Композиція обмазки для ливарних форм
Номер патенту: 88342
Опубліковано: 12.10.2009
Автори: Ледерер Гернот, Штетцель Райнхард, Пітамітц Херберт

Формула / Реферат
1. Композиція обмазки для ливарних форм, що включає компонент, який є розчинником, і компонент, який є твердою речовиною, яка відрізняється тим, що компонент, який є твердою речовиною, включає як основну складову суміш метакаолініту і пірофіліту.
2. Композиція за п. 1, яка містить менше 5 мас. %, більш переважно - менше 3 мас. %, найбільш переважно - менше 1 мас. % діатоміту з розрахунку на масу всіх компонентів.
3. Композиція за п. 1, в якій компонент, який є твердою речовиною, містить суміш метакаолініту і пірофіліту у співвідношенні від 1:3 до 20:1.
4. Композиція за п. 1, в якій компонент, який є твердою речовиною, містить суміш метакаолініту і пірофіліту у співвідношенні від 1:1 до 14:1, переважно від 1:1 до 10:1, більш переважно від 2:1 до 6:1, і найбільш переважно в діапазоні від 2:1 до 5:1.
5. Композиція за будь-яким з пп. 1-4, в якій метакаолініт має питому поверхню згідно з BET, що складає щонайменше 10 м2/г, переважно щонайменше 25 м2/г, яка вимірюється відповідно до DIN 66131.
6. Композиція за будь-яким з пп. 1-5, в якій метакаолініт має втрати при згорянні, що складають менше 1 % мас., які вимірюються відповідно до DIN 38414.
7. Композиція за будь-яким з пп. 1-6, в якій метакаолініт має об'ємну густину в неспресованому стані, що складає від 100 до 300 г/л, переважно - від 150 до 200 г/л, яка вимірюється згідно з DIN 53194.
8. Композиція за будь-яким з пп. 1-7, в якій метакаолініт має велику питому поверхню, яка виражається у вигляді маслоємності, що складає від 50 до 120 %, переважно від 85 до 120 %, яка вимірюється згідно з DIN 53109.
9. Композиція за будь-яким з пп. 1-8, в якій пірофіліт має відношення довжини до товщини, яке дорівнює щонайменше 5, переважно від 10 до 30.
10. Композиція за будь-яким з пп. 1-9, в якій пірофіліт має об'ємну густину в неспресованому стані, що складає від 300 до 600 г/л, переважно від 300 до 400 г/л, яка вимірюється згідно з DIN 53194.
11. Композиція за будь-яким з пп. 1-10, в якій метакаолініт має розмір зерен від 0,1 мкм до 10 мкм.
12. Композиція за будь-яким з пп. 1-11, в якій пірофіліт має розмір зерен від 20 мкм до 200 мкм.
13. Композиція за будь-яким з пп. 1-12, що додатково включає від 0,1 до 10 мас. %, переважно від 0,1 до 5 мас. %, більш переважно від 0,3 до 3 мас. %, бентоніту і/або гекториту з розрахунку на всі компоненти композиції.
14. Композиція за будь-яким з пп. 1-13, що включає щонайменше один додатковий компонент, вибраний з групи, яка включає зв'язуючі, зволожувальні агенти, зволожувачі/піногасники, пігменти, барвники і біоциди.
15. Композиція за п. 14, в якій зв'язувальне складається з дисперсії алкідної смоли, розчинної у воді, а також в етанолі або ізопропанолі.
16. Композиція за будь-яким з пп. 1-15, в якій розчинник включає від 20 до 80 мас. % води і, необов'язково, як додатковий компонент від 0 до 60 мас. % одного або більше органічних летких розчинників з розрахунку на всі компоненти композиції.
17. Композиція за будь-яким з пп. 1-15, в якій розчинник являє собою тільки воду.
18. Композиція за п. 16, в якій органічний леткий розчинник являє собою спирт або спиртову суміш, переважно вибрану з групи, що включає етанол, пропанол, ізопропанол і їх суміші.
19. Композиція за пп. 16 або 17, яка містить: від 10 до 40 мас. % метакаолініту,
від 5 до 20 мас. % пірофіліту і
від 10 до 85 мас. % води,
в розрахунку на всі компоненти композиції.
20. Композиція за пп. 16 або 17, яка містить:
від 15 до 40 мас. % метакаолініту,
від 7 до 20 мас. % пірофіліту і
від 0,1 до 5 мас. % бентоніту і/або гекториту,
від 0,0 до 2 мас. % зв'язуючого,
від 0,01 до 0,5 мас. % біоциду і
від 10 до 85 мас. % води.
21. Ливарна форма, яка має верхнє покриття на ливарній стороні такої форми, одержане шляхом нанесення і сушіння композиції обмазки за будь-яким з пп. 1-20.
22. Ливарна форма за п. 21, в якій товщина сухого шару верхнього покриття складає щонайменше 0,1 мм, переважно щонайменше 0,2 мм, і більш переважно від 0,3 мм до 1,5 мм.
23. Ливарна форма за п. 21 або 22, в якій щонайменше частина верхнього покриття нанесена на нижнє покриття.
24. Спосіб відцентрового лиття, який включає використання ливарної форми за будь-яким з пп. 21-23.
25. Спосіб виготовлення великих виливків відцентровим литтям, що включає використання ливарної форми за будь-яким з пп. 21-23.
26. Спосіб одержання ливарної форми, що включає нанесення і сушіння щонайменше одного шару композиції обмазки на щонайменше частину поверхні ливарної форми для одержання верхнього покриття, в якому використовують композицію обмазки за будь-яким з пп. 1-20.
27. Спосіб за п. 26, в якому спочатку щонайменше один шар нижнього покриття наносять на щонайменше одну частину поверхні ливарної форми, при цьому композицію обмазки наносять на нижнє покриття і, при необхідності, на інші частини поверхні ливарної форми.
28. Спосіб за п. 27, в якому композицію обмазки за будь-яким з пп. 1-20 також використовують для одержання нижнього покриття.
29. Спосіб за будь-яким з пп. 26-28, в якому товщина сухого шару верхнього покриття складає щонайменше 0,1 мм, переважно щонайменше 0,2 мм, і більш переважно від 0,3 мм до 1,5 мм.
30. Спосіб за будь-яким з пп. 26-29, в якому товщина сухого шару нижнього покриття складає щонайменше 0,1 мм, переважно щонайменше 0,2 мм, і більш переважно від 0,3 мм до 1,5 мм.
31. Ливарна форма, яка має верхнє покриття на ливарній стороні такої форми, одержане шляхом нанесення і сушіння композиції для обмазки за будь-яким з пп. 1-20, призначена для виготовлення труб, гільз циліндрів, двигунів і компонентів двигунів, станин верстатів і турбін.
