Міжзубний чистячий елемент і спосіб його виготовлення
Номер патенту: 103733
Опубліковано: 11.11.2013
Автори: Чанг Суг-Іоун, Ахн Дзає-Хіун, Лі Кіунг-Суб, Кім Сунг-Дзин

Формула / Реферат
1. Міжзубний чистячий елемент для видалення забруднень між зубами, який містить:
щетинку, виконану з нитки, що має довжину від 1 см до 15 см,
де щетинка має міру відновлення вигину від 10 % до 80 %, сформована і має конічну форму щонайменше в передній частині щетинки вздовж подовжнього напрямку щетинки і має діаметр від 0,001 мм до 2 мм на відстані приблизно 0,1 мм від переднього кінця конічної частини.
2. Міжзубний чистячий елемент за п. 1, де нитка має діаметр від 0,5 мм до 3 мм.
3. Міжзубний чистячий елемент за п. 1, де нитка сформована, так, що має нерівну або хвилясту форму.
4. Міжзубний чистячий елемент за п. 1, де конічна частина має зігнену частину з нерегулярною скошеною поверхнею.
5. Міжзубний чистячий елемент за будь-яким одним із пп. 1 до 4,
де нитка виконана з будь-якого одного матеріалу з основою з нейлону й поліестеру,
де функціональна речовина вибірково додана в матеріал нитки, і
де функціональна речовина являє собою неорганічну речовину з карбонату кальцію або діоксиду кремнію.
6. Міжзубний чистячий елемент за будь-яким одним із пп. 1 до 4,
де складовий шар, що містить функціональний компонент, сформований на щетинці, і
де функціональний компонент включає щонайменше один компонент із фторних компонентів, протимікробних компонентів, ароматизуючих компонентів і пігментних компонентів.
7. Спосіб виготовлення міжзубного чистячого елемента, який містить:
(a) витягування нитки шляхом прядіння;
(b) загострення щетинки, сформованої за допомогою відрізання нитки, щоб мати довжину від 1 см до 15 см, вздовж подовжнього напрямку щетинки з тим, щоб щетинка мала конічну форму щонайменше в передній її частині; і
(c) промивання й сушіння щетинки,
де щетинка має міру відновлення вигину від 10 % до 80 % і має діаметр від 0,001 мм до 2 мм на відстані приблизно 0,1 мм від переднього кінця конічної частини, формованої на стадії (b).
8. Спосіб виготовлення міжзубного чистячого елемента за п. 7, де, на стадії (b) процес загострення зі змочуванням щетинки в сильному розчині лугу або сильному розчині кислоти й процес загострення з використанням процесу шліфування шліфувальною машиною вибірково здійснюють або згодом здійснюють із тим, щоб сформувати зігнену частину з нерегулярною поверхнею на конічній частині.
9. Спосіб виготовлення міжзубного чистячого елемента за п. 7 або 8,
де на стадії (а) нитку виконують із будь-якого одного матеріалу з основою з нейлону й поліестеру,
де функціональну речовину вибірково додають у матеріал нитки при виготовленні нитки, і
причому функціональна речовина являє собою неорганічну речовину з карбонату кальцію або діоксиду кремнію.
10. Спосіб виготовлення міжзубного чистячого елемента за п. 7 або 8, який після стадії (b) додатково включає:
формування складового шару за допомогою занурення щетинки в розчин, що містить функціональний компонент,
де функціональний компонент містить щонайменше один компонент із фторних компонентів, протимікробних компонентів, ароматизуючих компонентів і пігментних компонентів.
Текст
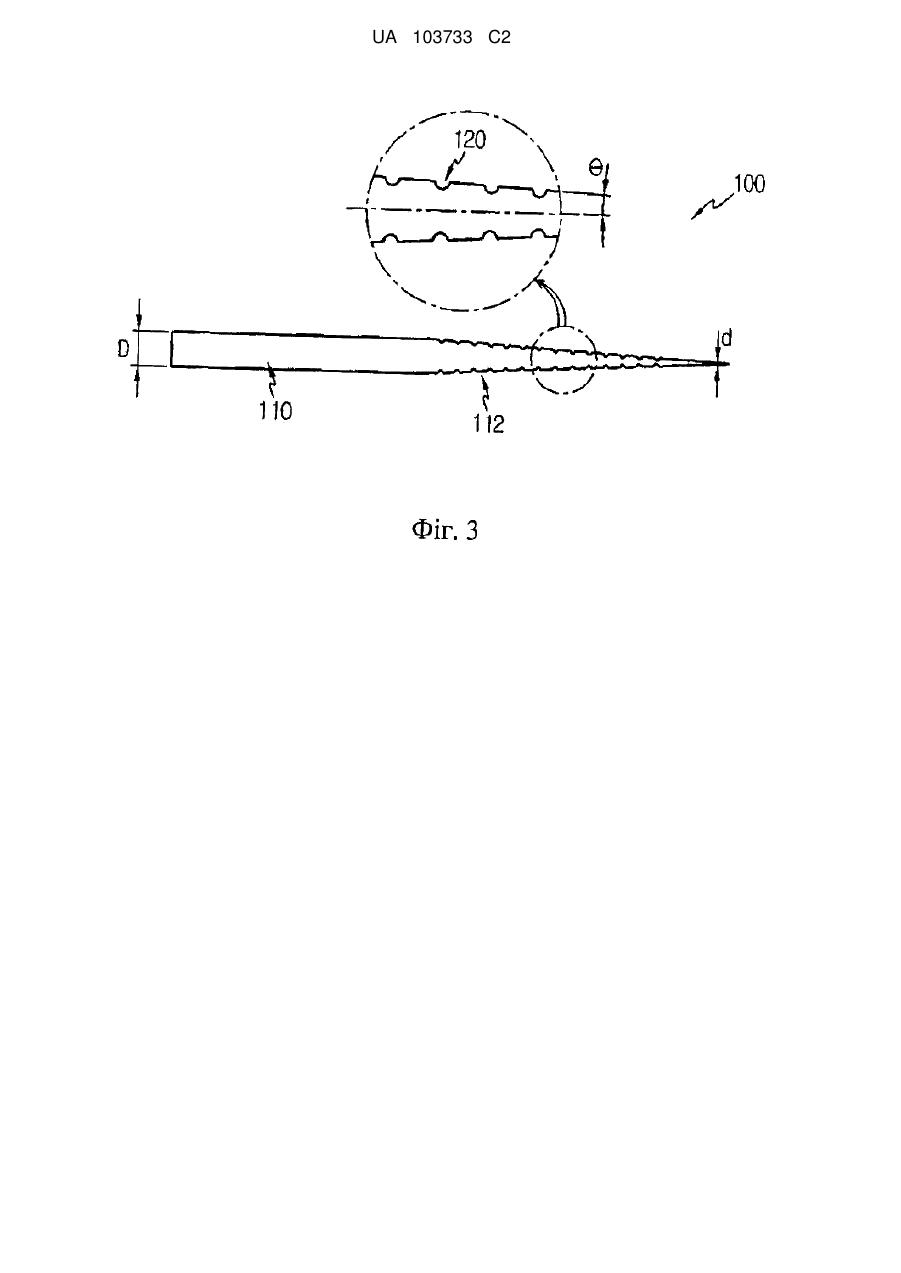
Реферат: Даний винахід стосується міжзубного чистячого елемента й способу його виготовлення, який може легко видаляти залишки їжі між зубами без пошкодження ясен. UA 103733 C2 (12) UA 103733 C2 UA 103733 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки Даний винахід стосується міжзубного чистячого елемента й способу його виготовлення й, більш конкретно, міжзубного чистячого елемента й способу його виготовлення, який може легко видаляти залишки їжі між зубами без пошкодження ясен. Рівень техніки Зазвичай, для того, щоб видалити забруднення між зубами, які не можна легко очистити звичайною зубною щіткою після вживання їжі людиною, використовують зубочистку, яка має один або два гострих кінці або міжзубну зубну щітку. Іншими словами, зубочистку й міжзубну зубну щітку можна використати для попереднього запобігання карієсу й періодонтальних захворювань. Більш детально, зубочистку виконують із дерева, пластмаси, крохмалю або тощо й використовують для видалення залишків їжі між зубами. Однак, якщо між зубами маленька щілина, може бути нелегко вставити гострий кінець зубочистки між зубами й можна не видалити всі залишки їжі. На додаток, твердий і гострий кінчик зубочистки схильний до поломки, що завдає користувачеві значну