Спосіб експлуатації електродугової печі, пристрій керування і/або регулювання для електродугової печі і електродугова піч
Номер патенту: 104508
Опубліковано: 10.02.2014
Автори: Дьоббелєр Арно, Мачуллят Томас, Діттмер Бйорн, Лєадбеттер Саша, Рігер Детлеф, Крюгер Клаус
Формула / Реферат
1. Спосіб експлуатації електродугової печі, за яким за допомогою щонайменше одного електрода формується електрична дуга для розплавлення металу, причому електрична дуга, що асоціюється з щонайменше одним електродом, має першу потужність випромінювання на основі першого встановленого набору робочих параметрів, причому електродугову піч експлуатують згідно із заданою програмою функціонування, яка ґрунтується на очікуваному ході процесу, при цьому контролюють, чи є небажане відхилення між фактичним ходом процесу і очікуваним ходом процесу, який відрізняється тим, що за наявності відхилення задають змінену другу потужність випромінювання, і на основі зміненої другої потужності випромінювання визначають змінений другий набір робочих параметрів, зокрема щонайменше одне значення імпедансу.
2. Спосіб за п. 1, який відрізняється тим, що другий набір робочих параметрів визначається ітераційним способом.
3. Спосіб за п. 1 або 2, який відрізняється тим, що для ітераційного визначення застосовується перша модель для визначення потужності випромінювання з електричних параметрів.
4. Спосіб за п. 3, який відрізняється тим, що додатково застосовується друга модель, за допомогою якої параметри, які опосередковано впливають на потужність випромінювання, зокрема імпеданс, переводяться в електричні параметри, які безпосередньо впливають на потужність випромінювання, зокрема, струм електричної дуги і/або опір.
5. Спосіб за п. 4, який відрізняється тим, що друга модель для згаданого переведення застосовує електричну еквівалентну схему для електродугової печі.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що при визначенні зміненого другого набору робочих параметрів враховується підтримка додаткових умов, зокрема технічних обмежень режиму роботи електродугової печі.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що змінена друга потужність випромінювання задається залежно від екранування електричної дуги, яке є на електродуговій печі.
8. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що змінена друга потужність випромінювання встановлюється залежно від наявного в електродуговій печі розподілу скрапу і/або грудкуватості.
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що електродугова піч має три електроди, з якими відповідно асоційована електрична дуга, причому за наявності відхилення для щонайменше двох, переважно кожної з трьох електричних дуг, встановлюється відповідна змінена друга потужність випромінювання, на основі якої визначається другий набір робочих параметрів, для щонайменше двох, переважно для кожної з трьох електричних дуг.
10. Спосіб за п. 9, який відрізняється тим, що змінюється потужність випромінювання щонайменше двох електричних дуг, причому сума окремих потужностей випромінювання електричних дуг з електричних дуг, які асоціюються з трьома електродами, перед і після зміни потужності випромінювання по суті рівна.
11. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що електродугова піч має три електроди, з якими відповідно асоційована електрична дуга, причому за наявності відхилення для кожної електричної дуги встановлюється відповідна змінена друга потужність випромінювання, і на основі цієї другої потужності випромінювання визначається загальний набір робочих параметрів, зокрема, значення імпедансу, так що кожна електрична дуга досягає встановленої потужності випромінювання.
12. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що потужність випромінювання для трьох електричних дуг встановлюється таким чином, що термічне навантаження електродугової печі, особливо охолоджувальних елементів електродугової печі, знижується, зокрема мінімізується.
13. Пристрій керування і/або регулювання для електродугової печі, який має машинозчитуваний програмний код, що містить керувальні команди, які при їх виконанні змушують пристрій керування і/або регулювання виконувати спосіб за будь-яким із попередніх пунктів.
14. Електродугова піч для розплавлення металу із щонайменше одним, переважно трьома електродами для формування електричної дуги, яка містить пристрій керування і/або регулювання за п. 13, причому пристрій керування і/або регулювання сполучений із засобами для встановлення потужності випромінювання і/або параметрів, що впливають на потужність випромінювання.
