Система керування для дугової печі
Номер патенту: 95923
Опубліковано: 26.09.2011
Формула / Реферат
1. Система керування вертикальним положенням щонайменше одного електрода дугової печі, причому дугова піч містить пічний трансформатор, що має первинний вхідний бік і вторинний вихідний бік, яка електрично з'єднана з щонайменше одним електродом, причому система керування містить: щонайменше один пристрій вимірювання струму для вимірювання струму, який споживається дуговою піччю; пристрій вимірювання напруги, яка подається до дугової печі; і пристрій керування для динамічного визначення заданого значення для вертикального положення щонайменше одного електрода на основі виміряних значень струму і напруги і забезпечення привідного вихідного сигналу для приведення у дію підіймального пристрою для встановлення вертикального положення щонайменше одного електрода з тим, щоб воно відповідало заданому значенню, яке динамічно визначається, при цьому пристрій керування містить процесор для виконання керуючого алгоритму для динамічного визначення фактора r швидкості, при цьому r=x2/k, причому х є відхиленням від заданого значення, a k є сталою, що залежить від системи, і забезпечення привідного вихідного сигналу на основі фактора r швидкості, що динамічно визначається.
2. Система керування за п. 1, яка відрізняється тим, що щонайменше один пристрій вимірювання струму призначений для вимірювання струму на одному або обох, вхідному і вихідному, боках пічного трансформатора.
3. Система керування за п. 2, яка відрізняється тим, що щонайменше один пристрій вимірювання струму містить перший пристрій вимірювання струму для вимірювання струму на вхідному боці пічного трансформатора і другий пристрій вимірювання струму для вимірювання струму на вихідному боці пічного трансформатора.
4. Система керування за будь-яким з пп. 1-3, яка відрізняється тим, що пристрій вимірювання напруги призначений для вимірювання напруги між шиною пічного трансформатора і подом печі.
5. Система керування за будь-яким з пп. 1-4, яка відрізняється тим, що х=n-р і p=(a/b)*(c/2), де n є заданим значенням, а є значенням струму, виміряним щонайменше одним пристроєм вимірювання струму, b є значенням номінального вторинного струму пічного трансформатора, а с є лічильним інтервалом процесора.
6. Система керування за будь-яким з пп. 1-5, яка відрізняється тим, що k=Int ((Tm*Et/1000)/100)*100, де Tm є точкою плавлення шлаку у градусах Кельвіна, a Et є загальною електричною енергією, необхідною для приведення у дію дугової печі в одиницях кВт/год на метричну тонну завантажуваного матеріалу.
7. Система керування за будь-яким з пп. 1-6, яка відрізняється тим, що процесор призначений для забезпечення привідної напруги v як привідного вихідного сигналу для приведення у дію підіймального пристрою.
8. Система керування за п. 7, яка відрізняється тим, що v=(r/k)*(ABS(x)/x)*I, де І є масштабною величиною напруги для привідного пристрою підіймального пристрою.
9. Система керування за п. 8, яка відрізняється тим, що процесор є програмованим логічним контролером (PLC).
10. Дугова піч, яка містить систему керування за будь-яким з пп. 1-9.
11. Дугова піч за п. 10, яка відрізняється тим, що виконана з можливістю розплавлення матеріалів, таких як рудний дрібняк, або плавлення матеріалів, таких як металевий дрібняк.
12. Спосіб керування вертикальним положенням щонайменше одного електрода дугової печі, причому дугова піч містить пічний трансформатор, який має первинний вхідний бік і вторинний вихідний бік, яка електрично з'єднана з щонайменше одним електродом, причому спосіб включає етапи, на яких:
вимірюють щонайменше один струм, який споживається дуговою піччю;
вимірюють напругу, яка подається до дугової печі;
динамічно визначають задане значення для вертикального положення щонайменше одного електрода на основі виміряних значень струму і напруги, при цьому динамічно визначають фактор r швидкості, де r=x2/k, причому х є відхиленням від заданого значення, a k є сталою, що залежить від системи, причому забезпечують привідний вихідний сигнал на основі фактора r швидкості, що динамічно визначається, для приведення у дію підіймального пристрою для встановлення вертикального положення щонайменше одного електрода з тим, щоб воно відповідало заданому значенню, що динамічно визначається.
13. Спосіб за п. 12, який відрізняється тим, що етап вимірювання струму включає етап, на якому вимірюють струм на одному або обох, вхідному і вихідному, боках пічного трансформатора.
14. Спосіб за п. 13, який відрізняється тим, що етап вимірювання струму включає етапи, на яких вимірюють струм на вхідному боці пічного трансформатора і вимірюють струм на вихідному боці пічного трансформатора.
15. Спосіб за будь-яким з пп. 12-14, який відрізняється тим, що етап вимірювання напруги включає етап, на якому вимірюють напругу між шиною пічного трансформатора і подом печі.
16. Спосіб за будь-яким з пп. 12-15, який відрізняється тим, що х=n-р і р=(а/b)*(с/2), де n є заданим значенням, а є значенням струму, виміряним щонайменше одним пристроєм вимірювання струму, b є значенням номінального вторинного струму пічного трансформатора, а с є лічильним інтервалом процесора.
17. Спосіб за будь-яким з пп. 12-16, який відрізняється тим, що k=Int ((Tm*Et/1000)/100)*100, де Tm є точкою плавлення шлаку в градусах Кельвіна, a Et є загальною електричною енергією, необхідною для приведення у дію дугової печі в одиницях кВт/год на метричну тонну завантажуваного матеріалу.
18. Спосіб за будь-яким з пп. 12-17, який відрізняється тим, що етап забезпечення привідного вихідного сигналу включає етап, на якому забезпечують привідну напругу v як привідний вихідний сигнал для приведення у дію підіймального пристрою для встановлення вертикального положення щонайменше одного електрода з тим, щоб воно відповідало заданому значенню, що динамічно визначається.
19. Спосіб за п. 18, який відрізняється тим, що v=(r/k)*(ABS(x)/x)*I, де І є масштабною величиною напруги для привідного пристрою підіймального пристрою.
20. Спосіб за будь-яким з пп. 12-19, який відрізняється тим, що застосовується для розплавлення матеріалів, таких як рудний дрібняк, або плавлення матеріалів, таких як металевий дрібняк.
