Спосіб виготовлення плоскої панелі (варіанти) і панель для підлогових покриттів, облицювання стін та стель (варіанти)

Формула / Реферат
1. Спосіб виготовлення плоскої панелі (1) для підлогових покриттів, облицювання стін та облицювання стель, краще, для сирих приміщень, який відрізняється тим, що, краще, у багатошаровій панелі-основі, з її робочого боку (5), фрезерують щонайменше верхній поздовжній паз (6), який заповнюють еластичною водовідштовхувальною полімерною або ущільнювальною масою (9), причому після отвердіння полімерної або ущільнювальної маси (9) у панелі (1), з її зворотного боку (10), фрезерують щонайменше нижній поздовжній паз (11), глибина якого доходить до ущільнювальної маси (9) або проходить в ущільнювальну масу одного з верхніх поздовжніх пазів (6) і утворює, таким чином, еластичний компенсаційний зазор (12) панелі (1).
2. Спосіб виготовлення плоскої панелі (1) для підлогових покриттів, облицювання стін та облицювання стель, краще, для сирих приміщень, який відрізняється тим, що, краще, у багатошаровій панелі-основі, з її робочого боку (5), на ділянці поруч із поздовжніми сторонами (7) панелі фрезерують, відповідно, по одному пазу (8) кромки і обидва пази (8) кромки заповнюють еластичною водовідштовхувальною полімерною або ущільнювальною масою (9), причому після отвердіння полімерної або ущільнювальної маси (9) на поздовжніх сторонах (7) панелі (1) фрезерують паз (13), а також гребінь (14) для з'єднання "паз/гребінь", причому, відповідно, фрезерують зовнішню бічну поверхню (15) ущільнювальної маси (9).
3. Спосіб за п. 2, який відрізняється тим, що з робочого боку (5) на ділянці поруч із торцевими сторонами (7') панелі (1) фрезерують відповідно по одному торцевому пазу і обидва торцевих пази заповнюють еластичною водовідштовхувальною полімерною або ущільнювальною масою (9), а після отвердіння полімерної або ущільнювальної маси (9) у торцевих сторонах (7') панелі (1) фрезерують паз (13), а також гребінь (14) для з'єднання "паз/гребінь", причому фрезерують відповідно зовнішню бічну поверхню ущільнювальної маси (9).
4. Спосіб за п. 2 або п. 3, який відрізняється тим, що бічні поверхні полімерної або ущільнювальної маси (9) в пазах (8) кромки, а також у торцевих пазах фрезерують до половини їхньої ширини.
5. Спосіб за п. 1 або п. 2, який відрізняється тим, що верхні поздовжні пази (6) і обидва пази (8) кромки виконують у ході одного заходу, причому кожен верхній поздовжній паз (6), що утворює з одним із нижніх поздовжніх пазів (11) еластичний компенсаційний зазор (12), зафрезеровується глибше, ніж інші верхні поздовжні пази (6).
6. Спосіб за п. 5, який відрізняється тим, що обидва пази (8) кромки фрезерують аж до ділянки гребеня (14) з'єднання "паз/гребінь".
7. Спосіб за п. 5 або п. 6, який відрізняється тим, що робочий бік (5) панелі (1) полірують і при необхідності покривають лаком після заповнення та отвердіння полімерної або ущільнювальної маси (9) у верхніх поздовжніх пазах (6) та обох пазах (8) кромки.
8. Спосіб за одним з пп. 5-7, який відрізняється тим, що з'єднання "паз/гребінь" виконують як затискне або защіпне з'єднання.
9. Спосіб за одним з пп. 1-8, який відрізняється тим, що як багатошарову панель-основу використовують напівфабрикат виробництва паркетної підлоги, поздовжні та торцеві сторони якого не оброблені.
10. Плоска панель (1) для підлогових покриттів, облицювання стін та облицювання стель, краще, для сирих приміщень, отримувана способом за одним з пп. 1-9, яка відрізняється тим, що панель (1) має зі свого робочого боку (5) щонайменше верхній поздовжній паз (6), заповнюваний водовідштовхувальною полімерною або ущільнювальною масою (9), а зворотний бік (10) панелі (1) має щонайменше нижній поздовжній паз (11), який доходить до ущільнювальної маси (9) одного з верхніх поздовжніх пазів (6) і утворює внаслідок цього еластичний компенсаційний зазор (12) панелі (1).
11. Панель за п. 10, яка відрізняється тим, що панель (1) складається з робочого шару (2), несучого шару (3), а в даному випадку зі спіднього шару (4), що покривається клеєм "хрест-навхрест", причому полімерна або ущільнювальна маса (9) у компенсаційному зазорі (12) панелі (1) дістає до несучого шару (3).
12. Панель (1) за п. 11, яка відрізняється тим, що полімерна або ущільнювальна маса (9) у верхніх поздовжніх пазах (6) осторонь від компенсаційного зазору (12) дістає, по суті, до граничної поверхні між робочим шаром (2) і несучим шаром (3).
