Спосіб виготовлення будівельної панелі (варіанти) та будівельна панель
Формула / Реферат
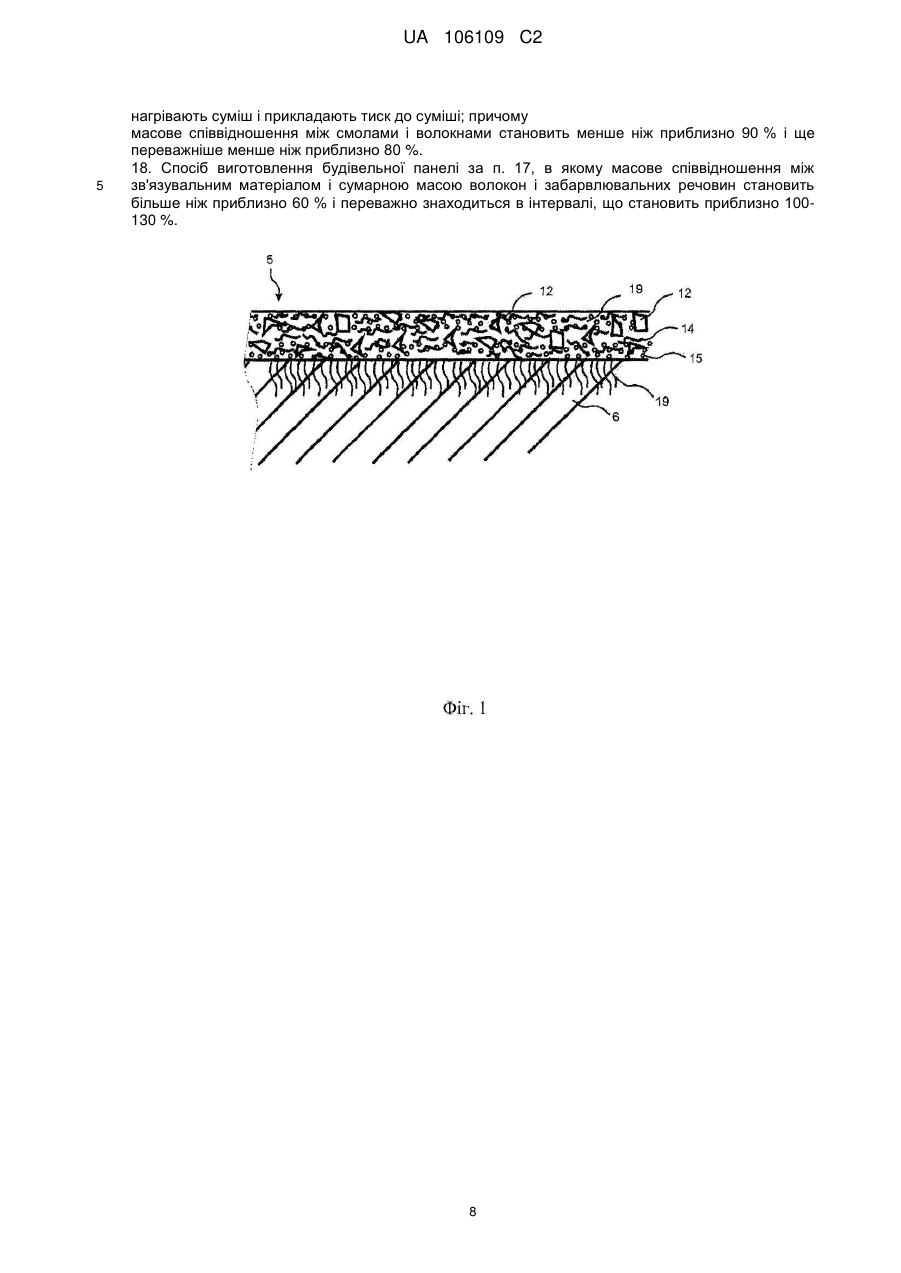
1. Спосіб виготовлення будівельної панелі, що має структуровану поверхню, конструкція якої включає зміну кольору (3) згідно зі структурованою поверхнею (2), причому спосіб включає стадії, на яких:
наносять шар, що включає суміш волокон, зв'язувального матеріалу, зносостійких частинок, переважно оксиду алюмінію, і забарвлювальної речовини, переважно кольорових пігментів, на носій, при цьому суміш є текучою при нагріванні і тиску;
забезпечують нагрівання суміші і прикладання тиску до суміші за допомогою структурованої матриці, що включає виступи і заглиблення таким чином, що виходить регульована текучість суміші при зміні розподілу тиску, який прикладається до поверхні, і так, що виходить зміна кольору (3) усередині зазначеного шару відповідно зі структурованою поверхнею (2).
2. Спосіб за п. 1, в якому вміст зв'язувального матеріалу в шарі пристосований до прикладеного тиску таким чином, що виходить достатня текучість.
3. Спосіб за п. 1 або 2, в якому зв'язувальний матеріал являє собою смолу.
4. Спосіб за п. 1 або 2, в якому зв'язувальний матеріал являє собою смолу, і масовий вміст смоли становить щонайменше 40 % шару.
5. Спосіб за будь-яким з попередніх пунктів, в якому масове співвідношення між смолами і волокнами знаходиться в інтервалі, що становить приблизно 130-240 %, переважно в інтервалі 150-220 %, найбільш переважно знаходиться в інтервалі, що становить приблизно 180-200 %.
6. Спосіб за будь-яким з попередніх пунктів, в якому масове співвідношення між зв'язувальним матеріалом і сумарною масою волокон і забарвлювальних речовин становить більше ніж приблизно 60 %, переважно більше ніж приблизно 100 % і найбільш переважно знаходиться в інтервалі, що становить приблизно 100-130 %.
7. Спосіб за будь-яким з попередніх пунктів, в якому використовувана температура становить більше ніж приблизно 150 °C, і прикладений тиск становить більше ніж приблизно 30 бар (3 МПа).
8. Спосіб за будь-яким з попередніх пунктів, в якому шар включає верхній шар і нижній шар, що містять різні кольорові пігменти, які змішуються за рахунок текучості.
9. Спосіб за будь-яким з попередніх пунктів, в якому носій являє собою центральний шар на деревній основі.