Текст
1. Композиція обмазки для ливарних форм, що включає компонент, який є розчинником, і компонент, який є твердою речовиною, яка відрізняється тим, що компонент, який є твердою речовиною, включає як основну складову суміш метакаолініту і пірофіліту. 2. Композиція за п. 1, яка містить менше 5 мас. %, більш переважно - менше 3 мас. %, найбільш переважно - менше 1 мас. % діатоміту з розрахунку на масу всіх компонентів. 3. Композиція за п. 1, в якій компонент, який є твердою речовиною, містить суміш метакаолініту і пірофіліту у співвідношенні від 1:3 до 20:1. 4. Композиція за п. 1, в якій компонент, який є твердою речовиною, містить суміш метакаолініту і пірофіліту у співвідношенні від 1:1 до 14:1, переважно від 1:1 до 10:1, більш переважно від 2:1 до 6:1, і найбільш переважно в діапазоні від 2:1 до 5:1. 5. Композиція за будь-яким з пп. 1-4, в якій метакаолініт має питому поверхню згідно з BET, що 2 складає щонайменше 10 м /г, переважно щонай2 менше 25 м /г, яка вимірюється відповідно до DIN 66131. 6. Композиція за будь-яким з пп. 1-5, в якій метакаолініт має втрати при згорянні, що складають менше 1 % мас., які вимірюються відповідно до DIN 38414. 7. Композиція за будь-яким з пп. 1-6, в якій метакаолініт має об'ємну густину в неспресованому стані, що складає від 100 до 300 г/л, переважно від 150 до 200 г/л, яка вимірюється згідно з DIN 53194. 2 (19) 1 3 88342 4 від 7 до 20 мас. % пірофіліту і від 0,1 до 5 мас. % бентоніту і/або гекториту, від 0,0 до 2 мас. % зв'язуючого, від 0,01 до 0,5 мас. % біоциду і від 10 до 85 мас. % води. 21. Ливарна форма, яка має верхнє покриття на ливарній стороні такої форми, одержане шляхом нанесення і сушіння композиції обмазки за будьяким з пп. 1-20. 22. Ливарна форма за п. 21, в якій товщина сухого шару верхнього покриття складає щонайменше 0,1 мм, переважно щонайменше 0,2 мм, і більш переважно від 0,3 мм до 1,5 мм. 23. Ливарна форма за п. 21 або 22, в якій щонайменше частина верхнього покриття нанесена на нижнє покриття. 24. Спосіб відцентрового лиття, який включає використання ливарної форми за будь-яким з пп. 2123. 25. Спосіб виготовлення великих виливків відцентровим литтям, що включає використання ливарної форми за будь-яким з пп. 21-23. 26. Спосіб одержання ливарної форми, що включає нанесення і сушіння щонайменше одного шару композиції обмазки на щонайменше частину поверхні ливарної форми для одержання верхнього покриття, в якому використовують композицію обмазки за будь-яким з пп. 1-20. 27. Спосіб за п. 26, в якому спочатку щонайменше один шар нижнього покриття наносять на щонайменше одну частину поверхні ливарної форми, при цьому композицію обмазки наносять на нижнє покриття і, при необхідності, на інші частини поверхні ливарної форми. 28. Спосіб за п. 27, в якому композицію обмазки за будь-яким з пп. 1-20 також використовують для одержання нижнього покриття. 29. Спосіб за будь-яким з пп. 26-28, в якому товщина сухого шару верхнього покриття складає щонайменше 0,1 мм, переважно щонайменше 0,2 мм, і більш переважно від 0,3 мм до 1,5 мм. 30. Спосіб за будь-яким з пп. 26-29, в якому товщина сухого шару нижнього покриття складає щонайменше 0,1 мм, переважно щонайменше 0,2 мм, і більш переважно від 0,3 мм до 1,5 мм. 31. Ливарна форма, яка має верхнє покриття на ливарній стороні такої форми, одержане шляхом нанесення і сушіння композиції для обмазки за будь-яким з пп. 1-20, призначена для виготовлення труб, гільз циліндрів, двигунів і компонентів двигунів, станин верстатів і турбін. Даний винахід стосується матеріалів для покриття або композицій обмазок, які включають компоненти розчинника і компоненти твердих речовин, при цьому компонент твердих речовин включає метакаолініт і пірофіліт, які можуть бути нанесені на ливарні форми; ливарних форм, які включають композиції обмазки, і їх застосування, зокрема, у процесах відцентрового лиття і в процесах виготовлення великих виливків. Рідкі розплавлені матеріали в процесі лиття набувають форми геометричних виробів, які мають певні властивості деталей, що обробляються. Більша частина продуктів чорної металургії, а також вироби металургії кольорових металів, що обробляються, проходять через процеси лиття, які є початковим формоутворенням. Передумовою для виготовлення виливків є, крім іншого виробництво ливарних форм для заливання розплавленої маси, які в деяких випадках мають складну форму. Ливарні форми поділяють на витратні форми, що в основному складаються з мінерального, вогнетривкого, гранульованого матеріалу і містять зв'язуюче, і, часто, також різні додаткові домішки, наприклад, для отримання хороших ливарних поверхонь, при цьому витратні форми руйнуються після кожного процесу лиття;і постійні форми, за допомогою яких може бути отримана велика кількість фасонних виливків. Промитий класифікований кварцевий пісок і, в деяких випадках, також хромітовий, цирконовий та олівіновий пісок використовують як вогнетривкий, гранульований основний матеріал для витратних форм. Крім цього, використовують формувальні матеріали на базі шамоту, а також магнезиту, силіманіту, корунду і т.п. Зв'язуюче для формувального піску може бути неорганічним і органічним. Витратні форми в основному виготовляють з зв'язаних бентонітом формувальних матеріалів для форм менших розмірів або зі зв'язаних синтетичною смолою формувальних матеріалів для форм великих розмірів, які повинні бути піддані механічному ущільненню для забезпечення достатньої стабільності. Для постійних форм як формувальний матеріал і залежно від галузі застосування придатні ливарний чавун, а також нелеговані і леговані сталі, і мідь, алюміній, графіт, спечені метали і керамічні матеріали. Процеси лиття з використанням постійних форм включають лиття в кокіль, лиття під тиском, відцентрове лиття і безперервне лиття. Спосіб отримання ливарних форм і стрижнів, виготовлених зі зв'язаного синтетичною смолою формувального піску, включає, наприклад, виготовлення основної форми або основного стрижня з формувального піску і нанесення на них покриття, що містить вогнетривкі неорганічні компоненти, які також називаються обмазкою, щонайменше на поверхні основної форми/основного стрижня, які контактують із залитим металом. З одного боку, покриття для ливарних форм служать для збереження поверхні форми, поліпшення зовнішнього вигляду фасонного виливка, металургійного впливу на фасонний виливок і/або запобігання дефектам при литті. Крім того, такі покриття або різні види обмазок виконують функцію по хімічній ізоляції ливарної форми від рідкого металу під час лиття, тим самим запобігаючи адгезії і полегшуючи подальше розділення форми і виливка. Більш того обмазка гарантує термічне розділення ливарної форми і виливка. Якщо дана функція не виконується, то металеву форму, наприклад, піддають 5 такому термічному навантаженню під час подальших процесів лиття, що призводить до передчасного руйнування форми. Для впливу на охолодження виливка може, зокрема, бути керованим процес перенесення тепла. Для отримання металевих деталей, наприклад, з ливарного чавуна, крім іншого використовують процес виготовлення великих виливків і процес відцентрового лиття. Під час виготовлення великих виливків форма і стрижень зазнають впливу надзвичайно високого металостатичного тиску, а також температурного навантаження протягом досить тривалого часу. Тому особливо у даному процесі обмазка виконує дуже важливу захисну функцію по запобіганню інфільтрації (проникнення) металу в формувальний пісок, руйнування стрижнів (листові ребра) або взаємодії з формувальним піском (пригар). У процесі відцентрового лиття ливарний метал заливають в трубчасту або круглу ємність, що обертається навколо своєї осі, під впливом відцентрової сили формуючи з нього, наприклад, банки, кільця і труби. Необхідно, щоб виливок повністю затверднув до його видалення з форми, тому потрібен досить тривалий період контакту між формою і виливком. У такому випадку ливарну форму покривають ізолюючою обмазкою у вигляді одношарового або багатошарового покриття. Вид обмазок, які зазвичай використовуються як основні матеріали, містять, наприклад, глини, кварц, діатоміт, кристобаліт, тридиміт, силікат алюмінію, силікат цирконію, слюду, шамот, а також кокс і графіт. Такі основні матеріали складають функціональну частину обмазки, що покриває поверхню форми і закриває пори таким чином, щоб ливарний метал не міг проникнути до них. Внаслідок своєї високої ізоляційної здатності часто переважними є вироби, виготовлені з діоксиду кремнію і діатоміту, завдяки тому, що вони мають низьку виробничу вартість і хорошу доступність. У даний час існують три наступних способи отримання труб відцентровим литтям. У першому способі використовують порошкову обмазку на основі запалювального матеріалу і графіту, іноді з домішкою алюмінію. Таку