Шпунтова паля (варіанти) та спосіб її виготовлення (варіанти)
Номер патенту: 74260
Опубліковано: 15.11.2005
Автори: Лакоткін Алєксандр Юльєвіч, Потєрба Владімір Васільєвіч, Фомєнков Алєксандр Алєксєєвіч
Формула / Реферат
1. Спосіб виготовлення шпунтової палі, що включає роздільне виготовлення жолобоподібного корпусу і замкових елементів, який відрізняється тим, що корпус виготовляють вирізуванням з круглої труби протяжного уздовж осі труби циліндричного сегмента, а кожен замковий елемент закріплюють на бічній кромці вирізаного сегмента або поблизу неї.
2. Спосіб по п. 1, який відрізняється тим, що циліндричний сегмент вирізують спільно з кільцевою ділянкою труби, що примикає до циліндричного сегмента або розташований в його середній частині.
3. Спосіб по п. 1, який відрізняється тим, що вирізаний циліндричний сегмент підсилюють прикріпленням до нього або врізанням в нього підсилювальних елементів.
4. Спосіб виготовлення шпунтової палі, що включає виготовлення панелі і замкових елементів, який відрізняється тим, що в процесі виготовлення панелі вирізують з круглої труби протяжні уздовж її осі циліндричні сегменти, укладають вирізані сегменти в ряд паралельно один одному і жорстко скріпляють між собою, а кожен замковий елемент закріплюють на бічній кромці панелі або поблизу неї.
5. Шпунтова паля, що містить жолобоподібний корпус і замкові елементи, яка відрізняється тим, що корпус вирізаний з круглої труби і є протяжним уздовж осі труби циліндричним сегментом з радіальним кутом не більше 180°, причому кожен замковий елемент виконаний у вигляді окремої деталі і закріплений на бічній кромці циліндричного сегмента або поблизу неї.
6. Паля по п. 5, яка відрізняється тим, що вона забезпечена перемичкою, прикріпленою до середньої частини циліндричного сегмента з утворенням повітряної порожнини у вигляді лінзи, що тягнеться по довжині циліндричного сегмента.
7. Паля по будь-якому з пп. 5, 6, яка відрізняється тим, що вона забезпечена фіксуючими елементами, що жорстко зв'язують бічні кромки циліндричного сегмента між собою.
8. Паля по будь-якому з пп. 5, 6, 7, яка відрізняється тим, що вона забезпечена поздовжніми ребрами жорсткості, що примикають до бічних кромок циліндричного сегмента.
9. Паля по п. 5, яка відрізняється тим, що стінка корпусу по довжині шпунтової палі має змінну товщину та/або має ділянки, виконані з різного матеріалу.
10. Паля по п. 5, яка відрізняється тим, що частина корпусу виконана у вигляді кільця, вирізаного з круглої труби сумісно з циліндричним сегментом.
11. Шпунтова паля, що містить панель і замкові сегменти, яка відрізняється тим, що панель утворена укладеними в ряд паралельно один одному протяжними циліндричними сегментами з радіальним кутом не більше 180°, вирізаними з труб, причому циліндричні сегменти жорстко скріпляють між собою, а кожен замковий елемент виконаний у вигляді окремої деталі і закріплений на бічній кромці панелі або поблизу неї.
12. Паля по п. 11, яка відрізняється тим, що вона містить підсилювальний елемент, встановлений між циліндричними сегментами або накладений на суміжні бічні кромки циліндричних сегментів.