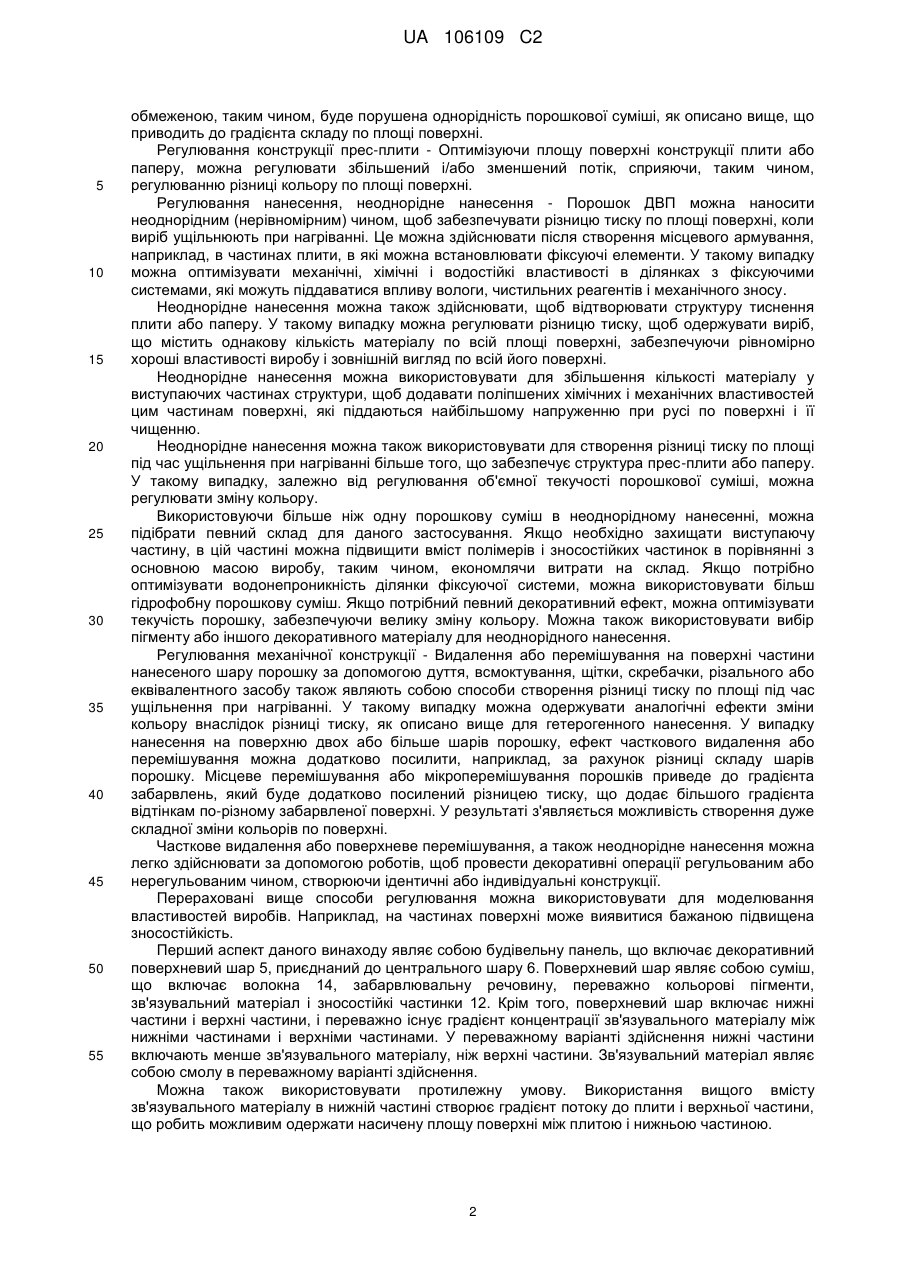
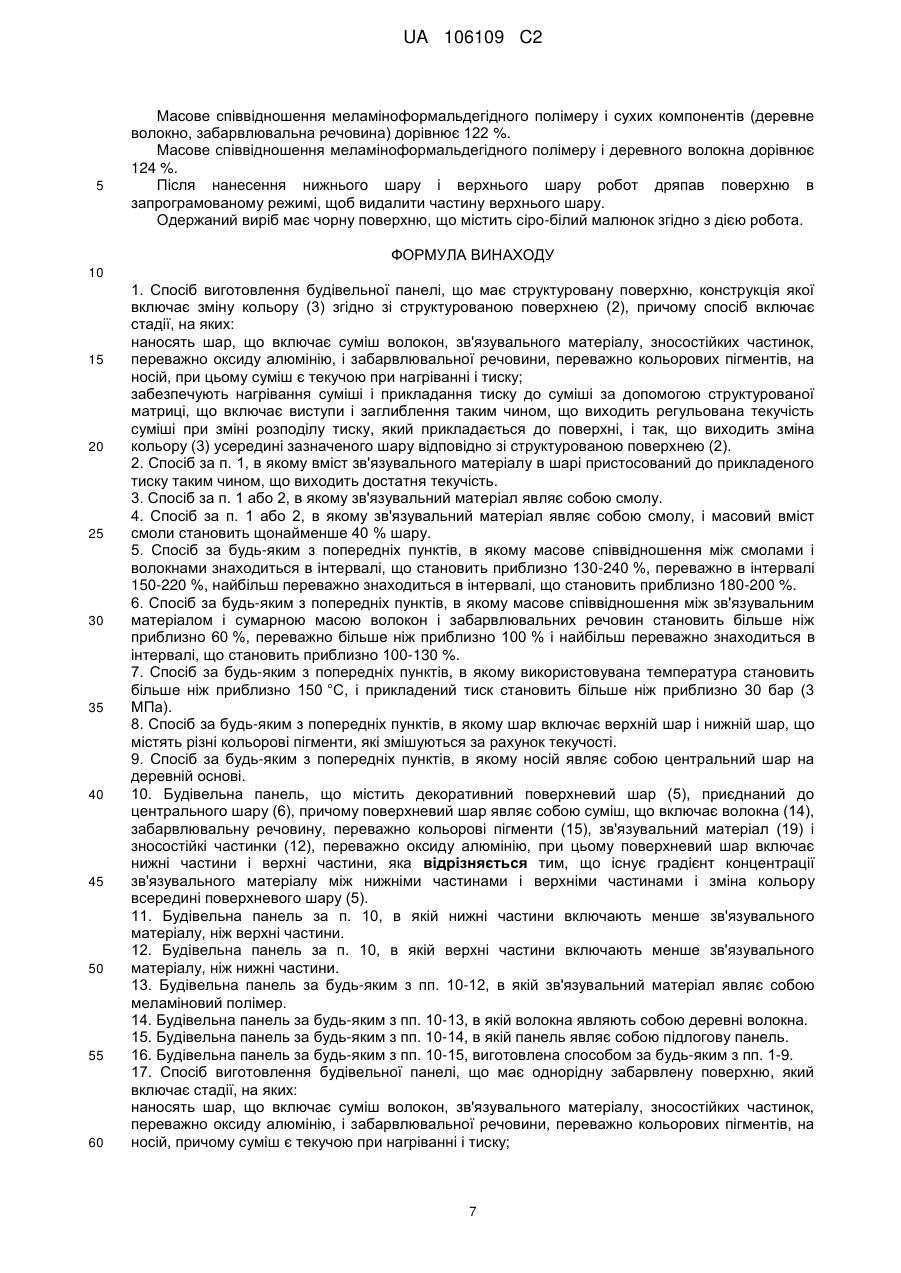
10. Будівельна панель, що містить декоративний поверхневий шар (5), приєднаний до центрального шару (6), причому поверхневий шар являє собою суміш, що включає волокна (14), забарвлювальну речовину, переважно кольорові пігменти (15), зв'язувальний матеріал (19) і зносостійкі частинки (12), переважно оксиду алюмінію, при цьому поверхневий шар включає нижні частини і верхні частини, яка відрізняється тим, що існує градієнт концентрації зв'язувального матеріалу між нижніми частинами і верхніми частинами і зміна кольору всередині поверхневого шару (5).
11. Будівельна панель за п. 10, в якій нижні частини включають менше зв'язувального матеріалу, ніж верхні частини.
12. Будівельна панель за п. 10, в якій верхні частини включають менше зв'язувального матеріалу, ніж нижні частини.
13. Будівельна панель за будь-яким з пп. 10-12, в якій зв'язувальний матеріал являє собою меламіновий полімер.
14. Будівельна панель за будь-яким з пп. 10-13, в якій волокна являють собою деревні волокна.
15. Будівельна панель за будь-яким з пп. 10-14, в якій панель являє собою підлогову панель.
16. Будівельна панель за будь-яким з пп. 10-15, виготовлена способом за будь-яким з пп. 1-9.