Текст
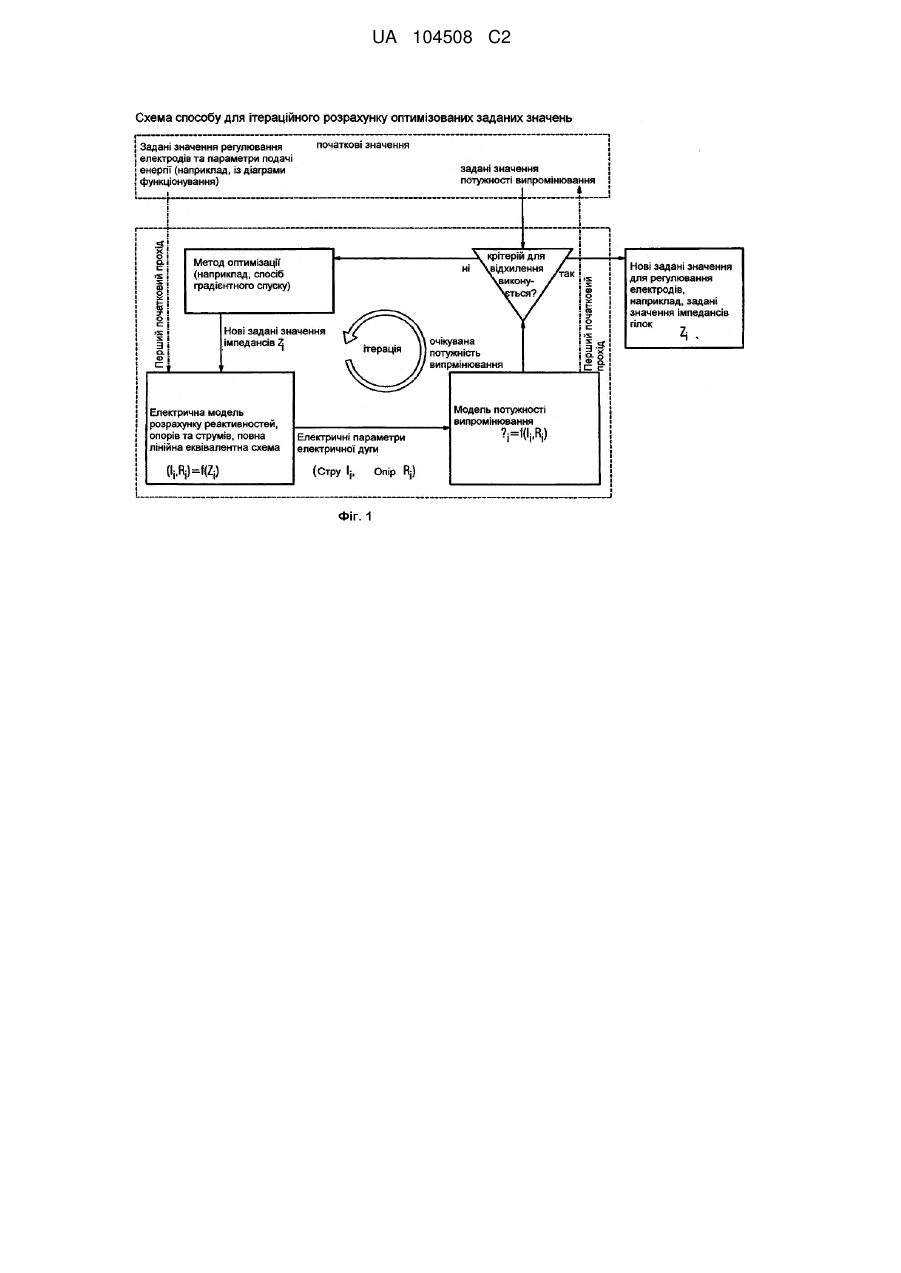
Реферат: Винахід стосується електродугової печі, пристрою керування і/або регулювання і способу експлуатації електродугової печі, за яким за допомогою щонайменше одного електрода формується електрична дуга для розплавлення металу, причому електрична дуга, що асоціюється з щонайменше одним електродом, має першу потужність випромінювання на основі першого встановленого набору робочих параметрів, причому електродугову піч експлуатують згідно із заданою програмою функціонування, яка ґрунтується на очікуваному ході процесу, при цьому контролюють, чи є небажане відхилення між фактичним ходом процесу і очікуваним ходом процесу. За рахунок того, що за наявності відхилення задають змінену другу потужність випромінювання, і на основі зміненої другої потужності випромінювання визначають змінений другий набір робочих параметрів, зокрема, щонайменше одне значення імпедансу, може забезпечуватися спосіб, який дозволяє досягти по можливості меншої тривалості розплавлення при збереженні засобів виробництва, зокрема охолоджування електродугової печі. UA 104508 C2 (12) UA 104508 C2 UA 104508 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується способу експлуатації електродугової печі, причому за допомогою щонайменше одного електрода генерується електрична дуга для розплавлення металу, причому електрична дуга, яка асоціюється з щонайменше одним електродом, має першу потужність випромінювання на основі першого встановленого набору робочих параметрів, причому електродугову піч експлуатують згідно із заданою програмою функціонування, яка ґрунтується на очікуваному ході процесу, причому контролюють, чи має місце небажане відхилення між фактичним ходом процесу і очікуваним ходом процесу. Крім того, винахід стосується відповідного пристрою керування і/або регулювання для електродугової печі, а також електродугової печі. При виготовленні сталі в електродуговій печі скрап, як правило, розплавляється за жорстко закладеною програмою функціонування, в якій задаються задані значення регулювання електродів (наприклад, у формі заданих значень струму або імпедансу). Ці задані значення повинні гарантувати високу продуктивність і економічність процесу і найчастіше базуються на дослідних значеннях. Зважаючи на змінні властивості розплавленого скрапу в ідеальному випадку повинне було б здійснюватися узгодження програми функціонування з реальним ходом процесу. Так конгломерат скрапу може мати як локально, так і таку густину засипки, яка в цілому відхиляється, що впливає на швидкість розвитку плавки. Щоб уникнути надмірних втрат енергії електрична робоча точка повинна в кожному випадку узгоджуватися з прогресом плавки. Це може залежно від типу виконання регулювання електродугової печі здійснюватися в принципі по-різному. В більшості випадків відповідними параметрами є реактивність дросельної котушки, яка каскадно включається, вторинна напруга/напруга зовнішнього провідника пічного трансформатора, який каскадно включається, і струм електричної дуги або імпеданс через задані значення для регулювання електродів. За допомогою цих керувальних параметрів може керуватися процес плавки. Ці параметри, як правило, задаються за допомогою діаграми або програми функціонування залежно від введеної енергії. Якщо хід процесу відхиляється від очікуваного ходу, який закладений в діаграмі функціонування, то за допомогою вищеназваних керувальних параметрів в автоматизовану послідовність операцій здійснюється втручання. Для випадку симетричного відхилення, тобто відхилення, яке стосується всієї печі, це може відбуватися з урахуванням номінального навантаження засобу виробництва, наприклад, за допомогою рівномірної або симетричної зміни заданих значень імпедансу. Проте якщо відхиленням очікуваного процесу плавки стосується лише деяких ділянок печі, то потрібно діяти більш диференційованим чином. Якщо конгломерат скрапу на одній ділянці печі розплавляється швидше, то у відповідь на це слід діяти цілеспрямовано, щоб врахувати цей асиметричний хід процесу. Така відмінність в режимі розплавлення різних ділянок металоприймача в печі може, наприклад, бути обумовлена локальною неоднорідністю у завантаженні скрапу, слідством чого є утворення особливо гарячих ділянок в металоприймачі печі (гарячих точок). Різне випромінювання і екранування електричних дуг може, наприклад, бути отримано за допомогою температурного розподілу панелі або краще і швидше за допомогою розрахунку факторів екранування, як описано в публікації WO 2009095396 A1. Зниження потужності плавки всієї електродугової печі небажаним чином подовжило б тривалість процесу і, тим самим, знизило б продуктивність. Краще не знижувати потужність плавки, а таким чином перерозподіляти в резервуарі, що ділянки з великою кількістю нерозплавленого скрапу навантажуються вищою потужністю випромінювання. Зменшене екранування окремих електричних дуг, яке приводить до небажаного нагрівання протилежних панелей випромінюванням, повинне б, навпаки, приводити до пониження