Ерозійностійке багатошарове покриття для лопаток турбомашин і спосіб його отримання
Номер патенту: 110895
Опубліковано: 25.02.2016
Автори: Сагалович Владислав Вікторович, Сагалович Олексій Владиславович

Формула / Реферат
1. Ерозійно-стійке багатошарове покриття для лопаток турбомашин, що містить металевий прошарок та шари титану і нітриду титану, яке відрізняється тим, що первинний шар з титану виконано на поверхні основного матеріалу, другий шар виконано у складі шарів титану і нітриду титану, що чергуються.
2. Ерозійностійке багатошарове покриття, за п. 1, яке відрізняється тим, що другий шар виконано у складі шарів титану і нітриду титану, що чергуються, з періодом 10 нм, що повторюється, і товщиною окремих шарів відповідно 2 нм і 8 нм.
3. Ерозійностійке багатошарове покриття, за п. 2, яке відрізняється тим, що товщина прошарку титану вибрана в діапазоні від 3 до 5 мкм, а товщина другого шару вибрана в діапазоні від 10 до 15 мкм.
4. Спосіб отримання ерозійно-стійкого багатошарового покриття для лопаток турбомашин, що включає вакуумно-плазмове нанесення металевого прошарку та шарів на основі нітридів титану, які формують при обертанні лопаток відносно власної осі, який відрізняється тим, що вакуумно-плазмовому нанесенню металевого прошарку передують послідовно три етапи очищення поверхні, що включають обробку поверхні лопаток в плазмі тліючого розряду інертного газу аргону, обробку поверхні в високощільній плазмі двоступеневого вакуумно-дугового розряду інертного газу аргону і останнє - іонну обробку металевими іонами.
5. Спосіб за п. 4, який відрізняється тим, що процеси багатоступеневого іонно-плазмового очищення, наступного вакуумно-дугового осадження захисного ерозійностійкого покриття, що містить шари на основі нітриду титану, і стабілізуючого відпалу покриття проводять в одному вакуумному об'ємі в єдиному технологічному циклі.
6. Спосіб по п. 4, який відрізняється тим, що в процесі нанесення покриття здійснюють стабілізуючий відпал через кожні нанесені 50 шарів при тій же температурі, без нанесення покриття шляхом відключення подачі азоту і підвищенні потенціалу зміщення на лопатки при припиненні нанесення покриття.
7. Спосіб за п. 4, який відрізняється тим, що проведення процесу іонно-плазмового очищення та формування шарів з заданими періодами, що повторюються, і товщинами окремих шарів при вакуум-дуговому осадженні захисного ерозійно-стійкого покриття здійснюють програмно заданими циклограмами, що забезпечують програмно-синхронізоване керування регуляторами тиску інертного та реакційного газів і електричними параметрами процесу.
Текст
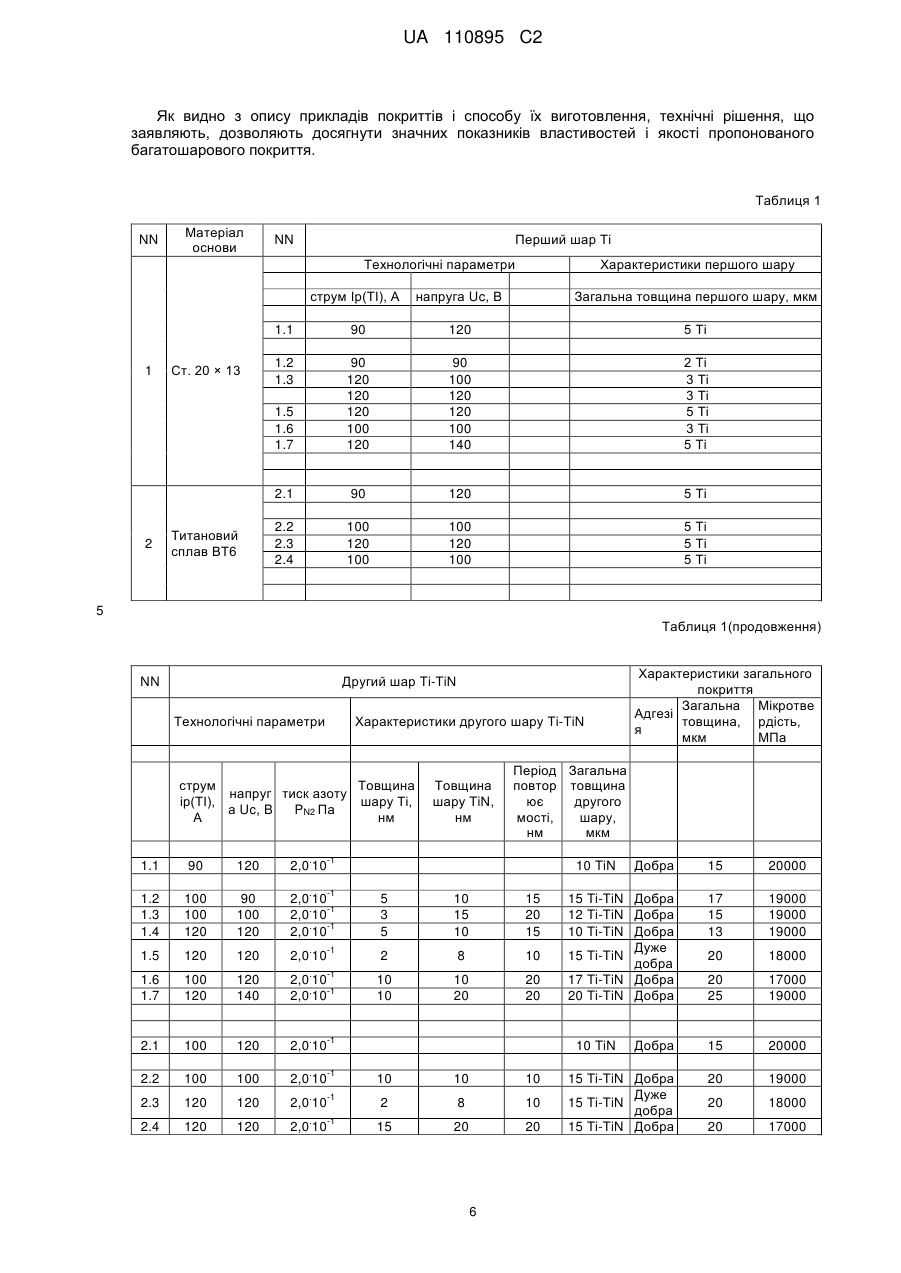
Реферат: Винахід належить до галузі кольорової металургії та машинобудування, зокрема до способу отримання ерозійно-стійкого багатошарового покриття лопаток турбомашин, що включає вакуумно-плазмове нанесення металевого прошарку та шарів на основі нітридів титану, які формують при обертанні лопаток відносно власної осі, при цьому перед вакуумно-плазмовим нанесенням покриття виконують три етапи очищення поверхні лопатки, які включають обробку її в плазмі тліючого розряду інертного газу аргону, обробку поверхні у високощільній плазмі двоступеневого вакуумно-дугового розряду інертного газу аргону і останній етап - іонну обробку металевими іонами. Винахід забезпечує підвищення ерозійної стійкості лопаток турбомашин від сольової корозії, пилової та крапельно-ударної ерозії, підвищення ресурсу роботи одержуваних лопаток з багатошаровим покриттям та адгезії покриття до основи. UA 110895 C2 (12) UA 110895 C2 UA 110895 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі кольорової металургії та машинобудування, зокрема, до способів отримання іонно-плазмових покриттів з ерозійностійкими та зносостійкими властивостями шляхом вакуумно-дугового осадження. Відомо, що конструкційні матеріали високонавантажених елементів машин, особливо, робочих лопаток парових турбін, а також компресорів газотурбінних двигунів (ГТД) та газотурбінних установок (ГТУ), в процесі експлуатації піддаються одночасній дії цілого комплексу руйнуючих корозійно-ерозійних факторів в умовах газоабразивного та вологопарового середовища при температурах до 500-540 °C, значних динамічних та статичних навантажень [Селезнёв Л.И., Рыженков В.А. Оценка длительности инкубационного периода эрозионного износа. - Технология металлов, № 3, 2007]. Можливості суттєвого підвищення експлуатаційних властивостей конструкційних матеріалів, що використовують, практично вичерпані. Відомо також, що найбільш ефективний шлях значного підвищення зносостійкості конструкційних матеріалів - використання захисних покриттів. Відомо, що зносостійке і корозійностійке покриття може являти собою шари корозійностійких шарів металів, що багаторазово чергуються, вибраних з групи, що містить молібден, ніобій, тантал, вольфрам, хром, титан, цирконій, нікель або сплави на їх основі. Наприклад, тришарове покриття, перший шар якого складає шар одного металу або суміші металів 1VВ або VIВ груп Періодичної системи елементів Менделєєва, сформований в середовищі нейтрального газу, другий - в суміші нейтрального та реакційного газів, а третій шар нітридів, карбідів, боридів або їх суміші [див. опис до патенту РФ 2161661, М. Кл. С23С 14/16, опубл. 