Спосіб та пристрій для вакуумної герметизації склопакета
Номер патенту: 108801
Опубліковано: 10.06.2015
Автори: Лі Янбінг, Жао Янь, Ван Чжаншен, Ші Джіанбо, Панг Шітао


Формула / Реферат
1. Спосіб вакуумної герметизації склопакета, який включає такі етапи:
(1) переміщення скляних пластин, які підлягають герметизації, у вакуумну камеру і забезпечення загалом такого самого ступеня вакууму навколо кожної скляної пластини, як у вакуумній камері;
(2) після відкачування повітря з вакуумної камери до потрібного ступеня вакууму складання кількох скляних пластин у стан, у якому вони мають бути герметизовані, згідно зі структурою вакуумного склопакета;
(3) прикладання тиску до поверхні складених скляних пластин, які підлягають герметизації, та завершення герметичного ущільнення на периферії скляних пластин, які підлягають герметизації у вказаному стані.
2. Спосіб за п. 1, який відрізняється тим, що на етапі (3) ступінь вакууму у вакуумній камері підтримують на незмінному рівні, прикладають тиск до поверхні складених скляних пластин, які підлягають герметизації, та завершують герметичне ущільнення на периферії скляних пластин, які підлягають герметизації у вказаному стані.
3. Спосіб за п. 1 або 2, який відрізняється тим, що на етапі (3) тиск, прикладений до поверхні складених скляних пластин, які підлягають герметизації, дорівнює або є максимально наближеним до атмосферного тиску.
4. Спосіб вакуумної герметизації склопакета, який включає такі етапи:
(1) використання перегородки як спільної бокової стінки та утворення замкненого простору з двох боків перегородки відповідно;
(2) складання кількох скляних пластин згідно з відповідним взаємним розташуванням при утворенні вакуумного склопакета, розміщення середньої опори для утворення вакуумного простору принаймні на одній з кожних двох суміжних скляних пластин та вставлення роздільного пристрою під час складання таким чином, щоб утворювався достатньо великий інтервал між кожними двома суміжними скляними пластинами для забезпечення достатньо високої провідності між двома суміжними скляними пластинами та забезпечення можливості успішного видалення молекул повітря під час вакуумування;
(3) поміщення складених скляних пластин в один із замкнених просторів та одночасне вакуумування двох замкнених просторів у стані, коли перегородка та скляна пластина утримуються у відокремленому стані, або перегородка не прикладає ніякого тиску на скляну пластину, доки замкнений простір скляних пластин не досягне потрібного ступеня вакууму;
(4) розбирання роздільного пристрою та встановлення кожних двох суміжних скляних пластин таким чином, щоб вони спирались на середню опору між ними і перебували у складеному для герметизації стані;
(5) у стані підтримання замкненого простору скляних пластин вакуумованим підвищення тиску повітря іншого замкненого простору таким чином, щоб перегородка деформувалася під дією різниці тиску з двох боків і спиралася на поверхню скляних пластин, які підлягають герметизації, з наступним прикладанням тиску до скляних пластин, які підлягають герметизації;
(6) нагрівання призначених для герметизації частин скляних пластин, які підлягають герметизації, шляхом застосування нагрівального пристрою з-поза меж замкненого простору скляних пластин, які підлягають герметизації, та завершення герметичного ущільнення на периферії вакуумного склопакета із застосуванням процесу зварювання металу, причому застосовуваний нагрівальний пристрій являє собою індукційний нагрівальний пристрій або мікрохвильовий нагрівальний пристрій.
5. Спосіб за п. 4, який відрізняється тим, що на етапі (5) тиск, прикладений до скляних пластин, які підлягають герметизації, дорівнює або є максимально наближеним до атмосферного тиску.
6. Пристрій для вакуумної герметизації склопакета, який включає нижню пластину, кільцеву бокову стінку, вкривальну пластину, перегородку та нагрівальний пристрій, причому нижній кінець кільцевої бокової стінки розташований на нижній пластині й герметично з'єднаний з нижньою пластиною; вкривальна пластина герметично притискається на верхньому кінці кільцевої бокової стінки; перегородка розташована у кільцевій боковій стінці між нижньою пластиною та вкривальною пластиною; після герметичного з'єднання периферії перегородки з внутрішньою поверхнею кільцевої бокової стінки, перегородка розділяє простір, оточений нижньою пластиною, кільцевою боковою стінкою та вкривальною пластиною, на перший замкнений простір та другий замкнений простір; і два замкнені простори мають відповідні отвори для відкачування повітря з метою вакуумування; причому
перший замкнений простір, розташований між перегородкою та нижньою пластиною, використовують для розміщення скляних пластин, які підлягають герметизації;
другий замкнений простір, розташований між перегородкою та вкривальною пластиною, використовують для контролювання робочого стану перегородки: а) при синхронному вакуумуванні другого замкненого простору та першого замкненого простору, таким чином, щоб перегородка була відокремлена від скляних пластин, які підлягають герметизації у першому замкненому просторі або не справляла тиску на скляні пластини, які підлягають герметизації; і b) при підвищенні тиску повітря другого замкненого простору у стані підтримання першого замкненого простору вакуумованим, таким чином, щоб перегородка спиралася на скляні пластини, які підлягають герметизації, під дією різниці тиску з двох боків, з подальшим підвищенням тиску повітря другого замкненого простору, та прикладання тиску до скляних пластин, які підлягають герметизації; де нагрівальний пристрій застосовують для нагрівання призначених для герметизації частин скляних пластин, які підлягають герметизації, з-поза меж першого замкненого простору, та герметичне ущільнення частин, які підлягають герметизації, завершують із застосуванням процесу зварювання металу.
7. Пристрій за п. 6, який відрізняється тим, що другий замкнений простір сполучений з атмосферою для підвищення тиску повітря.
8. Пристрій за п. 7, який відрізняється тим, що тиск, прикладений до скляних пластин, які підлягають герметизації, дорівнює або є максимально наближеним до атмосферного тиску.
9. Пристрій за п. 6, який відрізняється тим, що отвір для відкачування повітря з першого замкненого простору утворений на нижній пластині та/або кільцевій боковій стінці, а отвір для відкачування повітря з другого замкненого простору утворений на вкривальній пластині та/або кільцевій боковій стінці.
10. Пристрій за п. 6, який відрізняється тим, що нижня пластина герметично з'єднана з нижнім кінцем кільцевої бокової стінки через ущільнювальне кільце, вкривальна пластина герметично з'єднана з верхнім кінцем кільцевої бокової стінки через ущільнювальне кільце, і ущільнювальні кільця розташовані у пазах для встановлення ущільнювальних кілець, утворених на кільцевій боковій стінці та/або нижній пластині та вкривальній пластині.
11. Пристрій за п. 6, який відрізняється тим, що нагрівальний пристрій є індукційним нагрівальним пристроєм або мікрохвильовим нагрівальним пристроєм, і, відповідно, перегородка, розташована між нагрівальним пристроєм та скляними пластинами, які підлягають герметизації, або нижньою пластиною, є виконаною з неметалевого матеріалу.
12. Пристрій за п. 6, який відрізняється тим, що периферія перегородки є щільно закріпленою на кільцевій боковій стінці, і у стані b) перегородка спирається на скляні пластини, які підлягають герметизації, під дією різниці тиску з двох боків через індивідуальну деформацію.
13. Пристрій за п. 12, який відрізняється тим, що перегородка є виконаною з фторкаучуку.
14. Пристрій за п. 6, який відрізняється тим, що периферія перегородки є щільно зафіксованою на і навколо кільцевої бокової стінки через компенсаційний з'єднувач; компенсаційний з'єднувач являє собою еластомер, сформований шляхом згинання еластичного матеріалу з тонкими стінками, поперечний розріз компенсаційного з'єднувача має зигзагоподібну форму або криволінійну форму, яка включає дугоподібний відрізок, або комбіновану форму, яка включає зигзагоподібну структуру та криволінійний відрізок, причому компенсаційний з'єднувач деформується шляхом розтягування або стискання форми відрізка, і, таким чином, одна сторона компенсаційного з'єднувача герметично з'єднується зі стороною перегородки, а інша сторона компенсаційного з'єднувача є щільно закріпленою на кільцевій боковій стінці; та у стані b) перегородка спирається на скляні пластини, які підлягають герметизації, під дією різниці тиску з двох сторін через одночасне накладання деформації компенсаційного з'єднувача для притискання периферії перегородки та індивідуальної деформації.
