Пристрій і спосіб для пресування краю будівельної панелі і будівельна панель з пресованими краями

Формула / Реферат
1. Пристрій для виробництва будівельних панелей (1, 2) з пресованим закругленим краєм (10), який містить нагрівальний пристрій, призначений для нагрівання краю будівельної панелі, і пресувальний елемент (9), призначений для стиснення ядра (3) будівельної панелі по її краю, який відрізняється тим, що він містить пристрій для змащування (41), який подає мастильну домішку в зону пресування, причому поверхня пресуючого елемента шліфована і піддана відпуску, при цьому елемент (9) є обертовим і виконаний з можливістю обертання при прикладанні тиску до краю будівельної панелі.
2. Пристрій за п. 1, в якому мастильна домішка подається в пресувальний елемент (9).
3. Пристрій за п. 1, в якому мастильна домішка подається на край будівельної панелі.
4. Пристрій за будь-яким з попередніх пунктів, в якому мастильна домішка є тефлоновим маслом.
5. Пристрій за будь-яким з попередніх пунктів, в якому нагрівальний пристрій включає в себе інфрачервоний нагрівальний елемент.
6. Пристрій за будь-яким з попередніх пунктів, який включає в себе пристрій для нагрівання пресуючого елемента.
7. Пристрій за будь-яким з попередніх пунктів, в якому елемент (9) включає в себе канавку еліптичної форми або круглої форми (50, 51, 52), причому більший радіус знаходиться в площині, паралельній декоративній поверхні, а менший радіус знаходиться в площині, вертикальній відносно декоративної поверхні.
8. Спосіб виробництва будівельних панелей (1, 2) із пресованим закругленим краєм (10), який включає в себе етапи, на яких здійснюють:
нагрівання краю будівельної панелі (1, 2),
змащування краю будівельної панелі або пресуючого елемента (9) і
пресування краю ядра біля краю будівельної панелі за допомогою пресуючого елемента (9), причому пресуючий елемент, який має шліфовану і піддану відпуску поверхню, є обертовим і виконаний з можливістю обертання при прикладанні тиску до краю будівельної панелі.
9. Спосіб за п. 8, в якому нагрівають пресувальний елемент (9).
10. Спосіб за п. 8 або 9, в якому здійснюють переміщення будівельної панелі (1, 2) відносно елемента (9) за допомогою конвеєра (40).
11. Спосіб за будь-яким з пп. 8-10, в якому край стискають на глибину (CD) близько 0,5 мм або більше, на глибину (CD) близько 0,7 мм або більше або на глибину (CD) в діапазоні від 0,5 до 1 мм.
12. Спосіб за будь-яким з пп. 8-11, в якому закруглений край (10) має форму еліпса або круга.
13. Будівельна панель, виготовлена за допомогою пристрою згідно з будь-яким з пп. 1-7 або за допомогою способу згідно з будь-яким з пп. 8-12.
Текст
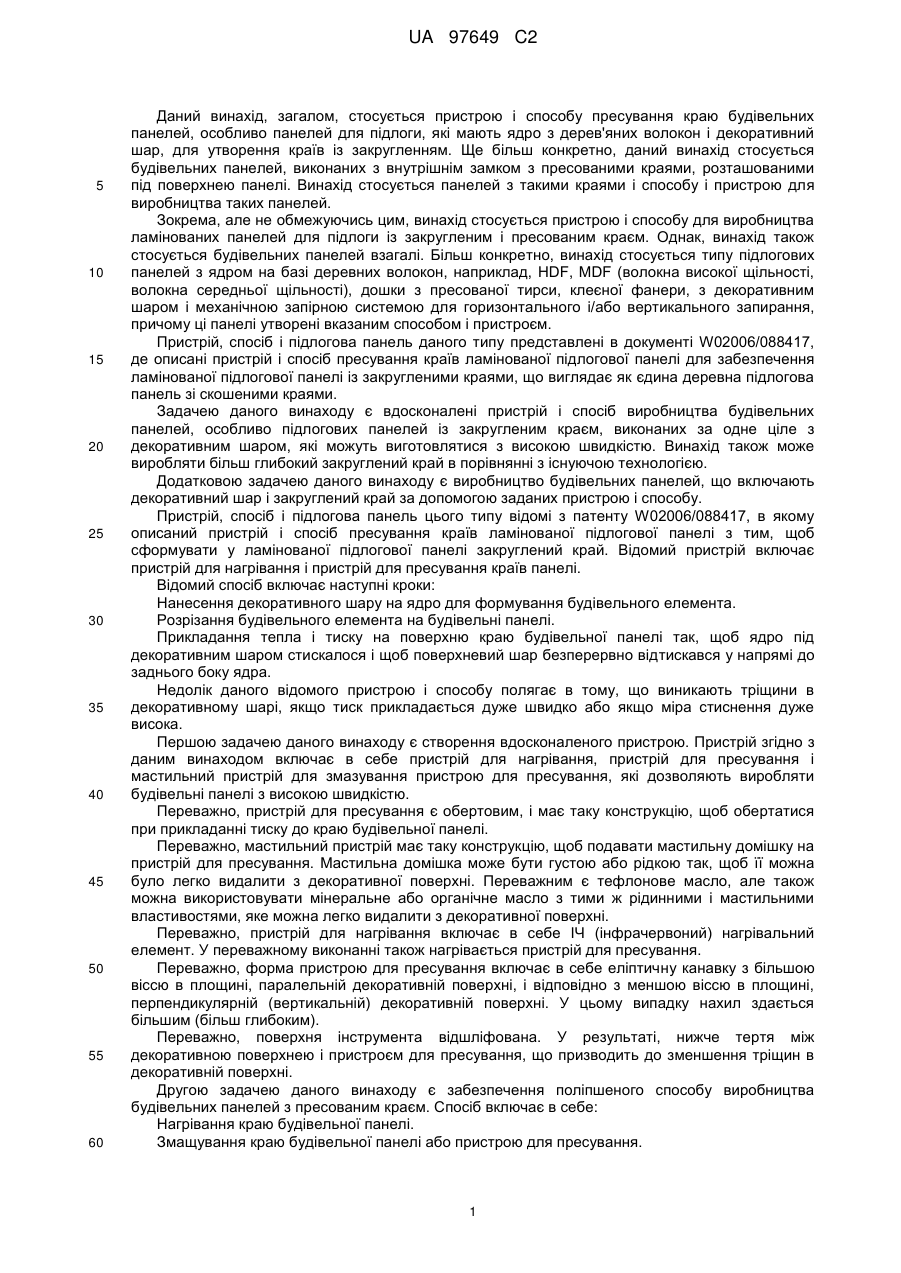
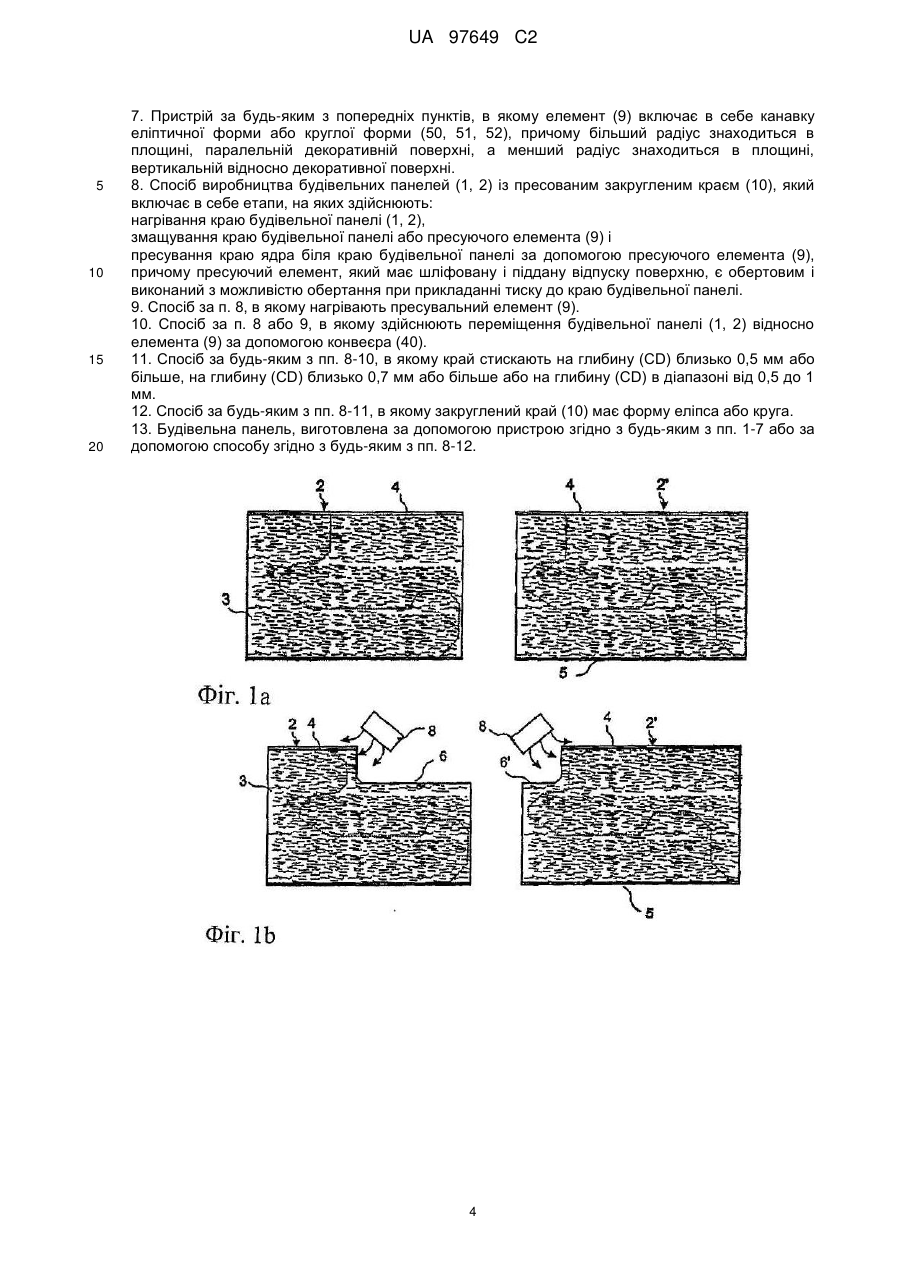
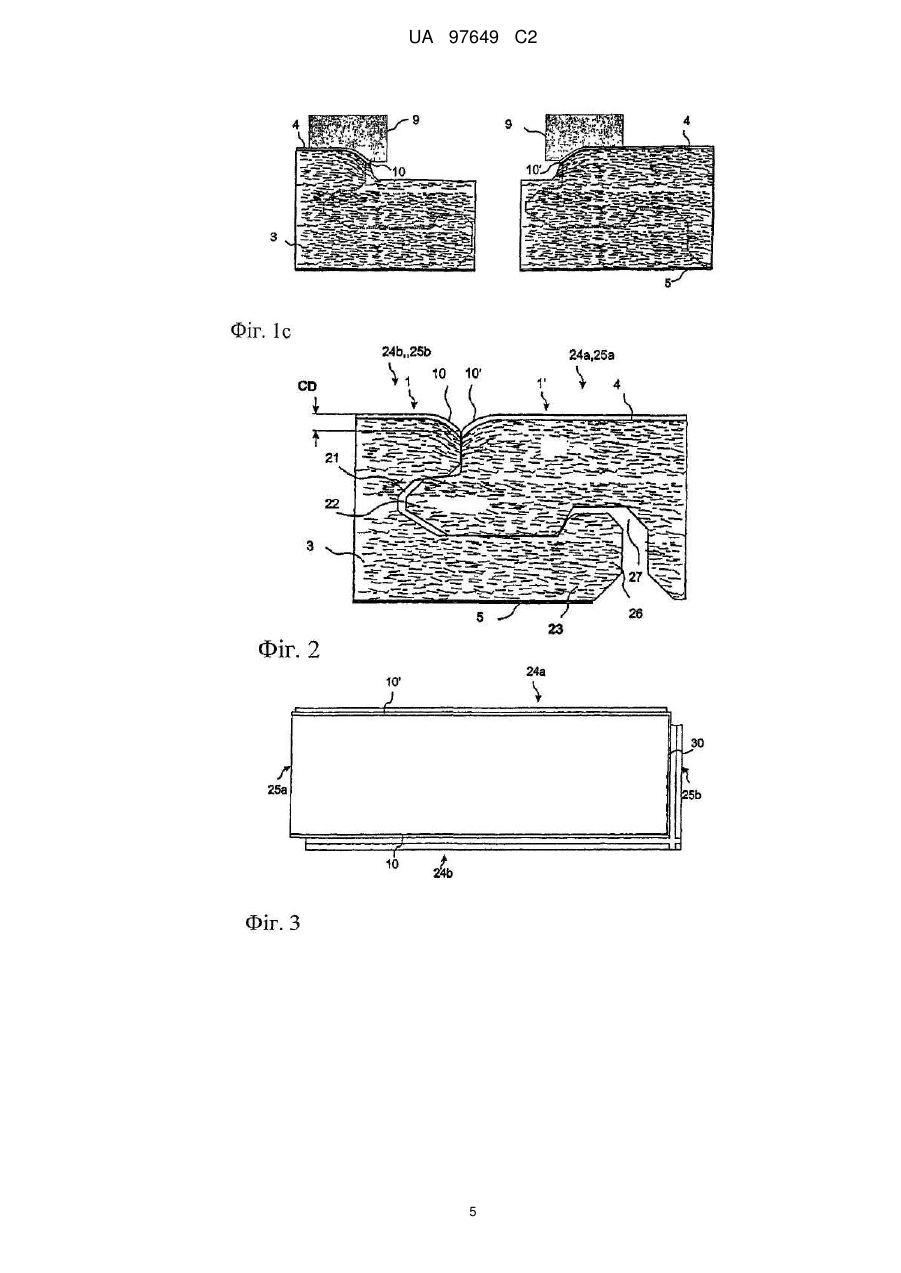
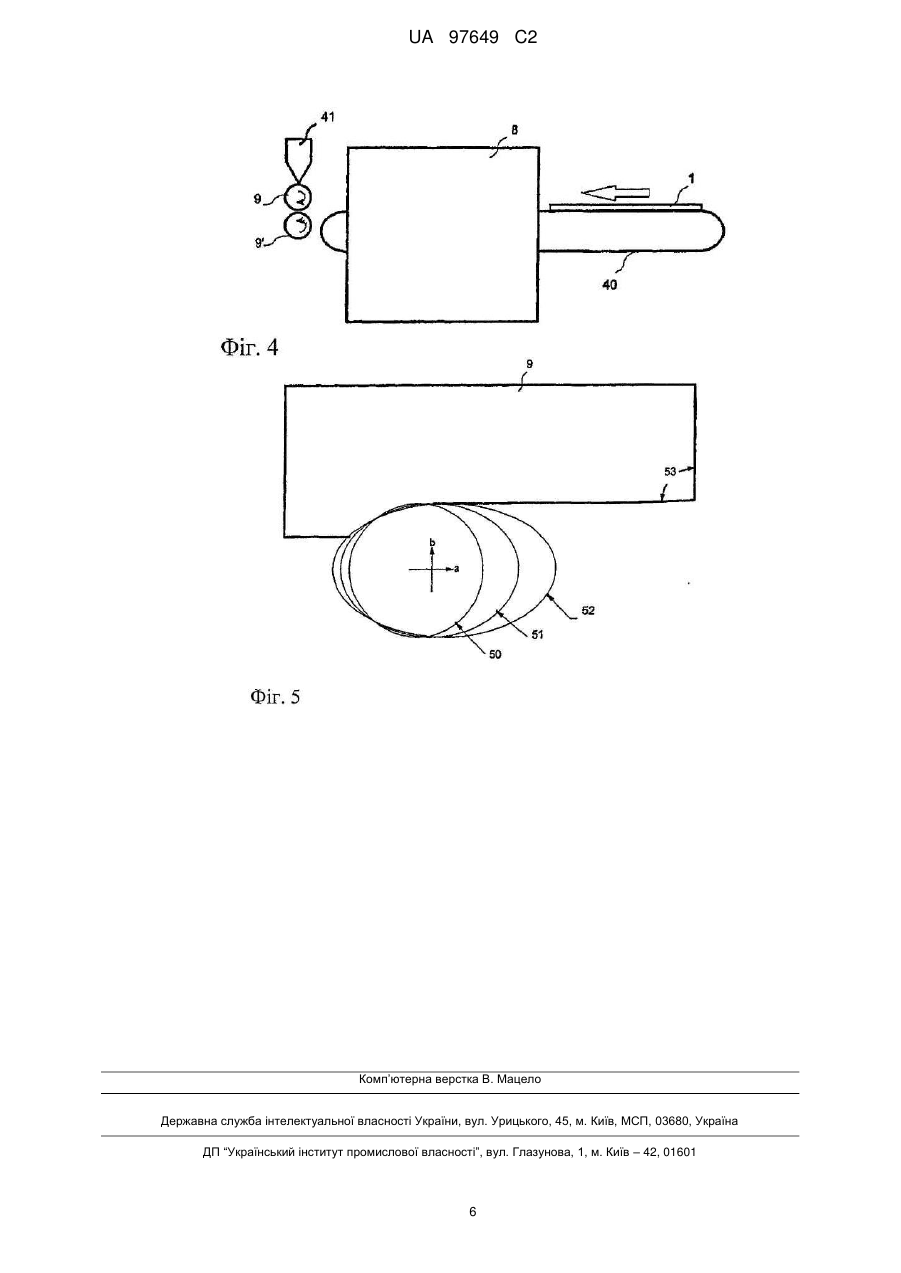
