Вузол з’єднання полімерних труб
Номер патенту: 111531
Опубліковано: 10.05.2016
Автори: Самойлов Сєргєй Васільєвіч, Дєгтярьов Аркадій Моісєєвіч, Шмєльов Алєксандр Юрьєвіч

Формула / Реферат
1. Вузол з'єднання полімерної труби, який містить фітинг, розташований усередині полімерної труби, муфту, що має циліндричну секцію й західну фаску на внутрішній поверхні, і втулку, виконану з можливістю зміни геометричних розмірів і форми під дією навантаження й установлену між трубою й муфтою, причому фітинг має на його зовнішній поверхні буртик, який обмежує переміщення труби й втулки, який відрізняється тим, що муфта містить кілька циліндричних секцій, з'єднаних між собою конічними секціями, причому циліндричні секції муфти мають різний внутрішній діаметр, що зменшується від передньої до кінцевої частини муфти, а західна фаска виконана на внутрішній поверхні передньої циліндричної секції, і втулка містить декілька циліндричних секцій, з'єднаних між собою конічними секціями, причому циліндричні секції втулки мають різний зовнішній діаметр, що зменшується від передньої до кінцевої частини втулки, а на зовнішній поверхні кінцевої частини виконана фаска.
2. Вузол за п. 1, який відрізняється тим, що на внутрішній поверхні муфти виконана конічна кільцева канавка, з'єднана з фаскою з утворенням гострої кромки.
3. Вузол за п. 1, який відрізняється тим, що уздовж осі втулки виконані розрізи й пази, що забезпечують зміну геометричних розмірів і/або форми втулки.
4. Вузол за п. 1, який відрізняється тим, що на внутрішній поверхні втулки виконана принаймні одна конічна кільцева канавка.
5. Вузол за п. 1, який відрізняється тим, що кількість циліндричних секцій муфти перевищує кількість циліндричних секцій втулки.
6. Вузол за п. 1, який відрізняється тим, що кількість циліндричних секцій втулки перевищує кількість циліндричних секцій муфти.
7. Вузол за п. 1, який відрізняється тим, що на торцевій поверхні буртика фітинга, у яку впираються труба й втулка, виконана кільцева канавка.
8. Вузол за будь-яким з пп. 1-7, який відрізняється тим, що втулка виконана з полімерного матеріалу, здатного змінювати свої геометричні розміри й форму під дією навантаження.
9 Вузол за 8, який відрізняється тим, що втулка виконана з поліолефіну, переважно поліетилену або поліпропілену.
10. Вузол за п. 3, який відрізняється тим, що втулка виконана із твердого полімерного матеріалу, що не змінює своїх геометричних розмірів і форми.
11. Вузол за 10, який відрізняється тим, що втулка виконана з поліаміду, поліфеніленсульфіду або поліацеталю.
12. Вузол за п. 3, який відрізняється тим, що втулка виконана з металу.
13. Вузол за п. 12, який відрізняється тим, що втулка виконана з латуні, бронзи або нержавіючої сталі.
Текст
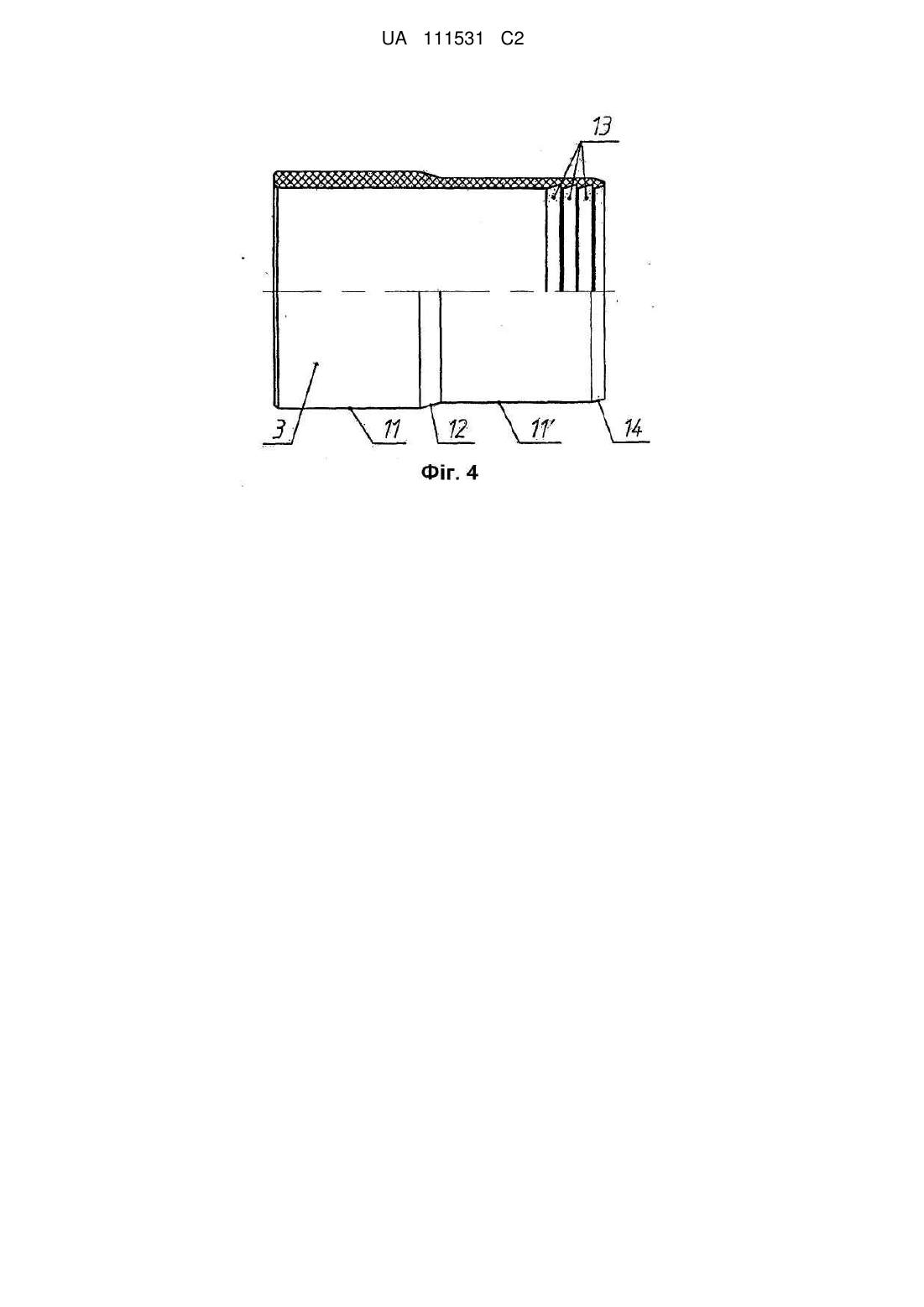
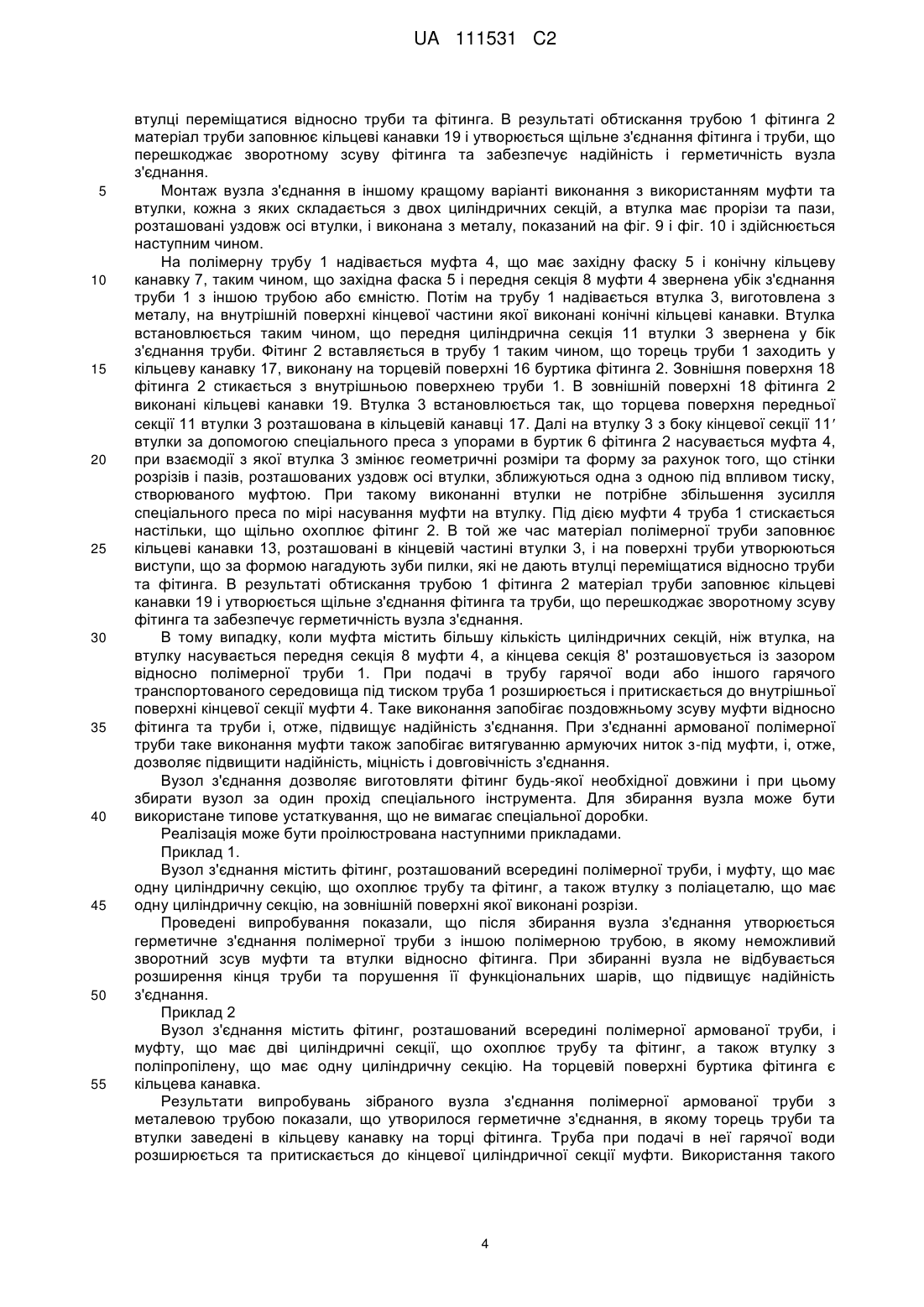
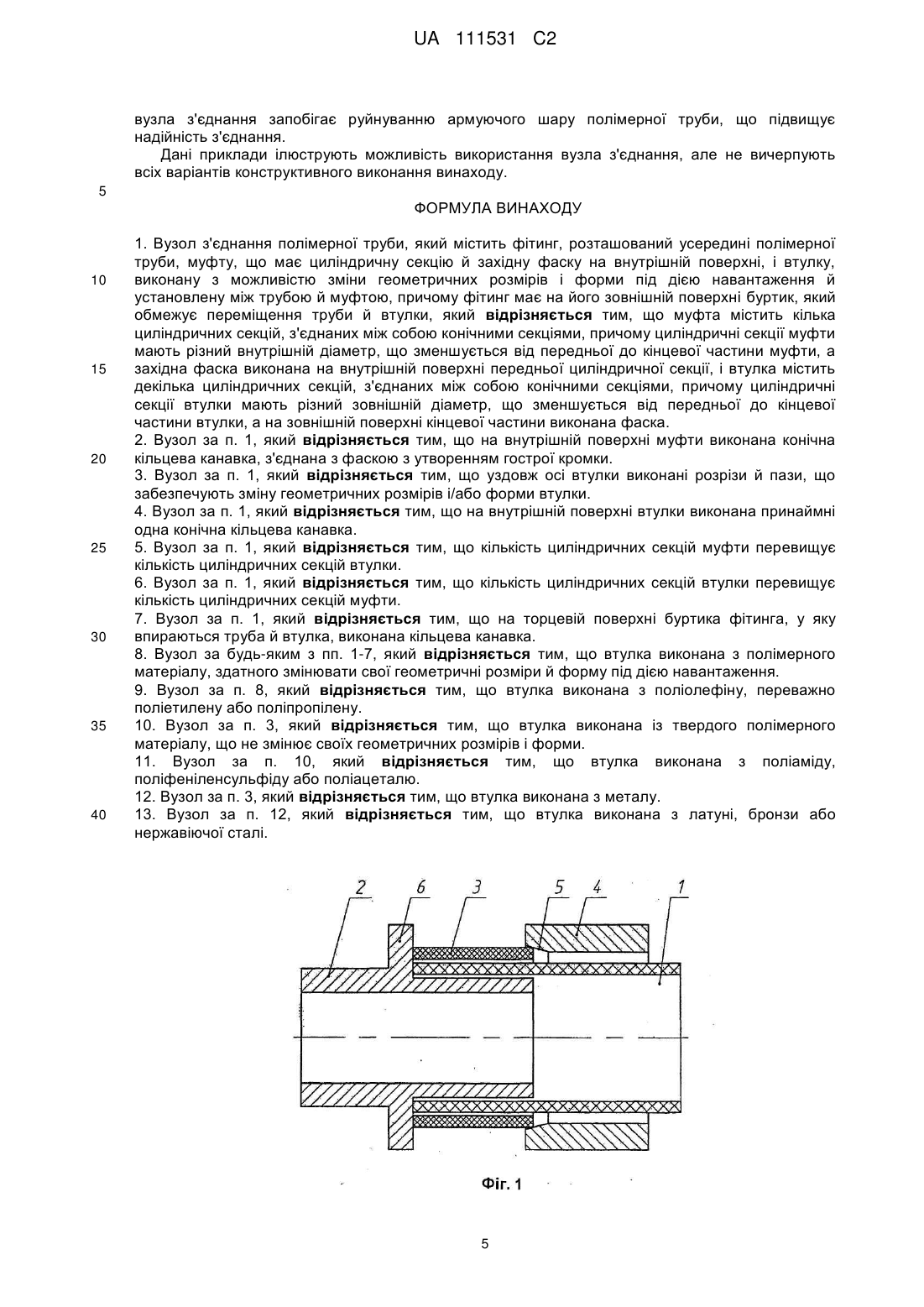
Реферат: Винахід належить до трубопровідного транспорту і може бути використаний для з'єднання полімерних труб одна з одною або з металевими трубами, а також полімерними та металевими ємностями. Вузол з'єднання полімерної труби містить фітинг, розташований усередині полімерної труби, муфту, яка має циліндричну секцію й західну фаску на внутрішній поверхні, і втулку, виконану з можливістю зміни геометричних розмірів і форми під дією навантаження й установлену між трубою і муфтою, причому фітинг має на його зовнішній поверхні буртик, який обмежує переміщення труби та втулки. Муфта містить кілька циліндричних секцій, з′єднаних між собою конічними секціями, причому циліндричні секції муфти мають різний внутрішній діаметр, що зменшується від передньої до кінцевої частини муфти, а західна фаска виконана на внутрішній поверхні передньої циліндричної секції. Втулка також містить декілька циліндричних секцій, з′єднаних між собою конічними секціями, причому циліндричні секції втулки мають різний зовнішній діаметр, що зменшується від передньої до кінцевої частини втулки, а на зовнішній поверхні кінцевої частини виконана фаска. Зміна розмірів втулки може бути забезпечене як вибором матеріалу втулки, так і особливостями її конструктивного виконання. Винахід підвищує надійність вузла з′єднання труб. UA 111531 C2 (12) UA 111531 C2 UA 111531 C2 5 10 15 20 25 30 35 40 45 50 55 Галузь техніки Винахід належить до трубопровідного транспорту і трубних арматур і може бути використаний для з'єднання полімерних труб одна з одною або з металевими трубами, а також з полімерними або металевими ємностями. Вузол з'єднання використовується переважно для з'єднання труб гарячого водопостачання і теплопостачання. Рівень техніки Відомі вузли з'єднання