обмазку розподіляють за допомогою труби з прорізами, заповненої порошковою обмазкою шляхом завантаження та обертання у обертовій виливниці. У другому способі використовують готову обмазку на основі води з вогнетривкими компонентами, такими як силікат цирконію, силікат алюмінію і/або оксид алюмінію. Таку обмазку розпилюють в гарячу обертову виливницю під час однієї або більше операцій з ємності з високим тиском через фурму з розбризкувальним або щілинним соплом. У третьому процесі використовують заздалегідь приготовану водну обмазку з наповнювачів, які складаються з вибпаленого діатоміту (такого, як, наприклад, комерційно доступні продукти Celite, Dicalite) з бентонітом і водою. Обмазки для відцентрового лиття, в основному використовувані у даний час, мають основу з діатоміту. Однак обертання форми під час процесу відцентрового лиття і подальша обробка виливка часто призводять до потрапляння частини обмаз 88342 6 ки в оточуюче середовище. У даний час вважається, що пилові форми діатоміту, випаленого діатоміту і продуктів, що утворюються під час спікання діатоміту, таких як, наприклад, тонкий пил, що містить кристобаліт, викликають силікоз і рак. Робочі, зайняті на такому виробництві, піддаються високому ризику. Таким чином, існує велика потреба в іншому вогнетривкому матеріалі з високою ізоляційною здатністю для покриття ливарних форм. У ЕР-В-0806258 описаний спосіб отримання ізоляційного покриття для металевих ливарних форм, призначених для відливання залізовмісних металів, при цьому щонайменше одне нижнє покриття наносять на поверхню ливарної форми, а верхнє покриття наносять на нижнє покриття, при цьому верхнє покриття, повністю або частково оновлюється під час кожної операції відливання, містить метакаолін. Однак використання тільки метакаоліну в процесі відцентрового лиття призводить до заїдання труб і труднощів при їх волочінні. У FR-А-2 829048 описана композиція обмазки, що включає воду, метакаолініт, активований натрієвий або кальцієвий бентоніт, нейтралізовану кокосову жирну кислоту, етоксильований жирний спирт та етоксильований нонілфенол. Волочіння труб із виливниці з використанням такої композиції часто є дуже затруднювальним. Тому метою даного винаходу є розробка композиції обмазки, по суті такої, що не містить діатоміту і забезпечує хороші результати, особливо в процесі відцентрового лиття і в процесі лиття великого виливку. Один з аспектів даного винаходу належить до композицій обмазок (матеріалів покриттів) для ливарних форм, що включають такі компоненти розчинника і компонент твердої речовини, при цьому тверда речовина включає як основну складову суміш метакаолініту та пірофіліту. Композиція обмазки переважно містить менше 5% мас, більш переважно менше 3% мас, ще більш переважно менше 1% мас, з розрахунку на масу всіх компонентів композиції обмазки, і, найбільш переважно, не містить діатоміту. У подальших переважних варіантах твердий компонент композиції обмазки згідно з даним винаходом включає суміш метакаолініту і пірофіліту в співвідношенні від 1:3 до 20:1, переважно від 1:1 до 14:1, більш переважно від 1:1 до 10:1, ще більш переважно від 2:1 до 6:1, і найбільш переважно в діапазоні від 2:1 до 5:1. Інший переважний варіант композиції обмазки згідно з даним винаходом також включає щонайменше один додатковий компонент, вибраний з групи, що складається з бентоніту і гекториту. Обмазка згідно з даним винаходом може за необхідності додатково містити зв'язуючі, зволожувачі, протипінні домішки, пігменти, барвники і біоциди. Наступний аспект даного винаходу належить до ливарних форм, що мають верхнє покриття щонайменше на одній частині поверхонь ливарних форм, які вступають у контакт з ливарним металом, при цьому верхнє покриття отримують шляхом нанесення і сушіння композиції обмазки згідно з даним винаходом. У подальшому варіанті ливарної форми верхнє покриття згідно з даним вина 7 ходом наносять на нижнє покриття і, необов'язково, на інші ділянки поверхні ливарної форми, вільні від нижнього покриття, при цьому у переважному варіанті нижнє покриття також отримують з композиції обмазки згідно з даним винаходом. Наступний аспект даного винаходу належить до процесів відцентрового лиття і процесів виготовлення великого виливку з використанням ливарних форм, які мають щонайменше одне верхнє покриття, що отримується з композицій обмазок згідно з даним винаходом. Подальший аспект даного винаходу належить до процесу виготовлення ливарної форми. В одному з варіантів шар обмазки згідно з даним винаходом наносять один або більше разів на щонайменше одну ділянку поверхні або на всю поверхню ливарної форми, що вступає у контакт з ливарним металом, і сушать її. В іншому варіанті, спочатку, щонайменше один шар нижнього покриття наносять на поверхню основи ливарної форми або на ділянки її поверхні, а потім на отримане нижнє покриття і, при необхідності, на інші ділянки поверхніливарної форми наносять обмазку для отримання верхнього покриття і сушать її. У наступному варіанті для отримання нижнього покриття також використовують обмазувальну композицію згідно з даним винаходом, при цьому склад обмазки для отримання нижнього покриття може бути таким же або відмінним від складу обмазки для отримання верхнього покриття. Для нижніх покриттів часто використовують види обмазок, що містять силікат цирконію, які, при необхідності, також створюють додатковий захист для основ ливарних форм завдяки посиленій тенденції до проникнення в основу. У переважних варіантах ливарні форми згідно з даним винаходом використовують для отримання труб, гільз циліндрів, двигунів і компонентів двигунів, станин станків і турбін. Даний винахід оснований на дивному відкритті, яке полягає в тому, що композиції обмазок згідно з даним винаходом, які включають тверді компоненти, що як основна складова включають суміш метакаолініту та пірофіліту, забезпечують такі ж хороші і кращі результати лиття, ніж обмазки, твердий компонент яких містить діатоміт як основний компонент. Переваги обмазок згідно з даним винаходом у порівнянні з видами обмазок, які містять діатоміт, для відцентрового лиття, зокрема, включають аспекти, що стосуються здоров'я, безпеки і маркування. Невідомим є той факт, що метакаолініт і пірофіліт становлять таку ж велику небезпеку для здоров'я, як і діатоміт. Крім вищесказаного, речовини, які містять діатоміт, ймовірно, повинні бути відмічені як небезпечні для здоров'я, і діатоміт, який, наприклад, змітають з виливок або отримують внаслідок їх дробоструминної обробки повинен утилізуватися в майбутньому тільки як небезпечні відходи. Крім того, суміш згідно з даним винаходом має ту перевагу, що завдяки своєму хімічному складу вона є вогнетривкою та інертною. У порівнянні з цирконієвою обмазкою, а також чистою пірофілітною обмазкою, суміш метакаолініту/пірофіліту виявляє відмінні властивості при виготовленні великих виливок 88342 8 завдяки здатності метакаолініту взаємодіяти з пірофілітом і вогнетривкості та дрібності зерна (заповнення піщаних порожнин) метакаолініту. Висока ізоляційна здатність суміші метакаолініту/пірофіліту забезпечує особливо хороший захист проти так званих «листових ребер», які можуть часто виникати в кварцовому піску при його тепловому розширенні (розтріскування) і недостатній тепловій стабільності, особливо в холодних ящиках зі стрижнями з поліуретану. Каолініт являє собою триклинний, двошаровий глинистий мінерал і є основним компонентом каоліном. Залежно від розміру частинок, ступеню орієнтації, тривалості теплової обробки і парціального тиску водяних парів, дегідратація каолініту призводить до утворення метакаолініту. Каолініт виділяє воду зі своїх гідроксильних груп при температурі близько 450°C і вище. У даному винаході термін «метакаолініт» означає матеріал, який може бути отриманий з натурального каоліну, з якого, у переважному варіанті, були видалені усі забруднювальні домішки і який нагрівали при температурі в діапазоні від 750 до 950°C з метою по суті повного, переважно, повного видалення хімічно зв'язаної води. Відповідні метакаолінітові матеріали комерційно доступні, наприклад, у вигляді продукту під назвою Satintone, що випускається компанією Engelhard Cooperation, Iseli, USA. У даному винаході переважно використовують метакаолініт, що має питому поверхню за BET, яка складає щонайменше 10м2/г, переважно - щонай2 менше 25 м /г, що вимірюється згідно з DIN 66131. Втрата метакаолініту при згорянні, що вимірюється згідно з DIN 38414, повинна складати менше 3% мас, переважно менше 1% мас. Згідно з DIN 53194, переважні метакаолінітові матеріали мають об'ємну густину в неспресованому стані, що складає від 100 до 300 г/л, переважно від 150 до 200 г/л. В наступному переважному варіанті метакаолініт має високу питому поверхню, що виражається в маслоємності, яка