13. Плоска панель (1) для підлогових покриттів, облицювання стін та облицювання стель, краще, для сирих приміщень, отримувана способом за одним з пп. 1-9, яка відрізняється тим, що панель (1) має на своїх поздовжніх сторонах (7) і торцевих сторонах (7') прилеглу до робочого боку (5) водовідштовхувальну полімерну або ущільнювальну масу (9), що утворює зовнішнє обрамлення панелі.
14. Панель (1) за п. 13, яка відрізняється тим, що полімерна або ущільнювальна маса (9) має на ділянці гребеня (14) L-подібний поперечний переріз.
Текст
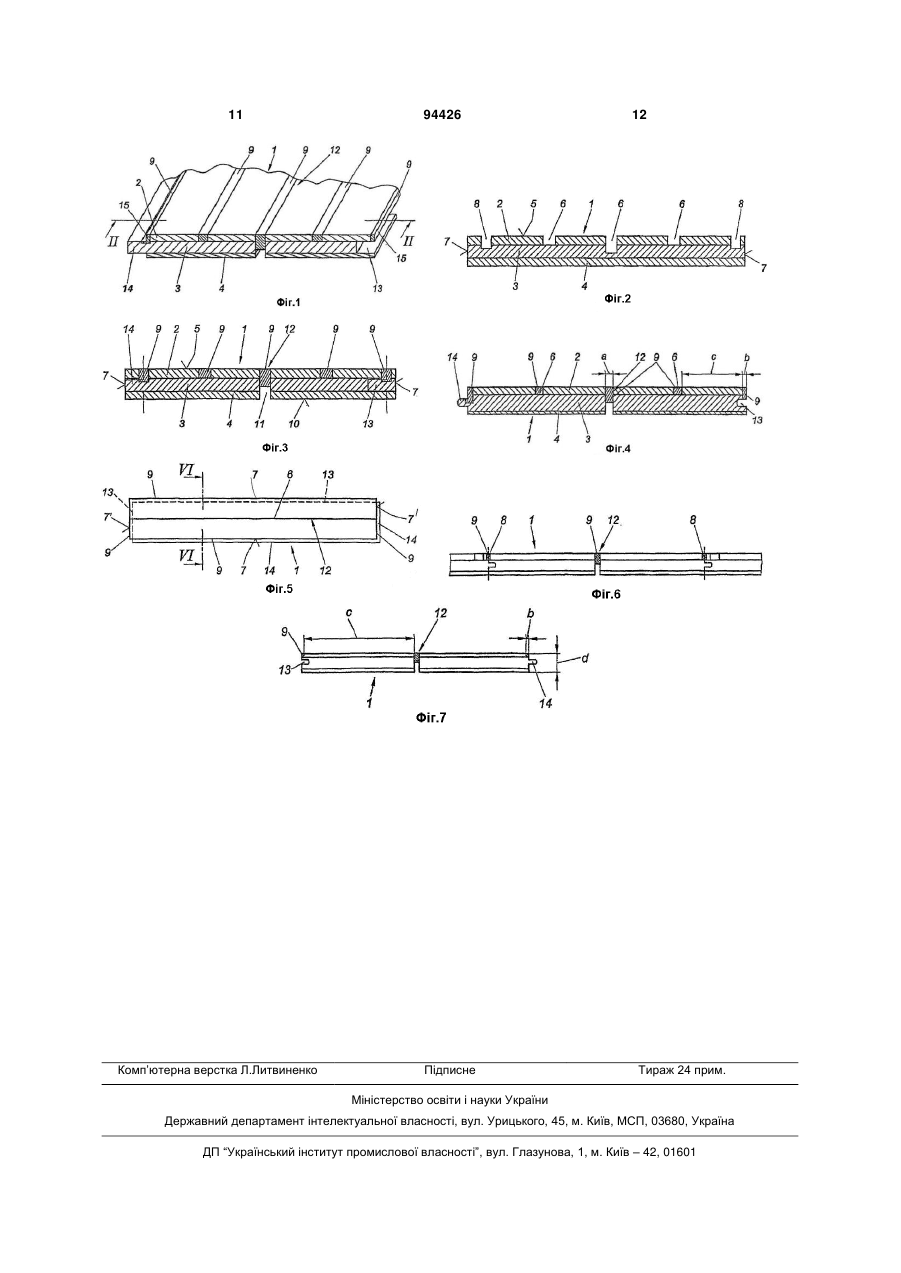
1. Спосіб виготовлення плоскої панелі (1) для підлогових покриттів, облицювання стін та облицювання стель, краще, для сирих приміщень, який відрізняється тим, що, краще, у багатошаровій панелі-основі, з її робочого боку (5), фрезерують щонайменше верхній поздовжній паз (6), який заповнюють еластичною водовідштовхувальною полімерною або ущільнювальною масою (9), причому після отвердіння полімерної або ущільнювальної маси (9) у панелі (1), з її зворотного боку (10), фрезерують щонайменше нижній поздовжній паз (11), глибина якого доходить до ущільнювальної маси (9) або проходить в ущільнювальну масу одного з верхніх поздовжніх пазів (6) і утворює, таким чином, еластичний компенсаційний зазор (12) панелі (1). 2. Спосіб виготовлення плоскої панелі (1) для підлогових покриттів, облицювання стін та облицювання стель, краще, для сирих приміщень, який відрізняється тим, що, краще, у багатошаровій панелі-основі, з її робочого боку (5), на ділянці поруч із поздовжніми сторонами (7) панелі фрезерують, відповідно, по одному пазу (8) кромки і обидва пази (8) кромки заповнюють еластичною водовідштовхувальною полімерною або ущільнювальною масою (9), причому після отвердіння полімерної або ущільнювальної маси (9) на поздовжніх сторонах (7) панелі (1) фрезерують паз (13), а також гребінь (14) для з'єднання "паз/гребінь", 2 (19) 1 3 94426 4 10. Плоска панель (1) для підлогових покриттів, облицювання стін та облицювання стель, краще, для сирих приміщень, отримувана способом за одним з пп. 1-9, яка відрізняється тим, що панель (1) має зі свого робочого боку (5) щонайменше верхній поздовжній паз (6), заповнюваний водовідштовхувальною полімерною або ущільнювальною масою (9), а зворотний бік (10) панелі (1) має щонайменше нижній поздовжній паз (11), який доходить до ущільнювальної маси (9) одного з верхніх поздовжніх пазів (6) і утворює внаслідок цього еластичний компенсаційний зазор (12) панелі (1). 11. Панель за п. 10, яка відрізняється тим, що панель (1) складається з робочого шару (2), несучого шару (3), а в даному випадку зі спіднього шару (4), що покривається клеєм "хрест-навхрест", причому полімерна або ущільнювальна маса (9) у компенсаційному зазорі (12) панелі (1) дістає до несучого шару (3). 12. Панель (1) за п. 11, яка відрізняється тим, що полімерна або ущільнювальна маса (9) у верхніх поздовжніх пазах (6) осторонь від компенсаційного зазору (12) дістає, по суті, до граничної поверхні між робочим шаром (2) і несучим шаром (3). 13. Плоска панель (1) для підлогових покриттів, облицювання стін та облицювання стель, краще, для сирих приміщень, отримувана способом за одним з пп. 1-9, яка відрізняється тим, що панель (1) має на своїх поздовжніх сторонах (7) і торцевих сторонах (7') прилеглу до робочого боку (5) водовідштовхувальну полімерну або ущільнювальну масу (9), що утворює зовнішнє обрамлення панелі. 14. Панель (1) за п. 13, яка відрізняється тим, що полімерна або ущільнювальна маса (9) має на ділянці гребеня (14) L-подібний поперечний переріз. Винахід стосується способу виготовлення плоскої панелі для підлогових покриттів, облицювання стін та облицювання стель, переважно, для сирих приміщень, а також до виготовленої запропонованим способом панелі. Спеціалізовані торговельні підприємства пропонують для застосування в житлових, робочих приміщеннях, а також у приміщеннях з підвищеною вологістю, ряд панелей, наприклад, для виготовлення паркетних підлог, що складаються, залежно від категорії цін та області застосування, з різних матеріалів та мають різні робочі шари. Більшість таких панелей складається із деревностружкової плити або деревно-волоконної плити, які мають, щонайменше, з одного боку пластмасовий шпон або шпон з натуральної деревини, причому панелі