Спосіб ущільнення компаундом для вакуумного склопакета

Формула / Реферат
1. Спосіб ущільнення компаундом для вакуумного склопакета зі здійсненням повітронепроникного з'єднання між компаундованими скляними пластинами у заданій позиції скляної пластини шляхом застосування технології паяння металевим припоєм, який також включає такі етапи:
a) відповідне забезпечення металізованого шару, з'єднаного з полотном скляної пластини на заздалегідь підготовленій поверхні ділянки ущільнення кожної скляної пластини, яка має бути компаундована, причому процес підготування включає:
а1) підготування покриття з металевої пасти на поверхні скляної пластини на заздалегідь підготовленій ділянці ущільнення, причому вищезгадана металева паста є металевою пастою, що спікається при високій температурі,
а2) нагрівання скляної пластини для спікання покриття з металевої пасти у металізований шар, з'єднаний з полотном скляної пластини,
b) здійснення темперування або напівтемперування або загартовування на скляній пластині згідно з відомою технологією,
c) зварювання металізованих шарів у відповідних ділянках ущільнення кожних двох компаундованих скляних пластин з застосуванням технології паяння металевим припоєм для здійснення повітронепроникного з'єднання між двома скляними пластинами у ділянці ущільнення.
2. Спосіб за п. 1, який відрізняється тим, що температура спікання згідно з технологією спікання на етапі а2) перебуває у діапазоні температур темперування скляної пластини, і скляну пластину безпосередньо піддають швидкому загартовуванню та охолодженню після обробки з застосуванням технології спікання для завершення обробки скляної пластини шляхом темперування.
3. Спосіб за п. 1, який відрізняється тим, що покриття забезпечують на поверхні скляної пластини з застосуванням способів вкривання зануренням, вкривання розпиленням, трафаретного друку, ручного вкривання або механічного вкривання.
4. Спосіб за п. 1, який відрізняється тим, що металевий матеріал, який міститься у металевій пасті, має добрі паяльні властивості.
5. Спосіб за п. 1, який відрізняється тим, що металева паста являє собою металеву пасту на основі срібла або металеву пасту на основі сплаву Cu-Ag або металеву пасту на основі нікелю або металеву пасту на основі сплаву Ni-Ag.
6. Спосіб за п. 1, який відрізняється тим, що на етапі с) поміщують фольгу з твердого металевого припою між металізованими шарами двох скляних пластин у відповідних ділянках ущільненням або попередньо наносять твердий металевий припій на поверхню принаймні одного металізованого шару, а потім завершують наступне зварювання згідно з технологією паяння металевим припоєм.
7. Спосіб за п. 6, який відрізняється тим, що матеріали фольги з твердого металевого припою та твердого металевого припою являють собою сплави олова.
8. Спосіб за п. 1, який відрізняється тим, що технологію паяння металевим припоєм здійснюють під захистом інертного газу або в атмосфері Н2 або N2.
9. Спосіб за п. 1, який відрізняється тим, що технологію паяння металевим припоєм здійснюють в умовах вакууму.
10. Спосіб за п. 1, який відрізняється тим, що технологію паяння металевим припоєм здійснюють шляхом місцевого нагрівання ділянки ущільнення за допомогою лазерного нагріву, полум′яного нагріву, нагріву електричним струмом, індукційного нагріву або мікрохвильового нагріву.
11. Спосіб за п. 1, який відрізняється тим, що температура для паяння металевим припоєм є меншою або дорівнює 350 °C.
12. Вакуумний склопакет, утворений шляхом з'єднання двох або більшої кількості скляних пластин, причому кожні дві сусідні скляні пластини утворюють один простір, оточений ущільнювальною структурою, розташованою по периметру скляних пластин, і вакуумований між ними, який характеризується тим, що периметр скляної пластини ущільнюють, застосовуючи спосіб ущільнення компаундом за будь-яким з пп. 1-11.