вимірюється згідно з DIN 53109 і складає від 50 до 120%, переважно від 85 до 120%. Порошок метакаолініту переважно має розмір зерен від 0,05 до 20 мкм, більш переважно від 0,1 до 10 мкм, і переважний середній розмір зерен в діапазоні від 1 до 5 мкм. Термін «пірофіліт», який в даному винаході використовують у суміші з метакаолінітом, у подальшій частині опису означає матеріал, який отримується з натуральних руд, що містять пірофіліт, у різних районах його витягання. Пірофілітовий матеріал, який використовується, має вміст пірофіліту, що складає щонайменше 40%, переважно щонайменше 50%, і більш переважно щонайменше 60%. Можуть бути також використані "Roseki", агальматоліт і руда, яка містить більше 90% пірофіліту, які називаються "чарівним каменем». У даному винаході можуть бути використані багато комерційно доступних пірофілітових матеріалів. При бажанні використовуваний пірофілітовий матеріал може бути підданий попередньому очищенню за допомогою звичайних способів очищення для видалення супутніх мінералів і забруднюючих домішок. Пірофілітовий сировинний матеріал перед використанням переважно піддають попередній 9 обробці. Переважним способом попередньої обробки є подрібнення сировини у спеціальних дробарках, що забезпечує отримання пірофіліту, який має пластинчасту структуру. Іншим способом попередньої обробки є зняття невеликих пластинок пірофіліту з пірофілітових сировинних матеріалів. За допомогою звичайних процесів розділення, таких як просіювання, повітряна сепарація і т.п., попередньо оброблений пірофілітовий матеріал може бути при необхідності класифікований. При цьому небажані супутні мінерали також можуть бути відділені. Невеликі пластинки попередньо обробленого пірофіліту переважно мають розмір, що визначається під мікроскопом, який складає від 10 до 100 мкм, і товщину від 1 до 10 мкм. Прикладом виду пірофіліту, застосовного в даному винаході, є серія Ругах RG, наприклад, Ругах RG 140 і Ругах RG 200, R.T. Vanderbilt Company Inc., що випускаються комерційно, Norwalk, USA. Особливо переважний вид пірофіліту має твердість за Моссом. що дорівнює від 1 до 2, густину від 2,8 до 2,9 3 г/см і PCE (ASTM 3-24) від 27 до 28. За допомогою великого зерніння вміст вторинних компонентів пірофіліту, що викликають небажані ефекти, може бути знижений. В результаті зерніння вміст вторинних компонентів, таких як кварц і слюда, що спричиняють зниження заломлення матеріалу, знижується. У переважному варіанті використовуваний пірофіліт має відношення довжини до товщини, яке дорівнює щонайменше 5, переважно від 10 до 30. Переважне використання пірофіліту, що має об'ємну густину в неспресованому стані, яка становить від 300 до 600 г/л, переважно - від 300 до 400 г/л, що вимірюється згідно з DIN 53194. Переважний пірофілітовий матеріал має густину після ущі3 льнення, яка дорівнює від 800 до 1800 кг/см , переважно - від 900 до 1550 кг/см3 (DIN 55943). Переважний пірофілітовий матеріал має розмір зерен від 5 до 600 мкм, переважно від 10 до 300 мкм, більш переважно - від 10 до 200 мкм. Більш того переважний пірофілітовий матеріал має максимальну усадку 2%, переважно 1%. У даному винаході пірофіліт використовують у гідратованому вигляді, тобто гідратовану воду, присутню в натуральному вигляді, перед використанням не видаляють шляхом нагрівання або кальцинування. Однак можуть бути також використані пірофілітові матеріали, які перед використанням були частково або повністю дегідратовані. Композиція обмазки за даним винаходом включає твердий компонент, основною складовою якого є суміш метакаолініту та пірофіліту. Відношення метакаолініту до пірофіліту в такій суміші переважно складає від 1:3 до 20:1, переважно від 1:1 до 14:1, більш переважно від 1:1 до 10:1, ще більш переважно від 2:1 до 6:1, і найбільш переважно від 2:1 до 5:1. Композиція обмазки за даним винаходом переважно містить менше 5% мас, більш переважно менше 2% мас, ще більш переважно менше 1% мас, і найбільш переважно зовсім не містить діатоміту. У переважному варіанті композиції обмазки згідно з даним винаходом твердий компонент додатково містить бентоніт, гекторит або їх суміш. 88342 10 Вміст бентоніту, гекториту або їх суміші зазвичай складає від 0,1 до 10% мас, переважно від 0,1 до 5% мас, і більш переважно від 0,3 до 3% мас, з розрахунку на всі компоненти композиції. Більш того, композиція обмазки згідно з даним винаходом може при необхідності додатково містити двошарові силікати, які традиційно використовуються, і тришарові силікати, такі як, наприклад, атапульгіт, серпентини, каоліни, смектити, такі як сапоніт, монтморилоніт, бейделіт і нонтроніт, вермикуліт, іліт і слюда, в менших кількостях, наприклад, від 0,5 до 4,0% мас, переважно - від 1,0 до 2,0% мас. Композиція обмазки згідно з даним винаходом може необов'язково містити один або більше додаткових компонентів, таких як, наприклад, зв'язуючі, зволожувальні агенти, протипінні домішки, пігменти, барвники і біоциди. Метою зв'язуючого передусім є придания здатності зв'язувати інгредієнти композиції обмазки, що включає метакаолініт і пірофіліт, яка була нанесена на ливарну форму після сушіння. Зв'язуюче переважно безповоротно отверждують, таким чином формуючи зносостійке покриття на ливарній формі. Зносостійкість має велике значення для готового покриття, оскільки при недостатній зносостійкості покриття може бути пошкоджене. Зокрема, зв'язуюче не повинне повторно пом'якшуватися під дією вологи. У переважних варіантах зв'язуюче отверджують загальновідомими способами. В акрилатних системах, наприклад, тверднення може бути здійснене за допомогою радикалоутворювачів, наприклад, таких, що формують радикали після впливу на них УФ випромінюванням. Згідно з даним винаходом можуть бути використані всі зв'язуючі, що зазвичай використовуються у водних і/або водно-спиртових системах. Як зв'язуючі можуть бути використані крохмаль, декстрин, пептиди, полівініловий спирт, співполімери полівінілацетату, поліакрилова кислота, полістирол, дисперсії полівінілацетату-поліакриалу і їх суміші. У переважному варіанті даного винаходу зв'язуюче являє собою дисперсію алкідної смоли, розчинну у воді, а також в нижчих спиртах, таких як етанол, пропанол і ізопропанол. Як описано в US 3442835, приклади алкідних смол включають немодифіковані, дисперговані у воді алкідні смоли на основі натурального масла або його жирних кислот з багатоатомними спиртами, або, переважно, як описано в US 3639315, модифіковані ізоціанатом алкідні смоли, або модифіковані епоксіуретаном алкідні смоли, описані в DE 4308188. Можуть бути, наприклад, використані продукти серії Necowel від ASK GmBH, 40721 Hilden, Germany. Додатковими переважними зв'язуючими є полівінілові спирти і співполімери полівінілацетату. Зв'язуючі переважно використовують у кількості, що складає переважно від 0,1 до 5% мас, і більш переважно від 0,5 до 2% мас, з розрахунку на всі компоненти композиції обмазки. Аніонні та неіонні поверхнево-активні речовини, що мають середню і високу полярність (величина HSB становить 7 або більше), відомі фахівцеві, можуть бути використані як зволожувальні агенти. Прикладом зволожувального агента, який 11 може бути використаний у даному винаході, є діоктилсульфосукцинат динатрію. Зволожувальні агенти переважно використовують у кількості, що складає переважно від 0,01 до 1% мас, і більш переважно від 0,05 до 0,3% мас, з розрахунку на всі компоненти обмазки. Піногасники або протипінні домішки використовують для запобігання утворення піни під час отримання і нанесення композиції обмазки згідно з даним винаходом. Утворення піни під час нанесення обмазки може викликати нерегулярну товщину шару і несуцільності у покритті. Як піногасники можуть бути використані кремній і мінеральні масла. У даному винаході піногасники використовують у кількості, що складає від 0,01 до 1% мас, більш переважно від 0,05 до 0,3%) мас. У композиції обмазки згідно з даним винаходом можуть бути необов'язково використані пігменти, які традиційно використовуються, і барвники, їх при необхідності додають для отримання іншого контрасту, наприклад, між "різними шарами, або для поліпшення відділення обмазки від заготівки. Приклади пігментів включають червоний і жовтий оксид заліза, а також графіт. Приклади барвників включають комерційно доступні барвники, такі як барвники серії Luconyl від BASF. Барвники і пігменти зазвичай використовують у кількості, що складає переважно від 0,01 до 10% мас, переважно від 0,1 до 5% мас. У композиціях обмазок, розчинювальний компонент яких в основному складається з води, так звана «водна обмазка», зазвичай додають біоциди для запобігання бактерійній інвазії і, в результаті, усунення негативного впливу на реологію і здатність зв'язувальних до зв'язування. Приклади біоцидів, що використовуються, включають формальдегід, 2-метил-4-ізотіазолін-3-он (MIT),. 