пристосовані відповідним чином і застосовуються за допомогою виконаних на бічних поверхнях з'єднань "паз/гребінь" для підлогових покриттів, а також для облицювання стін і стель. Однак, звичайні елементи в сирих приміщеннях не використовуються, тому що несуча структура панелей всмоктує вологість повітря та знову віддає її, а внаслідок супутньої деформації, що виникає через розбухання та усадку, на робочій поверхні, зокрема, на кромках, з'являються видимі ушкодження. З публікації DE 19951812 А1 відомі підлогове покриття або облицювання стін, що складаються з декількох покладених у стик дерев'яних елементів, причому зазори між дерев'яними елементами заповнені водонепроникним та міцним матеріалом для закладання швів, який зберігає еластичність протягом тривалого часу. Окремі дерев'яні елементи спочатку наклеюють за допомогою клею на основу (наприклад, безшовну підлогу), а після цього зазори між елементами заповнюють еластичним матеріалом для закладання швів. Недоліком є відносно велика трудомісткість на місці укладання при виготовленні цього підлогового покриття або облицювання стін, зокрема, пов'язана із заповненням зазорів еластичним матеріалом для закладання швів. Така ж велика трудомісткість має місце при укладанні паркетної підлоги відповідно до публікації DE 10045475 А1, де окремі елементи паркетної підлоги укладають за допомогою хрестоподібного рознімного з'єднання, що входить у пази на зворотному боці окремих елементів, а пази, що утворюються при цьому, заливають на місці масою для закладання швів, яка зберігає еластичність протягом тривалого часу. Відповідно до публікації DE 29611303 U1 окремі дерев'яні плити мають навколо вузьких кромок спеціальний профіль, причому на верхній половині виконаний надрізаний поперечний переріз у вигляді ластівчина хвоста, а в нижній половині - вертикальна кромка упору. Утворені поперечним перерізом ластівчина хвоста стики запечатують водонепроникно та міцно на розрив масою для закладання швів на місці укладання. В публікації DE 4110176 А1 приводиться опис виготовленого елемента будівельної панелі, способу його виготовлення, а також пристрою для виконання способу. При виробництві елемента будівельної панелі, відповідно до публікації DE 4110176 А1, кілька керамічних окремих панелей фіксують на вакуумних плитах вакуумного стола із заданою величиною зазору, лицьовою стороною вниз, за допомогою створеного у вакуумних плитах низького тиску. Потім вільні місця зазорів лицьової сторони елементів будівельних панелей ущільнюють гумовими елементами з метою запобігання проникненню матеріалу закладання швів. Потім отверджувану масу для закладання швів вносять у вільні місця зазорів, що залишилися, причому елемент будівельних панелей може бути знятий після отвердіння маси для закладання швів і відведення низького тиску від вакуумних плит вакуумного стола. Ущільнення зазорів між керамічними окремими плитами відбувається за допомогою гумових стовщень, що проникають у вільні місця зазорів, тому після виготовлення елемента будівельних панелей маса для закладання швів має на лицьовій стороні елемента будівельних панелей увігнутий жолобок шва. 5 З публікації US 2018711 А відоме попередньо формоване підлогове покриття, що складається з декількох окремих панелей, які відповідно до основного пункту формули винаходу спочатку приклеюють лицьовою стороною униз на гнучку підкладку, причому між окремими панелями залишаються зазори. Потім гнучку підкладку з наклеєними на неї окремими панелями деформують так, що зазори між панелями відкриваються (див. фіг. 3). Потім в зазори закладають еластичну масу для закладання швів, підлогове покриття розміщують на рівному місці (див. фіг. 4), а зайву масу для закладання швів видаляють. Після отвердіння маси для закладання швів гнучку підкладку видаляють з лицьового боку попередньо формованого підлогового покриття. Нарешті, з публікації WO 2004/042166 А1 відома плоска панель для підлогових покриттів, облицювання стін і стель, спеціально для сирих приміщень, де панель може складатися з декількох плоских окремих елементів з деревини, каменю, скла, металу і т.