15. Пристрій за п. 14, який відрізняється тим, що перегородка є виконаною з поліпропіленової (РР) пластини або полікарбонатної (PC) пластини.
16. Пристрій за п. 14, який відрізняється тим, що нагрівальний пристрій є лазерним нагрівальним пристроєм, і перегородка, розташована між нагрівальним пристроєм та скляними пластинами, які підлягають герметизації, або нижньою пластиною, є виконаною з прозорого матеріалу.
Текст
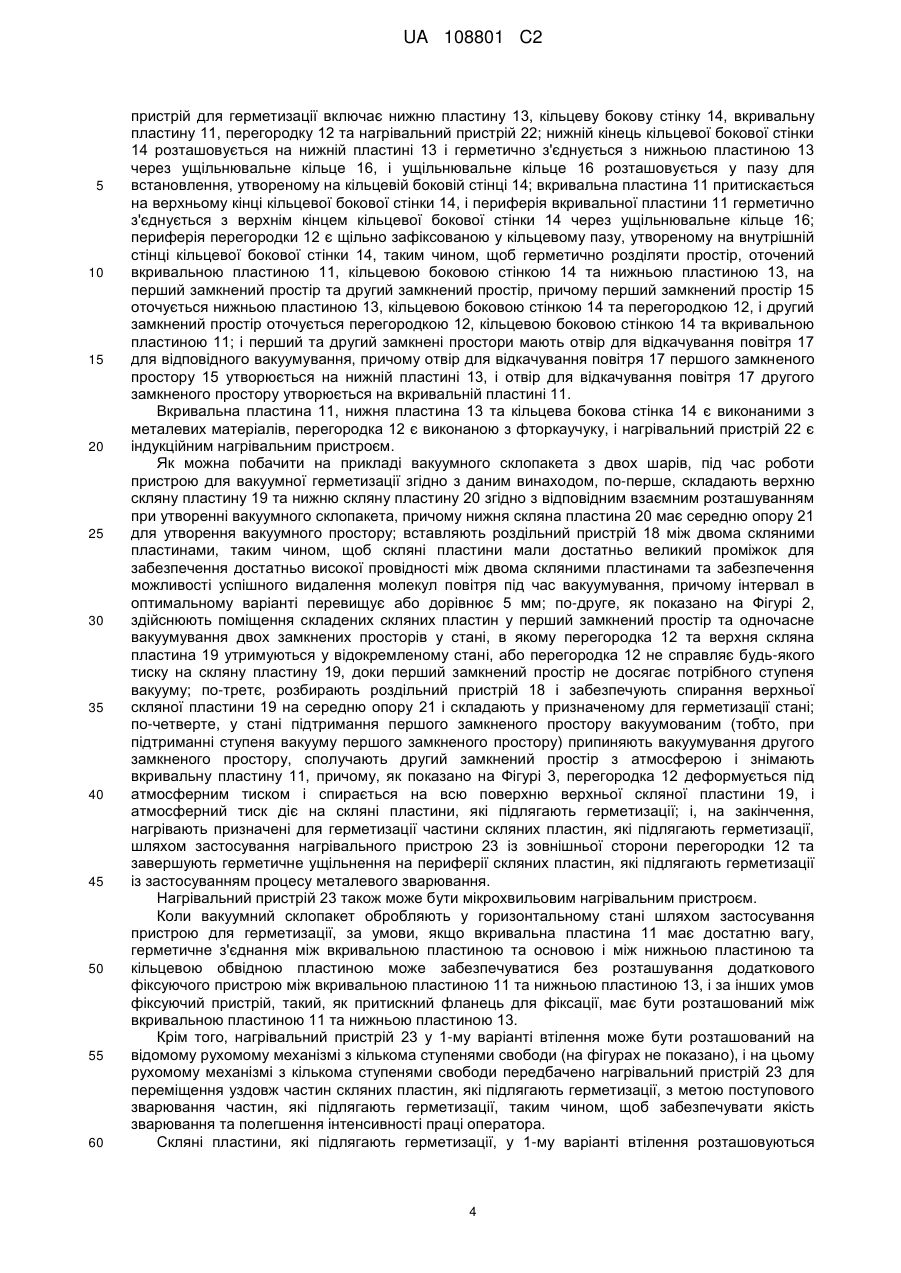
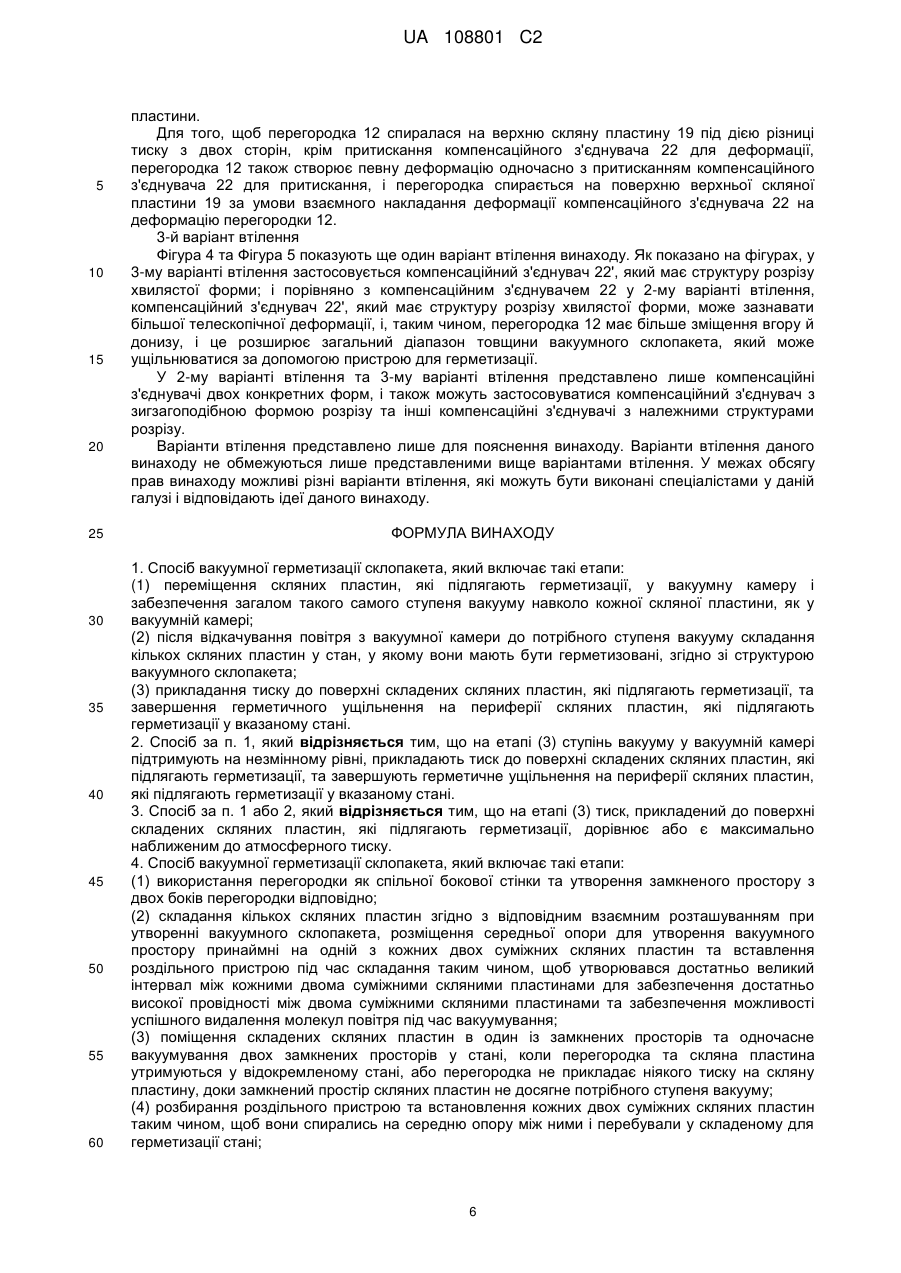
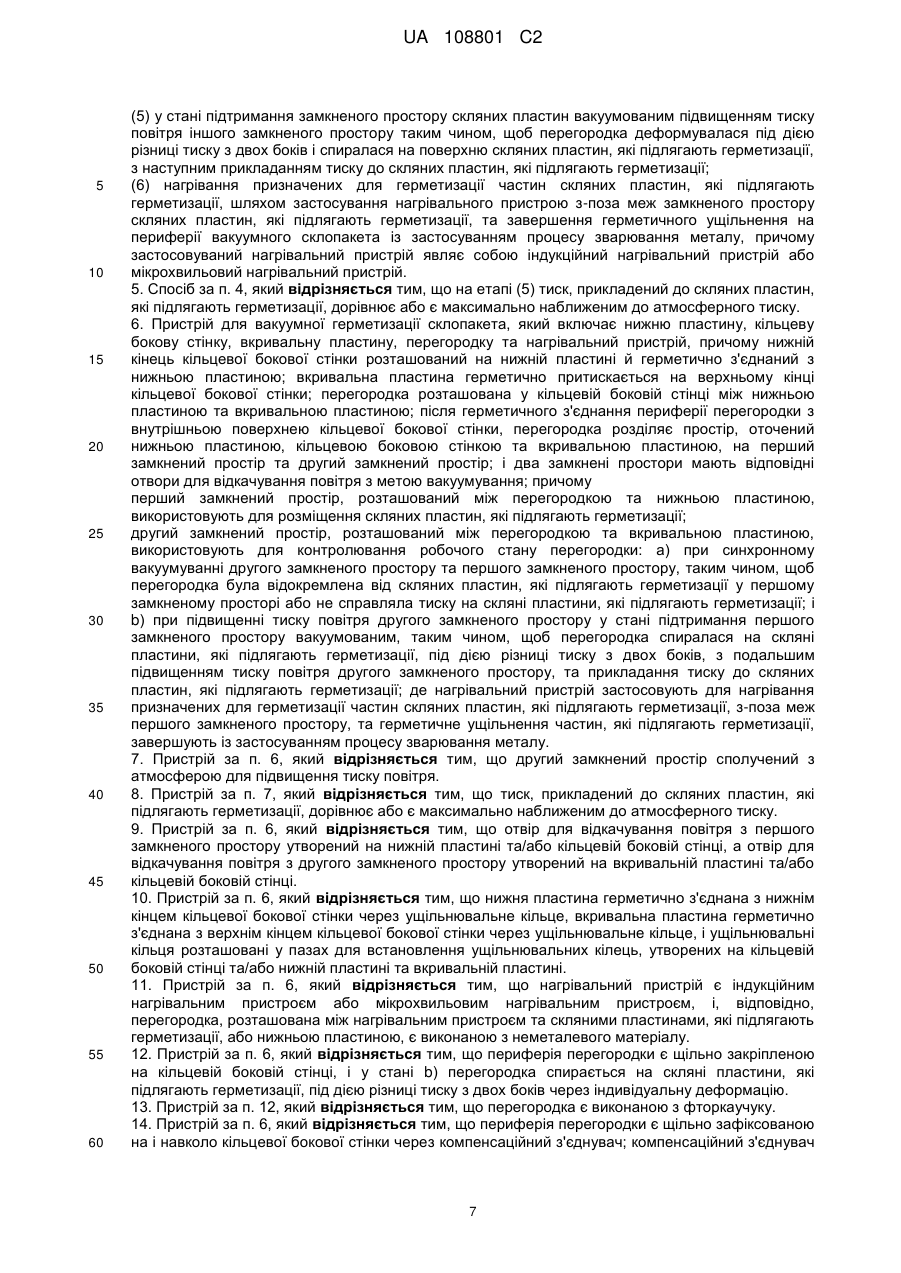
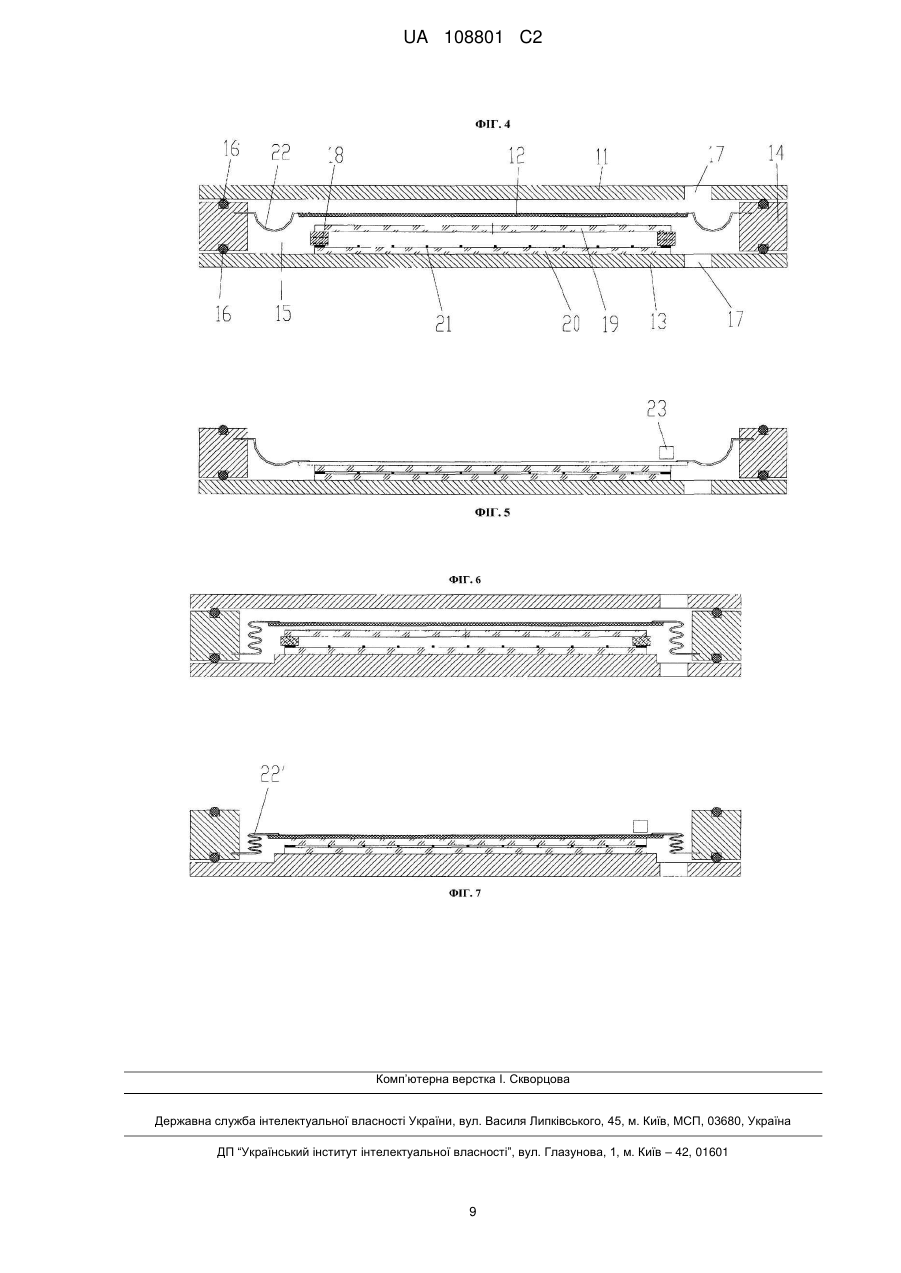
Реферат: Винахід розкриває спосіб вакуумної герметизації скла та пристрій для герметизації з застосуванням цього способу. Пристрій для герметизації включає нижню пластину, кільцеву бокову стінку, вкривальну пластину, перегородку та нагрівальний пристрій, причому нижній кінець кільцевої бокової стінки розташовується на нижній пластині й герметично з'єднується з нижньою пластиною; вкривальна пластина герметично притискається на верхньому кінці кільцевої бокової стінки; перегородка розташовується у середній частині у напрямку висоти кільцевої бокової стінки; після герметичного з'єднання периферії перегородки з внутрішньою поверхнею кільцевої бокової стінки перегородка розділяє простір, оточений нижньою пластиною, кільцевою боковою стінкою та вкривальною пластиною, на перший замкнений простір та другий замкнений простір; і два замкнені простори мають отвір для відкачування повітря для відповідного вакуумування. UA 108801 C2 (12) UA 108801 C2 UA 108801 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь винаходу Даний винахід стосується способу вакуумної герметизації склопакета та пристрою для вакуумної герметизації склопакета. Рівень техніки Раніше заявником до Патентного бюро КНР було подано патентну заявку на винахід під назвою "Пристрій для вакуумної герметизації склопакета" за номером 201010555370.3. Структуру пристрою для вакуумної герметизації склопакета показано на Фігурі 1. Пристрій для вакуумної герметизації склопакета включає стіл для відкачування повітря 1, верхню притискну пластину 2 та нагрівальний пристрій 4; стіл для відкачування повітря 1 має розміщувальну виїмку 7 для поміщення скляної пластини, яка підлягає герметизації, та отвір для відкачування повітря 6, який сполучається з розміщувальною виїмкою 7; для надійного з'єднання верхньої притискної пластини 2 та стола для відкачування повітря 1 верхня притискна пластина 2 також має кільцеву притискну пластину 3; і притискна пластина 3 жорстко кріпиться до стола для відкачування повітря 1 через певну кількість притискних фланців 5. Під час роботи верхня притискна пластина 2 безпосередньо вкриває й притискає скляну пластину 8, яка підлягає герметизації у розміщувальній виїмці 7, скляна пластина 8, яка підлягає герметизації, герметизується у замкненому просторі через герметичне з'єднання зі столом для відкачування повітря 1 навколо периферії розміщувальної виїмки 7, потім замкнений простір вакуумують через отвір для відкачування повітря 6, частину, яка підлягає герметизації, на скляній пластині, яка підлягає герметизації, нагрівають за допомогою нагрівального пристрою 4 з-поза меж замкненого простору після досягнення потрібного ступеня вакууму і завершують герметичне ущільнення ущільнюваної частини із застосуванням процесу металевого зварювання. При застосуванні вищезгаданого пристрою для герметизації з метою обробки вакуумного склопакета кілька скляних пластин, які утворюють вакуумний склопакет, взаємно з'єднують одна з одною згідно з структурою вакуумного склопакета перед герметизацією, причому зазор, утворений у вакуумному просторі вакуумного склопакета, складає лише приблизно 0,2 мм, і малий проріз має низьку провідність і серйозно блокує видалення молекул повітря при вакуумуванні, тому пристрій для герметизації все ж має недоліки, які полягають у тому, що час вакуумування є тривалим, і важко досягається високий ступінь вакууму. Опис винаходу З огляду на недоліки пристрою для вакуумної герметизації склопакета основна мета даного винаходу полягає у забезпеченні способу вакуумної герметизації склопакета, і даний винахід також забезпечує пристрій для вакуумної герметизації склопакета. Для досягнення мети спосіб вакуумної герметизації склопакета даного винаходу включає такі етапи: (1) Переміщення скляних пластин, які підлягають герметизації, у вакуумну камеру і забезпечення загалом такого самого ступеня вакууму навколо кожної скляної пластини, як у вакуумній камері; (2) Після відкачування повітря з вакуумної камери до потрібного ступеня вакууму складання кількох скляних пластин у стан, у якому вони мають бути герметизовані, згідно зі структурою вакуумного склопакета; (3) Підтримання ступеня вакууму у вакуумній камері на незмінному рівні, прикладання тиску до поверхні складених скляних пластин, які підлягають герметизації, та завершення герметичного ущільнення на периферії скляних пластин, які підлягають герметизації у стані. Крім того, на етапі (3) тиск, прикладений до поверхні складених скляних пластин, які підлягають герметизації, дорівнює або є максимально наближеним до атмосферного тиску. Даний винахід дозволяє пристосовувати технічне рішення іншого способу вакуумної герметизації склопакета для досягнення таких цілей: (1) Використання перегородки як спільної бокової стінки та утворення замкненого простору з двох боків перегородки, відповідно; (2) Складання кількох скляних пластин згідно з відповідним взаємним розташуванням при утворенні вакуумного склопакета, розміщення середньої опори для утворення вакуумного простору принаймні на одній з кожних двох суміжних скляних пластин та вставлення роздільного пристрою під час складання таким чином, щоб утворювався достатньо великий інтервал між кожними двома суміжними скляними пластинами