потужності випромінювання. Залежно від виконання печі такий асиметричний розподіл потужності випромінювання може виконуватися різним способом. Відхилення від технологічного процесу, жорстко заданого програмою функціонування, виконується двома способами. З одного боку, обслуговуючий персонал на основі персонального досвіду або на основі попереджувальних повідомлень може вручну втручатися у хід процесу. З іншого боку, за допомогою зворотного повідомлення з процесу, найчастіше шляхом виконання у формі оцінки термічного стану панелей металоприймача в печі, може здійснюватися узгодження з миттєвим ходом процесу. В такий спосіб може автоматично регулюватися електрична робоча точка у формі електричного завдання заданого значення. Зазвичай таке узгодження потужності здійснюється симетрично у всіх трьох фазах. У випадку останнього згаданого автоматизованого регулювання на основі термічного стану розраховується, як слід змінити потужність розплавлення електричних дуг. Різні дослідження 1 UA 104508 C2 5 10 15 20 25 30 35 40 45 50 55 показали, що потужність плавки електричних дуг істотним чином характеризується за допомогою конвекції і термічного випромінювання. У розглянутому тут випадку потужності плавки безпосередньо на змінних елементах або на лежачому перед ними скрапі, зокрема, представляє інтерес потужність випромінювання, що віддається від електричних дуг. Деякі рішення з меншою мірою автоматизації передбачають також асиметричне встановлення введення заданих значень. Для цього за евристичними правилами настроюються задані значення імпедансу гілок або також при відповідному пічному трансформаторі вибирається несиметрична напруга на затисках печі. Безпосереднє задання бажаного розподілу випромінювання до теперішнього часу є неможливим. Виходячи з вибраного імпедансу, можна за допомогою емпіричної моделі потім визначати цільовий розподіл випромінювання. Крім того, є відомим, що розрахунок електричних параметрів, на основі яких потім оцінюється потужність випромінювання, виконується на основі лінеаризованої, спрощеної моделі електродугової печі (див., наприклад, S.Kohle, “Ersatzschaltbilder und Modelle des Hochstromsystems von Drehstrom-Lichtbogenofen”, Stahl und Eisen 110, S. 51-59). Подальшим розвитком є зв'язати знайдені таким чином потужності випромінювання з круговою діаграмою, наприклад, відомою з Gortler et al., “Energetically Optimized Control of an Electric Arc Furnace”, IEEE International Conference on Control Applications, Taipeh, Taiwan, S.137-142. З DE 197 11 453 А1 відомий спосіб регулювання або керування процесом плавки в електродуговій печі трифазного змінного струму. Тут температура в оточенні електрода реєструється і на основі зареєстрованої температури встановлюється ефективна потужність електрода. При цьому недоліком є те, що керувальне втручання здійснюється лише тоді, коли вже настав перегрів печі. Крім того, здійснюється керування ефективною потужністю, яка лише побічно впливає на підвищення температури. Задачею винаходу є створення способу експлуатації, електродугової печі і пристрою керування і/або регулювання для електродугової печі, які дозволяють досягти по можливості низької тривалості розплавлення при збереженні засобів виробництва, особливо охолоджування електродугової печі. Ця задача вирішується способом експлуатації електродугової печі, причому за допомогою щонайменше одного електрода формується електрична дуга для розплавлення металу, причому електрична дуга, що асоціюється з щонайменше одним електродом, має першу потужність випромінювання на основі першого встановленого набору робочих параметрів, причому електродугову піч експлуатують згідно із заданою програмою функціонування, причому контролюють, чи підтримується задана програма функціонування, причому при відхиленні режиму роботи від заданої програми функціонування задають змінену другу потужність випромінювання, і на основі зміненої другої потужності випромінювання визначають змінений другий набір робочих параметрів, зокрема, щонайменше одне значення імпедансу. Зокрема, встановлення визначеного другого набору робочих параметрів приводить до досягнення заданої зміненої другої потужності випромінювання. Зокрема, більше не потрібно робочі параметри, які здійснюють вплив на електричну дугу, зокрема, значення імпедансу, ітераційно на електричній дузі наближати до оптимуму до тих пір, поки не матиме місця бажана потужність випромінювання для щонайменше одного електрода. Більш того, можна безпосередньо і точно встановлювати бажаний набір робочих параметрів, зокрема, значень імпедансу, який точно забезпечує бажану потужність випромінювання для щонайменше одного електрода, переважно трьох електродів. Інші переваги випливають із залежних пунктів формули винаходу. Зокрема, ітераційне вирішення моделі дозволяє уникати ітерацій при встановленні імпедансу. Після знаходження набору значень імпедансу для заданої потужності випромінювання, вона може встановлюватися безпосередньо. Ітераційні підстроювання встановлених значень імпедансу відсутні, через що покращується динаміка роботи електродугової печі, і інтервал часу до досягнення по можливості оптимального робочого стану знижується. Переважним чином для ітераційного визначення застосовується перша модель для визначення потужності випромінювання з електричних параметрів і додатково друга модель, за допомогою якої параметри, що опосередковано впливають на потужність випромінювання, зокрема, імпеданс, переводяться в електричні параметри, які безпосередньо впливають на потужність випромінювання, зокрема, струм електричної дуги і/або опір. Тим самим можна особливо відповідним чином визначати електричні параметри, які відносяться до заданої потужності випромінювання. 