незручність. Для того щоб вирішити ці проблеми, виготовляють і використовують міжзубну зубну щітку, яка має встановлену на ній щітку. Як показано на фіг. 1, міжзубна зубна щітка 10 містить частину для захоплення 11, яку легко захоплювати користувачеві, частину з щіткою 12, сформовану на одному кінці частини для захоплення 11 і кришку 15 для захисту частини з щіткою 12. Частина з щіткою 12 містить дротяний блок 13, сформований двома дротами, і щітку 14, яка має щетинки, сформовані через регулярні інтервали в подовжньому напрямку дротяного блоку 13. Іншими словами, у міру переміщення дротяного блоку 13 всередину й із пропуску між зубами, щітка 14 видаляє залишки їжі. Однак, міжзубна зубна щітка 10, що має встановлену на ній щітку 14, як описано вище, не має ринкової конкуренції у зв'язку з високою вартістю виробництва, зумовленою посадкою щетинок щітки 14 у дротяний блок 13, і металеве відчуття від дроту дає користувачеві неприємне відчуття, яке додається до незручності. На додаток, оскільки дротяний блок 13 отримують за допомогою скручування товстих дротів, дротяний блок 13 може бути нелегко вставити між зубами, що утрудняє належне очищення зубів. Крім того, твердість дроту часто може пошкоджувати ясна. Така стандартна зубочистка й міжзубна зубна щітка можуть не легко видаляти забруднення між зубами. На додаток, така стандартна зубочистка й міжзубна зубна щітка можуть ушкоджувати ясна, що може являти собою причину захворювання, і також у тривалій перспективі може служити причиною карієсу або дупел, що ушкоджують структуру зуба. На додаток, щоб отримати литим формуванням зубочистку, щоб сформувати щітку на кінці зубочистки за допомогою використання одного й того ж матеріалу як для щітки, так і для зубочистки, неможливо детально формувати безліч щетинок щітки одночасно на кінці зубочистки й, отже, складно реалізувати ознаки міжзубної зубної щітки. Розкриття Технічна проблема Дане розкриття спрямоване на розв'язання проблем відомого рівня техніки й, отже, мета даного розкриття полягає в тому, щоб надати міжзубний чистячий елемент і спосіб його виготовлення, який може легко видаляти забруднення, такі як залишки їжі між зубами, при цьому мінімізуючи подразнення, здійснене на ясна. Технічне рішення В одному з аспектів даного розкриття наданий міжзубний чистячий елемент для видалення забруднень між зубами, який містить щетинки, виконані з нитки, які мають довжину від 1 см до 15 см, де щетинки мають міру відновлення вигину від 10 % до 80 % та їх формують так, щоб вони мали конічну форму щонайменше в передній частині щетинки вздовж подовжнього напрямку щетинки з тим, щоб щетинка мала діаметр від 0,001 мм до 2 мм на відстані приблизно 0,1 мм від переднього кінця конічної частини. Згідно з даним розкриттям, нитка переважно має діаметр від 0,5 мм до 3 мм, і нитку переважно формують так, щоб вона мала нерівну форму або хвилясту форму. Переважно, конічна частина має зігнену частину з нерегулярною скошеною поверхнею. Тим часом, нитку можна створювати з будь-якого одного з нейлонового й поліестерового матеріалу, функціональну речовину можна вибірково додавати в матеріал нитки, і функціональна речовина може являти собою неорганічну речовину карбонат кальцію або діоксид кремнію. 1 UA 103733 C2 5 10 15 20 25 30 35 40 45 50 55 60 На додаток, складовий шар, що містить функціональний компонент, переважно формують на щетинці, і функціональний компонент переважно містить щонайменше один із фторних компонентів, протимікробних компонентів, ароматизуючих компонентів і пігментних компонентів. В іншому аспекті даного розкриття також наданий спосіб виготовлення міжзубного чистячого елемента, який включає (a) витягування нитки за допомогою прядіння; (b) загострення щетинки, сформованої за допомогою розрізання нитки так, щоб вона мала довжину від 1 см до 15 см, уздовж подовжнього напрямку щетинки з тим, щоб щетинка мала конічну форму щонайменше в передній її частині; і (с) промивання й сушку щетинок, де щетинки мають міру відновлення вигину від 10 % до 80 % і мають діаметр від 0,001 мм до 2 мм на відстані приблизно 0,1 мм від переднього кінця конічної частини, сформованої за допомогою стадії (b). Згідно з даним розкриттям, на стадії (b), процес загострення зі змочуванням щетинки в сильному розчині лугу або сильному розчині кислоти й процес загострення з використанням шліфування шліфувальною машиною можна вибірково здійснювати або згодом здійснювати з тим, щоб формувати зігнену частину з нерегулярною поверхнею