для забезпечення достатньо високої провідності між двома суміжними скляними пластинами та забезпечення можливості успішного видалення молекул повітря під час вакуумування; (3) Поміщення складених скляних пластин в один із замкнених просторів та одночасне вакуумування двох замкнених просторів у стані, коли перегородка та скляна пластина утримуються у відокремленому стані, або перегородка не прикладає будь-якого тиску на скляну 1 UA 108801 C2 5 10 15 20 25 30 35 40 45 50 55 60 пластину, доки замкнений простір скляних пластин не досягає потрібного ступеня вакууму; (4) Видалення роздільного пристрою і встановлення кожних двох суміжних скляних пластин таким чином, щоб вони спирались на середню опору між ними і перебували у складеному для герметизації стані; (5) У стані підтримання замкненого простору скляних пластин вакуумованим підвищення тиску повітря іншого замкненого простору таким чином, щоб перегородка деформувалася під дією різниці тиску з двох боків і спиралася на поверхню скляних пластин, які підлягають герметизації, з наступним прикладанням тиску до скляних пластин, які підлягають герметизації; (6) Нагрівання призначених для герметизації частин скляних пластин, які підлягають герметизації, шляхом застосування нагрівального пристрою з-поза меж замкненого простору скляних пластин, які підлягають герметизації, та завершення герметичного ущільнення на периферії вакуумного склопакета із застосуванням процесу металевого зварювання, причому застосовуваний нагрівальний пристрій являє собою індукційний нагрівальний пристрій або мікрохвильовий нагрівальний пристрій. Пристрій для вакуумної герметизації склопакета включає нижню пластину, кільцеву бокову стінку, вкривальну пластину, перегородку та нагрівальний пристрій; нижній кінець кільцевої бокової стінки розташовується на нижній пластині й герметично з'єднується з нижньою пластиною; вкривальна пластина герметично притискається на верхньому кінці кільцевої бокової стінки; перегородка розташовується у кільцевій боковій стінці між нижньою пластиною та вкривальною пластиною; після герметичного з'єднання периферії перегородки з внутрішньою поверхнею кільцевої бокової стінки перегородка розділяє простір, оточений нижньою пластиною, кільцевою боковою стінкою та вкривальною пластиною, на перший замкнений простір та другий замкнений простір; і два замкнені простори мають відповідні отвори для відкачування повітря з метою вакуумування; Перший замкнений простір, розташований між перегородкою та нижньою пластиною, використовують для розташування скляних пластин, які підлягають герметизації; Другий замкнений простір, розташований між перегородкою та вкривальною пластиною, використовують для контролювання робочого стану перегородки: a) при синхронному вакуумуванні другого замкненого простору та першого замкненого простору, таким чином, щоб перегородка відокремлювалася від скляних пластин, які підлягають герметизації у першому замкненому просторі або не справляла тиску на скляні пластини, які підлягають герметизації; і b) при підвищенні тиску повітря другого замкненого простору у стані підтримання вакууму у першому замкненому просторі, таким чином, щоб перегородка спиралася на скляні пластини, які підлягають герметизації, під дією різниці тиску з двох боків, з подальшим підвищенням тиску другого замкненого простору, та прикладання тиску до скляних пластин, які підлягають герметизації; Нагрівальний пристрій застосовують для нагрівання призначених для герметизації частин скляних пластин, які підлягають герметизації, з-поза меж першого замкненого простору, та завершення герметичного ущільнення частин, які підлягають герметизації із застосуванням процесу металевого зварювання. Крім того, другий замкнений простір сполучається з атмосферою для підвищення в ньому тиску повітря. Крім того, отвір для відкачування повітря з першого замкненого простору утворюється на нижній пластині та/або кільцевій боковій стінці, а отвір для відкачування повітря з другого замкненого простору утворюється на вкривальній пластині та/або кільцевій боковій стінці. Крім того, нижня пластина герметично з'єднується з нижнім кінцем кільцевої бокової стінки через ущільнювальне кільце, вкривальна пластина герметично з'єднується з верхнім кінцем кільцевої бокової стінки через ущільнювальне кільце, і ущільнювальні кільця розташовуються у пазах для встановлення ущільнювальних кілець, утворених на кільцевій боковій стінці та/або нижній пластині та вкривальній пластині. Крім того, нагрівальний пристрій є індукційним нагрівальним пристроєм або мікрохвильовим нагрівальним пристроєм, і, відповідно, перегородка, розташована між нагрівальним пристроєм та скляними пластинами, які підлягають герметизації, або нижньою пластиною, є виконаною з неметалевого матеріалу. Крім того, периферія перегородки є щільно закріпленою на кільцевій боковій стінці, і у стані b) перегородка спирається на скляні пластини, які підлягають герметизації, під дією різниці тиску з двох боків через її деформацію. Крім того, перегородка є виконаною з фторкаучуку. Крім того, периферія перегородки є щільно зафіксованою навколо кільцевої бокової стінки через компенсаційний з'єднувач; компенсаційний з'єднувач являє собою еластомер, 2 UA 108801 C2 5 10 15 20 25 30 35 40 45 50 55 60 сформований шляхом згинання еластичного матеріалу з тонкими стінками, причому поперечний розріз компенсаційного з'єднувача має зигзагоподібну форму або криволінійну форму, яка включає дугоподібний відрізок, або комбіновану форму, яка включає зигзагоподібну структуру та криволінійний відрізок, причому компенсаційний з'єднувач деформується шляхом розтягування або стискання форми відрізка, і, таким чином, одна сторона компенсаційного з'єднувача герметично з'єднується зі стороною перегородки, а інша сторона компенсаційного з'єднувача є щільно