Сигаретна упаковка і спосіб її виготовлення
Формула / Реферат
1. Сигаретна упаковка, яка містить:
внутрішню пачку, одержану за допомогою обгортання групи сигарет у внутрішню обгортку,
внутрішню коробку, що герметично містить внутрішню пачку і включає корпус коробки з відкритим кінцем і кришку для відкривання/закривання відкритого кінця корпусу коробки, при цьому корпус коробки і кришка виконані з внутрішньої заготовки, причому внутрішня заготовка виконана термозварюваною і має екрануючий шар відносно компонентів аромату і смаку, що випускаються групою сигарет, і
зовнішню коробку з відкидною кришкою, яка утворена з паперової зовнішньої заготовки і містить внутрішню коробку,
при цьому внутрішня заготовка включає металевий шар, що служить як екрануючий шар, і термозварюваний полімерний шар, ламінований на обох сторонах металевого шару, а кришка з'єднана із задньою стінкою корпусу коробки за допомогою шарнірного згину і включає язичкову частину, розташовану поверх передньої поверхні корпусу коробки і з'єднану з нею за допомогою термозварювання з можливістю від'єднання.
2. Сигаретна упаковка за п. 1, в якій металевий шар і полімерний шар виконані з алюмінію і поліпропілену, відповідно.
3. Сигаретна упаковка за п. 1, в якій корпус коробки має пару внутрішніх верхніх клапанів, передбачених на його відкритому кінці, при цьому внутрішні верхні клапани з'єднані з язичковою частиною за допомогою термозварювання з можливістю від'єднання.
4. Сигаретна упаковка за п. 1, в якій кришка має здатність повторного склеювання з корпусом коробки.
5. Сигаретна упаковка за п. 1, в якій упаковка додатково включає випускаюче джерело для випускання аромату між вказаною внутрішньою коробкою і вказаною зовнішньою коробкою.
6. Сигаретна упаковка за п. 1, в якій внутрішня коробка має зону печатки на своїй зовнішній поверхні.
7. Спосіб виготовлення сигаретної упаковки, що містить стадії:
обгортання групи сигарет у внутрішню обгортку з утворенням внутрішньої пачки,
згинання навколо внутрішньої пачки внутрішньої заготовки з утворенням внутрішньої коробки, що включає корпус оболонки з відкритим кінцем і кришку для відкривання/закривання відкритого кінця корпусу оболонки і герметично містить внутрішню пачку, при цьому внутрішня заготовка виконана термозварюванням і має екрануючий шар відносно компонентів аромату і смаку, що випускаються групою сигарет, і
згинання паперової зовнішньої заготовки навколо внутрішньої коробки з утворенням зовнішньої коробки з відкидною кришкою, що містить внутрішню коробку,
при цьому внутрішня заготовка включає металевий шар, що служить як екрануючий шар, і термозварюваний полімерний шар, ламінований на обох сторонах металевого шару, а кришка з'єднана із задньою стінкою корпусу коробки за допомогою шарнірного згину і включає язичкову частину, розташовану поверх передньої поверхні корпусу коробки і з'єднану з нею за допомогою термозварювання з можливістю від'єднання.
8. Спосіб виготовлення за п. 7, який додатково включає стадію нанесення ароматичної речовини для випускання аромату щонайменше на зовнішню сторону вказаної внутрішньої заготовки або на внутрішню сторону вказаної зовнішньої заготовки перед операцією згинання внутрішньої і зовнішньої заготовки.
Текст
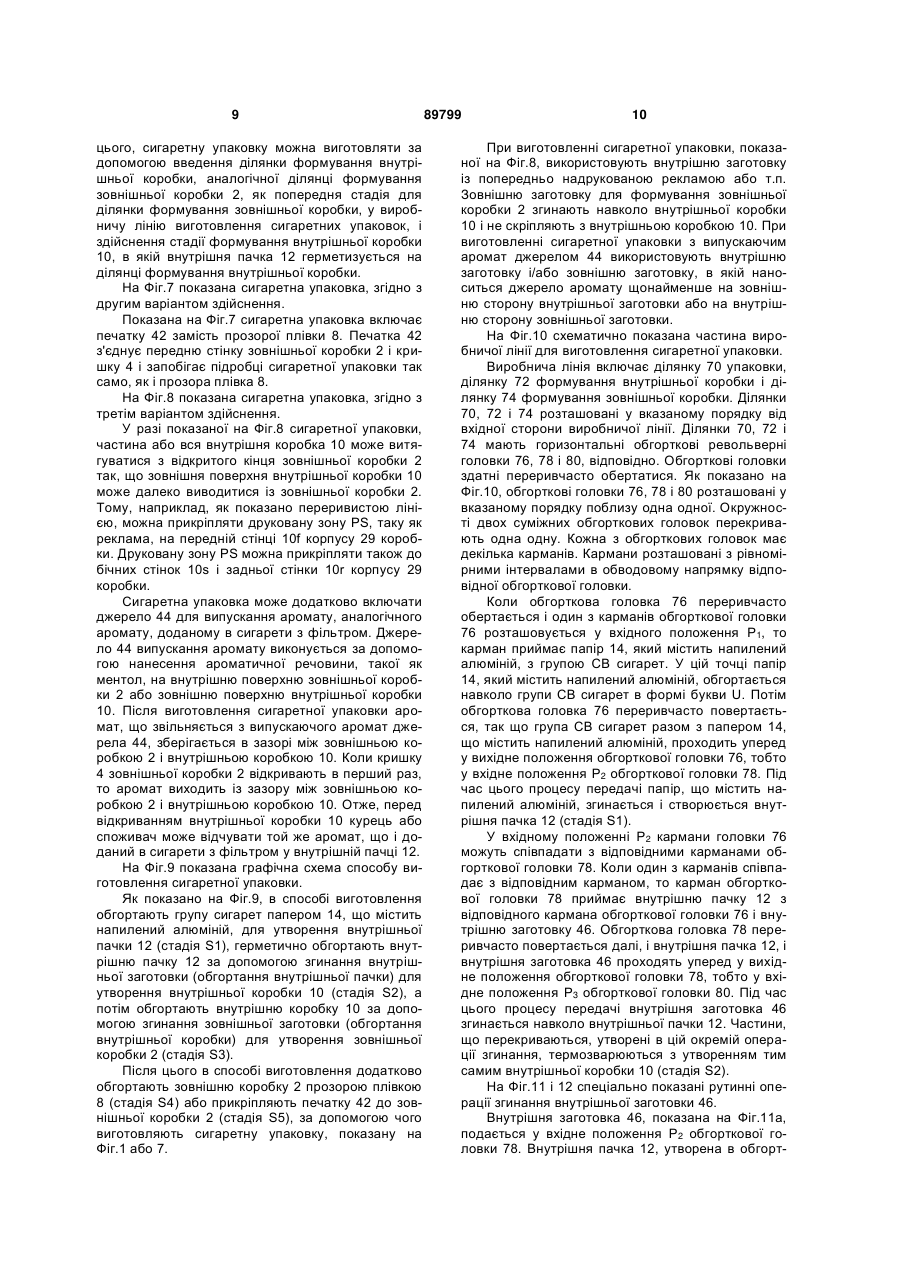
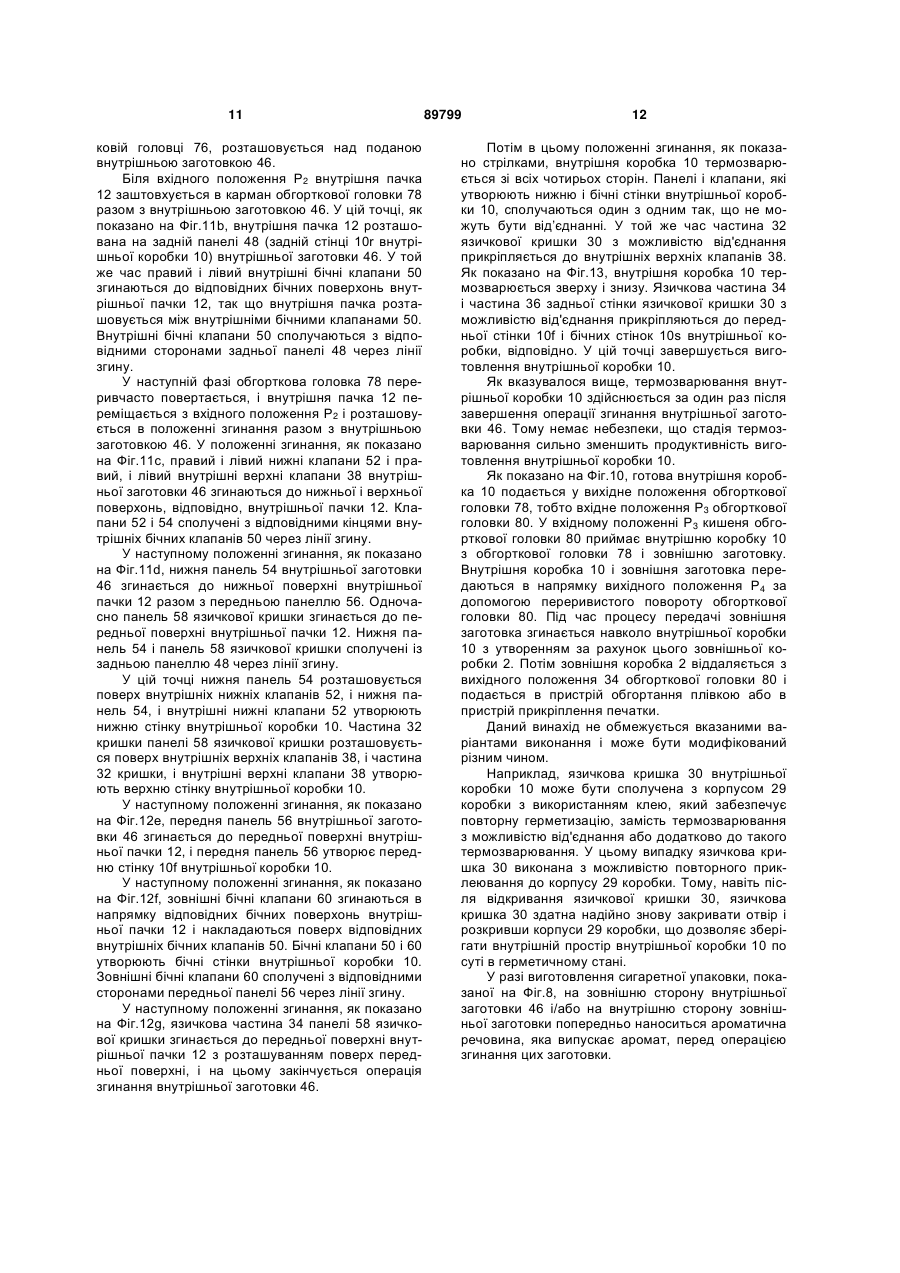
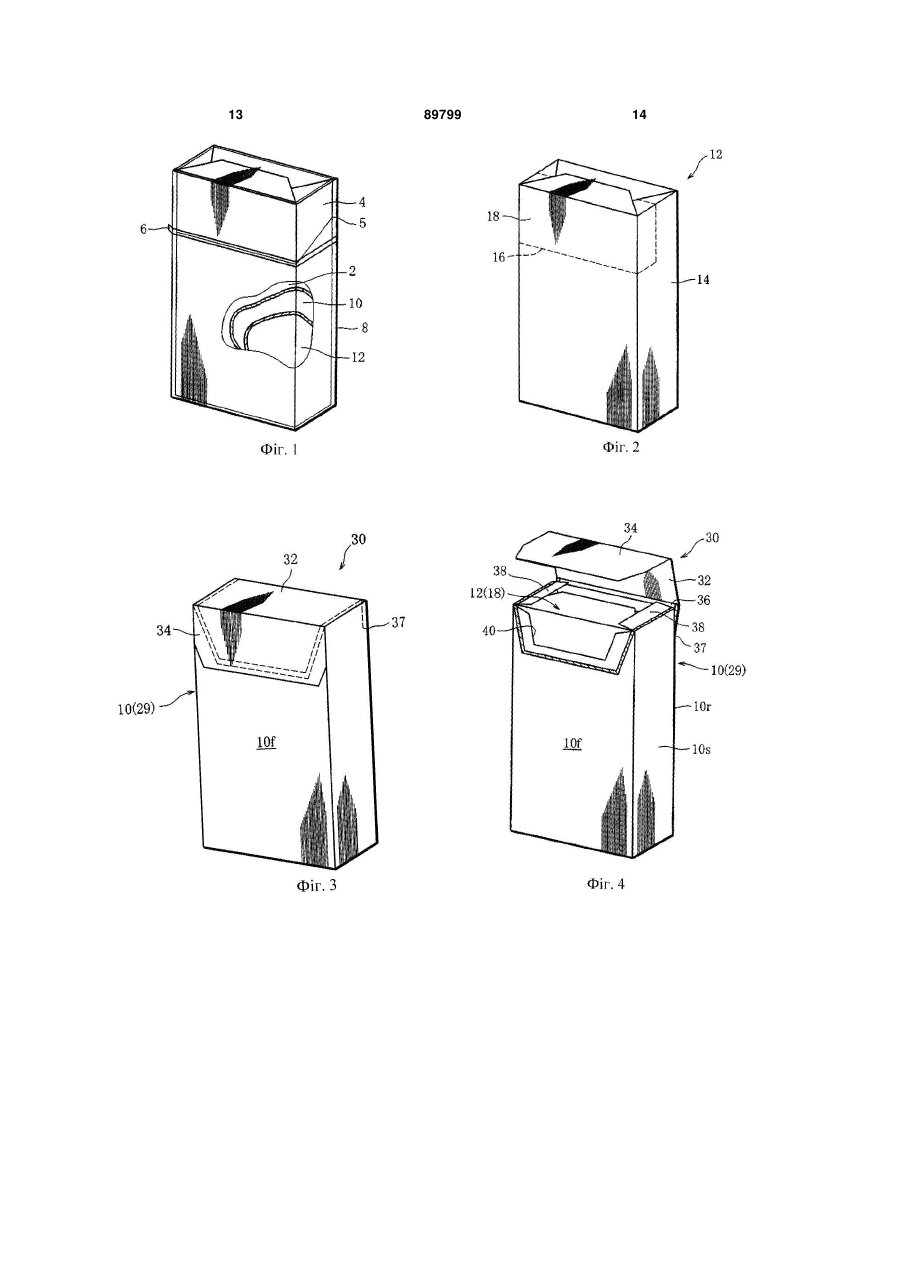
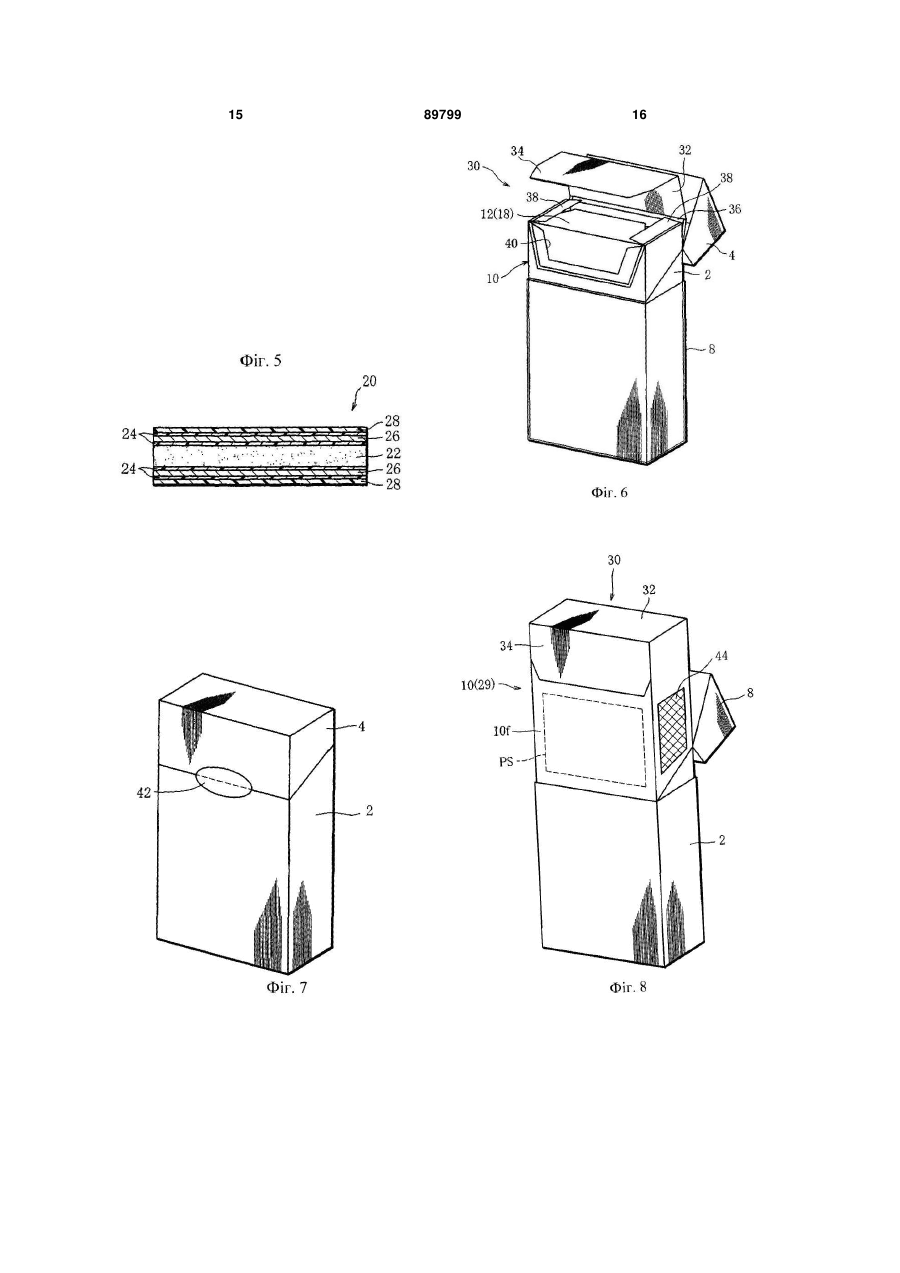
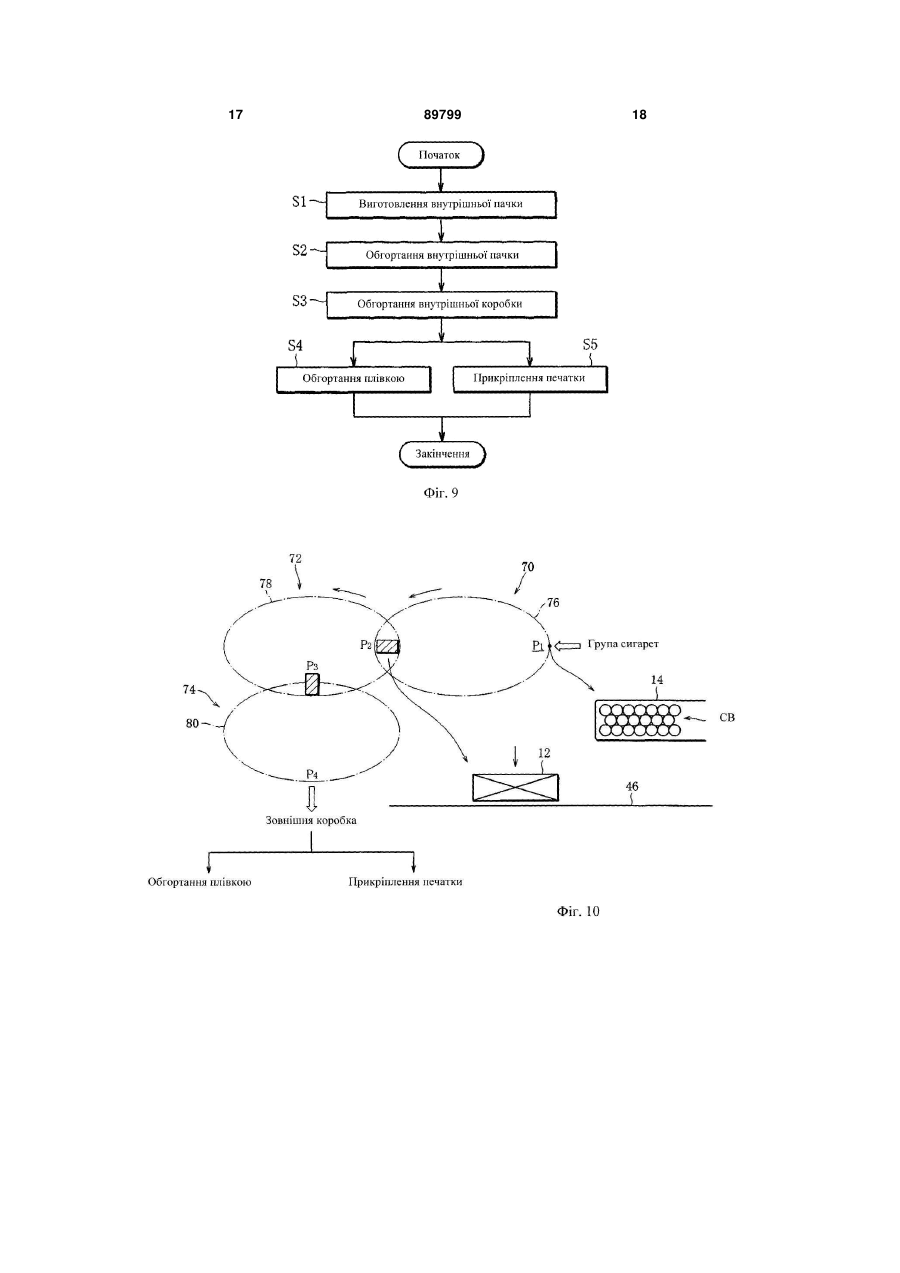
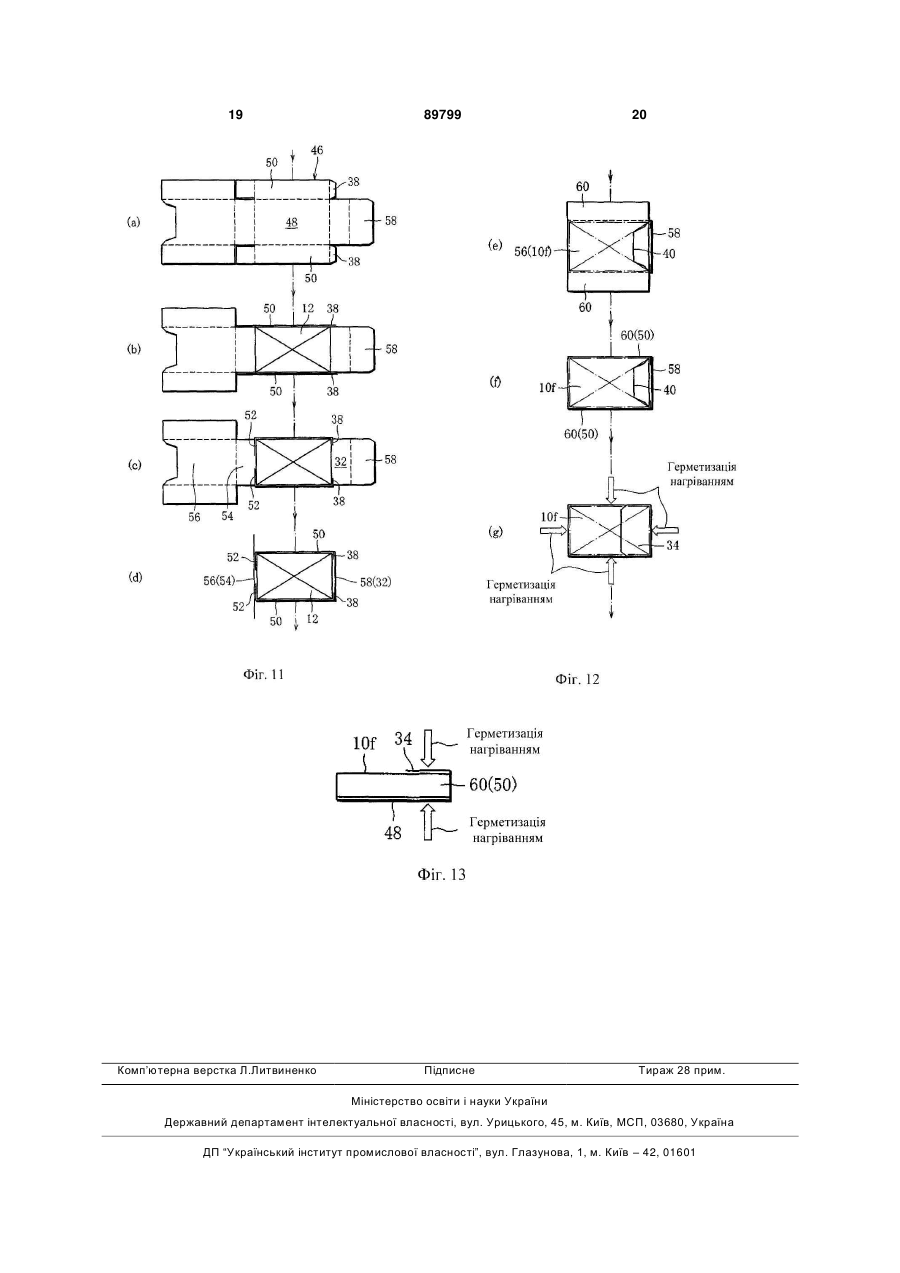
1. Сигаретна упаковка, яка містить: внутрішню пачку, одержану за допомогою обгортання групи сигарет у внутрішню обгортку, внутрішню коробку, що герметично містить внутрішню пачку і включає корпус коробки з відкритим кінцем і кришку для відкривання/закривання відкритого кінця корпусу коробки, при цьому корпус коробки і кришка виконані з внутрішньої заготовки, причому внутрішня заготовка виконана термозварюваною і має екрануючий шар відносно компонентів аромату і смаку, що випускаються групою сигарет, і зовнішню коробку з відкидною кришкою, яка утворена з паперової зовнішньої заготовки і містить внутрішню коробку, при цьому внутрішня заготовка включає металевий шар, що служить як екрануючий шар, і термозварюваний полімерний шар, ламінований на обох сторонах металевого шару, а кришка з'єднана із задньою стінкою корпусу коробки за допомогою шарнірного згину і включає язичкову частину, розташовану поверх передньої поверхні корпусу коробки і з'єднану з нею за допомогою термозварювання з можливістю від'єднання. 2. Сигаретна упаковка за п. 1, в якій металевий шар і полімерний шар виконані з алюмінію і поліпропілену, відповідно. 