5-хлор-2метил-4-ізотіазолін-3-он (CIT) і 1,2бензоізотіазолін-3-он (ВІТ). Переважно використовують BIT, MIT або їх суміш. Біоциди зазвичай використовують у кількості, що складає від 0,01 до 0,5% мас. або від 10 до 1000. Розчинник у композиції обмазки згідно з даним винаходом як додатковий компонент включає воду або один або більше летких, переважно, аліфатичних спиртів, або суміші спирту (спиртів) і води, і, необов'язково, один або більше органічних летких розчинників, які відрізняються від вищезазначених спиртів. Композиції обмазки, розчинники в яких в основному складаються з води, зазвичай позначають як «водна обмазка», а композиції обмазок, розчинники яких в основному складаються зі спирту або спиртових сумішей, позначають як «спиртова обмазка». Згідно з одним з варіантів даного винаходу розчинник включає від 0 до 100% мас, переважно від 20 до 80% мас, більш переважно від 60 до 40% мас. води, а як додатковий компонент - від 0 до 100% мас, переважно від 40 до 60% мас, одного або більш летких спиртів з розрахунку на всі компоненти розчинника. Даний винахід може бути використаний для чистих водних видів обмазки, а також для чистих спиртових видів шихти, а також для сумішей води/спирту і для видів водної обмазки, які можуть бути розбавлені спиртом. Приклади переважних спиртів включають 88342 12 аліфатичні C1-C5 спирти. Приклади переважних C1-C5 спиртів включають метанол, етанол, nпропанол і ізопропанол. Етанол, ізопропанол і їх суміші переважно використовують як леткі спирти. Крім того, можуть бути необов'язково використані додаткові органічні леткі розчинники, переважно, у невеликих кількостях. їх приклади включають складний алкіловий ефір оцтової кислоти, такий як складний етиловий ефір оцтової кислоти і складний бутиловий ефір оцтової кислоти, і кетон, такий як ацетон і метилетилкетон. У переважному варіанті композиція обмазки згідно з даним винаходом включає від 10 до 40% мас. метакаолініту, від 5 до 20% мас. пірофіліту і від 10 до 85% мас. води, з розрахунку на всі компоненти композиції. Наступний переважний варіант композиції обмазки згідно з даним винаходом включає наступні компоненти: від 15 до 40% мас. метакаолініту, від 7 до 20% мас пірофіліту, від 0,1 до 5% мас бентоніту, гекториту або їх суміші, від 0,5 до 2% мас. зв'язувального, від 0,01 до 0,5% мас. біоциду і від 10 до 78% мас води. Також можуть бути отримані композиції обмазок, розчинювальний компонент в яких складається тільки з води. При розбавленні таких видів обмазки спиртом або спиртовою сумішшю вони можуть бути використані як спиртові види обмазки. У такому випадку переважно використовують етанол, ізопропанол і їх суміші. Композиції обмазки згідно з даним винаходом отримують звичайними способами. Наприклад, композицію обмазки згідно з даним винаходом отримують з використанням великої частини всієї кількості розчинника, переважно всієї кількості розчинника, наприклад, всієї кількості води, в якій розчиняють глинисті мінерали, такі як бентоніт і гекторит, за допомогою мішалки з великими зсувовими зусиллями (наприклад, від 400 до 2000 об./хв.). Потім вогнетривкі компоненти, наприклад, спочатку метакаолініт, потім пірофіліт, пігменти і барвники змішують до формування однорідної суміші. Порядок додавання не відіграє ніякої ролі або відіграє другорядну роль, і може бути легко визначений фахівцем в даній галузі техніки. Нарешті домішують змочувальні агенти, протипінні домішки, біоциди і зв'язуючі. Композиції обмазки отримують при температурі переважно від 5 до 50°С, більш переважно - від 10 до 30°С, кількість обертів змішувача переважно складає від 400 до 2000 об./хв., при цьому змішувач має зубчатий диск, при цьому, переважно d/D=0,3 до 0,7, більш переважно, d/D = від 0,4 до 0,6. Для комерційних цілей композиція обмазки згідно з даним винаходом може виготовлятися і продаватися у вигляді готової до використання сформульованої композиції для покриттів, наприклад, готової до використання обмазки. Крім того, композиція обмазки згідно з даним винаходом може виготовлятися і продаватися в концентрованому вигляді. В останньому випадку для отримання готової до використання обмазки повинна бути додана відповідна кількість розчинника, який необхідний для отримання потрібної в'язкості і густини обмазки. Більш того, композиція обмазки згідно з даним винаходом може виготовлятися і продава 13 тися у вигляді набору (багатокомпонентна упаковка, що містить два або більше контейнерів для різних компонентів), в якому, наприклад, тверді речовини і розчинник знаходяться в одному ряду в окремих контейнерах. При цьому твердий компонент може мати вигляд суміші твердих речовин у порошковому вигляді в окремому контейнері. З іншого боку, що необов'язково, використовуються додаткові рідкі компоненти, такі як, наприклад, зв'язуючі, змочувальні агенти, протипінні домішки, пігменти, барвники і біоциди, можуть міститися в такому наборі в одному або більше окремих контейнерах. Розчинник може або включати компоненти, які можуть бути необов'язково додатково використані, наприклад, в загальному контейнері, або він може міститися в окремому контейнері, ізольованому від додаткових необов'язкових компонентів. Для отримання готової до використання обмазки відповідні кількості твердих компонентів, необов'язкові додаткові компоненти і розчинник змішують один з одним. У готовому до використання стані композиція обмазки згідно з даним винаходом переважно містить тверді речовини в кількості від 20 до 80% мас, переважно - від 30 до 70% мас, з розрахунку на всі компоненти обмазки. Більш того згідно з даним винаходом також може бути отримана композиція обмазки, розчинювальний компонент якої, передусім, складається тільки з води. Шляхом додавання леткого спирту або спиртової суміші, переважно етанолу, пропанолу, ізопропанолу і їх сумішей, в переважних кількостях від 40 до 200% мас. з розрахунку на водну обмазку, з такої водної обмазки може бути отримана готова до використання спиртова обмазка. При цьому вміст твердих речовин в спиртовій обмазці згідно з даним винаходом переважно складає від 20 до 60% мас, більш переважно від 30 до 40% мас. Залежно від бажаного використання композиції обмазки, наприклад, у вигляді нижнього покриття або верхнього покриття, і бажаної товщини шару обмазки, що наноситься, можуть бути відрегульовані додаткові параметри характеристики композиції обмазки. Таким чином, композиції обмазки згідно з даним винаходом, що використовуються для покриття форм і стрижнів у ливарній справі, мають, в переважному варіанті, в'язкість від 12 до 25 сек., більш переважно від 14 до 16 сек. (визначена згідно з DIN 53211; проточна лійка 4 мм, лійка Форда). Переважна густина готової до використання обмазки складає від 20 до 50°Bé, більш переважно - від 25 до 35°Bé (втрати у масі, що визначається згідно з флотаційним методом Боме; DIN 12791). Композиції обмазки згідно з даним винаходом можуть бути використані для покриття ливарних форм. Під терміном «ливарна форма» в даному описі розуміють всі види деталей, необхідних для отримання виливку, таких як стрижні, форми і виливниці. Використання композицій обмазок згідно з даним винаходом також включає часткове покриття ливарних форм. Покриття переважно наносять на поверхні ливарної форми, які вступають в контакт з ливарним металом. Композиції обмазок підходять для всіх видів використання, в яких бажане 88342 14 покриття ливарних форм різними видами обмазок. Як приклади для ливарних форм, стрижні і форми в ливарній справі, можуть бути згадані піщані стрижні, зв'язані PUR (поліуретан) для холодного ящика, СО2 рідкого скла, MF резолом, CO2 резолу, фурановою смолою, фенолоальдегідною смолою або рідким склом/складним ефіром. Інші приклади переважних ливарних форм, на які можуть бути нанесені обмазки згідно з даним винаходом, включають, наприклад, форми, описані в "Formstoffe und Formverfahren", Eckart Flemming and Wrner Tilch, Wiley VCH, 1993, ISBN 3-527-30920-9. Спосіб покриття ливарної форми обмазкою згідно з даним винаходом включає наступні стадії: (a) отримання основної форми ливарної форми (основна ливарна форма без покриття); (b) отримання композиції обмазки згідно з даним винаходом; (c) при необхідності нанесення і сушіння щонайменше одного шару композиції для нижнього покриття на щонайменше одну частину поверхні основної ливарної форми; (d) нанесення щонайменше одного шару обмазки згідно з даним винаходом на щонайменше одну частину поверхні основної ливарної форми або ливарної форми, що містить нижнє покриття; (e) сушіння обмазки; і (f) при необхідності тверднення висушеної обмазки; в результаті якого отримують верхнє покриття. Взагалі, у ливарних формах для процесів відцентрового лиття обмазку наносять в результаті декількох операцій, тобто шарів, під час яких