Прокладка ущільнювальна для ливарних форм
Формула / Реферат
1. Прокладка ущільнювальна для ливарних форм, що має ущільнювальний елемент із вогнетривкого матеріалу, яка відрізняється тим, що ущільнювальний елемент виконаний із пластичної маси, яка містить суміш глини з абразивним вогнетривким порошком, і оснащений оболонкою із синтетичного полімеру, яка має торцеві технологічні отвори для виходу повітря в процесі ущільнення зазору ливарної форми.
2. Прокладка за п. 1, яка відрізняється тим, що ущільнювальний елемент виконаний із пластичної маси, яка містить 5-20 мас. % абразивного вогнетривкого порошку, за який використовують пісок.
3. Прокладка за п. 1 або п. 2, яка відрізняється тим, що площа прохідного перерізу оболонки для ущільнювального елемента в 1,2-2,3 рази перевищує площу поперечного перерізу ущільнювального елемента.
4. Прокладка за будь-яким з пунктів 1-3, яка відрізняється тим, що оболонка для ущільнювального елемента виконана з поліетилену.
5. Прокладка за будь-яким з пунктів 1-4, яка відрізняється тим, що оболонка для ущільнювального елемента виконана зі швом, який має міцність, нижчу, ніж міцність матеріалу оболонки і який розташований на зовнішньому боці прокладки при її використанні.
6. Прокладка за будь-яким з пунктів 1-5, яка відрізняється тим, що ущільнювальний елемент виконаний із пластичної маси, що додатково містить водяний розчин органічного або неорганічного засобу для зміцнення, за який використовують сульфітно-спиртову барду або рідке скло.
7. Прокладка за будь-яким з пунктів 1-6, яка відрізняється тим, що ущільнювальний елемент виконаний із пластичної маси, що додатково містить волокна натуральні або хімічні або мінерального походження.
Текст
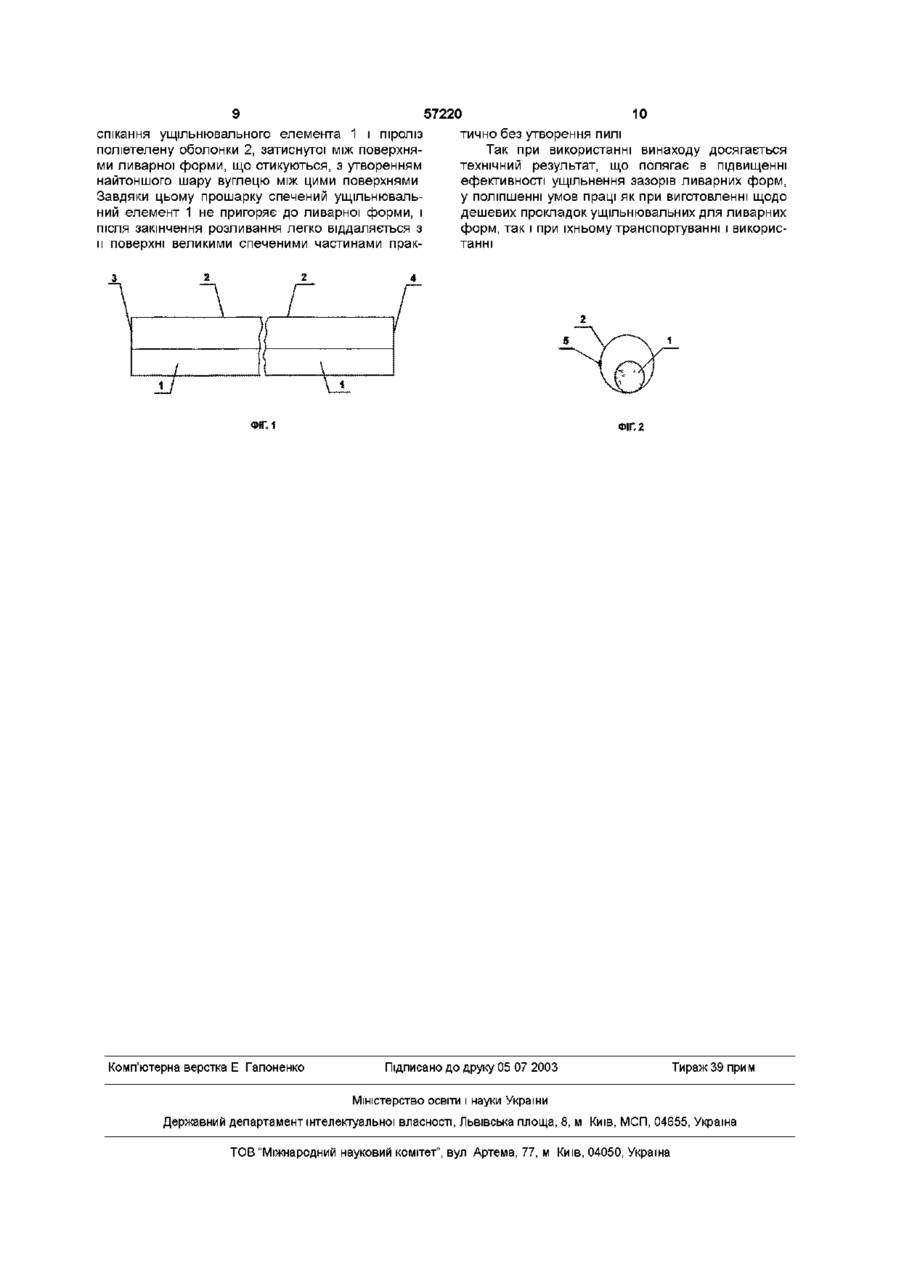
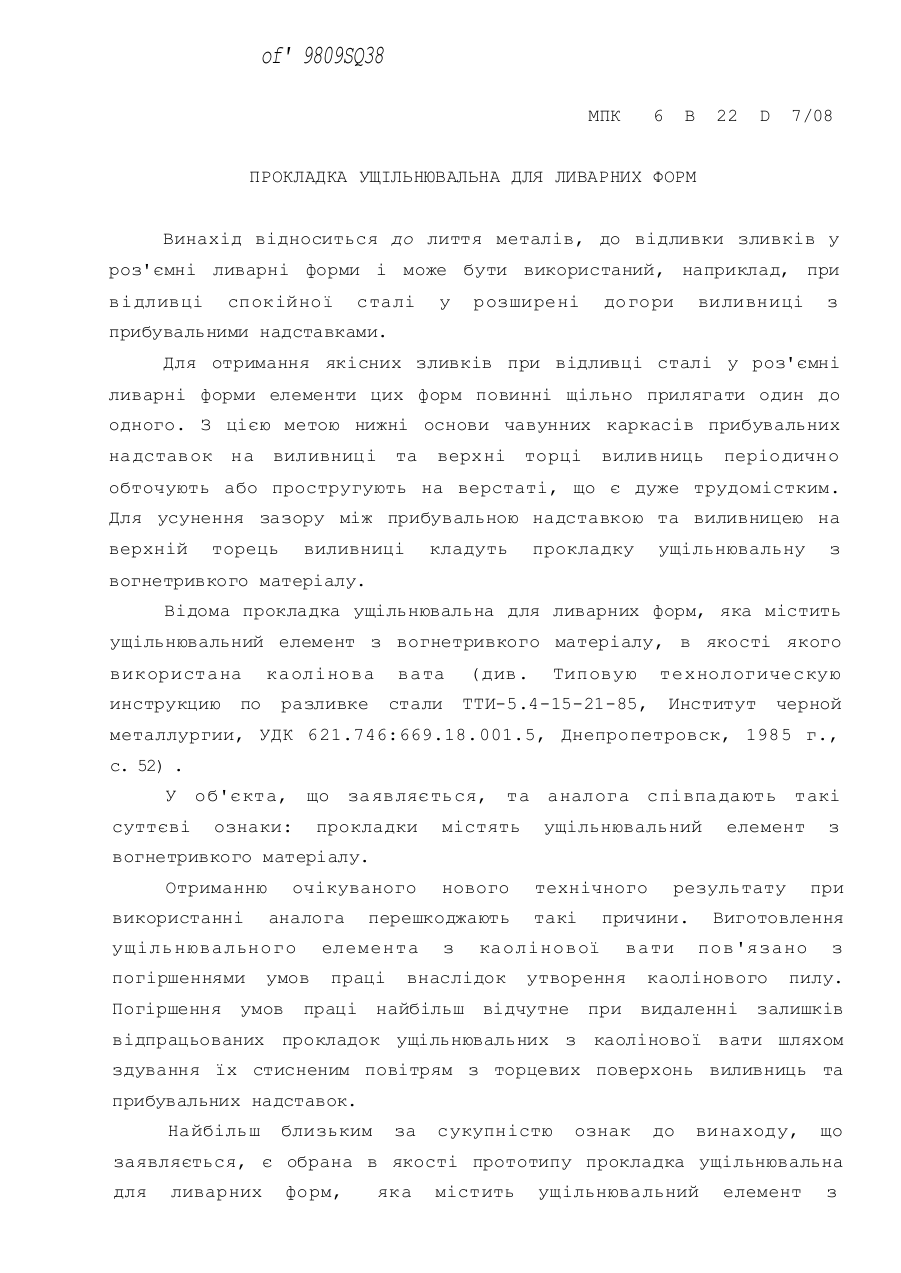
1 Прокладка ущільнювальна для ливарних форм, що має ущільнювальний елемент із вогнетривкого матеріалу, яка відрізняється тим, що ущільнювальний елемент виконаний із пластичної маси, яка містить суміш глини з абразивним вогнетривким порошком, і постачений оболонкою із синтетичного полімеру, яка має торцеві технологічні отвори для виходу повітря в процесі ущільнення зазору ливарної форми 2 Прокладка за п 1, яка відрізняється тим, що ущільнювальний елемент виконаний із пластичної маси, яка містить 5-20 мас % абразивного вогнетривкого порошку, у якості якого використовують ПІСОК 3 Прокладка за п 1 або п 2, яка відрізняється тим, що площа прохідного перетину оболонки для ущільнювального елемента в 1,2-2,3 рази пере вищує площу поперечного переріза ущільнювального елемента 4 Прокладка за будь-яким з пунктів 1-3, яка відрізняється тим, що оболонка для ущільнювального елемента виконана з поліетилену 5 Прокладка за будь-яким з пунктів 1-4, яка відрізняється тим, що оболонка для ущільнювального елемента виконана зі швом, який має МІЦНІСТЬ нижче, ніж МІЦНІСТЬ матеріалу оболонки і який розташований на зовнішньому боці прокладки при її використанні 6 Прокладка за будь-яким з пунктів 1-5, яка відрізняється тим, що ущільнювальний елемент виконаний із пластичної маси, що додатково містить водяний розчин органічного або неорганічного засобу для зміцнення, в якості якого використовують сульфітно-спиртову барду або рідке скло 7 Прокладка за будь-яким з пунктів 1-6, яка відрізняється тим, що ущільнювальний елемент виконаний із пластичної маси, що додатково містить волокна натуральні або ХІМІЧНІ або мінерального походження 1 ю