2 UA 104508 C2 5 10 15 20 25 30 35 40 45 50 55 Переважним чином друга модель застосовує для згаданого переведення електричну еквівалентну схему для електродугової печі. За рахунок цього може здійснюватися хороше наближення режиму роботи електродугової печі до реальних умов. Переважним чином при визначенні зміненого другого набору робочих параметрів враховується підтримка додаткових умов, зокрема, технічних обмежень режиму роботи електродугової печі. Це приводить до того, що визначаються лише раціональні набори робочих параметрів, тобто набори робочих параметрів, які також можуть встановлюватися відповідним чином. За рахунок цього виключаються «академічні» результати, які, зважаючи на технічні особливості електродугової печі, не можуть бути реалізовані. Переважним є, якщо змінена друга потужність випромінювання задається залежно від екранування електричної дуги, що є на електродуговій печі. Зокрема, є переважним, що екранування електричної дуги контролюється, і за наявності небажаного екранування для електричної дуги, наприклад, якщо екранування для заданого інтервалу часу менше, ніж граничне екранування, перша потужність випромінювання змінюється на другу потужність випромінювання, зокрема, таким чином, що термічне навантаження стінки печі із-за електричної дуги, що має знижене екранування, зменшується. Це має перевагу, яка полягає в тому, що вже завчасно, тобто помітно раніше того, коли може сприйматися наростання температури для охолодження електричної дуги, можна реагувати на небажаний стан в електродуговій печі. Згідно з рівнем техніки, така реакція може слідувати лише набагато пізніше, зокрема, лише тоді, коли термічне навантаження привело до підвищення температури і, тим самим, відповідні конструктивні вузли вже піддані значному термічному навантаженню. За рахунок описаного методу є можливим значно скоротити термічне навантаження на стінку печі, оскільки не потрібно чекати підвищення температури, щоб реагувати на це. Вигідним чином змінена друга потужність випромінювання встановлюється залежно від наявного в електродуговій печі розподілу скрапу і/або грудкуватості. Тим самим можна, наприклад, максимізувати введення енергії для того електрода, який, наприклад, горить на масивних частинах скрапу, які складаються з великих шматків, щоб вони могли швидше розплавлятися. Переважним чином електродугова піч має три електроди, з якими відповідно асоційована електрична дуга, причому за наявності відхилення режиму роботи для щонайменше двох, переважно кожної з трьох електричних дуг, встановлюється відповідна змінена друга потужність випромінювання, на основі якої визначається другий набір робочих параметрів, для щонайменше двох, переважно кожної з трьох електричних дуг. Крім того, є переважним, якщо електродугова піч має три електроди, з якими відповідно асоційована електрична дуга, причому за наявності відхилення режиму роботи для кожної електричної дуги, задається відповідна змінена друга потужність випромінювання, і на основі цієї другої потужності випромінювання визначається загальний набір робочих параметрів, зокрема, значення імпедансу, так що кожна електрична дуга досягає встановлену потужність випромінювання. Переважним чином потужність випромінювання для трьох електричних дуг встановлюється таким чином, що термічне навантаження електродугової печі, особливо охолоджувальних елементів електродугової печі знижується, зокрема, мінімізується. Крім того, вказана задача вирішується пунктами 13 і 14 формули винаходу. Пристрій керування і/або регулювання згідно з пунктом 13 формули винаходу містить машинозчитуваний програмний код, наприклад, у формі модулів, які змушували пристрій керування і регулювання виконувати етапи способу згідно з бажаною формою виконання способу. Далі пояснюється форма виконання винаходу. Для цього використовуються такі креслення: Фіг. 1 - схемна діаграма послідовності операцій для здійснення способу, відповідно винаходу, Фіг. 2 - приведена як приклад повна лінійна еквівалентна схема для електродугової печі, Фіг. 3 - рівняння для розрахунку струмів електричної дуги для системи трифазного струму правого обертання, Фіг. 4 - простір імпедансу з поверхнею, причому елементи поверхні постійно забезпечують ту ж саму постійну потужність випромінювання для певної гілки, Фіг. 5 - дві ізоповерхні потужності випромінювання