Спосіб обробки круглої внутрішньої різьби
Номер патенту: 103734
Опубліковано: 11.11.2013
Автори: Криворучко Дмитро Володимирович, Некрасов Сергій Сергійович, Нешта Анна Олександрівна
Формула / Реферат
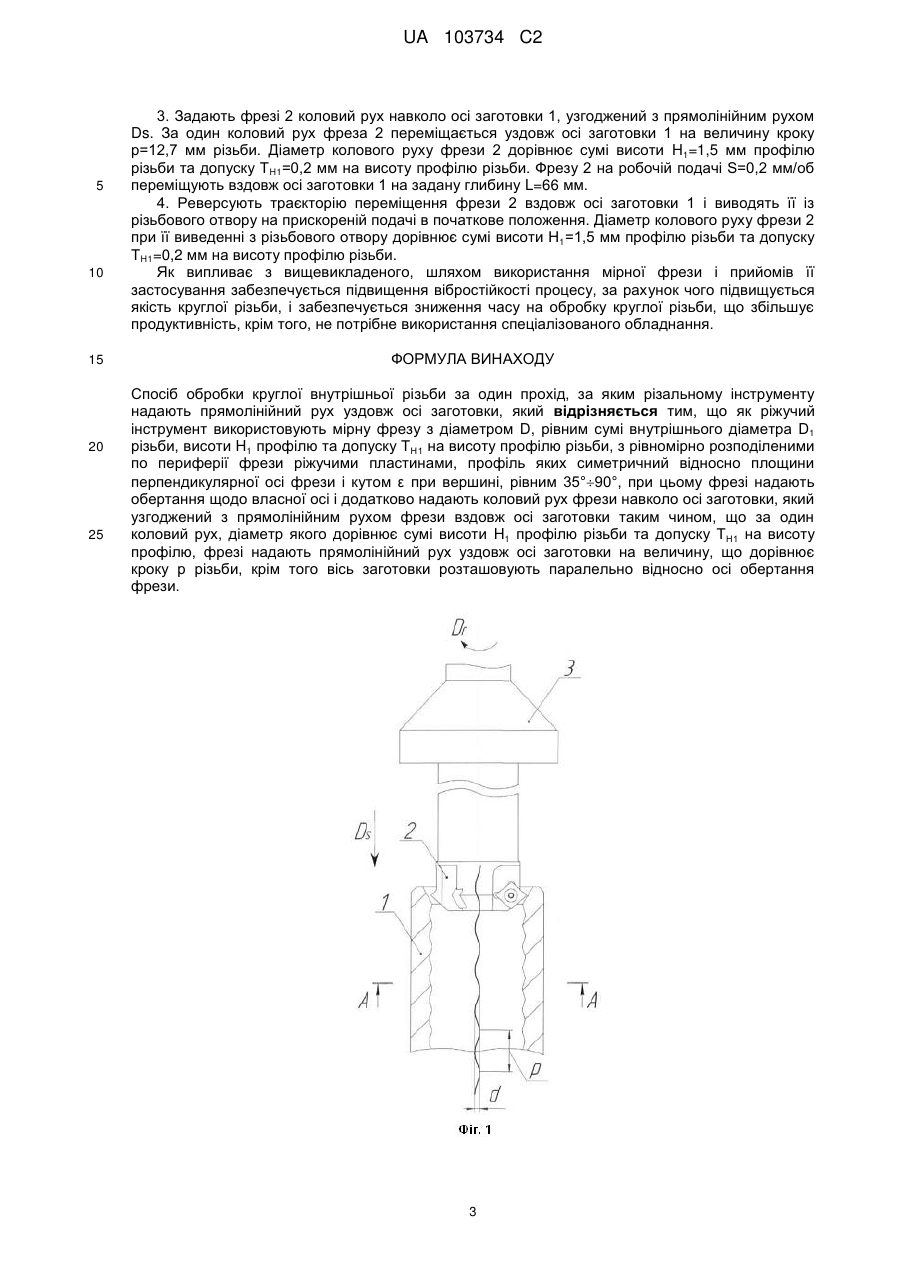
Спосіб обробки круглої внутрішньої різьби за один прохід, за яким різальному інструменту надають прямолінійний рух уздовж осі заготовки, який відрізняється тим, що як ріжучий інструмент використовують мірну фрезу з діаметром D, рівним сумі внутрішнього діаметра D1 різьби, висоти H1 профілю та допуску ТН1 на висоту профілю різьби, з рівномірно розподіленими по периферії фрези ріжучими пластинами, профіль яких симетричний відносно площини перпендикулярної осі фрези і кутом ε при вершині, рівним 35°¸90°, при цьому фрезі надають обертання щодо власної осі і додатково надають коловий рух фрези навколо осі заготовки, який узгоджений з прямолінійним рухом фрези вздовж осі заготовки таким чином, що за один коловий рух, діаметр якого дорівнює сумі висоти H1 профілю різьби та допуску ТН1 на висоту профілю, фрезі надають прямолінійний рух уздовж осі заготовки на величину, що дорівнює кроку p різьби, крім того вісь заготовки розташовують паралельно відносно осі обертання фрези.