10.01.2001]. Покриття містить шар із скандію, ітрію або рідкоземельних металів товщиною 0,02-0,08 мкм, кількість шарів може бути від 10 до 500, товщини шарів знаходяться у співвідношенні (0,02-5,0): (0,04-10): (0,1-12,5), а товщини перших двох шарів у співвідношенні 1,0: 2,0: 2,5. Проведені іспити покриттів, що були одержані згідно зі згаданим вище патентом, показали підвищення корозійної та ерозійної стійкості титанових лопаток у порівнянні із стійкістю до корозії та ерозії лопаток без покриття, але низька адгезійна стійкість суттєво знижує експлуатаційну надійність виробів, що одержані з використанням названого вище покриття. Відоме також покриття, стійке до ерозії, що містить твердий азотований шар, створений на поверхні основного матеріалу та щонайменше один твердий шар, отриманий методом PVD, створений на азотованому твердому шарі [див. опис до патентної заявки США № 2009/0123737, М.кл. С23С М.кл. С23С 14/06, 14/48, опубл. 14.05.2009 г.], в якому створені шари з нітридів хрому, титану та нікелю, що чергуються з шарами нітридів хром/алюміній, титан/алюміній, хрому та титану. Описане вище покриття покращує антиерозійні властивості поверхні, однак не завжди забезпечує необхідну ерозійну та корозійну стійкість робочих лопаток турбін при їх експлуатації в умовах волого-парової ерозії, внаслідок незадовільної адгезійної стійкості. Для отримання високоякісних міцнозчеплених покриттів багатошарової конструкції важливе значення має стан поверхні, на яку наноситься покриття, і поверхонь розділу шарів. Тому технологічні процеси попередньої обробки поверхні перед нанесенням покриттів і в процесі нанесення мають особливо важливе значення. Для покращення мікроструктури поверхневого шару успішно використовують нові плазмові методи обробки (плазмове загартування, плазмове зміцнення, плазмове модифікування). Широко розповсюджене електролітно-плазмове полірування поверхні деталей, здатне забезпечити залікування можливих дефектів попередніх технологічних операцій, не змінюючи параметрів шорсткості, що сприяє покращенню адгезійних характеристик при наступному нанесенні вакуумно-плазмових покриттів. Однак такої обробки не завжди досить при нанесенні високоякісних покриттів на прецизійні поверхні. Відомий спосіб нанесення покриттів у вакуумі, що включає попереднє очищення поверхні виробу, наприклад, патент РФ № 2061788, М.кл. С23С 14/34, опубл. 10.06.96, в якому перед запалюванням в камері дугового розряду проводять пасивуюче-деформатизуючу обробку виробу потоком високоенергетичних нейтральних часток. В результаті пасивуючодеформатизуючої обробки одержують покриття високої міцності, щільності і пасивності, що значно підвищує його довговічність. Але описаний вище спосіб використовують для обробки виробів, які не працюють у середовищах із значним навантаженням ерозійних факторів. Відомий також спосіб нанесення багатошарового покриття на металеві вироби засобом катодного розпилення, що включає іонне очищення і/або модифікацію поверхні виробу, 1 UA 110895 C2 5 10 15 20 25 30 35 40 45 50 55 нанесення, як найменше тришарового зносостійкого покриття шляхом осадження у середовищі інертного газу шару металу та твердих розчинів газів, а також шарів нітриду, карбіду і/або бориду [див. патент РФ № 2228387, М.кл. С23С 14/06, 14/08, опубл. 10.05.04]. Іспити зразків із покриттям показали, що отримані таким чином покриття дають добрий результат при використанні для захисту лопаток компресорів газових турбін і показали добрі результати в умовах тропічного морського клімату при температурі до 35 °C і 3 % солі у морському повітрі. Але це покриття не може бути використаним, наприклад, для захисту лопаток парових турбін оскільки умови роботи таких лопаток значно жорсткіші. Найбільш близьким до технічного рішення, що заявляють, за призначенням, технічній суті та результату при використанні є ерозійностійке наношарове покриття, що містить наношари, які включають металевий підшар та наношари з нітридів титану [див. опис до патенту РФ № 2390578, М.кл. С23С 14/06, 14/48; опубл. 