Пристрій для виготовлення стрижнеподібних курильних виробів
Номер патенту: 91206
Опубліковано: 12.07.2010
Автори: Сендо Макото, Іноує Акіхіро, Янагі Тосіо, Ватанабе Томоіті, Такеуті Манабу



Формула / Реферат
1. Пристрій для виготовлення стрижнеподібних курильних виробів, який містить: секцію формування, що включає шлях формування, для формування шару матеріалу, що складається з частинок курильного матеріалу, на шляху формування і подачі шару матеріалу по шляху формування, і пару напрямних елементів, розташованих в завершальній кінцевій частині шляху формування, для направляння обох сторін шару матеріалу; секцію загортання, що включає шлях загортання, для прийому шару матеріалу зі шляху формування вказаної секції формування, для утворення стрижня, в якій шар матеріалу безперервно загортається в стрічку в процесі, коли шар матеріалу проходить по шляху загортання і подачі сформованого стрижня, при цьому в секції загортання на стрижні утворюється перекривна частина за допомогою з'єднання однієї з одною обох бічних кромок стрічки в стані, коли обидві бічні кромки накладені одна на одну; секцію розрізання для розрізання стрижня, що подається з вказаної секції загортання, на стрижнеподібні курильні вироби, що мають задану довжину; і додавальний пристрій для додавання рідкої добавки в шар матеріалу в зоні між завершальною кінцевою частиною шляху формування і початковою кінцевою частиною шляху загортання, причому вказаний додавальний пристрій розташований у вказаній зоні і включає множину інжекційних отворів для впорскування добавки в шар матеріалу і інжекційні отвори розташовані на відстані один від одного в напрямку руху шару матеріалу, а також в обводовому напрямку шару матеріалу, при цьому вказана секція загортання додатково включає: стискаючий елемент, розташований в початковій кінцевій частині шляху загортання, для стискування шару матеріалу зверху, і щиток для стрічки, розташований в початковій кінцевій частині шляху загортання, для відділення одного від одного шару матеріалу і стрічки; і причому щонайменше два компоненти з групи, що складається з напрямного елемента, стискаючого елемента і щитка для стрічки, мають відповідні інжекційні отвори.
2. Пристрій за п. 1, в якому у випадку, коли стискаючий елемент має інжекційний отвір, інжекційний отвір розташований так, щоб виключити частину шару матеріалу, яка покрита перекривною частиною стрічки.
3. Пристрій за п. 1, в якому у випадку, коли щиток для стрічки має інжекційний отвір, інжекційний отвір переважно розташований попереду за потоком від стискаючого елемента, якщо дивитися в напрямку руху шару матеріалу.
4. Пристрій за п. 1, в якому вказаний додавальний пристрій додатково включає засоби регулювання для керування кількістю впорскування добавки з інжекційних отворів відповідно швидкості руху стрижня.
5. Пристрій за п. 1, в якому вказаний додавальний пристрій додатково включає керуючі засоби для переривистого стримування впорскування добавки з метою виключення впорскування добавки в заданих точках розрізання стрижня.
6. Пристрій за п. 1, в якому вказана добавка є рідкою ароматизуючою добавкою, що містить спирти.
7. Пристрій за п. 1. в якому інжекційний отвір є струминним отвором розпилювальної форсунки.
8. Пристрій за п. 1, в якому інжекційний отвір є випускним отвором мікросоленоїдного клапана.
Текст
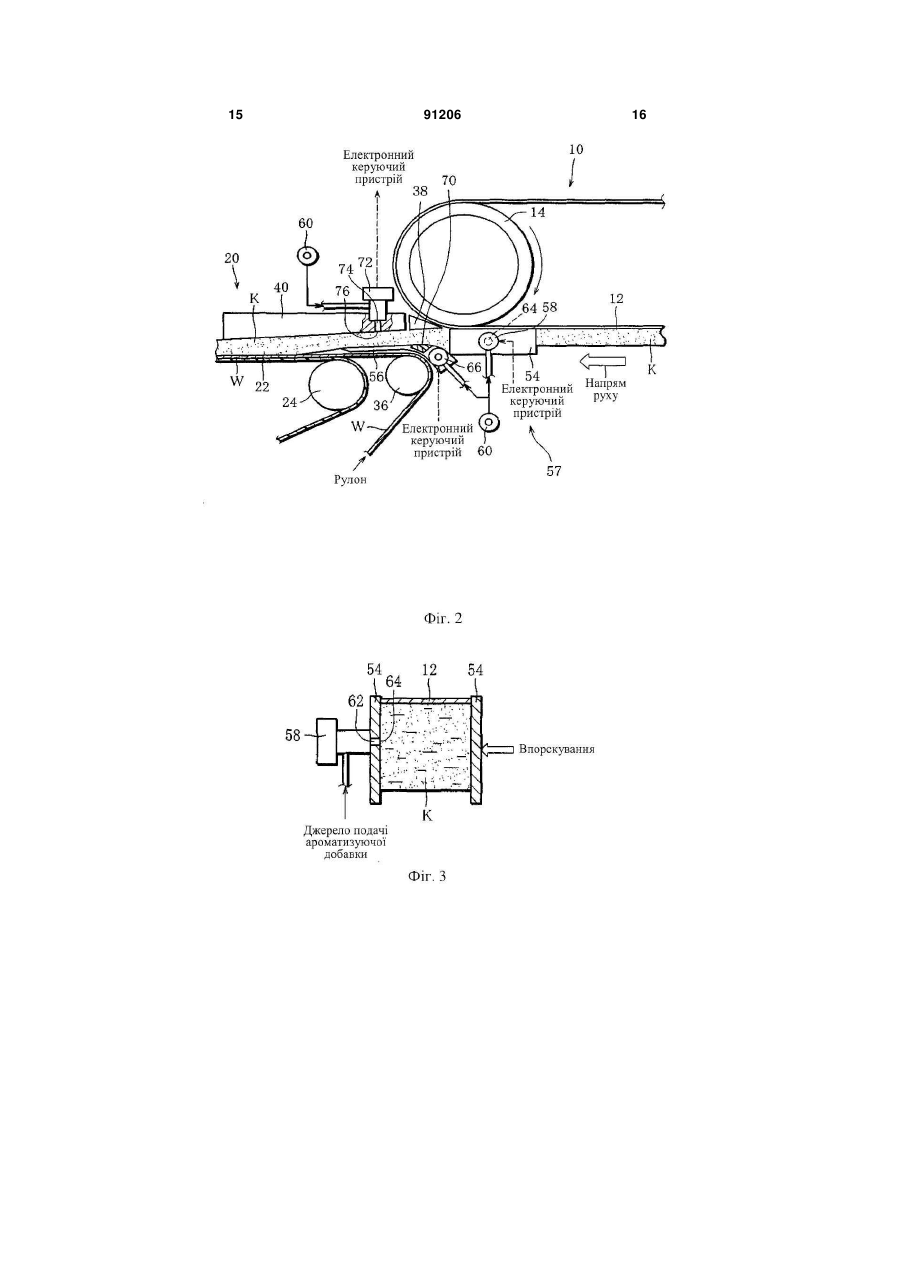
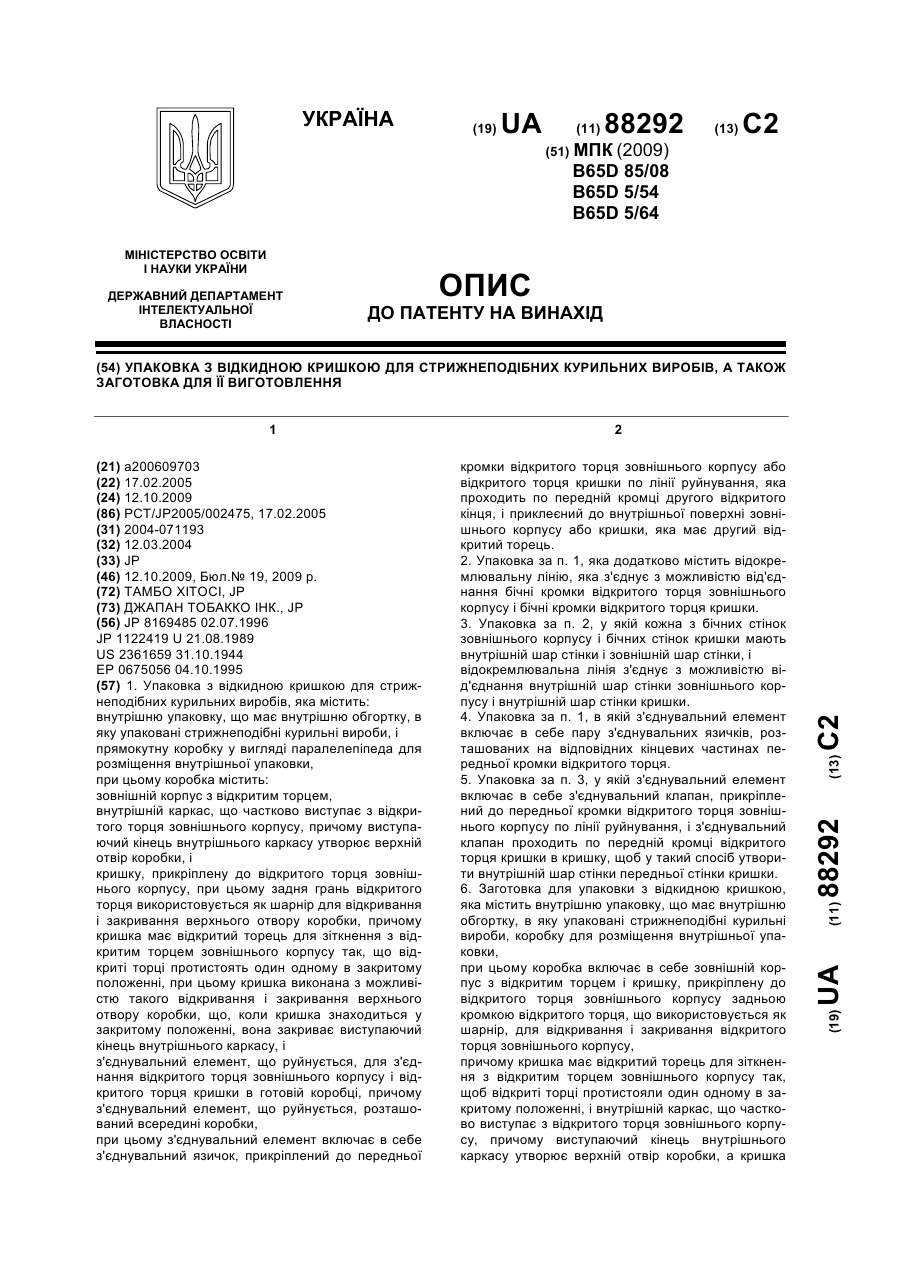
1. Пристрій для виготовлення стрижнеподібних курильних виробів, який містить: секцію формування, що включає шлях формування, для формування шару матеріалу, що складається з частинок курильного матеріалу, на шляху формування і подачі шару матеріалу по шляху формування, і пару напрямних елементів, розташованих в завершальній кінцевій частині шляху формування, для направляння обох сторін шару матеріалу; секцію загортання, що включає шлях загортання, для прийому шару матеріалу зі шляху формування вказаної секції формування, для утворення стрижня, в якій шар матеріалу безперервно загортається в стрічку в процесі, коли шар матеріалу проходить по шляху загортання і подачі сформованого стрижня, при цьому в секції загортання на стрижні утворюється перекривна частина за допомогою з'єднання однієї з одною обох бічних кромок стрічки в стані, коли обидві бічні кромки накладені одна на одну; секцію розрізання для розрізання стрижня, що подається з вказаної секції загортання, на стрижнеподібні курильні вироби, що мають задану довжину; і додавальний пристрій для додавання 2 (19) 1 3 Даний винахід належить до пристрою для виготовлення стрижнеподібних курильних виробів, таких як сигарети і замінники сигарет, і, зокрема, до пристрою для виготовлення, здатного додавати добавку в курильний матеріал для стрижнеподібних курильних виробів. Рівень техніки Наприклад, в патенті Японії № 3472591 розкритий замінник сигарети. Цей замінник сигарети включає горючий елемент і засіб, що