Текст
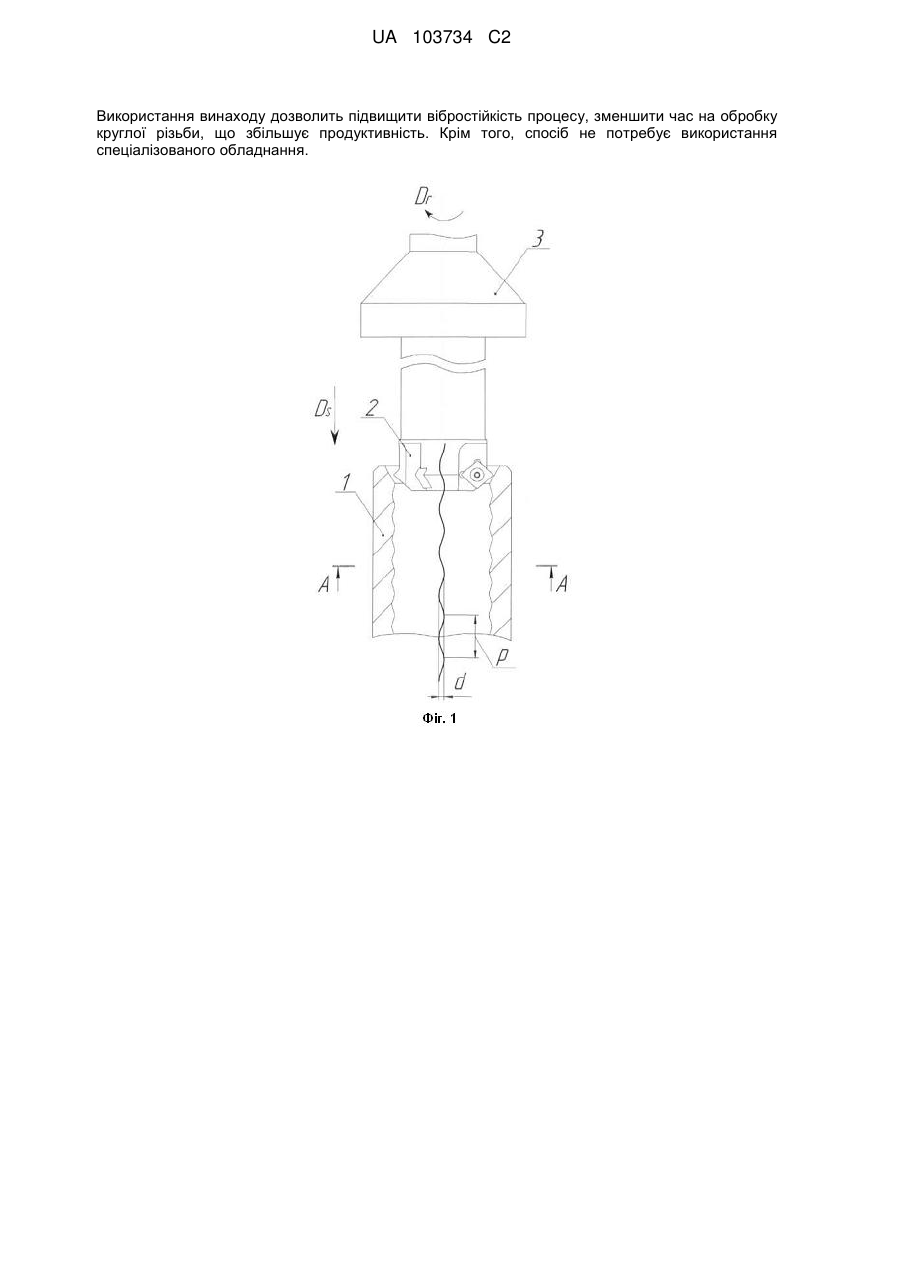
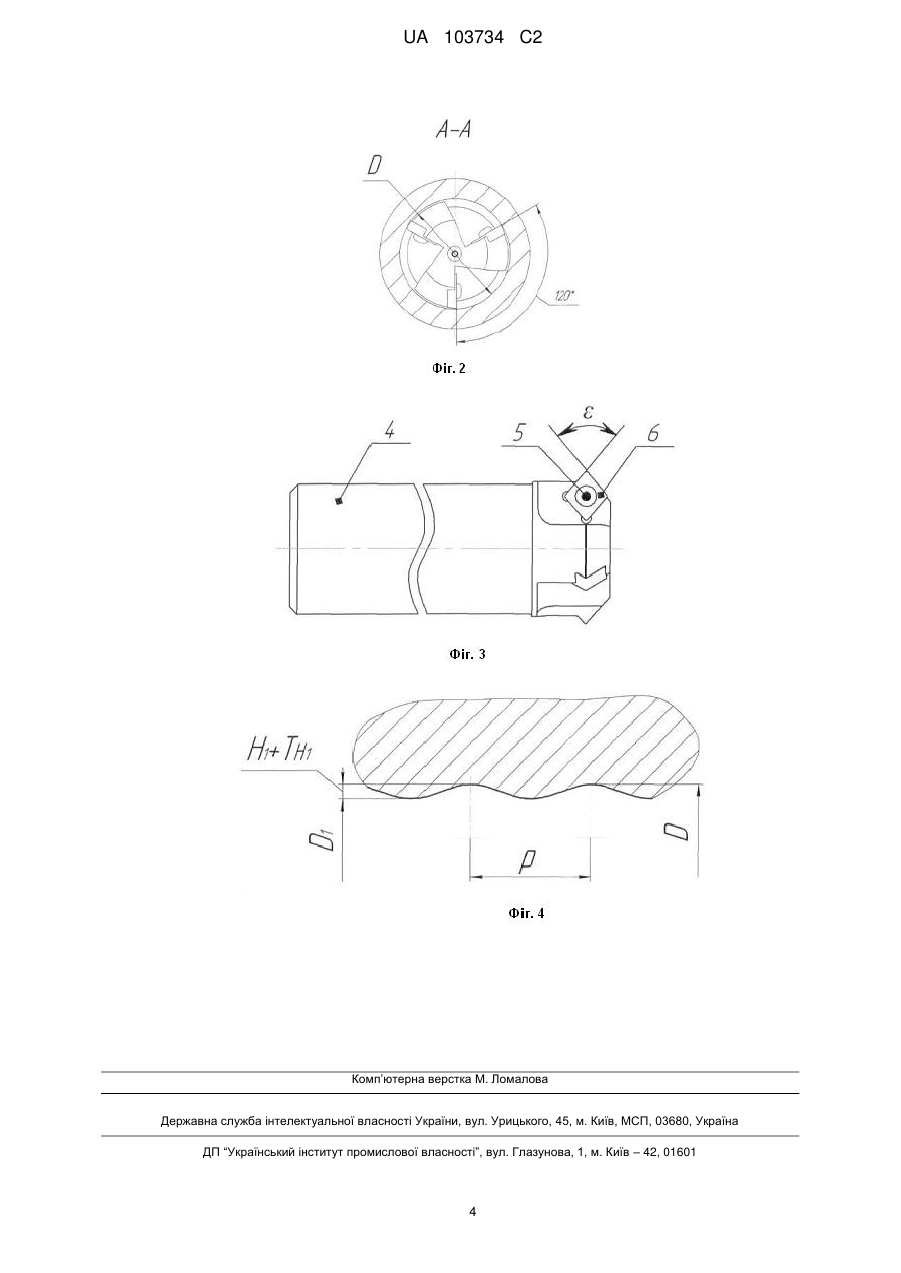
Реферат: Винахід належить до галузі технології машинобудування, зокрема до обробки металів різанням на верстатах з ЧПК, і може бути використаний для формоутворення круглої внутрішньої різьби ISO 10208 і DIN 20317. Спосіб обробки круглої внутрішньої різьби за один прохід, за яким різальному інструменту надають прямолінійний рух уздовж осі заготовки. Як ріжучий інструмент використовують мірну фрезу з діаметром D, що дорівнює сумі внутрішнього діаметра різьби D1, висоти Н1 профілю і допуску ТH1 на висоту профілю різьби, з рівномірно розподіленими по периферії фрези ріжучими пластинами, профіль яких симетричний відносно площини, що перпендикулярна осі фрези, і з кутом ε при вершині, рівним 35°90°. Фрезі надають обертання щодо власної осі і додатково надають коловий рух фрези навколо осі заготовки, який узгоджений з прямолінійним рухом фрези таким чином, що за один коловий рух фреза переміщається уздовж осі заготовки на величину, що дорівнює кроку р різьби, причому діаметр колового руху дорівнює сумі висоти Н1 профілю різьби і допуску ТН1 на висоту профілю, крім того вісь заготовки паралельна осі обертання мірної фрези. UA 103734 C2 (12) UA 103734 C2 Використання винаходу дозволить підвищити вібростійкість процесу, зменшити час на обробку круглої різьби, що збільшує продуктивність. Крім того, спосіб не потребує використання спеціалізованого обладнання. UA 103734 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі технології машинобудування, зокрема до обробки металів різанням на верстаті з ЧПК, і може бути використаний для формоутворення круглої різьби ISO 10208 і DIN 20317. Відомий спосіб обробки круглої різьби, при якому заготовці надають обертання навколо власної осі і узгоджений з ним поступальний рух різального інструменту. Обробку здійснюють різальним інструментом, оснащеним фасонною ріжучою пластиною R25-38 INT VARGUS. Ріжуча пластина кріпиться гвинтом до голівки спеціального різця, (див. http://www.cnczone.com/forums/general_metalwork_discussion/89380-internal_rope_thread_r3212_7mm.html). Недоліком даного способу є порівняно велика ширина зрізу, максимум якого дорівнює кроку різьби, через що під час формоутворення внутрішньої різьби виникає велика сила різання. При невеликій жорсткості технологічної системи це призводить до виникнення вібрацій і, як наслідок, до погіршення якості різьби і підвищенню зносу ріжучої кромки пластини. Також недоліком даного способу є використання спеціальних різьбових різців і фасонних різальних пластин. Існує інший спосіб обробки круглої внутрішньої різьби. Указаний спосіб прийнятий як найближчий аналог (прототип) (див. US 