Реферат: Пристрій і спосіб для виробництва будівельної панелі з пресованими і закругленими краями. Пристрій включає пресувальний елемент, нагрівальний пристрій і мастильний пристрій. Будівельна панель із закругленими краями, виконана за допомогою вказаних пристрою і способу. UA 97649 C2 (12) UA 97649 C2 UA 97649 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід, загалом, стосується пристрою і способу пресування краю будівельних панелей, особливо панелей для підлоги, які мають ядро з дерев'яних волокон і декоративний шар, для утворення країв із закругленням. Ще більш конкретно, даний винахід стосується будівельних панелей, виконаних з внутрішнім замком з пресованими краями, розташованими під поверхнею панелі. Винахід стосується панелей з такими краями і способу і пристрою для виробництва таких панелей. Зокрема, але не обмежуючись цим, винахід стосується пристрою і способу для виробництва ламінованих панелей для підлоги із закругленим і пресованим краєм. Однак, винахід також стосується будівельних панелей взагалі. Більш конкретно, винахід стосується типу підлогових панелей з ядром на базі деревних волокон, наприклад, HDF, MDF (волокна високої щільності, волокна середньої щільності), дошки з пресованої тирси, клеєної фанери, з декоративним шаром і механічною запірною системою для горизонтального і/або вертикального запирання, причому ці панелі утворені вказаним способом і пристроєм. Пристрій, спосіб і підлогова панель даного типу представлені в документі W02006/088417, де описані пристрій і спосіб пресування країв ламінованої підлогової панелі для забезпечення ламінованої підлогової панелі із закругленими краями, що виглядає як єдина деревна підлогова панель зі скошеними краями. Задачею даного винаходу є вдосконалені пристрій і спосіб виробництва будівельних панелей, особливо підлогових панелей із закругленим краєм, виконаних за одне ціле з декоративним шаром, які можуть виготовлятися з високою швидкістю. Винахід також може виробляти більш глибокий закруглений край в порівнянні з існуючою технологією. Додатковою задачею даного винаходу є виробництво будівельних панелей, що включають декоративний шар і закруглений край за допомогою заданих пристрою і способу. Пристрій, спосіб і підлогова панель цього типу відомі з патенту W02006/088417, в якому описаний пристрій і спосіб пресування країв ламінованої підлогової панелі з тим, щоб сформувати у ламінованої підлогової панелі закруглений край. Відомий пристрій включає пристрій для нагрівання і пристрій для пресування країв панелі. Відомий спосіб включає наступні кроки: Нанесення декоративного шару на ядро для формування будівельного елемента. Розрізання будівельного елемента на будівельні панелі. Прикладання тепла і тиску на поверхню краю будівельної панелі так, щоб ядро під декоративним шаром стискалося і щоб поверхневий шар безперервно відтискався у напрямі до заднього боку ядра. Недолік