3. Сигаретна упаковка за п. 1, в якій корпус коробки має пару внутрішніх верхніх клапанів, передбачених на його відкритому кінці, при цьому внутрішні верхні клапани з'єднані з язичковою частиною за 2 (19) 1 3 Галузь техніки, якої стосується винахід Даний винахід стосується сигаретної упаковки, що має чудові властивості для збереження аромату і смаку сигарет, або сигарет з фільтром, і способу її виготовлення. Рівень техніки Як сигаретна упаковка цього типу широко використовується упаковка з відкидною кришкою. Упаковка з відкидною кришкою включає внутрішню пачку, отриману за допомогою обгортання групи сигарет або сигарет з фільтром в папір з напиленим алюмінієм, і зовнішню коробку для утримування внутрішньої пачки. Зовнішня коробка має корпус коробки і відкидну кришку. Зовнішня коробка додатково загорнена в прозору плівку, яка має відривну стрічку. Папір з напиленим алюмінієм, який обгортає пачку сигарет, просто згинається навколо пачки сигарет, так що є велика кількість щілин між частинами, що перекриваються, в яких папір з напиленим алюмінієм накладається сам на себе. Тому компоненти аромату, що випускаються групою сигарет, виходять через щілини в коробку. Сама зовнішня коробка має також щілину між корпусом коробки і відкидною кришкою. Плівка, що обгортає зовні коробку, є корисною для захисту сигаретної пачки від зовнішньої вологи, однак не підходить для блокування виходу компонентів аромату і смаку. Після виготовлення сигаретної упаковки компоненти аромату і смаку сигаретної пачки поступово виходять назовні з сигаретної упаковки. Це погіршує якість сигарет або сигарет з фільтром, і тому термін зберігання сигаретної упаковки не може бути тривалим. Для розв'язання вказаної вище проблеми відомі сигаретні упаковки, розкриті в патенті США №6237760 і в міжнародній публікації №02/079052. Кожна з цих добре відомих сигаретних упаковок включає внутрішню пачку герметичного типу, розміщену в зовнішній коробці. Внутрішня пачка упаковки, показана у вказаній першій публікації, має внутрішню раму з U-подібною формою в поперечному перерізі, яка утримує групу сигарет, і внутрішню обгортку для обгортання групи сигарет разом з внутрішньою рамою. Внутрішня обгортка виконана з листового матеріалу, що герметизується нагріванням. Внутрішня упаковка сигаретної упаковки, показана у вказаній другій публікації, має коробчату форму, аналогічну зовнішній коробці, і включає термозварювану внутрішню заготовку для обгортання групи сигарет. Вказана першою внутрішня пачка має внутрішню раму між внутрішньою обгорткою і групою сигарет. Тому, коли внутрішню обгортку запечатують термозварюванням, то внутрішня рама є корисною для блокування тепла, що виділяється при термозварюванні і передається з внутрішньої обгортки в групу сигарет. Однак, за рахунок виконання з відносно товстого паперу, внутрішня рама 89799 4 легко абсорбує компоненти аромату і смаку, що випускаються з групи сигарет. Це небажано для тривалого збереження аромату і смаку групи сигарет. Наявність внутрішньої рами вимагає стадії згинання внутрішньої рами як попередню стадію власне стадії формування внутрішньої пачки в процесі виготовлення сигаретної упаковки. На стадії згинання, внутрішню раму згинають навколо групи сигарет і розташовують в безпосередньому контакті з групою сигарет. Під час процесу згинання внутрішньої рами сигарети або сигарети з фільтром групи сигарет можуть відокремлюватися. Для акуратного і надійного згинання внутрішньої рами навколо групи сигарет ділянка для виконання стадії згинання неминуче має складну конструкцію. Додатково до цього неможливо згинати внутрішню раму з великою швидкістю. Відповідно до цього, при введенні ділянки згинання у виробничу лінію для сигаретних упаковок, зменшується продуктивність виготовлення сигаретних упаковок. У разі вказаної останньої внутрішньої пачки, внутрішня заготовка згинається навколо групи сигарет, так що операцію згинання внутрішньої заготовки можна виконувати так само, як операцію згинання зовнішньої коробки. Однак внутрішня заготовка безпосередньо обгортає групу сигарет так, що тепло, яке створюється при термозварюванні, впливає негативним чином на аромат і смак групи сигарет під час термозварювання внутрішньої заготовки. Суть винаходу Задачею даного винаходу є створення сигаретної упаковки, що забезпечує задовільне збереження аромату і смаку групи сигарет і продовження терміну зберігання. Іншою задачею даного винаходу є створення простого способу виготовлення сигаретної упаковки. Для досягнення цих цілей сигаретна упаковка, згідно з даним винаходом, містить внутрішню пачку, отриману за допомогою обгортання групи сигарет у внутрішню обгортку, внутрішню коробку, що герметично містить внутрішню пачку