труб з використанням пластикових втулок. В таких з'єднаннях пластикові втулки служать тільки для механічної фіксації труби та елементів вузла з'єднання відносно один одного, а герметичність забезпечується застосуванням додаткового ущільнювального елемента з гуми або іншого пружного матеріалу. Недоліком таких з'єднань є наявність додаткового ущільнювального елемента, що в результаті впливу факторів транспортованого середовища, таких як температура або хімічна агресивність, може втратити свої пружні властивості або зруйнуватися, в результаті чого буде порушена герметичність з'єднання [Приложение κ журналу "Полимерньіе трубьі". Справочник "Полимерньіе трубьі 2005", том 1, стр. 207-228]. Відомий вузол з'єднання труб, що містить фітинг, розташований всередині труби, на зовнішній поверхні якої встановлена муфта, що охоплює фітинг [патент РФ 64318, МПК F16L 13/007, опубл. 27.06.2007]. Для утворення герметичного з'єднання трубу обтискають на поверхні фітинга, в результаті чого відпадає необхідність у використанні додаткового ущільнювального елемента. Недоліком цього вузла з'єднання є необхідність підготовки кінців труб - їхнє розширення, іншими словами, - розтрублювання, що призводить до збільшення діаметра кінця труби, і, як наслідок, до зміни геометрії труби, в тому числі армуючої системи, що, в свою чергу, веде до руйнування або ослаблення труби. Розтрублювання багатошарових труб може призвести до розтріскування одного або декількох із шарів, в результаті чого буде порушена функціональність цих шарів, що призводить до зниження надійності вузла з'єднання. В результаті ускладнюється використання вузла з'єднання для полімерних труб. Найбільш близьким до вузла, що заявляється, є вузол з'єднання труб, розкритий у документі DE 102004026897. Він містить фітинг, розташований усередині полімерної труби, муфту, яка має циліндричну секцію й західну фаску на внутрішній поверхні, і втулку, виконану з можливістю зміни геометричних розмірів і форми під дією навантаження й установлену між трубою й муфтою, причому фітинг має на його зовнішній поверхні буртик, що обмежує переміщення труби і втулки. У цьому вузлі муфта містить тільки одну циліндричну секцію, її поперечний переріз постійний, а внутрішній діаметр лише незначно більший, ніж зовнішній діаметр труби, що дозволяє пересувній муфті вільно переміщатися по трубі. Втулка виконана зі змінним поперечним перерізом, що зменшується від передньої до кінцевої частини втулки. Недолік цього вузла з'єднання полягає в тому, що з його допомогою не досягається плавне насування муфти на втулку із забезпеченням під дією муфти зміни геометричних розмірів і форми втулки, в результаті чого муфта не досить щільно охоплює втулку, трубу й фітинг, що веде до зниження надійності з'єднання різних полімерних труб між собою і з металевими трубами. Суть винаходу В основу винаходу поставлене завдання створення вузла з'єднання труб, який забезпечує одержання технічного результату, що полягає в підвищенні надійності вузла з'єднання, за рахунок виключення деформації розтягання кінцевих ділянок, труб, що з'єднуються, і герметичного з'єднання різних видів неармованих і армованих полімерних труб між собою і з металевими трубами. У вузлі з'єднання полімерної труби, що містить фітинг, розташований усередині полімерної труби, муфту, що має циліндричну секцію й західну фаску на внутрішній поверхні, і втулку, виконану з можливістю зміни геометричних розмірів і форми під дією навантаження й установлену між трубою й муфтою, причому фітинг має на його зовнішній поверхні буртик, який обмежує переміщення труби й втулки, поставлене завдання вирішується тим, що муфта містить кілька циліндричних секцій, з'єднаних між собою конічними секціями, причому циліндричні секції муфти мають різний внутрішній діаметр, що зменшується від передньої до кінцевої частини муфти, а західна фаска виконана на внутрішній поверхні передньої циліндричної секції, і втулка складається з декількох циліндричних секцій, з'єднаних між собою конічними секціями, причому циліндричні секції втулки мають різний зовнішній діаметр, що зменшується від передньої до кінцевої частини втулки, а на зовнішній поверхні кінцевої частини виконана фаска. 