Збірна самонесуча випромінююча панель, спосіб виготовлення панелі (варіанти) та випромінююча стінка, утворена множиною панелей
Формула / Реферат
1. Збірна самонесуча випромінююча панель (Р), яка має багатошарову структуру, утворену щонайменше шаром (1) з гіпсового картону і шаром (2) з теплоізоляційного матеріалу, у якій шар (1) з гіпсового картону містить усередині себе труби (3) для робочого текучого середовища, кінцеві частини яких виходять з бічного боку панелі, яка відрізняється тим, що шар (1) з гіпсового картону містить множину безперервних труб (3), кожна з яких замкнена в порожнинах, розташованих по спіралі з одного боку та у суміжних модульних зонах (6) панелі, і формує незалежний гідравлічний контур, при цьому зони (6) виконані з можливістю відділення одна від одної для створення в модульній формі частин панелі різних розмірів.
2. Випромінююча панель за п. 1, яка відрізняється тим, що кінцеві частини (4) кожного з незалежних гідравлічних контурів виходять з панелі (Р) у бічному напрямку в задній зоні біля довгого краю панелі.
3. Випромінююча панель за п. 1, яка відрізняється тим, що всі зони (6) мають одну і ту саму площу і вміщають в себе одну і ту саму довжину труби (3).
4. Випромінююча панель за п. 2, яка відрізняється тим, що модульні зони (6) мають симетричне розташування відносно середньої осі панелі.
5. Випромінююча панель за п. 4, яка відрізняється тим, що модульні зони (6), які розташовані одна над одною, простягаються паралельно короткому боку панелі (Р).
6. Випромінююча панель за п. 4, яка відрізняється тим, що лінії (L) відокремлення суміжних модулів виділені на зовнішній поверхні панелі (Р) шляхом нанесення позначок або фарбування шовкографією, за допомогою клейких смуг і тому подібного.
7. Випромінююча панель за п. 3, яка відрізняється тим, що ширина теплоізоляційного шару (2) панелі менша, ніж ширина гіпсового картону (1) на величину, достатню для забезпечення вільного виходу кінцевих частин (4) із шару (1) гіпсового картону і для забезпечення безпосереднього кріплення панелі (Р) з гіпсового картону до опорних ділянок (9, 10).
8. Випромінююча панель за п. 2, яка відрізняється тим, що додатково містить дві верхні і нижні кінцеві зони (5), які позбавлені труб (3) і ізоляційного шару (2) для розміщення магістралей (11), які підводять теплонесуче текуче середовище позаду панелей (Р).
9. Випромінююча панель за п. 2, яка відрізняється тим, що труба (3) являє собою трубу, виконану з пластику.
10. Випромінююча панель за п. 9, яка відрізняється тим, що труба (3) містить безперервний металевий дріт, об'єднаний зі стінкою труби.
11. Випромінююча панель за п. 2, яка відрізняється тим, що труба (3) являє собою трубу, виконану з металу, і переважно з нержавіючої сталі.
12. Випромінююча панель за будь-яким з попередніх пунктів, яка відрізняється тим, що шари (1, 2) панелі прикріплені один до одного за допомогою приклеювання.
13. Спосіб виготовлення випромінюючої панелі за будь-яким з пунктів 1-12, що включає такі послідовні стадії:
- фрезерування однієї або більше порожнин (7) на одному боці панелі (1) з гіпсового картону,
- вставку труб (3) у порожнині (7),
- наклеювання на бік панелі шару (2) з теплоізоляційного матеріалу, який відрізняється тим, що додатково
- формують порожнини (7) із спіральним розташуванням, при цьому два кінці кожної спіральної порожнини виходять з одного і того ж боку панелі (Р),
- формують труби (3) у вигляді тільки однієї безперервної труби, при цьому безперервна труба виходить з боку панелі у вигляді вільного кінця в нижній і верхній частинах панелі, і у вигляді петлі на межі між суміжними спіральними порожнинами,
- ущільнюють безперервну трубу (3) усередині порожнини з використанням теплопровідного ущільнювального матеріалу,
причому при виготовленні або монтажі додатково обрізують безперервну трубу (3) у її петель, які з'єднують суміжні спіральні порожнини.
14. Спосіб виготовлення випромінюючої панелі за будь-яким з пунктів 1-12, який відрізняється тим, що
- формують панелі з гіпсового картону за допомогою введення усередину її гіпсової серцевини однієї або більше спіральних труб (3), кінцеві частини яких виходять з одного боку панелі,
- наклеюють на один бік панелі шар (2) з теплоізоляційного матеріалу.
15. Спосіб виготовлення випромінюючої панелі за будь-яким з пунктів 1-12, який відрізняється тим, що
- формують панелі з гіпсового картону за допомогою введення усередину її гіпсової серцевини тільки однієї безперервної труби (3), утвореної у вигляді більш ніж одного витка, при цьому згадана безперервна труба виходить зі згаданого боку панелі у вигляді вільного кінця в нижній частині і у верхній частині панелі, і у вигляді петлі на межі між суміжними витками,
- наклеюють до одного боку панелі шар (2) з теплоізоляційного матеріалу.
16. Випромінююча стінка, утворена множиною панелей за будь-яким з пунктів 1-12, яка відрізняється тим, що панелі (Р) розташовані одна уздовж одної, так що пари сусідніх панелей (Р) прилягають одна до одної уздовж бічних боків, які не мають кінцевих частин (4) труб (3), і відділені одна від одної уздовж боків, забезпечених кінцевими частинами (4), на задану відстань, достатню для вставки між панелями допоміжних колекторів (8), які приєднані до кінцевих частин (4).
17. Випромінююча стінка за п. 16, яка відрізняється тим, що вона прикріплена до вже існуючих кам'яних стін або стель за допомогою проміжних металевих опорних секцій з квадратним або U-подібним поперечним перерізом (9) уздовж лінії, яка з'єднує одну з одною суміжні панелі, і металевих опорних секцій з ![]() -подібним поперечним перерізом (10) уздовж смуги, яка з'єднує одну з одною панелі, які не є суміжними.
-подібним поперечним перерізом (10) уздовж смуги, яка з'єднує одну з одною панелі, які не є суміжними.
18. Випромінююча стінка за п. 17, яка відрізняється тим, що допоміжні колектори (8) розташовані в металевих секціях з ![]() -подібним поперечним перерізом (10), де вони приєднані до кінцевих частин (4) спіральних труб (3).
-подібним поперечним перерізом (10), де вони приєднані до кінцевих частин (4) спіральних труб (3).
19. Випромінююча стінка за п. 17, яка відрізняється тим, що містить основні підвідні магістралі (11) для підведення теплонесучого текучого середовища до допоміжних колекторів (8), які розміщені позаду панелей (Р) уздовж смуг (5) панелей, які не мають теплоізоляційного шару (2).
20. Випромінююча стінка за п. 17, яка відрізняється тим, що також містить уздовж ![]() -подібних металевих секцій покривну панель (С) з гіпсового картону.
-подібних металевих секцій покривну панель (С) з гіпсового картону.