і включає корпус оболонки з відкритим кінцем і кришку для відкривання/закривання відкритого кінця корпусу оболонки, при цьому корпус оболонки і кришка виконані з внутрішньої заготовки, причому внутрішня заготовка виконана термозварюваною і має екрануючий шар відносно компонентів аромату і смаку, що випускаються групою сигарет, і зовнішню оболонку з відкидною кришкою, яка виконана з паперової зовнішньої заготовки і містить внутрішню оболонку. Оскільки сигаретна упаковка містить внутрішню коробку герметичного типу між внутрішньою пачкою і зовнішньою коробкою, що мають звичайну форму, то до відкривання внутрішньої коробки компоненти аромату і смаку, що випускаються внутрішньою пачкою, не можуть виходити через зазор або виходити назовні зовнішньої коробки через щілину між зовнішньою коробкою і внутріш 5 ньою коробкою. Отже, сигаретна упаковка, згідно з даним винаходом, є чудовою відносно збереження якості групи сигарет і продовжує термін зберігання групи сигарет. Зокрема, внутрішня заготовка для утворення внутрішньої коробки може містити металевий шар, що служить як екрануючий шар, і термозварюваний полімерний шар, ламінований на обох сторонах металевого шару. У цьому випадку переважно, щоб металевий шар і полімерний шар були виконані з алюмінію і поліпропілену, відповідно. Такий внутрішня заготовка відрізняється не тільки здатністю екранування аромату і смаку групи сигарет, але також можливістю герметизації нагріванням. Кришка сполучена із задньою стінкою корпусу коробки за допомогою шарнірного згину і включає язичкову частину. Язичкова частина розташована поверх передньої поверхні корпусу коробки і з'єднана з нею за допомогою термозварювання з можливістю від'єднання. У цьому випадку корпус коробки переважно має додатково пару внутрішніх верхніх клапанів, які передбачені на відкритому кінці корпусу коробки і з'єднані за допомогою термозварювання з можливістю від'єднання з язичковою частиною. Такі внутрішні верхні клапани поліпшують параметри герметизації внутрішньої коробки. Крім того, кришка переважно має здатність повторного склеювання з корпусом коробки. За рахунок цього, навіть якщо внутрішня коробка одного разу була відкрита, можна зберегти параметри герметизації внутрішньої коробки. Сигаретна упаковка, згідно з даним винаходом, може також мати випускаюче джерело для випускання аромату між внутрішньою коробкою і зовнішньою коробкою, або ж мати зону печатки на зовнішній поверхні внутрішньої коробки. Даний винахід пропонує також спосіб виготовлення сигаретної упаковки. Спосіб виготовлення містить стадії обгортання групи сигарет у внутрішню обгортку з утворенням внутрішньої пачки; згинання навколо внутрішньої пачки внутрішньої заготовки з утворенням внутрішньої коробки, що включає корпус оболонки з відкритим кінцем і кришку для відкривання/закривання відкритого кінця коробки і герметично містить внутрішню пачку, при цьому внутрішня заготовка виконана з можливістю термозварювання і екранування компонентів аромату і смаку, що випускаються групою сигарет; і згинання паперової зовнішньої заготовки навколо внутрішньої коробки з утворенням зовнішньої коробки з відкидною кришкою, що містить внутрішню коробку. Спосіб виготовлення можна здійснювати за допомогою включення ділянки для формування внутрішньої коробки між ділянкою для формування внутрішньої пачки і ділянкою для формування зовнішньої коробки у виробничу лінію для виготовлення сигаретних упаковок. Додатково до цього ділянку формування внутрішньої коробки можна отримувати за допомогою системи, аналогічної ділянці формування зовнішньої коробки. У результаті, спосіб виготовлення, згідно з даним винаходом, забезпечує просте виготовлення сигаретної упаковки. 89799 6 Спосіб виготовлення може додатково включати стадію нанесення ароматичної речовини для випускання аромату щонайменше на зовнішню сторону внутрішньої заготовки або внутрішню сторону зовнішньої заготовки перед операцією згинання внутрішньої і зовнішньої заготовок. Короткий опис креслень На кресленнях зображено: Фіг.1 - частковий розріз сигаретної упаковки, згідно з першим варіантом здійснення, в ізометричній проекції; Фіг.2 - внутрішня пачка, розміщена у внутрішній коробці сигаретної упаковки, згідно з Фіг.1, в ізометричній проекції; Фіг.3 - внутрішня коробка, згідно Фіг.2, в закритому положенні, в ізометричній проекції; Фіг.4 - внутрішня коробка, згідно Фіг.2, у відкритому положенні, в ізометричній проекції; Фіг.5 - розріз листового матеріалу, що використовується як внутрішня заготовка для внутрішньої коробки; Фіг.6 - сигаретна упаковка, згідно Фіг.1, у відкритому положенні, в ізометричній проекції; Фіг.7 - сигаретна упаковка, згідно з другим