Текст
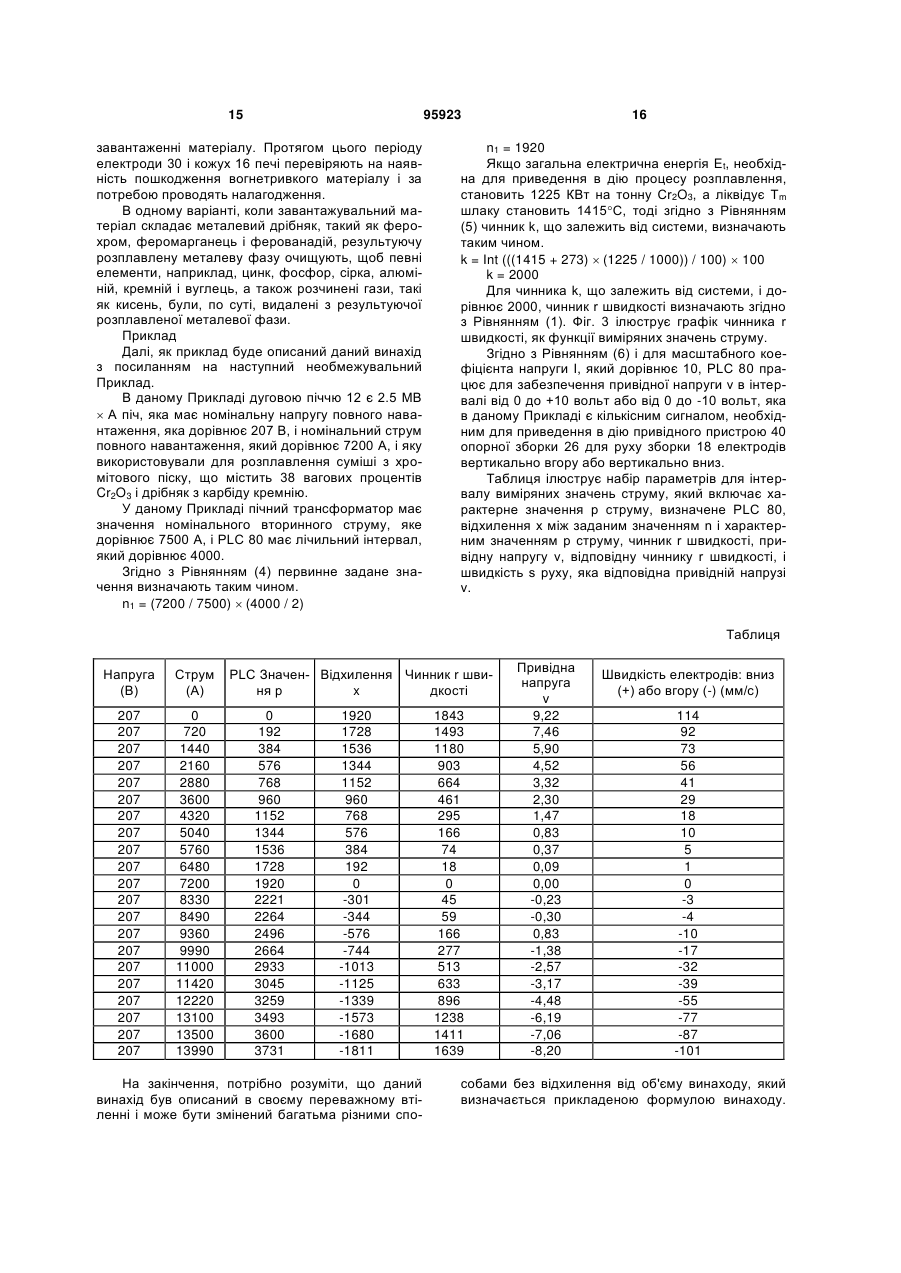
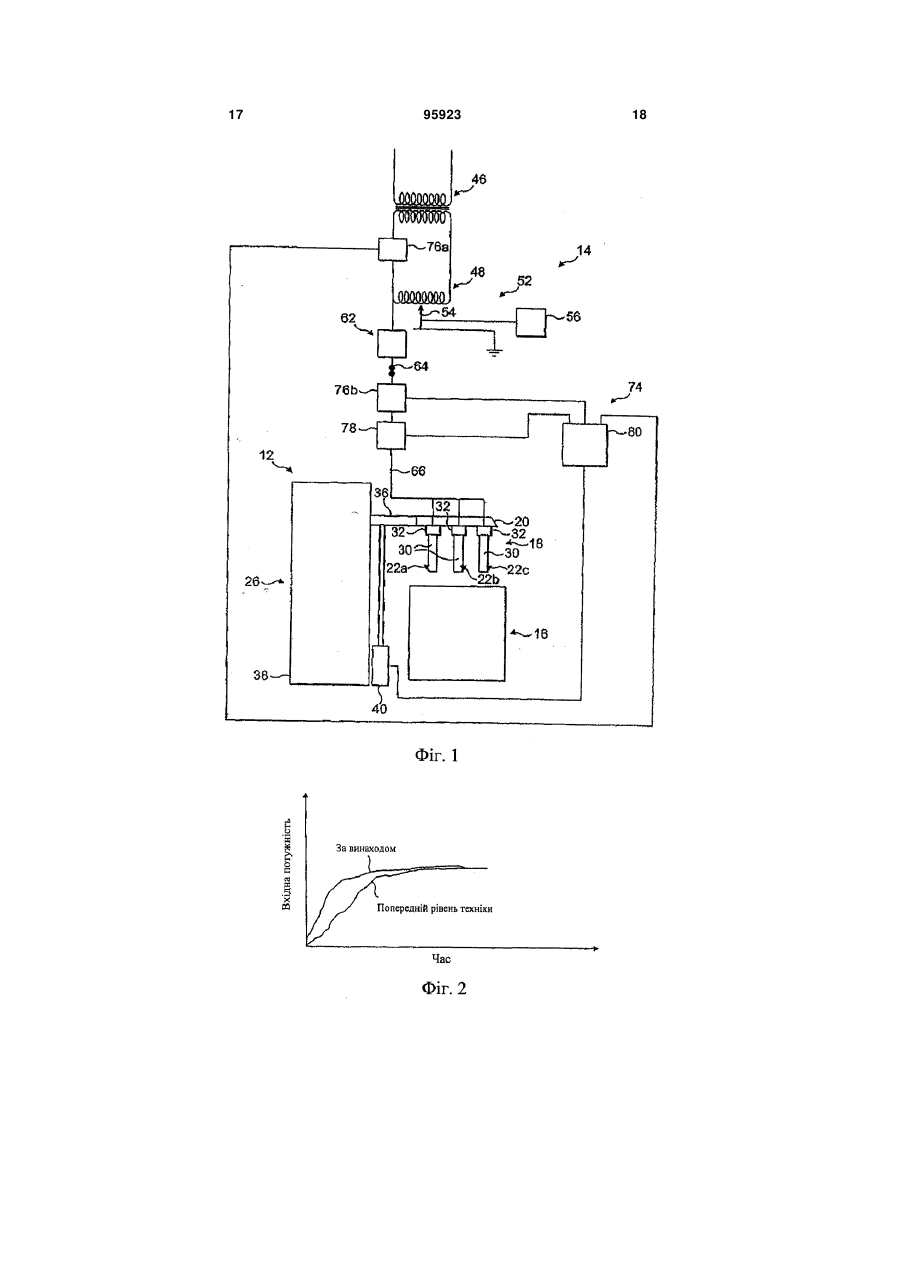
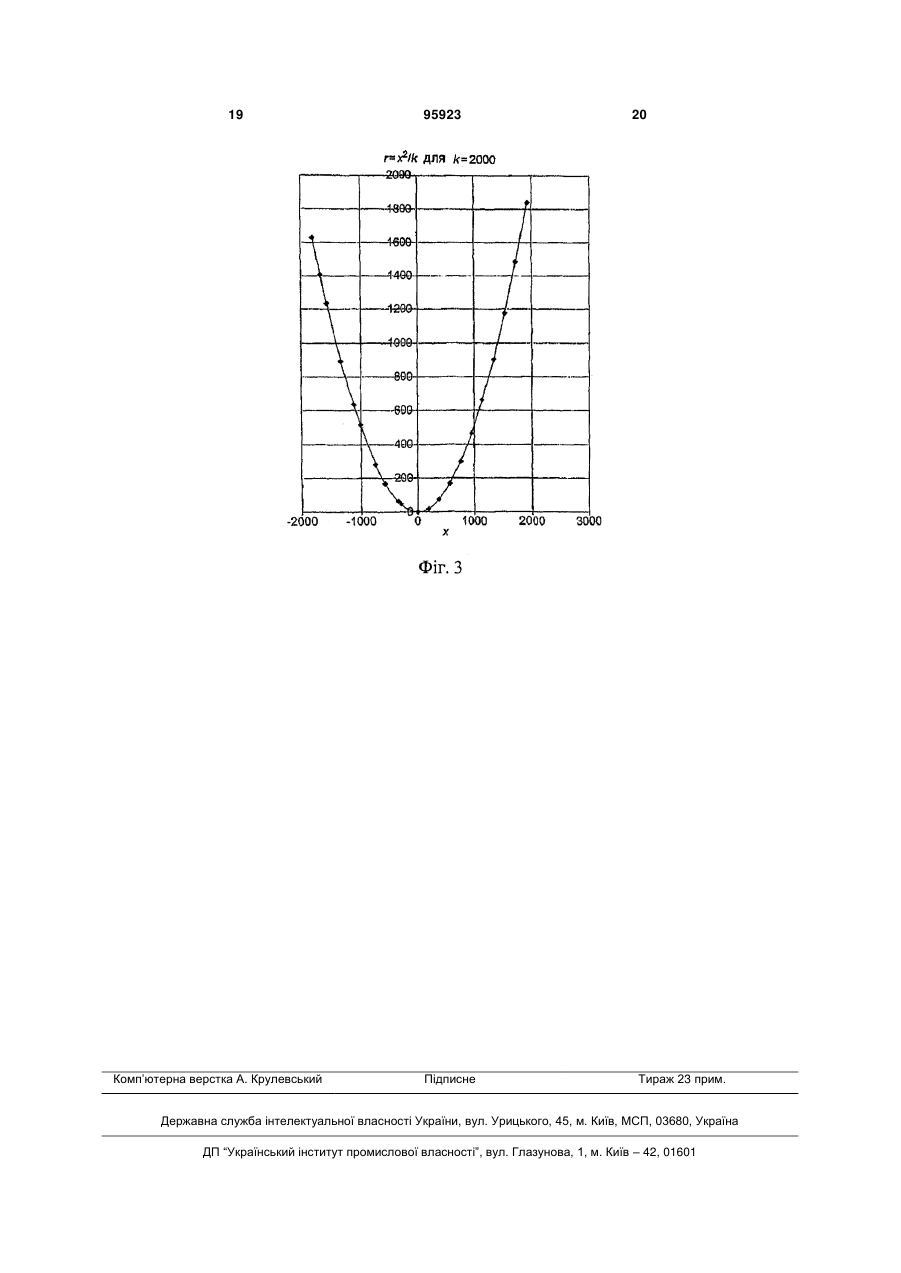
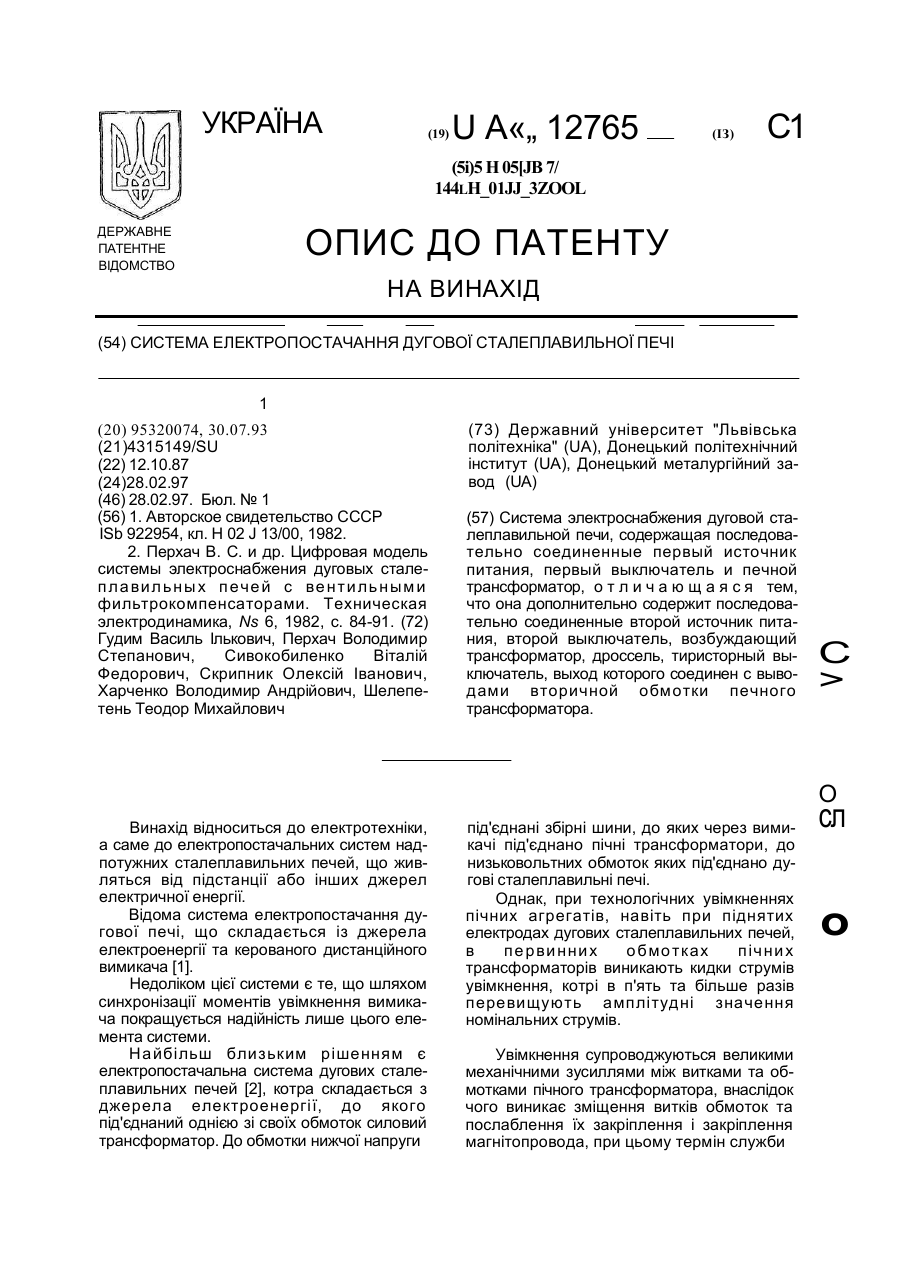
УКРАЇНА (19) UA (11) 95923 (13) C2 (51) МПК (2011.01) F27B 3/28 (2006.01) F27D 11/00 F27D 19/00 F27D 21/00 H05B 7/148 (2006.01) H05B 7/156 (2006.01) ДЕРЖАВНА СЛУЖБА ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ УКРАЇНИ ОПИС ДО ПАТЕНТУ НА ВИНАХІД (54) СИСТЕМА КЕРУВАННЯ ДЛЯ ДУГОВОЇ ПЕЧІ C2 (13) 95923 (11) привідного вихідного сигналу на основі фактора r швидкості, що динамічно визначається. 2. Система керування за п. 1, яка відрізняється тим, що щонайменше один пристрій вимірювання струму призначений для вимірювання струму на одному або обох, вхідному і вихідному, боках пічного трансформатора. 3. Система керування за п. 2, яка відрізняється тим, що щонайменше один пристрій вимірювання струму містить перший пристрій вимірювання струму для вимірювання струму на вхідному боці пічного трансформатора і другий пристрій вимірювання струму для вимірювання струму на вихідному боці пічного трансформатора. 4. Система керування за будь-яким з пп. 1-3, яка відрізняється тим, що пристрій вимірювання напруги призначений для вимірювання напруги між шиною пічного трансформатора і подом печі. 5. Система керування за будь-яким з пп. 1-4, яка відрізняється тим, що х=n-р і p=(a/b)*(c/2), де n є заданим значенням, а є значенням струму, виміряним щонайменше одним пристроєм вимірювання струму, b є значенням номінального вторинного струму пічного трансформатора, а с є лічильним інтервалом процесора. 6. Система керування за будь-яким з пп. 1-5, яка відрізняється тим, що k=Int ((Tm*Et/1000)/100)*100, де Tm є точкою плавлення шлаку у градусах Кельвіна, a Et є загальною електричною енергією, необхідною для приведення у дію дугової печі в одиницях кВт/год. на метричну тонну завантажуваного матеріалу. 7. Система керування за будь-яким з пп. 1-6, яка відрізняється тим, що процесор призначений для забезпечення привідної напруги v як привідного вихідного сигналу для приведення у дію підіймального пристрою. 8. Система керування за п. 7, яка відрізняється тим, що v=(r/k)*(ABS(x)/x)*I, де І є масштабною величиною напруги для привідного пристрою підіймального пристрою. UA (21) a200805056 (22) 12.09.2006 (24) 26.09.2011 (86) PCT/GB2006/003357, 12.09.2006 (31) 0519163.0 (32) 20.09.2005 (33) GB (46) 26.09.2011, Бюл.№ 18, 2011 р. (72) ПЕРРІ КЕВІН ФІЛІПП ДЕНІЕЛ, PT, ВЕРМЕЛЕН ТЕУНІС ЙОХАННЕС, ZA (73) ЕДВАНСТ МІНЕРАЛ РІКАВЕРІ ТЕКНОЛОДЖИЗ ЛТД, GB (56) US 5204872, 20.04.1993 UA 50160a, 15.10.2002 UA 50322a, 15.10.2002 UA 53074a, 15.01.2003 UA 67201a, 15.06.2004 (57) 1. Система керування вертикальним положенням щонайменше одного електрода дугової печі, причому дугова піч містить пічний трансформатор, що має первинний вхідний бік і вторинний вихідний бік, яка електрично з'єднана з щонайменше одним електродом, причому система керування містить: щонайменше один пристрій вимірювання струму для вимірювання струму, який споживається дуговою піччю; пристрій вимірювання напруги, яка подається до дугової печі; і пристрій керування для динамічного визначення заданого значення для вертикального положення щонайменше одного електрода на основі виміряних значень струму і напруги і забезпечення привідного вихідного сигналу для приведення у дію підіймального пристрою для встановлення вертикального положення щонайменше одного електрода з тим, щоб воно відповідало заданому значенню, яке динамічно визначається, при цьому пристрій керування містить процесор для виконання керуючого алгоритму для динамічного визна2 чення фактора r швидкості, при цьому r=x /k, причому х є відхиленням від заданого значення, a k є сталою, що залежить від системи, і забезпечення 2 (19) 1 3 95923 4 9. Система керування за п. 8, яка відрізняється тим, що процесор є програмованим логічним контролером (PLC). 10. Дугова піч, яка містить систему керування за будь-яким з пп. 1-9. 11. Дугова піч за п. 10, яка відрізняється тим, що виконана з можливістю розплавлення матеріалів, таких як рудний дрібняк, або плавлення матеріалів, таких як металевий дрібняк. 12. Спосіб керування вертикальним положенням щонайменше одного електрода дугової печі, причому дугова піч містить пічний трансформатор, який має первинний вхідний бік і вторинний вихідний бік, яка електрично з'єднана з щонайменше одним електродом, причому спосіб включає етапи, на яких: вимірюють щонайменше один струм, який споживається дуговою піччю; вимірюють напругу, яка подається до дугової печі; динамічно визначають задане значення для вертикального положення щонайменше одного електрода на основі виміряних значень струму і напруги, при цьому динамічно визначають фактор r 2 швидкості, де r=x /k, причому х є відхиленням від заданого значення, a k є сталою, що залежить від системи, причому забезпечують привідний вихідний сигнал на основі фактора r швидкості, що динамічно визначається, для приведення удію підіймального пристрою для встановлення вертикального положення щонайменше одного електрода з тим, щоб воно відповідало заданому значенню, що динамічно визначається. 13. Спосіб за п. 12, який відрізняється тим, що етап вимірювання струму включає етап, на якому вимірюють струм на одному або обох, вхідному і вихідному, боках пічного трансформатора. 14. Спосіб за п. 13, який відрізняється тим, що етап вимірювання струму включає етапи, на яких вимірюють струм на вхідному боці пічного трансформатора і вимірюють струм на вихідному боці пічного трансформатора. 15. Спосіб за будь-яким з пп. 12-14, який відрізняється тим, що етап вимірювання напруги включає етап, на якому вимірюють напругу між шиною пічного трансформатора і подом печі. 16. Спосіб за будь-яким з пп. 12-15, який відрізняється тим, що х=n-р і р=(а/b)*(с/2), де n є заданим значенням, а є значенням струму, виміряним щонайменше одним пристроєм вимірювання струму, b є значенням номінального вторинного струму пічного трансформатора, а с є лічильним інтервалом процесора. 17. Спосіб за будь-яким з пп. 12-16, який відрізняється тим, що k=Int ((Tm*Et/1000)/100)*100, де Tm є точкою плавлення шлаку в градусах Кельвіна, a Et є загальною електричною енергією, необхідною для приведення у дію дугової печі в одиницях кВт/год. на метричну тонну завантажуваного матеріалу. 