утворює аерозоль. Горючий елемент і засіб, що утворює аерозоль, виконані обидва у вигляді стрижня. При курінні розкритого в цьому документі замінника сигарети спочатку запалюють горючий елемент. Тепло горіння горючого елемента нагріває засіб, що утворює аерозоль, при цьому нагрітий засіб, що утворює аерозоль, утворює аерозоль. Цей аерозоль вдихає курець через фільтр замінника сигарети. Джерело утворення аерозолю, розкрите в цьому документі, виготовляється за допомогою наступного способу. Спочатку готують наповнювальний матеріал, одержаний за допомогою додавання речовини, що утворює аерозоль, в частинки курильного матеріалу. Цей наповнювальний матеріал подають у виготовлювальний пристрій з обгортковим матеріалом або стрічкою. Виготовлювальний пристрій загортає наповнювальний матеріал в стрічку і формує стрижень, що утворює аерозоль. Після цього стрижень, що утворює аерозоль, розрізають на шматки заданої довжини, і в результаті одержують окремі засоби, що утворюють аерозоль. Оскільки наповнювальний матеріал готують поза виготовлювальним пристроєм, то виготовлення замінників сигарет вимагає підготовчого пристрою для підготовки наповнювального матеріалу додатково до виготовлювального пристрою. Тому обладнання для виготовлення замінників сигарет є громіздким. Тому виникає ідея підготовки розчину, що містить добавку, таку як речовина, що утворює аерозоль, і додавання цього розчину в курильний матеріал у виготовлювальному пристрої. Для додавання розчину в курильний матеріал можна використовувати технології, розкриті, наприклад, в публікації заявки на патент Японії № 53-18800 і в патенті Японії № 3209985. Згідно з першою технологією, розчин, такий як вода, випускають зсередини язичка, розташованого у виготовлювальному пристрої, і за рахунок цього запобігають утворенню гумоподібної плівки всередині язичка. Язичок стискає і формує курильний матеріал в стрижень у взаємодії з формувальною підкладкою і обробною стрічкою виготовлювального пристрою перед загортанням курильного матеріалу в стрічку. Згідно з другою технологією, при присмоктуванні курильного матеріалу шарами за допомогою стрічки всмоктування виготовлювального пристрою, в цей шар матеріалу впорскується рідка ароматизуюча добавка. 91206 4 Однак, обидві технології мають лише одне місце впорскування для добавки на шляху передачі курильного матеріалу, так що вони нездатні забезпечувати ефективне додавання добавки в курильний матеріал, що проходить по шляху передачі з високою швидкістю. Крім того, при застосуванні першої технології, рідка добавка, що випускається з язичка, міститься лише у верхній частині стрижнеподібного курильного матеріалу. Відповідно до цього, при подальшому загортанні стрижнеподібного курильного матеріалу в стрічку і виготовленні стрижня, що утворює аерозоль, перекривна частина, утворена за допомогою накладення одна на одну бічних кромок стрічки, виявляється дуже сильно змоченою рідкою добавкою. У результаті є дуже велика імовірність виникнення дефекту склеювання в перекривній частині, так що неможливо стабільно виготовити стрижень, що утворює аерозоль, або стрижнеподібний курильний виріб. При застосуванні другої технології, в процесі формування шару матеріалу на всмоктувальній стрічці в матеріал шару впорскують рідку добавку. Тому вага одиниці довжини шару матеріалу стає більшою, і додатково до цього, рідка добавка, що впорскується, заважає всмоктувальній стрічці присмоктувати курильний матеріал. Отже, формування шару матеріалу, а саме, стрижнеподібного курильного стрижня, стає нестабільним. Суть винаходу Метою даного винаходу є створення пристрою для виготовлення стрижнеподібних курильних виробів, який забезпечує ефективне додавання рідкої добавки в курильний матеріал при одночасному забезпеченні стабільного виготовлення стрижнеподібних курильних виробів. Для досягнення цієї мети пристрій для виготовлення стрижнеподібних курильних виробів, згідно з даним винаходом, містить секцію формування, що включає шлях формування, для формування шару матеріалу, який складається з частинок курильного матеріалу, на шляху формування і подачі шару матеріалу по шляху формування; секцію загортання, що включає шлях загортання, для прийому шару матеріалу зі шляху формування секції формування, для утворення стрижня, в якій шар матеріалу безперервно загортається в стрічку в процесі, коли шар матеріалу проходить по шляху загортання, і подачі сформованого стрижня, при цьому в секції загортання на стрижні утворюється перекривна частина за допомогою з'єднання однієї з одною обох бічних кромок стрічки в стані, коли обидві бічні кромки накладені одна на одну; секцію розрізання для розрізання стрижня, що подається з секції загортання, на стрижнеподібні курильні вироби, які мають задану довжину; і додавальний пристрій для додавання рідкої добавки в шар матеріалу в зоні між завершальною кінцевою частиною шляху формування і початковою кінцевою