варіантом виконання, в ізометричній проекції; Фіг.8 - сигаретна упаковка, згідно з третім варіантом виконання, в ізометричній проекції; Фіг.9 - графічна схема способу виготовлення сигаретних упаковок; Фіг.10 - схема частини виробничої лінії для сигаретних упаковок; Фіг.11 - частина процесу згинання внутрішньої заготовки в послідовності від (а) до (d); Фіг.12 - частина процесу згинання внутрішньої заготовки в послідовності від (e) до (g); і Фіг.13 - стан, в якому внутрішня коробка герметизується нагріванням зверху і знизу, в положенні, показаному на Фіг.12 (g). Переважний варіант здійснення винаходу На Фіг.1 показана сигаретна упаковка, згідно з першим варіантом здійснення. Сигаретна упаковка має зовнішню коробку 2 з відкидною кришкою. Зовнішня коробка 2 сформована за допомогою згинання зовнішньої заготовки. Верхня частина зовнішньої коробки 2 утворена у вигляді кришки 4. Кришка 4 сполучена із задньою поверхнею зовнішньої коробки 2 через вбудований шарнірний згин 5. Шарнірний згин 5 дозволяє кришці 4 виконувати поворотний рух. Коли кришка 4 повернена навколо шарнірного згину 5 з положення, показаного на Фіг.1, то зовнішня коробка відкрита. Додатково до цього зовнішня коробка обгорнена прозорою плівкою 8, яка має відривну стрічку 6. Зовнішня коробка 2 містить внутрішню коробку 10. У внутрішній коробці 10 герметично розміщена внутрішня пачка 12, як показано на Фіг.2. Внутрішня пачка 12 включає групу, наприклад, з двадцяти сигарет з фільтром (не зображені), і внутрішню обгортку або м'який папір 14, який містить напилений алюміній, для обгортання групи сигарет. Папір 14, який містить напилений алюміній, спочатку обгортається навколо групи сигарет в U-подібній формі, і обидва кінці паперу 14, що містить напилений алюміній, накладаються один на один на 7 групі сигарет. Таке обгортання папером 14, що містить напилений алюміній, утворює два прямокутних виступи в папері 14, що містить напилений алюміній. Ці виступи проходять з відповідних кінцевих поверхонь групи сигарет. Після цього виступи згинаються в напрямку відповідних кінцевих поверхонь групи сигарет для покриття відповідних кінцевих поверхонь. Папір 14, який містить напилений алюміній, включає тонкий основний матеріал, такий як папір, і плівку напиленого алюмінію, утворену на зовнішній поверхні основного матеріалу. Папір 14, який містить напилений алюміній, додатково має секцію 18, що підлягає відрізанню, в одній своїй частині. Підлягаюча відрізанню секція 18 маркована перфорованою лінією або лінією 16 відрізання. При відокремленні підлягаючої відрізанню секції 18 вздовж лінії 16 відрізання частина групи сигарет з внутрішньої пачки 12 відкрита. Внутрішня пачка 12 може включати ароматичну речовину, таку як ментол. Ароматична речовина додається безпосередньо в нарізаний тютюн сигарет з фільтром або наноситься на внутрішню поверхню паперу 14, що містить напилений алюміній. Як показано на Фіг.3 і 4, внутрішня коробка 10 утворена за допомогою згинання внутрішньої заготовки навколо внутрішньої пачки 12. Внутрішня заготовка виконана з термозварюваного листового матеріалу. Виступаючі частини внутрішньої заготовки накладаються одна на одну в ході операції згинання і термозварюння. Відповідно до цього, внутрішня коробка 10 герметично включає внутрішню пачку 12. А саме, листовий матеріал 20 для формування внутрішньої заготовки має структуру, показану в розрізі на Фіг.5. Листовий матеріал 20 включає папір-основу 22, розташований в його центрі. На кожній стороні паперу-основи 22 прикріплений алюмінієвий шар 26 як металевий шар і полімерний шар 28 поліпропілену у вказаній послідовності за допомогою шарів 24 клею. Алюмінієві шари 26 служать як екрануючі шари для компонентів аромату і смаку, що містяться у внутрішній пачці 12, в той час як полімерні шари 28 поліпропілену - як шари для термозварювання. Як показано на Фіг.3 і 4, внутрішня коробка 10 включає корпус 29 коробки, що має отвір на своєму верхньому кінці і язичкову кришку 30 для відкривання/закривання внутрішньої коробки 10. Язичкова кришка 30 має частину 32 кришки для покриття отвору корпусу 29 коробки, язичкову частину 34, що проходить від передньої кромки частини 32 кришки, для покриття верхньої частини передньої стінки 10f корпусу 29 коробки, і частину 36 задньої стінки, що проходить від задньої кромки частини 32 кришки. Частина 36 задньої стінки сполучена із задньою стінкою 10r корпусу 29 коробки через шарнірний згин 37. Тому язичкова кришка 30 загострена для виконання поворотного руху навколо шарнірного згину 37. Коли язичкова кришка 30 повертається із закритого положення, показаного на Фіг.3, внутрішня коробка 10 відкривається, як показано на Фіг.4. 