даного відомого пристрою і способу полягає в тому, що виникають тріщини в декоративному шарі, якщо тиск прикладається дуже швидко або якщо міра стиснення дуже висока. Першою задачею даного винаходу є створення вдосконаленого пристрою. Пристрій згідно з даним винаходом включає в себе пристрій для нагрівання, пристрій для пресування і мастильний пристрій для змазування пристрою для пресування, які дозволяють виробляти будівельні панелі з високою швидкістю. Переважно, пристрій для пресування є обертовим, і має таку конструкцію, щоб обертатися при прикладанні тиску до краю будівельної панелі. Переважно, мастильний пристрій має таку конструкцію, щоб подавати мастильну домішку на пристрій для пресування. Мастильна домішка може бути густою або рідкою так, щоб її можна було легко видалити з декоративної поверхні. Переважним є тефлонове масло, але також можна використовувати мінеральне або органічне масло з тими ж рідинними і мастильними властивостями, яке можна легко видалити з декоративної поверхні. Переважно, пристрій для нагрівання включає в себе ІЧ (інфрачервоний) нагрівальний елемент. У переважному виконанні також нагрівається пристрій для пресування. Переважно, форма пристрою для пресування включає в себе еліптичну канавку з більшою віссю в площині, паралельній декоративній поверхні, і відповідно з меншою віссю в площині, перпендикулярній (вертикальній) декоративній поверхні. У цьому випадку нахил здається більшим (більш глибоким). Переважно, поверхня інструмента відшліфована. У результаті, нижче тертя між декоративною поверхнею і пристроєм для пресування, що призводить до зменшення тріщин в декоративній поверхні. Другою задачею даного винаходу є забезпечення поліпшеного способу виробництва будівельних панелей з пресованим краєм. Спосіб включає в себе: Нагрівання краю будівельної панелі. Змащування краю будівельної панелі або пристрою для пресування. 1 UA 97649 C2 5 10 15 20 25 30 35 40 45 50 55 60 Пресування краю будівельної панелі за допомогою пристрою для пресування. Переважно, спосіб також включає нагрівання пристрою для пресування. Переважно, спосіб включає в себе переміщення будівельної панелі відносно пристрою для пресування за допомогою конвеєра. Швидкість конвеєра, переважно, становить більше 50 м/хв і вище, переважно, 100 м/хв або вище. Третьою задачею даного винаходу є створення вдосконаленої будівельної панелі із закругленим краєм, виробленої вищезгаданими пристроєм і способом. Будівельна панель, переважно, має еліптичний зовнішній край. Переважно, ядро на скругленому краї стиснене більше ніж на 0,5 мм, а найбільш переважно - більше ніж на 0,7 мм. Переважний діапазон стиснення - від 0,5 мм до 1 мм. Використовуючи спосіб і пристрій відповідно до винаходу, можна здійснювати пресування на таку велику глибину без тріщин на декоративній поверхні. Будівельні панелі із закругленим краєм описані