17. Спосіб виготовлення будівельної панелі, що має однорідну забарвлену поверхню, який включає стадії, на яких:
наносять шар, що включає суміш волокон, зв'язувального матеріалу, зносостійких частинок, переважно оксиду алюмінію, і забарвлювальної речовини, переважно кольорових пігментів, на носій, причому суміш є текучою при нагріванні і тиску;
нагрівають суміш і прикладають тиск до суміші; причому
масове співвідношення між смолами і волокнами становить менше ніж приблизно 90 % і ще переважніше менше ніж приблизно 80 %.
18. Спосіб виготовлення будівельної панелі за п. 17, в якому масове співвідношення між зв'язувальним матеріалом і сумарною масою волокон і забарвлювальних речовин становить більше ніж приблизно 60 % і переважно знаходиться в інтервалі, що становить приблизно 100-130 %.
Текст
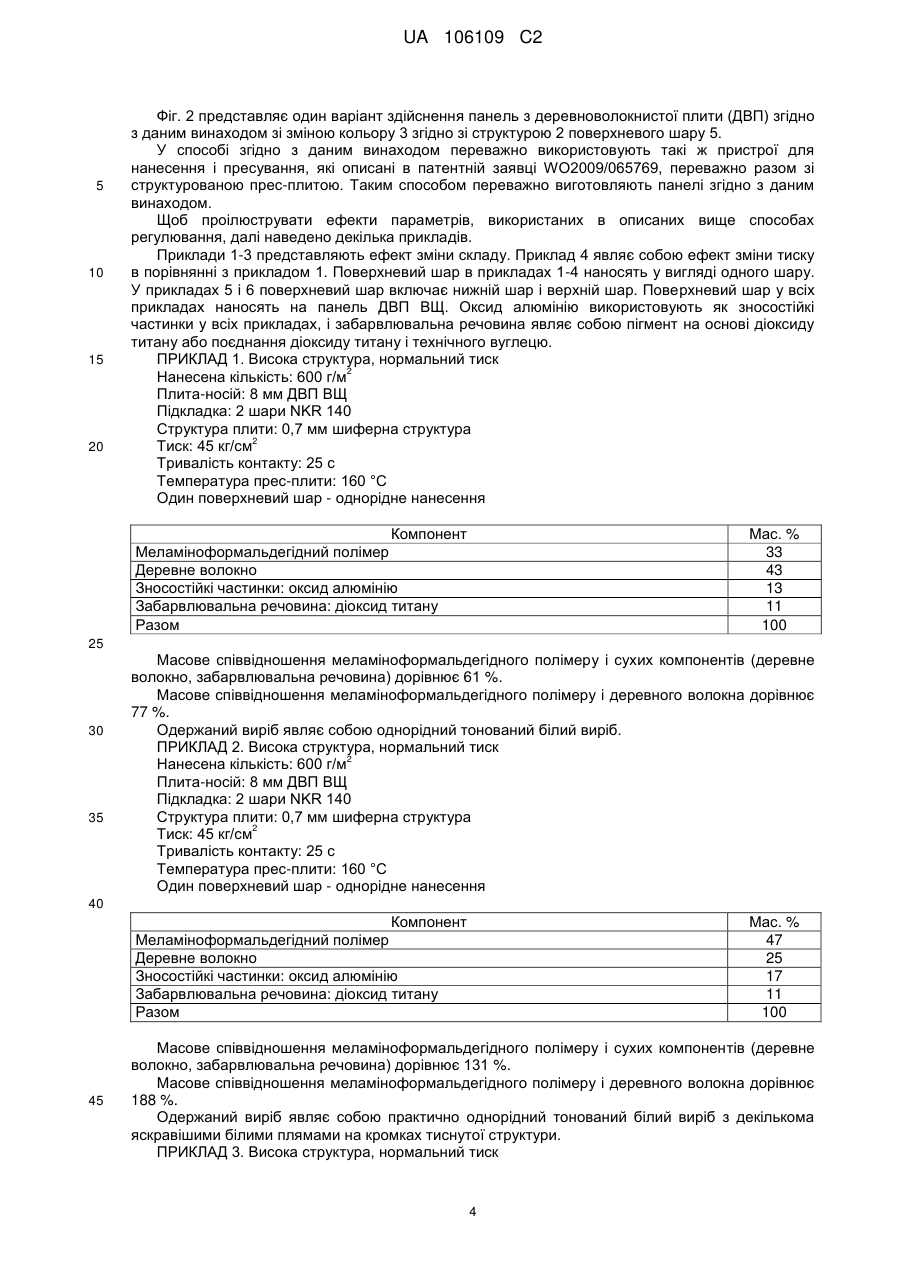
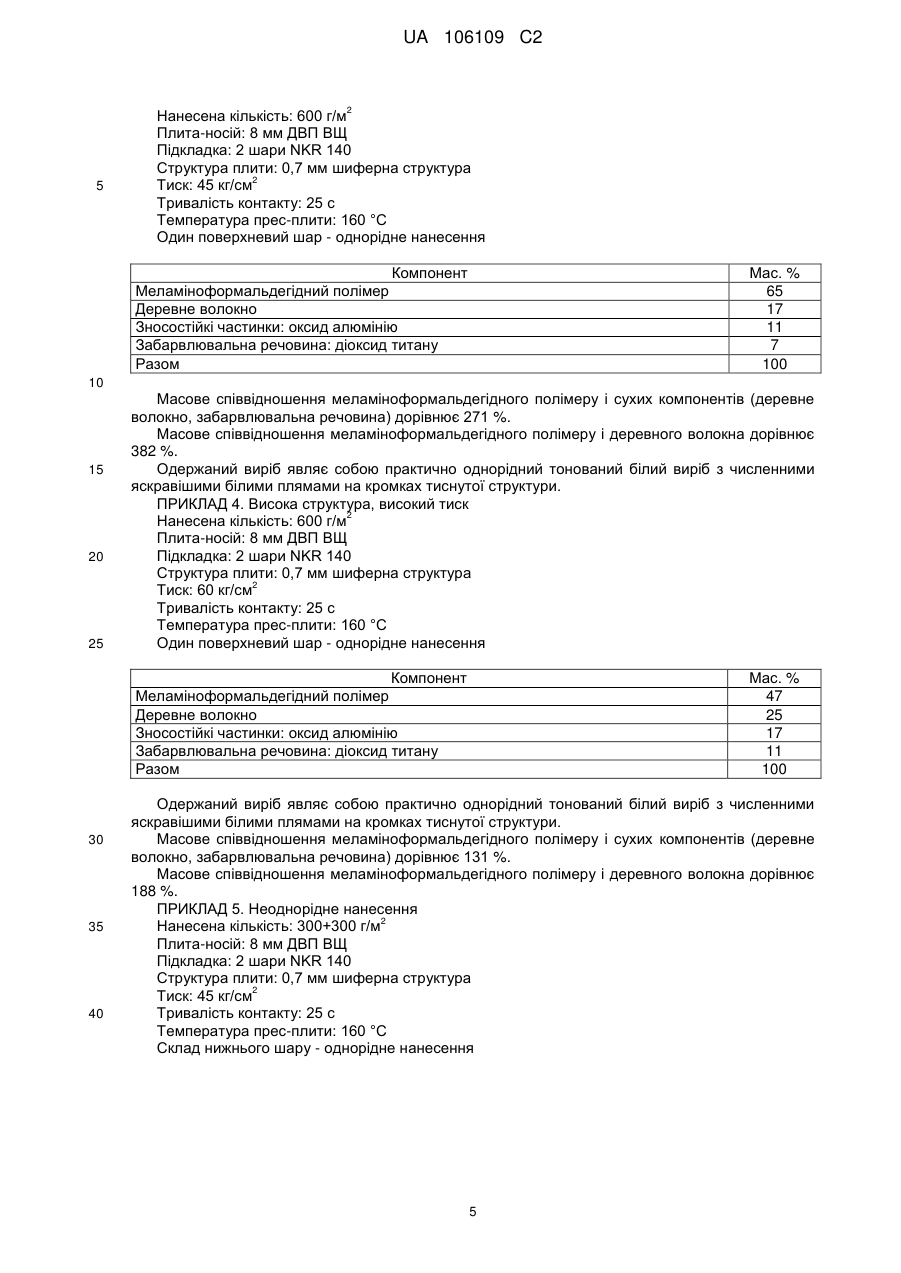
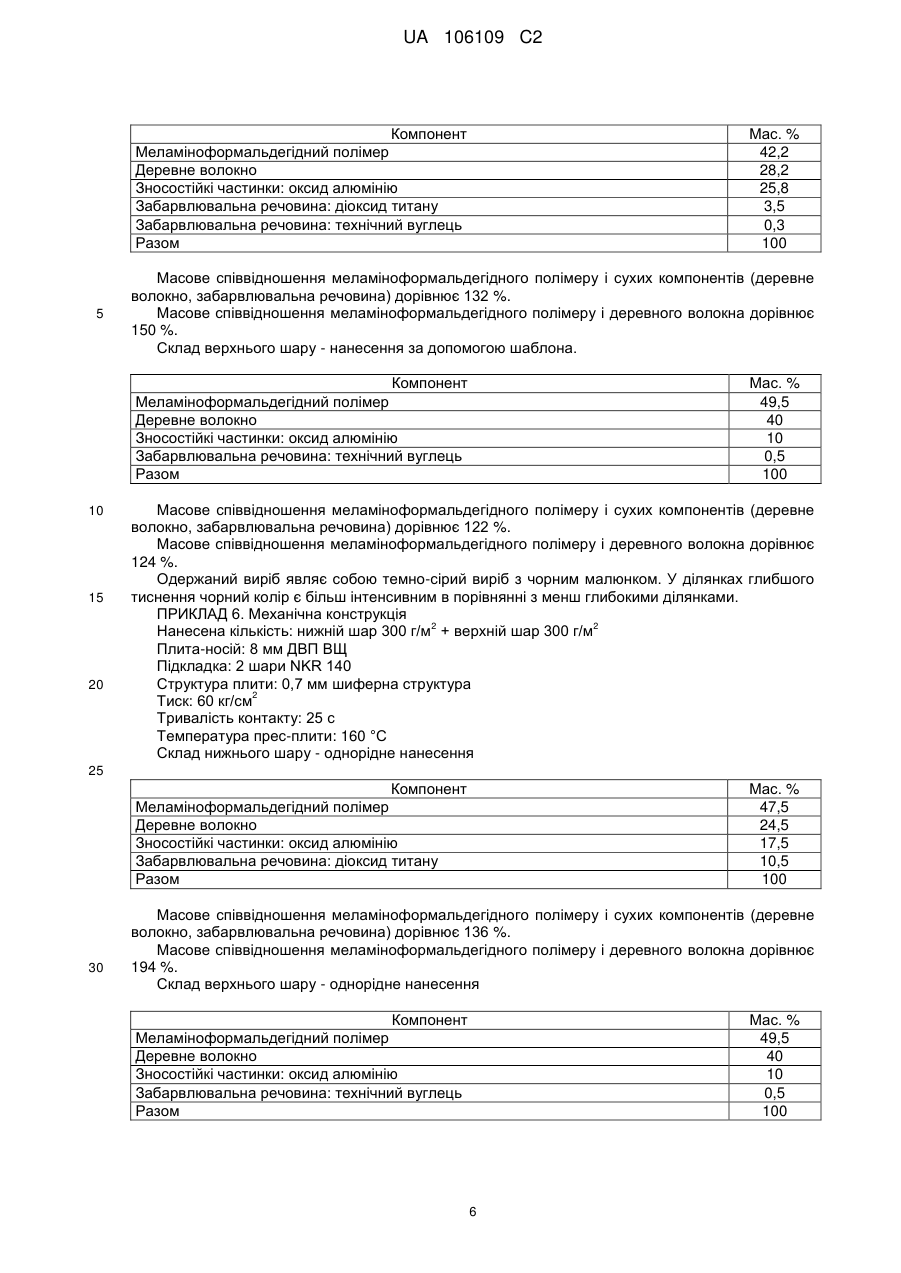
Реферат: Даний винахід стосується панелі на основі деревного волокна з поверхневим шаром, в якому нижні частини включають менше зв'язувальних матеріалів, ніж верхні частини. Також описаний спосіб виготовлення будівельної панелі, що має структуровану поверхню, конструкція якої включає зміну кольору згідно зі структурою, що одержується при зміні розподілу тиску, прикладеного до поверхні. UA 106109 C2 (12) UA 106109 C2 UA 106109 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід стосується, загалом, області панелей на волокнистій основі зі зносостійкими поверхнями як будівельних панелей, переважно підлогових панелей. Даний винахід стосується будівельних панелей з такою зносостійкою поверхнею і способів виготовлення таких панелей. Багатошарове підлогове покриття звичайно складається з шарів різних матеріалів, які ущільнюють при нагріванні, одержуючи багатошарову плиту. Типові шари являють собою папір, що містить оксид алюмінію просочений меламіновим полімером, на основі α-целюлози, просочений меламіновим полімером друкарський декоративний папір, плиту-носій на деревноволокнистій основі (ДВП ВЩ) і просочений меламіновим полімером вирівнювальний папір. Конструкції виробів звичайно одержують шляхом тиснення багатошарового виробу зі структурованою плитою або папером під час роботи преса і шляхом друку на декоративному папері різних зображень і кольорів. У типових технологічних умовах глибина структури звичайно становить менше ніж 0,2 мм, щоб одержувати належний зовнішній вигляд виробів. Глибші структури схильні утворювати тріщини на поверхні внаслідок недостатнього тиску на частині площі плити і обмеженого розтягнення шарів паперу. Щоб надавати виробу природніший зовнішній вигляд, можна поєднувати друк на папері і тиснуту структуру, в результаті чого виходять вироби, відомі в техніці як тиснуті з точним приведенням (EIR). Деревноволокниста плита (ДВП) являє собою новий тип настильного виробу, описаного в патентній заявці WO2009/065769, який включає один або більше шарів практично однорідних порошкових сумішей, що ущільнюються при нагріванні в процесах, споріднених процесам, які використовують для виготовлення багатошарових підлогових покриттів. Однорідні порошкові суміші звичайно включають волокна, такі як деревні волокна, полімер, такі як меламіноформальдегідний полімер, тверді частинки, такі як частинки оксиду алюмінію, і декоративні матеріали, такі як частинки пігментів, мінерали і волокна. Вироби ДВП мають перевагу в порівнянні з багатошаровими підлоговими покриттями, оскільки вони не містять паперу з обмеженою здатністю до розтягнення, таким чином, можна одержати дуже глибокі структури без утворення видимих тріщин на поверхні. При цьому ущільнювана при нагріванні порошкова суміш ДВП поводиться себе майже як рідина в тому значенні, що даний склад виявляє текучість під тиском і заповнює тріщини в структурі. У випадку ДВП, як і у випадку багатошарового настильного матеріалу, великий інтерес являє собою виготовлення виробів, що мають натуральний вигляд, у яких зміни кольору відповідають змінам структури. Несподівано було виявлено, що такі вироби можна виготовляти у вигляді ДВП шляхом зміни умов нагрівання і тиску, що дає можливість утворювати індивідуальну конструкцію регульованим чином. Нижче описаний ряд способів регулювання конструкції. При тиску з нерівномірним розподілом по поверхні шару і даній текучості шару, яка є достатньо високою, коли прикладають тиск, можна примушувати частини в складі шару переміщуватися в бажане положення. Текучість можна підвищувати, наприклад, збільшуючи кількість зв'язувального матеріалу в поверхневому шарі. Зв'язувальний матеріал являє собою переважно меламіновий полімер, але можна також використовувати інші полімери і зв'язувальні матеріали. Це робить можливим створення і регулювання зміни кольору і його відповідність змінам структури. Регулювання складу - Регулюючи склад порошкової суміші ДВП, а саме кількість і/або тип полімерної смоли, такої як меламінова смола, можна регулювати текучість суміші, щоб одержувати більшу або меншу різницю тиску (і, таким чином, більше або менше зміщення) різних частин поверхні в процесі ущільнення при нагріванні. Склади, що утворюють низьку різницю тиску на поверхні, примушують практично однорідну порошкову суміш залишатися практично однорідною і надають однорідне забарвлення