13. Паля по п. 11, яка відрізняється тим, що вона містить фіксуючі елементи, що жорстко зв'язують бічні кромки циліндричних сегментів між собою.
14. Паля по п. 11, яка відрізняється тим, що стінка панелі по довжині шпунтової палі має змінну товщину та/або має ділянки, виконані з різного матеріалу.
15. Паля по п. 11, яка відрізняється тим, що частина панелі виконана у вигляді кільця, вирізаного з круглої труби сумісно з циліндричним сегментом.
Текст
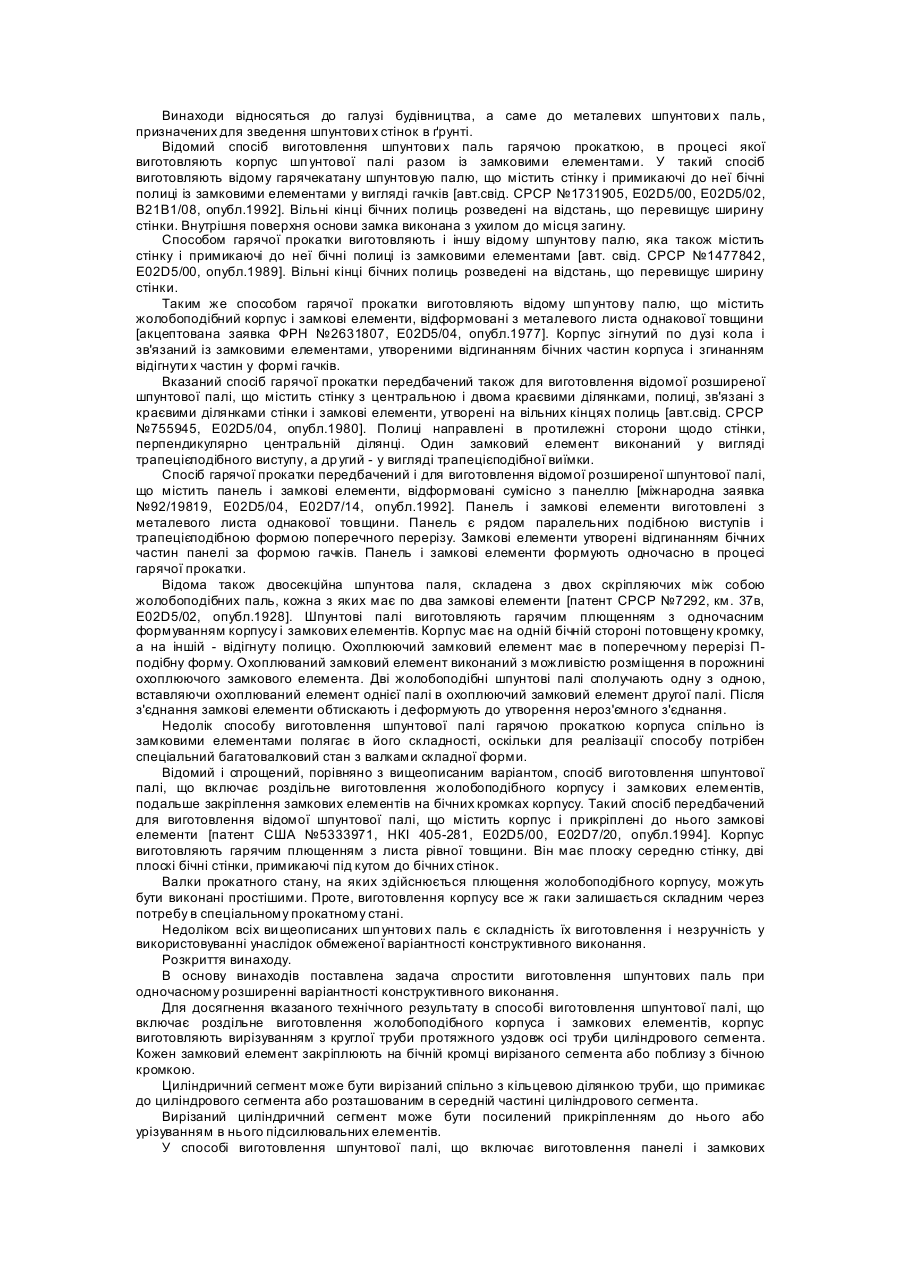
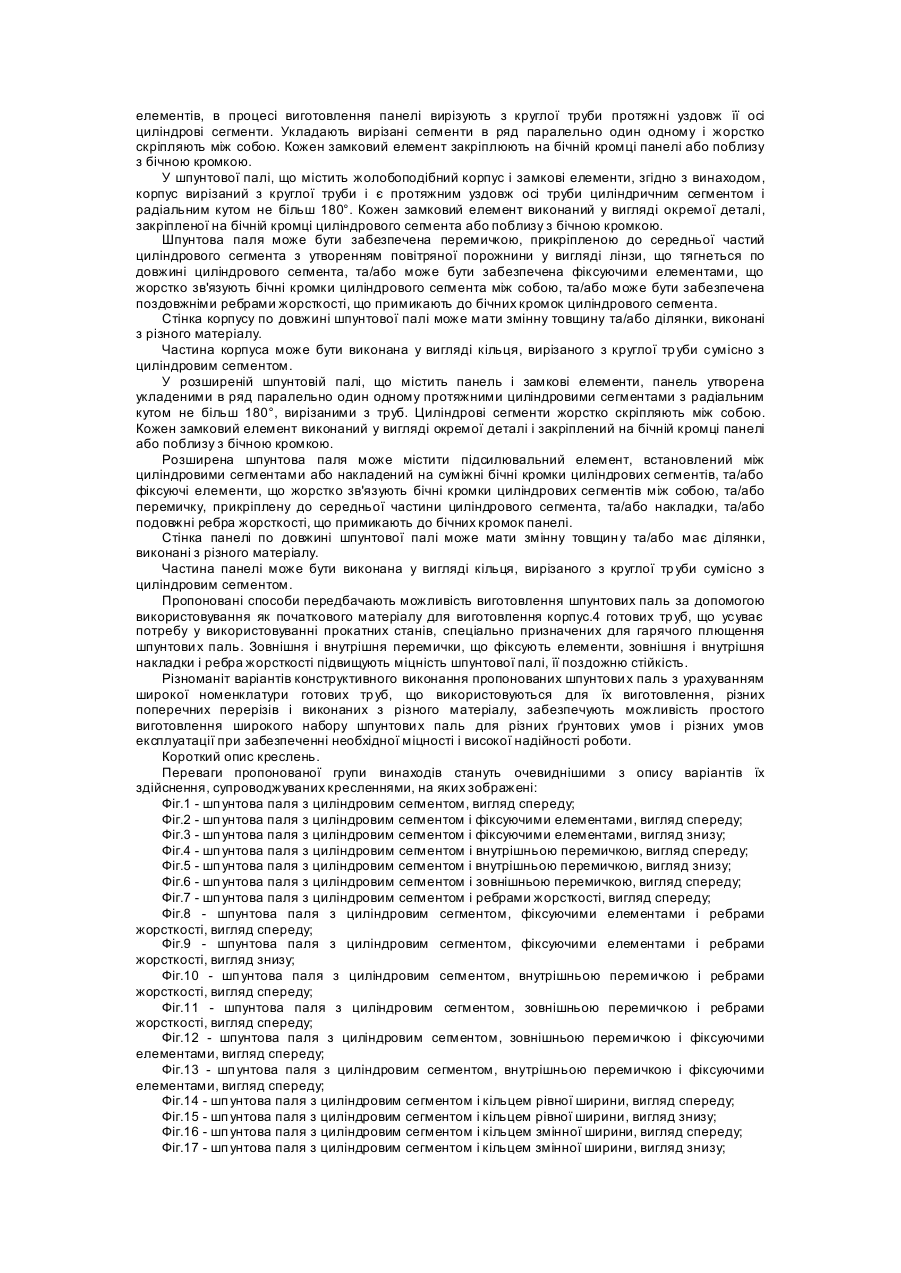
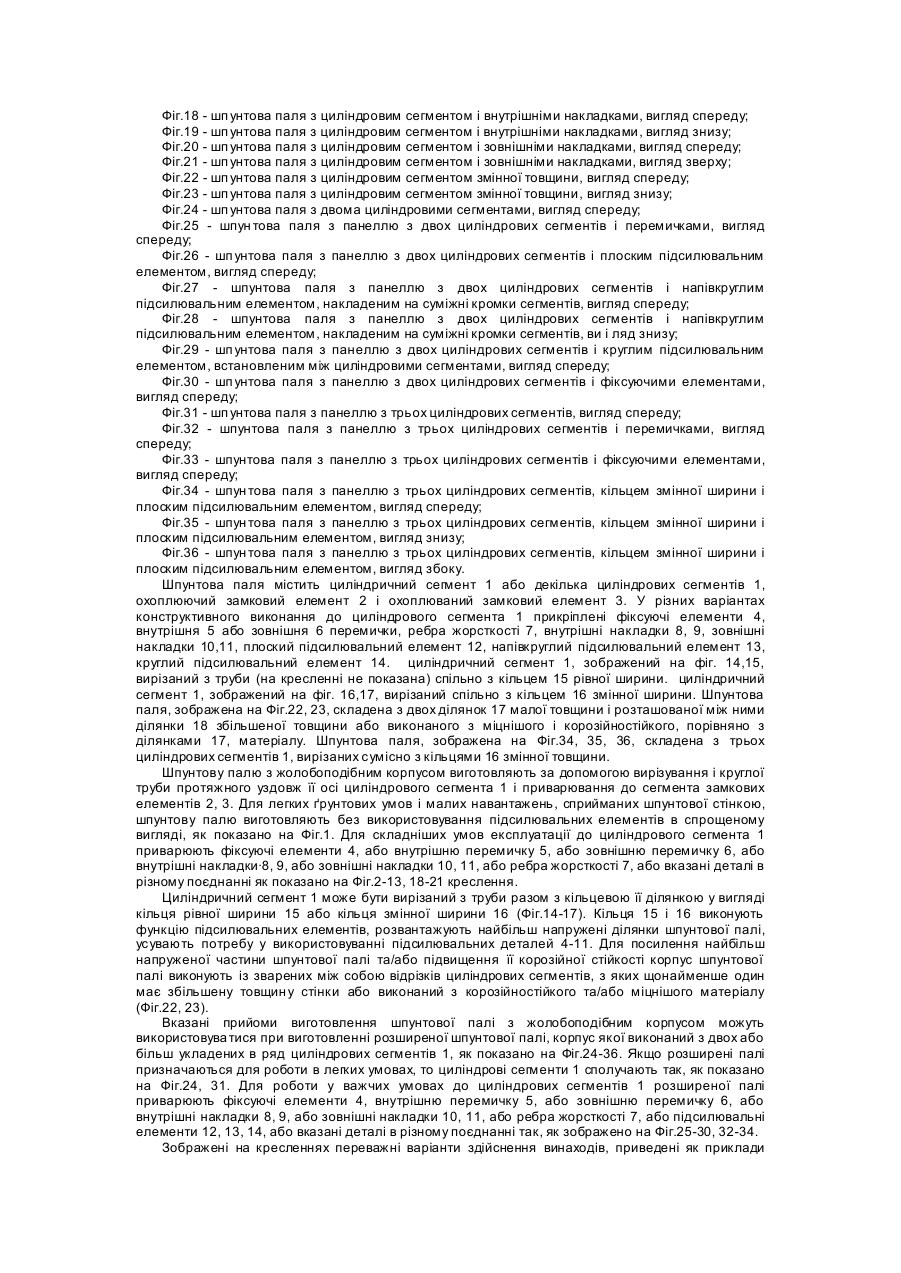
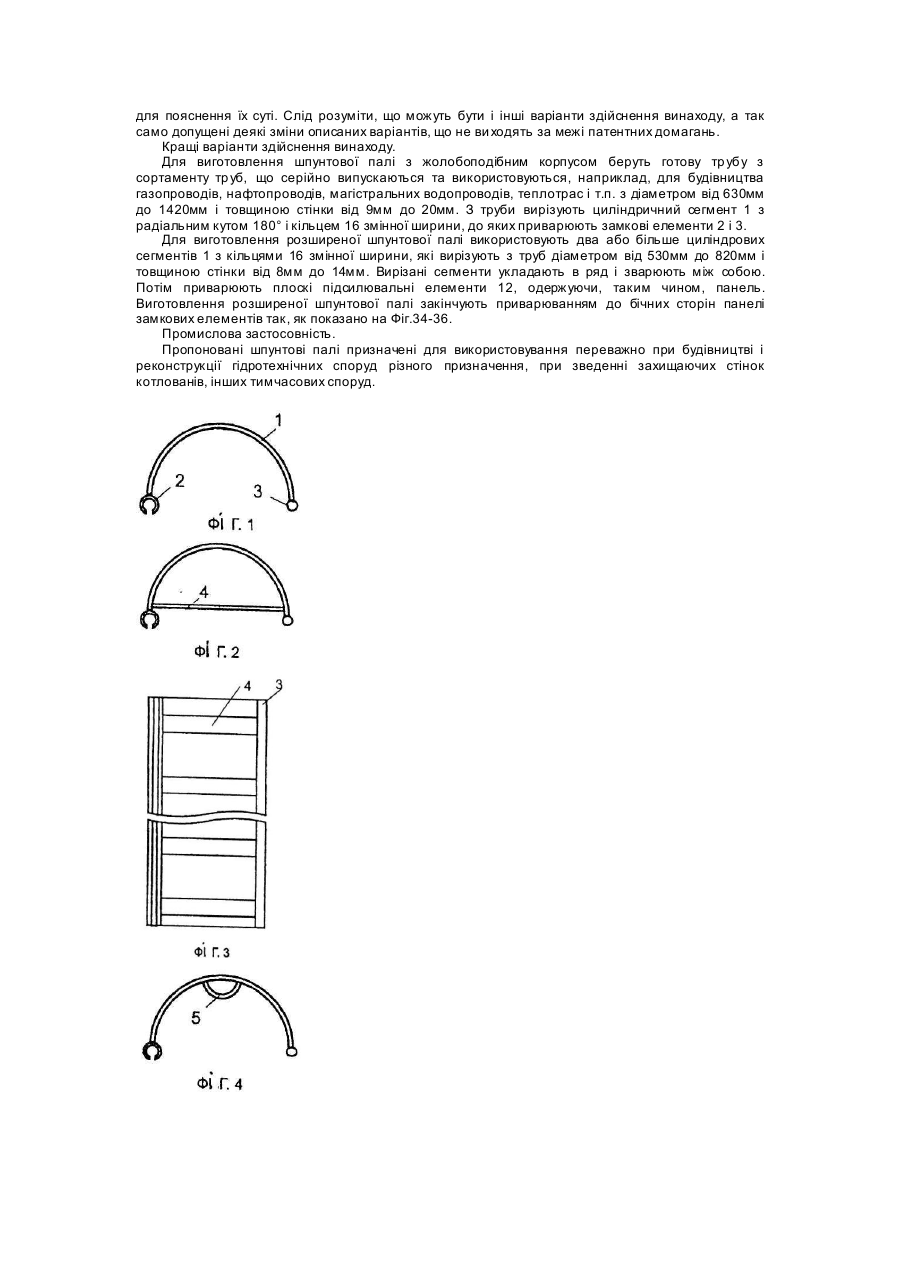
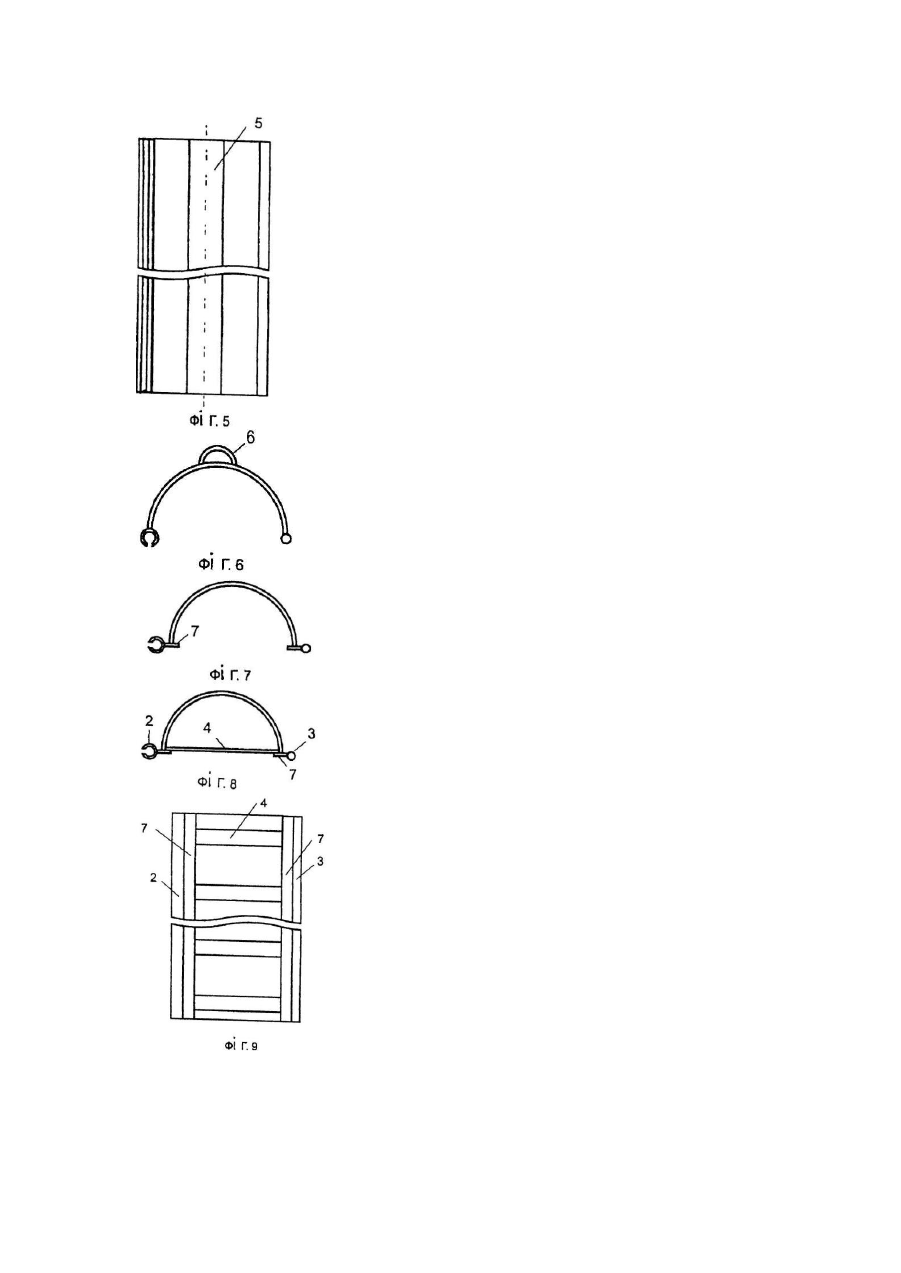
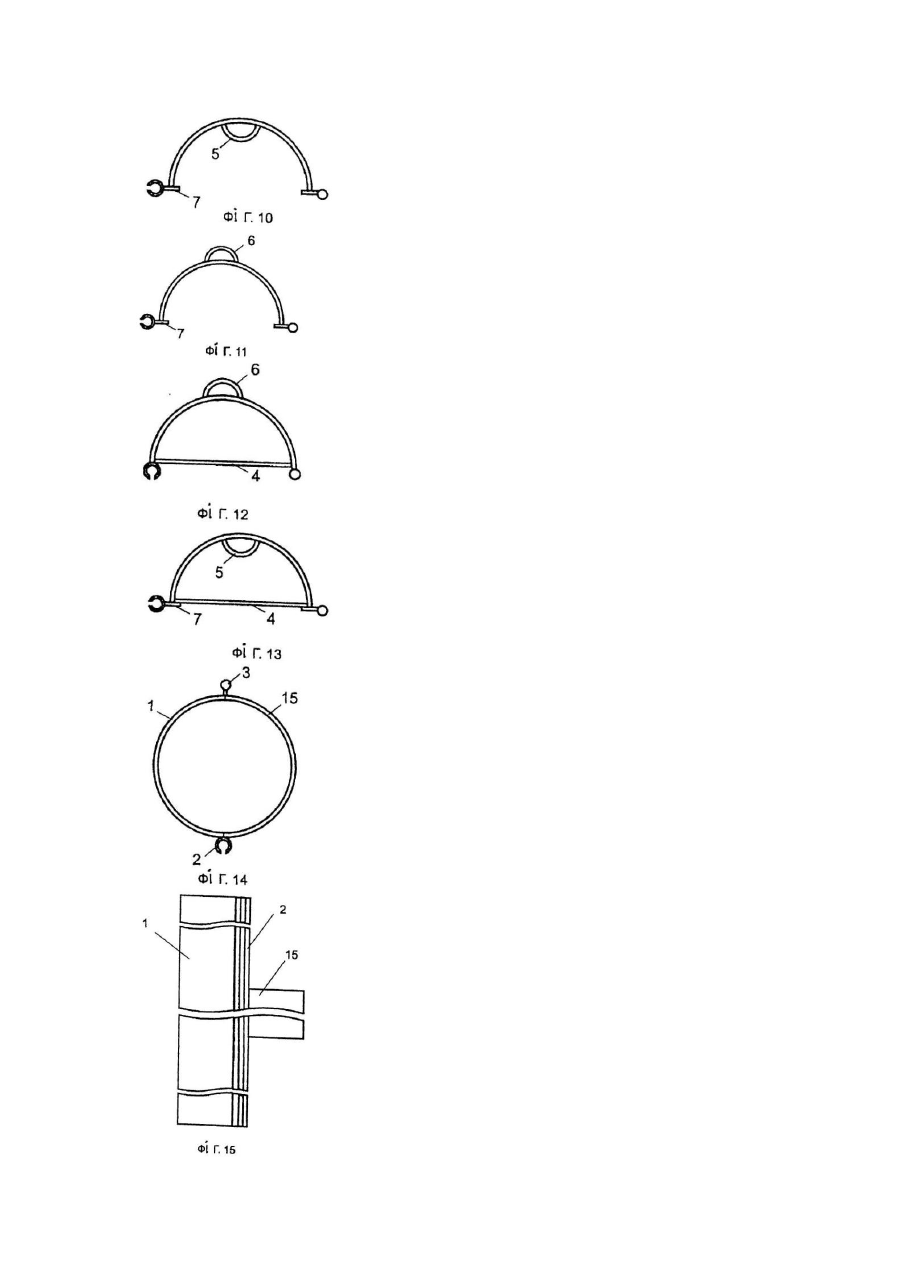
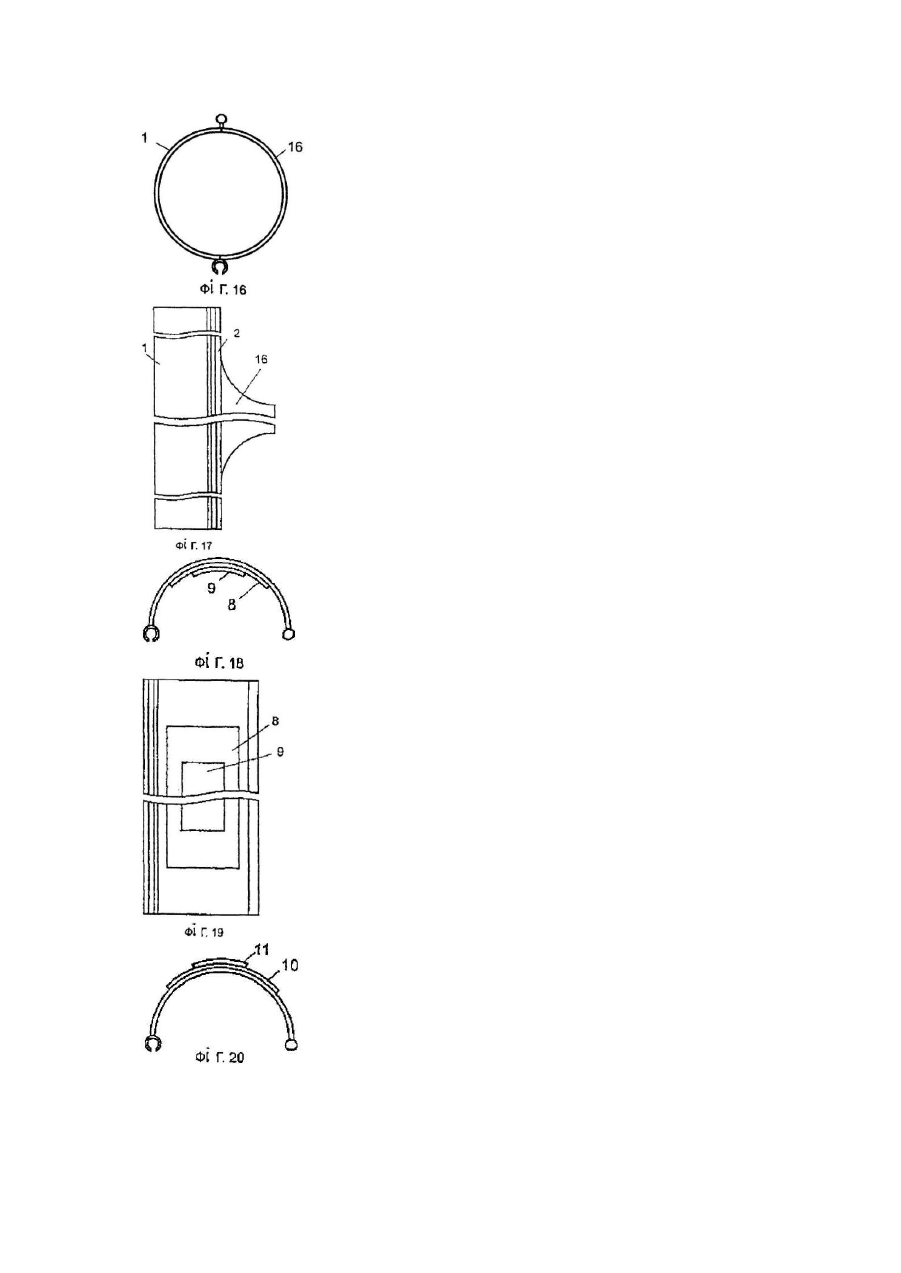
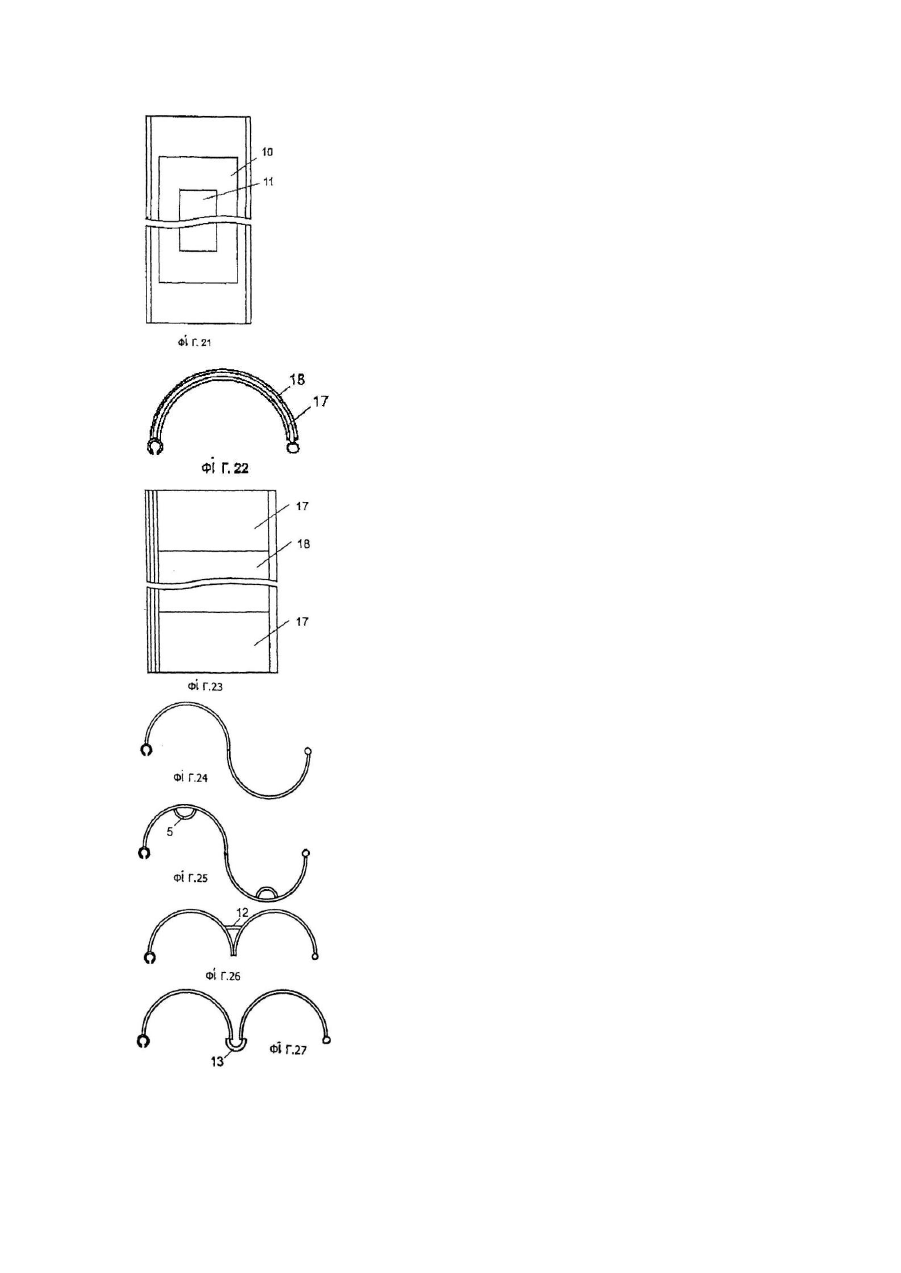
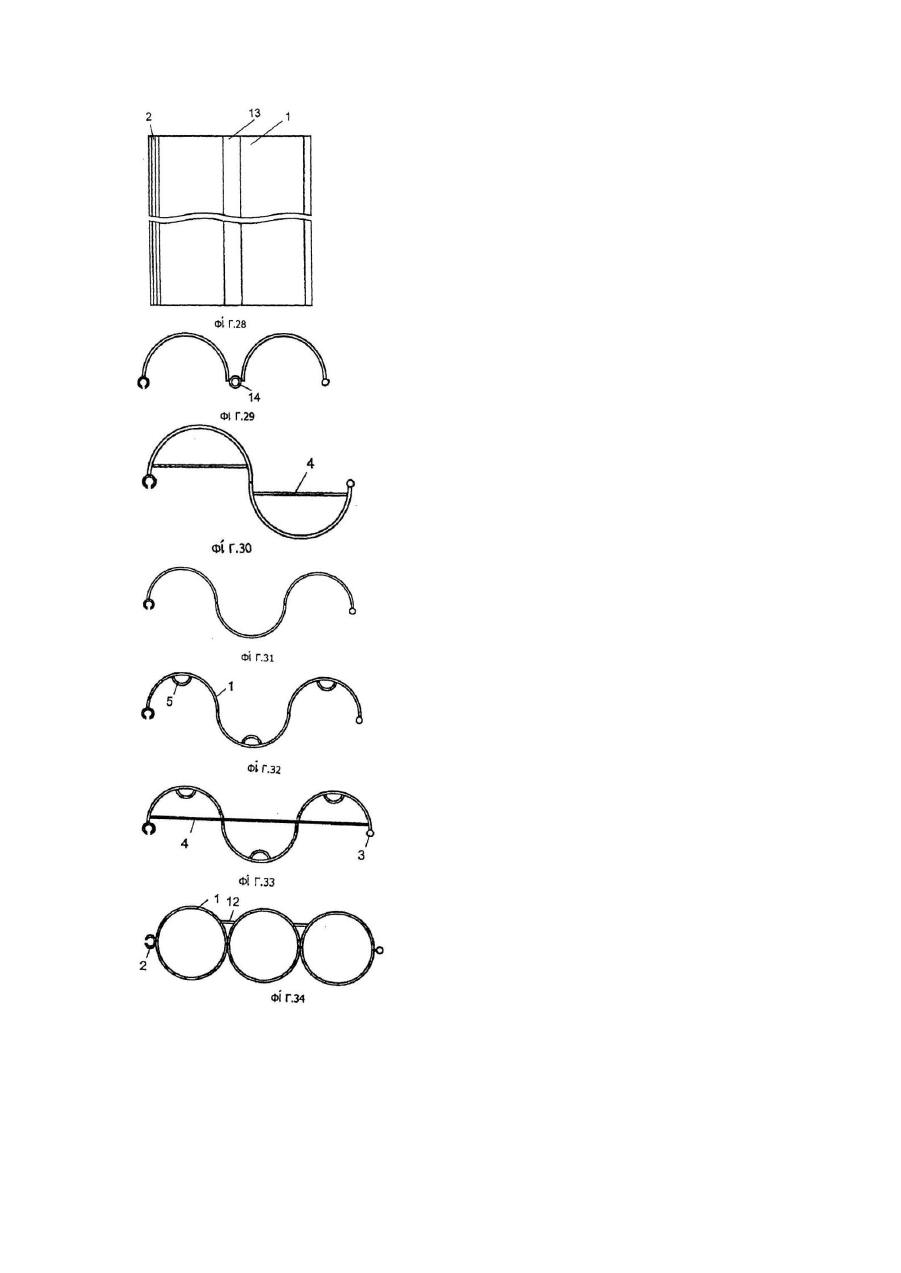
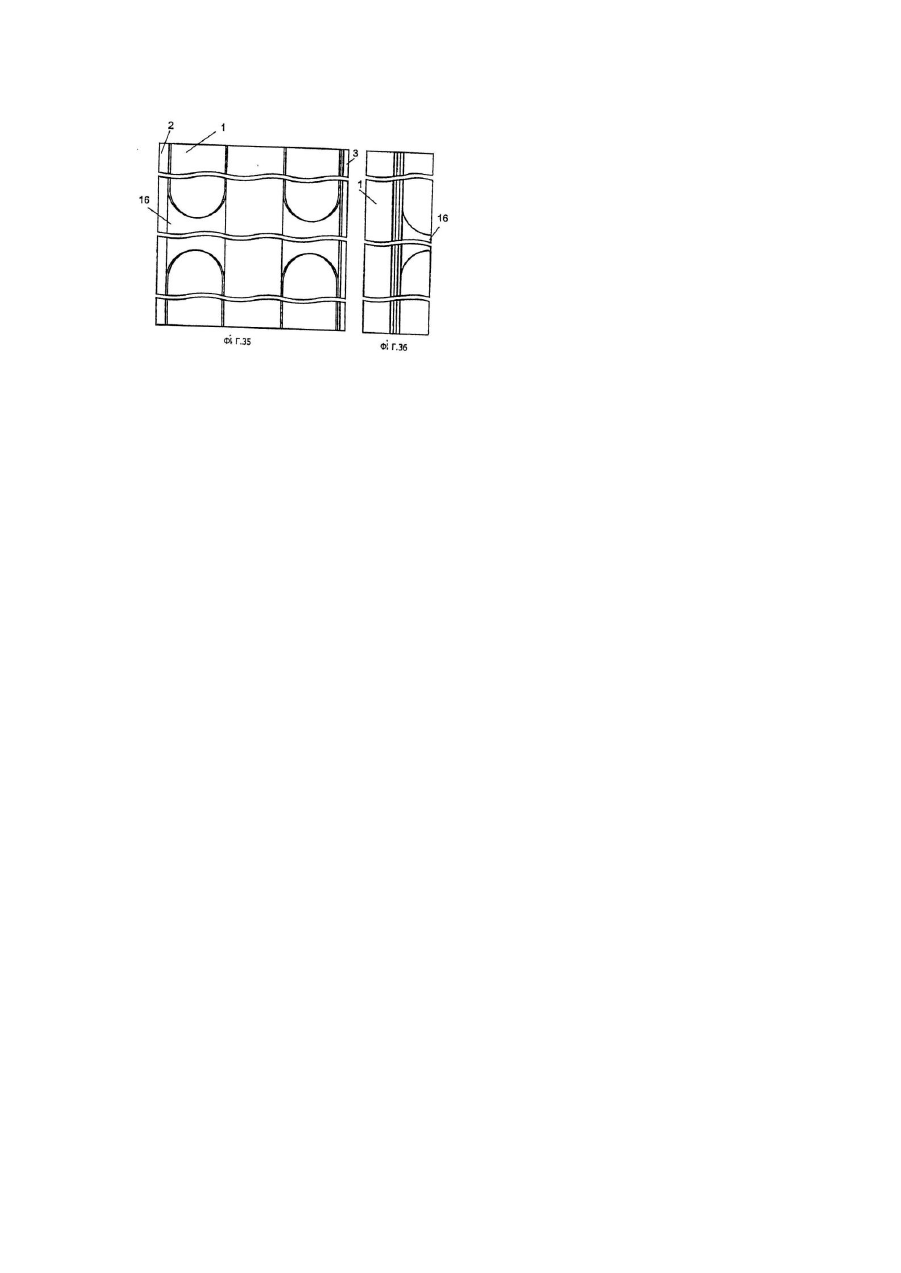
Винаходи відносяться до галузі будівництва, а саме до металевих шпунтови х паль, призначених для зведення шпунтови х стінок в ґрунті. Відомий спосіб виготовлення шпунтови х паль гарячою прокаткою, в процесі якої виготовляють корпус шп унтової палі разом із замковими елементами. У такий спосіб виготовляють відому гарячекатану шпунтовую палю, що містить стінку і примикаючі до неї бічні полиці із замковими елементами у вигляді гачків [авт.свід. СРСР №1731905, E02D5/00, E02D5/02, В21В1/08, опубл.1992]. Вільні кінці бічних полиць розведені на відстань, що перевищує ширину стінки. Внутрішня поверхня основи замка виконана з ухилом до місця загину. Способом гарячої прокатки виготовляють і іншу відому шпунтову палю, яка також містить стінку і примикаючі до неї бічні полиці із замковими елементами [авт. свід. СРСР №1477842, E02D5/00, опубл.1989]. Вільні кінці бічних полиць розведені на відстань, що перевищує ширину стінки. Таким же способом гарячої прокатки виготовляють відому шп унтову палю, що містить жолобоподібний корпус і замкові елементи, відформовані з металевого листа однакової товщини [акцептована заявка ФРН №2631807, E02D5/04, опубл.1977]. Корпус зігнутий по дузі кола і зв'язаний із замковими елементами, утвореними відгинанням бічних частин корпуса і згинанням відігнутих частин у формі гачків. Вказаний спосіб гарячої прокатки передбачений також для виготовлення відомої розширеної шпунтової палі, що містить стінку з центральною і двома краєвими ділянками, полиці, зв'язані з краєвими ділянками стінки і замкові елементи, утворені на вільних кінцях полиць [авт.свід. СРСР №755945, E02D5/04, опубл.1980]. Полиці направлені в протилежні сторони щодо стінки, перпендикулярно центральній ділянці. Один замковий елемент виконаний у вигляді трапецієподібного виступу, а др угий - у вигляді трапецієподібної виїмки. Спосіб гарячої прокатки передбачений і для виготовлення відомої розширеної шпунтової палі, що містить панель і замкові елементи, відформовані сумісно з панеллю [міжнародна заявка №92/19819, E02D5/04, E02D7/14, опубл.1992]. Панель і замкові елементи виготовлені з металевого листа однакової товщини. Панель є рядом паралельних подібною виступів і трапецієподібною формою поперечного перерізу. Замкові