закріпленою на кільцевій боковій стінці; і у стані b) перегородка спирається на скляні пластини, які підлягають герметизації, під дією різниці тиску з двох сторін через одночасне накладання деформації компенсаційного з'єднувача для притискання периферії перегородки та індивідуальної деформації. Крім того, перегородка є виконаною з PP (поліпропіленової) пластини або PC (полікарбонатної) пластини. Крім того, нагрівальний пристрій є лазерним нагрівальним пристроєм, і перегородка, розташована між нагрівальним пристроєм та скляними пластинами, які підлягають герметизації, або нижньою пластиною, є виконаною з прозорого матеріалу. Згідно з даним винаходом, перегородка має два робочі стани відносно скляних пластин, які підлягають герметизації через утворення двох замкнених просторів, таким чином, щоб для вакуумного склопакета забезпечувалися два зовнішні середовища, від вакуумування до кінцевої герметизації. За умови, коли перегородка є відокремленою від скляних пластин, які підлягають герметизації, або не справляє будь-якого тиску на скляні пластини, які підлягають герметизації, може існувати велика відстань між кількома скляними пластинами для утворення вакуумного склопакета, причому периферія кожної скляної пластини має такий самий ступінь вакууму, що й вакуумне середовище (тобто, перший замкнений простір), і в цьому разі вакуумний простір у вакуумному склопакеті під час герметизації має такий самий ступінь вакууму, що й вакуумне середовище, тому час вакуумування скорочується, і виготовлений вакуумний склопакет має достатньо високий ступінь вакууму; через підвищення тиску повітря з однієї сторони перегородки назад на скляні пластини, які підлягають герметизації перегородка спирається на скляні пластини, які підлягають герметизації, під дією різниці тиску з двох сторін, таким чином, щоб відповідати вимозі, згідно з якою частини скляних пластин, які підлягають герметизації, повинні зварюватися й герметизуватися у стиснутому стані; зокрема, після прямої дії тиску атмосфери на скляні пластини та середню опору через роздільну пластину стискна деформація скляних пластин для утворення вакуумного склопакета та середньої опори відбувається вже перед герметизацією, і стискна деформація, яка безперервно створюється під дією атмосферного тиску після того, як вакуумний склопакет залишає стіл для відкачування повітря, є дуже малою для забезпечення стійкості ступеня вакууму вакуумного склопакета. Замкнені простори у пристрої для герметизації згідно з даним винаходом використовуються лише для забезпечення вакуумних середовищ, і нагрівальний пристрій для зварювання окремо розташовується ззовні, таким чином, що пристрій для герметизації є зручним для функціонування обладнання, спрощує складання обладнання й створює умови для великомасштабної обробки вакуумного склопакета. Опис фігур Фігура 1 є структурною схемою традиційного пристрою для вакуумної герметизації склопакета; Фігура 2 є схематичним зображенням стану, коли скляні пластини, які підлягають герметизації, є вакуумованими у 1-му варіанті втілення винаходу; Фігура 3 є схематичним зображенням стану, коли скляні пластини, які підлягають герметизації, є герметизованими у 1-му варіанті втілення винаходу; Фігура 4 є схематичним зображенням стану, коли скляні пластини, які підлягають герметизації, є вакуумованими у 2-му варіанті втілення винаходу; Фігура 5 є схематичним зображенням стану, коли скляні пластини, які підлягають герметизації, є герметизованими у 2-му варіанті втілення винаходу; Фігура 6 є схематичним зображенням стану, коли скляні пластини, які підлягають герметизації, є вакуумованими у 3-му варіанті втілення винаходу; Фігура 7 є схематичним зображенням стану, коли скляні пластини, які підлягають герметизації, є герметизованими у 3-му варіанті втілення винаходу. Детальний опис винаходу Даний винахід далі детально описується у зв'язку з фігурами та представленими далі варіантами втілення. 1-й варіант втілення Фігура 2 та фігура 3 показують 1-й варіант втілення винаходу. Як показано на фігурах, 3 UA 108801 C2 5 10 15 20 25 30 35 40 45 50 55 60 пристрій для герметизації включає нижню пластину 13, кільцеву бокову стінку 14, вкривальну пластину 11, перегородку 12 та нагрівальний пристрій 22; нижній кінець кільцевої бокової стінки 14 розташовується на нижній пластині 13 і герметично з'єднується з нижньою пластиною 13 через ущільнювальне кільце 16, і ущільнювальне кільце 16 розташовується у пазу для встановлення, утвореному на кільцевій боковій стінці 14; вкривальна пластина 11 притискається на верхньому кінці кільцевої бокової стінки 14, і периферія вкривальної пластини 11 герметично з'єднується з верхнім кінцем кільцевої бокової стінки 14 через ущільнювальне кільце 16; периферія перегородки 12 є щільно зафіксованою у кільцевому пазу, утвореному на внутрішній стінці кільцевої бокової стінки 14, таким чином, щоб герметично розділяти простір, оточений вкривальною пластиною 11, кільцевою боковою стінкою 14 та нижньою пластиною 13, на перший замкнений простір та другий замкнений простір, причому перший замкнений простір 15 оточується нижньою пластиною 13, кільцевою боковою стінкою 14 та перегородкою 12, і другий замкнений простір оточується перегородкою 12, кільцевою боковою стінкою 14 та вкривальною пластиною 11; і перший та другий замкнені простори мають отвір для відкачування повітря 17 для відповідного вакуумування, причому отвір для відкачування повітря 17 першого замкненого простору 15 утворюється на нижній пластині 13, і отвір для відкачування повітря 17 другого замкненого простору утворюється на вкривальній пластині 11. Вкривальна пластина 11, нижня пластина 13 та кільцева бокова стінка 14 є виконаними з металевих матеріалів, перегородка 12 є виконаною з фторкаучуку, і нагрівальний пристрій 22 є індукційним нагрівальним