всієї поверхні. Склади, що утворюють вищу різницю тиску, обмежують об'ємну текучість порошку, і тоді однорідність суміші буде порушена, оскільки більше текучих компонентів складу частково витікають. У результаті створюється градієнт складу по площі поверхні. Таким чином, можна додати або запобігти зміні залежно від надання переваги виробнику. Інші способи зміни текучості складу полягають в зміні кількості і/або типу волокна, використанні технологічних добавок, таких як пластифікатори, розчинники, реакційноздатні розчинники і т. п. Регулювання нагрівання - Типовий склад ДВП частково складається з деревних волокон. Ці деревні волокна схильні до потемніння при нагріванні. Нагріваючи поверхню в більшій або меншій мірі, можна регулювати забарвлення. Регулювання тиску - Регулюючи прикладений тиск в стані ущільнення при нагріванні, можна також регулювати різницю забарвлення. При вищому тиску об'ємна текучість порошку є 1 UA 106109 C2 5 10 15 20 25 30 35 40 45 50 55 обмеженою, таким чином, буде порушена однорідність порошкової суміші, як описано вище, що приводить до градієнта складу по площі поверхні. Регулювання конструкції прес-плити - Оптимізуючи площу поверхні конструкції плити або паперу, можна регулювати збільшений і/або зменшений потік, сприяючи, таким чином, регулюванню різниці кольору по площі поверхні. Регулювання нанесення, неоднорідне нанесення - Порошок ДВП можна наносити неоднорідним (нерівномірним) чином, щоб забезпечувати різницю тиску по площі поверхні, коли виріб ущільнюють при нагріванні. Це можна здійснювати після створення місцевого армування, наприклад, в частинах плити, в які можна встановлювати фіксуючі елементи. У такому випадку можна оптимізувати механічні, хімічні і водостійкі властивості в ділянках з фіксуючими системами, які можуть піддаватися впливу вологи, чистильних реагентів і механічного зносу. Неоднорідне нанесення можна також здійснювати, щоб відтворювати структуру тиснення плити або паперу. У такому випадку можна регулювати різницю тиску, щоб одержувати виріб, що містить однакову кількість матеріалу по всій площі поверхні, забезпечуючи рівномірно хороші властивості виробу і зовнішній вигляд по всій його поверхні. Неоднорідне нанесення можна використовувати для збільшення кількості матеріалу у виступаючих частинах структури, щоб додавати поліпшених хімічних і механічних властивостей цим частинам поверхні, які піддаються найбільшому напруженню при русі по поверхні і її чищенню. Неоднорідне нанесення можна також використовувати для створення різниці тиску по площі під час ущільнення при нагріванні більше того, що забезпечує структура прес-плити або паперу. У такому випадку, залежно від регулювання об'ємної текучості порошкової суміші, можна регулювати зміну кольору. Використовуючи більше ніж одну порошкову суміш в неоднорідному нанесенні, можна підібрати певний склад для даного застосування. Якщо необхідно захищати виступаючу частину, в цій частині можна підвищити вміст полімерів і зносостійких частинок в порівнянні з основною масою виробу, таким чином, економлячи витрати на склад. Якщо потрібно оптимізувати водонепроникність ділянки фіксуючої системи, можна використовувати більш гідрофобну порошкову суміш. Якщо потрібний певний декоративний ефект, можна оптимізувати текучість порошку, забезпечуючи велику зміну кольору. Можна також використовувати вибір пігменту або іншого декоративного матеріалу для неоднорідного нанесення. Регулювання механічної конструкції - Видалення або перемішування на поверхні частини нанесеного шару порошку за допомогою дуття, всмоктування, щітки, скребачки, різального або еквівалентного засобу також являють собою способи створення різниці тиску по площі під час ущільнення при нагріванні. У такому випадку можна одержувати аналогічні ефекти зміни кольору внаслідок різниці тиску, як описано вище для гетерогенного нанесення. У випадку нанесення на поверхню двох або більше шарів порошку, ефект часткового видалення або перемішування можна додатково посилити, наприклад, за рахунок різниці складу шарів порошку. Місцеве перемішування або мікроперемішування порошків приведе до градієнта забарвлень, який буде додатково посилений різницею тиску, що додає більшого градієнта відтінкам по-різному забарвленої поверхні. У результаті з'являється можливість створення дуже складної зміни кольорів по поверхні. Часткове видалення або поверхневе перемішування, а також неоднорідне нанесення можна легко здійснювати за допомогою роботів, щоб провести декоративні операції регульованим або нерегульованим чином, створюючи ідентичні або індивідуальні конструкції. Перераховані вище способи регулювання можна використовувати для моделювання властивостей виробів. Наприклад, на частинах поверхні може виявитися бажаною підвищена зносостійкість. Перший аспект даного винаходу являє собою будівельну панель, що включає декоративний поверхневий шар 5, приєднаний до центрального шару 6. Поверхневий шар являє собою суміш, що включає волокна 14, забарвлювальну речовину, переважно кольорові пігменти, зв'язувальний матеріал і зносостійкі частинки 12. Крім того, поверхневий шар включає нижні частини і верхні частини, і переважно існує градієнт концентрації зв'язувального матеріалу між нижніми частинами і верхніми частинами. У переважному варіанті здійснення нижні частини включають менше зв'язувального матеріалу, ніж верхні частини. Зв'язувальний матеріал являє собою смолу в переважному варіанті здійснення. Можна також використовувати протилежну умову. Використання вищого вмісту зв'язувального матеріалу в нижній частині створює градієнт потоку до плити і верхньої частини, що робить можливим одержати насичену площу поверхні між плитою і нижньою частиною. 