1 UA 111531 C2 5 10 15 20 25 30 35 40 45 50 55 Наявність у муфти і втулки декількох секцій, діаметр яких послідовно зменшується від передньої до кінцевої частини втулки, дозволяє виконати з'єднання будь-якої необхідної довжини при забезпеченні плавності насування муфти на втулку, і врешті-решт надійне з'єднання полімерної труби з іншою полімерною або з металевою трубою. Західна фаска муфти дозволяє насунути муфту на втулку, а буртик фітинга перешкоджає неконтрольованому зсуву втулки, труби та муфти відносно фітинга для підвищення надійності вузла з'єднання. Кількість секцій муфти може бути більшою, ніж кількість секцій втулки, і навпаки, можливе перевищення кількості секцій втулки над кількістю секцій муфти. Якщо кількість секцій муфти перевищує кількість секцій втулки, то додаткова секція муфти при з'єднанні армованої полімерної труби запобігає витягуванню армуючих ниток з вузла з'єднання, що також позитивно позначається на надійності з'єднання. І навпаки, якщо число секцій втулки більшою, ніж число секцій муфти, то додаткова секція втулки захищає нитки від витягування. Змінення розмірів втулки може бути забезпечене як вибором матеріалу втулки, так і особливостями її конструктивного виконання. Таке виконання дозволяє насувати муфту на втулку з використанням спеціального інструмента без збільшення зусилля, що прикладається до муфти по мірі насування муфти на втулку. В окремих варіантах можливе виконання втулки вузла з'єднання з матеріалу, здатного змінювати геометричні розміри та/або форму під дією навантаження, зокрема з поліолефіну, краще поліетилену або поліпропілену. Також в окремих варіантах особливості конструктивного виконання втулки можуть полягати в тому, що уздовж осі втулки можуть бути виконані розрізи та/або пази. В цьому випадку можливе виконання втулки з твердих полімерних матеріалів, що не змінюють своїх геометричних розмірів і форми, наприклад з поліаміду, або поліфеніленсульфіду, або поліацеталю, або з металу, наприклад латуні, бронзи, нержавіючої сталі. В цьому випадку можливість змінення розмірів і/або форми втулки досягається за рахунок наявності розрізів або пазів, або комбінації розрізів і пазів. На внутрішній поверхні втулки може бути виконана принаймні одна конічна кільцева канавка для запобігання зворотному зсуву втулки відносно труби і, зрештою, для підвищення надійності з'єднання. Втулка може складатися з декількох циліндричних секцій різного зовнішнього діаметра, що зменшується від передньої до кінцевої частини втулки, сполучених між собою конічними секціями, а на зовнішній поверхні кінцевої частини може бути виконана фаска. Наявність конічних секцій і фаски забезпечує плавність ходу муфти відносно втулки та виключає руйнування втулки в процесі збирання вузла з'єднання, що підвищує надійність з'єднання в цілому. Можливе виконання муфти з декількох циліндричних секцій різного внутрішнього діаметра, що зменшується від передньої до кінцевої частини муфти, сполучених між собою конічними секціями, при цьому західна фаска виконана на внутрішній поверхні передньої циліндричної секції. Таке виконання муфти дозволяє плавно насувати її на втулку, що під дією муфти змінює геометричні розміри та форму. В результаті муфта щільно охоплює фітинг, трубу та втулку, не руйнуючи останню, і надійність вузла з'єднання підвищується. На внутрішній поверхні муфти може бути виконана конічна кільцева канавка, сполучена з фаскою з утворенням гострої кромки. В цьому випадку при збиранні вузла матеріал втулки заповнює канавку та перешкоджає зворотному зсуву муфти відносно втулки, що підвищує надійність з'єднання. Буртик фітинга може мати на своїй торцевій поверхні, в яку упираються труба та втулка, кільцеву канавку, в яку при збиранні вузла заводяться торець полімерної труби і торець втулки для фіксації їхнього положення в зібраному вузлі та захисту торців від руйнування при контакті з буртиком фітинга. Особливу важливість наявність канавки має при з'єднанні армованої труби, оскільки кінці армуючих ниток фіксуються в канавці, що перешкоджає витягуванню ниток і, тим самим, підвищує надійність з'єднання. На зовнішній поверхні частини фітинга, що вставляється в трубу, можуть бути виконані кільцеві канавки. Зазначені заповнюються матеріалом полімерної труби після установки муфти на втулку, що забезпечує додаткове зчеплення труби з фітингом. Стислий опис креслень Суть винаходу пояснюється за допомогою креслень. На фіг. 1 зображений поздовжній переріз вузла з'єднання до збирання. 