пристроєм. Як можна побачити на прикладі вакуумного склопакета з двох шарів, під час роботи пристрою для вакуумної герметизації згідно з даним винаходом, по-перше, складають верхню скляну пластину 19 та нижню скляну пластину 20 згідно з відповідним взаємним розташуванням при утворенні вакуумного склопакета, причому нижня скляна пластина 20 має середню опору 21 для утворення вакуумного простору; вставляють роздільний пристрій 18 між двома скляними пластинами, таким чином, щоб скляні пластини мали достатньо великий проміжок для забезпечення достатньо високої провідності між двома скляними пластинами та забезпечення можливості успішного видалення молекул повітря під час вакуумування, причому інтервал в оптимальному варіанті перевищує або дорівнює 5 мм; по-друге, як показано на Фігурі 2, здійснюють поміщення складених скляних пластин у перший замкнений простір та одночасне вакуумування двох замкнених просторів у стані, в якому перегородка 12 та верхня скляна пластина 19 утримуються у відокремленому стані, або перегородка 12 не справляє будь-якого тиску на скляну пластину 19, доки перший замкнений простір не досягає потрібного ступеня вакууму; по-третє, розбирають роздільний пристрій 18 і забезпечують спирання верхньої скляної пластини 19 на середню опору 21 і складають у призначеному для герметизації стані; по-четверте, у стані підтримання першого замкненого простору вакуумованим (тобто, при підтриманні ступеня вакууму першого замкненого простору) припиняють вакуумування другого замкненого простору, сполучають другий замкнений простір з атмосферою і знімають вкривальну пластину 11, причому, як показано на Фігурі 3, перегородка 12 деформується під атмосферним тиском і спирається на всю поверхню верхньої скляної пластини 19, і атмосферний тиск діє на скляні пластини, які підлягають герметизації; і, на закінчення, нагрівають призначені для герметизації частини скляних пластин, які підлягають герметизації, шляхом застосування нагрівального пристрою 23 із зовнішньої сторони перегородки 12 та завершують герметичне ущільнення на периферії скляних пластин, які підлягають герметизації із застосуванням процесу металевого зварювання. Нагрівальний пристрій 23 також може бути мікрохвильовим нагрівальним пристроєм. Коли вакуумний склопакет обробляють у горизонтальному стані шляхом застосування пристрою для герметизації, за умови, якщо вкривальна пластина 11 має достатню вагу, герметичне з'єднання між вкривальною пластиною та основою і між нижньою пластиною та кільцевою обвідною пластиною може забезпечуватися без розташування додаткового фіксуючого пристрою між вкривальною пластиною 11 та нижньою пластиною 13, і за інших умов фіксуючий пристрій, такий, як притискний фланець для фіксації, має бути розташований між вкривальною пластиною 11 та нижньою пластиною 13. Крім того, нагрівальний пристрій 23 у 1-му варіанті втілення може бути розташований на відомому рухомому механізмі з кількома ступенями свободи (на фігурах не показано), і на цьому рухомому механізмі з кількома ступенями свободи передбачено нагрівальний пристрій 23 для переміщення уздовж частин скляних пластин, які підлягають герметизації, з метою поступового зварювання частин, які підлягають герметизації, таким чином, щоб забезпечувати якість зварювання та полегшення інтенсивності праці оператора. Скляні пластини, які підлягають герметизації, у 1-му варіанті втілення розташовуються 4 UA 108801 C2 5 10 15 20 25 30 35 40 45 50 55 60 безпосередньо на нижній пластині 13; і коли інтервал між верхньою поверхнею верхньої скляної пластини 19 та перегородкою є великим, цей інтервал може регулюватися шляхом нанесення шару прокладки або амортизуючого шару належної товщини на нижню пластину 13 для максимального зменшення деформації перегородки 12 та поліпшення робочого стану перегородки 12. Вакуумний склопакет у 1-му варіанті втілення є плоским вакуумним склопакетом; однак, якщо нижня пластина 13 з криволінійною структурою поверхні, відповідна кільцева бокова стінка 14, перегородка 12 та вкривальна пластина 11 є прийнятними, пристрій для вакуумної герметизації склопакета даного винаходу також може обробляти вакуумні склопакети з криволінійною поверхнею. 2-й варіант втілення Фігура 4 та Фігура 5 показують 2-й варіант втілення винаходу. Порівняно з 1-м варіантом втілення, у 2-му варіанті втілення перегородка 12 розташовується у кільцевій боковій стінці 14 між нижньою пластиною 13 та вкривальною пластиною 11, і периферія перегородки 12 є щільно зафіксованою навколо внутрішньої стінки кільцевої бокової стінки 14 через компенсаційний з'єднувач 22 для герметичного розділення простору, оточеного вкривальною пластиною 11, кільцевою боковою стінкою 14 та нижньою пластиною 13, на перший замкнений простір та другий замкнений простір; перший замкнений простір 15 оточується нижньою пластиною 13, кільцевою боковою стінкою 14 та перегородкою 12; другий замкнений простір оточується перегородкою 12, кільцевою боковою стінкою 14 та вкривальною пластиною 11; і перший та другий замкнені простори забезпечені отвором для відкачування повітря 17 для відповідного вакуумування, причому отвір для відкачування повітря 17 з першого замкненого простору 15 утворюється на нижній пластині 13, і отвір для відкачування повітря 17 з другого замкненого простору утворюється на вкривальній пластині 11. Компенсаційний з'єднувач 22 являє собою еластомер, сформований шляхом згинання еластичної сталевої пластини з тонкими стінками, як показано на Фігурі, відрізок компенсаційного з'єднувача 22 має криволінійну форму, яка включає дугоподібний відрізок, одна сторона компенсаційного з'єднувача 22 герметично з'єднується зі стороною перегородки 12, а інша сторона компенсаційного з'єднувача 22 є щільно зафіксованою у прорізі, утвореному на кільцевій боковій стінці 14. Вкривальна пластина 