частиною шляху загортання. Додавальний пристрій розташований у вказаній зоні і включає множину інжекційних отворів для впорскування добав 5 91206 6 ки в шар матеріалу. Інжекційні отвори розташовані Крім того, коли шар матеріалу проходить інжена відстані один від одного в напрямку руху шару кційний отвір щитка для стрічки, то шар матеріалу матеріалу, а також в обводовому напрямку шару ще не стиснутий. Це забезпечує можливість впорматеріалу. скування добавки в шар матеріалу через інжекційУ вказаному вище виготовлювальному приний отвір щитка для стрічки без особливих трудстрої, коли шар матеріалу проходить через зону нощів. між завершальною кінцевою частиною шляху фоДодавальний пристрій може додатково вклюрмування і початковою кінцевою частиною шляху чати засоби регулювання для керування кількістю загортання, рідка добавка, зокрема рідка аромативпорскування добавки з інжекційних отворів відпозуюча добавка, що містить спирти, впорскується з відно швидкості руху стрижня. У цьому випадку інжекційних отворів в шар матеріалу. Як вказану додавальний пристрій може рівномірно додавати рідку ароматизуючу добавку вказаного виду можна добавку в стрижнеподібний курильний виріб незавикористовувати, наприклад, гліцерин, пропіленглежно від швидкості виготовлення стрижня. ліколь, ментол, розчинений в спирті, або т. п. Додавальний пристрій може додатково вклюОскільки інжекційні отвори розташовані на відчати керуючі засоби для періодичного зупинення стані один від одного в напрямку руху і в обводовпорскування добавки з метою виключення впорсвому напрямку шару матеріалу, то добавку можна кування добавки в заданих точках розрізання ефективно впорскувати в шар матеріалу. стрижня. У цьому випадку, додавальний пристрій Інжекційні отвори розташовані в зоні між завезапобігає налипанню добавки на різак секції розріршальною кінцевою частиною шляху формування і зання. початковою кінцевою частиною шляху загортання. Як інжекційний отвір можна використовувати Тому впорскування добавки не надає негативного сопло інжектора розпилювальної форсунки або впливу на формування шару матеріалу на шляху випускний отвір мікросоленоїдного клапана. Розформування. Крім того, можна просто забезпечупилювальна форсунка і мікросоленоїдний клапан вати простір для інжекційних отворів. мають невеликий розмір, так що вони можуть бути Оскільки додавальний пристрій має множину розташовані поблизу шляху проходження шару інжекційних отворів, то загальна кількість впорскуматеріалу. ваної добавки, необхідної для шару матеріалу, Вказана добавка є рідкою ароматизуючою доможна розподіляти на кожний інжекційний отвір, бавкою, що містить спирт. Рідка ароматизуюча що дозволяє зменшувати кількість впорскуваної добавка цього виду може включати, наприклад, добавки, що підлягає впорскуванню з кожного інгліцерин, пропіленгліколь або ментол, розчинений жекційного отвору. в спирті, і т. д. Зокрема, секція формування може включати Короткий опис креслень пару напрямних елементів, розташованих в завеФіг. 1 - схематичний вигляд, що показує конфіршальній кінцевій частині шляху формування, для гурацію виготовлювального пристрою; направляння обох сторін шару матеріалу. Секція Фіг. 2 - вигляд, що показує частину виготовлюзагортання може додатково включати стискаючий вального пристрою згідно з Фіг. 1, в збільшеному елемент, розташований в початковій кінцевій часмасштабі; тині шляху загортання, для стискання шару матеФіг. 3 - вигляд в розрізі напрямного блока, розріалу зверху, і щиток для стрічки, розташований в ташованого в завершальній кінцевій частині шляху початковій кінцевій частині шляху загортання, для формування згідно з Фіг. 2; відділення одного від одного шару матеріалу і Фіг. 4 - вигляд в розрізі, який показує щиток стрічки. У цьому випадку щонайменше два комподля стрічки згідно з Фіг. 2; ненти з групи, що складається з напрямного елеФіг. 5 - вигляд в розрізі по лінії, що перетинає мента, стискаючого елемента і щитка для стрічки, вхідний кінець язичка, згідно з Фіг. 2; мають відповідні інжекційні отвори. Фіг. 6 - вигляд в розрізі стрижня; У цьому випадку, інжекційні отвори напрямноФіг. 7 - вигляд, який показує зони в стрижні, в го елемента, стискаючого елемента і щитка для які не подається рідка ароматизуюча добавка, і стрічки можуть впорскувати добавку в шар матерізони, в які подається рідка ароматизуюча добавка; алу з боків, зверху і знизу шару матеріалу. Фіг. 8 - вигляд, який показує розпилювальну У випадку, коли стискаючий елемент має інжефорсунку, що має сопло; кційний отвір, то інжекційний отвір переважно розФіг. 