Текст
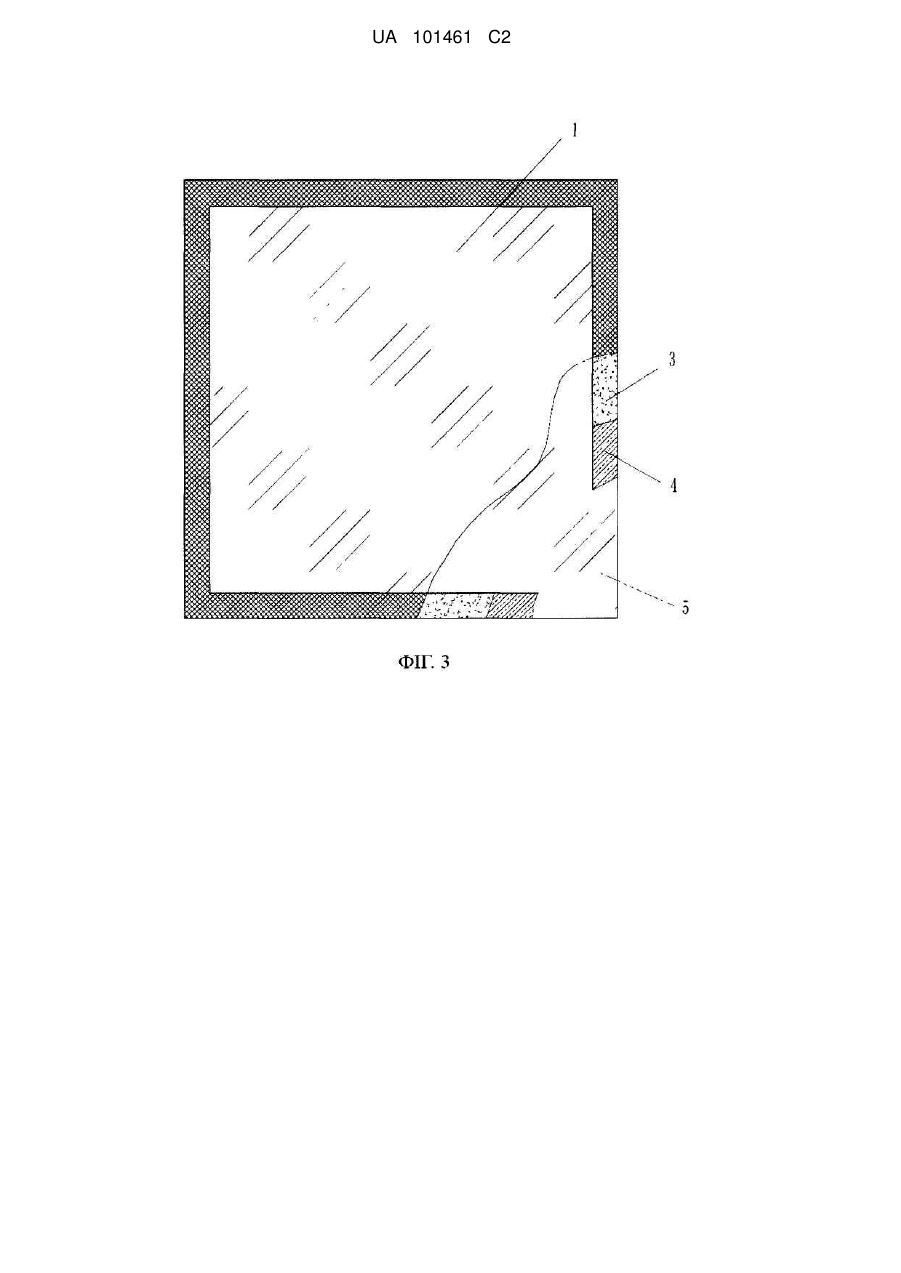
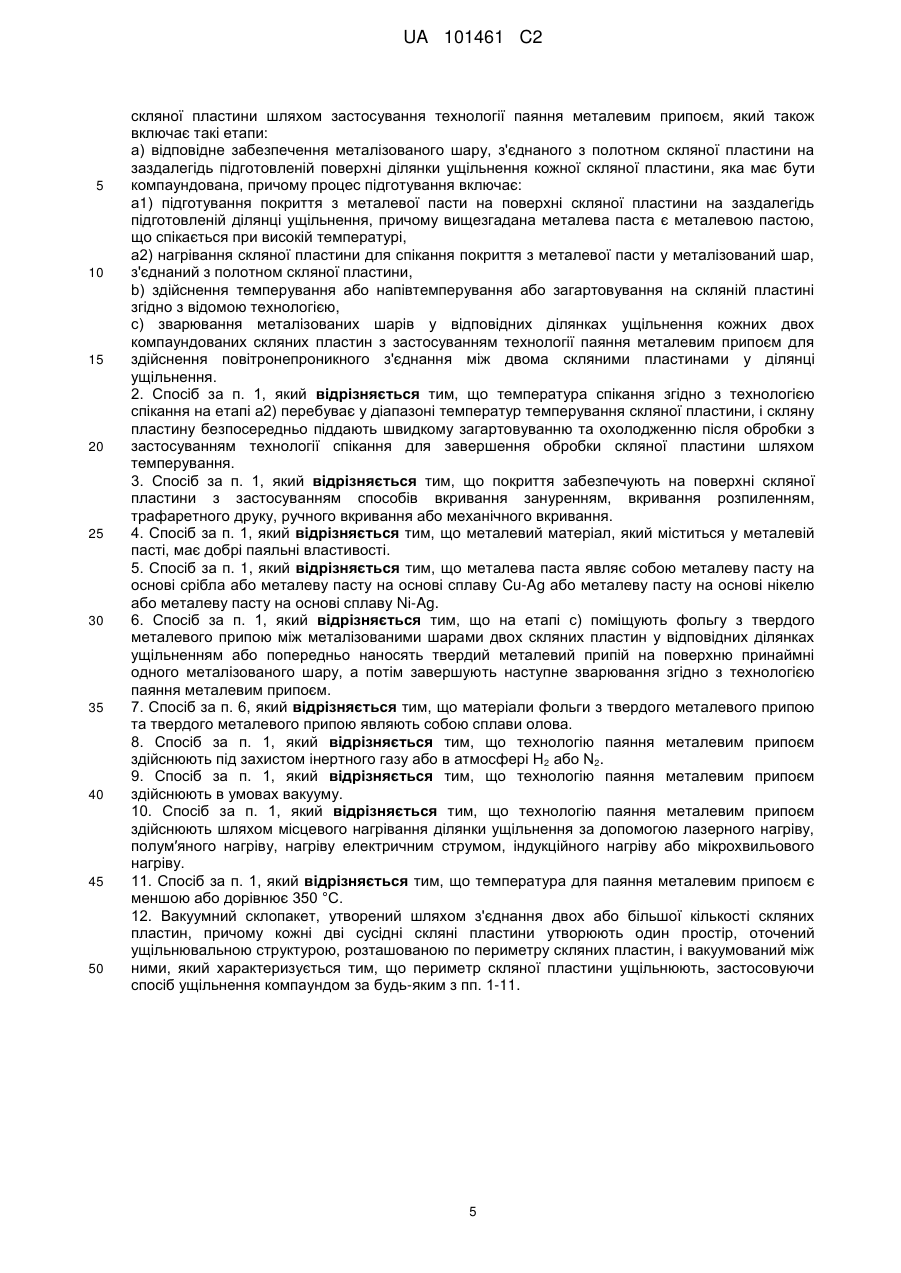
Реферат: Спосіб ущільнення компаундом для скляних пластин включає: підготування покриття з металевої пасти на поверхні кожної скляної пластини, яка має бути компаундована на заздалегідь підготовленій ділянці ущільнення; спікання покриття з металевої пасти у металізований шар, з'єднаний зі скляною пластиною; зварювання металізованих шарів у відповідних ділянках ущільнення скляних пластин з застосуванням технології паяння металевим припоєм для здійснення повітронепроникного з'єднання між двома скляними пластинами. Також забезпечуються вакуумний склопакет та ізольоване скло. Спосіб забезпечує переваги міцного з'єднання у позиціях ущільнення, високу герметичність та сприятливу термостійкість. Випал загартованого скла уникається завдяки низькій температурі паяння, що забезпечує зручність обробки загартованого вакуумного склопакета, загартованого ізольованого скла та інших продуктів із загартованого багатошарового скла. UA 101461 C2 (12) UA 101461 C2 UA 101461 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь винаходу Даний винахід стосується способу ущільнення компаундом для вакуумного склопакета, зокрема, способу реалізації повітронепроникного з'єднання між компаундованими скляними пластинами у заданій позиції шляхом застосування технології паяння металевим припоєм. Рівень техніки В цілому існуючі способи ущільнення компаундом для скляних пластин є такими: (1) Застосування фрит з низькою точкою плавлення для розплавлення з метою ущільнення, причому температура ущільнення становить близько 400-500 °C, і за допомогою полуменевого або електричного нагрівання фрити з низькою точкою плавлення розплавляють для завершення ущільнення компаундом між скляними пластинами. Скло з низькою точкою плавлення, яке застосовують у такому процесі, зазвичай являє собою склоприпій PbO-ZnO, і такий матеріал не відповідає екологічним вимогам для довготривалого застосування, оскільки свинець є шкідливим для навколишнього середовища та людського організму. Водночас обладнання та способи виготовлення вакуумного склопакета є складними, і скляні пластини після ущільнення компаундом також часто може створювати межове термічне напруження. Таким чином, вимагається додаткова належна обробка випалом, яка значною мірою знижує ефективність виробництва. Крім того, якщо цей процес є пристосованим для ущільнення загартованого скла, скло втрачає свої характеристики безпеки через випал. (2) Запровадження різних пластичних та смоляних матеріалів для здійснення ущільнення компаундом між скляними пластинами. У деяких патентних документах згадується про застосування органічного скла, такого, як PC, ABS, LDPE, PVC і т. ін., в інших патентних документах також згадується про застосування у багатошаровому склі інших матеріалів, таких, як PVB, EVA (EN) і т. ін. Способи обробки є такими: поміщують вищезазначені матеріали між двома скляними пластинами, з яких мають бути одержані попередньо виготовлені деталі, а потім пресують попередньо виготовлені деталі у відповідних умовах. Такий процес є подібним до процесу виготовлення багатошарового скла і може забезпечувати ущільнення компаундом між скляними пластинами. Однак при цьому важко гарантувати герметичність у місцях з'єднання, оскільки газопроникність та вологопроникність більшості пластичних та смоляних матеріалів є значно вищою за показники скла, і більшість органічних матеріалів лише фізично склеюються з поверхнями скляних пластин; і це безпосередньо призводить до зниження міцності ущільнення, міжшарового зволоження та пліснявіння скла у разі проникнення газів (включаючи водяну пару). Крім того, старіння органічного матеріалу з часом має прямо впливає на ущільнювальний ефект та довговічність компаундованих скляних пластин. (3) 3 метою усунення проблеми випалу у процесі ущільнення загартованого скла у багатьох