в конічній частині. Тим часом, на стадії (a) нитку можна створювати з будь-якого одного нейлонового й поліестерового матеріалу, функціональну речовину можна виборківо додавати в матеріал нитки, коли отримують нитку, і функціональна речовина може являти собою неорганічну речовину карбонат кальцію або діоксид кремнію. На додаток, після стадії (b), спосіб виготовлення може додатково включати формування складового шару за допомогою занурення щетинки в розчин, що містить функціональний компонент, і функціональний компонент переважно містить щонайменше один із фторних компонентів, протимікробних компонентів, ароматизуючих компонентів і пігментних компонентів. Опис креслень Інші задачі й аспекти даного розкриття явно слідують із наступного опису варіантів здійснення з посиланням на супровідні креслення, на яких: На фіг. 1 поданий вигляд у перспективі, що показує стандартну міжзубну зубну щітку; на фіг. 2 поданий вигляд збоку, що показує нитку міжзубного чистячого елемента згідно з переважним варіантом здійснення даного розкриття; на фіг. 3 поданий вигляд збоку, що показує міжзубний чистячий елемент згідно з переважним варіантом здійснення даного розкриття; на фіг. 4 поданий вигляд збоку, що показує міжзубний чистячий елемент згідно з іншим переважним варіантом здійснення даного розкриття; на фіг. 5 подана діаграма, що показує нитку міжзубного чистячого елемента згідно з іншим переважним варіантом здійснення даного розкриття; на фіг. 6 поданий вигляд спереду в розрізі, що показує міжзубний чистячий елемент згідно з ще одним іншим переважним варіантом здійснення даного розкриття; на фіг. 7 подана блок-схема, що ілюструє спосіб виготовлення міжзубного чистячого елемента згідно з переважним варіантом здійснення даного розкриття. Найкращий варіант здійснення винаходу Далі в даному документі переважні варіанти здійснення даного розкриття детально описані з посиланням на супровідні креслення. Перед описом потрібно розуміти, що терміни, використовувані в описі й прикладеній формулі винаходу, потрібно не тлумачити як обмежені загальними й словниковими значеннями, а інтерпретувати на основі значень і ідей, відповідних технічним аспектам даного розкриття, ґрунтуючись на тому принципі, що автор винаходу може визначати терміни відповідним чином для найкращого пояснення. Отже, опис, наведений у цьому документі, являє собою лише переважний приклад лише для мети ілюстрування, який не призначений для того, щоб обмежувати об'єм розкриття, так що потрібно розуміти, що можна виконувати інші його еквіваленти й модифікації, не відступаючи від суті й об'єму розкриття. На фіг. 2 поданий вигляд збоку, що показує нитку міжзубного чистячого елемента згідно з переважним варіантом здійснення даного розкриття, і на фіг. 3 поданий вигляд збоку, що показує міжзубний чистячий елемент згідно з переважним варіантом здійснення даного розкриття. Із посиланням на фіг. 2 і 3, міжзубний чистячий елемент 100 має щетинку 110, виконану з витягнутої нитки, яка задає її заздалегідь визначувану довжину й заздалегідь визначений діаметр. Щетинка 110 має конічну форму щонайменше в передньому кінці щетинки 110 вздовж подовжнього напрямку щетинки 110 і також має міру відновлення вигину від 10 % до 80 %. У цей момент нитка 111 представляє скручений і довгастий стан, і щетинка 110 представляє стан, у якому здійснюють описаний нижче процес загострення нитки 111, щоб вона мала конічну форму. 2 UA 103733 C2 5 10 15 20 25 30 35 40 45 50 55 Іншими словами, нитку 111 формують за допомогою прядіння, як показано на фіг. 2, і щетинку 110 формують так, щоб вона мала конічну форму, як показано на фіг. 3. У цей момент, щетинка 110 може мати конічну форму в частковій частині переднього кінця, як показано на фіг. 3, і щетинка 110' також може мати конічну форму по всій конфігурації, як показано на фіг. 4. Далі в даному документі, конічні частини таких щетинок 110, 110' позначені як конічні частини 112, 112', відповідно. Також, із посиланням на фіг. 2 і 3, щетинку 110 формують за допомогою різання витягнутої нитки 111 і подальшого здійснення процесу її загострення, як описано вище. Процес загострення описаний нижче. Щетинку 110 згідно з даним розкриттям отримують із будь-якого одного з нейлонового й поліестерового матеріалу. Поліестеровий матеріал переважно вибраний із PET (поліетилентерефталату), PBT (полібутилентерефталату) і PTT (політриметилентерефталату). На додаток, нитка 111 також може бути виконана за допомогою додаткового додання