12.11.2007 г.], а також карбідів і/або карбонітрідів титану, цирконію алюмінію, та наношари комбінацій сполук цих металів з азотом та вуглецем, а також імплантованих іонів. Найбільш близьким до рішення, що заявляють, за призначенням, технічній суті та результату при використанні є також спосіб отримання ерозійно-стійкого наношарового покриття для лопаток турбомашин, що включає вакуумно-плазмове нанесення металевого прошарку та шару на основі нітридів титану, які формують при обертанні лопаток відносно власної вісі, [див. там же] та відносно послідовно розташованих катодів із різноманітних матеріалів, в якому після осадження кожного шару проводять його іоно-імплантаційну обробку спеціальними пристроями. Описані вище технічні рішення використовують для забезпечення захисту лопаток турбін від сольової і газової корозії, газоабразивної та крапельно-ударної ерозії. В порівнянні з широко відомими захисними покриттями з нітриду титану, що використовують зарубіжні фірми (Siemens Westinghouse gas turbine, Alstom, Силовые машины), це покриття та спосіб підвищують стійкість лопаток до сольової корозії і крапельно-ударної ерозії в 1,5-2 рази. І все ж, маючи високу твердість і хорошу адгезію до основи, такі покриття не завжди забезпечують необхідну ерозійну стійкість робочих лопаток турбін при їх експлуатації в умовах волого-парової ерозії. Основним недоліком найближчого аналога є недостатня надійність захисту від пилової і крапельно-ударної ерозії та недостатня витривалість і циклічна міцність, що суттєво знижує ресурс деталей при їх використанні в агресивному середовищі турбін, що працюють в таких умовах, які проявляється у появі через тривалий час відколів та відшарувань. Тому метою запропонованих технічних рішень є підвищення стійкості лопаток з багатошаровими покриттями від сольової корозії, пилової та крапельно-ударної ерозії при одночасному підвищенні ресурсу деталей із захисними покриттями. В основу винаходу поставлена задача поліпшення ерозійностійкого багатошарового покриття для лопаток турбомашин, а також задача поліпшення способу отримання ерозійностійкого багатошарового покриття для лопаток турбомашин, в яких внаслідок виконання багатошарового покриття в складі металевого прошарку на основі та виконання додаткових шарів з титану та нітриду титану таких, що чергуються, а також виконання способом, що включає додаткові операції очищення поверхні виробу, що передуютьвакуумно-плазмовому нанесенню металевого прошарку, досягається новий технічний результат, який полягає в суттєвому підвищенні адгезійної здатності покриття, якому сприяє повільне змінювання пластичності при переході від крихкого стану основи до зовнішнього шару покриття. Наявність градієнта пластичності у шарах покриття забезпечує підвищення його спротиву до ерозійної дії агресивного середовища. Наслідком досягнутого технічного результату є підвищення стійкості лопаток турбомашин при наявності сольової корозії, пилової та крапельно-ударної ерозії, що сприяє підвищенню ресурсу роботи виробів із захисним покриттям і пристроїв, що їх використовують у своєму складі і в умовах волого-парової ерозії. Поставлена задача вирішується тим, що у відомому ерозійностійкому багатошаровому покритті для лопаток турбомашин, що містить металевий прошарок та шари титану і нітриду титану, відповідно до винаходу, первинний шар з титану виконано на поверхні основного матеріалу, другий шар виконано у складі шарів титану і нітриду титану, що чергуються. Відповідно до винаходу, другий шар виконано у складі шарів титану і нітриду титану, що чергуються, з періодом 10 нм, що повторюється, і товщиною окремих шарів відповідно 2 нм і 8 нм. Відповідно до винаходу, товщина прошарку титану виконана в діапазоні від 3 до 5 мкм, а товщина другого шару виконана в діапазоні від 10 до 15 мкм. 2 UA 110895 C2 5 10 15 20 25 30 35 40 45 50 55 Поставлена задача вирішується і тим, що у відомому способі отримання ерозійностійкого багатошарового покриття для лопаток турбомашин, що включає вакуумно-плазмове нанесення металевого прошарку та шарів на підставі нітридів титану, які формують при обертанні лопаток відносно власної осі, відповідно до винаходу, вакуумно-плазмовому нанесенню металевого прошарку передують послідовно три етапи очищення поверхні, що включають обробку поверхні виробу в плазмі тліючого розряду інертного газу аргону, обробку поверхні в високощільній плазмі двоступеневого вакуумно-дугового розряду інертного газу аргону і, останнє, іонну обробку металевими іонами. Відповідно до винаходу, процеси багатоступеневого іонно-плазмового очищення, наступного вакуум-дугового осадження захисного ерозійностійкого покриття, що містить шари на основі нітриду титану, і стабілізуючого відпалу покриття проводять в одному вакуумному об'ємі в єдиному технологічному циклі. Відповідно до винаходу, в процесі нанесення покриття здійснюється стабілізуючий відпал через кожні 50 шарів при тій же температурі без нанесення покриття шляхом відключення подачі азоту і підвищенні потенціалу зміщення на деталі для припинення нанесення покриття. Відповідно до винаходу, проведення процесу іонно-плазмового