11, нижня пластина 13 та кільцева бокова стінка 14 є виконаними з металевих матеріалів; перегородка 12 є виконаною з PP (поліпропіленової) пластини, PC (полікарбонатної) пластини або іншого неметалевого матеріалу з належною твердістю; і нагрівальний пристрій 23 є індукційним нагрівальним пристроєм. Так само взявши за приклад вакуумний склопакет з двох шарів, у 2-му варіанті втілення даного винаходу, як показано на Фігурі 4, по-перше, складають верхню скляну пластину 19 та нижню скляну пластину 20, з наступним поміщенням складених скляних пластин у перший замкнений простір 15 і одночасним вакуумуванням першого та другого замкнених просторів, і після того, як перший простір досягає потрібного ступеня вакууму, розбирають роздільний пристрій 18, таким чином, щоб верхня скляна пластина спиралася на середню опору 21, і складають у призначеному для герметизації стані; по-друге, у стані підтримання вакуумованого першого замкненого простору (тобто, при підтриманні ступеня вакууму першого замкненого простору) підвищують тиск повітря другого замкненого простору до сполучення з атмосферою і знімають вкривальну пластину 11, причому, як показано на Фігурі 5, перегородка 12 спирається на поверхню верхньої скляної пластини 19 під дією різниці тиску з двох сторін через стискання компенсаційного з'єднувача 22 для деформації, і атмосферний тиск діє на скляні пластини, які підлягають герметизації; і, на закінчення, нагрівають призначені для герметизації частини скляних пластин, які підлягають герметизації, шляхом застосування нагрівального пристрою 23 із зовнішньої сторони перегородки 12, та завершують герметичне ущільнення на периферії скляних пластин, які підлягають герметизації із застосуванням процесу металевого зварювання. Через вибір компенсаційного з'єднувача 22 з максимально низьким опором деформації тиск, який прикладається до скляної пластини 19, яка підлягає герметизації, може бути максимально наближеним до атмосферного тиску. Нагрівальний пристрій 23 також може бути мікрохвильовим нагрівальним пристроєм, і якщо нижня пластина 13 є виконаною з неметалевого матеріалу, нагрівальний пристрій 23 також може нагрівати скляні пластини, які підлягають герметизації, з однієї сторони нижньої пластини 13. Нагрівальний пристрій 23 також може бути лазерним нагрівальним пристроєм, і в цьому разі перегородка 12 лише потребує обробки шляхом застосування прозорого неметалевого матеріалу; наприклад, перегородка 12 може бути виготовлена з застосуванням прозорої PP 5 UA 108801 C2 5 10 15 20 25 30 35 40 45 50 55 60 пластини. Для того, щоб перегородка 12 спиралася на верхню скляну пластину 19 під дією різниці тиску з двох сторін, крім притискання компенсаційного з'єднувача 22 для деформації, перегородка 12 також створює певну деформацію одночасно з притисканням компенсаційного з'єднувача 22 для притискання, і перегородка спирається на поверхню верхньої скляної пластини 19 за умови взаємного накладання деформації компенсаційного з'єднувача 22 на деформацію перегородки 12. 3-й варіант втілення Фігура 4 та Фігура 5 показують ще один варіант втілення винаходу. Як показано на фігурах, у 3-му варіанті втілення застосовується компенсаційний з'єднувач 22', який має структуру розрізу хвилястої форми; і порівняно з компенсаційним з'єднувачем 22 у 2-му варіанті втілення, компенсаційний з'єднувач 22', який має структуру розрізу хвилястої форми, може зазнавати більшої телескопічної деформації, і, таким чином, перегородка 12 має більше зміщення вгору й донизу, і це розширює загальний діапазон товщини вакуумного склопакета, який може ущільнюватися за допомогою пристрою для герметизації. У 2-му варіанті втілення та 3-му варіанті втілення представлено лише компенсаційні з'єднувачі двох конкретних форм, і також можуть застосовуватися компенсаційний з'єднувач з зигзагоподібною формою розрізу та інші компенсаційні з'єднувачі з належними структурами розрізу. Варіанти втілення представлено лише для пояснення винаходу. Варіанти втілення даного винаходу не обмежуються лише представленими вище варіантами втілення. У межах обсягу прав винаходу можливі різні варіанти втілення, які можуть бути виконані спеціалістами у даній галузі і відповідають ідеї даного винаходу. ФОРМУЛА ВИНАХОДУ 1. Спосіб вакуумної герметизації склопакета, який включає такі етапи: (1) переміщення скляних пластин, які підлягають герметизації, у вакуумну камеру і забезпечення загалом такого самого ступеня вакууму навколо кожної скляної пластини, як у вакуумній камері; (2) після відкачування повітря з вакуумної камери до потрібного ступеня вакууму складання кількох скляних пластин у стан, у якому вони мають бути герметизовані, згідно зі структурою вакуумного склопакета; (3) прикладання тиску до поверхні складених скляних пластин, які підлягають герметизації, та завершення герметичного ущільнення на периферії скляних пластин, які підлягають герметизації у вказаному стані. 2. Спосіб за п. 1, який відрізняється тим, що на етапі (3) ступінь вакууму у вакуумній камері підтримують на незмінному рівні, прикладають тиск до поверхні складених скляних пластин, які підлягають герметизації, та завершують герметичне ущільнення на периферії скляних пластин, які підлягають герметизації у вказаному стані. 3. Спосіб за п. 1 або 2, який відрізняється тим, що на етапі (3) тиск, прикладений до поверхні складених скляних пластин, які підлягають герметизації, дорівнює або є максимально наближеним до атмосферного тиску. 