д., сусідні бічні поверхні яких утворюють зазор, заповнений еластичною водовідштовхувальною полімерною або ущільнювальною масою. Полімерна або ущільнювальна маса забезпечує зв'язок, оснований на силі зчеплення між плоскими окремими елементами, та утворює, щонайменше, з робочого боку панелі видимий елемент структури. Однак виготовляти панель відповідно до публікації WO 2004/042166 А1 відносно складно та трудомістко, причому виробництво включає такі етапи: - накладання декількох плоских окремих елементів на неприлипаючу підкладку, при дотриманні зазорів між сусідніми бічними поверхнями окремих елементів; - фіксацію окремих елементів на підкладці; - заповнення зазорів водовідштовхувальною полімерною або ущільнювальною масою; - видалення при необхідності надлишків полімерної або ущільнювальної маси; - зняття плоскої панелі після отвердіння полімерної або ущільнювальної маси. Іншим недоліком є ймовірність виникнення при виробництві паркетних підлог деформаційних швів між бічними поверхнями панелей, що зіштовхуються одна з одною, куди може проникати вологість. Задача винаходу - запропонувати спосіб простого виготовлення плоскої панелі для підлогових покриттів, облицювання стін та облицювання стель або для подібних цілей з можливістю їх використання також у місцях з підвищеною вологістю, причому має бути створений продукт, привабливий за зовнішнім виглядом та функціональністю. Наступна задача полягає в тому, щоб знайти придатне рішення для деформаційних швів між двома панелями, що межують одна з одною. Перша задача вирішується, відповідно до винаходу, тим, - що, краще, у багатошаровій панелі-основі, з її робочого боку, фрезерують, щонайменше, верхній поздовжній паз, 94426 6 - що поздовжній паз заповнюють еластичною, водовідштовхувальною полімерною або ущільнювальною масою, а також тим, - що після отвердіння полімерної або ущільнювальної маси в панелі, з її зворотного боку, фрезерують, щонайменше, нижній поздовжній паз, глибина якого доходить аж до ущільнювальної маси або входить в ущільнювальну масу одного з верхніх поздовжніх пазів, і утворює у такий спосіб еластичний компенсаційний зазор панелі. Таким чином, на противагу виготовленню панелі відповідно до публікації WO 2004/042166 А1, більше не потрібно ретельно розташовувати на відповідній підкладці окремі елементи у формі стрижня, дотримуючись рівномірних зазорів, і заповнювати потім шви ущільнювальною масою, а всі необхідні поздовжні пази можуть фрезеруватися в панелі-основі в процесі одного заходу, причому після цього вноситься полімерна або ущільнювальна маса та видаляється з поверхні за допомогою шпателя чи подібного інструмента. В одному або декількох місцях зворотний бік панелі фрезерують до полімерної або ущільнювальної маси для забезпечення еластичного компенсаційного зазору. Таким чином, запропонована панель відрізняється тим, що має зі свого робочого боку, щонайменше, верхній поздовжній паз, заповнюваний водовідштовхувальною полімерною або ущільнювальною масою, а також тим, що зворотний бік панелі має, щонайменше, нижній поздовжній паз, який дістає аж до ущільнювальної маси одного з верхніх поздовжніх пазів і внаслідок цього утворює еластичний компенсаційний зазор панелі. Друга задача вирішується, відповідно до винаходу, тим, - що, краще, у багатошаровій панелі-основі, з її робочого боку, на ділянці поруч із поздовжніми сторонами панелі фрезерують, відповідно, по одному пазу кромки, - що обидва пази кромки заповнюють еластичною водовідштовхувальною полімерною або ущільнювальною масою, а також тим, - що після отвердіння полімерної або ущільнювальної маси на поздовжніх сторонах панелі фрезерують паз, а також гребінь для з'єднання "паз/гребінь", причому, відповідно, фрезерують зовнішню бічну поверхню ущільнювальної маси. Відповідно до кращого варіанта виконання винаходу, з робочого боку, на ділянці поруч із торцями панелі фрезерують відповідно по одному торцевому пазу, обидва торцевих пази також заповнюють еластичною водовідштовхувальною полімерною або ущільнювальною масою, причому після затвердіння полімерної або ущільнювальної маси в торцевих сторонах панелі фрезерують паз, а також гребінь для з'єднання "паз/гребінь". При цьому фрезерують відповідно зовнішню бічну поверхню ущільнювальної маси та відкривають її. Таким чином, одержують панель, що має на своїх поздовжніх і торцевих сторонах прилеглу до робочого боку панелі водовідштовхувальну полімерну або ущільнювальну масу, яка утворює зовнішнє обрамлення панелі. Всі бічні та торцеві поверхні панелі обрамлені еластичною, 7 