очищення та формування шарів з заданими періодами, що повторюються, і товщинами окремих шарів при вакуум-дуговому осадженні захисного покриття здійснюється програмно заданими циклограмами, що забезпечують програмно-синхронізоване керування регуляторами тиску інертного та реакційного газів та електричними параметрами процесу. Як видно з опису технічної суті запропонованих технічних рішень, вони відрізняються від найближчих аналогів і, отже, є новими. Рішення також мають винахідницький рівень. Як показано вище, відомі способи проводять в основному використовуючи іонне очищення. Технічне рішення, що заявляють принципово відрізняється від відомих тим, що очищення включає різноманітний вплив на поверхню основи, який супроводжується і стабілізуючими відпалами покриття, і програмно синхронізованими керування регуляторами тиску інертного та реакційних газів. Запропоновані технічні рішення промислово придатні і реалізовані за допомогою обладнання, модернізованого в умовах сучасного виробництва. Була проведена значна кількість експериментів на зразках-свідках із сталі 20×13 та титанового сплаву ВТ6, що використовують для виготовлення робочих лопаток, з метою вивчення різних конструкцій покриттів (загальної товщини покриттів, товщини шарів, схеми їх чергування, параметрів стабілізаційного відпалу) на адгезію та якість покриттів, щоб винайти оптимальну конструкцію багатошарового захисного покриття. Результати експериментів представлені в таблицях. Таблиця 1. Експерименти з вибору багатошарової конструкції захисного покриття. Таблиця 2. Експерименти з вибору стабілізуючого відпалу. Нанесення покриттів здійснювали при оптимальних режимах процесу (п. 1.5 табл. 1). Таблиця 3. Порівняльні зондові вимірювання параметрів технологічної плазми різних джерел плазми модернізованої установки. Таблиця 4.1, 4.2. Експерименти з вивчення впливу різних стадій попередньої обробки поверхні на адгезію та якість покриттів (сколювання та відшарування). Нанесення покриттів здійснювали при оптимальних режимах процесу (п. 1.5 табл. 1, п. 2 табл. 2). Таблиця 5. Характеристики покриттів на зразках-свідках, розміщених в різних місцях лопатки (L - відстань від замка лопатки). Контроль товщини шарів здійснюється за допомогою заздалегідь відкаліброваного вимірювача товщини FTC-2800, що дозволяє вимірювати швидкість росту покриття від 0,01 А/сек. Нанесення шарових покриттів здійснюється шляхом встановлення заданих значень тиску азоту, що забезпечується програмно-контрольованими регуляторами тиску азоту. Створення необхідних циклограм для отримання заданих періодів, що повторюються, і товщини окремих шарів забезпечується програмним керуванням регуляторів тиску азоту від вимірювача товщини FTC-2800. Для вимірювання температури деталей використаний пірометр Raytek. Металографічні дослідження і визначення параметрів матеріалів (товщина покриттів, рівномірність, дефектність та структура самого матеріалу) проводили на мікроскопах ММР-4 та Tesa Visio 300 gL. Мікротвердість покриттів вимірювали за допомогою мікротвердомірів ПМТ-3 та "BUEHLER" при навантаженні 50 Г. Адгезію покриттів вимірювали скретч-метром Revetest Scratch Tester (RST). 3 UA 110895 C2 5 10 15 20 25 30 35 40 45 50 55 В табл. 1 приведені результати виконаних експериментів з вибору багатошарової конструкції захисного покриття. Як видно з табл. 1, найкращою пропонованою конструкцією багатошарового захисного покриття за якістю з точки зору адгезії, є конструкція, наведена в п. 1.5 табл. 1, а саме: ерозійностійке покриття, що містить металевий шар титану та шари з нітридів титану, є багатошаровою конструкцією, в якій: первинний шар покриття виконаний з Ті товщиною 3-5 мкм; другий шар виконаний у складі шарів з (Ti-TiN) з періодом повторюваності 10 нм і товщиною окремих шарів відповідно 2 нм та 8 нм, загальною товщиною 10-15 мкм. Для поліпшення адгезійних характеристик покриття в процесі нанесення покриття здійснювали стабілізуючий відпал через кожні 50 шарів при тій же температурі без нанесення покриття шляхом відключення подачі азоту і підвищення потенціалу зміщення на деталі для припинення нанесення покриття. Виконані нами експерименти (табл. 2), дозволили винайти оптимальні параметри процесу стабілізуючого відпалу (п. 2 табл. 2), що суттєво покращує адгезійні характеристики покриттів, що отримані. Таким чином, як слідує з табл. 1, 2, нанесення покриттів при оптимальних режимах процесу (п. 1.5 табл. 1) та стабілізуючого відпалу (п. 2 табл. 2) дозволяє отримувати найкращі результати по адгезії багатошарових захисних покриттів, про що свідчить відсутність відколів і локальних відшарувань. Процес багатоступеневого іонно-плазмового очищення поверхні здійснюють наступним чином. 