Винахід відноситься до лиття металів, до виливка злитків у рознімні ливарні форми і може бути використаний, наприклад, при розливанні стали в розширені догори ливарні форми з прибутковими надставками Для одержання якісних злитків при виливанні стали в рознімні ливарні форми елементи цих форм повинні щільно прилягати друг до друга З цією метою нижні підстави чавунних каркасів прибуткових надставок на ливарні форми і верхні торці ливарних форм періодично обточують на верстаті, що пов'язано з великою трудомісткістю Для усунення зазору між прибутковою надставкою і ливарною формою на верхній торець ливарні форми укладають прокладку ущільнювальну з вогне тривкого матеріалу Відома прокладка ущільнювальна для ливарних форм, що має ущільнювальний елемент із вогнетривкого матеріалу, у якості якого використана каолінова вата (див Типову технологічну інструкцію з розливання стали ТТИ-5 4-15-21 -85, Інститут чорної металурги, УДК 621746 669 18 0015, Дніпропетровськ, 1985р , с 52) У об'єкта, що заявляється, і аналога збігаються наступні суттєві ознаки прокладки містять ущільнювальний елемент із вогнетривкого матеріалу Одержанню очікуваного технічного результату при використанні аналога перешкоджають наступні причини Виготовлення ущільнювального еле 57220 мента з каолінової вати звязано з погіршеннями умов праці через утворення каолінового пилу Погіршення умов праці найбільш відчутно при видаленні залишків відпрацьованих прокладок ущільнювальних з каолінової вати шляхом здування їх стисненим повітрям з торцевих поверхонь ливарних форм і прибуткових надставок Найбільш близьким по сукупності ознак до винаходу, що заявляється, є обрана як прототип прокладка ущільнювальна для ливарних форм, що має ущільнювальний елемент із вогнетривкого матеріалу, у якості якого використана азбестова прокладка (див Типову технологічну інструкцію з розливання стали ТТИ-5 4-15-21-85, Інститут чорної металурги, УДК 621 746 66918 001 5, Дніпропетровськ, 1985р , с 52) У об'єкта, що заявляється, і прототипу збігаються наступні суттєві ознаки прокладки містять ущільнювальний елемент із вогнетривкого матеріалу Одержанню очікуваного технічного результату при використанні прототипу перешкоджають такі причини Ущільнювальний елемент з азбесту, особливо у випадках використання його для багаторазових форм, не забезпечує ефективне ущільнення зазору між прибутковою надставкою і ливарною формою через те, що частки азбесту не сковзають друг щодо друга в різних напрямках у процесі ущільнення Це приводить до нераціонального розподілу азбесту по периметру, що ущільнюється, до недостатньої його КІЛЬКОСТІ саме в тих місцях на поверхнях, що ущільнюються, на яких маються значні вироблені чи поглиблення тріщини, у які може затікати рідкий метал Застиглий у поглибленнях і тріщинах метал перешкоджає СПОКІЙНІЙ усадці злитка, що приводить до утворення тріщин Використання прототипу погіршує умови праці через канцерогенні властивості пилоподібних часточок азбесту Погіршення умов праці найбільш відчутно при видаленні залишків відпрацьованих прокладок ущільнювальних з азбесту шляхом здування їх стисненим повітрям з торцевих поверхонь ливарних форм і прибуткових надставок, що приводить до підвищення вмісту канцерогенних пилоподібних часток азбесту в навколишнім середовищі Крім того, вартість ущільнювальних прокладок з азбесту дуже висока В основу винаходу поставлено задачу створити таку прокладку ущільнювальну для ливарних