функціональної речовини до вказаного вище матеріалу. Функціональна речовина переважно являє собою неорганічну речовину карбонат кальцію або діоксид кремнію. Додання функціональної речовини призначене для того, щоб сприяти нерівності поверхні конічної частини, коли здійснюють описаний нижче процес загострення. Нитку 111, виконану за допомогою прядіння вказаного вище матеріалу, витягують, щоб мати відповідну еластичність і гнучкість. Іншими словами, щетинка 110 має міру відновлення вигину від 10 % до 80 % за рахунок характеристик її матеріалу й завдяки процесу витягування. Відносно числового діапазону міри відновлення вигину, якщо міра відновлення вигину складає менше 10 %, нитка 111 може бути дуже жорсткою й негнучкою, що може подразнювати й ушкоджувати ясна при видаленні забруднень між зубами. Якщо міра відновлення вигину складає більше 80 %, нитка 111 може бути дуже м'якою, щоб бути здатною передавати зусилля, і тому нитку 111 може бути не легко вставити між зубами. Після витягування нитку 111 ріжуть, щоб мати діаметр D від 0,5 мм до 3 мм і довжину від 1 см до 15 см. У цей момент нитка 111 переважно має довжину від 2 см до 15 см. Більш переважно нитку 111 ріжуть, щоб мати довжину від 3 см до 15 см. На додаток, витягнута нитка 111 більш переважно має діаметр D від 0,5 мм до 2 мм. Діаметр D (товщина) нитки 111, як описано вище, відповідає товщині, необхідній для того, щоб користувач легко схопив міжзубний чистячий елемент 100. Тим часом, оскільки щетинка 110 виконана з нитки 111, діаметр D нитки 111 можна інтерпретувати як діаметр D щетинки 110. Відносно числового діапазону діаметра D нитки 111, якщо нитка 111 має діаметр D більше ніж 3 мм, нейлоновий або поліестеровий матеріал нитки 111 може бути не легко прясти й тягнути за рахунок його властивостей, а також не легко отримати бажану форму й бажані властивості в подальшому процесі загострення. Якщо нитка 111 має діаметр D менше ніж 0,5 мм, витягнута нитка 111 надто тонка, щоб її схопив користувач, і нитка 111 стає надто м'якою, щоб бути здатною передавати зусилля, так що нитка 111 не підходить для чищення зубів. На додаток, відносно довжини щетинки 110, якщо щетинка 111 має довжину більше 15 см, довжина щетинки 110 є понадміру великою й тому відбувається витрата матеріалу. Якщо щетинка 110 має довжину менше 1 см, оскільки довжина щетинки 110 занадто мала, щетинку не легко схопити рукою, що доставляє незручність користувачеві. Згідно з даним розкриттям, конічну частину 112 формують за допомогою хімічного процесу і/або механічного процесу. У цей момент конічна частина 112, формована за допомогою процесу загострення, має діаметр D від 0,001 мм до 2 мм на відстані приблизно 0,1 мм від переднього кінця щетинки 110. Цей діаметр D дає товщину, яка дозволяє легко вставляти міжзубний чистячий елемент 100 між зубами. Тим часом, конічна частина 112 також може мати довжину від 1 см до 15 см. Іншими словами, маючи певну довжину, конічну частину 112 можна формувати на всій або частковій частині щетинки 110. Наприклад, у разі формування конічної частини 112' на всій частині щетинки 110', як показано на фіг. 4, міжзубний чистячий елемент 100' може мати конічну форму загалом. Кут нахилу 6 конічної частини 112, 112' складає від 0,3° до 12° від центру щетинки 110. Відносно числового діапазону кута нахилу θ, кут нахилу θ менше 0,3 не бажаний, оскільки конічна частина 112, 112' повинна мати довжину більше 15 см, що небажано вимагає великої кількості часу для процесу загострення. На додаток, якщо кут нахилу θ більше 12°, конічна довжина зменшується порівняно з довжиною необхідної конічної частини 112, 112' і тому елемент може не бути використаний як міжзубний чистячий інструмент. 3 UA 103733 C2 5 10 15 20 25 30 35 40 45 50 55 60 Тим часом, зігнену частину 120, що має різні нерівні патерни формують на похилій поверхні конічної частини 112, 112'. Іншими словами, похила поверхня має нерегулярну поверхню з нерівною конструкцією або тому подібне. Отже, поліпшують ефект чищення між зубами. На додаток, навіть незважаючи на те, що нитка 111 міжзубного чистячого елемента 100, 100' ілюстрована як витягнута за допомогою прядіння, щоб мати переріз із циліндричною формою, нитку 11 можна виконати маючу переріз із різними формами, такими як овальна форма, без обмеження вказаним вище. Наприклад, як показано на фіг. 5, нитку 111a, 111b можна формувати, щоб мати нерівну форму або хвилясту форму. Іншими словами, незважаючи на те, що матеріал витягують після прядіння, можна