4. Спосіб вакуумної герметизації склопакета, який включає такі етапи: (1) використання перегородки як спільної бокової стінки та утворення замкненого простору з двох боків перегородки відповідно; (2) складання кількох скляних пластин згідно з відповідним взаємним розташуванням при утворенні вакуумного склопакета, розміщення середньої опори для утворення вакуумного простору принаймні на одній з кожних двох суміжних скляних пластин та вставлення роздільного пристрою під час складання таким чином, щоб утворювався достатньо великий інтервал між кожними двома суміжними скляними пластинами для забезпечення достатньо високої провідності між двома суміжними скляними пластинами та забезпечення можливості успішного видалення молекул повітря під час вакуумування; (3) поміщення складених скляних пластин в один із замкнених просторів та одночасне вакуумування двох замкнених просторів у стані, коли перегородка та скляна пластина утримуються у відокремленому стані, або перегородка не прикладає ніякого тиску на скляну пластину, доки замкнений простір скляних пластин не досягне потрібного ступеня вакууму; (4) розбирання роздільного пристрою та встановлення кожних двох суміжних скляних пластин таким чином, щоб вони спирались на середню опору між ними і перебували у складеному для герметизації стані; 6 UA 108801 C2 5 10 15 20 25 30 35 40 45 50 55 60 (5) у стані підтримання замкненого простору скляних пластин вакуумованим підвищенням тиску повітря іншого замкненого простору таким чином, щоб перегородка деформувалася під дією різниці тиску з двох боків і спиралася на поверхню скляних пластин, які підлягають герметизації, з наступним прикладанням тиску до скляних пластин, які підлягають герметизації; (6) нагрівання призначених для герметизації частин скляних пластин, які підлягають герметизації, шляхом застосування нагрівального пристрою з-поза меж замкненого простору скляних пластин, які підлягають герметизації, та завершення герметичного ущільнення на периферії вакуумного склопакета із застосуванням процесу зварювання металу, причому застосовуваний нагрівальний пристрій являє собою індукційний нагрівальний пристрій або мікрохвильовий нагрівальний пристрій. 5. Спосіб за п. 4, який відрізняється тим, що на етапі (5) тиск, прикладений до скляних пластин, які підлягають герметизації, дорівнює або є максимально наближеним до атмосферного тиску. 6. Пристрій для вакуумної герметизації склопакета, який включає нижню пластину, кільцеву бокову стінку, вкривальну пластину, перегородку та нагрівальний пристрій, причому нижній кінець кільцевої бокової стінки розташований на нижній пластині й герметично з'єднаний з нижньою пластиною; вкривальна пластина герметично притискається на верхньому кінці кільцевої бокової стінки; перегородка розташована у кільцевій боковій стінці між нижньою пластиною та вкривальною пластиною; після герметичного з'єднання периферії перегородки з внутрішньою поверхнею кільцевої бокової стінки, перегородка розділяє простір, оточений нижньою пластиною, кільцевою боковою стінкою та вкривальною пластиною, на перший замкнений простір та другий замкнений простір; і два замкнені простори мають відповідні отвори для відкачування повітря з метою вакуумування; причому перший замкнений простір, розташований між перегородкою та нижньою пластиною, використовують для розміщення скляних пластин, які підлягають герметизації; другий замкнений простір, розташований між перегородкою та вкривальною пластиною, використовують для контролювання робочого стану перегородки: а) при синхронному вакуумуванні другого замкненого простору та першого замкненого простору, таким чином, щоб перегородка була відокремлена від скляних пластин, які підлягають герметизації у першому замкненому просторі або не справляла тиску на скляні пластини, які підлягають герметизації; і b) при підвищенні тиску повітря другого замкненого простору у стані підтримання першого замкненого простору вакуумованим, таким чином, щоб перегородка спиралася на скляні пластини, які підлягають герметизації, під дією різниці тиску з двох боків, з подальшим підвищенням тиску повітря другого замкненого простору, та прикладання тиску до скляних пластин, які підлягають герметизації; де нагрівальний пристрій застосовують для нагрівання призначених для герметизації частин скляних пластин, які підлягають герметизації, з-поза меж першого замкненого простору, та герметичне ущільнення частин, які підлягають герметизації, завершують із застосуванням процесу зварювання металу. 7. Пристрій за п. 6, який відрізняється тим, що другий замкнений простір сполучений з атмосферою для підвищення тиску повітря. 8. Пристрій за п. 7, який відрізняється тим, що тиск, прикладений до скляних пластин, які підлягають герметизації, дорівнює або є максимально наближеним до атмосферного тиску. 9. Пристрій за п. 6, який відрізняється тим, що отвір для відкачування повітря з першого замкненого простору утворений на нижній пластині та/або кільцевій боковій стінці, а отвір для відкачування повітря з другого замкненого простору утворений на вкривальній пластині та/або кільцевій боковій стінці. 10. Пристрій за п. 6, який відрізняється тим, що нижня пластина герметично з'єднана з нижнім кінцем кільцевої бокової стінки через ущільнювальне кільце, вкривальна пластина герметично з'єднана з верхнім кінцем кільцевої бокової стінки через ущільнювальне кільце, і ущільнювальні кільця розташовані у пазах для встановлення ущільнювальних кілець, утворених на кільцевій боковій стінці та/або нижній пластині та вкривальній пластині. 11. Пристрій за п. 6, який відрізняється тим, що нагрівальний пристрій є індукційним нагрівальним пристроєм або мікрохвильовим нагрівальним пристроєм, і, відповідно, перегородка, розташована між нагрівальним пристроєм та скляними пластинами, які підлягають герметизації, або нижньою пластиною, є виконаною з неметалевого матеріалу. 12. Пристрій за п. 6, який відрізняється тим, що периферія перегородки є щільно закріпленою на кільцевій боковій стінці, і у стані b) перегородка спирається на скляні пластини, які підлягають герметизації, під дією різниці тиску з двох боків через індивідуальну деформацію. 