89799 8 Для забезпечення поворотного руху язичкової кришки 30 язичкова кришка 30 термозварюється з корпусом 29 коробки з можливістю від'єднання, коли виготовляється внутрішня коробка 10 за допомогою згинання внутрішньої заготовки. А саме, язичкова частина 34 термозварюється з можливістю від'єднання з передньої стінки 10f корпусу 29 коробки, а частина 32 кришки термозварюється з можливістю від'єднання з правим і лівим внутрішнім верхніми клапанами 38. Внутрішні верхні клапани 38 сполучаються з відповідними бічними кромками отвору корпусу 29 коробки для часткового закриття за рахунок цього отвору. Частина 36 задньої стінки термозварюється з можливістю від'єднання до правої і лівої бічних стінок корпусу 29 коробки. Переривисті лінії на Фіг.3 і штрихові лінії на Фіг.4 вказують зону, в якій язичкова кришка 30 термозварюється з можливістю від'єднання з корпусом 29 коробки. Додатково до цього права і ліва бічні стінки 10s корпусу 29 коробки утворені, кожна, за допомогою накладення одна на одну внутрішнього бічного клапана і зовнішнього бічного клапана внутрішньої заготовки. Ці бічні клапани термозварюються без можливості від'єднання. Нижня стінка корпусу 29 коробки виготовляється за допомогою накладення нижньої панелі внутрішньої заготовки поверх правого і лівого внутрішніх нижніх клапанів. Нижня панель і внутрішні нижні клапани також термозварюються без можливості від'єднання. Як показано на Фіг.4, передня стінка 10f має Uподібний отвір 40 в своїй верхній частині. При формуванні внутрішньої коробки 10 отвір 40 герметично блокований язичковою частиною 34, привареною нагріванням до передньої стінки 10f. Сигаретна упаковка відкривається в наступному порядку. Спочатку зрізають верхню частину прозорої плівки 8 вздовж відривної стрічки 6 для звільнення кришки 4 зовнішньої коробки 2 від прозорої плівки 8. Потім відкривають кришку 4 для звільнення язичкової кришки 30 внутрішньої коробки 10 із зовнішньої коробки 2. Язичкову кришку 30 відкривають при руйнуванні термозварювання між язичковою кришкою 30 і корпусом 29 коробки, як показано на Фіг.6, для звільнення за рахунок цього верхньої частини внутрішньої пачки 12. Потім відрізають підлягаючу відрізанню секцію 18 внутрішньої пачки, і сигарети з фільтром, упаковані у внутрішній пачці 12, можна виймати з внутрішньої коробки 10 сигаретної упаковки. Перед відкриванням язичкової кришки 30 внутрішньої коробки 10 в перший раз внутрішня пачка 12 герметизована всередині внутрішньої коробки 10. Тому після виготовлення сигаретної упаковки, компоненти аромату і смаку сигарет з фільтром ніколи не виходять назовні внутрішньої коробки 10 перед першим відкриванням язичкової кришки 30. Як наслідок, сигаретна упаковка здатна запобігати погіршенню якості сигарет з фільтром і подовжувати термін зберігання сигарет з фільтром. Так само як зовнішня коробка 2 виготовляється за допомогою згинання зовнішньої заготовки, так і внутрішня коробка 10 формується за допомогою згинання внутрішньої заготовки. Відповідно до 9 цього, сигаретну упаковку можна виготовляти за допомогою введення ділянки формування внутрішньої коробки, аналогічної ділянці формування зовнішньої коробки 2, як попередня стадія для ділянки формування зовнішньої коробки, у виробничу лінію виготовлення сигаретних упаковок, і здійснення стадії формування внутрішньої коробки 10, в якій внутрішня пачка 12 герметизується на ділянці формування внутрішньої коробки. На Фіг.7 показана сигаретна упаковка, згідно з другим варіантом здійснення. Показана на Фіг.7 сигаретна упаковка включає печатку 42 замість прозорої плівки 8. Печатка 42 з'єднує передню стінку зовнішньої коробки 2 і кришку 4 і запобігає підробці сигаретної упаковки так само, як і прозора плівка 8. На Фіг.8 показана сигаретна упаковка, згідно з третім варіантом здійснення. У разі показаної на Фіг.8 сигаретної упаковки, частина або вся внутрішня коробка 10 може витягуватися з відкритого кінця зовнішньої коробки 2 так, що зовнішня поверхня внутрішньої коробки 10 може далеко виводитися із зовнішньої коробки 2. Тому, наприклад, як показано переривистою лінією, можна прикріпляти друковану зону PS, таку як реклама, на передній стінці 10f корпусу 29 коробки. Друковану зону PS можна прикріпляти також до бічних стінок 10s і задньої стінки 10r корпусу 29 коробки. Сигаретна упаковка може додатково включати джерело 44 для випускання аромату, аналогічного аромату, доданому в сигарети з фільтром. Джерело 44 випускання аромату виконується за допомогою нанесення ароматичної речовини, такої як ментол, на внутрішню поверхню зовнішньої коробки 2 або зовнішню поверхню внутрішньої коробки 10. Після виготовлення сигаретної упаковки аромат, що звільняється