в просторі імпедансу для двох різних гілок. Зважаючи на недоліки рівня техніки, існує потреба в методі для оцінки або розрахунку потужності випромінювання і особливо потужності випромінювання електричних дуг в електродуговій печі. 3 UA 104508 C2 5 10 15 20 25 30 35 40 45 50 55 Для цього застосовується модель, яка дозволяє цю потужність певним чином розподілити в печі. Параметри регулювання, за допомогою яких це може досягатися, в принципі є заданими значеннями імпедансу гілок або електричними параметрами, які кореспондуються з ними. Для цього випадку має також бути знайдений метод, яким чином потужність випромінювання електричних дуг можна цілеспрямовано і ясно змінювати за допомогою цих параметрів регулювання. Для розрахунку потужності випромінювання електричної дуги в електродуговій печі можуть застосовуватися різні моделі. Переважним є застосовувати модель, яка отримана з емпіричних вимірів і фізичних співвідношень. Така модель розкрита, наприклад, в документі: Dittmer et al., “Modell-theoretische Untersuchungen zur thermischen Strahlungsbelastung in Lichtbogenofen”, Elektrowarme International 67 (2009) № 4, на стор. 195-199, у рівнянні 12 або в розширеній версії у рівнянні 14. Згідно з моделлю, потужність випромінювання може розраховуватися при тому, що відомі струм електричної дуги і опір електричної дуги або напруга електричної дуги. (UB - напруга електричної дуги, I - струм, RB - опір електричної дуги) Корекція з урахуванням спаду напруги і нагнітання ванни: Розрахунок виникаючих струмів залежно від електричних заданих значень виконується на основі повної лінеаризованої еквівалентної схеми електродугової печі. Вона враховує також елементи на первинній стороні, наприклад, дросель, пристрій компенсації реактивної потужності і, якщо потрібний, імпеданс джерела живлячої напруги на первинній стороні. На основі еквівалентної схеми можна тепер при заданому трансформаторному і дросельному рівні для кожної комбінації заданих значень імпедансу регулювання електродугової печі підрахувати струми електричної дуги і опори електричної дуги або напруги, які виникають для цієї робочої точки, для кожної електричної дуги і, тим самим, із застосуванням моделі потужності випромінювання (рівняння 1 або 1а), коректні потужності випромінювання електричних дуг. Методи для розрахунку струмів і напруги електричної дуги коротко описані далі. Спочатку слід підрахувати розділення заданих значень ZSi імпедансу для кожної гілки i на опір RBi відповідної електричної дуги. Для цього має бути відомий загальний взаємозв'язок між RBi і реактивністю електричної дуги XBi. Наприклад, можна використовувати співвідношення: XBi aRBi bR Bi2 із специфічними для печі постійними коефіцієнтами а і b. Тим самим можна підрахувати опір RBi електричної дуги, що відноситься до заданих значень Z Si імпедансу, з урахуванням реактивності XLi і опору RLi втрат виводів. У випадку приведеного вище співвідношення для цього може застосовуватися поліном четвертого степеня по RBi. Тим самим, відомі всі електричні параметри вторинної сторони, необхідні для розрахунку встановлюваних струмів. Якщо відомі реактивності X Рi і опори RРi первинної сторони, можна встановити повну лінійну еквівалентну схему для відповідної електродугової печі трифазного струму, наприклад, показану на фіг. 2. Тим самим, для відомої напруги зовнішніх провідників, наприклад, U 12 між гілкою 1 і 2, підраховуються струми Ii. Знаючи послідовність фаз системи трифазного струму, можна підрахувати струми, як показано на фіг. 3 для системи з правим обертанням. Для наочного представлення при цьому реактивності гілки об'єднані в Xi, а опори - в Ri. Знаючи струми, можна далі підрахувати ефективну напругу на електричній дузі UBi. UBi RBiIi . Еквівалентна схема також придатна необмеженим чином для асиметричного режиму, щоб коректно розраховувати електричні параметри. Переважним чином винахід застосовується для того, щоб потужність випромінювання електричних дуг встановлювати так, щоб можна було уникати втрат випромінювання із-за зменшеного екранування окремих електричних дуг і обумовленого цим надмірного нагріву панелей охолоджування (гарячих точок). Для цього надається метод розрахунку, на який перенесені встановлювані задані значення потужності випромінювання трьох електричних дуг. Це показано на фіг. 1 і пояснено нижче. Для цього абсолютна потужність випромінювання відноситься до величини, яка відповідно FD встановлена для гілки на діаграмі функціонування. Для розрахунку опорних значень Ф , 4 UA 104508 C2 FD 5 10 15 20 FD FD віднесених до діаграми функціонування: Ф1 ,Ф2 ,Ф3 , потрібно однократно виконати метод відповідно зовнішнім штрих-пунктирним стрілкам на фіг. 1. Зміна потужності випромінювання електричних дуг здійснюється відносно цього опорного значення. Зміна визначається із регулювання відповідно підрахованим коефіцієнтам екранування (регулюючу вказівку див. в патентній заявці вище). В принципі справедливо таке: високе екранування: потужність випромінювання може підвищуватися; низьке