2 UA 106109 C2 5 10 15 20 25 30 35 40 45 50 55 Поверхневий шар переважно має практично однорідний розподіл зносостійких частинок по всій товщині шару, і зносостійкі частинки присутні від низу до верху, в результаті чого вони знаходяться в контакті з центральним шаром. В одному варіанті здійснення поверхневий шар може включати нижній шар і верхній шар. Нижній шар може не включати зносостійкі частинки і кольорові пігменти. У такому випадку нижній шар можна розглядати як нанесений центральний шар. Переважні варіанти здійснення першого аспекту даного винаходу описані в розділі "Докладний опис варіантів здійснення". Другий аспект даного винаходу являє собою спосіб виготовлення будівельної панелі, що має структуровану поверхню, конструкція якої включає зміну кольору згідно зі структурою, де спосіб включає стадії: - нанесення шару, що включає суміш волокон, зв'язувальний матеріал, переважно смолу, зносостійкі частинки і забарвлювальну речовину, переважно кольорові пігменти, на носій, де суміш є текучою при нагріванні і тиску; - застосування нагрівання і тиску до суміші за допомогою структурованої матриці, що включає виступи і поглиблення таким чином, що виходить регульована текучість суміші при зміні розподілу тиску, прикладеного до поверхні. У переважному варіанті здійснення вміст смоли в шарі пристосований до тиску таким чином, що виходить достатня текучість, і переважно зв'язувальний матеріал являє собою смолу, і масовий вміст смоли становить щонайменше 40 % шару. Щоб збільшити текучість, масове співвідношення зв'язувального матеріалу і волокон знаходиться переважно в інтервалі, що становить приблизно 130-240 %, переважніше в інтервалі 150-220 %, найбільш переважно в інтервалі, що становить приблизно 180-200 %. У найбільш переважному варіанті здійснення масове співвідношення зв'язувального матеріалу і волокон становить приблизно 190 %. Переважні варіанти здійснення другого аспекту даного винаходу описані в розділі "Докладний опис варіантів здійснення". Щоб поліпшити відокремлюваність, тобто здатність відокремлюватися від прес-плити і не прилипати до неї, масове співвідношення смоли і сумарної маси волокон і забарвлювальних речовин становить переважно більше ніж приблизно 60 %, переважніше більше ніж приблизно 100 % і найбільш переважно знаходиться в інтервалі, що становить приблизно 100-130 %. Шар в даному способі переважно має практично однорідний розподіл зносостійких частинок по всій товщині шару, і зносостійкі частинки присутні від низу до верху, знаходячись, таким чином, в контакті з носієм. Ще один аспект даного винаходу полягає в тому, щоб використовувати описані вище принципи і способи регулювання для створення поверхні з кольорами, що рівномірно розподіляються, і/або властивостями. У такому випадку при прикладанні тиску використовують шар з текучістю, яка є достатньо низькою, щоб забезпечувати практично однорідну суміш або практично рівномірне перемішування і розподіл компонентів в шарі. Таку низьку текучість можна одержати, маючи певні співвідношення між вмістом полімерів, волокон і пігментів. Одне співвідношення можна обчислити, ділячи масу смоли на масу волокон, і дане співвідношення становить переважно менше ніж приблизно 90 % і переважніше менше ніж приблизно 80 %. Інше співвідношення можна обчислити, ділячи масу смоли на сумарну масу волокон і забарвлювальних речовин; дане співвідношення становить переважно більше ніж приблизно 60 % і переважно знаходиться в інтервалі, що становить приблизно 100-130 %. Далі даний винахід буде описаний в зв'язку з переважними варіантами його здійснення і більш докладно з посиланнями на прикладені зразкові креслення, де: фіг. 1 ілюструє панель з деревноволокнистої плити, і фіг. 2 ілюструє панель з деревноволокнистої плити з точним тисненням згідно з одним варіантом здійснення даного винаходу. Фіг. 1 представляє панель з деревноволокнистої плити (ДВП) такого типу, який описаний в патентній заявці WO2009/065769, де поверхневий шар 5 утворений на центральному шарі 6, який був виготовлений в попередній окремій операції, такому як, наприклад панель ДВП ВЩ. Поверхневий шар включає деревні волокна 14, зносостійкі частинки 12 і зв'язувальний матеріал. В одному варіанті здійснення поверхневий шар може включати нижній шар і верхній шар. Даний нижній шар можна виготовляти таким же способом, як верхній шар, і можна використовувати такі ж склади матеріалів, за винятком того, що в деяких варіантах здійснення не включені зносостійкі частинки і кольорові пігменти. У такому випадку нижній шар можна розглядати як нанесений центральний шар. 3 UA 106109 C2 5 10 15 20 Фіг. 2 представляє один варіант здійснення панель з деревноволокнистої плити (ДВП) згідно з даним винаходом зі зміною кольору 3 згідно зі структурою 2 поверхневого шару 5. У способі згідно з даним винаходом переважно використовують такі ж