нанесений шар обмазки зазвичай сушать частково або повністю перед нанесенням наступного шару обмазки. Як правило, наносять від двох до п'яти шарів. Зазвичай при виготовленні великих виливків (лиття > 10 тонн (т)) обмазку наносять тільки один раз, при цьому в критичних місцях спочатку наносять нижнє покриття. При дрібних виливках (лиття до 2 т) і середньому литті (від 2 до 10 т) нижнє покриття зазвичай не наносять. Нанесення нижнього покриття на основну ливарну форму, при бажанні, може бути здійснене за допомогою всіх способів нанесення, що традиційно використовуються в даній галузі техніки. Як основні матеріали нижні покриття можуть містити, наприклад, глини, тальк, кварц, „слюду, силікат цирконію, магнезит, силікат алюмінію і шамот. Такі основні матеріали є частиною нижнього покриття, і визначають його функцію. Вони покривають поверхню ливарної форми, оберігають пори піску від проникнення в них ливарного металу і, крім іншого, також служать для теплової ізоляції ливарної форми. Способи нанесення покриттів, що традиційно використовуються, включають занурення, обливання, розпилення і розтікання. У переважному варіанті як нижнє покриття може бути також використана обмазка згідно з даним винаходом. Нижнє покриття має товщину сухого шару, що складає щонайменше 0,1 мм, переважно щонайменше 0,2 мм, більш переважно щонайменше 0,45 мм, і найбільш переважно в діапазоні від 0,3 мм до 1,5 мм. Як нижні покриття можуть бути використані водні види обмазок, а також спиртові види обма 15 зок. Для отримання верхнього покриття композиція обмазки згідно з даним винаходом може бути нанесена за допомогою всіх традиційних способів нанесення, відомих у даній галузі техніки. Приклади переважних способів нанесення включають занурення, обливання, розпилення і розтікання. Традиційні способи нанесення описані, наприклад, в "Formstoffe und Formverfahren", Eckart Flemming and Wrner Tilch, Wiley VCH5 1993, ISBN 3-52730920-9. При використанні занурення як способу нанесення покриття, ливарну форму, що необов'язково має нижнє покриття, занурюють в контейнер, що містить готову до використання композицію обмазки згідно з даним винаходом, на період, що складає приблизно від 2 секунд до 2 хвилин. Час, необхідний для стікання зайвої обмазки після нанесення покриття зануренням, залежить від показника текучості композиції обмазки, яка використовується. Після досить тривалого періоду стікання ливарну форму з нанесеним на неї покриттям піддають сушінню. При використанні розпилення як способу нанесення покриття, використовують комерційні розпилювачі з резервуарами під тиском. Згідно з даним винаходом композицію обмазки вміщують в резервуар під тиском. Під дією регульованого надмірного тиску композиція обмазки може бути подана під тиском в пістолет-розпилювач, звідки її розпилюють за допомогою окремо регульованого повітря для розпилення. При розпиленні переважно необхідно потурбуватися про те, щоб пістолетрозпилювач був відрегульований таким чином, щоб шихта, яка розпилюється, вдарялася об форму або стрижень, перебуваючи ще у вологому стані, і наносилася рівномірно. Нанесення обмазки згідно з даним винаходом може бути здійснене у вигляді одного або більше шарів. При нанесенні більшої кількості шарів кожний шар окремо після нанесення може бути підданий частковому або повному сушінню. Можуть бути використані всі традиційні способи сушіння, відомі в даній галузі техніки, такі як, наприклад, сушіння повітрям, сушіння осушеним повітрям, сушіння мікрохвильовим або інфрачервоним випромінюванням, сушіння в конвекційній печі або т.п. В переважному варіанті даного винаходу ливарну форму з нанесеним на неї покриттям сушать в конвекційній печі при температурі від 100 до 250°С, більш переважно - від 120 до 180°С. При використанні спиртової обмазки її згідно з даним винаходом переважно сушать, спалюючи спирт або суміш спиртів. При цьому ливарна форма з покриттям додатково нагрівається теплотою згоряння. У наступному переважному варіанті ливарну форму з покриттям сушать на повітрі без подальшої обробки. Після сушіння висушена обмазка може бути необов'язково піддана подальшому затвердінню. Для цього можуть бути використані всі відомі способи затвердіння. Додані стверджувані агенти можуть бути активовані за допомогою теплоти або електромагнітного випромінювання. Водна або спиртова обмазка може бути висушена, напри 88342 16 клад, при температурах нижче 100°С. Для тверднення деяких зв'язуючих, наприклад, фенольних смол, потрібні температури приблизно від 140 до 160°C Залежно від температури, яка використовується, сушіння і тверднення обмазки може бути здійснено у вигляді однієї або декількох окремих стадій. Можуть бути також використані способи вільнорадикального та іонного тверднення. Товщина сухого шару верхнього покриття, отриманого з композиції обмазки згідно з даним винаходом, складає щонайменше 0,1 мм, переважно - щонайменше 0,2 мм, більш переважно - щонайменше 0,3 мм, ще більш переважно - щонайменше 0,45 мм, особливо переважно щонайменше 0,55 мм, і найбільш переважно в діапазоні від 0,3 мм до 1,5 мм. При цьому товщиною сухого шару є товщина шару висушеної обмазки, отриманої в результаті сушіння обмазки шляхом по суті повного видалення розчинника і, необов'язково, подальшого тверднення. Товщину сухого шару нижнього покриття і верхнього покриття переважно визначають вимірюванням, використовуючи гребінку для визначення товщини вологої плівки. Товщина шару може бути, наприклад, виміряна гребінкою шляхом частого зіскрібання обмазки у кінцевих відміток гребінки доти, поки не з'явиться основа. Потім товщина сухого шару може бути визначена біля відміток зубців. Альтернативно, товщина вологого шару може бути визначена в неполірованому стані, при якому товщина сухого шару складає від 70 до 80% від товщини неполірованого шару. («Неполірований» шар являє собою шар, що більше не має текучості, в якому вміст розчинника знижений настільки, що поверхня більше не блищить). Ливарні форми, покриті висушеною обмазкою згідно з даним винаходом, яка далі також називається «верхнім покриттям», переважно використовують в процесах відцентрового лиття і процесах крупномасштабного лиття. Основні принципи згаданих способів лиття описані, наприклад, в Stefan Hasse, "Gieβereilexikon", Schiele und Schon, Berlin, 1997. При виготовленні великих виливків порожню постійну форму, наприклад, виготовлену з піску, сталі або ливарного чавуна, наповнюють рідким ливарним металом, зазвичай під дією сили тяжіння. Конфігурація ливарної форми повністю визначається шаблоном. У процесі відцентрового лиття ливарний метал заливають в трубчасту або кільцеподібну виливницю, що обертається навколо своєї осі, при цьому ливарний метал формують у вигляді банок, кілець і труб (наприклад, напірні труби, виготовлені з ливарного чавуна; труби, виготовлені з міді і мідних сплавів; поршневі кільця, гільзи циліндрів, ребристі циліндри) під дією відцентрової сили. Під дією такої сили утворюється вісесиметричне заглиблення, яке залишається до затвердіння виливка. Товщина стінок залежить від кількості доданого металу. У процесі виготовлення великих виливків обмазку згідно з даним винаходом переважно наносять, занурюючи або обливаючи основну ливарну форму у ванні для занурення або заливання. В результаті крупномасштабного лиття з обмащувальної композиції згідно з даним винаходом переважно отримують верхні покриття, 17 які мають товщину від 0,3 до 1,5 мм. Для відцентрового лиття з композиції обмазки згідно з даним винаходом переважно формують верхнє покриття, яке має товщину від 0,3 до 1,2 мм. Ливарні форми, які мають верхнє покриття, отримане з композиції обмазки згідно з даним винаходом, є одними з багатьох пристроїв, що використовується для виготовлення труб, гільз циліндрів, двигунів і компонентів двигунів, станин станків, турбін і загальних компонентів машин. Далі даний винахід проілюстрований наступними прикладами. Приклади Обмазка для відцентрового лиття Обмазка для відцентрового лиття, яка використовується в описуваних прикладах, містить наступні компоненти (% мас): Satintone Plus 25,00 Ругах RG 140 25,00 Бентоніт 00,60 Гекторит 00,20 Біоцид 00,20 Вода 49,00 Santintone Plus: метакаолініт, розмір частинок 2,0 мкм; виготовлений Engelhard Cooperation, Iseli, USA Ругах RG 140: пірофіліт, що має розмір частинок близько 80 мкм; виготовлений R.T. Vanderbilt Company Inc., Norwalk, USA Бентоніт: Greenbond; виготовлений Sudchemie AG, 80333 Munich, Germany Гекторит: Bentone EW; виготовлений Elementis Specialities Inc., NJ 08520 Hightstown, USA Біоцид: Acticide MBS (BIT, MIT) від Thor Ltd., Margate Kent CT9 4JY, UK. Обмазку для відцентрового лиття готують таким чином: беруть загальну кількість води і за допомогою мішалки з великими зсувовими зусиллями Ekato (1000 об./хв., зубчатий диск