форм, у якій удосконалення шляхом уведення нових елементів і зміни матеріалу, з яких виготовлені елементи, дозволило б при використанні винаходу забезпечити досягнення технічного результату, що полягає в підвищенні ефективності ущільнення зазорів ливарних форм Винахід, що заявляється, характеризується наступними істотними ознаками, які виражені визначеними поняттями, достатніми для їхньої ідентифікації, спрямовані на рішення поставленої задачі і достатні для досягнення очікуваного технічного результату у всіх випадках, на яких поширюється обсяг правової охорони Прокладка ущільнювальна для ливарних форм, що заявляється в якості винаходу, містить ущільнювальний елемент із вогнетривкого матеріалу і від прототипу відрізняється тим, що ущільню вальний елемент виконаний із пластичної маси, яка містить суміш глини з абразивним вогнетривким порошком При цьому ущільнювальний елемент має оболонку із синтетичного полімеру, яка має торцеві технологічні отвори для виходу повітря в процесі ущільнення зазору ливарної форми При використанні винаходу очікується досягнення технічного результату, що полягає в підвищенні ефективності ущільнення зазорів ливарних форм Між сукупністю суттєвих ознак винаходу і технічним результатом, що досягається, існує такий причинно-наслідковий зв'язок Виконання ущільнювального елемента з пластичної маси, що містить суміш глини з абразивним порошком, забезпечує надійне ущільнення зазорів ливарних форм за рахунок розтікання пластичної глиняної маси під дією ваги верхньої частини форми (прибуткової надставки) і рівномірного заповнення усіх вироблених поглиблень на поверхнях, що ущільнюються, і навіть нерівномірних і малих зазорів між елементами ливарних форм При цьому пластична глиняна маса в процесі виготовлення прокладки ущільнювальної для ливарних форм і в процесі ущільнення ливарних форм не утворить шкідливого пилу Наявність твердих абразивних часток (наприклад, піску) у середовищі часток пластичної глини незначно зменшує плинність пластичної маси і сприяє формуванню між поверхнями оптимального ущільненого, що ущільнюються, зазору Крім того, наявність абразивних часток перешкоджає при транспортуванні ливарних форм, за рахунок підвищення коефіцієнта тертя між ущільнювальною прокладкою і стискаючими її металевими поверхнями форми, взаємному зсуву поверхонь, що ущільнюються, у результаті чого стабілізується ущільнений зазор, запобігається затікання і затвердіння металу між ущільненими поверхнями, що сприяє підвищенню якості злитка Після заливання в ливарну форму рідкого металу пластична маса на основі глини під впливом високої температури спікається, і при її видаленні після розливання утворяться глиняні черепки, а не пил, який погіршує умови праці Розміщення ущільнювального елемента з пластичної маси усередині оболонки із синтетичного полімеру забезпечує тривале збереження пластичних властивостей ущільнювального елемента, за рахунок уповільнення його висихання при ізоляції від взаємодії з навколишнім середовищем у процесі збереження і транспортування При цьому спрощується процес укладання прокладок при ущільненні ливарних форм Технологічні отвори в торцях оболонки перешкоджають передчасному руйнуванню оболонки стисненим повітрям при деформуванні прокладки в процесі ущільнення контактуючих поверхонь ливарних форм Крім того, тому що оболонка із синтетичного полімеру знаходиться в затиснутому стані між елементами ливарної форми, то під впливом