Текст
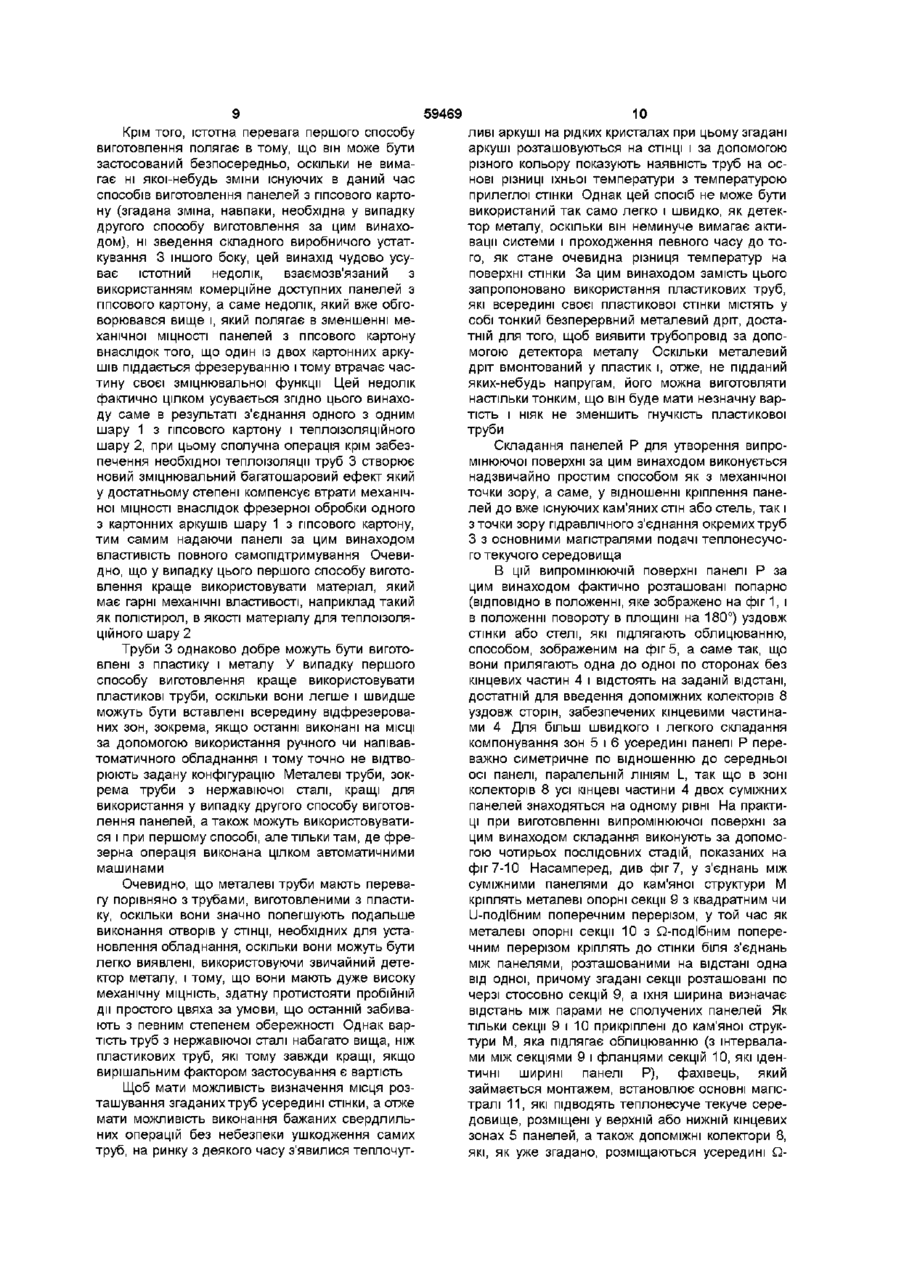
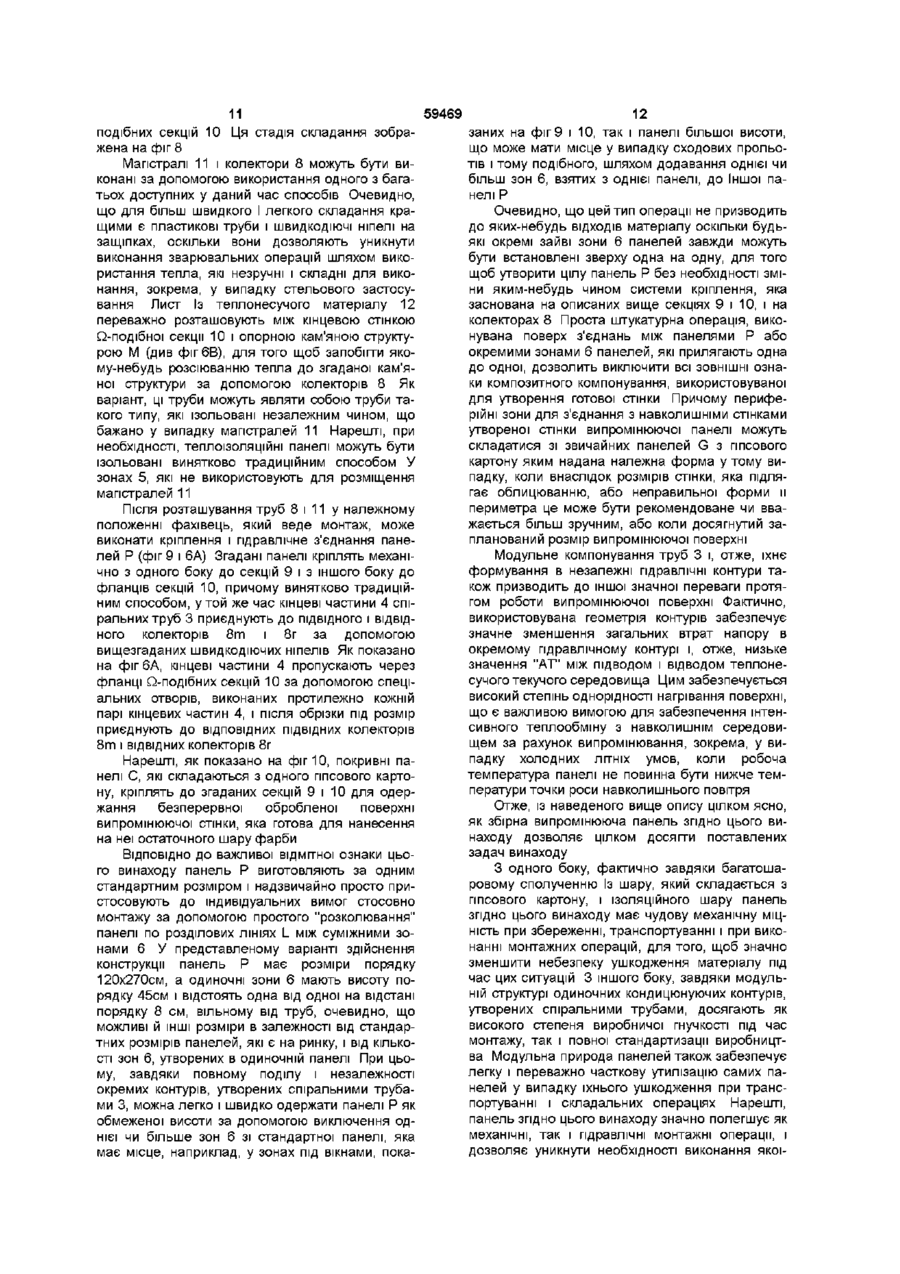
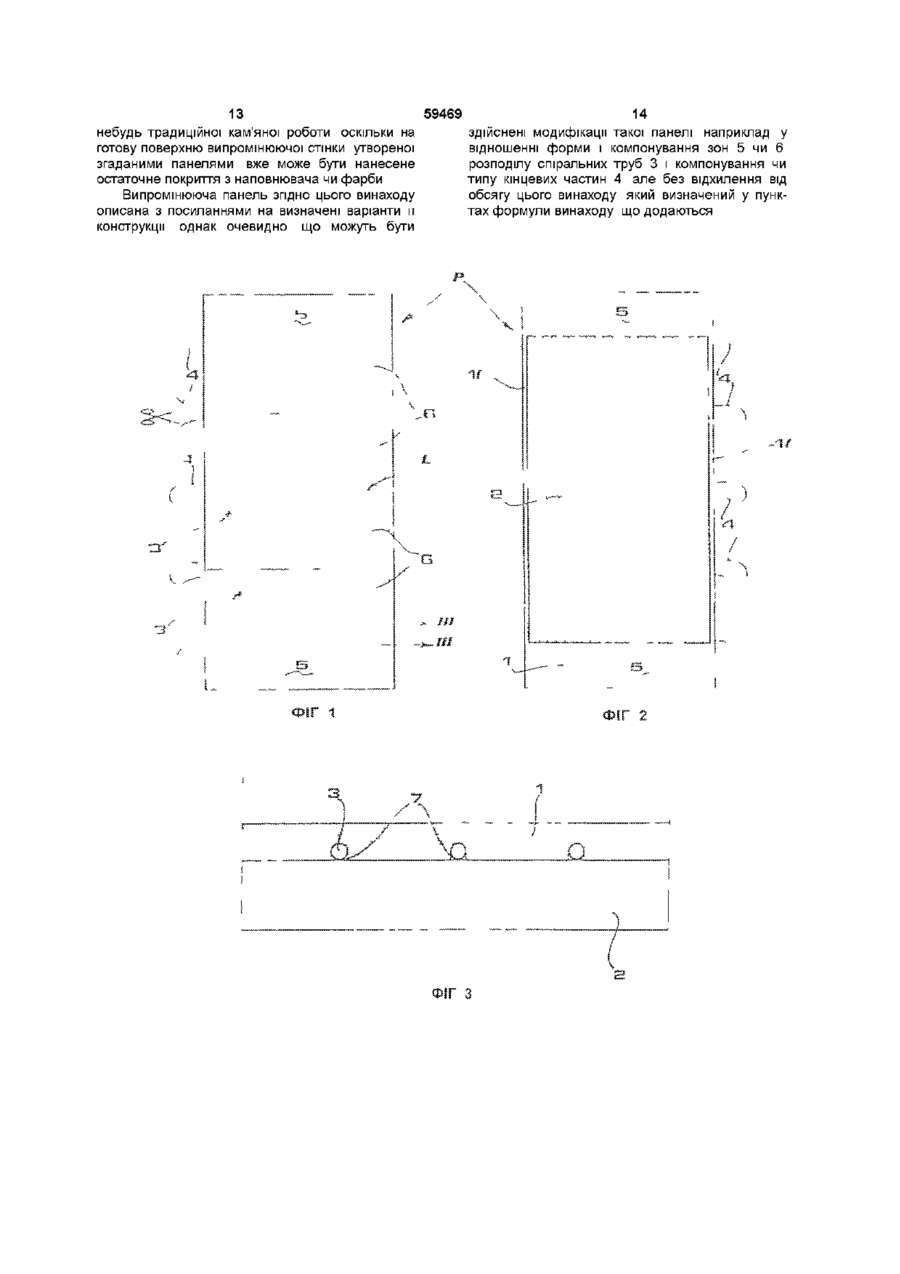
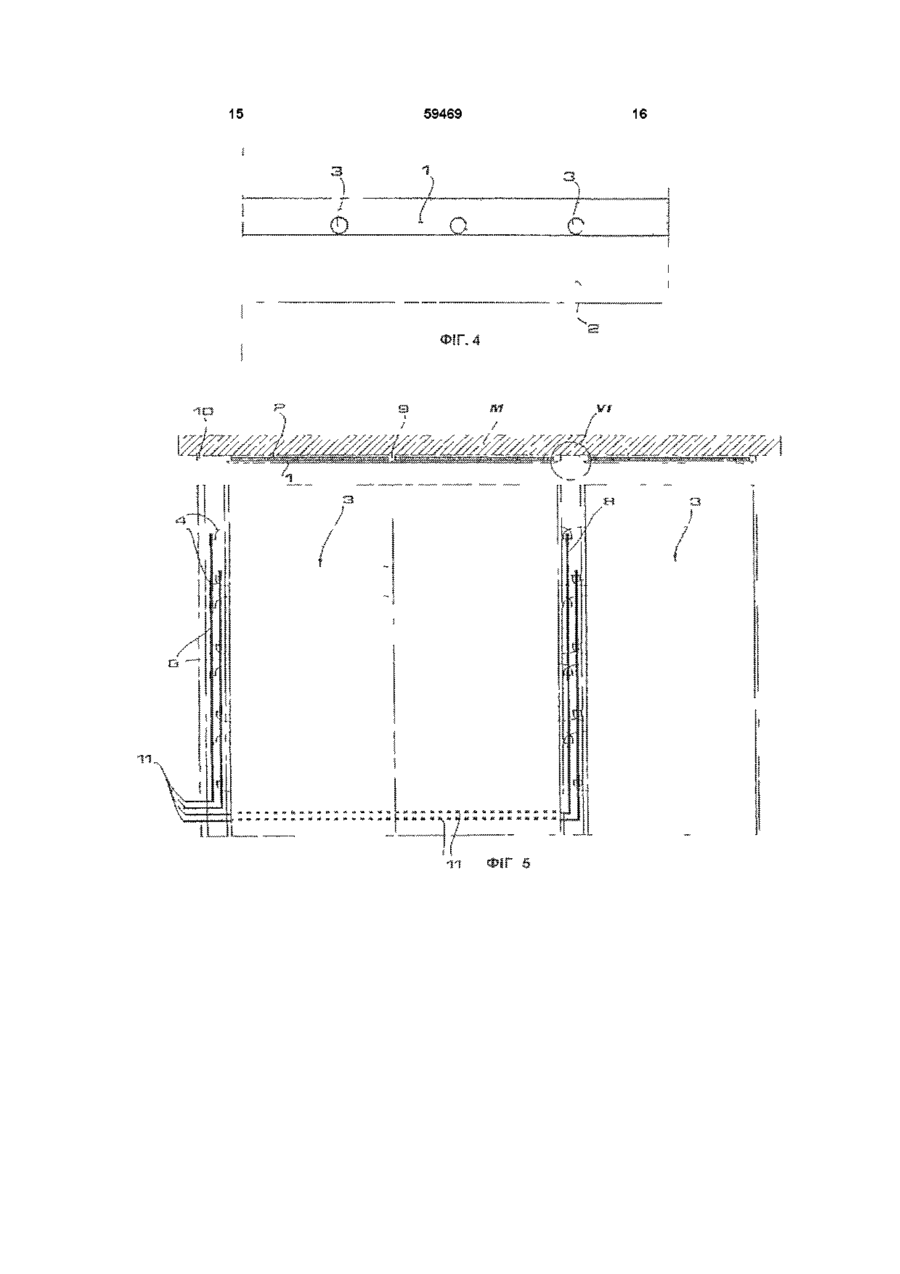
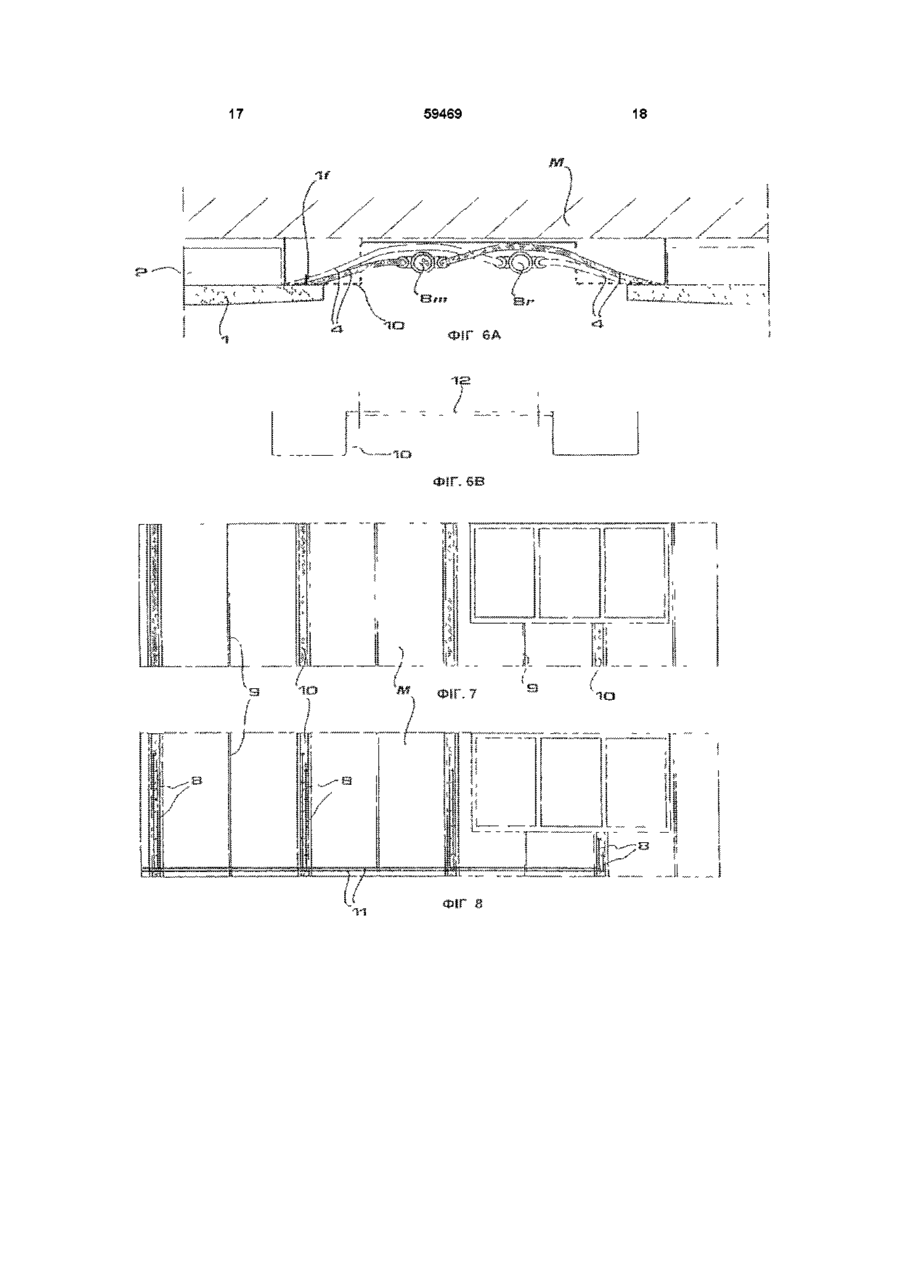
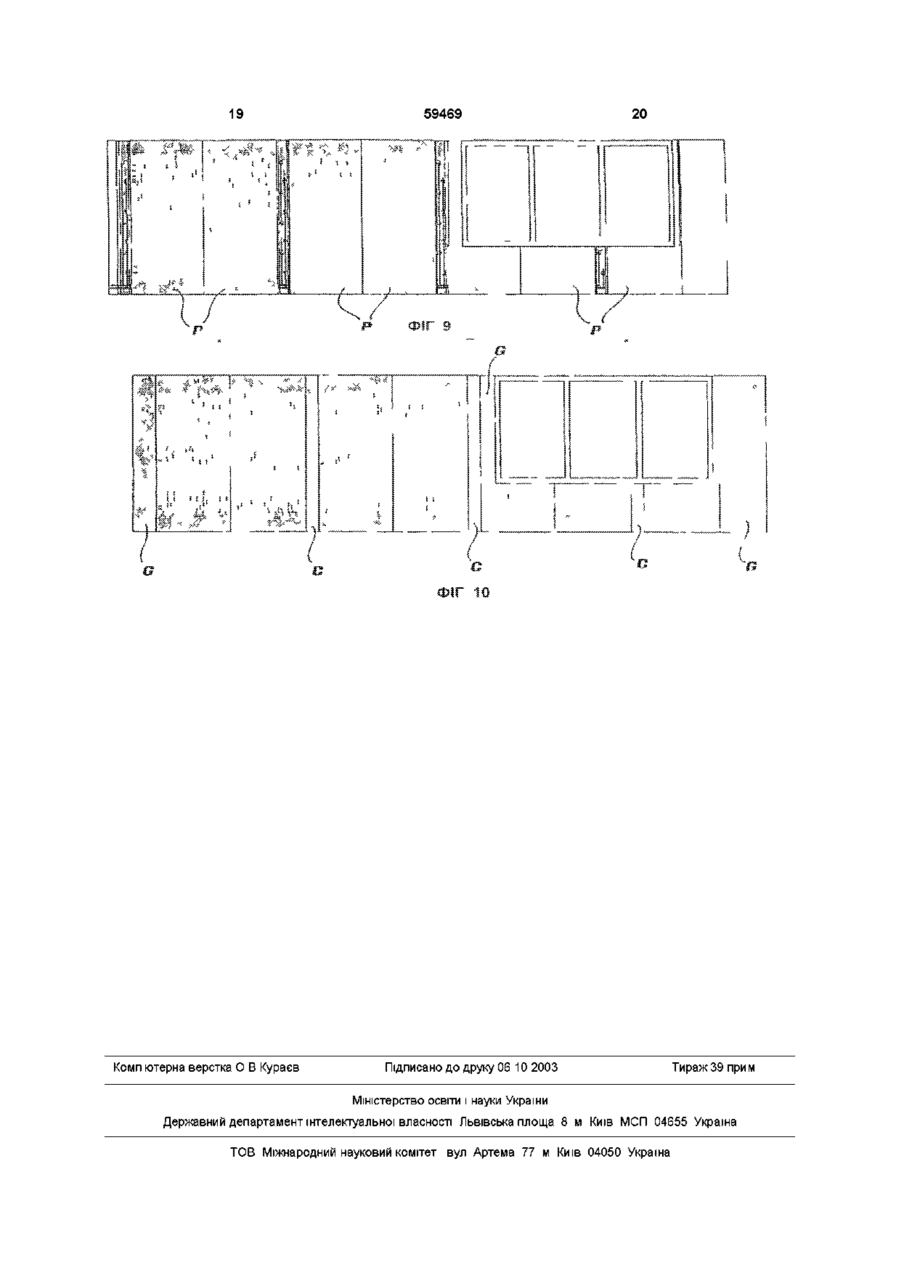
1 Збірна самонесуча випромінююча панель (Р), яка має багатошарову структуру, утворену щонайменше шаром (1) з гіпсового картону і шаром (2) з теплоізоляційного матеріалу, у якій шар (1) з гіпсового картону містить усередині себе труби (3) для робочого текучого середовища, кінцеві частини яких виходять з бічного боку панелі, яка в і д р і з н я є т ь с я тим, що шар (1) з гіпсового картону містить множину безперервних труб (3), кожна з яких замкнена в порожнинах, розташованих по спіралі з одного боку та у суміжних модульних зонах (6) панелі, і формує незалежний гідравлічний контур, при цьому зони (6) виконані з можливістю відділення одна від одної для створення в модульній формі частин панелі різних розмірів 2 Випромінююча панель за п 1, яка в і д р і з н я є т ь с я тим, що кінцеві частини (4) кожного з незалежних гідравлічних контурів виходять з панелі (Р) у бічному напрямку в задній зоні біля довгого краю панелі 3 Випромінююча панель за п 1, яка в і д р і з н я є т ь с я тим, що всі зони (6) мають одну і ту саму площу і вміщають в себе одну і ту саму довжину труби (3) 4 Випромінююча панель за п 2, яка в і д р і з н я є т ь с я тим, що модульні зони (6) мають симетричне розташування відносно середньої осі панелі 5 Випромінююча панель за п 4, яка в і д р і з н я є т ь с я тим, що модульні зони (6), які розташовані одна над одною, простягаються паралельно короткому боку панелі (Р) 6 Випромінююча панель за п 4, яка в і д р і з н я є т ь с я тим, що лінії (L) відокремлення суміжних модулів виділені на ЗОВНІШНІЙ поверхні панелі (Р) шляхом нанесення позначок або фарбування шовкографією, за допомогою клейких смуг і тому подібного 7 Випромінююча панель за п 3, яка в і д р і з н я є т ь с я тим, що ширина теплоізоляційного шару (2) панелі менша, ніж ширина гіпсового картону (1) на величину, достатню для забезпечення вільного виходу кінцевих частин (4) із шару (1) гіпсового картону і для забезпечення безпосереднього кріплення панелі (Р) з гіпсового картону до опорних ділянок (9, 10) 8 Випромінююча панель за п 2, яка в і д р і з н я є т ь с я тим, що додатково містить дві верхні і нижні кінцеві зони (5), які позбавлені труб (3) і ІЗОЛЯЦІЙНОГО шару (2) для розміщення магістралей (11), які підводять теплонесуче текуче середовище позаду панелей (Р) 9 Випромінююча панель за п 2, яка в і д р і з н я є т ь с я тим, що труба (3) являє собою трубу, виконану з пластику 10 Випромінююча панель за п 9, яка в і д р і з н я є т ь с я тим, що труба (3) містить безперервний металевий дріт, об'єднаний зі стінкою труби 11 Випромінююча панель за п 2, яка в і д р і з н я є т ь с я тим, що труба (3) являє собою трубу, виконану з металу, і переважно з нержавіючої сталі 12 Випромінююча панель за будь-яким з попередніх пунктів, яка в і д р і з н я є т ь с я тим, що шари (1, 2) панелі прикріплені один до одного за допомогою приклеювання 13 Спосіб виготовлення випромінюючої панелі за будь-яким з пунктів 1-12, що включає такі ПОСЛІДОВНІ стадії - фрезерування однієї або більше порожнин (7) на одному боці панелі (1) з гіпсового картону, - вставку труб (3) у порожнині (7), - наклеювання на бік панелі шару (2) з теплоізоляційного матеріалу, який в і д р і з н я є т ь с я тим, що додатково - формують порожнини (7) із спіральним розташуванням, при цьому два КІНЦІ кожної спіральної порожнини виходять з одного і того ж боку панелі (Р), - формують труби (3) у вигляді тільки однієї безперервної труби, при цьому безперервна труба виходить з боку панелі у вигляді вільного кінця в нижній і верхній частинах панелі, і у вигляді петлі на межі між суміжними спіральними порожнинами, О (О ю 59469 4 - ущільнюють безперервну трубу (3) усередині ють одна до одної уздовж бічних боків, які не мапорожнини з використанням теплопровідного ущіють кінцевих частин (4) труб (3), і відділені одна льнювального матеріалу, від одної уздовж боків, забезпечених кінцевими частинами (4), на задану відстань, достатню для причому при виготовленні або монтажі додатково вставки між панелями допоміжних колекторів (8), обрізують безперервну трубу (3) у и петель, які які приєднані до кінцевих частин (4) з'єднують суміжні спіральні порожнини 17 Випромінююча стінка за п 16, яка відрізня14 Спосіб виготовлення випромінюючої панелі за ється тим, що вона прикріплена до вже існуючих будь-яким з пунктів 1-12, який відрізняється тим, кам'яних стін або стель за допомогою проміжних що металевих опорних секцій з квадратним або U- формують панелі з гіпсового картону за допомоподібним поперечним перерізом (9) уздовж лінії, гою введення усередину її гіпсової серцевини одяка з'єднує одну з одною суміжні панелі, і металенієї або більше спіральних труб (3), кінцеві частини вих опорних секцій з Q-подібним поперечним пеяких виходять з одного боку панелі, рерізом (10) уздовж смуги, яка з'єднує одну з од- наклеюють на один бік панелі шар (2) з теплоізоною панелі, які не є суміжними ляційного матеріалу 15 Спосіб виготовлення випромінюючої панелі за 18 Випромінююча стінка за п 17, яка відрізнябудь-яким з пунктів 1-12, який відрізняється тим, ється тим, що ДОПОМІЖНІ колектори (8) розташоващо ні в металевих секціях з Q-подібним поперечним перерізом (10), де вони приєднані до кінцевих час- формують панелі з гіпсового картону