патентних документах пропонується спосіб нагрівання з поділом на секції, тобто, місцевого нагрівання у позиції ущільнення за допомогою мікрохвиль, високої частоти, інфрачервоних променів, лазера і т. ін. для прямого сплавлення країв двох або більшої кількості скляних пластин в умовах підтримання низької температури основної частини скляних пластин; і у деяких документах згадується застосування способу світлочутливої термообробки для здійснення ущільнення компаундом між скляними пластинами. Однак ці способи ще перебувають на стадії розробки або лабораторних досліджень, і готової технології або продуктів досі не було запропоновано на ринку. Крім того, старіння зв'язувального матеріалу залишається проблемою, незважаючи на застосування оптичних світлочутливих технологій для ущільнення компаундом між скляними пластинами. Короткий опис винаходу З урахуванням недоліків існуючого рівня техніки мета винаходу полягає у забезпеченні способу ущільнення компаундом вакуумного склопакета, який би дозволяв ефективно здійснювати ущільнення компаундом між скляними пластинами, та обробленого з застосуванням такого способу вакуумного склопакета. З цієї точки зору спосіб ущільнення компаундом для вакуумного склопакета згідно з винаходом означає спосіб здійснення повітронепроникного з'єднання між компаундованими скляними пластинами у заданій позиції шляхом застосування технології паяння металевим припоєм, який включає такі етапи: a) Відповідне забезпечення металізованого шару, жорстко з'єднаного з полотном скляної пластини на заздалегідь визначеній поверхні ділянки ущільнення кожної скляної пластини, яка має бути компаундована. b) Зварювання металізованих шарів у відповідних ділянках ущільнення кожних двох компаундованих скляних пластин з застосуванням технології паяння металевим припоєм для здійснення повітронепроникного з'єднання між двома скляними пластинами у ділянці ущільнення. 1 UA 101461 C2 5 10 15 20 25 30 35 40 45 50 55 Крім того, приготовляють металізований шар з застосуванням технології спікання, яка включає такі етапи: а1) Підготування покриття з металевої пасти на заздалегідь підготовленій поверхні ділянки ущільнення скляної пластини, вищезгадана металева паста є металевою пастою, що спікається при високій температурі. а2) Нагрівання скляної пластини для спікання покриття з металевої пасти у металізований шар, з'єднаний з полотном скляної пластини. Крім того, покриття забезпечують на поверхні скляної пластини за допомогою вкривання зануренням, вкривання розпиленням, трафаретного друку, ручного вкривання або механічного вкривання. Крім того, металевий матеріал, який міститься у металевій пасті, має добрі паяльні властивості. Крім того, металеві матеріали, які містяться у металевій пасті, являють собою Ag або сплав Cu-Ag або Ni або сплав Ni-Ag. Крім того, після етапу а) спочатку здійснюють темперування або напівтемперування або загартовування на скляній пластині згідно з відомою технологією, а потім здійснюють етап b). Крім того, температура спікання згідно з вищезгаданою технологією спікання перебуває у діапазоні температур темперування скляної пластини, і скляну пластину безпосередньо піддають швидкому загартовуванню та охолодженню після обробки з застосуванням технології спікання для завершення обробки скляної пластини шляхом темперування. Крім того, на етапі b) поміщують фольгу з твердого металевого припою між металізованими шарами у відповідних ділянках ущільнення двох скляних пластин або попередньо наносять твердий металевий припій на поверхню принаймні одного металізованого шару, а потім завершують наступне зварювання згідно з технологією паяння металевим припоєм. Крім того, матеріали фольги з твердого металевого припою та твердого металевого припою являють собою сплави олова. Крім того, технологію паяння металевим припоєм здійснюють під захистом інертного газу або в атмосфері Нг або N2. Крім того, технологію