2 UA 111531 C2 5 10 15 20 25 30 35 40 45 50 55 60 Вузол з'єднання містить трубу 1, всередині якої розташований фітинг 2. На зовнішній поверхні труби 1 встановлена втулка 3, яку охоплює муфта 4. На внутрішній поверхні муфти 4 виконана західна фаска 5, а на зовнішній поверхні фітинга - буртик 6. На фіг. 2 зображений вузол з'єднання в зібраному вигляді. На фіг. З зображений поперечний переріз муфти 4 у кращому варіанті виконання. Муфта 4 має західну фаску 5, конічну кільцеву канавку 7, циліндричні секції: передню - 8 і кінцеву - 8', з'єднані конічною секцією 9. Позицією 10 показана гостра кромка, утворена канавкою 7 і західною фаскою 5. На фіг. 4 зображений поперечний переріз втулки 3 в одному з варіантів виконання, що містить циліндричні секції: передню - 11 і кінцеву - 11', з'єднані конічною секцією 12. На внутрішній поверхні втулки виконані конічні кільцеві канавки 13. Позиція 14 - кінцева фаска втулки 3. На фіг. 5 зображена аксонометрична проекція втулки 3 в іншому варіанті виконання. Позицією 15 показані розрізи на поверхні втулки, що дозволяють втулці змінити геометричні розміри та форму під дією насунутої муфти 4. На фіг. 6 зображений поперечний переріз фітинга 2 в одному з варіантів виконання. Буртик 6 фітинга 2 має на своїй торцевій поверхні 16, в яку упираються труба 1 і втулка 3, кільцеву канавку 17, в яку при збиранні вузла заводяться торець полімерної труби 1 і торець втулки 3 для фіксації їхнього положення в зібраному вузлі та захисту їхніх торців від руйнування при контакті з буртиком 6 фітинга 2. На зовнішній поверхні 18 частини фітинга, що вставляється в трубу 1, виконані кільцеві канавки 19. На фіг. 7 показаний поперечний переріз вузла з'єднання до збирання в одному з кращих варіантів виконання, а на фіг. 8 - після збирання. На фіг. 9 показаний поперечний переріз вузла з'єднання до збирання в іншому кращому варіанті виконання, а на фіг. 10 - після збирання. Здійснення винаходу Монтаж труб з утворенням пропонованого вузла з'єднання зображений на фіг. 1 і фіг. 2 і здійснюється наступним чином. Попередньо на полімерну трубу 1 надівається муфта 4 таким чином, що західна фаска 5 звернена убік з'єднання труби, а потім втулка 3. В трубу 1 вставляється фітинг 2 і за допомогою спеціального преса з упорами в буртик фітинга на трубу з установленою на місце з'єднання втулкою 3 насувається муфта 4. При цьому труба стискується настільки, що щільно охоплює фітинг. В різних варіантах виконання втулка 3 і муфта 4 можуть містити одну або кілька циліндричних секцій, що мають різний діаметр, який зменшується від передньої до кінцевої частини втулки. Циліндричні секції з'єднані конічною секцією. Таке виконання втулки та муфти підвищує плавність ходу при насуванні муфти на втулку. Монтаж вузла з'єднання в одному з кращих варіантів виконання з використанням муфти та втулки, кожна з яких складається з двох циліндричних секцій, а втулка виконана з полімерного матеріалу, здатного змінювати геометричні розміри та форму під дією навантаження, показаний на фіг. 7 і фіг. 8 і здійснюється наступним чином. На полімерну трубу 1 надівається муфта 4, що має західну фаску 5 і конічну кільцеву канавку 7 таким чином, що західна фаска 5 і передня секція 8 муфти 4 звернені убік з'єднання труби 1 з іншою трубою або ємністю. Потім на трубу 1 надівається втулка 3, виготовлена з поліолефіну, на внутрішній поверхні кінцевої частини якої виконані конічні кільцеві канавки. Втулка встановлюється таким чином, що передня циліндрична секція 11 втулки 3 звернена у бік з'єднання труби. Фітинг 2 вставляється в трубу 1 таким чином, що торець труби 1 заходить у кільцеву канавку 17, виконану на торцевій поверхні 16 буртика фітинга. Зовнішня поверхня 18 фітинга 2 стикається з внутрішньою поверхнею труби 1. В зовнішній поверхні 18 виконані кільцеві канавки 19. Втулка 3 встановлюється так, що торцева поверхня передньої секції 11 втулки 3 розташована в кільцевій канавці 17. Далі на втулку 3 з боку кінцевої секції 11 втулки за допомогою спеціального преса з упорами в буртик 6 фітинга 2 насувається муфта 4, при взаємодії з якою втулка З змінює геометричні розміри та форму. В результаті матеріал втулки 3 заповнює західну фаску 5 і конічну кільцеву канавку 7 муфти 4 і на зовнішній поверхні втулки утворюються виступи, зовнішня поверхня яких сполучена з внутрішніми поверхнями західної фаски 5 і конічної кільцевої канавки 10. Зазначені виступи перешкоджають зворотному зсуву муфти відносно втулки для підвищення надійності вузла з'єднання. Під дією муфти 4 труба 1 стискається настільки, що щільно охоплює фітинг 2. В той же час матеріал полімерної труби заповнює кільцеві канавки 13, розташовані в кінцевій частині втулки, і на поверхні труби утворюються виступи, що за формою нагадують зуби пилки, які не дають 3 UA 111531 C2 5 10 15 20 25 30 35 40 45 50 55 втулці переміщатися відносно труби та фітинга. В результаті обтискання трубою 1 фітинга 2 матеріал труби заповнює кільцеві канавки 19 і утворюється щільне з'єднання фітинга і труби, що перешкоджає зворотному зсуву фітинга та забезпечує надійність і герметичність вузла з'єднання. Монтаж вузла з'єднання в іншому кращому варіанті виконання з