2008/0232916 А1, МПК В23С 3/32, 2008 г.). Згідно цього способу, обробка різьби забезпечується за один прохід за рахунок поєднання рівномірного обертального руху заготовки щодо власної осі, прямолінійного руху ріжучого інструмента уздовж осі заготовки та його радіального зворотно-поступального руху, синхронізованого з обертанням заготовки. У даному способі використовується кулачковий механізм, який забезпечує радіальний зворотно-поступальний рух різального інструменту. Для обробки використовується різець зі стандартною ріжучою пластиною. При вихідній циліндричній заготовці в залежності від форми кулачка змінюється глибина різання, а вершина ріжучої кромки інструменту завжди залишається на поверхні профілю різьби. Недоліком даного способу є велика сила різання, що виникає під час знімання припуску за один прохід різцем, що негативно впливає на вібростійкість процесу різання і знижує стійкість різального інструменту. Також недоліком даного способу є використання спеціалізованого пристосування зі складним механізмом для створення радіального зворотно-поступального руху різця. В основу винаходу поставлена задача вдосконалення способу обробки круглої внутрішньої різьби за один прохід, в якому шляхом використання мірної фрези і прийомів її застосування забезпечується підвищення вібростійкості процесу, за рахунок чого підвищується якість круглої різьби, і забезпечується зниження часу на обробку круглої різьби, що збільшує продуктивність, крім того, спосіб не потребує використання спеціалізованого обладнання. Поставлена задача вирішується тим, що в способі обробки круглої внутрішньої різьби за один прохід, по якому різальному інструменту надають прямолінійний рух уздовж осі заготовки, згідно винаходу, як ріжучий інструмент використовують мірну фрезу з діаметром D, рівним сумі внутрішнього діаметра D1 різьби, висоти Н1 профілю і допуску ТH1 на висоту профілю різьби, з рівномірно розподіленими по периферії фрези ріжучими пластинами, профіль яких встановлений симетрично відносно площини, перпендикулярної осі фрези, і з кутом ε при вершині, рівним 35°90°, при цьому фрезі надають обертання щодо власної осі і додатково повідомляють коловий рух фрези навколо осі заготовки, що узгоджений з прямолінійним рухом фрези таким чином, що за один коловий рух, фрезі повідомляють прямолінійний рух уздовж осі заготовки, величина якого дорівнює кроку р різьби, причому діаметр колового руху дорівнює сумі висоти Н1 профілю різьби і допуску ТH1 на висоту профілю, крім того вісь заготовки розташовують паралельно відносно осі обертання фрези. Використання запропонованої мірної фрези з рівномірно розподіленими по периферії фрези ріжучими пластинами, профіль яких симетричний відносно