9 - вигляд, який показує мікросоленоїдний ташований так, щоб виключити частину шару маклапан, що має випускний отвір. теріалу, яка покривається перекривною частиною Переважний варіант виконання винаходу стрічки. У цьому випадку добавка, що впорскуєтьНа Фіг. 1 схематично показаний пристрій для ся, ніколи не змочує перекривну частину стрічки. виготовлення стрижнеподібних курильних виробів. Однак, коли щиток для стрічки має інжекційний Виготовлювальний пристрій має конфігурацію, отвір, то інжекційний отвір переважно розташоваоднакову з конфігурацією пристрою для виготовний попереду за потоком від стискаючого елеменлення сигаретних стрижнів. Тому нижче наводитьта, якщо дивитися в напрямку руху шару матеріася короткий опис базової конфігурації виготовлюлу. У цьому випадку, добавка, що впорскується, вального пристрою. знов ніколи не змочує стрічку. Виготовлювальний пристрій має секцію 10 Оскільки стрічка і частина перекривна стрічки формування шару матеріалу. Секція 10 формуне зволожуються добавкою, то забезпечується вання розташована праворуч Фіг. 1. Секція 10 фостабільне формування стрижня. рмування має нескінченну стрічку 12 всмоктування. Стрічка 12 всмоктування проходить між 7 91206 8 ведучим роликом 14 і веденим роликом 16. Ролики розташовану поблизу ведучого ролика 14 і відша14 і 16 розташовані на відстані один від одного в ровує шар К матеріалу від стрічки 12 всмоктувангоризонтальному напрямку. При обертанні ведучоня. Відшаровуваний шар К матеріалу подасться на го ролика 14, стрічка 12 всмоктування рухається в стрічку W в початковій кінцевій частині шляху заодному напрямку, а нижня частина стрічки 12 гортання. всмоктування утворює шлях формування для шаПісля перенесення на стрічку W, шар К матеру матеріалу. ріалу проходить через язичок 40 разом з обробБезпосередньо під стрічкою 12 всмоктування ною стрічкою 22 і стрічкою W при русі обробної розташована витяжна труба 18 на стороні веденострічки 22. У цьому процесі язичок 40 стискає шар го ролика 16. Частинки курильного матеріалу поК матеріалу зверху у взаємодії з підкладкою і фодаються з джерела подачі (не зображене) у витярмує верхню частину шару К матеріалу в дугопожну трубу 18. Витяжна труба 18 видуває дібну арку в поперечному перерізі. курильний матеріал, що міститься всередині неї, в У процесі, коли обробна стрічка 22 проходить напрямку стрічки 12 всмоктування. від початкової кінцевої частини шляху загортання Курильний матеріал, що видувається, присмов напрямку язичка 40, формувальна канавка підкктується рухомою стрічкою 12 всмоктування для ладки поступово формує обробну стрічку 22 або нашарування на її нижній поверхні. Це приводить стрічку W у формі букви U в поперечному перерізі. до утворення шару К матеріалу на стрічці 12 всмоУ результаті, формувальна канавка стискає нижню ктування. Відповідно до цього, шар К матеріалу частину шару К матеріалу у взаємодії з язичком 40 просувається разом зі стрічкою 12 всмоктування і і формує нижню частину в кругову дугу в поперечпереноситься в лівому напрямку на Фіг. 1. ному перетині. Тобто, шар К матеріалу стискується Курильний матеріал в цьому випадку є нарізазверху і знизу для надання форми стрижня. ним тютюном, одержаним за допомогою розрізанНа шляху загортання після язичка 40 послідоня листоподібного відновленого тютюну, нарізавно розташовані короткий тримач 42, довгий триним тютюном, підданим процесу розширення, або мач 44 і нагрівальний блок 46. Коли стрічка W з сумішшю цих двох видів нарізаного тютюну. шаром К матеріалу проходить через короткий Секція 20 загортання розташована суміжно з тримач 42 і довгий тримач 44, то тримачі 42 і 44 секцією 10 формування на лівій стороні. безперервно завертають шар К матеріалу в стрічСекція 20 загортання включає нескінченну обку W через обробну стрічку 22 з утворенням, тим робну стрічку 22. Обробна стрічка 22 проходить в самим, стрижня KR. проміжку між парою роликів 24 і 26 стрічки. Ролики А саме, короткий тримач 42 згинає одну бічну 24 і 26 стрічки також розташовані на відстані один кромку стрічки W в формі кругової дуги, так що від одного в горизонтальному напрямку. Верхня одна бічна кромка стрічки W розташовується почастина обробної стрічки 22 проходить над підкверх шару К матеріалу. У цьому процесі інша бічна ладкою (не зображена) і утворює шлях загортання кромка стрічки W покривається клеєм за допомоу взаємодії з формувальною канавкою підкладки. гою форсунки нанесення клею (не зображена). Шлях загортання проходить горизонтально на одПотім довгий тримач 44 згинає іншу бічну кромку ній лінії зі шляхом формування. стрічки W в формі кругової дуги аналогічно першій Між початковою кінцевою частиною шляху забічній кромці і розміщує іншу бічну кромку стрічки гортання і завершальною кінцевою частиною шляW поверх шару К матеріалу. У результаті обидві ху формування передбачений заданий простір. бічні кромки стрічки W накладаються одна на одну Нижня частина обробної стрічки 22 направляі з'єднуються разом клеєм з утворенням тим сається за допомогою множини напрямних роликів мим перекривної частини стрижня KR. 28 і проходить навколо стрічкового барабана 30. Після цього стрижень KR проходить через наОбробна стрічка 22 рухається при обертанні стрічгрівальний блок 46 і клей, нанесений на