в патенті W02006/088417. У патенті W02006/088417 представлені два основних типи закруглених країв, старий тип, який включає відрізання частини ребра з краю будівельної панелі або пресування всієї будівельної панелі при утворенні закругленої форми, і новий тип, при пресуванні по краях. Два типи можуть виглядати однаково, але новий тип має стиснене ядро з більшою щільністю по краях. У патенті W02006/088417 також описаний спосіб вимірювання для розрізнення вказаних двох типів. Будівельну панель, виконану відповідно до винаходу, можна відрізнити від старих типів панелі за допомогою способу вимірювання, описаного в патенті W02006/088417, і від нового типу по ефекту зменшення або відсутності тріщин в декоративній поверхні на закругленому краї. Відмінність більш помітна при збільшенні радіуса і міри стиснення. Всі посилання на одиничний елемент, пристрій, компонент, засіб, крок і т.п., потрібно розуміти як «принаймні один» елемент, пристрій, компонент, засіб, крок і т.п., якщо явно не вказане інше. Суть винаходу пояснюється на кресленнях, де: Фігури 1a-с - пристрій і спосіб відповідно до відомої технології. Фігури 2-3 - варіант здійснення будівельної панелі відповідно до винаходу. Фігура 4 - варіант здійснення пристрою і способу відповідно до винаходу. Фігура 5 - варіант виконання пресуючого інструмента відповідно до винаходу, для пресування і формування краю будівельної панелі. Як винахід представлений на Фігурах 2-5, він стосується пристрою і способу виробництва будівельних панелей з пресованим закругленим краєм, а також будівельної панелі, виготовленої за допомогою вказаних пристрою і способу. Пристрій і спосіб виробництва будівельних панелей з пресованим і закругленим краєм відповідно до попереднього рівня техніки показаний на Фіг. 1a-1c. На Фігурах 2 і 3 показане виконання будівельних панелей відповідно до винаходу, вироблених згідно з винаходом і забезпечених добре відомою - механічною запірною системою. На Фігурах 1a-с показані три кроки способу забезпечення пресованого краю відповідно до попереднього рівня техніки. На Фігурі 1а представлений будівельний елемент, який на наступному кроці, див. Фігуру 1b, розрізається на два будівельних елементи (2, 2') і забезпечується крайовими канавками (6, 6'). Будівельний елемент включає ядро (3) з матеріалу на основі дерев'яних волокон - переважно, HDF, MDF (волокна високої щільності, волокна середньої щільності), або ДСП, а також декоративну поверхню (4) з дерев'яного шпону або з ламінату, що включає листи паперу і смолу або декоративну наддруківку, а також задній шар (5). Механічна запірна система, яка може бути виконана на наступному етапі, показана пунктирною лінією. На другому кроці до країв застосовується тепло за допомогою пристрою для нагрівання (8). На третьому кроці, показаному на Фігурі 1с, інструмент для пресування (9) стискає ядро по краю