площини, перпендикулярній осі фрези, і з кутом ε при вершині, рівним 35°90°, дозволяє рівномірно розподілити навантаження на ріжучі кромки при зніманні всього припуску і знизити вплив сили різання на кожну пластину, що і забезпечує підвищення вібростійкості процесу обробки різьби і зниження інтенсивності зносу ріжучих кромок мірної фрези. Підвищення вібростійкості процесу обробки різьби, в свою чергу, забезпечує високу якість круглої різьби. Використання ріжучих пластин з кутом ε при вершині, рівним 35°90° створює необхідні умови різання для отримання заданого профілю круглої різьби. Використання ріжучих пластин з кутом ε при вершині менше 35° значно знижує їх міцність, а використання ріжучих пластин з кутом ε при вершині більше 90° призведе до перетину ріжучою кромкою профілю круглої різьби. За рахунок обертання мірної фрези щодо власної осі і додатково наданого їй колового руху навколо осі заготовки, погодженого з прямолінійним рухом фрези, значно скорочується час на обробку круглої внутрішньої різьби і забезпечується необхідний профіль різьби. Паралельність осі заготовки та осі обертання мірної 1 UA 103734 C2 5 10 15 20 25 30 35 40 45 50 55 60 фрези забезпечує співвісність оброблюваної різьби та заготовки. З усього вищевикладеного випливає, що даний спосіб дозволяє підвищити вібростійкість процесу, покращити якість різьби та зменшити час на обробку круглої різьби, що збільшує продуктивність. Суть способу пояснюється кресленнями, де на фіг. 1 схематично показано взаємне положення заготовки та мірної фрези; на фіг. 2 - вертикальний розріз А-А, на фіг. 3 - конструкція фрези; на фіг. 4 - параметри профілю різьби. Заготовка 1 обробляється мірною фрезою 2, що закріплена в цанговій оправці 3. Фреза 2 містить (див. фіг. 1) корпус 4, в місцях під пластини якого встановлені ріжучі пластини 5 і закріплені гвинтами 6. Кількість ріжучих пластин 5 залежить від діаметра D фрези 2 і конструкції місць для сходу стружки. Ріжучі грані пластин 5 радіально віддалені від осі фрези 2 на однакові відстані. У розглянутому випадку фреза 2 оснащена трьома ріжучими пластинами, зміщеними відносно одна одної на 120° навколо осі фрези і з кутом ε при вершині, рівним 35°90°. Величина діаметра D фрези для різних типорозмірів круглої різьби визначається за формулою: D=D1+(H1+TH1), мм де D1 - внутрішній діаметр різьби, мм; Н1 - висота профілю різьби, мм; ТH1 - допуск на висоту профілю різьби, мм. Параметри профілю різьби вказані на фіг. 4. Приклад здійснення способу 1. Об'єкт обробки: бурова головка, що має різьбу R32 ISO 10208. 