18. Спосіб за будь-яким з пп. 12-17, який відрізняється тим, що етап забезпечення привідного вихідного сигналу включає етап, на якому забезпечують привідну напругу v як привідний вихідний сигнал для приведення у дію підіймального пристрою для встановлення вертикального положення щонайменше одного електрода з тим, щоб воно відповідало заданому значенню, що динамічно визначається. 19. Спосіб за п. 18, який відрізняється тим, що v=(r/k)*(ABS(x)/x)*I, де І є масштабною величиною напруги для привідного пристрою підіймального пристрою. 20. Спосіб за будь-яким з пп. 12-19, який відрізняється тим, що застосовується для розплавлення матеріалів, таких як рудний дрібняк, або плавлення матеріалів, таких як металевий дрібняк. Даний винахід належить до системи керування для дугової печі, до дугової печі, яка має таку систему керування, і до способу керування дуговою піччю. Дугова піч є електричною піччю, в якій нагрівання виробляє електрична дуга, яка горить між сусідніми електродами або між електродами і шихтою. Тепло, яке виробляється таким чином, використовується для нагрівання і розплавлення шихти. Звичайно важільний вузол, який служить тримачем електродів, важить від 2 до 50 тонн і для регулювання роботи вертикально пересувається гідроциліндром або іншим приводом. Оскільки довжина електричної дуги залежить, між іншим, від рівня твердої або рідкої шихти під кожним електродом, який безперервно змінюється, потрібне керування розміщуванням електродів в печі. Система регулювання для керування розміщуванням електродів впливає на багато які важливі аспекти функціонування печі, такі як споживана енергія, стабільність дуги, швидкість плавлення твердої шихти і витрачання електродів. Всі ці параметри складним чином взаємопов'язані, і існує багато різних думок з приводу стратегій керування. У цей час однією із загальноприйнятих систем регулювання є система, яка направлена на керування повним опором електричної дуги, яка створюється електродами. Зокрема, ця система намагається підтримувати постійним відношення напруги до електричного струму. В дії, окремо вимірюють сигнал фазної напруги між джерелом живлення і землею, і сигнал струму і їх порівнюють. Якщо кожне із значень напруги і струму дорівнює необхідному попередньо вибраному заданому значенню, вихідний сигнал після цього порівняння встановлюють нульовим. Проте, якщо значення струму перевищує задане значення, що стає причиною одночасного зменшення напруги, генерують ненульовий вихідний сигнал. Вихідний сигнал викликає підйом важільного вузла, що приводить до підйому електродів, що в свою чергу зменшує струм для збереження постійного значення повного опору. Звичайно існуючі регулятори повного опору дуги вищеописаного типу основані на аналоговій електроніці з вбудованими характеристиками зміщення і точності, що приводить до необхідності частого повторного калібрування. Хоч деякі систе 5 ми звернулися до цифрової електроніки для розв'язання цих проблем, ці системи, загалом, вимагають великих і дорогих обчислювальних систем. Отже, потрібно забезпечити регулятор повного опору для дугової печі, який вирішує вищезазначені проблеми вигідним, а також ефективним чином. Один аспект даного винаходу забезпечує систему керування для керування вертикальним положенням щонайменше одного електрода дугової печі, причому дугова піч містить пічний трансформатор, який має первинну, вхідну сторону і вторинну вихідну сторону, яка електрично з'єднана з щонайменше одним електродом, причому система керування містить: щонайменше один пристрій вимірювання струму для вимірювання струму, споживаного дуговою піччю; пристрій вимірювання напруги для вимірювання напруги, яка подається через дугову піч; і пристрій керування для динамічного визначення заданого значення для вертикального положення щонайменше одного електрода на основі виміряних значень струму і напруги і забезпечення привідного вихідного сигналу для надавання руху підіймальному пристрою для встановлення вертикального положення щонайменше одного електрода з тим, щоб воно відповідало заданому значенню, яке динамічно визначається. Переважно, щонайменше один пристрій вимірювання струму призначений для вимірювання струму на одній або обох, тобто вхідній і вихідній сторонах пічного трансформатора. В одному варіанті щонайменше один пристрій вимірювання струму містить перший пристрій вимірювання струму для вимірювання струму на вхідній стороні пічного трансформатора і другий пристрій вимірювання струму для вимірювання струму на вихідній стороні пічного трансформатора. Переважно, пристрій вимірювання напруги призначений для вимірювання напруги між шиною пічного трансформатора і подом печі. Переважно, пристрій керування містить процесор, який працює для здійснення алгоритму керування для динамічного визначення чинника r 2 швидкості, де r = x /k, причому х є відхиленням від заданого значення, a k є сталою, що залежить від системи, і забезпечує привідний вихідний сигнал на основі чинника r швидкості, який динамічно визначається. В одному варіанті х = n - р і р = (a / b) (с / 2), де n є заданим значенням, а - є значенням струму, виміряним щонайменше одним пристроєм вимірювання струму, b є значенням номінального вторинного струму пічного трансформатора, а с - є лічильним інтервалом процесора. В одному варіанті k = Int ((Tm Et / 1000) / 100) 100, де Tm є точкою плавлення (ліквідує) шлаку в градусах Кельвіна, a Et є загальною електричною енергією, необхідною для приведення в дію дугової печі в одиницях кВт/год на метричну тонну шихтового матеріалу. В одному варіанті процесор працює для забезпечення привідної напруги v, як привідний вихідний сигнал для приведення в дію підіймального пристрою. 