з випускаючого аромат джерела 44, зберігається в зазорі між зовнішньою коробкою 2 і внутрішньою коробкою 10. Коли кришку 4 зовнішньої коробки 2 відкривають в перший раз, то аромат виходить із зазору між зовнішньою коробкою 2 і внутрішньою коробкою 10. Отже, перед відкриванням внутрішньої коробки 10 курець або споживач може відчувати той же аромат, що і доданий в сигарети з фільтром у внутрішній пачці 12. На Фіг.9 показана графічна схема способу виготовлення сигаретної упаковки. Як показано на Фіг.9, в способі виготовлення обгортають групу сигарет папером 14, що містить напилений алюміній, для утворення внутрішньої пачки 12 (стадія S1), герметично обгортають внутрішню пачку 12 за допомогою згинання внутрішньої заготовки (обгортання внутрішньої пачки) для утворення внутрішньої коробки 10 (стадія S2), а потім обгортають внутрішню коробку 10 за допомогою згинання зовнішньої заготовки (обгортання внутрішньої коробки) для утворення зовнішньої коробки 2 (стадія S3). Після цього в способі виготовлення додатково обгортають зовнішню коробку 2 прозорою плівкою 8 (стадія S4) або прикріпляють печатку 42 до зовнішньої коробки 2 (стадія S5), за допомогою чого виготовляють сигаретну упаковку, показану на Фіг.1 або 7. 89799 10 При виготовленні сигаретної упаковки, показаної на Фіг.8, використовують внутрішню заготовку із попередньо надрукованою рекламою або т.п. Зовнішню заготовку для формування зовнішньої коробки 2 згинають навколо внутрішньої коробки 10 і не скріпляють з внутрішньою коробкою 10. При виготовленні сигаретної упаковки з випускаючим аромат джерелом 44 використовують внутрішню заготовку і/або зовнішню заготовку, в якій наноситься джерело аромату щонайменше на зовнішню сторону внутрішньої заготовки або на внутрішню сторону зовнішньої заготовки. На Фіг.10 схематично показана частина виробничої лінії для виготовлення сигаретної упаковки. Виробнича лінія включає ділянку 70 упаковки, ділянку 72 формування внутрішньої коробки і ділянку 74 формування зовнішньої коробки. Ділянки 70, 72 і 74 розташовані у вказаному порядку від вхідної сторони виробничої лінії. Ділянки 70, 72 і 74 мають горизонтальні обгорткові револьверні головки 76, 78 і 80, відповідно. Обгорткові головки здатні переривчасто обертатися. Як показано на Фіг.10, обгорткові головки 76, 78 і 80 розташовані у вказаному порядку поблизу одна одної. Окружності двох суміжних обгорткових головок перекривають одна одну. Кожна з обгорткових головок має декілька карманів. Кармани розташовані з рівномірними інтервалами в обводовому напрямку відповідної обгорткової головки. Коли обгорткова головка 76 переривчасто обертається і один з карманів обгорткової головки 76 розташовується у вхідного положення Р1, то карман приймає папір 14, який містить напилений алюміній, з групою СВ сигарет. У цій точці папір 14, який містить напилений алюміній, обгортається навколо групи СВ сигарет в формі букви U. Потім обгорткова головка 76 переривчасто повертається, так що група СВ сигарет разом з папером 14, що містить напилений алюміній, проходить уперед у вихідне положення обгорткової головки 76, тобто у вхідне положення Р2 обгорткової головки 78. Під час цього процесу передачі папір, що містить напилений алюміній, згинається і створюється внутрішня пачка 12 (стадія S1). У вхідному положенні Р2 кармани головки 76 можуть співпадати з відповідними карманами обгорткової головки 78. Коли один з карманів співпадає з відповідним карманом, то карман обгорткової головки 78 приймає внутрішню пачку 12 з відповідного кармана обгорткової головки 76 і внутрішню заготовку 46. Обгорткова головка 78 переривчасто повертається далі, і внутрішня пачка 12, і внутрішня заготовка 46 проходять уперед у вихідне положення обгорткової головки 78, тобто у вхідне положення Р3 обгорткової головки 80. Під час цього процесу передачі внутрішня заготовка 46 згинається навколо внутрішньої пачки 12. Частини, що перекриваються, утворені в цій окремій операції згинання, термозварюються з утворенням тим самим внутрішньої коробки 10 (стадія S2). На Фіг.11 і 12 спеціально показані рутинні операції згинання внутрішньої заготовки 46. Внутрішня заготовка 46, показана на Фіг.11а, подається у вхідне положення Р2 обгорткової головки 78. Внутрішня пачка 12, утворена в обгорт 11 ковій головці 76, розташовується над поданою внутрішньою заготовкою 46. Біля вхідного положення Р2 внутрішня пачка 12 заштовхується в карман обгорткової головки 78 разом з внутрішньою заготовкою 46. У цій точці, як показано на Фіг.11b, внутрішня пачка 12 розташована на задній панелі 48 (задній стінці 10r внутрішньої коробки 10) внутрішньої заготовки 46. У той же час правий і лівий внутрішні