2. Вихідні дані: 2.1 Довжина різьби – L=64 мм 2.2 Максимальний внутрішній діаметр заготовки - 28,61 мм 2.3 Мінімальний внутрішній діаметр заготовки - 28,36 мм 2.3 Внутрішній діаметр різьби – D1=28,36(+0,25;0) мм 2.4 Висота профілю різьби - Н1=1,5(+0,2;0) мм 2.5 Крок різьби - p=12,7 мм 2.6 Зовнішній діаметр різьби - 31,36 мм 2.7 Діаметр фрези - D=30 мм 2.8 Ріжучі пластини WALTER-CCMT060204-PS5 WPP20 2.9 Кількість пластин - 3 шт. 2.10 Кут при вершині ріжучої пластини - ε=80° 3. Режими обробки: частота обертання шпинделя n=2000 об/хв; поздовжня подача фрези S=0,2 мм/об; глибина різання фрези t=1,5 мм. Спосіб реалізований на трикоординатному верстаті з ЧПК 6Р13ФЗ, в шпинделі якого встановлюється цангова оправка 3 із закріпленою в ній мірною фрезою 2 з діаметром D=30 мм. Обробку круглої внутрішньої різьби проводять з однієї установки заготовки 1 з виконаним внутрішнім діаметром і знятою фаскою. Для даного способу не обов'язково виконання канавки для виходу фрези 2. При обробці заготовки 1 необхідно, щоб її вісь була паралельна осі обертання мірної фрези 2. Фрезі 2 задають обертання щодо власної осі і додатково задають коловий рух навколо осі заготовки 1, який узгоджений з прямолінійним рухом фрези 2 таким чином, що за один коловий рух фреза 2 переміщається уздовж осі заготовки 1 на величину, що дорівнює кроку р=12,7 мм різьби, причому діаметр колового руху фрези 2 дорівнює сумі висоти Н1=1,5 мм профілю різьби та допуску TH1=0,2 мм на висоту профілю різьби. Нарізання різьби відбувається при переміщенні фрези 2 заданого діаметра D=30 мм по заданій траєкторії на робочій подачі S=0,2 мм/об. Виведення фрези 2 з різьбового отвору відбувається на прискореній подачі по зворотній траєкторії, діаметр колового руху якого дорівнює сумі висоти H1=1,5 мм профілю різьби та допуску ТН1=0,2 мм на висоту профілю різьби. Режими обробки круглої внутрішньої різьби вибирають згідно з рекомендованими режимами для ріжучих пластин, що використовуються, в залежності від оброблюваного матеріалу заготовки 1. Обробку різьби ведуть в такій послідовності: 1. На прискореному переміщенні уздовж осі заготовки 1 підводять фрезу 2 до заготовки 1 в вихідну позицію. 2. Задають мірній фрезі 2 обертання щодо власної осі, яке забезпечує головний рух різання Dr. 2 UA 103734 C2 5 10 15 20 25 3. Задають фрезі 2 коловий рух навколо осі заготовки 1, узгоджений з прямолінійним рухом Ds. За один коловий рух фреза 2 переміщається уздовж осі заготовки 1 на величину кроку р=12,7 мм різьби. Діаметр колового руху фрези 2 дорівнює сумі висоти H1=1,5 мм профілю різьби та допуску TH1=0,2 мм на висоту профілю різьби. Фрезу 2 на робочій подачі S=0,2 мм/об переміщують вздовж осі заготовки 1 на задану глибину L=66 мм. 4. Реверсують траєкторію переміщення фрези 2 вздовж осі заготовки 1 і виводять її із різьбового отвору на прискореній подачі в початкове