використанням муфти та втулки, кожна з яких складається з двох циліндричних секцій, а втулка має прорізи та пази, розташовані уздовж осі втулки, і виконана з металу, показаний на фіг. 9 і фіг. 10 і здійснюється наступним чином. На полімерну трубу 1 надівається муфта 4, що має західну фаску 5 і конічну кільцеву канавку 7, таким чином, що західна фаска 5 і передня секція 8 муфти 4 звернена убік з'єднання труби 1 з іншою трубою або ємністю. Потім на трубу 1 надівається втулка 3, виготовлена з металу, на внутрішній поверхні кінцевої частини якої виконані конічні кільцеві канавки. Втулка встановлюється таким чином, що передня циліндрична секція 11 втулки 3 звернена у бік з'єднання труби. Фітинг 2 вставляється в трубу 1 таким чином, що торець труби 1 заходить у кільцеву канавку 17, виконану на торцевій поверхні 16 буртика фітинга 2. Зовнішня поверхня 18 фітинга 2 стикається з внутрішньою поверхнею труби 1. В зовнішній поверхні 18 фітинга 2 виконані кільцеві канавки 19. Втулка 3 встановлюється так, що торцева поверхня передньої секції 11 втулки 3 розташована в кільцевій канавці 17. Далі на втулку 3 з боку кінцевої секції 11 втулки за допомогою спеціального преса з упорами в буртик 6 фітинга 2 насувається муфта 4, при взаємодії з якої втулка 3 змінює геометричні розміри та форму за рахунок того, що стінки розрізів і пазів, розташованих уздовж осі втулки, зближуються одна з одною під впливом тиску, створюваного муфтою. При такому виконанні втулки не потрібне збільшення зусилля спеціального преса по мірі насування муфти на втулку. Під дією муфти 4 труба 1 стискається настільки, що щільно охоплює фітинг 2. В той же час матеріал полімерної труби заповнює кільцеві канавки 13, розташовані в кінцевій частині втулки 3, і на поверхні труби утворюються виступи, що за формою нагадують зуби пилки, які не дають втулці переміщатися відносно труби та фітинга. В результаті обтискання трубою 1 фітинга 2 матеріал труби заповнює кільцеві канавки 19 і утворюється щільне з'єднання фітинга та труби, що перешкоджає зворотному зсуву фітинга та забезпечує герметичність вузла з'єднання. В тому випадку, коли муфта містить більшу кількість циліндричних секцій, ніж втулка, на втулку насувається передня секція 8 муфти 4, а кінцева секція 8' розташовується із зазором відносно полімерної труби 1. При подачі в трубу гарячої води або іншого гарячого транспортованого середовища під тиском труба 1 розширюється і притискається до внутрішньої поверхні кінцевої секції муфти 4. Таке виконання запобігає поздовжньому зсуву муфти відносно фітинга та труби і, отже, підвищує надійність з'єднання. При з'єднанні армованої полімерної труби таке виконання муфти також запобігає витягуванню армуючих ниток з-під муфти, і, отже, дозволяє підвищити надійність, міцність і довговічність з'єднання. Вузол з'єднання дозволяє виготовляти фітинг будь-якої необхідної довжини і при цьому збирати вузол за один прохід спеціального інструмента. Для збирання вузла може бути використане типове устаткування, що не вимагає спеціальної доробки. Реалізація може бути проілюстрована наступними прикладами. Приклад 1. Вузол з'єднання містить фітинг, розташований всередині полімерної труби, і муфту, що має одну циліндричну секцію, що охоплює трубу та фітинг, а також втулку з поліацеталю, що має одну циліндричну секцію, на зовнішній поверхні якої виконані розрізи. Проведені випробування показали, що після збирання вузла з'єднання утворюється герметичне з'єднання полімерної труби з іншою полімерною трубою, в якому неможливий зворотний зсув муфти та втулки відносно фітинга. При збиранні вузла не відбувається розширення кінця труби та порушення її функціональних шарів, що підвищує надійність з'єднання. Приклад 2 Вузол з'єднання містить фітинг, розташований всередині полімерної армованої труби, і муфту, що має дві циліндричні секції, що охоплює трубу та фітинг, а також втулку з поліпропілену, що має одну циліндричну секцію. На торцевій поверхні буртика фітинга є кільцева канавка. Результати випробувань зібраного вузла з'єднання полімерної армованої труби з металевою трубою показали, що утворилося герметичне з'єднання, в якому торець труби та втулки заведені в кільцеву канавку на торці фітинга. Труба при подачі в неї гарячої води розширюється та притискається до кінцевої циліндричної секції муфти. Використання такого 4 UA 111531 C2 вузла з'єднання запобігає руйнуванню армуючого шару полімерної труби, що підвищує надійність з'єднання. Дані приклади ілюструють можливість використання вузла з'єднання, але не вичерпують всіх варіантів конструктивного виконання винаходу. 