за допомотин (4) спіральних труб (3) гою введення усередину її гіпсової серцевини тільки однієї безперервної труби (3), утвореної у ви19 Випромінююча стінка за п 17, яка відрізнягляді більш ніж одного витка, при цьому згадана ється тим, що містить основні ПІДВІДНІ магістралі безперервна труба виходить зі згаданого боку па(11) для підведення теплонесучого текучого серенелі у вигляді вільного кінця в нижній частині і у довища до допоміжних колекторів (8), які розміщеверхній частині панелі, і у вигляді петлі на межі між ні позаду панелей (Р) уздовж смуг (5) панелей, які суміжними витками, не мають теплоізоляційного шару (2) - наклеюють до одного боку панелі шар (2) з теп20 Випромінююча стінка за п 17, яка відрізнялоізоляційного матеріалу ється тим, що також містить уздовж Q-подібних 16 Випромінююча стінка, утворена множиною паметалевих секцій покривну панель (С) з гіпсового нелей за будь-яким з пунктів 1-12, яка відрізнякартону ється тим, що панелі (Р) розташовані одна уздовж одної, так що пари сусідніх панелей (Р) приляга Цей винахід відноситься до збірної, самонесучої модульної випромінюючої панелі, зокрема до панелі цього типу, яку використовують для формування випромінюючих поверхонь, наприклад таких, як стіни і стелі, у системах кондицюнування, призначених для приміщень Винахід також відноситься до способів виготовлення вказаної випромінюючої панелі і до випромінюючої поверхні, утвореної з сукупності таких панелей Протягом багатьох років ВІДОМІ панелі з гіпсового картону, які вважають надзвичайно розповсюдженими елементами для формування ПІДВІСНИХ стель і перегородок як у будинках, які будують заново, так і у вже існуючих будинках Такі панелі поєднують у собі властивості гарної конструктивної ЦІЛІСНОСТІ, легкості й оптимального опорядження зовнішньої поверхні, і, отже, можуть бути успішно використані для виконання швидких і чистих операцій, оскільки всі традиційні кам'яні роботи, які включають у себе використання будівельного розчину, цеглин, гіпсу і тому подібного, можуть бути цілком виключені Тому такі панелі використовують з одержанням певної переваги для робіт, які включають у себе профілактичний ремонт або модернізацію існуючих будинків, оскільки монтаж панелей вимагає дуже короткого переривання експлуатації самих будинків і не призводить до псування устаткування, яке вже було встановлено в них В останні роки знайдене нове і дуже цікаве використання панелей з гіпсового картону при виготовленні випромінюючих панелей, призначених для утворення систем кондицюнування з випромінюючими поверхнями для приміщень, зокрема, в існуючих будівельних конструкціях, причому згадані системи, що добре відомо, відрізняються степенем досягнутого комфорту, який значно вищий, ніж у випадку традиційних систем кондицюнування повітря, і тому викликають зростаючий інтерес на ринку Виготовлення згаданих випромінюючих панелей включає в себе приєднання з одного боку панелі з гіпсового картону звитого по спіралі трубопроводу для циркуляції теплонесучого текучого середовища Об'єднання звитого по спіралі трубопроводу з панеллю з гіпсового картону в даний час виконують за допомогою використання двох різних способів Перший спосіб включає в себе фрезерування на заводі заднього боку панелей, вставку спірального трубопроводу у відфрезеровані зони і нарешті, оштукатурювання, для того, щоб закріпити трубопровід у визначеному положенні і поліпшити теплообмін між трубопроводом і панеллю Другий спосіб, який на відміну від згаданого способу може бути використаний на МІСЦІ, передбачає кріплення до переднього боку панелі за допомогою адгезійних речовин вже утвореного трубопроводу заданої конфігурації й оштукату 59469 рювання панелі цементним розчином чи гіпсовою штукатуркою Описані вище конструкції випромінюючих панелей уже являють собою значний крок вперед у порівнянні з відомими технічними рішеннями, які в якості альтернативи припускають формування випромінюючих панелей за допомогою використання традиційних способів кладки (європейські публікації ЕР-А-340825, ЕР-А-511645, ЕР-А770827), які тому не можуть бути практично застосовані для утворення системи кондицюнування приміщення в існуючих будинках, або за допомогою використання металевих панелей (європейські публікації ЕР-А-366615, ЕР-А452558, міжнародна публікація WO 88/06259), які мають високу вартість і мають значну вагу, і, крім того, непридатні як з естетичної, так і з функціональної точок зору для формування випромінюючих поверхонь у приміщеннях, призначених для проживання Крім того, конструкції, які складаються з випромінюючих панелей, виконаних з гіпсового картону, які описані вище, створюють різні серйозні незручності, які дотепер є істотною перешкодою їх широкому використанню Фактично варто відзначити, що випромінюючі панелі, створені за допомогою описаного вище першого способу, серйозно ослаблені унаслідок виконання фрезерної операції, яка припускає надріз їхнього зовнішнього шару, а це при транспортуванні і монтажі приводить до значного відсотка вибракування (20-30%) внаслідок поломки, крім того, ці панелі саме через те, що їх формують поза місцем ведення будівництва, зовсім не забезпечують виробничої гнучкості з конструктивної точки зору, оскільки кожну панель або поставляють зі стандартними розмірами, що призводить до значних проблем відносно можливості її застосування, або виготовляють по розмірах для кожної конкретної роботи і тому при м застосуванні вона повинна строго відповідати конструктивним вимогам при цьому фахівець який веде