паяння металевим припоєм здійснюють в умовах вакууму. Крім того, технологію паяння металевим припоєм здійснюють шляхом місцевого нагрівання ділянки ущільнення за допомогою лазерного нагріву, полуменевого нагріву, нагріву електричним струмом, індукційного нагріву або мікрохвильового нагріву. Крім того, температура для паяння металевим припоєм є меншою або дорівнює 350 °C. Згідно з іншим аспектом даного винаходу, забезпечується вакуумний склопакет, утворений шляхом з'єднання двох або більшої кількості скляних пластин, причому кожні дві сусідні скляні пластини утворюють один простір, оточений ущільнювальною структурою, розташованою по периметру скляних пластин, і вакуумований між ними. Периметр вакуумного склопакета ущільнюють, застосовуючи спосіб ущільнення компаундом. Винахід забезпечує повітронепроникне з'єднання між скляними пластинами шляхом запровадження технології паяння металевим припоєм і, таким чином, забезпечує цілком новий технологічний спосіб ущільнення компаундом між скляними пластинами. Цей спосіб має переваги міцного з'єднання у позиціях ущільнення, високу герметичність, добру термостійкість та інші подібні переваги і дозволяє уникати випалу загартованого скла через нижчу температуру паяння, яка має застосовуватися, що забезпечує зручність обробки темперованого вакуумного склопакета. Крім того, передбачається гнучкий вибір типу металевої пасти та режиму паяння згідно з передбаченим винаходом способом ущільнення компаундом для вакуумного склопакета, залежно від конкретних вимог, умов та типів оброблених продуктів, що забезпечує досягнення завдяки способові згідно з винаходом характеристик високої застосовуваності та широкої сфери застосування. Короткий опис фігур Фігура 1 представляє блок-схему виготовлення темперованого вакуумного склопакета згідно зі способом винаходу; Фігура 2 представляє розріз двошарової скляної конструкції; Фігура 3 представляє горизонтальну проекцію та частковий розріз з Фігури 2; Фігура 4 представляє розріз багатошарової скляної конструкції. Детальний опис винаходу Розрізи виготовленої двошарової скляної конструкції показано на Фігурі 2 та Фігурі 3 згідно зі способом ущільнення компаундом згідно з винаходом, розріз двошарової скляної конструкції показано на Фігурі 4, і номери на фігурах відповідно позначають такі деталі: 1 - верхня скляна 2 UA 101461 C2 5 10 15 20 25 30 35 40 45 50 55 пластина, 4 - металізований шар, утворений після обробки скляної пластини шляхом спікання, 3 - твердий припій, 5 - нижня скляна пластина, 2 - проміжна скляна пластина, 6 - проміжна опора. Фігура 1 показує основний технологічний процес ущільнення компаундом темперованих скляних пластин з застосуванням способу ущільнення компаундом згідно з винаходом, і цей технологічний процес пояснюється нижче на прикладі двошарового скла з Фігури 2: 1) Нарізання двох скляних пластин залежно від потрібних розмірів та завершення обробки їх країв і змивання з них жирних забруднень, пилу та інших забруднювачів. 2) Відповідне попереднє визначення однієї кільцевої ділянки ущільнення по периметру однієї з двох поверхонь скляної пластини та підготування покриття з металевої пасти на поверхні попередньо визначеної кільцевої ділянки ущільнення скляної пластини шляхом запровадження провідної срібної пасти високотемпературного спікання з температурою спікання 580-820 °C та способу механічного вкривання, причому попередньо визначені ділянки ущільнення двох скляних пластин відповідають одна одній. 3) Здійснення спікальної обробки на двох скляних пластинах з застосуванням відомої технології спікання, тобто, нагрівання двох скляних пластин для спікання покрить з металевої пасти, підготовлених на двох скляних пластинах, у металізовані шари 4, з'єднані з відповідним полотном скляної пластини шляхом спікання, причому температура нагрівання становить 580820 °C. 4) Здійснення темперування на верхній та нижній скляних пластинах, які було піддано спікальній обробці з застосуванням відомої технології темперування, тобто, швидкого загартовування та охолодження двох скляних пластин для темперування верхньої та нижньої скляних пластин. 