95923 6 В одному варіанті v = (r / k) (ABS (х) / х) І, де І є масштабною величиною напруги для приводу підіймального пристрою. Переважно, процесор є програмованим логічним контролером (PLC). Даний винахід також розповсюджується на дугову піч, яка містить вищеописану систему керування. У переважному варіанті дугову піч використовують для розплавлення матеріалів, таких як рудний дрібняк, або плавлення матеріалів, таких як металевий дрібняк. Інший аспект даного винаходу належить до способу керування вертикальним положенням щонайменше одного електрода дугової печі, причому дугова піч містить пічний трансформатор, що має первинну, вхідну сторону і вторинну, вихідну сторону, яка електрично з'єднана з щонайменше одним електродом, причому спосіб містить етапи, на яких: вимірюють щонайменше один струм, споживаний дуговою піччю; вимірюють напругу, яка подається через дугову піч; динамічно визначають задане значення для вертикального положення щонайменше одного електрода на основі виміряних значень струму і напруги; і забезпечують привідний вихідний сигнал для приведення в дію підіймального пристрою для встановлення вертикального положення щонайменше одного електрода з тим, щоб воно відповідало заданому значенню, яке динамічно визначається. Переважно, етап вимірювання струму містить етап, на якому: вимірюють струм на одній або обох вхідній і вихідній сторонах пічного трансформатора. В одному варіанті етап вимірювання струму містить етапи, на яких: вимірюють струм на вхідній стороні пічного трансформатора; і вимірюють струм на вихідній стороні пічного трансформатора. Переважно, етап вимірювання напруги містить етап, на якому: вимірюють напругу між шиною пічного трансформатора і подом печі. Переважно, етап визначення заданого значення містить етап, на якому: динамічно визнача2 ють чинник r швидкості, де r = х / k, причому х є відхиленням від заданого значення, а k є сталою, що залежить від системи; і етап забезпечення привідного вихідного сигналу містить етап, на якому забезпечують привідний вихідний сигнал на основі чинника r швидкості, що динамічно визначається, для приведення в дію підіймального пристрою для встановлення вертикального положення щонайменше одного електрода з тим, щоб воно відповідало заданому значенню, що динамічно визначається. В одному варіанті х = n - р і р = (a / b) (с / 2), де n є заданим значенням, а - є значенням струму, виміряним щонайменше одним пристроєм вимірювання струму, b є значенням номінального вторинного струму пічного трансформатора, а с - є лічильним інтервалом процесора. В одному варіанті k = Int ((Tm Et / 1000) / 100) 100, де Tm є точкою плавлення (ліквідує) шлаку в градусах Кельвіна, a Et є загальною електричною енергією, необхідною для приведення в дію дугової печі в одиницях кВт/г на метричну тонну ших 7 тового матеріалу. В одному варіанті етап забезпечення привідного вихідного сигналу містить етап, на якому: забезпечують привідну напругу v, як привідний вихідний сигнал для приведення в дію підіймального пристрою для встановлення вертикального положення щонайменше одного електрода з тим, щоб воно відповідало заданому значенню, яке динамічно визначається. В одному варіанті v = (r / k) (ABS (х) / х) I, де І є масштабною величиною напруги для приводу підіймального пристрою. В одному втіленні спосіб використовують для розплавлення матеріалів, таких як рудний дрібняк, або плавлення матеріалів, таких як металевий дрібняк. Переваги переважних варіантів даного винаходу включають: (1) Відтворюваність цифрових процесів Регулятор повного опору калібрується під час введення в експлуатацію, і всі керуючі параметри зберігаються в постійній пам'яті. Таким чином, повторне калібрування системи потрібне тільки при зміні параметрів системи, як, наприклад, при установленні іншого пічного трансформатора. (2) Адаптивне регулювання потужності Вхідну потужність контролюють і порівнюють з теоретичною вхідною потужністю на конкретному відгалуженні обмотки трансформатора. Результат свідчить про хороші показники відносно умов в печі і тому подібного. Регулятор повного опору потім встановлює задане значення імпедансу для компенсації цих умов, таким чином, гарантуючи, що вхідна потужність завжди, наскільки можливо, наближена до теоретичного оптимального значення. Оскільки дугова піч працює при таких умовах, вона досягає кращого часу розплавлення, що також приводить до кращих показників витрачання енергії кВт/г на тонну і витрачання електродів. (3) Зменшення електричної пульсації Електрична пульсація виникає, коли змінний струм тимчасово не тече через електроди, а потім несподівано починає текти. Це спотворювання синусоїдальної хвилі струму приводить до меншої передачі енергії в метал і більшого зносу електродів. Воно також індукує резонансні коливання назад в електроенергетичну систему. Звичайно електричні джерела вимагають керування пульсацією в рамках певних провідних принципів. Якщо пульсація не дотримується рамок цих провідних принципів, оператор часто буває суворо покараний. Регулятор повного опору за даним винаходом у відносному вираженні є набагато більш стабільною системою, що надзвичайно допомагає при зменшенні пульсації. (4) Зменшений знос При досягненні дуже точного керування електричною дугою було виявлено, що даний винахід надзвичайно зменшує знос печі загалом і, зокрема, перекриттів і стінок печі. (5) Виробництво звітів PLC за даним винаходом пов'язаний із основаною на комп'ютері системою диспетчерського керування, яка реєструє всі робочі параметри печі і графічно відображає ці параметри, щоб можна 95923 8 було вивчити напрямок розвитку. Система диспетчерського керування також генерує керуючий звіт, який складається із всіх сигналів тривоги і подій, які були зареєстровані за добу, а також максимальних, мінімальних і середніх значень параметрів печі за цей період, таких як потужність і струм. (6) Зручність використання Даний винахід надзвичайно зручний для використання тим, що вимагає дуже невеликого внеску оператора в керування піччю. Переважно, конфігурація і представлення робочих панелей винаходу подібні до тих, що використовуються в більш традиційних дугових печах, таких як Amplidyne і Barnes. Таким чином, оператору, який знайомий з будь-якою з цих систем, зовсім не буде потрібне навчання для успішної роботи з даним винаходом. (7) Різнобічність Висока швидкість PLC, об'єднана з різнобічністю цифрового керуючого алгоритму, приводить до більш широкого спектра режимів плавлення в порівнянні з одним плавленням металолому. За допомогою деяких настроювань параметрів посилення і відгуку даний винахід можна також використовувати для процесів дугового зварювання під флюсом, а також для комбінації процесів плавлення з відкритою дугою і плавлення із закритою дугою, як наприклад розплавлення шлаків і розплавлення рудного дрібняку для відновлення металу, який міститься в них. Було виявлено, що даний винахід, наприклад, надзвичайно успішний для отримання відновленням ферованадію з пентоксиду ванадію, ферохрому з хромового дрібняку, кобальту з незбагаченої руди і шлаків, цинку з пилу сталеливарного заводу, свинцю зі шлаків доменної печі і також для переплаву металевого дрібняку, який містить крім заліза, ванадій, хром і марганець. Таким чином, основна перевага даного