1 етап - обробка в плазмі тліючого розряду інертного газу аргону. Через низькі значення щільності плазми і щільності іонного струму на поверхню, що обробляють, швидкість очищення (розпилення поверхневих шарів) в плазмі тліючого розряду набагато нижче швидкості очищення в плазмі електродугового розряду. Більш високий потенціал (600 В), необхідний для горіння тліючого розряду в таких умовах, здатен викликати появу мікродуг на забрудненнях поверхні і погіршення класу чистоти. Повністю подавити процес виникнення мікродуг не вдається, навіть не дивлячись на наявність добре сформованої системи захисту від мікродуг. Тому обробку в тліючому розряді використовували для попереднього знегажування і "активації" доволі чистих поверхонь при дуже плавному підвищенні потенціалу. Результати проведених досліджень показують, що тривалість обробки поверхні іонами аргону в плазмі тліючого розряду аргону не повинна перевищувати 30 хв. Параметри плазми (іонний струм, щільність іонів, вольт-амперні характеристики, спектральні характеристики) під час іонно-плазмової обробки безперервно відслідковувались та архівувались за допомогою плазмометра "PlasmaMeter" та спектрометра "PlasmaSpectr". Потім проводять іонно-плазмову обробку в високощільній газовій плазмі аргону, що створює газовий плазмогенератор модернізованої установки. 2 етап - обробка в високощільній плазмі. Для цього використаний двоступеневий вакуумно-дуговий розряд інертного газу аргону, як потужного плазмового джерела газової плазми. Використання газового плазмогенератора забезпечує високоефективну іонну обробку поверхні, що сприяє міцному зчепленню покриття з підкладкою і, як наслідок, одержанню високоякісних функціональних покриттів. Для реалізації режиму газової плазми на виході електродугового джерела встановлена оптично непрозора, по проникненню для електричного поля, перегородка - жалюзійний екран, щоб запобігти потраплянню іонів металу на деталь. Високощільна газова плазма збуджується між катодом електродугового джерела, поблизу якого встановлено екран, і плазмоводом протилежного електродугового джерела, ізольованого від вакуумної камери. Катодом такого розряду є катод дугового розряду, ізольований від камери спеціальним сепаратором, що не пропускає потік металу, але при цьому дозволяє створити в камері газову плазму високої щільності. За допомогою системи зондового моніторингу плазмових технологічних процесів плазмометра "PlasmaMeter" були проведені порівняльні зондові вимірювання параметрів технологічної плазми різних джерел плазми модернізованої установки (тліючий, подвійний дуговий) (Табл. 3). Вони показали, що відношення потоків іонів і нейтральних атомів для плазми подвійного дугового розряду дає приблизно в 300-1000 разів більш інтенсивний потік іонів в порівнянні з випадком тліючого розряду. Така значно більш щільна плазма використана в модернізованій установці для очищення поверхні і іонного асистування при нанесенні функціональних покриттів. 4 UA 110895 C2 5 10 15 20 25 30 35 40 45 50 55 60 Сила струму розряду може бути практично будь-якою і визначається тільки теплофізичними властивостями катоду і параметрами силового джерела живлення і може варіюватися в широких межах змінюванням току дуги (100-200 А). Діапазон робочих напруг розряду складає 40-70 В при максимальній щільності іонного току. При іонно-плазмовому очищенні з використанням високощільної газової плазми, що створена газовим плазмогенератором, не виникає проблема осадження на поверхні часток металу, а тому потенціали на деталь можна змінювати плавно, починаючи з нульового значення. При цьому досягається повна відсутність електричних пробоїв на забруднених ділянках поверхні у порівнянні з випадком, коли повне очищення поверхні здійснюється іонами металу, і тим самим досягається збереження вихідної чистоти поверхні, що обробляють. При роботі з аргоном мінімальна робоча напруга на електродах розряду при максимальній . -3 щільності іонного току відповідає тиску 1 10 мм.рт.ст. Для азоту оптимальний тиск дещо вище і . -2 складає 2 10 мм.рт.ст. Іонний струм насичення, від величини якого залежить продуктивність процесу очищення, досягав високих значень (~ 3А). Час обробки в такому режимі складав від 10 до 15 хв. Такої обробки достатньо для переходу в режим обробки іонами металу, що напиляють. 