водовідштовхувальною полімерною або ущільнювальною масою, тому при з'єднанні панелей, наприклад, при укладанні паркетної підлоги, утворюється еластично закритий компенсаційний зазор панелі за рахунок прилеглих одна до одної ділянок полімерної або ущільнювальної маси. Полімерна або ущільнювальна маса на бічних або торцевих поверхнях панелей утворює ефективний захист кромок при складуванні, транспортуванні та обробці. Крім того, запобігає проникненню води в шар зношування збоку, зокрема, під шар лаку при догляді за паркетними підлогами, так що захищаються невидимі кромки на ділянці зазорів між окремими панелями. Запропоновані панелі винятково підходять для підлог з підігрівом, а також для районів з екстремальними кліматичними коливаннями, оскільки всі поздовжні та поперечні рухи компенсуються еластичною полімерною або ущільнювальною масою. Панелі можуть складатися із цільної деревини або мати корисний шар з термічно обробленої або необробленої, вітчизняної або іноземної деревини листяних чи хвойних порід, наприклад, з бука, ясена, клена, дуба, модрини і т.д. Використовувана деревина може піддаватися обробці у високотемпературній установці при контрольованих атмосферних умовах температури в межах між 180 °С до 250 °С. При такій температурній обробці досягається більша стійкість від ураження грибком і комахами, а також висока стабільність розмірів без використання хімічних речовин, причому можна повністю відмовитися від способу просочення та фарбування. Крім того, при способі температурної обробки з'являються темні, приємні колірні тони, що нагадують деревину коштовних порід. Спосіб термічної обробки дозволяє зменшити ступінь розбухання та величину усадки приблизно до 60%, залежно від породи деревини. При використанні полімерної або ущільнювальної маси, краще, з гуми, натурального каучуку, поліуретану і т.д., утворюється водовідштовхувальна панель, яка чудово підходить для застосування в сирих приміщеннях, а також на терасах. Завдяки ззовні привабливій поверхні, зокрема, якщо полімерна або ущільнювальна маса має контрастні кольори, наприклад, чорні кольори по відношенню до дерев'яних ділянок, панель можна використовувати у всіх видах житлових приміщень. Наприклад, дерев'яні елементи можуть мати, щонайменше, з робочого боку панелі покриту маслом поверхню, внаслідок чого одержують особливо привабливий продукт. Окремі панелі надходять в торговельну мережу в упаковці як звичайні панелі паркетної підлоги і також можуть укладатися хазяїном звичним способом. Краще, бічні поверхні полімерної або ущільнювальної маси в пазах кромки, а також в торцевих пазах, фрезерують до половини їхньої ширини, так щоб при з'єднанні панелей утворювалася ширина зазору, що відповідає ширині зазору усередині панелі. Крім того, запропонований спосіб відрізняється тим, що верхні поздовжні пази та обидва пази кромки роблять під час одного заходу, причому 94426 8 кожен верхній поздовжній паз, що утворює з одним із нижніх поздовжніх пазів еластичний компенсаційний зазор, фрезерують глибше, ніж інші верхні поздовжні пази. За рахунок цієї операції досягають кращого з'єднання на ділянці компенсаційного зазору. Як ущільнювальну масу використовують, наприклад, полімерний матеріал на базі однокомпонентного поліуретану або матеріал ущільнення на основі полімеру (наприклад, однокомпонентні чи двокомпонентні ущільнювальні клеючі речовини на основі модифікованих кремнійорганічних полімерів), а виготовлені з них матеріали ущільнення мають гарне прилипання до деревини і є хімічно стійкими по відношенню до прісної та солоної води, а також до слабких кислот і лугів. Крім того, також можуть застосовуватися гумові суміші та натуральний каучук, а також інші придатні полімерні матеріали з відповідними контактними якостями. Відповідно до удосконалення винаходу, робочу поверхню панелі полірують і при необхідності покривають лаком після заповнення та отвердіння полімерної або ущільнювальної маси у верхніх поздовжніх пазах та обох пазах кромки. Особлива перевага винаходу полягає в тому, що як вихідний продукт для запропонованого способу може використовуватися напівфабрикат від виробництва паркетної підлоги, наприклад, панель, поздовжні та торцеві сторони якої ще не оброблені, тобто, не мають вирізів паза та гребеня. Поряд з використанням панелей як паркетної підлоги, можливо