перекривкового барабана 30. Стрічковий барабан 30 прину частину, висихає за допомогою нагрівального водиться у обертання за допомогою електродвиблока 46. Потім стрижень KR безперервно видагуна (не зображений). Обертанням електродвигуна ється з секції 20 загортання. керує електронний керуючий блок 32 (ECU). Секція 48 розрізання розташована за потоком Стрічковий барабан 30 має вал барабана, на після секції 20 загортання. Секція 48 розрізання якому закріплений кутовий кодер 34. Кутовий ковключає корпус 50 різака, який забезпечує проходер 34 вимірює швидкість обертання стрічкового дження через нього стрижня KR, і обертальний барабана 30, а саме, швидкість руху обробної різальний диск 52. встановлений в корпусі 50 різастрічки 22, і подає сигнал, який вказує швидкість ка. Різальний диск 52 має одне або декілька різаруху, в електронний керуючий блок 32. льних лез (не зображені) на своїй зовнішній обвоМіж завершальною кінцевою частиною шляху довій кромці. Різальні леза розташовані з загортання і початковою кінцевою частиною шляху рівномірними інтервалами в обводовому напрямку формування розташована роликова напрямна 36 різального диска 52. стрічки. Напрямна 36 стрічки направляє стрічку W, Стрижень KR розрізається на шматки заданої у вигляді паперу, який змотується з паперового довжини при обертанні різального диска 52. Це рулону на верхню частину обробної стрічки 22. створює окремі стрижнеподібні курильні вироби А. Секція 20 загортання включає башмак 38 і Різальний диск 52 і стрічковий барабан 30 сполуязичок 40 в початковій кінцевій частині шляху зачені один з одним трансмісією (не зображена). гортання. Башмак 38 і язичок 40 розташовані посРізальний диск 52 обертається зі швидкістю, відлідовно у вказаному порядку з боку ведучого роповідною швидкості обертання стрічкового баралика 14. Башмак 38 має клиноподібну кромку, бана 30, а саме, швидкості руху стрижня KR. Отже, 9 91206 10 різальний диск 52 може розрізати стрижень KR на інший внутрішній канал з інжекційним отвором. шматки заданої довжини незалежно від швидкості Цей внутрішній канал сполучений з джерелом 60 руху стрижня KR. подачі ароматизуючої добавки через інжектор, На Фіг. 2 показана більш детально зона між аналогічний вказаному вище інжектору. завершальною кінцевою частиною шляху формуДодавальний пристрій 57 включає електромавання і початковою кінцевою частиною шляху загнітний інжектор 66, який закріплений на зовнішній гортання. поверхні щитка 56 для стрічки. Інжектор 66 також Шлях формування має пару напрямних блоків сполучений з джерелом 60 подачі ароматизуючої 54 в своїй завершальній кінцевій частині. Напрямні добавки і електронним керуючим блоком 32. Як блоки 54 розташовані по обидві сторони шляху показано на Фіг. 4, в щитку 56 для стрічки утвореформування під привідним роликом 16 для напраний внутрішній канал 68. Внутрішній канал 68 сповляння обох сторін шару К матеріалу. лучений з соплом інжектора 66 і має інжекційний Щиток 56 для стрічки проходить від напрямних отвір 70, який відкривається у верхній поверхні блоків 54 в напрямку ролика 24 стрічки, шляху щитка 56 для стрічки. Тому, коли інжектор 66 відкзагортання. Щиток 56 для стрічки розташований на ритий, рідка ароматизуюча добавка викидається з відстані із заданим зазором від стрічки W між наінжекційного отвору 70. Рідка ароматизуюча добапрямною 36 стрічки і роликом 24 стрічки. Щиток 56 вка, що викидається, впорскується в шар К матедля стрічки направляє розрізаний шар К для переріалу з боку нижньої поверхні шару К матеріалу. несення зі шляху формування на стрічку W і віддіЯк показано на Фіг. 2, інжекційний отвір 70 розталяє стрічку W і шар К матеріалу одне від одного, шований безпосередньо над напрямною 36 стрічпоки стрічка W не накладається на обробну стрічку ки. 22. Як показано на Фіг. 5, додавальний пристрій Як показано на Фіг. 2, язичок 40 проходить над 57 включає електромагнітний інжектор 72, який роликом 24 стрічки і напрямної 36 стрічки і має закріплений на зовнішній поверхні язичка 40. Інжевхідний кінець, який розташований над роликом 36 ктор 72 встановлений на верхній поверхні вхідного напрямної стрічки. кінця язичка 40. Інжектор 72 також сполучений як з Напрямні блоки 54, щиток 56 для стрічки і язиджерелом 60 подачі ароматизуючої добавки, так і чок 40 забезпечені відповідними інжекційними з електронним керуючим блоком 32. Сопло інжекотворами додавального пристрою 57, згідно з одтора 72 сполучене з внутрішнім каналом 74, утвоним варіантом виконання. Нижче наводиться опис реним в язичку 40. Внутрішній канал 74 має інжекдодавального пристрою 57. ційний отвір 76. який відкривається в нижній Додавальний пристрій 57 включає електромаповерхні язичка 40. Коли інжектор 72 відкритий, то гнітний інжектор 58. Інжектор 58 закріплений на рідка ароматизуюча добавка викидається з інжекзовнішній поверхні одного з напрямних блоків 54. ційного отвору 76. Рідка ароматизуючи добавка, Інжектор 