3 етап - Іонна обробка (очищення металевими іонами). Основними технологічними параметрами при іонній обробці є іонний струм (щільність іонного струму), яким оброблюється поверхня виробу, енергія іонів, що бомбардують поверхню, та час обробки. Енергія іонів регулюється змінюванням напруги що прискорює. Щільність іонного струму на поверхні оброблюваного виробу задається щільністю іонного струму джерела іонів, що має власне регулювання. Обробку з плазми електродугового розряду починали вести відразу після припинення обробки в газовій плазмі. Плавно підвищуючи напругу, що подається на виріб, доводять параметри дугового розряду до заданої технологічним процесом величини. Експериментально був вибраний режим роботи дугових джерел таким, щоб при безперервному режимі горіння дуги температура виробів підвищувалась від 573-623К до 800-823К при досягненні потенціалу 800 В, що прискорює, протягом 8-10 хв. Це дозволяло повністю уникнути інтенсивного створення мікродуг, причиною виникнення яких може бути підвищене газовиділення із-за додаткового розігріву поверхні виробу та оснастки в процесі обробки, недостатнього ступеня попереднього очищення оснастки та виробів перед вакуумуванням камери тощо. В стадію іонної обробки може бути включена обробка не тільки в чистому інертному газі, а й з домішками інших газів (О2, N2 та ін.), тобто здійснювати плазмохімічну обробку. В табл. 4.1, 4.2 наведені результати виконаних експериментів на зразках-свідках в умовах, що відповідають реальним умовам використання пропонованого покриття, з метою вивчення впливу різних стадій попередньої обробки поверхні на адгезію та якість покриттів, які отримані, згідно з пропонованим винаходом, з оптимальними конструкціями, приведеними в попередніх табл. 1, 2 (п. 1.5 табл. 1, п. 2 табл. 2). Найкращі результати по адгезії і якості покриттів досягаються при оптимальних режимах процесу п. 1.5 (табл. 4.1, 4.2). Після проведення усіх формоутворюючих механічних обробок перед нанесенням покриття проводять традиційні операції ретельного знезжирювання в ультразвуковій ванні, промивки в бензино-ацетонових розчинниках, висушування в сушильній шафі при температурі 60 °C. Нанесення покриттів здійснюється в модернізованій установці. Лопатку встановлюють в . -3 спеціальній технологічній оснастці в вакуумну камеру, де створюють вакуум не нижче 2,0 10 Па. Проводять триступеневе іонно-плазмове очищення згідно з винаходом. Проведення такої триетапної обробки забезпечує високу якість очищення поверхні перед нанесенням покриттів і отримання міцнозчеплених з основою покриттів. Потім формують багатокомпонентне покриття вакуумно-дуговим осадженням з плазмової фази в середовищі реакційного газу азоту з іонним бомбардуванням згідно з винаходом. Розроблені покриття були нанесені на партію серійних робочих лопаток (довжиною до 1300 мм) парових турбін для захисту від корозійно-ерозійних ушкоджень. Для контролю були поставлені зразки-свідки на різних ділянках лопаток - на опуклих і вгнутих поверхнях, в зонах бандажу, пера лопатки, замкової частини (Табл. 5). Проведений найретельніший контроль робочих лопаток з покриттями, що розроблені, не виявив жодних ушкоджень покриттів на всіх ділянках лопаток. Партія лопаток з розробленими покриттями поставлена у складі турбіни в умовах експлуатації на АЕС (Пакш, Угорщина), де експлуатується в штатних умовах з 2010 р. 5 UA 110895 C2 Як видно з опису прикладів покриттів і способу їх виготовлення, технічні рішення, що заявляють, дозволяють досягнути значних показників властивостей і якості пропонованого багатошарового покриття. Таблиця 1 NN Матеріал основи Перший шар Ті NN Технологічні параметри Характеристики першого шару струм Ір(ТІ), А Титановий сплав ВТ6 120 5 Ті 1.2 1.3 90 120 120 120 100 120 90 100 120 120 100 140 2 Ті 3 Ті 3 Ті 5 Ті 3 Ті 5 Ті 2.1 2 90 1.5 1.6 1.7 Ст. 20 × 13 Загальна товщина першого шару, мкм 1.1 1 напруга Uc, В 90 120 5 Ті 2.2 2.3 2.4 100 120 100 100 120 100 5 Ті 5 Ті 5 Ті 5 Таблиця 1(продовження) Другий шар Ti-TiN NN Технологічні параметри Характеристики другого шару Ti-TiN струм Товщина напруг тиск азоту ір(ТІ), шару Ті, а Uc, B PN2 Па А нм Товщина шару TiN, нм Період Загальна повтор товщина ює другого мості, шару, нм мкм . -1 . -1 5 3 5 10 15 10 15 20 15 2,0 10 . -1 2 8 10 . -1 10 10 10 20 20 20 . -1 1.1 90 120 2,0 10 1.2 1.3 1.4 100 100 120 90 100 120 2,0 10 . -1 2,0 10 . -1 2,0 10 1.5 120 120 100 120 120 140 2,0 10 . -1 2,0 10 2.1 100 120 2,0 10 2.2 100 100 2,0 10 . -1 10 10 10 120 . -1 2,0 10 2 8 10 120 . -1 15 20 20 2.4 120 120 2,0 10 Добра 15 20000 15 Ti-TiN Добра 12 Ti-TiN Добра 10 Ti-TiN Добра Дуже 15 Ti-TiN добра 17 Ti-TiN Добра 20 Ti-TiN Добра 17 15 13 19000 19000 19000 20 18000 20 25 17000 19000 Добра 15 20000 15 Ti-TiN Добра Дуже 15 Ti-TiN добра 15 Ti-TiN Добра 20 19000 20 18000 20 17000 10 TiN 1.6 1.7 2.3 10 TiN 6 Характеристики загального покриття Загальна Мікротве Адгезі товщина, рдість, я мкм МПа UA 110895 C2 Таблиця 2 NN Параметри стабілізуючого відпалу Матеріал основи Тиск Потенціал азоту Час, зміщення, Uc, PN2, хв В Па Через кожні 30 шарів Ti-TiN Через кожні 50 шарів Ti-TiN Через кожні 100 шарів Ti-TiN Через кожні 150 шарів Ti-TiN 1 2 3 Ст. 20 × 13 4 Характеристики загального покриття Технологічні параметри Температура Адгезія 0 120 3 При Тп Добра 0 120 5 При Тп 0 120 5 При Тп Дуже добра Дуже добра 0 120 5 При Тп добра Мікро твердість, МПа 18000 18000 18000 18000 Таблиця 3 