винаходу полягає в досягненні точності цифрових систем, але при меншій вартості, оскільки винахід реалізований з використанням стандартного PLC обладнання, яке є в наявності. Отже, даний винахід, представляє меншу і більш дешеву альтернативу існуючим системам. Далі, тільки як приклад, буде описане переважне втілення даного винаходу з посиланням на супровідні креслення, на яких: Фіг. 1 схематично ілюструє систему дугової печі, яка включає регулятор повного опору згідно з переважним втіленням даного винаходу; Фіг. 2 є графіком, який ілюструє порівняльні профілі потужності при запуску дугової печі, яка використовує регулятор повного опору за даним винаходом, і традиційної дугової печі за попереднім рівнем техніки; і Фіг. 3 ілюструє графік поправкового коефіцієн2 ту r, де r = х /k, який використовується при роботі регулятора повного опору за даним винаходом. Система дугової печі містить дугову піч 12 і систему 14 подачі електроенергії для подачі електричної енергії в дугову піч 12. Дугова піч 12 містить кожух 16 печі, який містить матеріал, звичайно у вигляді дрібняку або в гранульованому вигляді, який повинен бути переплавлений або розплавлений для забезпечення 9 розплавленої металевої фази, блок 18 електродів, який в дії опускається до матеріалу, що міститься в кожусі 16 печі, і опорний пристрій 26 для підтримки блока 18 електродів з можливістю пересування відносно кожуха 16 печі. Блок 18 електродів містить шину 20 і множину елементів 22а-с електродів, в даному втіленні від одного до трьох, кожний з яких містить електрод 30 і головку 32 електрода, з якою електрично або механічно з'єднаний верхній кінець електроду 30, в даному втіленні за допомогою електродного башмака, причому механічне з'єднання схильне до граничних механічних навантажень, які включають вібрацію і деформацію крутіння. Опорний пристрій 26 містить опорний важіль 36, який тягнеться над кожухом 16 печі і підтримує блок 18 електродів, несучу щоглу 38, на якій розміщений опорний важіль 36 з можливістю вертикального пересування, і привідний пристрій 40, в даному втіленні гідравлічний пристрій, який працює для підйому і опускання опорного важеля 36 і, отже, блока 18 електродів, який підтримується ними. Розміщення електродів 30 в кожусі 16 печі є істотним, оскільки це розміщення визначає крім іншого довжину електричної дуги. Звичайно загальна вага блока 18 електродів і опорного важеля 36 знаходиться в інтервалі приблизно від 2 до 50 тонн. Система 14 подачі електроенергії містить перший, головний трансформатор 46, який електрично з'єднаний на вхідній стороні з джерелом високої напруги, яка приймається від лінії електроживлення, і який на вихідній стороні забезпечує більш низьку, проміжну напругу, яка звичайно складає від 30 до 33 кВ, і другий, пічний трансформатор 48, який електрично з'єднаний на вхідній стороні з вихідною стороною головного трансформатора 46 і який на вихідній стороні забезпечує ще більш низьку напругу печі при високому струмі, яка подається на блок 18 електродів, як буде більш детально описане нижче. При звичайному пристрої дугової печі головний трансформатор 46 електрично з'єднаний з множиною пічних трансформаторів 48 множини дугових печей 12. У даному варіанті пічний трансформатор 48 включає перемикач 52 відгалужень, який забезпечує перемикання відгалужень пічного трансформатора 48 для забезпечення регулювання напруги печі так, щоб вона була такою, що дорівнює одній з множини певних напруг. Це регулювання напруги печі і пов'язаного з ним струму робить можливою роботу дугової печі 12 з низкою дуг, кожна з яких вимагає визначених напруги і струму дуги. У даному варіанті перемикач 52 відгалужень містить відгалуження 54, яке може пересуватися між множиною контактів відгалужень вздовж первинної обмотки на вхідній стороні пічного трансформатора 48, і пристрій 56 керування, в даному втіленні моторизований пристрій, для пересування відгалуження 54 з тим, щоб воно перемикалося між контактами відгалужень так, як потрібно. Система подачі електроенергії додатково містить дельту-перекриття 62, яке містить велику кількість з'єднувачів 64, в даному втіленні мідних клемних пластинок, які електрично з'єднані з вихі 95923 10 дною стороною пічного трансформатора 48 і забезпечують електричне з'єднання з кабелями 66 електроживлення печі, які електрично з'єднані з шиною 20 блока електродів 18. У даному варіанті трансформатори 46, 48 розташовані всередині будки для забезпечення чистого, безпечного оточення, а дельта-перекриття 62 розташоване на стінці будки поруч з дуговою піччю 12. Система подачі електроенергії додатково містить пристрій 74 керування для керування привідним пристроєм 40 опорної зборки 26 при вертикальному розташуванні електродів 30 електродних елементів 22а-с в кожусі 16 печі. Пристрій 74 керування включає щонайменше один пристрій 76 вимірювання струму для вимірювання струму, споживаного дуговою піччю 12, і пристрій 78 вимірювання напруги для вимірювання напруги, яка подається до дугової печі 12. У даному варіанті пристрій 74 керування включає перший і другий пристрої 76а, b вимірювання струму, причому перший пристрій 76а вимірювання струму вимірює струм на вхідній стороні пічного трансформатора 48, а другий пристрій 76b вимірювання струму вимірює струм на вихідній стороні пічного трансформатора 48. В даному варіанті пристрій 78 вимірювання напруги вимірює фазну напругу між шиною пічного трансформатора 48 і кожухом 16 печі. Пристрій 74 керування включає в себе програмований логічний контролер (PLC) 80, який оперативно з'єднаний з одним щонайменше пристроєм 76 вимірювання струму і пристроєм 78 вимірювання напруги через відповідні аналоговоцифрові перетворювачі (АЦП), які забезпечують цифрові значення, що представляють виміряні аналогові значення струму і напруги, і з привідним пристроєм 40 опорної зборки 26 через цифровоаналоговий перетворювач (ЦАП), який забезпечує аналоговий сигнал для привідного пристрою 40, що представляє цифрове значення, відповідне певній швидкості руху, дозволяючи тим самим керувати положенням електродів 30 електродних елементів 22а-с всередині кожуха 16 печі і, таким чином, дугою, яка генерується між електродами 30. В даному втіленні PLC 80 керують за допомогою алгоритму регулювання із зворотним зв'язком. Забезпеченням того, що час відгуку PLC 80 щонайменше співпадає з часом механічного відгуку опорної зборки 26, досягають високошвидкісного і точного керування блоком 18 електродів, уникаючи проблем, пов'язаних з небажаним резонансом. У даному втіленні PLC 80 використовує керуючий алгоритм, оснований на чиннику r швидкості, який представляє необхідну швидкість руху електродів 30, яка визначається рухом опорного важеля 36 опорної зборки 26. 