положення. Діаметр колового руху фрези 2 при її виведенні з різьбового отвору дорівнює сумі висоти H1=1,5 мм профілю різьби та допуску ТH1=0,2 мм на висоту профілю різьби. Як випливає з вищевикладеного, шляхом використання мірної фрези і прийомів її застосування забезпечується підвищення вібростійкості процесу, за рахунок чого підвищується якість круглої різьби, і забезпечується зниження часу на обробку круглої різьби, що збільшує продуктивність, крім того, не потрібне використання спеціалізованого обладнання. ФОРМУЛА ВИНАХОДУ Спосіб обробки круглої внутрішньої різьби за один прохід, за яким різальному інструменту надають прямолінійний рух уздовж осі заготовки, який відрізняється тим, що як ріжучий інструмент використовують мірну фрезу з діаметром D, рівним сумі внутрішнього діаметра D1 різьби, висоти H1 профілю та допуску ТН1 на висоту профілю різьби, з рівномірно розподіленими по периферії фрези ріжучими пластинами, профіль яких симетричний відносно площини перпендикулярної осі фрези і кутом ε при вершині, рівним 35°90°, при цьому фрезі надають обертання щодо власної осі і додатково надають коловий рух фрези навколо осі заготовки, який узгоджений з прямолінійним рухом фрези вздовж осі заготовки таким чином, що за один коловий рух, діаметр якого дорівнює сумі висоти H1 профілю різьби та допуску ТН1 на висоту профілю, фрезі надають прямолінійний рух уздовж осі заготовки на величину, що дорівнює кроку p різьби, крім того вісь заготовки розташовують паралельно відносно осі обертання фрези. 3 UA 103734 C2 Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюNeshta Anna Oleksandrivna
Автори російськоюНешта Анна Александровна
МПК / Мітки
Мітки: спосіб, внутрішньої, різьби, круглої, обробки
Код посилання
<a href="https://ua.patents.su/6-103734-sposib-obrobki-kruglo-vnutrishno-rizbi.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки круглої внутрішньої різьби</a>
Спосіб виміру середнього діаметра внутрішньої різьби
Номер патенту: 25079
Опубліковано: 25.07.2007
Автори: Мозолюк Володимир Олексійович, Щелочкова Елізавета Володимирівна, Гущин Володимир Миколайович, Бочкова Алла Никифорівна, Соловйов Станіслав Миколайович
МПК: G01B 3/00
Мітки: діаметра, виміру, середнього, різьби, спосіб, внутрішньої
Формула / Реферат:
1. Спосіб виміру середнього діаметра внутрішньої різьби, який полягає у тому, що в западини контрольованої різьби розміщують діаметрально протилежно два проміжні тіла, вимірюють відстань між паралельними осі різьби дотичними до діаметрально розташованих тіл на декількох витках різьби і використовують ці дані для визначення відхилення від номінального середнього діаметра різьби, який відрізняється тим, що як проміжні тіла використовують...