будівельної панелі і утворює закруглену форму (10, 10'). На Фігурі 2 показаний варіант виконання винаходу, що включає з'єднання двох підлогових панелей (1, 1') з пресованими і закругленими краями (10, 10'). Показаний приклад механічної запірної системи для вертикального і горизонтального запирання. Горизонтальна запірна система включає запірну смугу (23), що виходить горизонтально з краю (24b, 24b) першої підлогової панелі (1) і забезпечену виступаючим вгору запірним елементом (26), який з'єднується із запірною канавкою (27), розташованою нижче краю і на краю (24а, 25а) другої і підлогової панелі (I ). Вертикальна запірна система включає язичок (21) на краю (24b, 25b) першої панелі і канавку язичка (21) на краю (24а, 25а) другої підлогової панелі (1"). Будь-який тип запирання можливий, наприклад, тільки вертикальний, тільки горизонтальний, язичковий замок (див. патент W002/055810), а також може бути доданий клей. На Фігурі 3 показаний варіант виконання підлогової панелі, забезпеченої механічною запірною системою і скругленими краями (10, 10') вздовж довгих боків і декоративною канавкою (30) вздовж тільки одного з протилежних коротких боків (25а, 25b). 2 UA 97649 C2 5 10 15 20 25 30 35 40 Варіант виконання пристрою і способу відповідно до даного винаходу проілюстрований на Фігурі 4. Пристрій включає конвеєр (40) для пересування будівельної панелі (2) до пристрою нагрівання (8). Пристрій нагрівання, наприклад інфрачервоний нагрівальний елемент, організований для нагрівання краю будівельного елемента. На другому кроці конвеєр рухає будівельну панель до пресуючого елемента для пресування краю будівельної панелі. Переважно, обидва протилежних краї нагріваються, а потім одночасно пресуються обертовим пресуючим елементом. Пристрій також включає мастильний елемент (41), сконструйований для застосування мастильної домішки, переважно, до пресуючого елемента або до краю будівельної панелі. Переважною мастильною домішкою є тефлонове масло, але також можливе застосування мінерального або органічного масла з тими ж рідинними і мастильними властивостями, яке легко видаляється з декоративної поверхні. Для ще більшого зниження тертя поверхня пресуючого інструмента може бути відшліфована і/або піддана відпусканню. Як приклад як матеріал для пресуючого елемента може бути використана відпущена сталь з твердістю 30-40 HRC, піддана нітроцементації до приблизно 60-70 HRC і відшліфована до шорсткості приблизно 0,2 Ra. Для відпускання може бути також використаний інший спосіб, внаслідок якого досягається твердість приблизно 3000-4000 по Вікерсу. Взагалі кажучи, бажано використовувати більш твердий і більш гладкий пресувальний елемент, але це призводить до збільшення витрат. Для деяких матеріалів декоративного шару і при низькому діапазоні пресування, можливо виключити змащування і досягнути необхідного результату за допомогою