отримувати нитку різних форм у відповідності з швидкістю витягування в порівнянні зі швидкістю прядіння або отвором, через який проходить спрядений матеріал. На додаток, за допомогою витягування, нитка може мати переріз круглої або овальної форми, і нитка також може мати різні форми за допомогою прядіння через отвір круглою або багатокутною формою. Якщо нитку формують, щоб мати різні форми, користувач може легко схопити нитку. Тим часом, навіть незважаючи на те, що щетинки 110, 110' проілюстровані як такі, що мають один шар у зв'язку з прядінням нитки 111, на щетинках 110, 110' можна додатково формувати складовий шар, що містить функціональний компонент. Наприклад, як показано на фіг. 6, щетинка 110" містить центральну частину 110a", виконану з нитки, і складовий шар 110b", що містить функціональний компонент. У цей момент центральна частина 110a" має той же матеріал і форму, що й описана вище нитка 111, і складовий шар 110b" містить щонайменше один із фторних компонентів, протимікробних компонентів, ароматизуючих компонентів і пігментних компонентів. Складовий шар 110b" можна формувати за допомогою занурення щонайменше переднього кінця щетинки 110" у розчин, що містить функціональний компонент, вздовж подовжнього напрямку щетинки 110" або нанесення покриття на центральну частину 110a" з використанням функціонального компонента. На додаток, складовий шар 110b" також можна виконувати за допомогою виконання подвійного прядіння, коли нитку отримують за допомогою прядіння. За допомогою формування складового шару 110b", як описано вище, це не тільки може поліпшити здоров'я зубів і ясен, але також посилити відчуття у використанні й поліпшити зовнішній вигляд чистячого елемента. Далі детально описаний спосіб виготовлення міжзубного чистячого елемента 100, як указано вище. На фіг. 7 подана блок-схема для того, щоб ілюструвати спосіб виготовлення міжзубного чистячого елемента. Спочатку нитку 111 виконують за допомогою прядіння будь-якого одного з нейлонового й поліестерового матеріалів (S10). У цей момент процес витягування нитки 111 переважно здійснюють разом із прядінням. Нитку 111 формують, щоб мати діаметр від 0,5 мм до 3 мм, за допомогою процесу витягування й відрізають до заздалегідь визначуваної довжини. Наприклад, заздалегідь визначувана довжина складає від 1 см до 15 см. Згодом, відрізану нитку 111 загострюють (S20). У цей момент, процес загострення можна здійснювати хімічним шляхом або механічним шляхом. Спочатку серед процесів для формування конічної частини 112 на нитці 111 першим описаний хімічний процес. Відрізану нитку 111 вертикально змочують у розчині, що містить сильний луг або сильну кислоту. У цей момент нитку 111 змочують на всю довжину, де конічна частина 112 підлягає формуванню. Іншими словами, сильний луг або сильна кислота загострює змочену нитку 111 при певній температурі й концентрації. У процесі загострення конічну частину формують у міру повільного розкладання щетинки за допомогою розчину. Тим часом, якщо занурюють у розчин тільки кінчик щетинки, розчин підіймається по поверхні щетинки за рахунок капілярного ефекту. Іншими словами, конічну частину формують на щетинці в міру здійснення процесу загострення щетинки з використанням різних періодів відповідно до довжини щетинки. У цей момент процес загострення може не тільки формувати конічну частину 112, але також формувати зігнену частину 120 на конічній частині 112. У цей момент, для того, щоб більш просто формувати зігнену частину 120, функціональну речовину можна додавати в матеріал нитки 111. Наприклад, неорганічна речовина, така як карбонат кальцію й діоксид кремнію, яка являє собою функціональну речовину,додають у матеріал нитки 111, і матеріал прядуть для отримання нитки 111. Після цього, якщо нитку 111 змочують у сильному розчині лугу або 4 UA 103733 C2 5 10 15 20 25 30 35 40 45 50 55 60 кислоти, здійснюють хімічну реакцію для формування зігненої частини 120, що має поверхню з діаметром від 0,01 мкм до 0,1 мм. Іншими словами, зігнену частину можна легко формувати за допомогою використання хімічної реакції згідно з характеристиками матеріалу. Якщо здійснюють процес загострення з використанням хімічного шляху, похилу плоску поверхню або нерегулярну нерівну поверхню формують на нитці 111 за рахунок капілярного ефекту під час процесу загострення. Якщо процес загострення завершений, здійснюють процес нейтралізації нитки 111 за допомогою використання розчину каустичної соди або гідроксиду калію й