Різьбовий калібр для контролю внутрішньої різьби
Номер патенту: 32717
Опубліковано: 26.05.2008
Автори: Мозолюк Володимир Олексійович, Соловйов Станіслав Миколайович, Ніколаєнко Дмитро Олегович, Гущин Володимир Миколайович, Бочкова Алла Никифорівна
Мітки: калібр, різьбовий, різьби, контролю, внутрішньої
Формула / Реферат:
1. Різьбовий калібр для контролю внутрішньої метричної різьби у складі прохідної і непрохідної різьбових пробок та ручки зі стандартизованими конструкціями, який відрізняється тим, що профілі різьби прохідної і непрохідної пробок мають розміри середнього діаметра, точність яких відповідає допустимій похибці лінійного розміру, рівного зовнішньому діаметру контрольованої різьби.2. Різьбовий калібр за п. 1, який відрізняється тим, що...
Пристрій для одночасного нарізання внутрішньої та зовнішньої різьби
Номер патенту: 75955
Опубліковано: 25.12.2012
Автори: Тарасюк Анатолій Петрович, Самчук Володимир Володимирович, Сичов Юрій Іванович, Лях Бенгард Григорович, Аракелян Інна Сергіївна
Мітки: нарізання, зовнішньої, одночасного, внутрішньої, різьби, пристрій
Формула / Реферат:
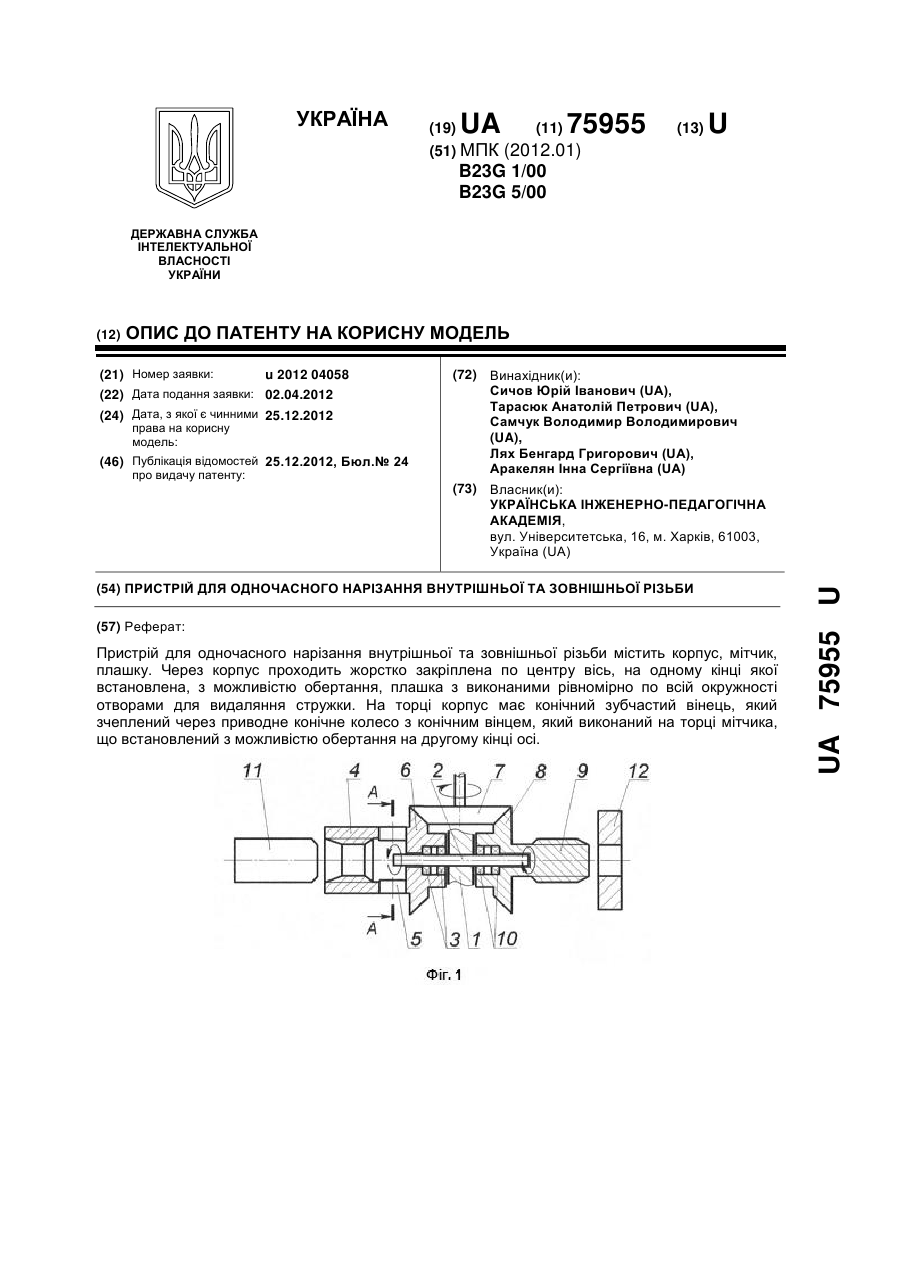
Пристрій для одночасного нарізання внутрішньої та зовнішньої різьби, що містить корпус, мітчик, плашку, який відрізняється тим, що через корпус проходить жорстко закріплена по центру вісь, на одному кінці якої встановлена, з можливістю обертання, плашка з виконаними рівномірно по всій окружності отворами для видаляння стружки, на торці корпус має конічний зубчастий вінець, який зчеплений через приводне конічне колесо з конічним вінцем, який...
Пристрій для одночасного свердлування та нарізання внутрішньої різьби
Номер патенту: 81578
Опубліковано: 10.07.2013