елементи утворені відгинанням бічних частин панелі за формою гачків. Панель і замкові елементи формують одночасно в процесі гарячої прокатки. Відома також двосекційна шпунтова паля, складена з двох скріпляючих між собою жолобоподібних паль, кожна з яких має по два замкові елементи [патент СРСР №7292, км. 37в, E02D5/02, опубл.1928]. Шпунтові палі виготовляють гарячим плющенням з одночасним формуванням корпусу і замкових елементів. Корпус має на одній бічній стороні потовщену кромку, а на іншій - відігнуту полицю. Охоплюючий замковий елемент має в поперечному перерізі Пподібну форму. Охоплюваний замковий елемент виконаний з можливістю розміщення в порожнині охоплюючого замкового елемента. Дві жолобоподібні шпунтові палі сполучають одну з одною, вставляючи охоплюваний елемент однієї палі в охоплюючий замковий елемент другої палі. Після з'єднання замкові елементи обтискають і деформують до утворення нероз'ємного з'єднання. Недолік способу виготовлення шпунтової палі гарячою прокаткою корпуса спільно із замковими елементами полягає в його складності, оскільки для реалізації способу потрібен спеціальний багатовалковий стан з валками складної форми. Відомий і спрощений, порівняно з вищеописаним варіантом, спосіб виготовлення шпунтової палі, що включає роздільне виготовлення жолобоподібного корпусу і замкових елементів, подальше закріплення замкових елементів на бічних кромках корпусу. Такий спосіб передбачений для виготовлення відомої шпунтової палі, що містить корпус і прикріплені до нього замкові елементи [патент США №5333971, НКІ 405-281, E02D5/00, E02D7/20, опубл.1994]. Корпус виготовляють гарячим плющенням з листа рівної товщини. Він має плоску середню стінку, дві плоскі бічні стінки, примикаючі під кутом до бічних стінок. Валки прокатного стану, на яких здійснюється плющення жолобоподібного корпусу, можуть бути виконані простішими. Проте, виготовлення корпусу все ж гаки залишається складним через потребу в спеціальному прокатному стані. Недоліком всіх ви щеописаних шп унтови х паль є складність їх виготовлення і незручність у використовуванні унаслідок обмеженої варіантності конструктивного виконання. Розкриття винаходу. В основу винаходів поставлена задача спростити виготовлення шпунтових паль при одночасному розширенні варіантності конструктивного виконання. Для досягнення вказаного технічного результату в способі виготовлення шпунтової палі, що включає роздільне виготовлення жолобоподібного корпуса і замкових елементів, корпус виготовляють вирізуванням з круглої труби протяжного уздовж осі труби циліндрового сегмента. Кожен замковий елемент закріплюють на бічній кромці вирізаного сегмента або поблизу з бічною кромкою. Циліндричний сегмент може бути вирізаний спільно з кільцевою ділянкою труби, що примикає до циліндрового сегмента або розташованим в середній частині циліндрового сегмента. Вирізаний циліндричний сегмент може бути посилений прикріпленням до нього або урізуванням в нього підсилювальних елементів. У способі виготовлення шпунтової палі, що включає виготовлення панелі і замкових елементів, в процесі виготовлення панелі вирізують