пристрої для нанесення і пресування, які описані в патентній заявці WO2009/065769, переважно разом зі структурованою прес-плитою. Таким способом переважно виготовляють панелі згідно з даним винаходом. Щоб проілюструвати ефекти параметрів, використаних в описаних вище способах регулювання, далі наведено декілька прикладів. Приклади 1-3 представляють ефект зміни складу. Приклад 4 являє собою ефект зміни тиску в порівнянні з прикладом 1. Поверхневий шар в прикладах 1-4 наносять у вигляді одного шару. У прикладах 5 і 6 поверхневий шар включає нижній шар і верхній шар. Поверхневий шар у всіх прикладах наносять на панель ДВП ВЩ. Оксид алюмінію використовують як зносостійкі частинки у всіх прикладах, і забарвлювальна речовина являє собою пігмент на основі діоксиду титану або поєднання діоксиду титану і технічного вуглецю. ПРИКЛАД 1. Висока структура, нормальний тиск 2 Нанесена кількість: 600 г/м Плита-носій: 8 мм ДВП ВЩ Підкладка: 2 шари NKR 140 Структура плити: 0,7 мм шиферна структура 2 Тиск: 45 кг/см Тривалість контакту: 25 с Температура прес-плити: 160 °C Один поверхневий шар - однорідне нанесення Компонент Меламіноформальдегідний полімер Деревне волокно Зносостійкі частинки: оксид алюмінію Забарвлювальна речовина: діоксид титану Разом Мас. % 33 43 13 11 100 25 30 35 Масове співвідношення меламіноформальдегідного полімеру і сухих компонентів (деревне волокно, забарвлювальна речовина) дорівнює 61 %. Масове співвідношення меламіноформальдегідного полімеру і деревного волокна дорівнює 77 %. Одержаний виріб являє собою однорідний тонований білий виріб. ПРИКЛАД 2. Висока структура, нормальний тиск 2 Нанесена кількість: 600 г/м Плита-носій: 8 мм ДВП ВЩ Підкладка: 2 шари NKR 140 Структура плити: 0,7 мм шиферна структура 2 Тиск: 45 кг/см Тривалість контакту: 25 с Температура прес-плити: 160 °C Один поверхневий шар - однорідне нанесення 40 Компонент Меламіноформальдегідний полімер Деревне волокно Зносостійкі частинки: оксид алюмінію Забарвлювальна речовина: діоксид титану Разом 45 Мас. % 47 25 17 11 100 Масове співвідношення меламіноформальдегідного полімеру і сухих компонентів (деревне волокно, забарвлювальна речовина) дорівнює 131 %. Масове співвідношення меламіноформальдегідного полімеру і деревного волокна дорівнює 188 %. Одержаний виріб являє собою практично однорідний тонований білий виріб з декількома яскравішими білими плямами на кромках тиснутої структури. ПРИКЛАД 3. Висока структура, нормальний тиск 4 UA 106109 C2 2 5 Нанесена кількість: 600 г/м Плита-носій: 8 мм ДВП ВЩ Підкладка: 2 шари NKR 140 Структура плити: 0,7 мм шиферна структура 2 Тиск: 45 кг/см Тривалість контакту: 25 с Температура прес-плити: 160 °C Один поверхневий шар - однорідне нанесення Компонент Меламіноформальдегідний полімер Деревне волокно Зносостійкі частинки: оксид алюмінію Забарвлювальна речовина: діоксид титану Разом Мас. % 65 17 11 7 100 10 15 20 25 Масове співвідношення меламіноформальдегідного полімеру і сухих компонентів (деревне волокно, забарвлювальна речовина) дорівнює 271 %. Масове співвідношення меламіноформальдегідного полімеру і деревного волокна дорівнює 382 %. Одержаний виріб являє собою практично однорідний тонований білий виріб з численними яскравішими білими плямами на кромках тиснутої структури. ПРИКЛАД 4. Висока структура, високий тиск 2 Нанесена кількість: 600 г/м Плита-носій: 8 мм ДВП ВЩ Підкладка: 2 шари NKR 140 Структура плити: 0,7 мм шиферна структура 2 Тиск: 60 кг/см Тривалість контакту: 25 с Температура прес-плити: 160 °C Один поверхневий шар - однорідне нанесення Компонент Меламіноформальдегідний полімер Деревне волокно Зносостійкі частинки: оксид алюмінію Забарвлювальна речовина: діоксид титану Разом 30 35 40 Мас. % 47 25 17 11 100 Одержаний виріб являє собою практично однорідний тонований білий виріб з численними яскравішими білими плямами на кромках тиснутої структури. Масове співвідношення меламіноформальдегідного полімеру і сухих компонентів (деревне волокно, забарвлювальна речовина) дорівнює 131 %. Масове співвідношення меламіноформальдегідного полімеру і деревного волокна дорівнює 188 %. ПРИКЛАД 5. Неоднорідне нанесення 2 Нанесена кількість: 300+300 г/м Плита-носій: 8 мм ДВП ВЩ Підкладка: 2 шари NKR 140 Структура плити: 0,7 мм шиферна структура 2 Тиск: 45 кг/см Тривалість контакту: 25 с Температура прес-плити: 160 °C Склад нижнього шару - однорідне нанесення 5 UA 106109 C2 Компонент Меламіноформальдегідний полімер Деревне волокно Зносостійкі частинки: оксид алюмінію Забарвлювальна речовина: діоксид титану Забарвлювальна речовина: технічний вуглець Разом 5 Мас. % 42,2 28,2 25,8 3,5 0,3 100 Масове співвідношення меламіноформальдегідного полімеру і сухих компонентів (деревне волокно, забарвлювальна речовина) дорівнює 132 %. Масове співвідношення меламіноформальдегідного полімеру і деревного волокна дорівнює 150 %. Склад верхнього шару - нанесення за допомогою шаблона. Компонент Меламіноформальдегідний полімер Деревне волокно Зносостійкі частинки: оксид алюмінію Забарвлювальна речовина: технічний вуглець Разом 10 15 20 Мас. % 49,5 40 10 0,5 100 Масове співвідношення меламіноформальдегідного полімеру і сухих компонентів (деревне волокно, забарвлювальна речовина) дорівнює 122 %. Масове співвідношення меламіноформальдегідного полімеру і деревного