58 має подавальний вхід, який сполучещо викидається, впорскується в шар К матеріалу з ний з джерелом подачі добавки, а саме, з джеребоку верхньої поверхні шару К матеріалу. лом 60 подачі ароматизуючої добавки, через підЯк показано на Фіг. 5, інжекційний отвір 76 ровідний шланг. У джерелі 60 подачі ароматизуючої зташований з відхиленням від центра нижньої подобавки зберігається рідка ароматизуюча добавка, верхні язичка 40, тобто розташований поза така як ментол, який розчинений, наприклад, в центром нижньої поверхні язичка 40. З цієї причигліцерині, пропіленгліколі або спирті. Рідка аромани, коли формується стрижень KR, можна, як потизуюча добавка знаходиться в стисненому стані в казано на Фіг. 6, впорскувати рідку ароматизуючу джерелі 60 подачі ароматизуючої добавки. Тому добавку в шар К матеріалу з інжекційного отвору рідка ароматизуюча добавка направляється з 76 за винятком зони шару К матеріалу, яка покриджерела 60 через підвідний шланг в інжектор 58. та перекривною частиною L стрічки W. Інжектор 58 заповнюється рідкою ароматизуючою Електронний керуючий блок 32 керує кількістю добавкою. рідкої ароматизуючої добавки, яка впорскується з Інжектор 58 сполучений електрично з електінжекторів 58, 66 і 72 в шар К матеріалу. А саме, ронним керуючим блоком 32. електронний керуючий блок 32 збільшує або змеЕлектронний керуючий блок 32 подає керуюншує відкривання кожного інжектора відповідно чий сигнал в інжектор 58 з метою керування відкшвидкості руху обробної стрічки 22 або стрижня риванням і закриванням інжектора 58. При відкриKR. Тому інжектори 58, 66 і 72 можуть впорскувати ванні, інжектор 58 викидає рідку ароматизуючу рідку ароматизуючу добавку рівномірно на одинидобавку з свого сопла. цю довжини шару К матеріалу. Як показано на Фіг. 3, сопло інжектора 58 споНа основі часу розрізання стрижня KR, електлучене з внутрішнім каналом 62 напрямного блока ронний керуючий блок 32 активує інжектори 58, 66 54. Внутрішній канал 62 має інжекційний отвір 64, і 72, так що вони закриваються почергово і по який відкривається у внутрішній поверхні напрямокремості і переривають впорскування рідкої ароного блока 54. Відповідно до цього, рідка ароматиматизуючої добавки з інжекційних отворів 64, 70 і зуюча добавка, що викидається з сопла інжектора 76 в шар К матеріалу. У результаті, як показано на 58, впорскується з інжекційного отвору 64 в шар К Фіг. 7, зони з додаванням рідкої ароматизуючої матеріалу через внутрішній канал 62. добавки, які показані похилими лініями, і зони без Як позначено стрілкою на Фіг. 3, можна впорсрідкої ароматизуючої добавки, які показані білими, кувати рідку ароматизуючу добавку в шар К матенавперемінно утворюються в шарі К матеріалу ріалу з іншого напрямного блока 54. У цьому вистрижня KR. Інтервал між двома суміжними зонападку в іншому напрямному блоці 54 утворений ми без добавки дорівнює довжині одиничного 11 91206 12 стрижнеподібного курильного виробу А. Стрижень рідкої ароматизуючої добавки, що підлягає впорсKR розрізається по центру зони без добавки в покуванню з кожного з інжекційних отворів в шар К ложенні СР розрізання. Таким чином, зі стрижня матеріалу, зменшується до однієї третини всієї KR утворюються окремі стрижнеподібні вироби А. кількості додавання рідкої ароматизуючої добавки, В напрямку руху шару К матеріалу інжекційні необхідної в шарі К матеріалу. Отже, навіть якщо отвори 64, 70 і 76 розташовані в різних позиціях, шар К матеріалу рухається з високою швидкістю, так що час активування інжекторів 58, 66 і 72 виможна поліпшити ефективність додавання рідкої значається по окремості відповідно до відстаней ароматизуючої добавки в шар К матеріалу. між відповідними інжекційними отворами і різальУ таблиці 1 показані результати вимірювання ним диском 52 в секції 48 розрізання і швидкості ефективності додавання рідкої ароматизуючої руху шару К матеріалу. добавки, що вимірюється в різних випадках, в яких Як випливає з наведеного вище пояснення, змінювалося число інжекційних отворів, розташуоскільки три інжекційних отвори 64, 70 і 76 розтавання інжекційних отворів, кількість рідкої аромашовані на відстані один від одного в напрямку руху тизуючої добавки, що впорскується з інжекційних і в обводовому напрямку шару К матеріалу, то шар отворів. У таблиці 1 наведена також оцінка аромаК матеріалу приймає впорскування рідкої аромату і смаку стрижнеподібних курильних виробів А. тизуючої добавки з різних позицій. Тому кількість Таблиця 1 Розташування інжекційних отворів/кількість впорскування (г/хв.) Загальна кількість впорскуНапрямний Щиток для Язичок вання блок стрічки 100 100 100 50 50 50 50 50 50 33,3 33,3 33,3 75 75 37,5 37,5 25 25 25 50 50 25 25 17 17 17 Ефективність добавки вказує відношення вмісту рідкої ароматизуючої добавки в стрижнеподібному курильному виробі А до кількості рідкої ароматизуючої добавки, що впорскується з інжекційних отворів. При оцінці стрижнеподібного