бічні клапани 50 згинаються до відповідних бічних поверхонь внутрішньої пачки 12, так що внутрішня пачка розташовується між внутрішніми бічними клапанами 50. Внутрішні бічні клапани 50 сполучаються з відповідними сторонами задньої панелі 48 через лінії згину. У наступній фазі обгорткова головка 78 переривчасто повертається, і внутрішня пачка 12 переміщається з вхідного положення Р2 і розташовується в положенні згинання разом з внутрішньою заготовкою 46. У положенні згинання, як показано на Фіг.11с, правий і лівий нижні клапани 52 і правий, і лівий внутрішні верхні клапани 38 внутрішньої заготовки 46 згинаються до нижньої і верхньої поверхонь, відповідно, внутрішньої пачки 12. Клапани 52 і 54 сполучені з відповідними кінцями внутрішніх бічних клапанів 50 через лінії згину. У наступному положенні згинання, як показано на Фіг.11d, нижня панель 54 внутрішньої заготовки 46 згинається до нижньої поверхні внутрішньої пачки 12 разом з передньою панеллю 56. Одночасно панель 58 язичкової кришки згинається до передньої поверхні внутрішньої пачки 12. Нижня панель 54 і панель 58 язичкової кришки сполучені із задньою панеллю 48 через лінії згину. У цій точці нижня панель 54 розташовується поверх внутрішніх нижніх клапанів 52, і нижня панель 54, і внутрішні нижні клапани 52 утворюють нижню стінку внутрішньої коробки 10. Частина 32 кришки панелі 58 язичкової кришки розташовується поверх внутрішніх верхніх клапанів 38, і частина 32 кришки, і внутрішні верхні клапани 38 утворюють верхню стінку внутрішньої коробки 10. У наступному положенні згинання, як показано на Фіг.12е, передня панель 56 внутрішньої заготовки 46 згинається до передньої поверхні внутрішньої пачки 12, і передня панель 56 утворює передню стінку 10f внутрішньої коробки 10. У наступному положенні згинання, як показано на Фіг.12f, зовнішні бічні клапани 60 згинаються в напрямку відповідних бічних поверхонь внутрішньої пачки 12 і накладаються поверх відповідних внутрішніх бічних клапанів 50. Бічні клапани 50 і 60 утворюють бічні стінки внутрішньої коробки 10. Зовнішні бічні клапани 60 сполучені з відповідними сторонами передньої панелі 56 через лінії згину. У наступному положенні згинання, як показано на Фіг.12g, язичкова частина 34 панелі 58 язичкової кришки згинається до передньої поверхні внутрішньої пачки 12 з розташуванням поверх передньої поверхні, і на цьому закінчується операція згинання внутрішньої заготовки 46. 89799 12 Потім в цьому положенні згинання, як показано стрілками, внутрішня коробка 10 термозварюється зі всіх чотирьох сторін. Панелі і клапани, які утворюють нижню і бічні стінки внутрішньої коробки 10, сполучаються один з одним так, що не можуть бути від’єднанні. У той же час частина 32 язичкової кришки 30 з можливістю від'єднання прикріпляється до внутрішніх верхніх клапанів 38. Як показано на Фіг.13, внутрішня коробка 10 термозварюється зверху і знизу. Язичкова частина 34 і частина 36 задньої стінки язичкової кришки 30 з можливістю від'єднання прикріпляються до передньої стінки 10f і бічних стінок 10s внутрішньої коробки, відповідно. У цій точці завершується виготовлення внутрішньої коробки 10. Як вказувалося вище, термозварювання внутрішньої коробки 10 здійснюється за один раз після завершення операції згинання внутрішньої заготовки 46. Тому немає небезпеки, що стадія термозварювання сильно зменшить продуктивність виготовлення внутрішньої коробки 10. Як показано на Фіг.10, готова внутрішня коробка 10 подається у вихідне положення обгорткової головки 78, тобто вхідне положення Р3 обгорткової головки 80. У вхідному положенні Р3 кишеня обгорткової головки 80 приймає внутрішню коробку 10 з обгорткової головки 78 і зовнішню заготовку. Внутрішня коробка 10 і зовнішня заготовка передаються в напрямку вихідного положення Р4 за допомогою переривистого повороту обгорткової головки 80. Під час процесу передачі зовнішня заготовка згинається навколо внутрішньої коробки 10 з утворенням за рахунок цього зовнішньої коробки 2. Потім зовнішня коробка 2 віддаляється з вихідного положення 34 обгорткової головки 80 і подається в пристрій обгортання плівкою або в пристрій прикріплення печатки. Даний винахід не обмежується вказаними варіантами виконання і може бути модифікований різним чином. Наприклад, язичкова кришка 30 внутрішньої коробки 10 може бути сполучена з корпусом 29 коробки з використанням клею, який забезпечує повторну герметизацію, замість термозварювання з можливістю від'єднання або додатково до такого термозварювання. У цьому випадку язичкова кришка 30 виконана з можливістю повторного приклеювання до корпусу 29 коробки. Тому, навіть після відкривання язичкової кришки 30, язичкова кришка 30 здатна надійно знову закривати отвір і розкривши корпуси 29 коробки, що дозволяє зберігати внутрішній простір внутрішньої коробки 10 по суті в герметичному стані. У разі виготовлення сигаретної упаковки, показаної на Фіг.8, на зовнішню сторону внутрішньої заготовки 46 і/або на внутрішню сторону зовнішньої заготовки попередньо наноситься ароматична речовина, яка випускає аромат, перед операцією згинання цих заготовки. 13 89799 14 15 89799 16 17 89799 18 19 Комп’ютерна верстка Л.Литвиненко 89799 Підписне 20 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCigarette package and method of manufacturing the same