5 ФОРМУЛА ВИНАХОДУ 10 15 20 25 30 35 40 1. Вузол з'єднання полімерної труби, який містить фітинг, розташований усередині полімерної труби, муфту, що має циліндричну секцію й західну фаску на внутрішній поверхні, і втулку, виконану з можливістю зміни геометричних розмірів і форми під дією навантаження й установлену між трубою й муфтою, причому фітинг має на його зовнішній поверхні буртик, який обмежує переміщення труби й втулки, який відрізняється тим, що муфта містить кілька циліндричних секцій, з'єднаних між собою конічними секціями, причому циліндричні секції муфти мають різний внутрішній діаметр, що зменшується від передньої до кінцевої частини муфти, а західна фаска виконана на внутрішній поверхні передньої циліндричної секції, і втулка містить декілька циліндричних секцій, з'єднаних між собою конічними секціями, причому циліндричні секції втулки мають різний зовнішній діаметр, що зменшується від передньої до кінцевої частини втулки, а на зовнішній поверхні кінцевої частини виконана фаска. 2. Вузол за п. 1, який відрізняється тим, що на внутрішній поверхні муфти виконана конічна кільцева канавка, з'єднана з фаскою з утворенням гострої кромки. 3. Вузол за п. 1, який відрізняється тим, що уздовж осі втулки виконані розрізи й пази, що забезпечують зміну геометричних розмірів і/або форми втулки. 4. Вузол за п. 1, який відрізняється тим, що на внутрішній поверхні втулки виконана принаймні одна конічна кільцева канавка. 5. Вузол за п. 1, який відрізняється тим, що кількість циліндричних секцій муфти перевищує кількість циліндричних секцій втулки. 6. Вузол за п. 1, який відрізняється тим, що кількість циліндричних секцій втулки перевищує кількість циліндричних секцій муфти. 7. Вузол за п. 1, який відрізняється тим, що на торцевій поверхні буртика фітинга, у яку впираються труба й втулка, виконана кільцева канавка. 8. Вузол за будь-яким з пп. 1-7, який відрізняється тим, що втулка виконана з полімерного матеріалу, здатного змінювати свої геометричні розміри й форму під дією навантаження. 9. Вузол за п. 8, який відрізняється тим, що втулка виконана з поліолефіну, переважно поліетилену або поліпропілену. 10. Вузол за п. 3, який відрізняється тим, що втулка виконана із твердого полімерного матеріалу, що не змінює своїх геометричних розмірів і форми. 11. Вузол за п. 10, який відрізняється тим, що втулка виконана з поліаміду, поліфеніленсульфіду або поліацеталю. 12. Вузол за п. 3, який відрізняється тим, що втулка виконана з металу. 13. Вузол за п. 12, який відрізняється тим, що втулка виконана з латуні, бронзи або нержавіючої сталі. 5 UA 111531 C2 6 UA 111531 C2 7 UA 111531 C2 Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюPlastic pipes connection node
Автори англійськоюShmelev, Aleksandr Yuryevich, Samoilov, Sergey Vasilyevich, Degtyarev, Arkadiy Moiseevich
Назва патенту російськоюУзел соединения полимерных труб
Автори російськоюШмелев Александр Юрьевич, Самойлов Сергей Васильевич, Дегтярев Аркадий Моисеевич
МПК / Мітки
МПК: F16L 33/207, F16L 21/04, F16L 47/04
Мітки: полімерних, вузол, труб, з'єднання
Код посилання
<a href="https://ua.patents.su/10-111531-vuzol-zehdnannya-polimernikh-trub.html" target="_blank" rel="follow" title="База патентів України">Вузол з’єднання полімерних труб</a>
Вузол з`єднання сталевих труб у морській платформі
Номер патенту: 33388
Опубліковано: 25.06.2008
Автори: Ажермачов Сергій Геннадійович, Ажермачов Геннадій Арсентійович
МПК: E02B 17/00
Мітки: з'єднання, сталевих, труб, вузол, морській, платформи
Формула / Реферат:
Вузол з'єднання сталевих труб у морській платформі, який містить основну трубу й трубу, що примикає, з'єднані зварним швом, та кільцеве опорне ребро, встановлене на внутрішній поверхні труби, що примикає, який відрізняється тим, що на кільцеве опорне ребро, встановлене на внутрішній поверхні труби, що примикає, встановлений пустотілий сталевий зрізаний конус з отворами у його верхній і нижній основах, крізь які пропущений анкерний болт,...
Вузол з’єднання труб
Номер патенту: 35168
Опубліковано: 10.09.2008
Автори: Орехівський Володимир Данилович, Лисенко Ігор Борисович
МПК: B65G 65/00, F16L 23/00
Формула / Реферат:
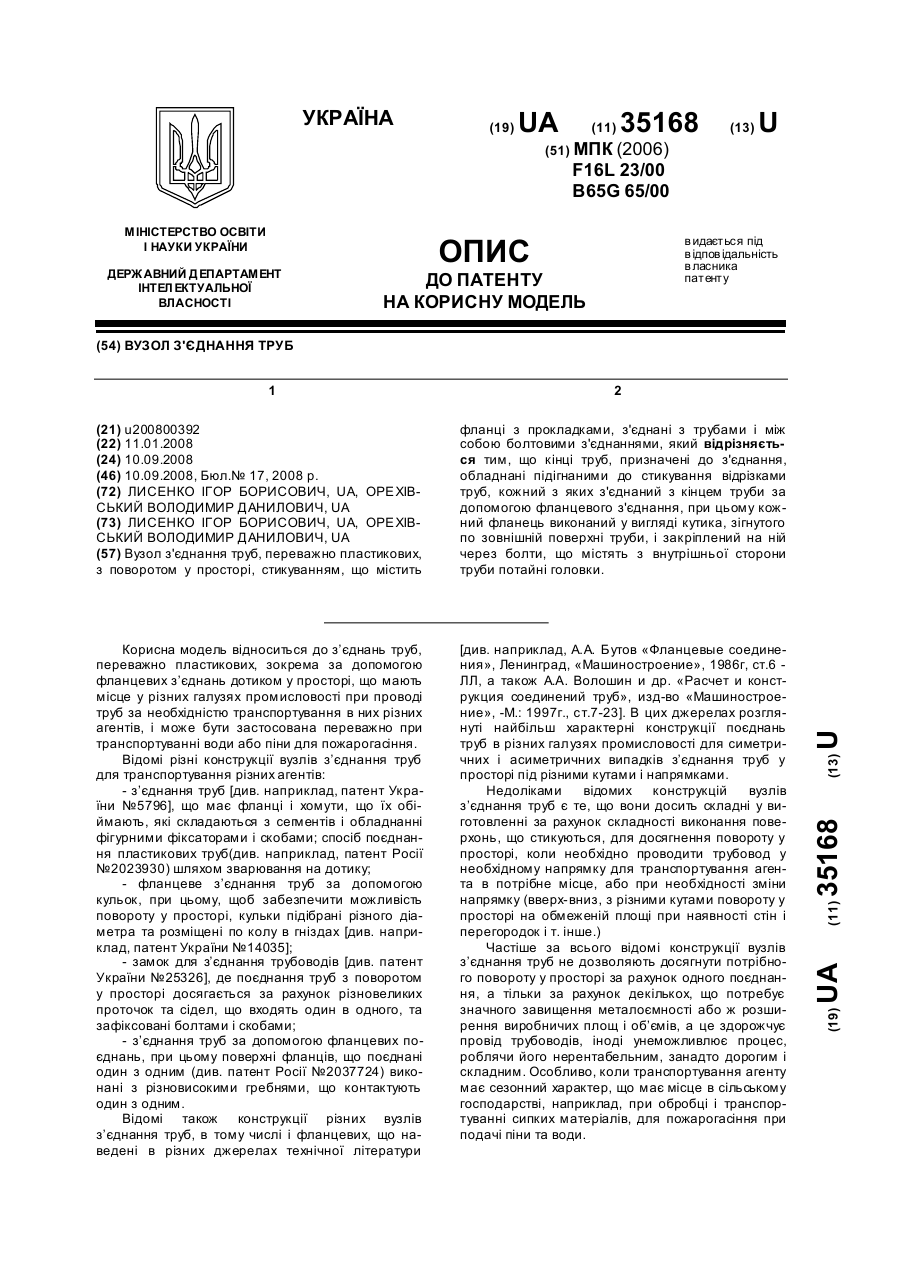
Вузол з'єднання труб, переважно пластикових, з поворотом у просторі, стикуванням, що містить фланці з прокладками, з'єднані з трубами і між собою болтовими з'єднаннями, який відрізняється тим, що кінці труб, призначені до з'єднання, обладнані підігнаними до стикування відрізками труб, кожний з яких з'єднаний з кінцем труби за допомогою фланцевого з'єднання, при цьому кожний фланець виконаний у вигляді кутика, зігнутого по зовнішній поверхні...