монтаж, позбавлений виробничої гнучкості і крім того, створюються значні труднощі відносно керування на МІСЦІ ведення робіт Фактично в останньому випадку подача окремих панелей не може здійснюватися довільним чином і повинна бути ретельно спланована і виконана зі строгим дотриманням ходу самих робіт з монтажу панелей Очевидно, що випромінюючі панелі, які виготовляють за допомогою другого вищезгаданого способу, не мають цих недоліків, але мають серйозний недолік, який полягає в тому, що вони вимагають виконуваного по місцю оштукатурювання цементним розчином чи гіпсовою штукатуркою, тим самим виключаючи одну з істотних переваг виробу цього типу, а саме, забезпечення "чистого" монтажу в існуючих будівельних конструкціях, в яких обладнання вже знаходиться на своїх місцях У патенті Німеччини DE-A-4137753 розкрита випромінююча панель, в якій велику КІЛЬКІСТЬ паралельних капілярних труб закладено в гіпсовий картон і в їхнього протилежного кінця з'єднано з ВІДПОВІДНИМИ колекторами, включеними в конструкцію панелі У патенті Німеччини DE-U9012650 розкриті системи фіксації, призначені для випромінюючих панелей Задача цього винаходу полягає в створенні випромінюючої панелі на основі гіпсового картону, яка дозволяє уникнути вищезгаданих проблем і недоліків, і яка, зокрема, має високу конструктивну МІЦНІСТЬ і жорсткість, і забезпечує можливість монтажу з обробленою поверхнею без використання будівельного розчину чи штукатурки, для того, щоб вона також була придатна для монтажу в існуючих будівлях Інша задача цього винаходу полягає в створенні випромінюючої панелі вищезгаданого типу з гіпсового картону, яка не має недоліків, які полягають у відсутності виробничої гнучкості, що характерно для відомих панелей, і яка забезпечує можливість, використовуючи один стандартний заводський розмір, дуже гнучкого модульного застосування при індивідуальному монтажі, тим самим дозволяючи уникнути як необхідності створення панелей, які виготовляють по розмірах для конкретної виконуваної роботи, так і недоліки, пов'язані з ускладненою логікою керування роботами відносно подачі панелей на місце ведення робіт Ще одна задача цього винаходу полягає в тому, щоб створити випромінюючу панель, яку дуже легко зібрати як з погляду механіки, так і гідравліки, для того, щоб забезпечити можливість й правильного і швидкого застосування робітниками, які не мають певної спеціалізації Ці задачі згідно цього винаходу вирішують за допомогою збірної, самонесучої випромінюючої панелі з багатошаровою структурою, яка відрізняється тим що згадана багатошарова структура містить шар гіпсового картону і шар теплоізоляційного матеріалу, і тим, що шар гіпсового картону усередині забезпечений щонайменше одним безперервним трубопроводом, який призначений для формування гідравлічного контуру, І кінцеві частини якого виходять з панелі Згідно важливої відмітної ознаки панелі згаданий шар гіпсового картону містить велику КІЛЬКІСТЬ безперервних труб, кожна з який міститься в суміжних модульних зонах панелі, при цьому згадані зони можуть бути відділені одна від одної, для того, щоб створити частини панелі різних розмірів у модульній формі Інші ВІДМІТНІ ознаки і переваги цього винаходу будуть більш чітко видні з наведеного далі докладного опису кращих варіантів його здійснення, зображених на прикладених кресленнях, на яких на фіг 1 зображений вигляд спереду по висоті випромінюючої панелі за цим винаходом, на фіг 2 зображений вигляд ззаду по висоті панелі за фіг 1, на фіг 3 у збільшеному масштабі зображений частковий вигляд у перетині по лінії НІНІ на фіг 1 першого варіанта здійснення конструкції панелі, на фіг 4 зображений вигляд, подібний вигляду на фіг 3, другого варіанта здійснення конструкції панелі, на фіг 5 зображені вигляди спереду по висоті і у плані, які Ілюструють механічне кріплення і гідравлічне складання великої КІЛЬКОСТІ випромінюючих панелей за винаходом, які розташовані з приляганням одна до одної, для того, щоб утво 59469 рити випромінюючу поверхню, на фігбА в збільшеному масштабі докладно зображена кругова зона VI на фіг 5, на фігбВ зображений вигляд у плані тільки Q-подібноі металевої опорної ділянки згідно фігбА, на фіг 7-10 зображена відповідна КІЛЬКІСТЬ передніх виглядів по висоті різних стадій складання випромінюючої стінки за цим винаходом на раніше Існуючій конструкції з цегельної кладки, виконаної з вікнами На фіг 1-5 показано, що кожна випромінююча панель Р за цим винаходом містить ЗОВНІШНІЙ шар 1 з гіпсового картону і внутрішній шар 2 з теплоізоляційного матеріалу Шар 1 з гіпсового картону може кращим з економічної точки зору чином мати традиційну багатошарову структуру, яка складається з двох ЗОВНІШНІХ аркушів з картону і внутрішньої гіпсової серцевини, або Інші ВІДОМІ самі по собі структури, наприклад таку, в якій зміцнювальне волокно, наприклад, рівномірно розподілене з внутрішнього боку гіпсової матриці, Ізоляційний шар 2 переважно складається зі здутого чи отриманого екструзією теплоізоляційного матеріалу, наприклад полістиролу, поліуретану, скловати і тому подібного Шар 1 з гіпсового картону має закладену усередині нього велику КІЛЬКІСТЬ безперервних труб З, кожна з яких утворює незалежний гідравлічний контур, кінцеві частини 4 якого виходять у бічному напрямку позаду від панелі Р Труби 3 переважно мають круглий поперечний переріз і розташовані по спіралі, як показано на фігурах, причому за винаходом також можна використовувати яке-небудь інше компонування чи форму згаданих труб Точніше, як показано на