Автори англійськоюTanbo Hitoshi, Kashimura Ryuichi
Назва патенту російськоюСигаретная упаковка и способ ее изготовления
Автори російськоюТанбо Хитоси, Касимура Рюити
МПК / Мітки
МПК: A24F 15/00, B65D 85/08
Мітки: сигаретна, спосіб, виготовлення, упаковка
Код посилання
<a href="https://ua.patents.su/10-89799-sigaretna-upakovka-i-sposib-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Сигаретна упаковка і спосіб її виготовлення</a>
Упаковка для сигарет
Номер патенту: 6862
Опубліковано: 16.05.2005
Автор: Корчовний Олександр Васильович
МПК: B65D 5/00
Формула / Реферат:
1. Упаковка для сигарет, що виконана у вигляді паралелепіпеда з відкидною кришкою, яка відрізняється тим, що до її нижньої грані приклеєно коробку для сірників, ширина якої дорівнює ширині паралелепіпеда, причому легкозаймисту речовину для запалювання сірників нанесено на нижню грань коробки для сірників.2. Упаковка за п. 1, яка відрізняється тим, що найменшу бічну грань коробки для сірників виконано у вигляді квадрата.3....
Упаковка
Номер патенту: 30857
Опубліковано: 11.03.2008
Автор: Костерний Сергій Вікторович
МПК: B65D 5/00
Мітки: упаковка
Формула / Реферат:
1. Упаковка, що виготовлена з пласкої, наприклад, картонної заготовки з нанесеними на ній лініями перегину і містить нижню, верхню та бокові сторони, яка відрізняється тим, що одна з сторін упаковки, переважно лицева, є подвійною й складається з двох накладених одна на одну панелей - внутрішньої та зовнішньої, кожна з яких виконана як продовження від лінії перегину однієї з бокових, що знаходяться поруч, сторін.2. Упаковка за п. 1, яка...
Сигаретна пачка і спосіб її виготовлення
Номер патенту: 89718
Опубліковано: 25.02.2010
Автори: Касімура Рюіті, Боно Наото, Танбо Хітосі, Ямасіта Хіроюкі
МПК: B65B 19/00, B65D 85/00, B65D 5/54, B31B 1/00, B65D 77/04
Мітки: сигаретна, виготовлення, пачка, спосіб
Формула / Реферат:
1. Сигаретна пачка, яка містить:внутрішню пачку, що включає групу стрижнеподібних курильних виробів, обгорнених внутрішньою обгорткою,паралелепіпедну зовнішню коробку, що містить вказану внутрішню пачку і утворена згинанням паперової заготовки навколо вказаної внутрішньої пачки;при цьому вказана зовнішня коробка містить:коробчастий корпус, що має відкритий кінець,кришку, з'єднану з коробчастим корпусом і...
Первинна упаковка розчину для ін’єкцій та спосіб її виготовлення, використання бромбутилової гуми в матеріалі пробки або поршня первинної упаковки
Номер патенту: 73282
Опубліковано: 15.07.2005
Автори: Лундґрен Анна, Сундґрен Матс
Мітки: поршня, використання, матеріали, упаковки, ін'єкцій, бромбутилової, розчину, виготовлення, пробки, первинної, спосіб, первинна, гуми, упаковка
Формула / Реферат:
1. Первинна упаковка, що містить водний розчин для парентерального застосування, що включає інгібітор тромбіну низької молекулярної маси на основі пептиду або його сіль, що має рН в межах від 3 до 8, первинна упаковка закрита гумовою пробкою або поршнем, що містить бромбутилову гуму.2. Первинна упаковка за п. 1, яка відрізняється тим, що первинна упаковка є склянкою.3. Первинна упаковка за п. 1, яка відрізняється тим, що...
Упаковка для тютюнових виробів та спосіб її виготовлення
Номер патенту: 79467
Опубліковано: 25.06.2007
Автори: Ваккарі Джорджо, Драгетті Фіоренцо, Поллоні Роберто
МПК: B65D 85/08, B65D 5/42
Мітки: спосіб, упаковка, виготовлення, тютюнових, виробів
Формула / Реферат:
1. Коробка для тютюнових виробів, утворена шляхом згинання заготовки (9), що містить центральну основну частину (12), що має поздовжню вісь (11), розділену на декілька секцій (14-20) за допомогою заздалегідь виконаних ліній ((13) згину, перпендикулярних до вказаної поздовжньої осі (11); коробка (1; 48; 52; 54), що містить щонайменше одну стінку (7) з подвійним шаром, що визначається внутрішньою частиною (22, 23) і зовнішньою частиною (21, 24)...
Попередній патент: Стабільний водний препарат антитіла в гістидинацетатному буфері
Наступний патент: Ациловані нонадепсипептиди як похідні лізобактину
Випадковий патент: Пристрій вуличної реклами