високої температури і практично без доступу повітря відбувається її піроліз з утворенням найтоншого шару з вуглецю Завдяки цьому шару забезпечуються протипригарні властивості для ущільнювального елемента, запобігається спікання пластичної маси з поверхнями, що ущільнюються, і спрощується процес видалення глиняних 57220 черепків спеченого ущільнювального елемента за рахунок забезпечення можливості видалення глиняних черепків практично без утворення пилу Як синтетичний полімер для виготовлення оболонки може бути використаний, наприклад, поліетилен чи полівінілхлорид В окремих випадках виконання винахід, що заявляється, характеризується наступними ВІДМІТНИМИ ВІД прототипу ознаками ущільнювальний елемент виконаний із пластичної маси, що містить 5 - 20мас % абразивного вогнетривкого порошку, у якості якого використовують ПІСОК, площа прохідного перетину оболонки для ущільнювального елемента в 1,2 - 2,3 рази перевищує площу поперечного переріза ущільнювального елемента, оболонка для ущільнювального елемента виконана зі швом, що має МІЦНІСТЬ нижче, ніж МІЦНІСТЬ матеріалу оболонки, і розташований на зовнішньої сторони прокладки при її використанні, ущільнювальний елемент виконаний із пластичної маси, що додатково містить водяний розчин органічного або неорганічного закріпляючого засобу, у якості якого використовують сульфітноспиртову барду або рідке скло, ущільнювальний елемент виконаний із пластичної маси, що додатково містить волокна натуральні чи ХІМІЧНІ чи мінерального походження При введенні в пластичну масу ущільнювального елемента абразивного порошку (наприклад, піску) менш чим 5мас % ефективність ущільнення контактуючих поверхонь ливарних форм підвищується не дуже значно, а при перевищенні масової частки піску 20% необ ґрунтова но зростають його витрати і, крім того, у порівнянні з оптимальними властивостями, погіршуються пластичні властивості ущільнювального елемента Виконання оболонки для ущільнювального елемента з площею прохідного перетину більшої в 1,2 - 2,3, чим це необхідно для розміщення ущільнювального елемента при його стиску, крім спрощення технології виготовлення прокладки, у ряді випадків, запобігає руйнуванню оболонки при роздавлюванні пластичної маси ущільнювального елемента під вагою прибуткової чи надставки ливарні форми Найтонша вуглецева плівка, що утвориться після піролізу органічної речовини оболонки, запобігає спіканню ущільнювального елемента з ливарною формою по всій поверхні роздавленого ущільнювального елемента, що сприяє зменшенню утворення пилі і трудових витрат, за рахунок забезпечення можливості видалення відпрацьованого ущільнювального елемента великими спеченими частинами Якщо площа прохідного перетину оболонки для ущільнювального елемента перевищує площу поперечного переріза ущільнювального елемента менш чим у 1,2 рази, то, крім ускладнення технологи виготовлення прокладки, у ряді випадків, можливо механічне руйнування оболонки при роздавлюванні пластичної глиняної маси ущільнювального елемента під вагою прибуткової надставки При швидкому опусканні верхньої частини форми, через, отвори, що утворяться в оболонці, можливе влучення пластичної маси ущільнювального еле мента на внутрішню поверхню ливарної форми, що приведе до погіршення якості готової продукції Перевищення площі прохідного перетину оболонки для ущільнювального елемента більш ніж у 2,3 рази недоцільно так, як після сплющування оболонки і пластичної маси до утворення