2 r = x /k (1) х = n - р (2) р = (а/b) (с/2) (3) де: k є сталою, що залежить від системи; n є заданим значенням; а є значенням струму, виміряним щонайменше одним, пристроєм 76 вимірювання струму; 11 b є значенням номінального вторинного струму пічного трансформатора 48; і с є лічильним інтервалом PLC 80. Чинник r швидкості є математичною кореляцією дійсних даних, які були зібрані при роботі дугових печей різних розмірів, а саме, 450 кВ А, 800 кВ А, 1 MB A, 2 MB А і 3 MB А, при розплавлянні рудного дрібняку і плавленні металевого дрібняку. В даному варіанті первинне задане значення n1 визначають таким чином. n1 = (d/b) (c/2) (4) де d є номінальним струмом повного навантаження дугової печі 12. Як приклад, для відношення d/b знижувального трансформатора, який дорівнює 10/250, і рахунковому інтервалі PLC 80, який дорівнює 4000, використовується рівняння (4). n1 = (10/250) (4000/2) n1 = 80 Використання даного заданого значення n1 забезпечує спочатку стабільну роботу дугової печі 12, і під час роботи задане значення щ змінюють, щоб скомпенсувати умови печі і забезпечити тим самим оптимізацію дуги, яка генерується між електродами 30, для введення оптимальної енергії в матеріал, що міститься в кожусі 16 печі. В даному втіленні PLC 80 працює для порівняння дійсної потужності, що вводиться в дугову піч 12, яка визначається із значень напруги і струму, що вимірюються щонайменше одним, пристроєм 76 вимірювання струму і щонайменше одним пристроєм 78 вимірювання напруги, і потужності, яка теоретично повинна бути досягнута на заданому відгалуженні 54 пічного трансформатора 48, і зміни заданого значення n як функції цього порівняння. У даному варіанті сталу k, що залежить від системи спочатку узгоджують з обчисленим значенням, щоб забезпечити спочатку стабільну роботу дугової печі 12. Сталу k, що залежить від системи визначають таким чином: k = Int ((Tm Et /1000) / 100) 100 (5) де Tm є точкою плавлення (ліквідує) введеного матеріалу в градусах Кельвіна. Et є загальною електричною енергією, необхідною для приведення в дію процесу в одиницях кВт/г на метричну тонну введеного матеріалу. Як приклад, для оксидних матеріалів точку плавлення Тm і загальну електричну енергію визначають Et таким чином. Тm =1189.157 + C0(12.22238 + (-0.14321C0) + (0.030606C4) + (0.022817C6) + (-0.54851C5) + (-0.3636С7)) + C5((-0.26564C5) + (0.209113С6) + (-1.13507C7) + (-0.3511C4) + (33.49343)) + C4(-6.53514 + (0.107294C4) + (-0.35228C7)) + C6((-18.8445 + (0.800383C6)) + C738.97819 де C0 = %FeO1001.625/CS 95923 12 C4 = %SiO2100/CS C5 = %CaO100/CS C6 = %MgO100/CS C7 = (%Al2O3 + %Cr2O3)100/CS CS = %FeO*1.625 + %SiO2 + %CaO + %MgO + +%Al2O3 + %Cr2O3 Et = (Eo + HReact)/3.6/0.85 де: Eo є енергією, яка виробляється, в МДж. HReact є теплотою реакції в МДж, яка являє собою суму змін термодинамічної ентальпії (Н295К), пов'язаних з кожною реакцією, яка має місце в процесі, наприклад: ZnO + C = Zn + CO H295K = = +237,551 КДж/мол C FeO + C = Fe + CO H295K = = +161,514 КДж/мол C Величина 3.6 є коефіцієнтом перетворення для 3600 КДж, що відповідає 1000 КВт. Величина 0.85 являє собою ефективний коефіцієнт для перетворення електричної енергії в теплову енергію. Eo енергію, яка виробляється, визначають таким чином: Eo = EnGa/Fu + EnSI + EnMet де: EnGa/Fu є значенням енергії, що пов'язане з газом, який відходить і випаровуваннями печі. EnSI є значенням енергії, що пов'язане зі шлаком печі. EnMet є значенням енергії, що пов'язане з розплавленою металевою фазою. Наприклад, для розплавлення матеріалу, який виробляє шлак, який має ліквідує при 1345C і необхідній потужності, що дорівнює 957 КВт/т, згідно з рівнянням (5) сталу k, що залежить від системи визначають таким чином. k = Int (( (1345+273) (957 / 1000) ) / 100) 100 k = 1500 В одному варіанті PLC 80 працює для настроювання сталої k, що залежить від системи в інтервалі + / -5%, щоб оптимізувати використання потужності, причому на сталу k, що залежить від системи впливає між іншим розмір печі, тип розплавлювального матеріалу, оптимальна робоча температура і текучість шлаку. У експерименті, проте, було встановлено, що стала k, що залежить від системи має значення між приблизно 500 і приблизно 3000, так що оптимальне значення сталої k, що залежить від системи визначається досить швидко. В даному варіанті привідний пристрій 40 опорної зборки 26 приводить в дію аналогову привідну напругу v, яка створює ЦАП перетворювач PLC 80, причому шкала привідної напруги v визначає швидкість руху привідного пристрою 40, і PLC 80 працює для отримання керуючої напруги v згідно з наступним вихідним алгоритмом. v = ( r / k ) * (ABS(x)/x) * I (6) де: І є масштабною величиною напруги для привідного пристрою 40 опорної зборки 26. Привідна напруга v є позитивною або негативною напругою, причому в даному варіанті позитивна напруга визначає рух вертикально вниз, а негативна напруга визначає рух вертикально вгору. Як ілюстрація Фіг. 2 показує характерні графіки профілю вхідної потужності традиційної дугової 13 печі в порівнянні з профілем вхідної потужності дугової печі 12, яка досягається при використанні пристрою 74 керування за даним винаходом. Ці графіки ясно ілюструють функцію пристрою 74 керування при забезпеченні більшої енергії, що підводиться до дугової печі 12. Далі буде описана дія системи дугової печі при плавленні завантаженою з розплавленої сталі, яка відома як «нагрівання». Спочатку пустий кожух 16 печі завантажують невеликою кількістю матеріалу, який необхідно розплавити, наприклад приблизно 20 кг. Потім дугова піч 12 працює для розплавлення цього матеріалу, що приводить до утворення невеликої калюжі з розплавленого продукту на дні корпусу кожуха 16 печі. Далі більшу кількість матеріалу завантажують в калюжу з розплавленого продукту в корпусі кожуха 16 печі, де завершується розплавлення за допомогою подачі енергії в завантажувальний в кожух 16 печі матеріал. В даному втіленні завантажувальний матеріал безперервно завантажують в кожух 16 печі, використовуючи пристрій подачі, причому швидкість подачі пристрою подачі відповідає електричній енергії, яка подається електродами 30. У