волокна дорівнює 124 %. Одержаний виріб являє собою темно-сірий виріб з чорним малюнком. У ділянках глибшого тиснення чорний колір є більш інтенсивним в порівнянні з менш глибокими ділянками. ПРИКЛАД 6. Механічна конструкція 2 2 Нанесена кількість: нижній шар 300 г/м + верхній шар 300 г/м Плита-носій: 8 мм ДВП ВЩ Підкладка: 2 шари NKR 140 Структура плити: 0,7 мм шиферна структура 2 Тиск: 60 кг/см Тривалість контакту: 25 с Температура прес-плити: 160 °C Склад нижнього шару - однорідне нанесення 25 Компонент Меламіноформальдегідний полімер Деревне волокно Зносостійкі частинки: оксид алюмінію Забарвлювальна речовина: діоксид титану Разом 30 Мас. % 47,5 24,5 17,5 10,5 100 Масове співвідношення меламіноформальдегідного полімеру і сухих компонентів (деревне волокно, забарвлювальна речовина) дорівнює 136 %. Масове співвідношення меламіноформальдегідного полімеру і деревного волокна дорівнює 194 %. Склад верхнього шару - однорідне нанесення Компонент Меламіноформальдегідний полімер Деревне волокно Зносостійкі частинки: оксид алюмінію Забарвлювальна речовина: технічний вуглець Разом Мас. % 49,5 40 10 0,5 100 6 UA 106109 C2 5 Масове співвідношення меламіноформальдегідного полімеру і сухих компонентів (деревне волокно, забарвлювальна речовина) дорівнює 122 %. Масове співвідношення меламіноформальдегідного полімеру і деревного волокна дорівнює 124 %. Після нанесення нижнього шару і верхнього шару робот дряпав поверхню в запрограмованому режимі, щоб видалити частину верхнього шару. Одержаний виріб має чорну поверхню, що містить сіро-білий малюнок згідно з дією робота. ФОРМУЛА ВИНАХОДУ 10 15 20 25 30 35 40 45 50 55 60 1. Спосіб виготовлення будівельної панелі, що має структуровану поверхню, конструкція якої включає зміну кольору (3) згідно зі структурованою поверхнею (2), причому спосіб включає стадії, на яких: наносять шар, що включає суміш волокон, зв'язувального матеріалу, зносостійких частинок, переважно оксиду алюмінію, і забарвлювальної речовини, переважно кольорових пігментів, на носій, при цьому суміш є текучою при нагріванні і тиску; забезпечують нагрівання суміші і прикладання тиску до суміші за допомогою структурованої матриці, що включає виступи і заглиблення таким чином, що виходить регульована текучість суміші при зміні розподілу тиску, який прикладається до поверхні, і так, що виходить зміна кольору (3) усередині зазначеного шару відповідно зі структурованою поверхнею (2). 2. Спосіб за п. 1, в якому вміст зв'язувального матеріалу в шарі пристосований до прикладеного тиску таким чином, що виходить достатня текучість. 3. Спосіб за п. 1 або 2, в якому зв'язувальний матеріал являє собою смолу. 4. Спосіб за п. 1 або 2, в якому зв'язувальний матеріал являє собою смолу, і масовий вміст смоли становить щонайменше 40 % шару. 5. Спосіб за будь-яким з попередніх пунктів, в якому масове співвідношення між смолами і волокнами знаходиться в інтервалі, що становить приблизно 130-240 %, переважно в інтервалі 150-220 %, найбільш переважно знаходиться в інтервалі, що становить приблизно 180-200 %. 6. Спосіб за будь-яким з попередніх пунктів, в якому масове співвідношення між зв'язувальним матеріалом і сумарною масою волокон і забарвлювальних речовин становить більше ніж приблизно 60 %, переважно більше ніж приблизно 100 % і найбільш переважно знаходиться в інтервалі, що становить приблизно 100-130 %. 7. Спосіб за будь-яким з попередніх пунктів, в якому використовувана температура становить більше ніж приблизно 150 °C, і прикладений тиск становить більше ніж приблизно 30 бар (3 МПа). 8. Спосіб за будь-яким з попередніх пунктів, в якому шар включає верхній шар і нижній шар, що містять різні кольорові пігменти, які змішуються за рахунок текучості. 9. Спосіб за будь-яким з попередніх пунктів, в якому носій являє собою центральний шар на деревній основі. 10. Будівельна панель, що містить декоративний поверхневий шар (5), приєднаний до центрального шару (6), причому поверхневий шар являє собою суміш, що включає волокна (14), забарвлювальну речовину, переважно кольорові пігменти (15), зв'язувальний матеріал (19) і зносостійкі частинки (12), переважно оксиду алюмінію, при цьому поверхневий шар включає нижні частини і верхні частини, яка відрізняється тим, що існує градієнт концентрації зв'язувального матеріалу між нижніми частинами і верхніми частинами і зміна кольору всередині поверхневого шару (5). 11. Будівельна панель за п. 10, в якій нижні частини включають менше зв'язувального матеріалу, ніж верхні частини. 12. Будівельна панель за п. 10, в якій верхні частини включають менше зв'язувального матеріалу, ніж нижні частини. 13. Будівельна панель за будь-яким з пп. 10-12, в якій зв'язувальний матеріал являє собою меламіновий полімер. 14. Будівельна панель за будь-яким з пп. 10-13, в якій волокна являють собою деревні волокна. 15. Будівельна панель за будь-яким з пп. 10-14, в якій панель являє собою підлогову панель. 16. Будівельна панель за будь-яким з пп. 10-15, виготовлена способом за будь-яким з пп. 1-9. 17. Спосіб виготовлення будівельної панелі, що має однорідну забарвлену поверхню, який включає стадії, на яких: наносять шар, що включає суміш волокон, зв'язувального матеріалу, зносостійких частинок, переважно оксиду алюмінію, і забарвлювальної речовини, переважно кольорових пігментів, на носій, причому суміш є текучою при нагріванні і тиску; 7 UA 106109 C2 5 нагрівають суміш і прикладають тиск до суміші; причому масове співвідношення між смолами і волокнами становить менше ніж приблизно 90 % і ще переважніше менше ніж приблизно 80 %. 18. Спосіб виготовлення будівельної панелі за п. 17, в якому масове співвідношення між зв'язувальним матеріалом і сумарною масою волокон і забарвлювальних речовин становить більше ніж приблизно 60 % і переважно знаходиться в інтервалі, що становить приблизно 100130 %. 8 UA 106109 C2 Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюHeat and pressure generated design