прокладки оптимальної товщини, зайво широкі крайові ділянки оболонки практично не беруть участь у процесі ущільнення й в утворенні протипригарного покриття для спеченого ущільнювального елемента Виконання оболонки для ущільнювального елемента зі швом, що має МІЦНІСТЬ нижче, ніж МІЦНІСТЬ матеріалу оболонки, і який розташований на тій стороні ущільнювальної прокладки, що при її використанні буде зовнішньої, забезпечує при ударних навантаженнях (наприклад, у процесі швидкого встановлення прибуткової надставки) руйнування оболонки в заданому МІСЦІ ПО шву з зовнішньої сторони ливарної форми, що запобігає влученню пластичної маси на внутрішню поверхню ливарної форми Введення в пластичну масу ущільнювального елемента водяного розчину органічного чи неорганічного закріпляючого засобу сприяє одержанню пластичних оптимальних властивостей, підвищує МІЦНІСТЬ прокладки в осьовому напрямку, знижує схильність до утворення розривів по довжині пластичної маси Виконання оболонки для ущільнювального елемента, наприклад, з поліетилену, обумовлено досить великою МІЦНІСТЮ цього матеріалу при малій товщині плівки (20 - 50) * 10 6м), його технологічністю при виготовленні замкнутої оболонки і здатністю до піролізу При підвищенні температури в ущільнених зазорах ливарних форм у процесі піролізу поліетилену утвориться найтонший прошарок з вуглецю, що сприяє зменшенню утворення пилі, за рахунок можливості видалення відпрацьованого ущільнювального елемента великими спеченими частинами Уведення волокон у пластичну масу ущільнювального елемента підвищує його МІЦНІСТЬ, знижує схильність до розтріскування глиняної маси Це, в ряді випадків, необхідно при тривалому збереженні прокладки, її транспортуванню й укладанню Як волокна можуть бути використані некондиційні волокна ХІМІЧНІ чи натуральні рослинного (бавовна, льон, джут), тваринного (вовна, шовк) і мінерального (азбест) походження Граничні значення параметрів, що включені у формулу винаходу, визначені експериментально Даний винахід забезпечує також досягнення інших технічних результатів, що полягають у підвищенні терміну служби ливарних форм, ущільнених за допомогою прокладки, що заявляється, і підвищенні якості прокату зі злитків, відлитих у ці ливарні форми Досягненню цих технічних результатів сприяє наступний причинно - наслідковий зв'язок з ВІДМІТНИМИ ознаками винаходу Виконання ущільнювального елемента пластичним із суміші глини з абразивним порошком і наявність оболонки із синтетичного полімеру забезпечує гарне заповнення пластичним ущільнювальним елементом усіх нерівномірних зазорів і поглиблень на контактуючих площинах ливарної форми і прибуткової надстав 57220 ки Ущільнювальний елемент разом з найтоншої, плівкою з вуглецю, що не змочується рідким металом і яка утвориться при піролізу оболонки, перешкоджає влученню рідкого металу між контактуючими площинами ливарної форми, що запобігає руйнуванню цих площин Відсутність затікань рідкого металу між контактуючими площинами ливарні форми і прибуткової надставки забезпечує вільну усадку виливка при затвердінні, дозволяє зменшити при наступній прокатці злитка появу в прокаті таких дефектів, як плівки і тріщини Сутність винаходу пояснюється матеріалами, що ілюструють, на яких зображено на фіг 1 - загальний вид прокладки ущільнювальної для ливарних форм, на фіг 2 - поперечний переріз прокладки ущільнювальної для ливарних форм, зображеної на фіг 1 На графічних матеріалах проставлені