з круглої труби протяжні уздовж її осі циліндрові сегменти. Укладають вирізані сегменти в ряд паралельно один одному і жорстко скріпляють між собою. Кожен замковий елемент закріплюють на бічній кромці панелі або поблизу з бічною кромкою. У шпунтової палі, що містить жолобоподібний корпус і замкові елементи, згідно з винаходом, корпус вирізаний з круглої труби і є протяжним уздовж осі труби циліндричним сегментом і радіальним кутом не більш 180°. Кожен замковий елемент виконаний у вигляді окремої деталі, закріпленої на бічній кромці циліндрового сегмента або поблизу з бічною кромкою. Шпунтова паля може бути забезпечена перемичкою, прикріпленою до середньої частий циліндрового сегмента з утворенням повітряної порожнини у вигляді лінзи, що тягнеться по довжині циліндрового сегмента, та/або може бути забезпечена фіксуючими елементами, що жорстко зв'язують бічні кромки циліндрового сегмента між собою, та/або може бути забезпечена поздовжніми ребрами жорсткості, що примикають до бічних кромок циліндрового сегмента. Стінка корпусу по довжині шпунтової палі може мати змінну товщину та/або ділянки, виконані з різного матеріалу. Частина корпуса може бути виконана у вигляді кільця, вирізаного з круглої тр уби сумісно з циліндровим сегментом. У розширеній шпунтовій палі, що містить панель і замкові елементи, панель утворена укладеними в ряд паралельно один одному протяжними циліндровими сегментами з радіальним кутом не більш 180°, вирізаними з труб. Циліндрові сегменти жорстко скріпляють між собою. Кожен замковий елемент виконаний у вигляді окремої деталі і закріплений на бічній кромці панелі або поблизу з бічною кромкою. Розширена шпунтова паля може містити підсилювальний елемент, встановлений між циліндровими сегментами або накладений на суміжні бічні кромки циліндрових сегментів, та/або фіксуючі елементи, що жорстко зв'язують бічні кромки циліндрових сегментів між собою, та/або перемичку, прикріплену до середньої частини циліндрового сегмента, та/або накладки, та/або подовжні ребра жорсткості, що примикають до бічних кромок панелі. Стінка панелі по довжині шпунтової палі може мати змінну товщин у та/або має ділянки, виконані з різного матеріалу. Частина панелі може бути виконана у вигляді кільця, вирізаного з круглої тр уби сумісно з циліндровим сегментом. Пропоновані способи передбачають можливість виготовлення шпунтових паль за допомогою використовування як початкового матеріалу для виготовлення корпус.4 готових тр уб, що усуває потребу у використовуванні прокатних станів, спеціально призначених для гарячого плющення шпунтови х паль. Зовнішня і внутрішня перемички, що фіксують елементи, зовнішня і внутрішня накладки і ребра жорсткості підвищують міцність шпунтової палі, її поздожню стійкість. Різноманіт варіантів конструктивного виконання пропонованих шпунтови х паль з урахуванням широкої номенклатури готових тр уб, що використовуються для їх виготовлення, різних поперечних перерізів і виконаних з різного матеріалу, забезпечують можливість простого виготовлення широкого набору шпунтови х паль для різних ґрунтових умов і різних умов експлуатації при