фіг 2, 5 і 6А, розміри шару 1 з гіпсового картону трохи більші розмірів ІЗОЛЯЦІЙНОГО шару 2 як у бічному напрямку, для того щоб залишити бічні смуги 1f шару 1 з гіпсового картону виставленими назовні для механічного кріплення вказаного шару і для виходу кінцевих частин 4 труб 3, так і у верхній і нижній частинах, де зони 5 шару 1 залишаються головним чином виставленими назовні для забезпечення розміщення основних труб для підведення і відведення потоку теплонесучого текучого середовища, що більш докладно описано нижче Вищезгадане компонування кінцевих частин 4 і зон 5 значно полегшує стандартизацію продукції і гідравлічне з'єднання окремих контурів а також забезпечує утворення безперервної зовнішньої поверхні з гіпсового картону з оптимальним опорядженням Кожна спіральна труба 3 проходить винятково усередині тільки однієї з декількох суміжних зон 6, які формують панель Р тому в даному випадку не буде відбуватися якого-небудь заходження суміжних труб одна за одну Периметр зон 6 показаний на фіг 1 паралельними штрихпунктирними ЛІНІЯМИ L, переважно також фізично виділяється на поверхні панелі Р шляхом використання способу, який може виявитися корисним для цього, наприклад, за допомогою нанесення позначок чи фарбування виконуваного шовкографією, за допомогою смуг з адгезійною речовиною і тому подібного Верхня і нижня кін 8 цеві зони 5 панелі Р цілком ВІЛЬНІ ЯК ВІД спіральних труб 3 з внутрішнього боку шару 1 із гіпсового картону, так і, як уже видно, від теплоізоляційного шару 2 Установлення спіральних труб 3 з внутрішнього боку шару 1 з гіпсового картону може бути виконана за допомогою використання двох різних виробничих способів Перший спосіб може бути успішно застосований як для великого і середнього, так і дрібного виробництва оскільки він вимагає лише мінімальної КІЛЬКОСТІ заводського устаткування і використання матеріалів, які звичайно можна придбати на ринку Вихідний матеріал фактично складається зі стандартних панелей з ІЗОЛЯЦІЙНОГО матеріалу і стандартних панелей з гіпсового картону В одному з боків панелі з гіпсового картону за допомогою фрезерування роблять кілька спіралеподібних порожнин 7, після чого в кожній з них розташовують відповідну трубу 3, для того, щоб утворити незалежний гідравлічний контур Як варіант кращим чином труби, вставлені в порожнину 7, знаходяться у вигляді однієї труби, яка виходить з панелі біля кінця кожної порожнини 7 і входить назад у панель на початку наступної порожнини (фіг 1 і 2), при цьому досить закрити два КІНЦІ труб у цілому, щоб уникнути небажаного потрапляння сторонніх предметів чи забруднюючих матеріалів у трубопровід протягом транспортування і монтажу панелі При виконанні гідравлічного з'єднання трубу 3 обрізують у тих місцях які відповідають кінцю кожного гідравлічного контура як показано на фіг 1 а після цього з'єднують з колекторами, які підводять, що нижче буде роз'яснено більш докладно Цей спосіб виготовлення зображений на фіг 3, на якій показані порожнини 7 з U-подібним поперечним перерізом, очевидно, що можливі й ІНШІ форми поперечного перерізу, для того щоб можна було більш ретельно підганяти одну до одної форму поперечного перерізу труб 3 Як тільки труби 3 вставлені, порожнини 7 заповнюють і оштукатурюють гіпсовою штукатуркою чи придатним теплопровідним цементом після чого шар 1 з гіпсового картону готовий для з'єднання з теплоізоляційним шаром 2, який обрізують до заданого розміру від стандартних ІЗОЛЯЦІЙНИХ панелей, які можна придбати на ринку Цю сполучну операцію виконують за допомогою приклеювання, використовуючи способи, які добре ВІДОМІ в цій галузі і в підсумку дозволяють одержати панель Р, яка готова для монтажу З іншого боку, другий спосіб виготовлення може бути застосований тільки до великомасштабного виробництва, будучи безпосередньо об'єднаним з процесом виготовлення панелей з гіпсового картону У випадку другого способу спіральні труби 3 фактично поміщають у шар 1 з гіпсового картону протягом утворення гіпсової серцевини, для того, щоб вони були включені в нього, як схематично показано на вигляді в поперечному перерізі згідно фіг 4 Порівняно зі згаданим вище першим способом, враховуючи більш високу Індустріалізацію цього процесу, його можна виконати з забезпеченням тієї ж самої переважної ефективності обсягу випуску 59469 Крім того, істотна перевага першого способу виготовлення полягає в тому, що він може бути застосований безпосередньо, оскільки не вимагає ні якоі-небудь зміни існуючих в даний час способів виготовлення панелей з гіпсового картону (згадана зміна, навпаки, необхідна у випадку другого способу виготовлення за цим винаходом), ні зведення складного виробничого устаткування 3 іншого боку, цей винахід чудово усуває істотний недолік, взаємозв'язаний з використанням комерційне доступних панелей з гіпсового картону, а саме недолік, який вже обговорювався вище і, який полягає в зменшенні механічної МІЦНОСТІ панелей з гіпсового картону внаслідок того, що один із двох картонних аркушів піддається фрезеруванню і тому втрачає частину своєї зміцнювальної функції Цей недолік фактично цілком усувається згідно цього винаходу саме в результаті з'єднання одного з одним шару 1 з гіпсового картону і теплоізоляційного шару 2, при цьому сполучна операція крім забезпечення необхідної теплоізоляції труб 3 створює новий зміцнювальний багатошаровий ефект який у достатньому степені компенсує втрати механічної МІЦНОСТІ внаслідок фрезерної обробки одного з картонних аркушів шару 1 з гіпсового картону, тим самим