має d/D=0,5) протягом щонайменше 15 хвилин розчиняють в ньому бентоніт і гекторит. Потім додають вогнетривкі компоненти метакаолініт і пірофіліт і перемішування продовжують протягом щонайменше 15 хвилин до формування однорідної суміші. В кінці домішують біоцид. В'язкість становить 9,6 сек при використанні лійки DIN 6 або 33 секунди при використанні лійки DIN 4. Обмазка, що розбавляється водою, для лиття під тиском Обмазка, що розбавляється водою, для лиття під тиском, яка використовується в описуваних прикладах містить наступні компоненти (% мас): Satintone W 25,00 Ругах RG 140 25,00 Бентоніт 02,00 00,05 Змочувальний агент Піногасник 00,20 Розчин зв'язуючого 02,00 Біоцид 00,20 Вода 45,55 Santintone W: метакаолініт, об'ємна густина (сипка) - близько 300 г/л, розмір частинок близько 88342 18 1,5 мкм; виготовлений Engelhard Cooperation, Iseli, USA Ругах RG 140: пірофіліт, що має розмір частинок близько 80 мкм; виготовлений R.T. Vanderbilt Company Inc., Norwalk, USA Бентоніт: Greenbond; виготовлений Sudchemie AG, 80333 Munich, Germany Змочувальний агент: традиційний змочувальний агент від компанії "Henkel AG", 40589 Dusseldorf, Germany Піногасник: традиційний піногасник від компанії "Henkel AG", 405 89 Dusseldorf, Germany Розчин зв'язуючого: Polyviol; Wacker-Chemie GmBH, 81737 Munich, Germany Біоцид: Acticide MBS (BIT, MIT) від Thor Ltd., Margate Kent CT9 4JY, UK. Обмазку для лиття під тиском готують згідно з описаною вище методикою для обмазки для відцентрового лиття. Густина отриманої обмазки 3 складає від 1,3 до 1,4 г/см , а в'язкість за Брукфілдом складає від 2 до 5 Пасек. Обмазка, що розбавляється спиртом, для лиття під тиском Обмазка, що розбавляється спиртом, для лиття під тиском, яка використовується в описуваних прикладах, містить наступні компоненти (% мас): Satintone W 25,80 Ругах RG 140 25,80 Бентоніт 02,06 Графіт 05,16 Оксид заліза 03,10 -Змочувальний агент 00,05 Піногасник 00,20 Розчин зв'язуючого 01,91 Біоцид 00,05 Вода 36,12 Santintone W: метакаолініт, виготовлений Engelhard Cooperation, Iseli, USA, має об'ємну густину (сипка) близько 300 г/л і розмір частинок близько 1,5 мкм; Pyrax RG 140: пірофіліт, що має розмір частинок близько 80 мкм; виготовлений R.T. Vanderbilt Company Inc., Norwalk, USA Бентоніт: Greenbond; виготовлений Sudchemie AG, 80333 Munich, Germany Змочувальний агент: традиційний змочувальний агент від компанії "Henkel AG", 40589 Dusseldorf, Germany Графіт: компанія "Georg Н. Luh GmbH, 65396 Walluf, Germany Оксид заліза: жовтий оксид заліза, Bayer AG, 51368 Leverkusen, Germany Розчин зв'язуючого: Necowel, ASK GmbH, 40721 Hilden, Germany 19 88342 Біоцид: Acticide MBS (BIT, MIT) від Thor Ltd., Margate Kent CT9 4JY, UK. Обмазку для лиття під тиском готують згідно з описаною вище методикою для обмазки для відцентрового лиття. Готова обмазка має густина шпинделя, що дорівнює 80°Bé. Приклад 1 Процес відцентрового лиття з використанням вищеописаної обмазки для відцентрового лиття Вищеописана обмазка для відцентрового лиття має наступні характеристики: густина 50°Bé в'язкість: 9,6 секунд при використанні лійки DIN 6; 33 секунди при використанні лійки DIN 4. Для отримання робочої консистенції 15 л (20 кг) обмазки додатково розбавляють 5 л води, отримуючи густину 37°Bé і в'язкість 13,2 сек (лійка DIN 4). Трубу отримують за допомогою процесу відцентрового лиття. На виливницю (внутрішній діаметр близько 90 мм), що використовується, заздалегідь нагріту до температури близько 200°С, наносять покриття з композиції обмазки згідно з даним винаходом під тиском 0,9 бар, використовуючи шліцьову розпилювальну трубку Дюкера і швидкість подачі 500 мм/сек. Товщина сухого шару становить 0,65 мм. Завдяки тепловмісту виливниці обмазка сохне під час процесу розпилення. Отримують верхнє покриття, яке має придатну поверхню. При відцентровому литті труба виявляє хороші волочильні властивості. Металургійні випробування показують бажану присутність графіту у виливці з сірого чавуна, що свідчить про достатній ізолюючий ефект обмазки. Приклад 2 Процес відцентрового лиття з використанням вищеописаної обмазки для відцентрового лиття Як і у прикладі 1, трубу отримують за допомогою процесу відцентрового лиття. Однак на відміну від прикладу 1, товщина сухого шару верхнього покриття становить 0,85 мм. Отримане верхнє покриття має придатну поверхню. Волочильні властивості труби хороші. Металургійні випробування показують бажане формування графіту і відповідний рівень твердості виливка з сірого чавуна, що свідчить про достатній ізолюючий ефект обмазки. Приклад 3 Стрижень для PUCB для V-подібного двигуна Стрижень для PUCB (поліуретановий холодний ящик) для V-подібного двигуна обробляють вищеописаною розчинною у воді обмазкою для лиття під тиском. Для стрижня використовують 100% отверджений холодним способом пісок (холодне тверднення означає процес самотверднення, при якому фуранову смолу стверджують за Комп’ютерна верстка Д. Шеверун 20 допомогою паратолуолсульфонової кислоти. Пісок таких стрижнів або форм регенерують, тобто його роблять придатним для повторного використання за допомогою процесу притирання. У даному прикладі пісок використовують для процесу тверднення газом (амін) PUBC Для отримання робочої консистенції 100 частин мас. обмазки для лиття під тиском розбавляють 5 частинами мас. води. Виготовлення обмазки: Густина 44°Bé вязкість: >25 сек. (лійка DIN 4) Обмазку наносять на стрижень за допомогою обливання. Текучість обмазки є високою, а товщина вологого шару становить 250 мкм. Стрижень сушать в камерній печі з рециркулюючим повітрям при температурі від 160 до 180°C Покриття з висушеної обмазки для даного стрижня є мінімальним. Виливок не має дефектів. Приклад 4 Стрижень для внутрішньої порожнини картера двигуна, фуранова смола Подібно до методики з прикладу 3, вищеописану розчинну у воді обмазку для лиття під тиском наносять на необроблений стрижень для внутрішньої порожнини картера двигуна, виготовлений з фуранової смоли. Для отримання робочої консистенції 100 частин мас. обмазки розбавляють 5 частинами мас. води. обмазака має: густину 44°Bé в'язкість: >18,4 сек. (лійка DIN 4) Текучість обмазки є високою, а товщина вологого шару становить 300 мкм. Виливок не має дефектів. Приклад 5 Затверднені холодним способом ливарні форми обробляють вищезазначеною розбавленою спиртом обмазкою для лиття під тиском. Після доставки вищеописану обмазку для лиття під тиском, що має шпиндельну густину 80°Bé, розбавляють до шпиндельної щільності 9°Bé, і в результаті 80% розбавлення (60% ізопропанолу, 40% етанолу) від загальної кількості обмазки отримують в'язкість 13,0 сек. і масу на літр, яка складає 1000 г/л. Після такого наведення отверджені холодним способом форми заливають. У порівнянні з традиційною обмазкою з пірофіліту/ізопропанолу на ділянці для заливання відчувається істотно менш сильний неприємний запах. Товщина вологого шару складає від 250 до 300 мкм. Ливарні форми можуть бути також повністю висушені шляхом спалювання спирту і мати високий опір стиранню. Виникнення при сушінні тріщин або газових порожнин не спостерігається. У порівнянні з обмазкою з пірофіліту/ізопропанолу при здійсненні описаного лиття явних проблем не виникло. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSizing composition for casting moulds
Автори англійськоюStoetzel Reinhard, Pitamitz Herbert, Lederer Gernot
Назва патенту російськоюКомпозиция обмазки для литейных форм
Автори російськоюШтетцель Райнхард, Питамитц Херберт, Ледерер Гернот
МПК / Мітки
МПК: B22D 13/10, B22C 3/00
Мітки: форм, обмазки, композиція, ливарних
Код посилання
<a href="https://ua.patents.su/10-88342-kompoziciya-obmazki-dlya-livarnikh-form.html" target="_blank" rel="follow" title="База патентів України">Композиція обмазки для ливарних форм</a>
Композиція, придатна для виготовлення гільз та інших елементів додатків і ливників для ливарних форм (варіанти), спосіб виготовлення гільз та інших елементів додатків та ливників для ливарних форм (варіанти), г
Номер патенту: 56175
Опубліковано: 15.05.2003
Автори: ПОСАДА ФЕРНАНДЕС Томас, ДІАЗ МАРУРІ Франціско Хосе, ЛАСА УРТЕАГА Хосе Хоакін, ПРАТ УРРЕСТЬЕТА Хайме, ІГЛЕСІАС ФЕРНАНДЕС Луіс, САМПЕДРО ГЕРЕНАБАРРЕНА Рафаель
Мітки: додатків, ливарних, композиція, виготовлення, елементів, варіанти, спосіб, ливників, інших, гільз, придатна, форм
Формула / Реферат:
1. Композиція, придатна для виготовлення екзотермічних гільз та інших елементів додатків і ливників для ливарних форм, яка містить алюмосилікатні порожнисті мікрокульки із вмістом оксиду алюмінію менше ніж 38% (мас.), зв'язувальну речовину і присадки у неволокнистій формі, для забезпечення екзотермічної здатності.2. Композиція за п. 1, де вміст оксиду алюмінію у зазначених алюмосилікатних порожнистих мікрокульках становить від 20%...
