimped fiber strips in parallel
Автори англійськоюKrumrey, Thomas, Ruf, Dieter, Moser, Martin
Назва патенту російськоюСпособ одновременного параллельного изготовления лент из скрученных волокон и устройство для реализации этого способа
Автори російськоюКрумрей Томас, Руф Дитер, Мозер Мартин
МПК / Мітки
МПК: D02G 1/00
Мітки: цього, способу, виготовлення, скручених, волокон, паралельного, стрічок, одночасного, спосіб, пристрій, реалізації
Код посилання
<a href="https://ua.patents.su/10-102586-sposib-odnochasnogo-paralelnogo-vigotovlennya-strichok-z-skruchenikh-volokon-i-pristrijj-dlya-realizaci-cogo-sposobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб одночасного паралельного виготовлення стрічок з скручених волокон і пристрій для реалізації цього способу</a>
Спосіб інертизації для зниження ризику раптового виникнення пожежі у замкненому просторі, а також пристрій для реалізації цього способу
Номер патенту: 96456
Опубліковано: 10.11.2011
Автор: Вагнер Ернст Вернер
МПК: A62C 99/00
Мітки: також, зниження, пристрій, раптового, замкненому, виникнення, інертизації, цього, просторі, способу, пожежі, спосіб, реалізації, ризику
Формула / Реферат:
1. Спосіб інертизації для зниження ризику раптового виникнення пожежі у замкненому просторі (10), який включає введення у замкнений простір (10) принаймні одного інертного газу або суміші інертних газів, які мають густину газу (rGas), відмінну від середньої густини газу (rGas) навколишньої атмосфери замкненого простору (10), таким чином, щоб стратифікація газу, яка включає перший газовий шар (А), другий газовий шар (В) та перехідний шар (С),...
Спосіб виготовлення герметичних пакетів, які містять рідкі харчові продукти, з трубки пакувального матеріалу, герметичний пакет та пакувальний агрегат для реалізації цього способу
Номер патенту: 72474
Опубліковано: 15.03.2005
Автори: Бенедетті Паоло, Сельберг Ханс
МПК: B65B 51/26, B65B 9/10
Мітки: пакетів, реалізації, пакувального, виготовлення, спосіб, трубки, матеріалу, пакувальний, містять, герметичних, харчові, рідкі, цього, способу, пакет, продукти, герметичний, агрегат
Формула / Реферат:
1. Спосіб виготовлення герметичних пакетів (2), які містять рідкі харчові продукти, з трубки (3) із термосклеюваного листового пакувального матеріалу, яка подається вздовж вертикалі (А) і безперервно наповнюється згаданим харчовим продуктом, який містить стадії:- циклічного і послідовного стискування за допомогою принаймні двох пар затискачів (8, 9) на трубці (3) однакового об'єму між поперечними перерізами трубки (3);-...
Спосіб комплексного визначення властивостей і контролю якості гуми та пристрій для реалізації цього способу г.п. демченка
Номер патенту: 73863
Опубліковано: 15.09.2005
Автор: Демченко Гаррій Пимонович
МПК: G01N 3/40
Мітки: демченка, г.п, цього, властивостей, реалізації, пристрій, контролю, якості, комплексного, спосіб, способу, гуми, визначення
Формула / Реферат:
1. Спосіб комплексного визначення властивостей і контролю якості гуми, який полягає у тому, що впроваджують індентор у випробувану гуму при постійному навантаженні, витримують під навантаженням, розвантажують і виміряють величину та час переміщення індентора, який відрізняється тим, що вимірюють зменшення швидкості переміщення індентора, відповідне природному зміненню деформації випробуваної гуми.2. Спосіб за п. 1, який відрізняється...
Спосіб прихованого символьнографічного щільнокодованого радіоізотопного захисту носіїв інформації, предметів та пристрій зчитування для реалізації цього способу
Номер патенту: 41774
Опубліковано: 17.09.2001
Автор: Пающик Іван Іванович
МПК: H03M 1/00, H05G 1/00, G09F 3/00
Мітки: зчитування, захисту, інформації, прихованого, щільнокодованого, пристрій, радіоізотопного, реалізації, спосіб, предметів, носіїв, цього, символьнографічного, способу
Формула / Реферат:
1. Спосіб прихованого символьнографічного, щільно-кодованого, радіоізотопного захисту носіїв інформації, предметів, який відрізняється тим, що на носій інформації або предмет, які потребують захисту від підміни (підробки), заздалегідь наносять символьнографічне зображення, яке складається із точкових: слаборадіоактивних елементів, а при ідентифікації цього носія інформації або предмета над зоною розміщення символьнографічного зображення...
Спосіб подрібнення матеріалів та млин для реалізації цього способу
Номер патенту: 28285
Опубліковано: 16.10.2000
Автори: Пашистий Владислав Ананійович, Сорока Богдан Петрович
МПК: B02C 13/00, B02C 19/00
Мітки: цього, матеріалів, спосіб, подрібнення, реалізації, способу, млин
Формула / Реферат:
1. Спосіб подрібнення матеріалів, при якому оброблюваний матеріал завантажують в млин, транспортують аеродинамічним потоком відносно поверхонь помольної камери і застосовують відцентрово-ударний механізм подрібнення, а отриманий продукт відводять в розвантажувальний лоток, який відрізняється тим, що на периферійній поверхні помольної камери аеродинамічний потік розділять відносно додатково встановленої розтираючої, наприклад, абразивної...
Попередній патент: Накладний вихрострумовий перетворювач
Наступний патент: Застосування композиції для лікування тяжкої та неконтрольованої астми
Випадковий патент: Пристрій для контролю ізоляції і захисного вимкнення контактної мережі електровозного транспорту