шліфованого і відпущеного пресуючого елемента. Переважно, пресувальний елемент (9) може бути забезпечений канавкою з круглою (50) або еліптичною формою (51, 52), яка створює відповідну круглу або еліптичну форму закругленого краю будівельної панелі. При еліптичній формі досягається той оптичний ефект, що закруглений край виглядає більш глибоким, якщо радіус еліпса в напрямі (а), паралельному декоративній поверхні, більший, ніж радіус еліпса в напрямі (b), перпендикулярному (вертикальному) відносно декоративної поверхні. Край пресуючого елемента, близький до середини будівельної панелі, переважно, має задній кут (53). Виконання будівельної панелі, показане на фігурі 2, виконане за допомогою вищеописаних пристрою і способу відповідно до винаходу, переважно, включає в себе ядро з матеріалу на основі деревини, наприклад HDF, MDF (волокна високої щільності, волокна середньої щільності) і декоративний шар з ламінату, що включає листи паперу і смолу або декоративний друкарський матеріал, причому ця комбінація підходить для пресування. Також можливе використання ядра з інших матеріалів на основі деревини, наприклад ДСП або листкової фанери, а також використання інших декоративних поверхонь, наприклад, шпону. Переважно, будівельна панель має задній шар (5). Переважно, ядро на закругленому кінці пресується більше ніж на 0,5 мм, а ще краще, більше ніж на 0,7 мм. Переважний діапазон стиснення - від 0,5 мм до 1 мм. Також, очевидно, можлива менша міра стиснення, а також можливий більший за розміром, але закруглений або похилий край, який виглядає природно. За допомогою способу і пристрою, виконаного відповідно до винаходу, виходить будівельна панель з такою великою мірою стиснення без тріщин в декоративній поверхні. Пресований край також може мати пряму частину. ФОРМУЛА ВИНАХОДУ 45 50 55 60 1. Пристрій для виробництва будівельних панелей (1, 2) з пресованим закругленим краєм (10), який містить нагрівальний пристрій, призначений для нагрівання краю будівельної панелі, і пресувальний елемент (9), призначений для стиснення ядра (3) будівельної панелі по її краю, який відрізняється тим, що він містить пристрій для змащування (41),який подає мастильну домішку в зону пресування, причому поверхня пресуючого елемента шліфована і піддана відпуску, при цьому елемент (9) є обертовим і виконаний з можливістю обертання при прикладанні тиску до краю будівельної панелі. 2. Пристрій за п. 1, в якому мастильна домішка подається в пресувальний елемент (9). 3. Пристрій за п. 1, в якому мастильна домішка подається на край будівельної панелі. 4. Пристрій за будь-яким з попередніх пунктів, в якому мастильна домішка є тефлоновим маслом. 5. Пристрій за будь-яким з попередніх пунктів, в якому нагрівальний пристрій включає в себе інфрачервоний нагрівальний елемент. 6. Пристрій за будь-яким з попередніх пунктів, який включає в себе пристрій для нагрівання пресуючого елемента. 