потім промивання нитки 111 водою (S30). Якщо процес сушки завершений, міжзубний чистячий елемент 100 повністю виготовлений. Далі серед процесів для формування конічної частини 112 на нитку 111 описаний механічний процес. Відрізану нитку 111 загострюють за допомогою шліфування з використанням шліфувальної машини (не показано). Іншими словами, нитку 111 шліфують, щоб мати конічну форму на її частковій ділянці або всій ділянці. Цей процес шліфування може дозволити щетинці 110 мати конічну форму подібно процесу хімічного загострення. Якщо процес загострення завершений, щетинку 110 промивають і сушать, щоб повністю виготовити міжзубний чистячий елемент. Тим часом, конічна частина 112, отримана за допомогою механічного процесу, має меншу довжину, ніж отримана за допомогою хімічного процесу, і тому щетинка 110 є менш м'якою. Однак, оскільки конічну поверхню формують нерегулярно, відбувається поліпшення чистячого ефекту. Отже, коли конічну частину 112 формують за допомогою механічного шліфування, можливо насамперед здійснення хімічного процесу загострення для отримання певної форми й потім у другу чергу здійснення механічного процесу шліфування з тим, щоб щетинка 110 мала нерегулярну поверхню. У цьому випадку, щетинка 110 може мати більш довгу конічну частину в порівнянні з випадком, де здійснюють тільки механічну обробку, і, таким чином, можливо збільшувати еластичність і гнучкість щетинки 110. Тим часом, використовуючи процес загострення, як описано вище, кут нахилу θ конічної частини 112 можна вибірково коректувати. Іншими словами, процес загострення здійснюють із тим, щоб конічна частина 112 мала кут нахилу θ від 0,3° до 12°, виходячи з центру щетинки 110 у подовжньому напрямку. Якщо нитку 111 загострюють, щоб мати певну товщину й форму, як описано вище, міжзубний чистячий елемент 100 може мати відповідну еластичність і гнучкість разом і також може бути легко вставлений у межу зубів і ясен, щоб легко вичищати з неї забруднення, такі як залишки їжі. Тим часом, коли нитку 111 прядуть і тягнуть, нитка може мати різні форми (див. 111a й 111b на фіг. 5) за допомогою коректування швидкості прядіння, швидкості витягнення й діаметру отвору, через який проходить матеріал нитки 111, і міжзубний чистячий елемент 100 можна виготовляти з використанням такої нитки 111, 111a, 111b. На додаток, для того, щоб сприяти здоров'ю ясен і зубів і посилити відчуття при використанні, складовий шар (див. 110b" на фіг. 6), що містить функціональний компонент, можна формувати на нитці 111, коли виготовляють міжзубний чистячий елемент. Складовий шар 110b" формують за допомогою занурення щетинки в розчин, що містить функціональний компонент. Складовий шар 110b" містить щонайменше один із фторних компонентів, протимікробних компонентів, ароматизуючих компонентів і пігментних компонентів. У цей момент, стадію формування складового шару 110b" переважно здійснюють після завершення процесу загострення. Щетинка, отримана як описано вище, має міру відновлення вигину від 10 % до 80 %. Іншими словами, міру відновлення вигину щетинки вимірюють згідно з тестом, грунтуючись на KS Standards (KS G 3103: 2003). Дане розкриття викладене детально. Однак, потрібно розуміти, що докладний опис і конкретні приклади, хоча й відображають переважні варіанти здійснення розкриття, дані тільки як ілюстрація, оскільки різні зміни й модифікації в рамках суті й об'єму розкриття будуть очевидні фахівцям у даній сфері з цього докладного опису. Промислова застосовність Міжзубний чистячий елемент і спосіб його виготовлення згідно з даним розкриттям дає наступні ефекти. По-перше, оскільки нитку витягують за допомогою прядіння, міжзубний чистячий елемент має чудову еластичність і гнучкість, незважаючи на велику товщину. 5 UA 103733 C2 5 10 По-друге, конічна частина, що формується за допомогою процесу загострення, є м'якою й гнучкою, і, таким чином, міжзубний чистячий елемент не легко зламати. По-третє, оскільки передній кінець конічної частини є дуже тонким, його можна легко вставити між зубами або між зубом і яснами. По-четверте, оскільки зігнену частину з нерегулярною поверхнею формують на конічній частині, поліпшують чистячий ефект міжзубного чистячого елемента. По-п'яте, оскільки міжзубний чистячий елемент можна легко отримати, можна знизити вартість виробництва. По-шосте оскільки міжзубний чистячий елемент можна легко вставити між зубами й він має еластичні й гнучкі властивості, міжзубний чистячий елемент може реалізувати ефекти міжзубної зубної щітки або нитки. ФОРМУЛА ВИНАХОДУ 15 20 25 30 35 40 45 50 55 1. Міжзубний чистячий елемент для видалення забруднень між зубами, який містить: щетинку, виконану з нитки, що має довжину від 1 см до 15 см, де щетинка має міру відновлення вигину від 10 % до 80 %, сформована і має конічну форму щонайменше в передній частині щетинки вздовж подовжнього напрямку щетинки і має діаметр від 0,001 мм до 2 мм на відстані приблизно 0,1 мм від переднього кінця конічної частини. 