також застосування незакріплених матів для підлоги, що підганяються за рахунок еластичної ущільнювальної маси між компенсаційними зазорами панелі до нерівностей підлоги, наприклад, на терасі або у ванні, зокрема, у сауні. Для цієї області застосування зворотний бік панелі може мати елементи запобігання ковзанню, нанесені у вигляді смуг, точок або по всій поверхні. При застосуванні як незакріплених матів для підлоги або настилів зовнішні краї панелі можуть мати для захисту від проникаючої рідини шар водовідштовхувальної полімерної або ущільнювальної маси або також бути виконані зі скосом або із закругленням. Далі наводиться більш докладний опис винаходу з посиланням на креслення. На кресленнях показані: фіг. 1. Представлена плоска панель для напольних покриттів, облицювання стін та облицювання стель, у тривимірному зображенні; фіг. 2. Панель згідно фіг. 1, у процесі першої технологічної операції, вид в розрізі по лінії ІІ-ІІ; фіг. 3. Панель у процесі другої технологічної операції, вид у розрізі; фіг. 4. Варіант виконання представленої панелі згідно фіг. 3, вид у розрізі; фіг. 5. Інший варіант виконання представленої панелі, горизонтальна проекція, а також фіг. 6 і фіг. 7. Збільшене зображення панелі, види в розрізі по лінії VI-VI на фіг. 5. Представлена на фігурах з 1 по 3 плоска панель 1 для підлогових покриттів, облицювання стін та облицювання стель має робочий шар 2, несучий шар 3, а на звороті - спідній шар 4. Окремі 9 шари проклеєні відомим способом "хрестнавхрест", причому як вихідний продукт способу виготовлення можна використовувати краще напівфабрикат виробництва паркетної підлоги, а саме багатошарову панель-основу із ще не обробленими поздовжніми та торцевими сторонами. Подібна панель розглядається на фіг. 2 як вихідна. У ході першого етапу технологічної операції в багатошаровій панелі-основі, з її робочого боку 5, на однаковій відстані фрезерують кілька поздовжніх пазів 6. Краще, у ході одного заходу на ділянці близько від довгих сторін 7 панелі 1 фрезерують по одному пазу 8 кромки. Всі поздовжні пази 6 та обидва пази 8 кромки заповнюють потім еластичною водовідштовхувальною полімерною або ущільнювальною масою 9 (див. фіг. 3), а виступний матеріал видаляють за допомогою придатного інструмента для його зняття. Після отвердіння полімерної або ущільнювальної маси 9 в панелі 1, з її зворотного боку 10 фрезерують, щонайменше, нижній поздовжній паз 11, глибина якого доходить аж до ущільнювальної маси 9, так що несучий шар 3 переривається і в панелі 1 утворюється еластичний компенсаційний зазор 12. В ході третього етапу технологічної операції в довгих сторонах 7 панелі 1 фрезерують паз 13, а також гребінь 14 для з'єднання "паз/гребінь" (див. штрих-пунктирні лінії на довгих сторонах), причому фрезерують відповідно зовнішню бічну поверхню 15 ущільнювальної маси 9 у пазах 8 кромки. Виконання з'єднання "паз/гребінь" у торцевих сторонах панелі 1 (в даному випадку не показано) відбувається у такий саме спосіб, як і на довгих сторонах 7. Як показано на фіг. 1 і фіг. 3, бічні поверхні 15 полімерної або ущільнювальної маси 9, краще, фрезерують на половину їх ширини, тому при збиранні декількох панелей ззовні вони виглядають із однаковою шириною паза. Як показано на фіг. 2, середній з верхніх поздовжніх пазів 6, що утворює потім з нижнім поздовжнім пазом 11 еластичний компенсаційний зазор 12, має більш глибоке фрезерування, ніж інші верхні поздовжні пази, розташовані з боків від середнього поздовжнього паза 6. Це приводить до того, що ущільнювальна маса 9 має в компенсаційному зазорі 12 більшу поверхню зчеплення, і панель не так легко розірвати уздовж компенсаційного зазору 12. Відповідно до винаходу обидва пази 8 кромки фрезерують аж до ділянки гребеня 14 з'єднання "паз/гребінь", таким чином, полімерна або ущільнювальна маса 9 має на ділянці гребеня 14 Lподібний поперечний переріз (див. фіг.1 і фіг. 3). Внаслідок цього в з'єднанні окремих панелей 1 утворюється добре ущільнена вниз щілина, щільність якої можна додатково збільшити за рахунок прилипання або склеювання. Поряд з описаним з'єднанням "паз/гребінь" можливе також застосування затискних або защіпних з'єднань, де обходяться без склеювання, а також використання будь-яких інших систем з'єднань. 