3 UA 97649 C2 5 10 15 20 7. Пристрій за будь-яким з попередніх пунктів, в якому елемент (9) включає в себе канавку еліптичної форми або круглої форми (50, 51, 52), причому більший радіус знаходиться в площині, паралельній декоративній поверхні, а менший радіус знаходиться в площині, вертикальній відносно декоративної поверхні. 8. Спосіб виробництва будівельних панелей (1, 2) із пресованим закругленим краєм (10), який включає в себе етапи, на яких здійснюють: нагрівання краю будівельної панелі (1, 2), змащування краю будівельної панелі або пресуючого елемента (9) і пресування краю ядра біля краю будівельної панелі за допомогою пресуючого елемента (9), причому пресуючий елемент, який має шліфовану і піддану відпуску поверхню, є обертовим і виконаний з можливістю обертання при прикладанні тиску до краю будівельної панелі. 9. Спосіб за п. 8, в якому нагрівають пресувальний елемент (9). 10. Спосіб за п. 8 або 9, в якому здійснюють переміщення будівельної панелі (1, 2) відносно елемента (9) за допомогою конвеєра (40). 11. Спосіб за будь-яким з пп. 8-10, в якому край стискають на глибину (CD) близько 0,5 мм або більше, на глибину (CD) близько 0,7 мм або більше або на глибину (CD) в діапазоні від 0,5 до 1 мм. 12. Спосіб за будь-яким з пп. 8-11, в якому закруглений край (10) має форму еліпса або круга. 13. Будівельна панель, виготовлена за допомогою пристрою згідно з будь-яким з пп. 1-7 або за допомогою способу згідно з будь-яким з пп. 8-12. 4 UA 97649 C2 5 UA 97649 C2 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice and method for pressing edge of building panel and a building panel with compressed edges
Автори англійськоюJacobsson, Jan, Wingardh, Peter
Назва патенту російськоюУстройство и способ для прессовки края строительной панели и строительная панель с прессованными краями
Автори російськоюЯкобссон Ян, Вингард Петер
МПК / Мітки
МПК: E04F 15/02, B27M 3/04
Мітки: краю, пристрій, будівельної, пресованими, будівельна, пресування, панель, панелі, спосіб, краями
Код посилання
<a href="https://ua.patents.su/8-97649-pristrijj-i-sposib-dlya-presuvannya-krayu-budivelno-paneli-i-budivelna-panel-z-presovanimi-krayami.html" target="_blank" rel="follow" title="База патентів України">Пристрій і спосіб для пресування краю будівельної панелі і будівельна панель з пресованими краями</a>
Будівельна панель з пресованими кромками
Номер патенту: 91212
Опубліковано: 12.07.2010
Автор: Перван Дарко
МПК: E04F 15/04, E04F 15/02
Мітки: кромками, пресованими, будівельна, панель
Формула / Реферат:
1. Дошка настилу із замковою системою, яка містить серцевину (30) на основі деревного волокна і поверхневий шар (31), розташований на верхній стороні серцевини, при цьому верхні плоскі частини поверхневого шару утворюють поверхню (33) настилу і горизонтальну площину (HP), а площина, що перпендикулярна горизонтальній площині і проходить біля зовнішньої кромки (51) поверхневого шару (31), утворює вертикальну площину (VP), при цьому дошка...