Автори англійськоюZiegler, Goran, Lindgren, Kent
Автори російськоюЗиеглер Йеран, Линдгрен Кент
МПК / Мітки
МПК: E04C 2/24, E04F 15/02, B44C 5/04, B32B 21/00, B32B 38/14
Мітки: виготовлення, панель, варіанти, панелі, спосіб, будівельної, будівельна
Код посилання
<a href="https://ua.patents.su/11-106109-sposib-vigotovlennya-budivelno-paneli-varianti-ta-budivelna-panel.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення будівельної панелі (варіанти) та будівельна панель</a>
Пристрій і спосіб для пресування краю будівельної панелі і будівельна панель з пресованими краями
Номер патенту: 97649
Опубліковано: 12.03.2012
Автори: Якобссон Ян, Вінгард Петер
МПК: E04F 15/02, B27M 3/04
Мітки: пресування, краю, пресованими, будівельна, панелі, спосіб, будівельної, краями, пристрій, панель
Формула / Реферат:
1. Пристрій для виробництва будівельних панелей (1, 2) з пресованим закругленим краєм (10), який містить нагрівальний пристрій, призначений для нагрівання краю будівельної панелі, і пресувальний елемент (9), призначений для стиснення ядра (3) будівельної панелі по її краю, який відрізняється тим, що він містить пристрій для змащування (41), який подає мастильну домішку в зону пресування, причому поверхня пресуючого елемента шліфована і...
Ізоляційна панель для будівельної споруди, спосіб і пристрій для виготовлення такої ізоляційної панелі
Номер патенту: 99376
Опубліковано: 10.08.2012
Автори: Торстед Міхель А., Бегескоу Хенрік, Хессельхольт Петер
МПК: E04B 1/26, E04B 2/74, E04B 7/22
Мітки: пристрій, такої, виготовлення, панелі, спосіб, споруди, панель, ізоляційної, ізоляційна, будівельної
Формула / Реферат:
1. Ізоляційна панель для установки між сполучними профілями, зокрема двотавровими (І) або широкополицевими двотавровими (Н) профілями, як елемент ізоляційної системи будівельної споруди в зовнішній будівельній конструкції, зокрема в стіні або дахові, або у внутрішній будівельній конструкції, наприклад стіні, стелі або підлозі, що містить:по суті паралельні першу і другу головні площини, а між ними - по суті паралельні і протилежно...
Спосіб виготовлення плоскої панелі (варіанти) і панель для підлогових покриттів, облицювання стін та стель (варіанти)
Номер патенту: 94426
Опубліковано: 10.05.2011
Автори: Мур Зігфрід, Джілг Хельмут
МПК: A47G 27/00, E04F 13/10, E04F 13/08, E04F 15/04, E04F 15/02
Мітки: виготовлення, плоскої, панелі, варіанти, спосіб, стін, стель, підлогових, панель, покриттів, облицювання
Формула / Реферат:
1. Спосіб виготовлення плоскої панелі (1) для підлогових покриттів, облицювання стін та облицювання стель, краще, для сирих приміщень, який відрізняється тим, що, краще, у багатошаровій панелі-основі, з її робочого боку (5), фрезерують щонайменше верхній поздовжній паз (6), який заповнюють еластичною водовідштовхувальною полімерною або ущільнювальною масою (9), причому після отвердіння полімерної або ущільнювальної маси (9) у панелі (1), з...
Пристрій (варіанти) та спосіб автоматичного виготовлення будівельної панелі з листового матеріалу
Номер патенту: 44244
Опубліковано: 15.02.2002
Автор: Морелло Фредерік
МПК: B21D 13/00, B21D 7/00, B21D 53/00
Мітки: спосіб, автоматичного, пристрій, виготовлення, варіанти, будівельної, матеріалу, панелі, листового
Формула / Реферат:
1. Устройство для автоматического изготовления строительной панели из листового материала, преимущественно с частью панели, выполненной изогнутой, содержащее панелеформовочную машину для формования листового материала в прямую панель со средней и боковыми, "бортовыми", частями, средство для измерения длины панели, выходящей из панелеформующей машины, средство для управления подачей листового материала в панелеформовочную машину, в...
Панель настилу моста та спосіб виготовлення панелі (варіанти)
Номер патенту: 75609
Опубліковано: 15.05.2006
Автор: Кеннеді Стефен Дж.
МПК: E01D 101/40, B32B 15/04, E01D 19/12, E01D 101/30
Мітки: настилу, варіанти, панелі, виготовлення, моста, панель, спосіб
Формула / Реферат:
1. Панель настилу моста, яка містить багатошарову конструкцію, що має верхню і нижню металеві плити і проміжний прошарок із термореактивного полімерного матеріалу, зчепленого з металевими плитами таким чином, щоб передавати між ними сили зсуву, і додатково містить металеву раму, прикріплену до периферії панелі настилу, при цьому стінки рами утворюють бічні стінки навколо проміжного прошарку.2. Панель настилу моста за п. 1, яка...
Попередній патент: Система та спосіб для служби глобального каталогу
Наступний патент: Пристрій для визначення ступеня забрудненості водних об’єктів
Випадковий патент: Спосіб діагностики розвитку остеопорозу