екранування: потужність випромінювання повинна знижуватися. Задані значення для потужності випромінювання витікають із співвідношення: iSoll FD k i i з коефіцієнтами ki корекції із принципу регулювання для екранування (див. вищезазначену патентну заявку). Оскільки потужність випромінювання є функцією напруги і струму електричної дуги, і алгоритм для електричної еквівалентної схеми не може бути інвертований, ці електричні задані значення слід визначати ітераційним способом, як показано на фіг. 1. Повинні знаходитися задані значення імпедансу або параметри, що кореспондуються з імпедансом, для якого встановлюється кількісно задана потужність випромінювання електричної дуги. На фіг. 1 показана ітераційна математична послідовність. Нові змінені задані значення формуються за допомогою стандартного способу автоматизації (наприклад, способу градієнтного спуску). Тим самим підраховуються відповідні струми і напруга електричної дуги, і в модулі випромінювання визначаються відповідні потужності випромінювання Berechnet . i Критерій для максимально допустимого відхилення між підрахованою потужністю випромінювання Berechnet і заданим значенням потужності випромінювання iSoll може, i наприклад, встановлюватися через суму квадратів помилки. Якщо сума квадратів помилки 3 E (Berechnet iSoll )2 перевищує заздалегідь встановлене граничне значення, то задане i i 1 25 30 35 40 45 50 55 значення, наприклад імпедансу Zi, ітераційно настроюється за допомогою стандартного способу оптимізації, поки не буде виконана ця умова. В цьому випадку нові знайдені значення, наприклад, імпеданс (Z1, Z2, Z3), видаються на регулювання електродів. Чи може бути знайдене дійсне рішення цієї задачі, залежить при цьому від заданих даних в окремому випадку. Це пояснюється нижчим. Для регулювання електродів на основі імпедансу гілок електричної дуги трифазного струму нижче показано, яким чином винахід може бути виконаний, як приклад, зокрема, графічно. Для даного трансформаторного і дросельного ступеню за допомогою заданих значень імпедансу як незмінних регулювальних параметрів регулювання побудований тривимірний простір. Кожна вісь цього простору охоплюється заданим значенням імпедансу гілки. Для кожної точки в цьому просторі можна тепер кількісно підрахувати певну потужність випромінювання для кожної електричної дуги. Якщо для електричної дуги задана лише кількісна потужність випромінювання, то всі точки у тривимірному просторі імпедансу, який відповідає цій потужності випромінювання, можутьпредставлятися як ізоповерхні однакової потужності випромінювання (див. фіг. 4). При цьому ZSi означає задане значення імпедансу для гілки i, і Si - потужність випромінювання цієї гілки. Кожна точка на представленій ізоповерхні представляє комбінацію із заданих значень імпедансу, яка веде до однакової потужності випромінювання електричної дуги в даній гілці (тут гілки 1). Тепер для кожної окремої гілки задається кількісна відносна потужність випромінювання. Кількість розрізів відповідних ізоповерхонь відповідає асоційованій, шуканій комбінації заданих значень імпедансу. Наприклад, на фіг. 5 показаний тривимірний простір імпедансу, в якому задані ізоповерхні потужностей випромінювання гілки 1 (наприклад S1 = 110%) і гілки 3 (наприклад S3 =90%). Січна цих ізоповерхонь відповідає точно комбінаціям заданих значень імпедансу, для яких досягаються задані кількісні потужності випромінювання. Область значень відносної потужності випромінювання гілки 2 на січній ізоповерхонь лежить між 108% і 114% первинної потужності випромінювання. За допомогою розрахунку третьої ізоповерхні потужності випромінювання для гілки 2, наприклад, при S2 = 110%, отримують при практично релевантних конфігураціях точно точку перетину. У випадку заданих даних, що реалізуються, для потужності випромінювання точка перетину площин (Z 1, Z2, Z3) лежить у допустимій робочій області електродугової печі. Відповідні потужності випромінювання точно збігаються із заданими потужностями випромінювання трьох гілок. 5 UA 104508 C2 5 10 15 20 Слід звернути увагу, що велика кількість перетинів ізоповерхонь (= точці імпедансу (Z 1, Z2, Z3)) не повинна обов'язково лежати в допустимій області заданих значень імпедансу, яка фактично придатна для необхідних даних для регулювання. Нижній кордон задається номінальним струмом пічного трансформатора або вторинним імпедансом виводів. Верхній кордон, навпаки, задається обмеженням довжини електричних дуг, потужністю випромінювання або стабільністю електричних дуг. Якщо велика кількість перетинів ізоповерхонь лежить поза цими обмеженнями, тому задані потужності випромінювання не придатні для реального режиму роботи печі. Тоді застосовується по можливості оптимальне рішення (Z 1, Z2, Z3) всередині допустимої області, яке максимально наближається до необхідних потужностей випромінювання і при цьому враховує технічні обмеження. Як відповідний критерій якості може застосовуватися, наприклад, сума квадратів помилки. У протилежність відомим способам, згідно з винаходом