Щільність плазми, -3 см 7 10 Тип розряду Тліючий Подвійний дуговий . Температура електронів, еВ 0,15 Щільність струму 2 іонів, мА/см 0,001 Ступінь іонізації потоку, іон/атом -7 10 5 0,3 10 9 6 10 -4 Таблиця 4.1 NN 1.1. Обробка в плазмі тліючого розряду: Технологічні Характеристики плазми параметри Щільступінь Натемпер. тиск Аr, час, ність пруга електор. іонізації , PN2, Па хв плазми Uc, В Т, еВ іон/атом. -3 n, cm . -1 15 30 1 10 . -7 2 10 . -1 30 30 2 10 . -7 2 10 . -1 30 30 30 2 10 . -7 2 10 . -7 2 10 1.1 1.2 800 1300 1 10 . -1 1 10 1.3 1.4 1300 1300 1 10 . -1 1 10 1.5 1.6 1.7 1300 1300 1300 1 10 . -1 1 10 . -1 1 10 . -7 . -7 . -7 1.2 Обробка в високощільній аргоновій плазмі Технологічні Характеристики плазми параметри ступінь щільн. темпер, іонізації струм напр тиск Аr, плазми електр. 1р, А U, В Pn2, Па , -3 n, cm Т, еВ іон/атом. Тліючий 1.1 -7 10 -7 10 Тліючий + іони Ті 1.1+1.3 -7 0,15 10 -7 0,15 10 Тліючий + ДВДР + іони Ті 1.1+1.2+1.3 -7 . -3 0,15 10 100 100 1 10 -7 . -3 0,15 10 120 200 1 10 -7 . -3 0,15 10 120 500 1 10 0,1 0,15 7 . 9 6 10 . 9 6 10 . 9 6 10 5 5 5 -4 10 -4 10 -4 10 UA 110895 C2 Таблиця 4.2 (продовження) 1.3. Обробка металевими іонами. NN Технологічні параметри Характеристики плазми струм напр. час, енергія Ір(Ті), А Uc, В хв іонів еВ 1.1 1.2 1.3 1.4 100 120 90 100 10 15 1.5 120 100 15 1.6 120 100 15 1.7 120 100 15 Характеристики загального покриття Загальна Мікротвердість, Адгезія товщина, МПа мкм Щільність час струму j, хв 2 мА/см Тліючий 1.1 Задовільна Задовільна Тліючий + іони Ті 1.1+1.3 300 0,1 15 Добра 1000 0,2 30 Добра Тліючий + ДВДР + іони Ті 1.1+1.2+1.3 Дуже 1000 0,2 30 Добра Дуже 1000 0,2 30 Добра Дуже 1000 0,2 30 Добра 15 17 20000 19000 15 13 19000 19000 20 18000 20 17000 25 19000 Нанесення покриттів здійснювалося при оптимальних режимах процесу (п. 1.5 табл. 1, п. 2 табл. 2). Таблиця 5 NN 1 2 3 4 5 6 7 8 9 Зони розміщення зразків-свідків Характеристики загального покриття Загальна товщина, Мікротвердість, Адгезія мкм МПа (L1 = 100 см) Дуже добра 15 20000 на випуклих (L2 = 500 см) Дуже добра 16 20000 поверхнях (L3 = 1000 см) Дуже добра 17 19000 (L1 = 100 см) Дуже добра 15 20000 на вигнутих (L2 = 500 см) Дуже добра 16 20000 поверхнях (L3 = 1000 см) Дуже добра 17 19000 в зоні бандажу Дуже добра 19 18000 в зоні пера лопатки Дуже добра 20 18000 в зоні замкової частини Дуже добра 12 20000 L - відстань від замка лопатки ФОРМУЛА ВИНАХОДУ 5 10 15 1. Ерозійностійке багатошарове покриття для лопаток турбомашин, що містить металевий прошарок та шари титану і нітриду титану, яке відрізняється тим, що первинний шар з титану виконано на поверхні основного матеріалу, другий шар виконано у складі шарів титану і нітриду титану, що чергуються. 2. Ерозійностійке багатошарове покриття за п. 1, яке відрізняється тим, що другий шар виконано у складі шарів титану і нітриду титану, що чергуються, з періодом 10 нм, що повторюється, і товщиною окремих шарів відповідно 2 нм і 8 нм. 3. Ерозійностійке багатошарове покриття за п. 2, яке відрізняється тим, що товщина прошарку титану вибрана в діапазоні від 3 до 5 мкм, а товщина другого шару вибрана в діапазоні від 10 до 15 мкм. 4. Спосіб отримання ерозійностійкого багатошарового покриття для лопаток турбомашин, що включає вакуумно-плазмове нанесення металевого прошарку та шарів на основі нітридів титану, які формують при обертанні лопаток відносно власної осі, який відрізняється тим, що 8 UA 110895 C2 5 10 15 вакуумно-плазмовому нанесенню металевого прошарку передують послідовно три етапи очищення поверхні, що включають обробку поверхні лопаток в плазмі тліючого розряду інертного газу аргону, обробку поверхні в високощільній плазмі двоступеневого вакуумнодугового розряду інертного газу аргону і останнє - іонну обробку металевими іонами. 5. Спосіб за п. 4, який відрізняється тим, що процеси багатоступеневого іонно-плазмового очищення, наступного вакуумно-дугового осадження захисного ерозійностійкого покриття, що містить шари на основі нітриду титану, і стабілізуючого відпалу покриття проводять в одному вакуумному об'ємі в єдиному технологічному циклі. 6. Спосіб по п. 4, який відрізняється тим, що в процесі нанесення покриття здійснюють стабілізуючий відпал через кожні нанесені 50 шарів при тій же температурі, без нанесення покриття шляхом відключення подачі азоту і підвищенні потенціалу зміщення на лопатки при припиненні нанесення покриття. 7. Спосіб за п. 4, який відрізняється тим, що проведення процесу іонно-плазмового очищення та формування шарів з заданими періодами, що повторюються, і товщинами окремих шарів при вакуум-дуговому осадженні захисного ерозійностійкого покриття здійснюють програмно заданими циклограмами, що забезпечують програмно-синхронізоване керування регуляторами тиску інертного та реакційного газів і електричними параметрами процесу. Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Автори англійськоюSahalovych Vladyslav Viktorovych