переважних втіленнях пристрій подачі є вібраційним живильником або стрічковим живильником. Таким чином, з невеликої калюжі з розплавленого продукту розвивається великий об'єм розплавленого продукту, який заповнює корпус кожуха 16 печі. Хоч енергією, необхідною для активування і виробництва різних газоподібних і рідких продуктів, може бути електрична енергія або хімічна енергія, причому хімічну енергію забезпечує щонайменше один компонент, наприклад кремній в металі, який містить частину завантажувального продукту, електрична енергія, яка подається електродами 30, звичайно дає найбільший внесок в енергію в процесах розплавлення. У цих процесах блок 18 електродів опускають так, щоб електроди 30 електродних елементів 22ас запалювали дугу в завантажувальному матеріалі, починаючи тим самим цикл плавлення, причому вертикальним положенням блока 18 електродів і, таким чином, електродів 30 в кожусі 16 печі, вищеописаним способом керує пристрій 74 керування для оптимізації роботи дугової печі 12. При такому інтелектуальному керуванні регулюються вторинний струм, довжина дуги і споживана енергія. При такому керуванні вертикальним положенням електродів 30 меншають витрачання електродів, знос вогнетривкого матеріалу, пульсація і загальні енерговитрачання при одночасному збільшенні продуктивності печі і терміну служби дельтаперекриття. Спочатку перемикач 52 відгалужень системи подачі електроенергії встановлюють так, щоб відгалуження 56 було розташоване біля контакту відгалуження з проміжною напругою, але через деякий період часу, звичайно декілька хвилин, електроди 30 входять в завантажувальний матеріал в достатній мірі, щоб зробити можливою таке установлення перемикача 52 відгалужень системи 95923 14 подачі електроенергії, щоб відгалуження 56 було установлене біля контакту відгалуження з високою напругою, також званим відгалужуванням довгої дуги. Довга дуга максимально збільшує передачу енергії завантажувальному матеріалу, і об'єм розплавленого продукту збільшується в кожусі 16 печі. Установлення перемикача 56 відгалужень системи подачі електроенергії таким чином, що відгалуження 56 спочатку установлене біля контакту відгалуження з високою напругою, може привести до радіаційного пошкодження кожуха 16 печі. На початку плавлення дуга є непостійною і нестабільною, причому спостерігається великий стрибок струму, який супроводжується швидким рухом електродів 30. Зі збільшенням температури атмосфери в печі дуга стабілізується, і при утворенні розплавленого об'єму дуга стає досить стабільною, і середня споживана енергія зростає. Коли завантажувальний матеріал, який опускається, контактує з поверхнею розплавленого продукту, теплота, генерована електричними дугами, приводить до перетворення завантажувального матеріалу в три щонайменше продукти, причому цими продуктами є газ, який може містити чадний газ і елементи з низькою температурою кипіння, такі як цинк і фосфор, металева фаза і фаза розплавленого шлаку, яка містить кремнезем і оксид кальцію, як свої основні компоненти і розташовується над металевою фазою. Коли завантажувальний матеріал містить сульфіди, завантажувальний матеріал перетворюється в додатковий продукт плавлення, відомий як штейн, шар якого розташований між металевою і шлаковою фазами. Коли корпус кожуха 16 печі заповнений, завантаження завантажувального в кожух 16 печі матеріалу припиняють, і блок 18 електродів підіймають так, щоб електроди 30 електродних елементів 22ас були видалені з кожуха 16 печі. Шлакову фазу потім видаляють з кожуха 16 печі за допомогою перекидання корпусу кожуха 16 печі так, що шлакова фаза зливається в ківш. Коли корпус кожуха 16 печі вміщує також фазу штейну, яка утворюється при використанні сульфідів, фазу штейну зливають в окремий ківш. Після видалення шлакової фази і будь-якої фази штейну кожух 16 печі потім повертають у вертикальне положення і повторюють процедуру при введенні додаткового завантажувального матеріалу. Після повторного завантаження корпусу кожуха 16 печі і видалення шлакової фази і будь-якої фази штейну, які утворилися, використовуючи звичайно аж до восьми циклів, корпус кожуха 16 печі стає заповненим необхідною металевою фазою. Кожух 16 печі потім перекидають, щоб злити розплавлену металеву фазу в ківш. Цього перекидання для зливу розплавленої металевої фази досягають, відхиляючи корпус печі від вертикального положення на кут, який дорівнює приблизно 90 градусів. Після перекидання розплавленої металевої фази кожух 16 печі повертають назад у вертикальне положення для використання при новому 15 95923 завантаженні матеріалу. Протягом цього періоду електроди 30 і кожух 16 печі перевіряють на наявність пошкодження вогнетривкого матеріалу і за потребою проводять налагодження. В одному варіанті, коли завантажувальний матеріал складає металевий дрібняк, такий як ферохром, феромарганець і ферованадій, результуючу розплавлену металеву фазу очищують, щоб певні елементи, наприклад, цинк, фосфор, сірка, алюміній, кремній і вуглець, а також розчинені гази, такі як кисень, були, по суті, видалені з результуючої розплавленої металевої фази. Приклад Далі, як приклад буде описаний даний винахід з посиланням на наступний необмежувальний Приклад. В даному Прикладі дуговою піччю 12 є 2.5 MB А піч, яка має номінальну напругу повного навантаження, яка дорівнює 207 В, і номінальний струм повного навантаження, який дорівнює 7200 А, і яку використовували для розплавлення суміші з хромітового піску, що містить 38 вагових процентів Cr2O3 і дрібняк з карбіду кремнію. У даному Прикладі пічний трансформатор має значення номінального вторинного струму, яке дорівнює 7500 А, і PLC 80 має лічильний інтервал, який дорівнює 4000. Згідно з Рівнянням (4) первинне задане значення визначають таким чином. n1 = (7200 / 7500) (4000 / 2) 16 n1 = 1920 Якщо загальна електрична енергія Et, необхідна для приведення в дію процесу розплавлення, становить 1225 КВт на тонну Cr2O3, а ліквідує Тm шлаку становить 1415C, тоді згідно з Рівнянням (5) чинник k, що залежить від системи, визначають таким чином. k = Int (((1415 + 273) (1225 / 1000)) / 100) 100 k = 2000 Для чинника k, що залежить від системи, і дорівнює 2000, чинник r швидкості визначають згідно з Рівнянням (1). Фіг. 3 ілюструє графік чинника r швидкості, як функції виміряних значень струму. Згідно з Рівнянням (6) і для масштабного коефіцієнта напруги І, який дорівнює 10, PLC 80 працює для забезпечення