курильного виробу А виготовлялися замінники сигарет, розкриті в патенті Японії № 3472591, з використанням стрижнеподібного курильного виробу А, і замінники сигарет курили три оцінних експерти. При курінні експерти оцінювали масу аерозолю, що містить ароматизуючу добавку, яка утворюється зі стрижнеподібного курильного виробу А, тобто масу основного потоку диму замінника сигарети. Результатом цього процесу є оцінка стрижнеподібного курильного виробу А. Експерти виконували оцінку по шкалі від одного до десяти, при цьому 5 було вищою оцінкою. Як випливає з таблиці 1, як ефективність додавання рідкої ароматизуючої добавки, так і оцінка курильного аромату є високими пропорціонально числу інжекційних отворів. Що стосується повної величини впорскування рідкої ароматизуючої добавки, то оцінка підвищується із збільшенням повної величини впорскування. Якщо напрямний блок 54, щиток 56 для стрічки і язичок 40 мають інжекційні отвори 64, 70 і 76, відповідно, то шар К матеріалу приймає впорскування рідкої ароматизуючої добавки з трьох місць, тобто на свої бічну, нижню і верхню поверхні. Тому Ефективність добавки Оцінка аромату куріння 0,88 0,86 0,91 0,88 0,89 0,96 0,87 0,90 0,95 0,88 0,91 0,97 3,5 3,5 4 4 4 4,5 3,5 4 4,5 3,5 4 4 рідка ароматизуюча добавка, що впорскується, розподіляється більш рівномірно в шарі К матеріалу. Це є суттєвим фактором для висоти оцінки стрижнеподібного курильного виробу А. Інжекційні отвори 64, 70 і 76 всі розташовані в зоні між завершальною кінцевою частиною секції 10 формування і початковою кінцевою частиною секції 20 загортання. Тому впорскування рідкої ароматизуючої добавки з інжекційних отворів 64, 70 і 76 не надає негативного впливу на формування шару К матеріалу, так що забезпечується стабільне формування шару К матеріалу на стрічці 12 всмоктування. Коли рідка ароматизуюча добавка впорскується через інжекційний отвір 70 в шар К матеріалу, то щиток 56 для стрічки запобігає безпосередньому змочуванню стрічки W рідкою ароматизуючою добавкою. Додатково до цього, коли рідка ароматизуюча добавка впорскується через інжекційний отвір 76 в шар К матеріалу, то перекривна частина L стрижня KR не змочується рідкою ароматизуючою добавкою. Відповідно до цього, виключається розривання стрічки W або погане склеювання перекривної частини L. Це забезпечує стабільне виконання загортання шару К матеріалу в стрічку W, тобто формування стрижня KR. Оскільки інжекційні отвори 70 і 76 розташовані за потоком перед язичком 40, то шар К матеріалу не стискається язичком 40 при проходженні інжек 13 91206 14 ційних отворів 70 і 76. Отже, рідка ароматизуюча лювальної форсунки 78 і мікросоленоїдного кладобавка, що впорскується з інжекційних отворів 70 пана 76 можна використовувати форсунку для і 76, без проблем впорскується в шар К матеріалу. струминного друку. Розпилювальна форсунка 78, Кількість рідкої ароматизуючої добавки, яка мікросоленоїдний клапан 82 або форсунка для впорскується з інжекційних отворів 64, 70, 76 в струминного друку можуть бути розташовані блишар К матеріалу, збільшується або зменшується жче до потоку шару матеріалу, в порівнянні з інжевідповідно швидкості руху шару К матеріалу. У кторами 58, 66 і 72. Відповідно до цього, при викорезультаті, кількість рідкої ароматизуючої добавки, нанні зон без добавки, показаних на Фіг. 7, можна що додається у відповідні стрижнеподібні курильні виконувати їх з високою точністю. вироби А, залишається однаковою незалежно від Виготовлювальний пристрій, згідно з даним швидкості виготовлення стрижня KR. винаходом, можна застосовувати для виготовленОскільки стрижень KR розрізається в зонах ня звичайних сигаретних стрижнів замість виготобез добавки (дивись Фіг. 7), в які не додавалася влення елементів замінників сигарет. У цьому вирідка ароматизуюча добавка, то рідка ароматизупадку, шар матеріалу виконується з суміші юча добавка не налипає на різальне лезо різальнарізаного тютюну, що одержується за допомогою ного диска 52. Отже, різальне лезо має великий розрізання листового відновленого тютюну, і нарітермін служби. заного тютюну, підданого процесу розширення. Даний винахід не обмежується вказаним вище Що стосується рідкої ароматизуючої добавки, то варіантом виконання і може бути модифікований використовується рідкий ароматизатор, відповідрізними шляхами. Наприклад, додавальний приний марці сигаретного стрижня. стрій 57 може включати інжекційні отвори, передПри додаванні рідкого ароматизатора в шар бачені в двох компонентах з групи, що включає матеріалу в пристрої для виготовлення сигаретних напрямний блок 54, щиток 56 для стрічки і язичок стрижнів, можна відмовитися від стадії додавання 40. ароматизатора в курильний матеріал з викорисЯк показано на Фіг. 8 і 9, внутрішній канал мотанням машини додавання ароматизатора роторже мати розпилювальну форсунку 78 або соленоїного типу і подальшої стадії твердіння курильного дний клапан 82 в своєму відкритому кінці. У цьому матеріалу за допомогою бункера або т. п. випадку, розпилювальний отвір 80 розпилювальКрім того, виготовлювальний пристрій, згідно з ної форсунки 78 або випускний отвір 84 мікросоданим винаходом, можна використовувати для леноїдного клапана 82 служать як інжекційний додавання рідких добавок різного виду замість отвір додавального пристрою 57. Замість розпирідкої ароматизуючої добавки. 15 91206 16 17 91206 18 19 Комп’ютерна верстка М. Мацело 91206 Підписне 20 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for producing stick-like smoking articles