наступні позначення 1 - ущільнювальний елемент, 2 - оболонка, 3 - торцевий технологічний отвір, 4 - торцевий технологічний отвір, 5 - шов У конкретному прикладі виконання ущільнювальна прокладка для ливарних форм, що заявляється, містить ущільнювальний елемент 1 з вогнетривкого матеріалу Ущільнювальний елемент 1 виконаний у вигляді пластичної маси із суміші глини з піском і має оболонку 2 із синтетичного полімеру - поліетелену Оболонка 2 має торцеві технологічні отвори 3 і 4 для виходу повітря в процесі ущільнення ливарної форми і стиску елемента 1 між частинами ливарної форми (фіг 1 і фіг 2) Для одержання пластичної маси ущільнювального елемента підготовлену глину змішують з піском у КІЛЬКОСТІ, наприклад, Юмас % і зачиняють на воді при постійному перемішуванні, доводячи вологість і пластичність ущільнювального елемента до заданих оптимальних значень Отримана пластична маса на основі глини не містить токсичних речовин і володіє високими вогнетривкими властивостями Діаметр ущільнювального елемента 1 вибирається виходячи умов використання, наприклад, рівним 0,014м (14мм) Діаметр заздалегідь виготовленої оболонки 2 товщиною 40 * 10 6м (40 мікрон) вибирається, наприклад, рівним 0,02м (20мм) При цьому площа прохідного перетину оболонки 2 для ущільнювального елемента 1 у два рази перевищує площу його поперечного перерізу У ряді випадків оболонка 2 може бути виконана зі швом 5, розташованим із зовнішньої сторони прокладки при її використанні Шов 5 має МІЦНІСТЬ нижче, ніж МІЦНІСТЬ матеріалу оболонки Задана МІЦНІСТЬ шва забезпечується технологією його виготовлення У ряді випадків, при формуванні ущільнювального елемента, у пластичну масу додатково вводять розчин органічного закріпляючого засобу (наприклад, сульфітно-спиртову барду) чи неорганічного закріпляючого засобу (наприклад, рідке скло) і волокна мінерального походження (азбест) у кількостях, що забезпечують задані значення вологості і пластичності ущільнювального елемента 8 Прокладку ущільнювальну для ливарних форм виготовляють шляхом видавлювання вологої пластичної маси заданого для ущільнювального елемента 1 діаметра в усередину заздалегідь виготовленій з поліетелену оболонки 2 Довжина прокладок ущільнювальних для ливарних форм визначається виходячи з умов виробництва і складає 1 5м Готові ДО використання прокладки мають у поперечному перерізі злегка приплющену форму Пластична маса усередині оболонки 2 не повинна мати розриви понад 0,020м (20мм) Оболонка із синтетичного полімеру забезпечує збереження заданої вологості пластичної маси протягом, щонайменше, два МІСЯЦІ Торцеві технологічні отвори З і 4 оболонки 2 при її тривалому збереженні доцільно закривати поліетиленовими пробками (на малюнку не показано) Ця ж оболонка забезпечує протипригарні властивості для ущільнювальної прокладки, після того як у результаті піролізу при підвищенні температури оболонка перетворюється в найтонший шар вуглецю Виготовлення, транспортування і збереження прокладок ущільнювальних для ливарних форм не супроводжуються утворенням пилі Припустимий термін збереження прокладок ущільнювальних для ливарних форм у поліетиленових пакетах два МІСЯЦІ Затвердіння прокладок у період збереження при температурі нижче 0°С не є бракувальною ознакою Перед застосуванням замерзлу прокладку розморожують, наприклад, за рахунок витримки в теплому приміщенні Перед використанням прокладку ущільнювальну для ливарних форм вирівнюють по довжині й укладають