94426 10 Поряд із представленими на фігурах 1-3 прикладами існує ще багато варіантів виготовлення. Так, якщо панелі широкі, то на кожній панелі можуть бути виконані кілька компенсаційних зазорів 12. Крім того, можна передбачити тільки один верхній поздовжній паз 6, а також або п'ять, або сім. У всякому разі, полімерна або ущільнювальна маса 9 у верхніх поздовжніх пазах 6 осторонь від компенсаційного зазору 12 доходить, по суті, тільки до граничної поверхні між робочим шаром 2 і несучим шаром 3. Еластичну полімерну або ущільнювальну масу 9 можна впорскувати в поздовжні пази 6 або пази 8 кромки також з торцевого боку панелі 1, якщо робочий бік панелі 1 накривають не показаним у цьому випадку елементом відповідної форми, який утворює, таким чином, закриті канали для процесу впорскування. Після впорскування полімерної або ущільнювальної маси 9 або після її отвердіння елемент знімається, а робоча сторона 5 панелі 1 при необхідності потім обробляється. На фіг. 4 представлена типова панель 1 для паркетної підлоги, причому поздовжні пази 6 та еластичний компенсаційний зазор 12 мають ширину а, рівну 4 мм. Ширина b полімерної або ущільнювальної маси 9 на ділянці паза 13 і гребеня 14 становить 2 мм, рівномірний інтервал с між поздовжніми пазами - приблизно 41 мм. Показаний на фігурах 5-7 варіант виконання має тільки один середній поздовжній паз 6, що утворює компенсаційний зазор 12. Крім того, панель 1 має на своїх поздовжніх сторонах 7 і торцевих сторонах 7' водовідштовхувальну полімерну або ущільнювальну масу 9, що примикає до робочої сторони 5 та утворює зовнішнє обрамлення панелі 1 і захищає від проникнення води (див. фіг. 5). Панелі можуть бути з'єднані при укладанні одна з одною за допомогою клеючої речовини (наприклад, однокомпонентної ущільнювальної маси на основі модифікованих кремнійорганічних полімерів), ідентичної з полімерною або ущільнювальною масою 9, так що після отвердіння між двома панелями виникає абсолютно однорідна конструкція ущільнення стику. На фіг. 6 представлений етап виробництва панелі 1, поздовжній паз якої та пази кромки заповнені, а компенсаційний зазор 12 вже виконаний. Після виробництва паза та гребеня (див. пунктирну лінію на фіг. 6) утворюється представлений на фіг. 7 кінцевий продукт. У цьому випадку інтервал с становить 86 мм, ширина b ущільнювальної маси 9 на довгих сторонах і торцевих сторонах - 2 мм, а товщина панелі - 14 мм. Загалом, заповнені полімерною або ущільнювальною масою 9 поздовжні пази можуть мати ширину між 2 мм та 10 мм, причому видимі плити перекриття (інтервал між 2 поздовжніми пазами) мають ширину між 10 мм та 200 мм. Панелі 1 можуть складатися також із цільної деревини чи волокнистих плит, або також бути виконані двошаровими чи багатошаровими (наприклад, із клеєної фанери). 11 Комп’ютерна верстка Л.Литвиненко 94426 Підписне 12 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing of flat panel (variants) and panel for floor coverings, wall and ceiling linings (variants)
Автори англійськоюJilg, Helmut, Muhr Siegfried
Назва патенту російськоюСпособ изготовления плоской панели (варианты) и панель для напольных покрытий, облицовки стен и потолков (варианты)
Автори російськоюДжилг Хельмут, Мур Зигфрид
МПК / Мітки
МПК: E04F 15/02, E04F 15/04, E04F 13/10, E04F 13/08, A47G 27/00
Мітки: панель, плоскої, стін, виготовлення, панелі, облицювання, спосіб, стель, варіанти, підлогових, покриттів
Код посилання
<a href="https://ua.patents.su/6-94426-sposib-vigotovlennya-plosko-paneli-varianti-i-panel-dlya-pidlogovikh-pokrittiv-oblicyuvannya-stin-ta-stel-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення плоскої панелі (варіанти) і панель для підлогових покриттів, облицювання стін та стель (варіанти)</a>
Облицювальна панель для підлог, стін і стель
Номер патенту: 83296
Опубліковано: 25.06.2008
Автор: Кнаузедер Франц
МПК: E04F 15/02, F16B 5/00, E04F 15/04
Мітки: облицювальна, стель, панель, підлог, стін
Формула / Реферат:
1. Облицювальна панель для підлог, стін і стель, яка утворена переважно з деревини, деревинного матеріалу, деревностружкової плити середньої щільності (МДФ), деревноволокнистої плити (ДВП), пластмас, вторинних пластмас, стружок з синтетичними смолами або стружок з в'яжучим (деревностружкові плити) і містить паз (12) принаймні уздовж одного краю або торця (17) та шпунт (6) принаймні уздовж одного іншого краю або торця (17), причому:...