5) Поміщення тонкої смуги ущільнювача з олов'яного сплаву, який є таким самим за формою та розміром, як металізований шар 4, на металізований шар 4 по периметру верхньої поверхні нижньої скляної пластини 5 і розташування проміжних опор 6 на поверхні внутрішньої сторони металізованого шару 4. 6) Ламінування верхньої та нижньої скляних пластин, тобто, спрямоване донизу укладання поверхні на стороні металізованого шару 4 верхньої скляної пластини 1 на нижню скляну пластину 5 і забезпечення перекривання металізованих шарів 4 верхньої скляної пластини 1 та нижньої скляної пластини 5 одного з одним та затискання смуги твердого припою між верхнім та нижнім металізованими шарами 4 після укладання. 7) Нагрівання металізованих шарів 4 та смуги твердого припою шляхом застосування відомого пристрою для індукційного нагріву для зварювання металізованих шарів 4 верхньої та нижньої скляних пластин, таким чином, завершуючи ущільнення для зовнішніх меж верхньої та нижньої скляних пластин. 8) Остаточна обробка та пакування ущільненого двошарового скла. Металевий матеріал, який додають до існуючої металевої пасти, може бути різним, залежно від призначення металевої пасти. Згідно з винаходом, необхідним є спікання металізованих шарів на поверхнях двох скляних пластин шляхом спікання та зварювання металізованих шарів для здійснення ущільнення компаундом двох скляних пластин. Таким чином, для забезпечення достатньої міцності з'єднання між металізованими шарами та скляними пластинами, а також надійного зварювання двох металізованих шарів, металевий матеріал, який міститься у застосовуваній металевій пасті, має добру зварюваність. Крім провідної срібної пасти високотемпературного спікання, яку було застосовано у вищенаведеному прикладі, металеві пасти, які можуть відповідати таким вимогам, також включають металеву пасту на основі срібла, металеву пасту на основі сплаву Cu-Ag, металеву пасту на основі нікелю, металеву пасту на основі сплаву Ni-Ag і т. ін. Для різних металевих паст існують різні температурні вимоги для спікальної обробки, а отже, металеву пасту вибирають залежно від наступних процедур для спрощення загального технологічного процесу. Наприклад, металева паста, яка має температуру спікання у діапазоні температур темперування скляної пластини, може бути вибрана, якщо виготовляють темпероване багатошарове скло. Таким чином, скляна пластина може бути темперована безпосередньо шляхом швидкого загартовування та охолодження після процесу спікання. Окремо вказується, що завершення темперування скляної пластини через повторне нагрівання скляної пластини до температури темперування з наступним швидким загартовуванням та охолодженням скляної пластини після процесу спікання також допускається у процесі виготовлення темперованого багатошарового склі. Таким чином, забезпечується ширший вибір металевих паст завдяки відсутності вимог щодо температури спікання для металевої пасти. 3 UA 101461 C2 5 10 15 20 25 30 35 40 45 50 55 Подібним чином металева паста з належною температурою спікання може бути вибрана з метою виготовлення напівтемперованого або термічно зміцненого багатошарового скла, і напівтемперування або термічне зміцнення скляної пластини може здійснюватися безпосередньо шляхом загартовування та охолодження після процесу спікання або шляхом повторного нагрівання та охолодження скляної пластини відомим способом після процесу спікання. Крім механічного вкривання на етапі 2), також можуть застосовуватися способи вкривання зануренням, вкривання розпиленням, трафаретного друку, ручного вкривання і т. ін. для одержання покриття з металевої пасти на скляній пластині. Крім того, додатково до традиційної металевої