забезпеченні необхідної міцності і високої надійності роботи. Короткий опис креслень. Переваги пропонованої групи винаходів стануть очевиднішими з опису варіантів їх здійснення, супроводжуваних кресленнями, на яких зображені: Фіг.1 - шп унтова паля з циліндровим сегментом, вигляд спереду; Фіг.2 - шп унтова паля з циліндровим сегментом і фіксуючими елементами, вигляд спереду; Фіг.3 - шп унтова паля з циліндровим сегментом і фіксуючими елементами, вигляд знизу; Фіг.4 - шп унтова паля з циліндровим сегментом і внутрішньою перемичкою, вигляд спереду; Фіг.5 - шп унтова паля з циліндровим сегментом і внутрішньою перемичкою, вигляд знизу; Фіг.6 - шп унтова паля з циліндровим сегментом і зовнішньою перемичкою, вигляд спереду; Фіг.7 - шп унтова паля з циліндровим сегментом і ребрами жорсткості, вигляд спереду; Фіг.8 - шпунтова паля з циліндровим сегментом, фіксуючими елементами і ребрами жорсткості, вигляд спереду; Фіг.9 - шпунтова паля з циліндровим сегментом, фіксуючими елементами і ребрами жорсткості, вигляд знизу; Фіг.10 - шп унтова паля з циліндровим сегментом, внутрішньою перемичкою і ребрами жорсткості, вигляд спереду; Фіг.11 - шпунтова паля з циліндровим сегментом, зовнішньою перемичкою і ребрами жорсткості, вигляд спереду; Фіг.12 - шпунтова паля з циліндровим сегментом, зовнішньою перемичкою і фіксуючими елементами, вигляд спереду; Фіг.13 - шп унтова паля з циліндровим сегментом, внутрішньою перемичкою і фіксуючими елементами, вигляд спереду; Фіг.14 - шп унтова паля з циліндровим сегментом і кільцем рівної ширини, вигляд спереду; Фіг.15 - шп унтова паля з циліндровим сегментом і кільцем рівної ширини, вигляд знизу; Фіг.16 - шп унтова паля з циліндровим сегментом і кільцем змінної ширини, вигляд спереду; Фіг.17 - шп унтова паля з циліндровим сегментом і кільцем змінної ширини, вигляд знизу; Фіг.18 - шп унтова паля з циліндровим сегментом і внутрішніми накладками, вигляд спереду; Фіг.19 - шп унтова паля з циліндровим сегментом і внутрішніми накладками, вигляд знизу; Фіг.20 - шп унтова паля з циліндровим сегментом і зовнішніми накладками, вигляд спереду; Фіг.21 - шп унтова паля з циліндровим сегментом і зовнішніми накладками, вигляд зверху; Фіг.22 - шп унтова паля з циліндровим сегментом змінної товщини, вигляд спереду; Фіг.23 - шп унтова паля з циліндровим сегментом змінної товщини, вигляд знизу; Фіг.24 - шп унтова паля з двома циліндровими сегментами, вигляд спереду; Фіг.25 - шпун това паля з панеллю з двох циліндрових сегментів і перемичками, вигляд спереду; Фіг.26 - шп унтова паля з панеллю з двох циліндрових сегментів і плоским підсилювальним елементом, вигляд спереду; Фіг.27 - шпунтова паля з панеллю з двох циліндрових сегментів і напівкруглим підсилювальним елементом, накладеним на суміжні кромки сегментів, вигляд спереду; Фіг.28 - шпунтова паля з панеллю з двох циліндрових сегментів і напівкруглим підсилювальним елементом, накладеним на суміжні кромки сегментів, ви і ляд знизу; Фіг.29 - шп унтова паля з панеллю з двох циліндрових сегментів і круглим підсилювальним елементом, встановленим між циліндровими сегментами, вигляд спереду; Фіг.30 - шп унтова паля з панеллю з двох циліндрових сегментів і фіксуючими елементами, вигляд спереду; Фіг.31 - шп унтова паля з панеллю з трьох циліндрових сегментів, вигляд спереду; Фіг.32 - шпунтова паля з панеллю з трьох циліндрових сегментів і перемичками, вигляд спереду; Фіг.33 - шпунтова паля з панеллю з трьох циліндрових сегментів і фіксуючими елементами, вигляд спереду; Фіг.34 - шпун това паля з панеллю з трьох циліндрових сегментів, кільцем змінної ширини і плоским підсилювальним елементом, вигляд спереду; Фіг.35 - шпун това паля з панеллю з трьох циліндрових сегментів, кільцем змінної ширини і плоским підсилювальним елементом, вигляд знизу; Фіг.36 - шпун това паля з панеллю з трьох циліндрових сегментів, кільцем змінної ширини і плоским підсилювальним елементом, вигляд збоку. Шпунтова паля містить циліндричний сегмент 1 або декілька циліндрових сегментів 1, охоплюючий замковий елемент 2 і охоплюваний замковий елемент 3. У різних варіантах конструктивного виконання до циліндрового сегмента 1 прикріплені фіксуючі елементи 4, внутрішня 5 або зовнішня 6 перемички, ребра жорсткості 7, внутрішні накладки 8, 9, зовнішні накладки 10,11, плоский підсилювальний елемент 12, напівкруглий підсилювальний елемент 13, круглий підсилювальний елемент 14. циліндричний сегмент 1, зображений на фіг. 14,15, вирізаний з труби (на кресленні не показана) спільно з кільцем 15 рівної ширини. циліндричний сегмент 1, зображений на фіг. 16,17, вирізаний спільно з кільцем 16 змінної ширини. Шпунтова паля, зображена на Фіг.22, 23, складена з двох ділянок 17 малої товщини і розташованої між ними ділянки 18 збільшеної товщини або виконаного з міцнішого і корозійностійкого, порівняно з ділянками 17, матеріалу. Шпунтова паля, зображена на Фіг.34, 35, 36, складена з трьох циліндрових сегментів 1, вирізаних сумісно з кільцями 16 змінної товщини. Шпунтову палю з жолобоподібним корпусом виготовляють за допомогою вирізування і круглої труби протяжного уздовж її осі циліндрового сегмента 1 і приварювання до сегмента замкових елементів 2, 3. Для легких ґрунтових умов і малих навантажень, сприйманих шпунтової стінкою, шпунтову палю виготовляють без використовування підсилювальних елементів в спрощеному вигляді, як показано на Фіг.1. Для складніших умов експлуатації до циліндрового сегмента 1 приварюють фіксуючі елементи 4, або внутрішню перемичку 5, або зовнішню перемичку 6, або внутрішні накладки·8, 9, або зовнішні накладки 10, 11, або ребра жорсткості 7, або вказані деталі в різному поєднанні як показано на Фіг.2-13, 18-21 креслення. Циліндричний сегмент 1 може бути вирізаний з труби разом з кільцевою її ділянкою у вигляді кільця рівної ширини 15 або кільця змінної ширини 16 (Фіг.14-17). Кільця 15 і 16 виконують функцію підсилювальних елементів, розвантажують найбільш напружені ділянки шпунтової палі, усувають потребу у використовуванні підсилювальних деталей 4-11. Для посилення найбільш напруженої частини шпунтової палі та/або підвищення її корозійної стійкості корпус шпунтової палі виконують із зварених між собою відрізків циліндрових сегментів, з яких щонайменше один має збільшену