надаючи панелі за цим винаходом властивість повного самопідтримування Очевидно, що у випадку цього першого способу виготовлення краще використовувати матеріал, який має гарні механічні властивості, наприклад такий як полістирол, в якості матеріалу для теплоізоляційного шару 2 Труби 3 однаково добре можуть бути виготовлені з пластику і металу У випадку першого способу виготовлення краще використовувати пластикові труби, оскільки вони легше і швидше можуть бути вставлені всередину відфрезерованих зон, зокрема, якщо останні виконані на МІСЦІ за допомогою використання ручного чи напівавтоматичного обладнання і тому точно не відтворюють задану конфігурацію Металеві труби, зокрема труби з нержавіючої сталі, кращі для використання у випадку другого способу виготовлення панелей, а також можуть використовуватися і при першому способі, але тільки там, де фрезерна операція виконана цілком автоматичними машинами Очевидно, що металеві труби мають перевагу порівняно з трубами, виготовленими з пластику, оскільки вони значно полегшують подальше виконання отворів у СТІНЦІ, необхідних для установлення обладнання, оскільки вони можуть бути легко виявлені, використовуючи звичайний детектор металу, і тому, що вони мають дуже високу механічну МІЦНІСТЬ, здатну протистояти пробійній дії простого цвяха за умови, що останній забивають з певним степенем обережності Однак вартість труб з нержавіючої сталі набагато вища, ніж пластикових труб, які тому завжди кращі, якщо вирішальним фактором застосування є вартість Щоб мати можливість визначення місця розташування згаданих труб усередині стінки, а отже мати можливість виконання бажаних свердлильних операцій без небезпеки ушкодження самих труб, на ринку з деякого часу з'явилися теплочут 10 ливі аркуші на рідких кристалах при цьому згадані аркуші розташовуються на СТІНЦІ І за допомогою різного кольору показують наявність труб на основі різниці їхньої температури з температурою прилеглої стінки Однак цей спосіб не може бути використаний так само легко і швидко, як детектор металу, оскільки він неминуче вимагає активації системи і проходження певного часу до того, як стане очевидна різниця температур на поверхні стінки За цим винаходом замість цього запропоновано використання пластикових труб, які всередині своєї пластикової стінки містять у собі тонкий безперервний металевий дріт, достатній для того, щоб виявити трубопровід за допомогою детектора металу Оскільки металевий дріт вмонтований у пластик і, отже, не підданий яких-небудь напругам, його можна виготовляти настільки тонким, що він буде мати незначну вартість і ніяк не зменшить гнучкість пластикової труби Складання панелей Р для утворення випромінюючої поверхні за цим винаходом виконується надзвичайно простим способом як з механічної точки зору, а саме, у відношенні кріплення панелей до вже існуючих кам'яних стін або стель, так і з точки зору гідравлічного з'єднання окремих труб З з основними магістралями подачі теплонесучого текучого середовища В цій випромінюючій поверхні панелі Р за цим винаходом фактично розташовані попарно (ВІДПОВІДНО В положенні, яке зображено на фіг 1, і в положенні повороту в площині на 180°) уздовж стінки або стелі, які підлягають облицюванню, способом, зображеним на фіг 5, а саме так, що вони прилягають одна до одної по сторонах без кінцевих частин 4 і відстоять на заданій відстані, достатній для введення допоміжних колекторів 8 уздовж сторін, забезпечених кінцевими частинами 4 Для більш швидкого і легкого складання компонування зон 5 і 6 усередині панелі Р переважно симетричне по відношенню до середньої осі панелі, паралельній ЛІНІЯМ L, так що в зоні колекторів 8 усі кінцеві частини 4 двох суміжних панелей знаходяться на одному рівні На практиці при виготовленні випромінюючої поверхні за цим винаходом складання виконують за допомогою чотирьох послідовних стадій, показаних на фіг 7-10 Насамперед, див фіг 7, у з'єднань між суміжними панелями до кам'яної структури М кріплять металеві опорні секції 9 з квадратним чи U-подІбним поперечним перерізом, у той час як металеві опорні секції 10 з Q-подІбним поперечним перерізом кріплять до стінки біля з'єднань між панелями, розташованими на відстані одна від одної, причому згадані секції розташовані по черзі стосовно секцій 9, а їхня ширина визначає відстань між парами не сполучених панелей Як тільки секції 9 і 10 прикріплені до кам'яної структури М, яка підлягає облицюванню (з інтервалами між секціями 9 і фланцями секцій 10, які ідентичні ширині панелі Р), фахівець, який займається монтажем, встановлює основні магістралі 11, які підводять теплонесуче текуче середовище, розміщені у верхній або нижній кінцевих зонах 5 панелей, а також ДОПОМІЖНІ колектори 8, які, як уже згадано, розміщаються усередині Q 59469 11 подібних секцій 10 Ця стадія складання зображена на фіг 8 Магістралі 11 і колектори 8 можуть бути виконані за допомогою використання одного з багатьох доступних у даний час способів Очевидно, що для більш швидкого І легкого складання кращими є пластикові труби і ШВИДКОДІЮЧІ ніпелі на защіпках, оскільки вони дозволяють уникнути виконання зварювальних операцій шляхом використання тепла, які незручні і складні для виконання, зокрема, у випадку стельового застосування Лист Із теплонесучого матеріалу 12 переважно розташовують між кінцевою стінкою Q-подібноі секції 10 і опорною кам'яною структурою М (див фігбВ), для того щоб запобігти якому-небудь розсіюванню тепла до згаданої кам'яної структури за допомогою колекторів 8 Як