2. Міжзубний чистячий елемент за п. 1, де нитка має діаметр від 0,5 мм до 3 мм. 3. Міжзубний чистячий елемент за п. 1, де нитка сформована так, що має нерівну або хвилясту форму. 4. Міжзубний чистячий елемент за п. 1, де конічна частина має зігнену частину з нерегулярною скошеною поверхнею. 5. Міжзубний чистячий елемент за будь-яким одним із пп. 1-4, де нитка виконана з будь-якого одного матеріалу з основою з нейлону й поліестеру, де функціональна речовина вибірково додана в матеріал нитки, і де функціональна речовина являє собою неорганічну речовину з карбонату кальцію або діоксиду кремнію. 6. Міжзубний чистячий елемент за будь-яким одним із пп. 1-4, де складовий шар, що містить функціональний компонент, сформований на щетинці, і де функціональний компонент включає щонайменше один компонент із фторних компонентів, протимікробних компонентів, ароматизуючих компонентів і пігментних компонентів. 7. Спосіб виготовлення міжзубного чистячого елемента, який містить: (a) витягування нитки шляхом прядіння; (b) загострення щетинки, сформованої за допомогою відрізання нитки, щоб мати довжину від 1 см до 15 см, вздовж подовжнього напрямку щетинки з тим, щоб щетинка мала конічну форму щонайменше в передній її частині; і (c) промивання й сушіння щетинки, де щетинка має міру відновлення вигину від 10 % до 80 % і має діаметр від 0,001 мм до 2 мм на відстані приблизно 0,1 мм від переднього кінця конічної частини, формованої на стадії (b). 8. Спосіб виготовлення міжзубного чистячого елемента за п. 7, де на стадії (b) процес загострення зі змочуванням щетинки в сильному розчині лугу або сильному розчині кислоти й процес загострення з використанням процесу шліфування шліфувальною машиною вибірково здійснюють або згодом здійснюють із тим, щоб сформувати зігнену частину з нерегулярною поверхнею на конічній частині. 9. Спосіб виготовлення міжзубного чистячого елемента за п. 7 або 8, де на стадії (а) нитку виконують із будь-якого одного матеріалу з основою з нейлону й поліестеру, де функціональну речовину вибірково додають у матеріал нитки при виготовленні нитки, і причому функціональна речовина являє собою неорганічну речовину з карбонату кальцію або діоксиду кремнію. 10. Спосіб виготовлення міжзубного чистячого елемента за п. 7 або 8, який після стадії (b) додатково включає: формування складового шару за допомогою занурення щетинки в розчин, що містить функціональний компонент, де функціональний компонент містить щонайменше один компонент із фторних компонентів, протимікробних компонентів, ароматизуючих компонентів і пігментних компонентів. 6 UA 103733 C2 7 UA 103733 C2 8 UA 103733 C2 Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Автори англійськоюLee, Kyung-Sub, Kim, Sung-Jin, Ahn, Jae-Hyun, Chang, Sug-Youn
Автори російськоюЛи Киунг-Суб, Ким Сунг-Дзин, Ахн Дзае-Хиун, Чанг Суг-Иоун
МПК / Мітки
МПК: A46B 9/04, A61C 15/00
Мітки: чистячий, міжзубний, елемент, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/11-103733-mizhzubnijj-chistyachijj-element-i-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Міжзубний чистячий елемент і спосіб його виготовлення</a>
Захищений від підробки документ та його застосування, захисний елемент, перебивний матеріал, його застосування та спосіб його виготовлення, спосіб виготовлення цінного документа
Номер патенту: 76591
Опубліковано: 15.08.2006
Автор: Хайм Манфред
МПК: G07D 13/00, B42D 15/00
Мітки: захищений, захисний, елемент, застосування, перебивний, підробки, документа, цінного, спосіб, документ, матеріал, виготовлення
Формула / Реферат:
1. Захищений від підробки документ, насамперед цінний папір, такий як банкнота, або напівфабрикат для виготовлення захищеного від підробки документа, що має першу і другу розташовані одна напроти іншої по різні сторони документа поверхні і оснащений захисним елементом (2, 4), який відрізняється тим, що захисний елемент з'єднаний з документом, відповідно з напівфабрикатом, таким чином, що він візуально помітний зі сторони обох його поверхонь і...