Спосіб виготовлення металевих ливарних форм
Номер патенту: 51030
Опубліковано: 15.11.2002
Автори: Левицький Микола Іванович, Мірошниченко Володимир Іванович, Ладохін Сергій Васильович, Аникін Юрій Пилипович
МПК: B22D 15/00
Мітки: ливарних, металевих, спосіб, форм, виготовлення
Формула / Реферат:
Спосіб виготовлення металевих ливарних форм, що включає формування зовнішніх габаритів і робочої порожнини, який відрізняється тим, що формування зовнішніх габаритів і робочої порожнини мідної форми здійснюється методом лиття у вакуумі з застосуванням електронно-променевої плавки.
Склад обмазки для борування металевих виробів
Номер патенту: 69016
Опубліковано: 16.08.2004
Автори: Алімов Валерій Іванович, Плахов Леонід Семенович, Осипов Олексій Олексійович, Кримов Віталій Миколайович
МПК: C23C 8/00
Мітки: обмазки, склад, борування, виробів, металевих
Формула / Реферат:
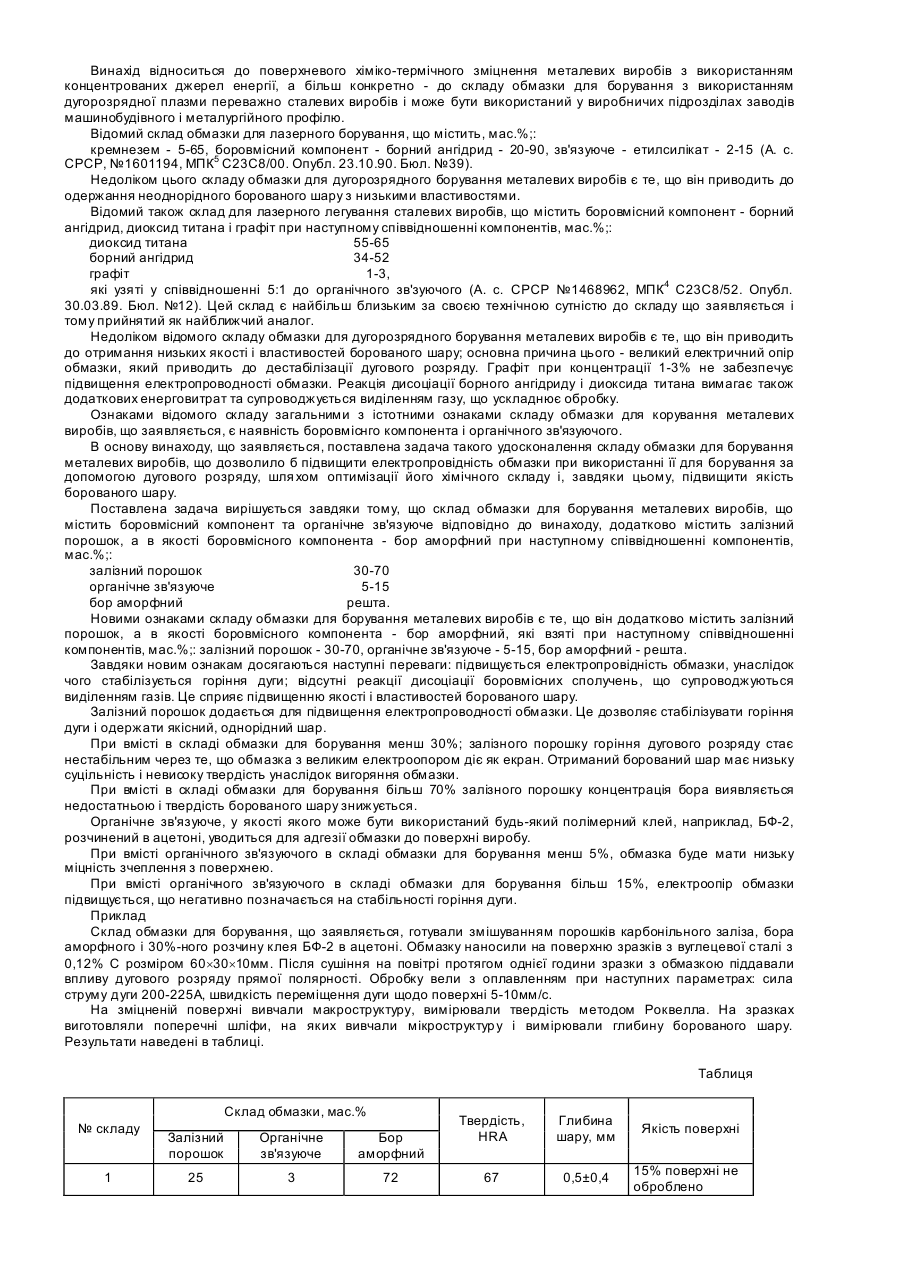
Склад обмазки для борування металевих виробів, що містить боровмісний компонент і органічне зв'язуюче, який відрізняється тим, що він додатково містить залізний порошок, а як боровмісний компонент - бор аморфний при наступному співвідношенні компонентів, мас. %: залізний порошок 30-70 органічне зв'язуюче 5-15 бор аморфний решта.
Прокладка ущільнювальна для ливарних форм
Номер патенту: 31551
Опубліковано: 15.12.2000
Автори: Марков Юрій Ілліч, Харченко Борис Васильович, Марков Інокентій Юр'євич
МПК: B22D 7/08
Мітки: ливарних, форм, прокладка, ущільнювальна
Текст:
...оболонки цілою найтонша вуглецева плівка, що спікання утворюється після ущільнювального поверхні роздавленого піролізу елемента з ливарною ущільнювального зменшенню пилоутворення за видалення відпрацьованого оболонки, рахунок попереджує формою елемента, забезпечення ущільнювального по що всій сприяє можливості елемента крупними частинами, що спеклися. За третім пунктом формули винаходу Прокладка ущільнювальна...
Прокладка ущільнювальна для ливарних форм
Номер патенту: 57220
Опубліковано: 16.06.2003
Автори: Марков Інокентій Юрійович, Марков Юрій Ілліч
МПК: B22D 7/08
Мітки: прокладка, форм, ливарних, ущільнювальна
Формула / Реферат:
1. Прокладка ущільнювальна для ливарних форм, що має ущільнювальний елемент із вогнетривкого матеріалу, яка відрізняється тим, що ущільнювальний елемент виконаний із пластичної маси, яка містить суміш глини з абразивним вогнетривким порошком, і оснащений оболонкою із синтетичного полімеру, яка має торцеві технологічні отвори для виходу повітря в процесі ущільнення зазору ливарної форми.2. Прокладка за п. 1, яка відрізняється тим, що...
Попередній патент: Апарат для виробництва ферментованих солодів
Наступний патент: Спосіб одержання 1,2-дихлоретану, вінілхлориду та полівінілхлориду
Випадковий патент: Спосіб реконструкції малоповерхової будівлі