пасти, у разі потреби також можуть застосовуватися металева паста у формі фарби та кремоподібна металева паста. Проміжні опори 6 у вищезазначеному прикладі розташовуються між двома скляними пластинами двошарового скла з метою збереження заданого зазору між двома скляними пластинами, і цей зазор між скляними пластинами може регулюватися шляхом регулювання розмірів проміжних опор. Застосування наповнювача з олов'яного сплаву як твердого припою дозволяє досягати зниження температури зварювання (в цілому нижче за 250 °C) для процесу зварювання, що дозволяє уникати впливу температури паяння на характеристики самої скляної пластини, і це є особливо очевидним для обробки темперованого багатошарового скла. Оскільки скляна пластина вже перебуває у темперованому стані перед високотемпературним паянням, температура паяння регулюється на рівні, який є нижчим або дорівнює 350 °C, для запобігання випалу темперованої скляної пластини у процесі паяння. Подібним чином для скляної пластини, яка вже є напівтемперованою або термічно зміцненою перед високотемпературним паянням, температура паяння регулюється на рівні, який є нижчим або дорівнює 350 °C, для запобігання випалу скляної пластини у процесі паяння. Для подальшого поліпшення якості паяння процес паяння здійснюють в атмосфері Н 2 або N2 або інертного газу, або в умовах вакууму. Наповнювач з олов'яного сплаву для паяння також може бути попередньо нанесений на металізований шар замість попереднього виготовлення у формі фольги або тонкої смуги, форма якої є такою самою, що й форма металізованого шару у позиції ущільнення. У вищенаведеному прикладі застосовують індукційний нагрів у процесі паяння металізованого шару, і спосіб нагріву може забезпечувати місцевий нагрів, таким чином, що процес паяння може починатися з певної точки всієї кільцевої ділянки ущільнення і поступово здійснюватися уздовж металізованого шару до завершення зварювання металізованого шару на всій кільцевій ділянці ущільнення. Крім режиму індукційного нагріву, процес паяння також може здійснюватися за допомогою полуменевого нагріву, нагріву електричним струмом, лазерного нагріву або мікрохвильового нагріву, або з запровадженням технології паяння зануренням. Ділянка ущільнення скляної пластини у наведеному прикладі розташовується по периметру скляної пластини і є сформованою у замкнене кільце, а отже, вакуумування простору між двома скляними пластинами на внутрішній стороні ділянки ущільнення може утворювати темперований вакуумний склопакет. Вакуум між верхньою та нижньою скляними пластинами може бути здійснений через попереднє забезпечення вентиляційних отворів у верхній або нижній скляній пластині та вакуумування після паяння металізованих шарів, а також може бути здійснений шляхом ламінування верхньої та нижньої скляних пластин і паяння металізованих шарів у вакуумній камері. Викладений вище зміст є поясненням процесу ущільнення двошарового скла, як показано на Фігурі 2 та Фігурі 3. Крім того, спосіб ущільнення компаундом згідно з винаходом також може бути застосований для ущільнення тришарового та багатошарового скла, як показано на Фігурі 4. Порівняно з двошаровим склом, для тришарового або багатошарового скла металізовані шари забезпечуються по периметру поверхонь на обох сторонах проміжної скляної пластини. Ці фігури лише ілюструють детальний опис винаходу, і описи та фігури не обмежують обсяг даного винаходу. Будь-який інший варіант втілення, виконаний на основі принципів конструкції згідно з винаходом, охоплюється обсягом захисту винаходу, який визначається у представленій нижче формулі винаходу. ФОРМУЛА ВИНАХОДУ 60 1. Спосіб ущільнення компаундом для вакуумного склопакета зі здійсненням повітронепроникного з'єднання між компаундованими скляними пластинами у заданій позиції 4 UA 101461 C2 5 10 15 20 25 30 35 40 45 50 скляної пластини шляхом застосування технології паяння металевим припоєм, який