13. Пристрій за п. 12, який відрізняється тим, що перегородка є виконаною з фторкаучуку. 14. Пристрій за п. 6, який відрізняється тим, що периферія перегородки є щільно зафіксованою на і навколо кільцевої бокової стінки через компенсаційний з'єднувач; компенсаційний з'єднувач 7 UA 108801 C2 5 10 15 являє собою еластомер, сформований шляхом згинання еластичного матеріалу з тонкими стінками, поперечний розріз компенсаційного з'єднувача має зигзагоподібну форму або криволінійну форму, яка включає дугоподібний відрізок, або комбіновану форму, яка включає зигзагоподібну структуру та криволінійний відрізок, причому компенсаційний з'єднувач деформується шляхом розтягування або стискання форми відрізка, і, таким чином, одна сторона компенсаційного з'єднувача герметично з'єднується зі стороною перегородки, а інша сторона компенсаційного з'єднувача є щільно закріпленою на кільцевій боковій стінці; та у стані b) перегородка спирається на скляні пластини, які підлягають герметизації, під дією різниці тиску з двох сторін через одночасне накладання деформації компенсаційного з'єднувача для притискання периферії перегородки та індивідуальної деформації. 15. Пристрій за п. 14, який відрізняється тим, що перегородка є виконаною з поліпропіленової (РР) пластини або полікарбонатної (PC) пластини. 16. Пристрій за п. 14, який відрізняється тим, що нагрівальний пристрій є лазерним нагрівальним пристроєм, і перегородка, розташована між нагрівальним пристроєм та скляними пластинами, які підлягають герметизації, або нижньою пластиною, є виконаною з прозорого матеріалу. 20 8 UA 108801 C2 Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюVacuum glass sealing method and device
Автори англійськоюZhao, Yan, Li, Yanbing, Wang, Zhangsheng, Shi, Jianbo, Pang, Shitao
Автори російськоюЖао Янь, Ли Янбинг, Ван Чжаншен, Ши Джианбо, Панг Шитао
МПК / Мітки
МПК: E06B 3/677, C03C 27/08, C03B 23/24
Мітки: склопакета, вакуумної, спосіб, герметизації, пристрій
Код посилання
<a href="https://ua.patents.su/11-108801-sposib-ta-pristrijj-dlya-vakuumno-germetizaci-sklopaketa.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для вакуумної герметизації склопакета</a>
Пристрій для вакуумної герметизації склопакета
Номер патенту: 104706
Опубліковано: 25.02.2014
Автори: Ван Чжаншен, Лі Янбінг
МПК: C03B 23/00
Мітки: герметизації, склопакета, вакуумної, пристрій
Формула / Реферат:
1. Пристрій для вакуумної герметизації склопакета, який характеризується тим, що включає стіл для відкачування повітря, верхню притискну пластину та нагрівальний пристрій, причому стіл для відкачування повітря має розміщувальну виїмку для поміщення скляних пластин, які підлягають герметизації, верхня притискна пластина притискається до скляних пластин, які підлягають герметизації, у розміщувальній виїмці і герметично з'єднується зі столом...
Пристрій для безперервної обробки елемента вакуумного склопакета
Номер патенту: 105338
Опубліковано: 25.04.2014
МПК: C03B 23/00
Мітки: склопакета, обробки, елемента, безперервної, вакуумного, пристрій
Формула / Реферат:
1. Пристрій для безперервної обробки елемента вакуумного склопакета, який характеризується тим, що включає завантажувальний стіл, передні допоміжні вакуумні камери, головну вакуумну камеру, задні допоміжні вакуумні камери та розвантажувальний стіл, розташовані послідовно, якщо дивитись уздовж напрямку подачі скла; пристрій подачі скляної пластини та систему електричного регулювання; подавальний пристрій; систему електричного регулювання для...
Спосіб виготовлення вакуумного склопакета
Номер патенту: 22158
Опубліковано: 10.04.2007
Автор: Волочай Вадим Михайлович
МПК: E06B 3/66
Мітки: виготовлення, склопакета, спосіб, вакуумного
Формула / Реферат:
1. Спосіб виготовлення вакуумного склопакета, що включає виготовлення листів віконного скла, їх очищення, нанесення шва герметизації, збирання, герметизацію і відкачування повітря, який відрізняється тим, що під час герметизації при зниженні температури проводять відкачування повітря зі склопакета.2. Спосіб виготовлення вакуумного склопакета за п. 1, який відрізняється тим, що при використанні як герметика легкоплавкого припійного скла...
Пристрій для герметизації простору під базисом повного знімного зубного протеза і спосіб його реалізації
Номер патенту: 43743
Опубліковано: 17.12.2001
Автори: Чулак Леонід Дмитрович, Шахновський Ігор Васильович
МПК: A61C 13/25
Мітки: базисом, герметизації, пристрій, повного, спосіб, знімного, простору, реалізації, протеза, зубного
Формула / Реферат:
1. Пристрій для герметизації простору під базисом повного знімного зубного протеза, складений з відвідної трубки, герметично вмонтованої в отвір в піднебінній частині базису і з'єднаної з манометром, який відрізняється тим, що відвідна трубка, виконана з прозорого термопластичного матеріалу, проходить крізь фронтальну ділянку штучного зубного ряду і має на позаротовому кінці два отвори, на одному з яких встановлено регулюючий вентиль з...
Спосіб ущільнення компаундом для вакуумного склопакета

Номер патенту: 101461
Опубліковано: 25.03.2013
Автор: Лі Янбінг
МПК: C03C 27/08, E06B 3/66
Мітки: ущільнення, склопакета, спосіб, вакуумного, компаундом
Формула / Реферат:
1. Спосіб ущільнення компаундом для вакуумного склопакета зі здійсненням повітронепроникного з'єднання між компаундованими скляними пластинами у заданій позиції скляної пластини шляхом застосування технології паяння металевим припоєм, який також включає такі етапи:a) відповідне забезпечення металізованого шару, з'єднаного з полотном скляної пластини на заздалегідь підготовленій поверхні ділянки ущільнення кожної скляної пластини, яка...
Попередній патент: Пристрій для просочення довгомірного скловолокнистого матеріалу
Наступний патент: Пристрій для визначення ступеня стиглості кавунів
Випадковий патент: Спосіб лікування гнійних ран