привідної напруги v в інтервалі від 0 до +10 вольт або від 0 до -10 вольт, яка в даному Прикладі є кількісним сигналом, необхідним для приведення в дію привідного пристрою 40 опорної зборки 26 для руху зборки 18 електродів вертикально вгору або вертикально вниз. Таблиця ілюструє набір параметрів для інтервалу виміряних значень струму, який включає характерне значення р струму, визначене PLC 80, відхилення х між заданим значенням n і характерним значенням р струму, чинник r швидкості, привідну напругу v, відповідну чиннику r швидкості, і швидкість s руху, яка відповідна привідній напрузі v. Таблиця Напруга (В) Струм (А) 207 207 207 207 207 207 207 207 207 207 207 207 207 207 207 207 207 207 207 207 207 0 720 1440 2160 2880 3600 4320 5040 5760 6480 7200 8330 8490 9360 9990 11000 11420 12220 13100 13500 13990 PLC Значен- Відхилення Чинник r швиня р x дкості 0 192 384 576 768 960 1152 1344 1536 1728 1920 2221 2264 2496 2664 2933 3045 3259 3493 3600 3731 1920 1728 1536 1344 1152 960 768 576 384 192 0 -301 -344 -576 -744 -1013 -1125 -1339 -1573 -1680 -1811 На закінчення, потрібно розуміти, що даний винахід був описаний в своєму переважному втіленні і може бути змінений багатьма різними спо 1843 1493 1180 903 664 461 295 166 74 18 0 45 59 166 277 513 633 896 1238 1411 1639 Привідна напруга v 9,22 7,46 5,90 4,52 3,32 2,30 1,47 0,83 0,37 0,09 0,00 -0,23 -0,30 0,83 -1,38 -2,57 -3,17 -4,48 -6,19 -7,06 -8,20 Швидкість електродів: вниз (+) або вгору (-) (мм/с) 114 92 73 56 41 29 18 10 5 1 0 -3 -4 -10 -17 -32 -39 -55 -77 -87 -101 собами без відхилення від об'єму винаходу, який визначається прикладеною формулою винаходу. 17 95923 18 19 Комп’ютерна верстка А. Крулевський 95923 Підписне 20 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюControl system for an arc furnace
Автори англійськоюPerry, Kevin, Philippe, Daniel, Vermeulen Theunis Johannes
Назва патенту російськоюСистема управления для дуговой печи
Автори російськоюПерри Кевин Филипп Дениел, Вермелен Теунис Йоханнес
МПК / Мітки
МПК: H05B 7/156, H05B 7/148, F27D 11/00, F27D 21/00, F27D 19/00, F27B 3/28
Мітки: керування, система, дугової, печі
Код посилання
<a href="https://ua.patents.su/10-95923-sistema-keruvannya-dlya-dugovo-pechi.html" target="_blank" rel="follow" title="База патентів України">Система керування для дугової печі</a>
Система електропостачання дугової сталеплавильної печі
Номер патенту: 12765
Опубліковано: 28.02.1997
Автори: Харченко Володимир Андрійович, Сивокобиленко Віталій Федорович, Скрипник Олексій Іванович, Шелепетень Теодор Михайлович, Гудим Василь Ількович, Перхач Володимир Степанович
МПК: H02J 13/00, H05B 7/144
Мітки: система, електропостачання, дугової, печі, сталеплавильної
Текст:
...7, збуджуючий трансформатор 8, реактор 9, тиристорний вимикач 10 І третій вимикач 11. Керування роботою тиристорного вимикача 10 здійснюється си- 45 стемою 12 керування. Система працює наступним чином. Для увімкнення вимикачем 4 пічного трансформатора 5 попередньо вимикачем 7 поєднується збуджуючий трансформатор 8 50 до другого джерела живлення 6. Після чого на виводах вторинних обмоток збуджуючого трансформатора 8 виникне напруга рівна...
Електропостачальна система дугової сталетопної печі
Номер патенту: 20663
Опубліковано: 02.09.1997
Автори: Гудим Володимир Васильович, Гудим Василь Ількович, Плахтина Омелян Григорович, Чопик Микола Володимирович
МПК: H02J 3/26
Мітки: електропостачальна, дугової, печі, сталетопної, система
Формула / Реферат:
Електропостачальна система дугової стале-топної печі, яка містить пічний трансформатор, струмообмежувальний реактор і тиристорний перетворювач частоти, з керуючими входами якого сполучені виходи системи керування тиристорами, яка відрізняється тим, що вона додатково містить джерело живлення, силовий керований фільтр струмів, блок керування фільтром, перший вимірний орган струмів, другий вимірний орган струмів, перший аналого-цифровий...
Електропостачальна система дугової сталетопної печі
Номер патенту: 17572
Опубліковано: 06.05.1997
Автори: Гудим Володимир Васильович, Ромашко Сергій Миколайович, Перхач Володимир Степанович, Гудим Василь Ількович
МПК: H02J 3/26
Мітки: дугової, сталетопної, електропостачальна, система, печі
Формула / Реферат:
Електропостачальна система дугової сталетопної печі, яка містить трифазне джерело живлення до якого під'єднані трансформатор напруги та первинні обмотки силового трансформатора до вторинних обмоток якого під'єднані первинні обмотки проміжкового трансформатора, вторинні обмотки якого сполучені з силовими входами тиристорно-реакторного блоку, а керуючі входи його сполучені із виходами блоку керування тиристорами, та першими трансформаторами...
Електропостачальна система дугової сталеплавильної печі
Номер патенту: 13779
Опубліковано: 25.04.1997
Автори: Цукорник Генадій Володимирович, Рибак Ярослав Миколайович, Гудим Василь Ількович, Березюк Богдан Михайлович
МПК: H02J 3/26
Мітки: електропостачальна, сталеплавильної, печі, дугової, система
Формула / Реферат:
Електропостачальна система дугової сталеплавильної печі, що містить трифазне джерело живлення, до якого під'єднані первинні обмотки пічного трансформатора, сполучені по схемі трикутника, послідовно з якими ввімкнені зустрічно-паралельно тиристори чи симістори і вимірні органи струмів, до виходів яких під'єднані перетворювачі ефективних значень струмів, а до керуючих входів симісторів (тиристорів) під'єднані виходи системи пофазного...
Система електропостачання дугової електропечі постійного струму
Номер патенту: 27758
Опубліковано: 12.11.2007
Автори: Стасьо Роман Іванович, Гудим Василь Ількович, Кшижак Станіслав Владиславо
МПК: H05B 3/22
Мітки: електропечі, постійного, струму, електропостачання, дугової, система
Формула / Реферат:
Система електропостачання дугової електропечі постійного струму, що містить трифазну систему напруг, однофазні некеровані випрямлячі змінного струму у постійний, до виводів яких приєднані електроди дугової електропечі через струмопроводи короткої мережі, яка відрізняється тим, що додатково містить трифазний пічний трансформатор, блок задання режимів, блок керування, шість однофазних струмообмежуючих реакторів, які приєднані до виходів...
Попередній патент: Глюкуронатна сіль сполук піперазину
Наступний патент: Повітронагрівач доменної печі
Випадковий патент: Спосіб безмедикаментозного лікування гіпертонічної хвороби та пристрій для його здійснення