також включає такі етапи: a) відповідне забезпечення металізованого шару, з'єднаного з полотном скляної пластини на заздалегідь підготовленій поверхні ділянки ущільнення кожної скляної пластини, яка має бути компаундована, причому процес підготування включає: а1) підготування покриття з металевої пасти на поверхні скляної пластини на заздалегідь підготовленій ділянці ущільнення, причому вищезгадана металева паста є металевою пастою, що спікається при високій температурі, а2) нагрівання скляної пластини для спікання покриття з металевої пасти у металізований шар, з'єднаний з полотном скляної пластини, b) здійснення темперування або напівтемперування або загартовування на скляній пластині згідно з відомою технологією, c) зварювання металізованих шарів у відповідних ділянках ущільнення кожних двох компаундованих скляних пластин з застосуванням технології паяння металевим припоєм для здійснення повітронепроникного з'єднання між двома скляними пластинами у ділянці ущільнення. 2. Спосіб за п. 1, який відрізняється тим, що температура спікання згідно з технологією спікання на етапі а2) перебуває у діапазоні температур темперування скляної пластини, і скляну пластину безпосередньо піддають швидкому загартовуванню та охолодженню після обробки з застосуванням технології спікання для завершення обробки скляної пластини шляхом темперування. 3. Спосіб за п. 1, який відрізняється тим, що покриття забезпечують на поверхні скляної пластини з застосуванням способів вкривання зануренням, вкривання розпиленням, трафаретного друку, ручного вкривання або механічного вкривання. 4. Спосіб за п. 1, який відрізняється тим, що металевий матеріал, який міститься у металевій пасті, має добрі паяльні властивості. 5. Спосіб за п. 1, який відрізняється тим, що металева паста являє собою металеву пасту на основі срібла або металеву пасту на основі сплаву Cu-Ag або металеву пасту на основі нікелю або металеву пасту на основі сплаву Ni-Ag. 6. Спосіб за п. 1, який відрізняється тим, що на етапі с) поміщують фольгу з твердого металевого припою між металізованими шарами двох скляних пластин у відповідних ділянках ущільненням або попередньо наносять твердий металевий припій на поверхню принаймні одного металізованого шару, а потім завершують наступне зварювання згідно з технологією паяння металевим припоєм. 7. Спосіб за п. 6, який відрізняється тим, що матеріали фольги з твердого металевого припою та твердого металевого припою являють собою сплави олова. 8. Спосіб за п. 1, який відрізняється тим, що технологію паяння металевим припоєм здійснюють під захистом інертного газу або в атмосфері Н2 або N2. 9. Спосіб за п. 1, який відрізняється тим, що технологію паяння металевим припоєм здійснюють в умовах вакууму. 10. Спосіб за п. 1, який відрізняється тим, що технологію паяння металевим припоєм здійснюють шляхом місцевого нагрівання ділянки ущільнення за допомогою лазерного нагріву, полум′яного нагріву, нагріву електричним струмом, індукційного нагріву або мікрохвильового нагріву. 11. Спосіб за п. 1, який відрізняється тим, що температура для паяння металевим припоєм є меншою або дорівнює 350 °C. 12. Вакуумний склопакет, утворений шляхом з'єднання двох або більшої кількості скляних пластин, причому кожні дві сусідні скляні пластини утворюють один простір, оточений ущільнювальною структурою, розташованою по периметру скляних пластин, і вакуумований між ними, який характеризується тим, що периметр скляної пластини ущільнюють, застосовуючи спосіб ущільнення компаундом за будь-яким з пп. 1-11. 5 UA 101461 C2 6 UA 101461 C2 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюCompound sealing method for vacuum glass
Автори англійськоюLi, Yanbing
Назва патенту російськоюСпособ уплотнения компаундом для вакуумированного стеклопакета
Автори російськоюЛи Янбинг
МПК / Мітки
МПК: E06B 3/66, C03C 27/08
Мітки: спосіб, компаундом, вакуумного, склопакета, ущільнення