Фітинг для швидкого монтажу і демонтажу труб
Номер патенту: 52636
Опубліковано: 25.08.2010
Автор: САМАРСЬКИЙ ОЛЕКСАНДР АНАТОЛІЙОВИЧ
МПК: F16L 21/00
Мітки: швидкого, фітинг, труб, монтажу, демонтажу
Формула / Реферат:
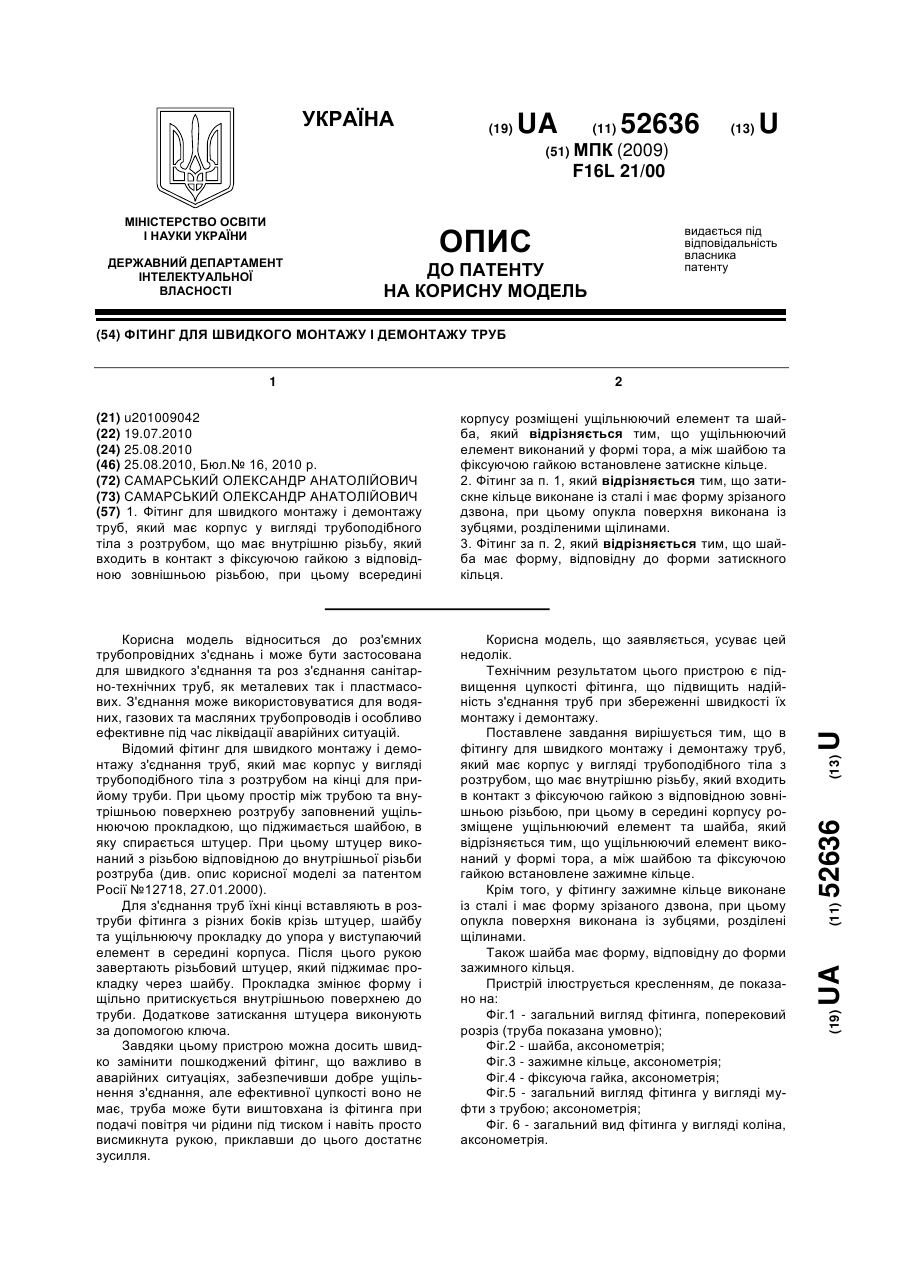
1. Фітинг для швидкого монтажу і демонтажу труб, який має корпус у вигляді трубоподібного тіла з розтрубом, що має внутрішню різьбу, який входить в контакт з фіксуючою гайкою з відповідною зовнішньою різьбою, при цьому всередині корпусу розміщені ущільнюючий елемент та шайба, який відрізняється тим, що ущільнюючий елемент виконаний у формі тора, а між шайбою та фіксуючою гайкою встановлене затискне кільце.2. Фітинг за п. 1, який...