на поверхню ливарної форми, що ущільнюється, наприклад, на торцеву поверхню розширеної догори ливарної форми, що підготовлена для установки на неї прибуткової надставки Торцеві технологічні отвори 3 і 4 оболонки 2 повинні бути відкриті При наявності на оболонці 2 шва 5 прокладку укладають на поверхню ливарної форми, що ущільнюється, таким чином, щоб шов був розташований із зовнішньої сторони прокладки Після установки прибуткової надставки пластична маса ущільнювального елемента 1 під дією ваги прибуткової надставки роздавлюється в межах сплюсненої оболонки 2 і щільно заповнює всі зазори і нерівності поверхонь ливарної форми, що стикуються, забезпечуючи надійне ущільнення Наявність твердих часток піску в середовищі часток пластичної глини зменшує плинність пластичної маси і сприяє формуванню між поверхнями, що ущільнюються, оптимального ущільненого зазору і, крім того, за рахунок підвищення коефіцієнта тертя, перешкоджає взаємному зсуву поверхонь, які ущільнюються, при транспортуванні ливарних форм, що стабілізує ущільнений зазор При стиску оболонки 2 наявне у ній повітря виходить через торцеві технологічні отвори 3 і 4 При виникненні в рідких випадках у процесі установки прибуткової надставки ударного навантаження і наявності на оболонці 2 шва 5, роздавлена пластична маса розриває оболонку по цьому шві, і її надлишки видавлюються назовні прокладки з зовнішньої сторони ливарної форми Під ДІЄЮ високої температури в процесі розливання розплаву в ливарну форму відбувається 57220 10 спікання ущільнювального елемента 1 і пірол із тично без утворення пилі поліетелену оболонки 2, затиснутої між поверхняТак при використанні винаходу досягається ми ливарної форми, що стикуються, з утворенням технічний результат, що полягає в підвищенні найтоншого шару вуглецю між цими поверхнями ефективності ущільнення зазорів ливарних форм, Завдяки цьому прошарку спечений ущільнювальу поліпшенні умов праці як при виготовленні щодо ний елемент 1 не пригоряє до ливарної форми, і дешевих прокладок ущільнювальних для ливарних після закінчення розливання легко віддаляється з форм, так і при їхньому транспортуванні і викориси поверхні великими спеченими частинами практанні ФІШ Комп'ютерна верстка Е Гапоненко ФІГ. 2 Підписано до друку 05 07 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюSealing layer for casting moulds
Автори англійськоюMarkov Yurii Illich
Назва патенту російськоюПрокладка уплотняющая для литейных форм
Автори російськоюМарков Юрий Ильич
МПК / Мітки
МПК: B22D 7/08
Мітки: форм, прокладка, ливарних, ущільнювальна
Код посилання
<a href="https://ua.patents.su/5-57220-prokladka-ushhilnyuvalna-dlya-livarnikh-form.html" target="_blank" rel="follow" title="База патентів України">Прокладка ущільнювальна для ливарних форм</a>
Прокладка ущільнювальна для ливарних форм
Номер патенту: 31551
Опубліковано: 15.12.2000
Автори: Марков Юрій Ілліч, Марков Інокентій Юр'євич, Харченко Борис Васильович
МПК: B22D 7/08
Мітки: ливарних, прокладка, форм, ущільнювальна
Текст:
...оболонки цілою найтонша вуглецева плівка, що спікання утворюється після ущільнювального поверхні роздавленого піролізу елемента з ливарною ущільнювального зменшенню пилоутворення за видалення відпрацьованого оболонки, рахунок попереджує формою елемента, забезпечення ущільнювального по що всій сприяє можливості елемента крупними частинами, що спеклися. За третім пунктом формули винаходу Прокладка ущільнювальна...