Автори: Сичов Юрій Іванович, Аракелян Інна Сергіївна, Тарасюк Анатолій Петрович, Лях Бенгард Григорович, Самчук Володимир Володимирович
МПК: B23G 5/00, B23B 51/08
Мітки: свердлування, різьби, одночасного, внутрішньої, нарізання, пристрій
Формула / Реферат:
Пристрій для одночасного свердлування та нарізання внутрішньої різьби, що містить свердло, мітчик, зубчате колесо, який відрізняється тим, що він оснащений мітчиком, розташованим з можливістю обертання, до хвостової частини якого жорстко прикріплене приводне зубчасте колесо і уздовж осі обертання виконаний у серцевині з конічною виточкою з боку торця робочої частини наскрізний отвір, у який влаштоване свердло з можливістю обертатись,...
Інструмент для виготовлення внутрішньої конічної різьби методом пластичної деформації

Номер патенту: 58310
Опубліковано: 11.04.2011
Автори: Рибчинська Анна В'ячеславівна, Ткаченко Микола Васильович
МПК: B21H 3/00
Мітки: різьби, конічної, виготовлення, внутрішньої, деформації, пластичної, інструмент, методом
Формула / Реферат:
Інструмент для виготовлення внутрішньої конічної різьби методом пластичної деформації, який в незакріпленій заготовці має фланець, закріплений до столу ковальсько-пресового верстата, у виточці якого розташована розтискна пружина, у внутрішній конічній поверхні якої розміщується в кінці робочого ходу конічний пуансон, при зворотному ході пуансона пружину фіксує вилка, який відрізняється тим, що розтискна в радіальному напрямку незакріплена...
Попередній патент: Міжзубний чистячий елемент і спосіб його виготовлення
Наступний патент: Пристрій визначення стану витоку струму на землю в мережі двошвидкісного асинхронного двигуна
Випадковий патент: Сепаратор магнітний барабанний