Захисний елемент, спосіб його виготовлення (варіанти), захищений від підробки папір та цінний документ, що його містить
Номер патенту: 84401
Опубліковано: 27.10.2008
Автори: Хайм Манфред, Шмітц Крістіан
МПК: B42D 15/00, G09F 3/02
Мітки: захищений, захисний, спосіб, папір, виготовлення, варіанти, цінний, елемент, містить, підробки, документ
Формула / Реферат:
1. Захисний елемент для захищеного від підробки паперу, банкнот, посвідчень особи або інших аналогічних предметів, що має основу і щонайменше два розташованих на ній металевих шари, який відрізняється тим, що металеві шари мають показники оптичної густини, які відрізняються між собою.2. Захисний елемент за п. 1, у якому щонайменше два металевих шари розташовані з однієї і тієї ж сторони основи.3. Захисний елемент за п. 1 або 2,...
Фільтруючий елемент та спосіб його виготовлення, фільтр для курильного виробу та курильний виріб
Номер патенту: 102701
Опубліковано: 12.08.2013
Автори: Д'юк Мартін, Олівейра Пауло
Мітки: курильного, виготовлення, виріб, курильний, елемент, фільтр, спосіб, фільтруючий, виробу
Формула / Реферат:
1. Фільтруючий елемент для курильного виробу, що містить тампон фільтруючого матеріалу й тютюнову нитку, витягнуту по суті подовжньо через тампон фільтруючого матеріалу.2. Фільтруючий елемент за п. 1, у якому тютюнова нитка витягнута по суті подовжньо між взаємно протилежними торцевими поверхнями тампона фільтруючого матеріалу.3. Фільтруючий елемент за п. 2, у якому тютюнова нитка витягнута у напрямку, по суті паралельному...
Захисний елемент, спосіб його виготовлення та захищений від підробки папір й цінний документ, що його містять
Номер патенту: 88132
Опубліковано: 25.09.2009
Автор: Келлер Маріо
МПК: B44F 3/00, B42D 15/00, B44F 1/00
Мітки: елемент, виготовлення, захищений, спосіб, захисний, підробки, цінний, містять, документ, папір
Формула / Реферат:
1. Захисний елемент (12, 18), що має покривний шар (22; 42; 50) з вирізами (24; 30, 32, 34; 44) у формі знаків або візерунків, що утворюють першу інформацію, з можливістю її візуального і/або автоматичного зчитування, який відрізняється тим, що у вирізах (24; 30, 32, 34; 44) розташовано друковане зображення (26; 36, 38, 40; 46, 48; 52), що утворює другу інформацію, з можливістю її візуального і/або автоматичного зчитування, причому...
Міжзубний стимулятор
Номер патенту: 59029
Опубліковано: 15.08.2003
Автор: ЗАЙЦЕВ АНДРІЙ ВОЛОДИМИРОВИЧ
МПК: A61C 7/00
Мітки: стимулятор, міжзубний
Формула / Реферат:
1. Міжзубний стимулятор в складі головки, на якій розташований стимулюючий конус, шийки, в яку переходить головка, ручки, зв'язаної з шийкою, джерела механічних коливань, який відрізняється тим, що джерело механічних коливань розташоване в шийці міжзубного стимулятора і зв'язане механічно із стимулюючим конусом.2. Міжзубний стимулятор за п.1, який відрізняється тим, що джерело механічних коливань виконано на п'єзоелектричному...
Попередній патент: Інтелектуалізована діагностична система для визначення експлуатаційних властивостей рідини
Наступний патент: Спосіб обробки круглої внутрішньої різьби
Випадковий патент: Двосторонній ніж плоскорізної лапи