Код посилання
<a href="https://ua.patents.su/9-101461-sposib-ushhilnennya-kompaundom-dlya-vakuumnogo-sklopaketa.html" target="_blank" rel="follow" title="База патентів України">Спосіб ущільнення компаундом для вакуумного склопакета</a>
Спосіб виготовлення вакуумного склопакета
Номер патенту: 22158
Опубліковано: 10.04.2007
Автор: Волочай Вадим Михайлович
МПК: E06B 3/66
Мітки: виготовлення, спосіб, склопакета, вакуумного
Формула / Реферат:
1. Спосіб виготовлення вакуумного склопакета, що включає виготовлення листів віконного скла, їх очищення, нанесення шва герметизації, збирання, герметизацію і відкачування повітря, який відрізняється тим, що під час герметизації при зниженні температури проводять відкачування повітря зі склопакета.2. Спосіб виготовлення вакуумного склопакета за п. 1, який відрізняється тим, що при використанні як герметика легкоплавкого припійного скла...
Вузол ущільнення сита з бортом грохота
Номер патенту: 29780
Опубліковано: 25.01.2008
Автори: Кочешков Борис Олексійович, Полулях Олександр Данилович, Берлін Адольф Матусович
МПК: B07B 1/46
Мітки: ущільнення, грохота, бортом, сита, вузол
Формула / Реферат:
Вузол ущільнення сита з бортом грохота, що містить еластичні пластини, який відрізняється тим, що нижній кінець еластичних пластин жорстко закріплений до бокової поверхні сита, а верхній кінець еластичних пластин спряжений з бортом грохота по усій його довжині.
Спосіб виготовлення керамічного карбідкремнієвого елемента пари тертя торцевого ущільнення
Номер патенту: 28894
Опубліковано: 16.10.2000
Автори: Кернякевич Володимир Степанович, Степанець Андрій Кирилович, Ковалів Євстахій Осипович, Филипенко Віктор Михайлович, Рудко Василь Петрович, Концур Ярослав Федорович, Гладій Ігор Юрієвич
МПК: C04B 35/565, F16J 15/00
Мітки: пари, ущільнення, керамічного, торцевого, спосіб, виготовлення, карбідкремнієвого, тертя, елемента
Формула / Реферат:
1. Спосіб виготовлення керамічного карбідкремнієвого елемента пари тертя торцевого ущільнення, який полягає в формуванні заготовки, її реакційному спіканні і механічній обробці, який відрізняється тим, що після операції спікання проводять механічну обробку базової поверхні і поверхні під вторинне ущільнення, наносіть фрагментарне термобар'єрне покриття шляхом азотування при температурі 1350°С і часі 2,5... год, і проводять кінцеву механічна...
Спосіб виготовлення клеєного склопакета
Номер патенту: 71370
Опубліковано: 15.11.2004
Автори: Маміконян Аркадій Іванович, Сребродольський Андрій Григорович
МПК: C03B 23/00
Мітки: склопакета, клеєного, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення клеєного склопакета, який включає мірне різання скла, виготовлення розпірної рамки, зборку і герметизацію склопакета за допомогою клею-герметика, який відрізняється тим, що тонують і/чи декорують внутрішні і/чи зовнішні стекла, розпірну рамку виготовляють з бічних стекол, що “гумують” за допомогою поліпропіленової тканини і клейової суміші, виконують мірне різання тонованих стекол для внутрішніх ребер розпірної рамки,...
Спосіб тонування склопакета
Номер патенту: 25378
Опубліковано: 10.08.2007
Автор: Надточій Олександр Володимирович
МПК: C03C 17/25
Мітки: тонування, склопакета, спосіб
Формула / Реферат:
1. Спосіб тонування склопакета, що включає внесення тонуючої речовини всередину склопакета, який відрізняється тим, що як тонуючу речовину використовують зафарбовану рідину, якою заповнюють внутрішній об'єм склопакета.2. Спосіб за п. 1, який відрізняється тим, що як зафарбовану рідину використовують зафарбований спирт.3. Спосіб за п. 1 або 2, який відрізняється тим, що внутрішній об'єм склопакета заповнюють за...
Попередній патент: Пристрій “а.т.а.р.” для вимірювання параметрів інклінації, ангуляції та ротації зубів
Наступний патент: Спосіб визначення оптичних властивостей напівпрозорих матеріалів
Випадковий патент: Наномодифікована абразивна паста