задається кількісна потужність випромінювання для кожної електричної дуги, і потім на цій основі коректно підраховуються електричні задані значення для регулювання електродів. Приведений вище метод розрахунку неявно передбачає розрахунок ізоповерхонь потужності випромінювання електричних дуг залежно від регулюючих параметрів і за допомогою ітераційного способу оптимізації одержання електричних заданих значень так, щоб точно досягався заданий розподіл потужностей випромінювання в трьох електричних дугах. Завдяки цьому електродугові печі можуть працювати з мінімальними втратами випромінювання, енергію оптимальним чином розподіляти на електричні дуги, і матеріал, що розплавляється, розплавляти по можливості рівномірно і швидко. Це забезпечує суттєвий виграш у продуктивності і збереження засобів виробництва. ФОРМУЛА ВИНАХОДУ 25 30 35 40 45 50 55 1. Спосіб експлуатації електродугової печі, за яким за допомогою щонайменше одного електрода формується електрична дуга для розплавлення металу, причому електрична дуга, що асоціюється з щонайменше одним електродом, має першу потужність випромінювання на основі першого встановленого набору робочих параметрів, причому електродугову піч експлуатують згідно із заданою програмою функціонування, яка ґрунтується на очікуваному ході процесу, при цьому контролюють, чи є небажане відхилення між фактичним ходом процесу і очікуваним ходом процесу, який відрізняється тим, що за наявності відхилення задають змінену другу потужність випромінювання, і на основі зміненої другої потужності випромінювання визначають змінений другий набір робочих параметрів, зокрема щонайменше одне значення імпедансу. 2. Спосіб за п. 1, який відрізняється тим, що другий набір робочих параметрів визначається ітераційним способом. 3. Спосіб за п. 1 або 2, який відрізняється тим, що для ітераційного визначення застосовується перша модель для визначення потужності випромінювання з електричних параметрів. 4. Спосіб за п. 3, який відрізняється тим, що додатково застосовується друга модель, за допомогою якої параметри, які опосередковано впливають на потужність випромінювання, зокрема імпеданс, переводяться в електричні параметри, які безпосередньо впливають на потужність випромінювання, зокрема, струм електричної дуги і/або опір. 5. Спосіб за п. 4, який відрізняється тим, що друга модель для згаданого переведення застосовує електричну еквівалентну схему для електродугової печі. 6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що при визначенні зміненого другого набору робочих параметрів враховується підтримка додаткових умов, зокрема технічних обмежень режиму роботи електродугової печі. 7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що змінена друга потужність випромінювання задається залежно від екранування електричної дуги, яке є на електродуговій печі. 8. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що змінена друга потужність випромінювання встановлюється залежно від наявного в електродуговій печі розподілу скрапу і/або грудкуватості. 9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що електродугова піч має три електроди, з якими відповідно асоційована електрична дуга, причому за наявності відхилення для щонайменше двох, переважно кожної з трьох електричних дуг, встановлюється відповідна змінена друга потужність випромінювання, на основі якої визначається другий набір робочих параметрів, для щонайменше двох, переважно для кожної з трьох електричних дуг. 6 UA 104508 C2 5 10 15 20 10. Спосіб за п. 9, який відрізняється тим, що змінюється потужність випромінювання щонайменше двох електричних дуг, причому сума окремих потужностей випромінювання електричних дуг з електричних дуг, які асоціюються з трьома електродами, перед і після зміни потужності випромінювання по суті рівна. 11. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що електродугова піч має три електроди, з якими відповідно асоційована електрична дуга, причому за наявності відхилення для кожної електричної дуги встановлюється відповідна змінена друга потужність випромінювання, і на основі цієї другої потужності випромінювання визначається загальний набір робочих параметрів, зокрема, значення імпедансу, так що кожна електрична дуга досягає встановленої потужності випромінювання. 12. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що потужність випромінювання для трьох електричних дуг встановлюється таким чином, що термічне навантаження електродугової печі, особливо охолоджувальних елементів електродугової печі, знижується, зокрема мінімізується. 13. Пристрій керування і/або регулювання для електродугової печі, який має машинозчитуваний програмний код, що містить керувальні команди, які при їх виконанні змушують пристрій керування і/або регулювання виконувати спосіб за будь-яким із попередніх пунктів. 14. Електродугова піч для розплавлення металу із щонайменше одним, переважно трьома електродами для формування електричної дуги, яка містить пристрій керування і/або регулювання за п. 13, причому пристрій керування і/або регулювання сполучений із засобами для встановлення потужності випромінювання і/або параметрів, що впливають на потужність випромінювання. 7 UA 104508 C2 8 UA 104508 C2 Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for operating and arc furnace, control and/or regulating device for an arc furnace, and arc furnace