Різьбове з’єднання труб з полімерних композиційних матеріалів
Номер патенту: 25205
Опубліковано: 30.10.1998
Автори: Копей Богдан Володимирович, Кіндрачук Сергій Мирославович, Гуменюк Сергій Богданович
МПК: F16L 47/00
Мітки: різьбове, полімерних, матеріалів, труб, композиційних, з'єднання
Формула / Реферат:
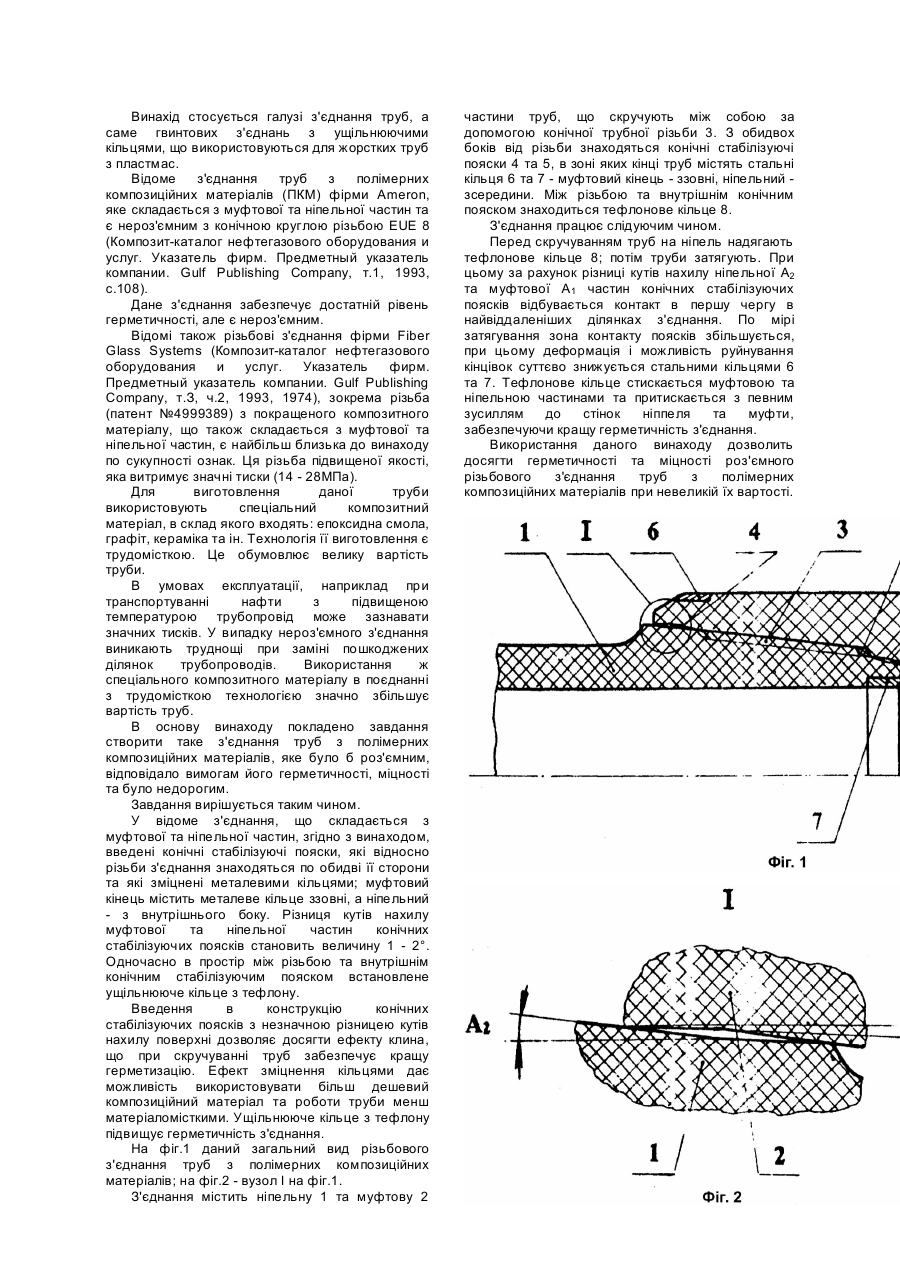
Різьбове з'єднання труб з полімерних композиційних матеріалів, що містить муфтову та ніпельну частини труб з полімерних композиційних матеріалів, сполучених між собою за допомогою конічної різьби, яке відрізняється тим, що містить додатково внутрішній та зовнішній конічні стабілізуючі пояски, зміцнені стальними кільцями, а між внутрішнім пояском та різьбою встановлене ущільнююче кільце з тефлону.
Вузол з’єднання труб
Номер патенту: 48110
Опубліковано: 10.03.2010
Автори: Дьомін Валерій Сергійович, Молчанов Дмитро Сергійович, Молчанов Сергій Миколайович
МПК: F16L 23/00, B65D 65/22
Формула / Реферат:
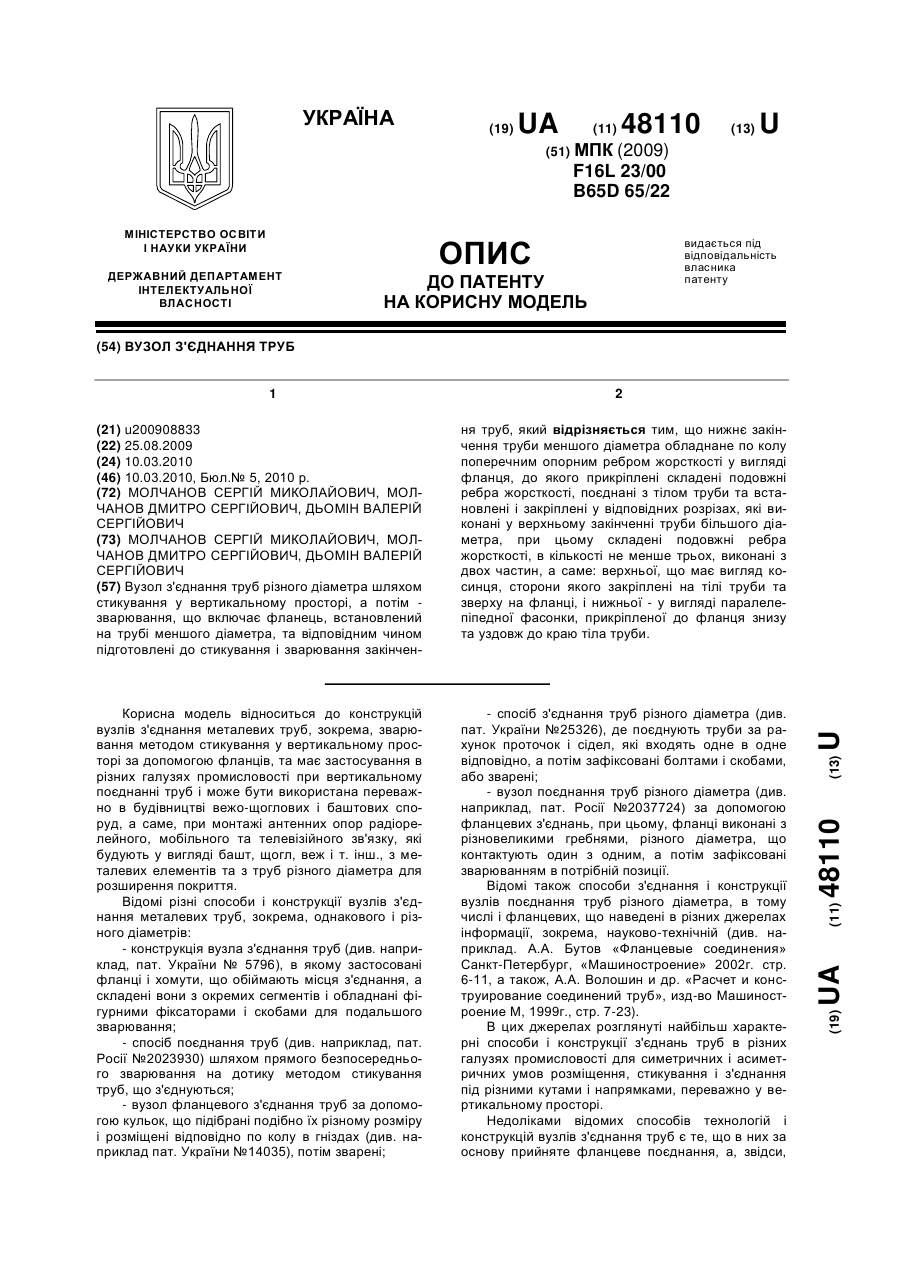
Вузол з'єднання труб різного діаметра шляхом стикування у вертикальному просторі, а потім - зварювання, що включає фланець, встановлений на трубі меншого діаметра, та відповідним чином підготовлені до стикування і зварювання закінчення труб, який відрізняється тим, що нижнє закінчення труби меншого діаметра обладнане по колу поперечним опорним ребром жорсткості у вигляді фланця, до якого прикріплені складені подовжні ребра жорсткості,...
Попередній патент: Пластикова панель пвх
Наступний патент: Трикільцева вимірювальна антенна система
Випадковий патент: Спосіб оздоровлення організму людини