товщин у стінки або виконаний з корозійностійкого та/або міцнішого матеріалу (Фіг.22, 23). Вказані прийоми виготовлення шпунтової палі з жолобоподібним корпусом можуть використовува тися при виготовленні розширеної шпунтової палі, корпус якої виконаний з двох або більш укладених в ряд циліндрових сегментів 1, як показано на Фіг.24-36. Якщо розширені палі призначаються для роботи в легких умовах, то циліндрові сегменти 1 сполучають так, як показано на Фіг.24, 31. Для роботи у важчих умовах до циліндрових сегментів 1 розширеної палі приварюють фіксуючі елементи 4, внутрішню перемичку 5, або зовнішню перемичку 6, або внутрішні накладки 8, 9, або зовнішні накладки 10, 11, або ребра жорсткості 7, або підсилювальні елементи 12, 13, 14, або вказані деталі в різному поєднанні так, як зображено на Фіг.25-30, 32-34. Зображені на кресленнях переважні варіанти здійснення винаходів, приведені як приклади для пояснення їх суті. Слід розуміти, що можуть бути і інші варіанти здійснення винаходу, а так само допущені деякі зміни описаних варіантів, що не ви ходять за межі патентних домагань. Кращі варіанти здійснення винаходу. Для виготовлення шпунтової палі з жолобоподібним корпусом беруть готову тр убу з сортаменту тр уб, що серійно випускаються та використовуються, наприклад, для будівництва газопроводів, нафтопроводів, магістральних водопроводів, теплотрас і т.п. з діаметром від 630мм до 1420мм і товщиною стінки від 9мм до 20мм. З труби вирізують циліндричний сегмент 1 з радіальним кутом 180° і кільцем 16 змінної ширини, до яких приварюють замкові елементи 2 і 3. Для виготовлення розширеної шпунтової палі використовують два або більше циліндрових сегментів 1 з кільцями 16 змінної ширини, які вирізують з труб діаметром від 530мм до 820мм і товщиною стінки від 8мм до 14мм. Вирізані сегменти укладають в ряд і зварюють між собою. Потім приварюють плоскі підсилювальні елементи 12, одержуючи, таким чином, панель. Виготовлення розширеної шпунтової палі закінчують приварюванням до бічних сторін панелі замкових елементів так, як показано на Фіг.34-36. Промислова застосовність. Пропоновані шпунтові палі призначені для використовування переважно при будівництві і реконструкції гідротехнічних споруд різного призначення, при зведенні захищаючих стінок котлованів, інших тимчасових споруд.
ДивитисяДодаткова інформація
Назва патенту англійськоюSheet pile (versions) and method to make it (versions)
Назва патенту російськоюШпунтовая свая (варианты) и способ ее изготовления (варианты)
МПК / Мітки
МПК: E02D 5/02
Мітки: спосіб, виготовлення, шпунтова, паля, варіанти
Код посилання
<a href="https://ua.patents.su/10-74260-shpuntova-palya-varianti-ta-sposib-vigotovlennya-varianti.html" target="_blank" rel="follow" title="База патентів України">Шпунтова паля (варіанти) та спосіб її виготовлення (варіанти)</a>
Z-подібна шпунтова паля з високим моментом опору

Номер патенту: 54424
Опубліковано: 17.03.2003
Автор: Бурдукс Мішель
МПК: E02D 5/02
Мітки: опору, паля, моментом, z-подібна, високим, шпунтова
Формула / Реферат:
1. Гарячекатана Z-подібна шпунтова паля, що складається з двох полиць із по суті паралельними зовнішніми сторонами та похилої стінки, сполученої з двома полицями, яка розташована під гострим кутом до площини, паралельної зовнішнім сторонам полиць, і обмежена між місцями її сполучення з полицями двома по суті паралельними сторонами, яка відрізняється тим, що кожна з двох...
Зварна шпунтова паля
Номер патенту: 41482
Опубліковано: 17.09.2001
Автори: Лебедєв Володимир Костянтинович, Шульте Олександр Юрійович, Яворський Юрій Денисович, Патон Борис Євгенович, Щепетінов Петро Олексійович
МПК: E02D 5/02
Формула / Реферат:
1. Зварна шпунтова паля, котра складається із стовбура і замків з кутового профілю, полиці якого зближено між собою з утворенням між ними зазору і при цьому одну з полиць приварено до стовбура, яка відрізняється тим, що ділянка не привареної полиці, котра прилягає до її краю частково або по всій довжині кутового профілю додатково вигнута у напрямі від привареної полиці і утворює при цьому на частині з додатковим вигином зигзагоподібний у...
U-подібна шпунтова паля з низьким опором забиванню

Номер патенту: 56181
Опубліковано: 15.05.2003
Автори: Ренар Шарль, Мейрер Марк, Бастіан Роланд, Шмітт Алекс
МПК: E02D 5/02
Мітки: забиванню, u-подібна, шпунтова, низьким, паля, опором
Формула / Реферат:
1. U-подібна шпунтова паля, що має пояс (10), виконаний плоским по усій своїй ширині, дві плоских полиці (12), з'єднані з поясом (10) з утворенням між ними увігнутих кутів (18) і розташовані симетрично відносно площини (8), перпендикулярної поясу (10), елементи замкового з'єднання, розташовані на кінцях обох полиць (12), причому в цій палі відношення глибини до корисної ширини більше або дорівнює 0,18, і її корисна ширина визначається...
Трубчаста паля
Номер патенту: 71159
Опубліковано: 15.11.2004
Автори: Пряник Сергій Петрович, Донченко Павло Архипович
МПК: E02D 5/22
Формула / Реферат:
Трубчаста паля, яку занурюють у грунт без виймання грунту із порожнини труби, яка містить металеву обойму, що закріплена на нижньому торці палі, яка відрізняється тим, що поблизу внутрішньої або зовнішньої бічної поверхні палі прокладена вертикальна трубка, що з'єднана з порожниною металевої обойми, яка після забивання палі під дією рідкого цементного розчину, що подається під великим тиском по вертикальній трубці, може відокремлюватися від...
Трубчаста паля

Номер патенту: 71158
Опубліковано: 15.11.2004
Автори: Пряник Сергій Петрович, Донченко Павло Архипович
МПК: E02D 5/22
Формула / Реферат:
Трубчаста паля, яку занурюють у грунт без виймання грунту із її порожнини та яка містить металеву обойму, що закріплена на нижньому торці палі, яка відрізняється тим, що поблизу внутрішньої або зовнішньої бічної поверхні палі прокладена вертикальна трубка, по якій після забивання палі нагнітають під великим тиском цементний розчин у трубчасте розімкнуте кільце, яке розташоване усередині металевої обойми та яке в результаті нагнітання розчину...
Попередній патент: Грунтообробний коток
Наступний патент: Пристрій для дозування кремоподібної маси або маси, що наноситься на поверхню шляхом намазування
Випадковий патент: Ротаційний віскозиметр