Універсальна будівельна панель
Номер патенту: 16750
Опубліковано: 15.08.2006
Автор: Ткачук Леонід Леонідович
МПК: E04C 2/26, E04B 1/80, E04C 2/32
Мітки: універсальна, будівельна, панель
Формула / Реферат:
Універсальна будівельна панель, що містить металевий профільований лист, шар утеплювача, фіксуючі елементи у вигляді випуску з торців будівельної панелі частини шару утеплювача і металевого листа, і елементи кріплення, яка відрізняється тим, що металевий профільований лист замонолічений в шар утеплювача, виконаний з пінополістиролбетону.
Модульна будівельна панель
Номер патенту: 14747
Опубліковано: 15.05.2006
Автори: Головін Олександр Вікторович, Новіков Василь Миколайович
МПК: E04F 15/00
Мітки: будівельна, модульна, панель
Формула / Реферат:
1. Модульна будівельна панель, що містить дві плити, з'єднані між собою ребрами жорсткості, яка відрізняється тим, що подовжні торці панелі виконані у вигляді співпадаючих між собою профільованих поверхонь, причому одна з них виконана випуклою, інша - вгнутою, на випуклій профільованій поверхні виконаний щонайменше один виступ, а на вгнутій профільованій поверхні виконаний щонайменше один відповідно до згаданого виступу паз, причому...
Теплоізоляційна будівельна панель “wks”
Номер патенту: 51814
Опубліковано: 26.07.2010
Автори: Баращук Сергій Васильович, Шевченко Сергій Васильович
МПК: E04C 2/00
Мітки: будівельна, wks, панель, теплоізоляційна
Формула / Реферат:
1. Теплоізоляційна будівельна панель, що містить зовнішній і внутрішній шари, яка відрізняється тим, що кожний з шарів виконаний у вигляді камери, яка має жорсткий каркас та численні плити, розташовані поруч і з'єднані між собою, причому камери відділяються одна від одної пароізоляційною плівкою, а кількість внутрішніх камер вибирають з числа N, де N щонайменше становить 1.2. Будівельна панель за п. 1, яка відрізняється тим, що...
Спосіб формування будівельної панелі і засіб для його здійснення
Номер патенту: 27629
Опубліковано: 15.09.2000
Автор: Грентем Джефрі
Мітки: здійснення, панелі, засіб, спосіб, формування, будівельної
Текст:
...положення, при якому панель вилучають з форми До вилучення панелі з форми три з к чотирьох бокових спнок на шарнірах повертають назовні 27629 Пуансони одночасно вводять у форму, а потім одночасно вилучають з неї. Вказані пуансони рекомендовано вилучати з форми, спочатку переміщуючи гідравлічним циліндром по горизонталі на коротку відстань у напрямку форми, а потім переміщуючи на відносно більшу відстань по горизонталі приводним...
Наступний патент: Іонізатор для зарядки часток
Випадковий патент: Спосіб профілактики проявів побічної дії цитостатичного лікування в порожнині рота у хворих на рак молочної залози