Автори англійськоюSendo Makoto, Yanagi Toshio, Inoue Akihiro, Watanabe Tomoichi, Takeuchi Manabu
Назва патенту російськоюУстройство для изготовления стержнеобразных курительных изделий
Автори російськоюСендо Макото, Янаги Тосио, Иноуе Акихиро, Ватанабе Томоити, Такеути Манабу
МПК / Мітки
Мітки: курильних, стрижнеподібних, виробів, виготовлення, пристрій
Код посилання
<a href="https://ua.patents.su/10-91206-pristrijj-dlya-vigotovlennya-strizhnepodibnikh-kurilnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення стрижнеподібних курильних виробів</a>
Упаковка з відкидною кришкою для стрижнеподібних курильних виробів, а також заготовка для її виготовлення
Номер патенту: 88292
Опубліковано: 12.10.2009
Автор: Тамбо Хітосі
МПК: B65D 85/08, B65D 5/64, B65D 5/54
Мітки: заготовка, курильних, стрижнеподібних, виготовлення, відкидною, також, упаковка, виробів, кришкою
Формула / Реферат:
1. Упаковка з відкидною кришкою для стрижнеподібних курильних виробів, яка містить:внутрішню упаковку, що має внутрішню обгортку, в яку упаковані стрижнеподібні курильні вироби, іпрямокутну коробку у вигляді паралелепіпеда для розміщення внутрішньої упаковки,при цьому коробка містить:зовнішній корпус з відкритим торцем,внутрішній каркас, що частково виступає з відкритого торця зовнішнього корпусу, причому...
Упаковка для стрижнеподібних курильних виробів
Номер патенту: 79677
Опубліковано: 10.07.2007
Автор: Сендо Макото
МПК: B65D 85/08, A24F 15/00
Мітки: стрижнеподібних, курильних, упаковка, виробів
Формула / Реферат:
1. Упаковка для стрижнеподібних курильних виробів, яка містить:коробку, що включає передню стінку, відкриваний кінець, і або отвір для доступу, утворений в передній стінці так, щоб продовжуватися від переднього краю відкриваного кінця, або надрізану лінію для утворення отвору для доступу, причому надрізана лінія обмежує область в передній стінці, яка підлягає відкриванню;вміст, що міститься у вказаній коробці, причому вказаний...
Жорстка пачка для стрижнеподібних курильних виробів
Номер патенту: 85388
Опубліковано: 26.01.2009
Автор: Тамбо Хітосі
МПК: B65D 5/64, B65D 85/08
Мітки: виробів, курильних, жорстка, стрижнеподібних, пачка
Формула / Реферат:
1. Жорстка пачка для стрижнеподібних курильних виробів, яка міститьжорстку коробку в формі паралелепіпеда, що має відкритий кінець та нижню стінку,кришку, з'єднану з відкритим кінцем вказаної коробки для відкривання і закривання відкритого кінця, івнутрішню упаковку, що міститься у вказаній коробці, причому вказана внутрішня упаковка включає стрижнеподібні курильні вироби і внутрішню обгортку, обгорнену навколо...
Пачка з шарнірною кришкою для стрижнеподібних курильних виробів і заготовка для неї
Номер патенту: 88293
Опубліковано: 12.10.2009
Автор: Тамбо Хітосі
МПК: B65D 5/54, B65D 85/08, B65D 5/64
Мітки: шарнірною, виробів, пачка, неї, стрижнеподібних, кришкою, заготовка, курильних
Формула / Реферат:
1. Пачка з шарнірною кришкою для стрижнеподібних курильних виробів, яка містить:внутрішній пакет, що має внутрішню обгортку, в яку обгорнена група стрижнеподібних курильних виробів; іпрямокутний паралелепіпедний корпус для розміщення вказаного внутрішнього пакета, причому вказаний корпус включає:передню стінку,задню стінку,дві бічні стінки,нижню стінку,верхню стінку,шарнір, утворений у...
М’яка пачка стрижнеподібних курильних виробів, її внутрішня і зовнішня обгортки
Номер патенту: 89511
Опубліковано: 10.02.2010
Автор: Танбо Хітосі
МПК: B65D 85/08
Мітки: обгортки, виробів, курильних, зовнішня, м'яка, пачка, внутрішня, стрижнеподібних
Формула / Реферат:
1. М'яка пачка стрижнеподібних курильних виробів, яка містить:внутрішню упаковку у формі по суті прямокутного паралелепіпеда, при цьому внутрішня упаковка включає у себе пучок стрижнеподібних курильних виробів і внутрішню обгортку, яка покриває пучок, таоболонку у формі по суті прямокутного паралелепіпеда, яка покриває внутрішню упаковку за винятком верхньої поверхні внутрішньої упаковки і включає у себе чотири кутових грані,...
Попередній патент: Антибіотична комбінація амікацину і цефепіму для створення спільного розчину для лікування інфекцій
Наступний патент: Спільне придушення перешкод в каналі передачі пілот-сигналів, в каналі передачі службових сигналів та в каналі трафіку
Випадковий патент: Ротаційний дифузійний апарат