варіант, ці труби можуть являти собою труби такого типу, які ізольовані незалежним чином, що бажано у випадку магістралей 11 Нарешті, при необхідності, теплоізоляційні панелі можуть бути ізольовані винятково традиційним способом У зонах 5, які не використовують для розміщення магістралей 11 Після розташування труб 8 і 11 у належному положенні фахівець, який веде монтаж, може виконати кріплення і гідравлічне з'єднання панелей Р (фіг 9 і 6А) Згадані панелі кріплять механічно з одного боку до секцій 9 і з іншого боку до фланців секцій 10, причому винятково традиційним способом, у той же час кінцеві частини 4 спіральних труб 3 приєднують до ПІДВІДНОГО і ВІДВІДНОГО колекторів 8 т і 8г за допомогою вищезгаданих швидкодіючих ніпелів Як показано на фігбА, кінцеві частини 4 пропускають через фланці Q-подібних секцій 10 за допомогою спеціальних отворів, виконаних протилежно кожній парі кінцевих частин 4, і після обрізки під розмір приєднують до ВІДПОВІДНИХ ПІДВІДНИХ колекторів 8 т і ВІДВІДНИХ колекторів 8г Нарешті, як показано на фіг 10, покривні панелі С, які складаються з одного гіпсового картону, кріплять до згаданих секцій 9 і 10 для одержання безперервної обробленої поверхні випромінюючої стінки, яка готова для нанесення на неї остаточного шару фарби ВІДПОВІДНО ДО важливої відмітної ознаки цього винаходу панель Р виготовляють за одним стандартним розміром і надзвичайно просто пристосовують до індивідуальних вимог стосовно монтажу за допомогою простого "розколювання" панелі по розділових ЛІНІЯХ І_ МІЖ суміжними зонами 6 У представленому варіанті здійснення конструкції панель Р має розміри порядку 120х270см, а одиночні зони 6 мають висоту порядку 45см і відстоять одна від одної на відстані порядку 8 см, вільному від труб, очевидно, що можливі й ІНШІ розміри в залежності від стандартних розмірів панелей, які є на ринку, і від КІЛЬКОСТІ зон 6, утворених в одиночній панелі При цьому, завдяки повному поділу і незалежності окремих контурів, утворених спіральними трубами 3, можна легко і швидко одержати панелі Р як обмеженої висоти за допомогою виключення однієї чи більше зон 6 зі стандартної панелі, яка має місце, наприклад, у зонах під вікнами, пока 12 заних на фіг 9 і 10, так і панелі більшої висоти, що може мати місце у випадку сходових прольотів і тому подібного, шляхом додавання однієї чи більш зон 6, взятих з однієї панелі, до Іншої панелі Р Очевидно, що цей тип операції не призводить до яких-небудь ВІДХОДІВ матеріалу оскільки будьякі окремі зайві зони 6 панелей завжди можуть бути встановлені зверху одна на одну, для того щоб утворити цілу панель Р без необхідності зміни яким-небудь чином системи кріплення, яка заснована на описаних вище секціях 9 і 10, і на колекторах 8 Проста штукатурна операція, виконувана поверх з'єднань між панелями Р або окремими зонами 6 панелей, які прилягають одна до одної, дозволить виключити всі ЗОВНІШНІ ознаки композитного компонування, використовуваної для утворення готової стінки Причому периферійні зони для з'єднання з навколишніми стінками утвореної стінки випромінюючої панелі можуть складатися зі звичайних панелей G з гіпсового картону яким надана належна форма у тому випадку, коли внаслідок розмірів стінки, яка підлягає облицюванню, або неправильної форми и периметра це може бути рекомендоване чи вважається більш зручним, або коли досягнутий запланований розмір випромінюючої поверхні Модульне компонування труб 3 і, отже, їхнє формування в незалежні гідравлічні контури також призводить до іншої значної переваги протягом роботи випромінюючої поверхні Фактично, використовувана геометрія контурів забезпечує значне зменшення загальних втрат напору в окремому гідравлічному контурі і, отже, низьке значення "AT" між підводом і відводом теплонесучого текучого середовища Цим забезпечується високий степінь однорідності нагрівання поверхні, що є важливою вимогою для забезпечення інтенсивного теплообміну з навколишнім середовищем за рахунок випромінювання, зокрема, у випадку холодних ЛІТНІХ умов, коли робоча температура панелі не повинна бути нижче температури точки роси навколишнього повітря Отже, із наведеного вище опису цілком ясно, як збірна випромінююча панель згідно цього винаходу дозволяє цілком досягти поставлених задач винаходу З одного боку, фактично завдяки багатошаровому сполученню Із шару, який складається з гіпсового картону, і ІЗОЛЯЦІЙНОГО шару панель згідно цього винаходу має чудову механічну МІЦНІСТЬ при збереженні, транспортуванні і при виконанні монтажних операцій, для того, щоб значно зменшити небезпеку ушкодження матеріалу під час цих ситуацій 3 іншого боку, завдяки модульній структурі одиночних кондицюнуючих контурів, утворених спіральними трубами, досягають як високого степеня виробничої гнучкості під час монтажу, так і повної стандартизації виробництва Модульна природа панелей також забезпечує легку і переважно часткову утилізацію самих панелей у випадку їхнього ушкодження при транспортуванні і складальних операціях Нарешті, панель згідно цього винаходу значно полегшує як механічні, так і гідравлічні монтажні операції, і дозволяє уникнути необхідності виконання якої 59469 14 13 небудь традиційної кам'яної роботи оскільки на здійснені модифікації такої панелі наприклад у готову поверхню випромінюючої стінки утвореної відношенні форми і компонування зон 5 чи 6 згаданими панелями вже може бути нанесене розподілу спіральних труб 3 і компонування чи остаточне покриття з наповнювача чи фарби типу кінцевих частин 4 але без відхилення від обсягу цього винаходу який визначений у пункВипромінююча панель згідно цього винаходу тах формули винаходу що додаються описана з посиланнями на визначені варіанти и конструкції однак очевидно що можуть бути 15 59469 16 17 59469 18 19 Комп ютерна верстка О В Курасв 59469 20 Підписано до друку 06 10 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності Львівська площа 8 м Київ МСП 04655 Україна ТОВ Міжнародний науковий комітет вул Артема 77 м Київ 04050 Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюPrefabricated self-supported radiation panel, method for making a panel (versions) and radiating wall formed by a set of panels