Спосіб виготовлення металевих ливарних форм
Номер патенту: 51030
Опубліковано: 15.11.2002
Автори: Мірошниченко Володимир Іванович, Аникін Юрій Пилипович, Левицький Микола Іванович, Ладохін Сергій Васильович
МПК: B22D 15/00
Мітки: ливарних, виготовлення, спосіб, металевих, форм
Формула / Реферат:
Спосіб виготовлення металевих ливарних форм, що включає формування зовнішніх габаритів і робочої порожнини, який відрізняється тим, що формування зовнішніх габаритів і робочої порожнини мідної форми здійснюється методом лиття у вакуумі з застосуванням електронно-променевої плавки.
Спосіб одержання керамізованих ливарних форм
Номер патенту: 54805
Опубліковано: 17.03.2003
Автори: Козловський Ярослав Антонович, Іванова Ліна Олександрівна
МПК: B22C 9/00
Мітки: форм, спосіб, керамізованих, ливарних, одержання
Формула / Реферат:
Спосіб одержання керамізованих ливарних форм, який включає виготовлення пористого опорного шару, формування на опорному шарі гідрофобного шару з розплаву, який відрізняється тим, що формування гідрофобного шару проводять оплавленням внутрішньої поверхні опорного шару, при цьому температура нагріву поверхні опорного шару складає 600 - 8000С.
Суспензія для виготовлення ливарних форм по моделям, що виплавляються
Номер патенту: 37036
Опубліковано: 16.04.2001
Автори: Вольська Віталія Валентинівна, Шинський Олег Йосипович, Сімановський Віктор Михайлович, Прач Тетяна Вікторівна
МПК: B22C 1/00
Мітки: форм, виплавляються, виготовлення, ливарних, суспензія, моделям
Текст:
...що відповідає 950°С, а також короткочасній дії більш високої температури в процесі заливки форм металом. Дана суспензія відрізняється від відомої тим, то додання в суспензію порошку алюмінію у вигляді пилу підвищує термічну міцність оболонки, а також гарантує її при тривалому контакті рідкого металу з формою, що має місце при одержанні відливок методом направленої кристалізації. Крім того, додавання порошку алюмінію не викликає...
Самотвердіюча суміш для виготовлення ливарних форм та стержнів
Номер патенту: 29274
Опубліковано: 16.10.2000
Автори: Бєляков Борис Петрович, Альошинський Віктор Григорович, Каплун Віра Іванівна, Сварика Анатолій Анатолієвич, Кисельов Володимир Миколаєвич, Арциленко Марія Володимирівна
Мітки: самотвердіюча, стержнів, форм, суміш, виготовлення, ливарних
Формула / Реферат:
Самотвердіюча суміш для виготовлення ливарних форм та стержнів, що містить вогнетривкий наповнювач, рідке скло і стверджувач, яка відрізняється тим, що як стверджувач суміш містить матеріал на основі частково зневодненого або зневодненого, або суміші частково зневодненого та зневодненого сульфату алюмінію, одержаних при прожарюванні у інтервалі температур 270-700°С на протязі 0,5-3,0 години і подрібнених до розмірів часток менше 200 мкм при...
Попередній патент: Засіб для дезінфекції та передстерилізаційної очистки виробів медичного призначення
Наступний патент: Пристрій для ловлі риби /варіанти/
Випадковий патент: Установка для дослідження триботехнічних властивостей матеріалів і покриттів