Панель настилу моста та спосіб виготовлення панелі (варіанти)
Номер патенту: 75609
Опубліковано: 15.05.2006
Автор: Кеннеді Стефен Дж.
МПК: E01D 101/30, B32B 15/04, E01D 101/40, E01D 19/12
Мітки: моста, спосіб, виготовлення, панель, настилу, панелі, варіанти
Формула / Реферат:
1. Панель настилу моста, яка містить багатошарову конструкцію, що має верхню і нижню металеві плити і проміжний прошарок із термореактивного полімерного матеріалу, зчепленого з металевими плитами таким чином, щоб передавати між ними сили зсуву, і додатково містить металеву раму, прикріплену до периферії панелі настилу, при цьому стінки рами утворюють бічні стінки навколо проміжного прошарку.2. Панель настилу моста за п. 1, яка...
Збірна самонесуча випромінююча панель, спосіб виготовлення панелі (варіанти) та випромінююча стінка, утворена множиною панелей
Номер патенту: 59469
Опубліковано: 15.09.2003
Автор: Мессана Роберто
МПК: F24D 3/12
Мітки: випромінююча, панелей, самонесуча, панель, панелі, виготовлення, множиною, варіанти, утворена, збірна, стінка, спосіб
Формула / Реферат:
1. Збірна самонесуча випромінююча панель (Р), яка має багатошарову структуру, утворену щонайменше шаром (1) з гіпсового картону і шаром (2) з теплоізоляційного матеріалу, у якій шар (1) з гіпсового картону містить усередині себе труби (3) для робочого текучого середовища, кінцеві частини яких виходять з бічного боку панелі, яка відрізняється тим, що шар (1) з гіпсового картону містить множину безперервних труб (3), кожна з яких замкнена в...
Спосіб виготовлення панельних пристроїв для систем обігріву стель, стін або підлог
Номер патенту: 38144
Опубліковано: 25.12.2008
Автори: Волга Володимир Семенович, Шевченко Юрій Павлович, Бондаренко Ярослав Борисович, Дем'яненко Андрій Васильович
МПК: E04F 21/18, E04C 2/00, F24D 3/12
Мітки: стін, обігріву, підлог, пристроїв, виготовлення, спосіб, систем, панельних, стель
Формула / Реферат:
1. Спосіб виготовлення панельних пристроїв для систем обігріву стель, стін або підлог, при якому попередньо підготовлюють ділянку виготовлення зовнішніх панелей, ділянку виготовлення силових елементів, ділянку виготовлення наповнювача та ділянку збирання панельних пристроїв, далі паралельно на зазначених ділянках виготовлення зовнішніх панелей, виготовлення силових елементів та виготовлення наповнювача проводять заходи щодо виготовлення,...
Панель уніфікована зовнішнього облицювання задньої частини даху кузовів автобусів
Номер патенту: 16381
Опубліковано: 15.08.2006
Автор: Войтків Станіслав Володимирович
МПК: B62D 31/00
Мітки: уніфікована, даху, зовнішнього, задньої, частини, кузовів, автобусів, панель, облицювання
Формула / Реферат:
Панель уніфікована зовнішнього облицювання задньої частини даху кузовів автобусів, що може виготовлятися на універсальному обладнанні методом електрогідравлічного штампування, яка відрізняється тим, що складається з двох симетричних половин, тригранні вершини яких виконані у формі сфери, а ребра - у формі радіусних поверхонь, кожна з половин містить по три зони відрізання зайвих частин для отримання необхідних розмірних параметрів панелі,...
Попередній патент: Імпульсний пристрій з приводом водою
Наступний патент: Фармацевтична композиція для місцевого лікування неоваскулярних розладів очей
Випадковий патент: Електрична машина