Назва патенту російськоюСборная самонесущая излучающая панель, способ изготовления панели (варианты) и излучающая стенка, образованная множеством панелей
МПК / Мітки
МПК: F24D 3/12
Мітки: збірна, випромінююча, панель, панелі, панелей, спосіб, виготовлення, самонесуча, варіанти, утворена, стінка, множиною
Код посилання
<a href="https://ua.patents.su/10-59469-zbirna-samonesucha-viprominyuyucha-panel-sposib-vigotovlennya-paneli-varianti-ta-viprominyuyucha-stinka-utvorena-mnozhinoyu-panelejj.html" target="_blank" rel="follow" title="База патентів України">Збірна самонесуча випромінююча панель, спосіб виготовлення панелі (варіанти) та випромінююча стінка, утворена множиною панелей</a>
Настил підлоги, що складається з твердих панелей (варіанти), панель для підлоги та спосіб виробництва панелей для підлоги
Номер патенту: 57709
Опубліковано: 15.07.2003
Автори: Моріо Стефан Сімон Густаф, Тірс Бернард Паул Йозеф, Каппелле Марк Гастон Моріц
МПК: F16B 5/00, E04F 15/04
Мітки: спосіб, варіанти, панелей, настил, твердих, виробництва, підлоги, складається, панель
Формула / Реферат:
1. Настил підлоги, що складається з твердих панелей (1) для підлоги, які є прямокутними, тобто довгастими або квадратними, і які на гранях обох пар протилежних боків (2-3, 26-27) мають з'єднувальні частини (4-5, 28-29), які, по суті, мають вигляд шипа (9-31) та паза (10-32), через що ці з'єднувальні частини (4-5, 28-29) мають суцільні механічні замикальні пристрої (6), які виготовлено всуціль з осердям (8) панелей (1), через що у стані...
Багатошарова панель із полімерного композиційного матеріалу (варіанти) та спосіб її виготовлення
Номер патенту: 45606
Опубліковано: 15.04.2002
Автори: Немінський Георгій Вікентійович, Тарасов Геннадій Васильович, Рассамакін Борис Михайлович, Старіков Леонід Михайлович
Мітки: багатошарова, композиційного, варіанти, спосіб, панель, виготовлення, полімерного, матеріалу
Формула / Реферат:
1. Багатошарова панель із полімерного композиційного матеріалу, що містить зовнішні обшивки, між якими розміщено заповнювач, яка відрізняється тим, що заповнювач виконано принаймні із трьох гофрованих шарових пакетів, що стикаються між собою, причому повздовжні осі гофрів суміжних шарових пакетів розташовані у взаємно-перехресних напрямках.2. Багатошарова панель із полімерного композиційного матеріалу, що містить зовнішні обшивки, між...
Спосіб якісного або кількісного визначення параметрів деревної панелі та спосіб управління змінними процесу виготовлення панелей, які впливають на ці параметри
Номер патенту: 28105
Опубліковано: 16.10.2000
Автори: Енгстрьом Бьйорн, Хедквіст Мона
МПК: B27N 1/00, G01N 21/35, G01N 33/46
Мітки: змінними, виготовлення, параметри, панелі, параметрів, визначення, управління, деревної, кількісного, впливають, спосіб, панелей, процесу, якісного
Текст:
...деревної сировини в процесі виготовлення деревних панелей, що мають вміст вологи 10%, а всі еталонні спектральні характеристики відкалібровують за змінними процесу за допомогою багатовимірною аналізу Пропоновані винаходи спрямовано на одержання якісного та КІЛЬКІСНОГО визначення різнома нітних параметрів, що відбивають якість плити та інших деревних панелей, і може визначати змінні процесу, якими управляють на основі зазначених параметрів...
Спосіб виготовлення панелі
Номер патенту: 33311
Опубліковано: 17.03.2003
Автор: Хохлов Володимир Олександрович
Мітки: панелі, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення панелі шляхом формування двох шарів з ізоляційним проміжком між ними, який відрізняється тим, що спочатку в горизонтальній площині формують перший шар, водночас зверху в його тіло вводять кінці з'єднувальних елементів, за які застосовують стержні, і розташовують їх під кутом один відносно одного, а далі формують другий шар, одночасно на нього зверху накладають раніш сформований перший шар таким чином, щоб вільні кінці...
Пристрій (варіанти) та спосіб автоматичного виготовлення будівельної панелі з листового матеріалу
Номер патенту: 44244
Опубліковано: 15.02.2002
Автор: Морелло Фредерік
МПК: B21D 53/00, B21D 13/00, B21D 7/00
Мітки: будівельної, виготовлення, панелі, варіанти, автоматичного, спосіб, пристрій, листового, матеріалу
Формула / Реферат:
1. Устройство для автоматического изготовления строительной панели из листового материала, преимущественно с частью панели, выполненной изогнутой, содержащее панелеформовочную машину для формования листового материала в прямую панель со средней и боковыми, "бортовыми", частями, средство для измерения длины панели, выходящей из панелеформующей машины, средство для управления подачей листового материала в панелеформовочную машину, в...
Попередній патент: Система охолодження двигуна внутрішнього згоряння
Наступний патент: Тягнучо-задавальні ролики моталки гарячої штаби
Випадковий патент: Набір засобів для приготування напою