Автори англійськоюDittmer, Bjorn, Kruger, Klaus, Dobbeler, Arno, Leadbetter, Sascha, Manschullat, Thomas, Rieger, Detlef
Автори російськоюДиттмер Бйорн, Крюгер Клаус, Дёббелер Арно, Леадбеттер Саша, Мачуллят Томас, Ригер Детлеф
МПК / Мітки
МПК: H05B 7/148
Мітки: піч, електродугової, експлуатації, печі, регулювання, пристрій, спосіб, керування, електродугова
Код посилання
<a href="https://ua.patents.su/11-104508-sposib-ekspluataci-elektrodugovo-pechi-pristrijj-keruvannya-i-abo-regulyuvannya-dlya-elektrodugovo-pechi-i-elektrodugova-pich.html" target="_blank" rel="follow" title="База патентів України">Спосіб експлуатації електродугової печі, пристрій керування і/або регулювання для електродугової печі і електродугова піч</a>
Спосіб і пристрій для регулювання викидів окислу вуглецю електродугової печі
Номер патенту: 103510
Опубліковано: 25.10.2013
Автори: Рігер Детлеф, Мачуллат Томас
МПК: F27B 3/28, C21C 5/52, F27D 19/00, F27D 21/00
Мітки: спосіб, викидів, печі, регулювання, пристрій, електродугової, окислу, вуглецю
Формула / Реферат:
1. Спосіб регулювання викидів окислу вуглецю електродугової печі (1), яка містить корпус (1а) печі, пристрій для визначення висоти спіненого шлаку (15) у щонайменше трьох зонах корпусу (1а) печі на основі виміру корпусного звуку, щонайменше один перший пристрій (50а, 50b, 50с) для регулювання подачі кисню і щонайменше один другий пристрій (60а, 60b, 60c) для регулювання введення вуглецю у корпус (1а) печі, причому висоту спіненого шлаку (15)...
Спосіб періодичного подовження електрода електродугової печі та електрод електродугової печі
Номер патенту: 75399
Опубліковано: 17.04.2006
Автори: Шумахер Евалд, Хлопонін Віктор Ніколаєвіч
Мітки: електрода, електрод, періодичного, спосіб, печі, електродугової, подовження
Формула / Реферат:
1. Спосіб періодичного подовження електрода електродугової печі, що включає згвинчування на діючий електрод електродної колони нового електрода за допомогою ніпеля з різьбою, що має подовжній наскрізний отвір, який відрізняється тим, що в отвір ніпеля вставляють східчастий металевий стрижень таким чином, що більший діаметр стрижня розташовується в порожнині нового електрода, при цьому температура плавлення матеріалу стрижня нижча за робочу...
Пристрій для охолодження електродугової печі
Номер патенту: 103225
Опубліковано: 25.09.2013
Автори: Рибалка Олександр Федотович, Згодинська Нінель Петрівна
МПК: H05B 7/12, C21C 5/56, F27D 9/00, C22B 9/21
Мітки: охолодження, пристрій, електродугової, печі
Формула / Реферат:
Пристрій для охолодження електродугової печі, який містить щонайменше один охолоджувальний водопровід, на підвідній гілці якого встановлений дросель, а на відвідній - реле протоку і термопара, який відрізняється тим, що додатково на відвідній гілці охолоджувального водопроводу, паралельно дроселю встановлений автоматичний регулятор подачі охолоджувальної води, що містить регулятор температури води з чутливим елементом і водяний клапан,...
Пристрій для охолодження електродугової печі
Номер патенту: 72411
Опубліковано: 27.08.2012
Автори: Рибалка Олександр Федотович, Згодинська Нінель Петрівна
МПК: F27D 9/00
Мітки: пристрій, охолодження, печі, електродугової
Формула / Реферат:
Пристрій для охолодження електродугової печі, який містить щонайменше один охолоджувальний водопровід, на підвідній гілці якого встановлений дросель, а на відвідній - реле протоку і термопара, який відрізняється тим, що на відвідній гілці охолоджувального водопроводу, паралельно дроселю, встановлений автоматичний регулятор подачі охолоджувальної води, що містить регулятор температури води з чутливим елементом і водяний клапан, дистанційно...
Спосіб завантаження електродугової печі для плавки титановмісної сировини
Номер патенту: 82792
Опубліковано: 12.05.2008
Автори: Лисенко Валерій Германович, Гур'янова Тетяна Петрівна, Поплавський Юрій Владиславович, Парфенюк Ігор Георгієвич
МПК: C22B 9/20, C22B 34/12
Мітки: завантаження, плавки, печі, титановмісної, електродугової, сировини, спосіб
Формула / Реферат:
Спосіб завантаження електродугової печі для плавки титановмісної сировини, який включає двостадійне завантаження суміші титановмісних руд і твердих вуглецевмісних матеріалів у кратних частинах до периферійної зони печі та в центральну зону печі поміж електродами, який відрізняється тим, що на першій стадії завантажують 18-25 % шихти, використовуючи центральну труботічку, при цьому маса шихти, що завантажують, складає 1,2-1,7 т на 1 MBА...
Попередній патент: Прокладкова стрічка
Наступний патент: Контейнер з внутрішньою висувною частиною та зовнішнім пеналом
Випадковий патент: Спосіб визначення генотипу рецептора ангіотензину іі 1-го типу у чоловіків