Автори російськоюСагалович Владислав Викторович
МПК / Мітки
МПК: C23C 14/00, C23C 14/48, C23C 14/02, C23C 14/14, C23C 14/06
Мітки: лопаток, покриття, турбомашин, отримання, ерозійностійке, багатошарове, спосіб
Код посилання
<a href="https://ua.patents.su/11-110895-erozijjnostijjke-bagatosharove-pokrittya-dlya-lopatok-turbomashin-i-sposib-jjogo-otrimannya.html" target="_blank" rel="follow" title="База патентів України">Ерозійностійке багатошарове покриття для лопаток турбомашин і спосіб його отримання</a>
Спосіб отримання ерозійно стійкого багатошарового покриття для лопаток турбомашин
Номер патенту: 99816
Опубліковано: 25.06.2015
Автори: Сагалович Олексій Владиславович, Сагалович Владислав Вікторович
МПК: C23C 14/00
Мітки: спосіб, стійкого, лопаток, покриття, багатошарового, ерозійної, отримання, турбомашин
Формула / Реферат:
1. Спосіб отримання ерозійно стійкого багатошарового покриття для лопаток турбомашин, що включає вакуумно-плазмове нанесення металевого підшарку та шарів на підставі нітридів титану, які формують при обертанні лопаток відносно власної осі, який відрізняється тим, що вакуумно-плазмовому нанесенню металевого підшарку передують послідовно три етапи очищення поверхні, що включають обробку поверхні виробу в плазмі тліючого розряду інертного газу...
Спосіб випробування на утомленість лопаток турбомашин і пристрій для його здійснення
Номер патенту: 15879
Опубліковано: 30.06.1997
Автори: Степанов Микола Васильович, Винокурова Ірина Олександрівна, Сілін Сергій Леонардович, Тищенко Сергій Дмитрович
МПК: G01N 3/00
Мітки: утомленість, турбомашин, пристрій, здійснення, випробування, спосіб, лопаток
Формула / Реферат:
(57) 1. Способ испытания на усталость лопаток турбомашин, заключающийся в том, что производят установку лопатки на вибро-стенде путем закрепления ее хвостовой части и нагружают ее путем колебаний, отличающийся тем, что колебания лопатки создают совместно с устанавливаемым соосно ей резонансным элементом моментом с инерции корневого сечения, большим момента инерции лопатки, таким образом, что центр масс расположен по линии действия...
Багатошарове, зносостійке покриття

Номер патенту: 108279
Опубліковано: 10.04.2015
Автори: Богославцев Володимир Іванович, Кононихін Олександр Володимирович, Попов Віктор Васильович, Сагалович Олексій Владиславович, Сагалович Владислав Вікторович
МПК: B82B 3/00, F16K 3/08, B32B 7/02, C23C 14/06, C23C 28/00, B82Y 30/00, B32B 15/00
Мітки: багатошарове, зносостійке, покриття
Формула / Реферат:
1. Багатошарове, зносостійке покриття, розташоване на попередньо азотованій поверхні, що містить шари нітриду титану, яке відрізняється тим, що покриття виконане із чотирьох шарів, кожний з яких сформований із наношарів, при цьому перший шар на азотованій поверхні виконаний із наношарів титану, другий шар, що складається із наношарів титану й нітриду титану, що чергуються, третій і четвертий шари, що складаються із наношарів нітриду титану й...
Композиція покриття та багатошарове покриття, здатне вибірково видалятися, спосіб його одержання, спосіб покриття та спосіб обробки основи
Номер патенту: 88035
Опубліковано: 10.09.2009
Автори: Чаронсак Срінторн, Савант Суреш Г., Рао Чандра Б.
МПК: B32B 27/40, B32B 27/34, C09D 177/00, B32B 27/38
Мітки: спосіб, основі, композиція, вибіркової, видалятися, обробки, здатне, одержання, багатошарове, покриття
Формула / Реферат:
1. Композиція покриття, що містить принаймні один поліамід з кінцевою аміногрупою, у якій середньообчислена молекулярна маса поліаміду з кінцевою аміногрупою становить від 500 Da до 100000 Da і в якій принаймні один поліамід з кінцевою аміногрупою має структуру формули (І) або формули (II): , (I)
Спосіб визначання газоабразивної зносостійкості лопаток компресорів турбомашин
Номер патенту: 13731
Опубліковано: 25.04.1997
Автори: Лук'янов Валентин Семенович, Гліксон Ігор Леонідович, Бєрєзін Геннадій Васільєвіч,, Мігунов Віталій Михайлович
МПК: G01N 3/56
Мітки: зносостійкості, лопаток, спосіб, компресорів, турбомашин, газоабразивної, визначання
Формула / Реферат:
(57) Способ определения газоабразивной износостойкости лопаток компрессоров турбомашин, заключающийся в том, что на две лопатки, одна из которых испытуемая, а вторая - контрольная, воздействуют струей воздуха с абразивными частицами и определяют износ лопаток, по которому судят об износостойкости, отличающийся тем, что используют третью, бывшую в эксплуатации эталонную лопатку, определяют ее износ, воздействие струей на испытуемую и...
Попередній патент: Спосіб глибокого очищення (доочищення) питної води
Наступний патент: Різьбове з’єднання для сталевої труби
Випадковий патент: Установка для зварювання та рихтування карданних валів