Спосіб вимірювання профілів поверхонь в працюючих алюмінієвих електролізерах
Формула / Реферат
1. Пристрій (10) для визначення профілів поверхонь, зокрема профілю (22) зносу катода і профілю бортової(их) охолоді(ей), алюмінієвого електролізера, який заповнений розплавом (5) алюмінію і має бортову(і) охолодь(і) (6а), що містить:
- систему визначення положення з рухомим елементом (11) системи і стаціонарним елементом (14) системи і
- піку (16) з термостійким наконечником (19) для занурення в розплав (5) на катод або поверхню бортової охолоді (6а) електролізера,
причому рухомий елемент (11) прикріплений до піки (16), а стаціонарний елемент (14) виконаний з можливістю визначення положення наконечника (19) піки за допомогою визначення положення рухомого елемента (11).
2. Пристрій за п. 1, який відрізняється тим, що наконечник (19) піки містить або щонайменше по суті виконаний з матеріалу, який може витримувати більш високі температури, ніж стрижень (15) піки (16), або щонайменше такі ж температури, як стрижень (15).
3. Пристрій за пп. 1 або 2, який відрізняється тим, що стрижень (15) містить або щонайменше по суті виконаний зі сталі, переважно нержавіючої сталі, матеріалу на основі графіту і/або армованого вуглецевим волокном матеріалу.
4. Пристрій згідно щонайменше з одним з пп. який відрізняється тим, що наконечник (19) піки містить або щонайменше по суті виконаний зі сталі, переважно нержавіючої сталі, або продукту на основі графіту.
5. Пристрій за п. 4, який відрізняється тим, що продукт на основі графіту містить щонайменше один матеріал з групи, яка складається з вуглецю, графіту, напівграфіту, армованої вуглецевим волокном кераміки або армованого вуглецевим волокном вуглецю.
6. Пристрій згідно щонайменше з одним з пп. який відрізняється тим, що наконечник (19) піки містить кулястий кінцевий елемент (20).
7. Пристрій згідно щонайменше з одним з пп. який відрізняється тим, що стрижень (15) і/або наконечник (19) піки містить трубку.
8. Пристрій згідно щонайменше з одним з пп. який відрізняється тим, що рухомий елемент (11) рознімно прикріплений до піки (16).
9. Пристрій згідно щонайменше з одним з пп. який відрізняється тим, що система визначення положення виконана з можливістю визначення положення наконечника (19) піки і/або кулястого кінцевого елемента (20) за допомогою визначення положень контрольних точок (12) на рухомому елементі (11) і обчислення положення наконечника (19) піки і/або кулястого кінцевого елемента (20) на основі цих положень контрольних точок (12).
10. Пристрій згідно щонайменше з одним з пп. який відрізняється тим, що стаціонарний елемент (14) і рухомий елемент (11) виконані з можливістю визначення положення контрольних точок (12) за допомогою оптичних засобів.
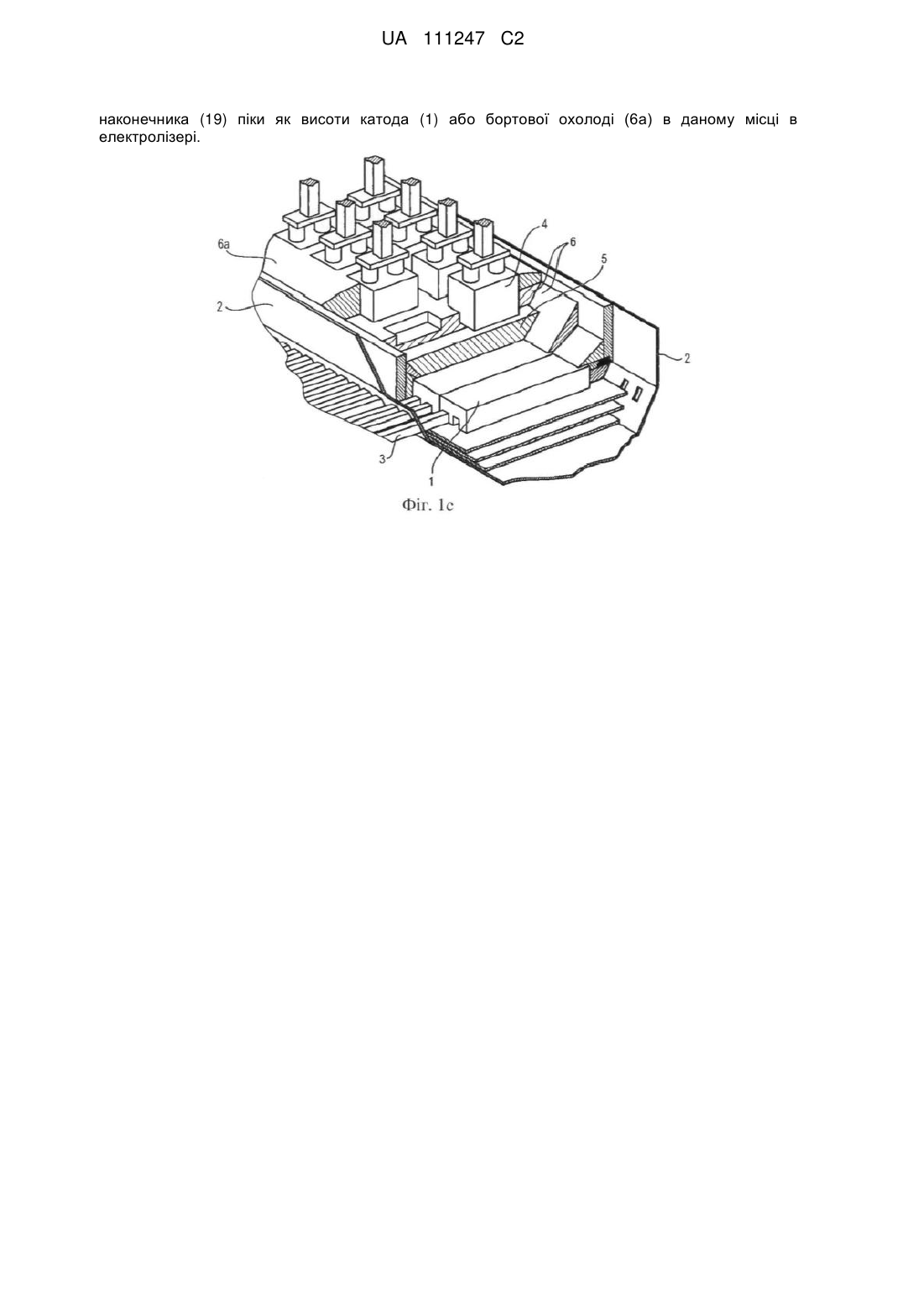
11. Спосіб визначення профілів поверхонь, зокрема профілю (22) зносу катода і профілю бортової(их) охолоді(ей), в алюмінієвому електролізері за допомогою використання пристрою (10) за будь-яким з пунктів 1-10, занурення наконечника (19) піки пристрою (1) в розплав (5) алюмінію на катод або поверхню (6а) бортової(их) охолоді(ей) електролізера і визначення положення наконечника (19) піки як висоти катода (1) або бортової охолоді (6а) в даному місці в електролізері.
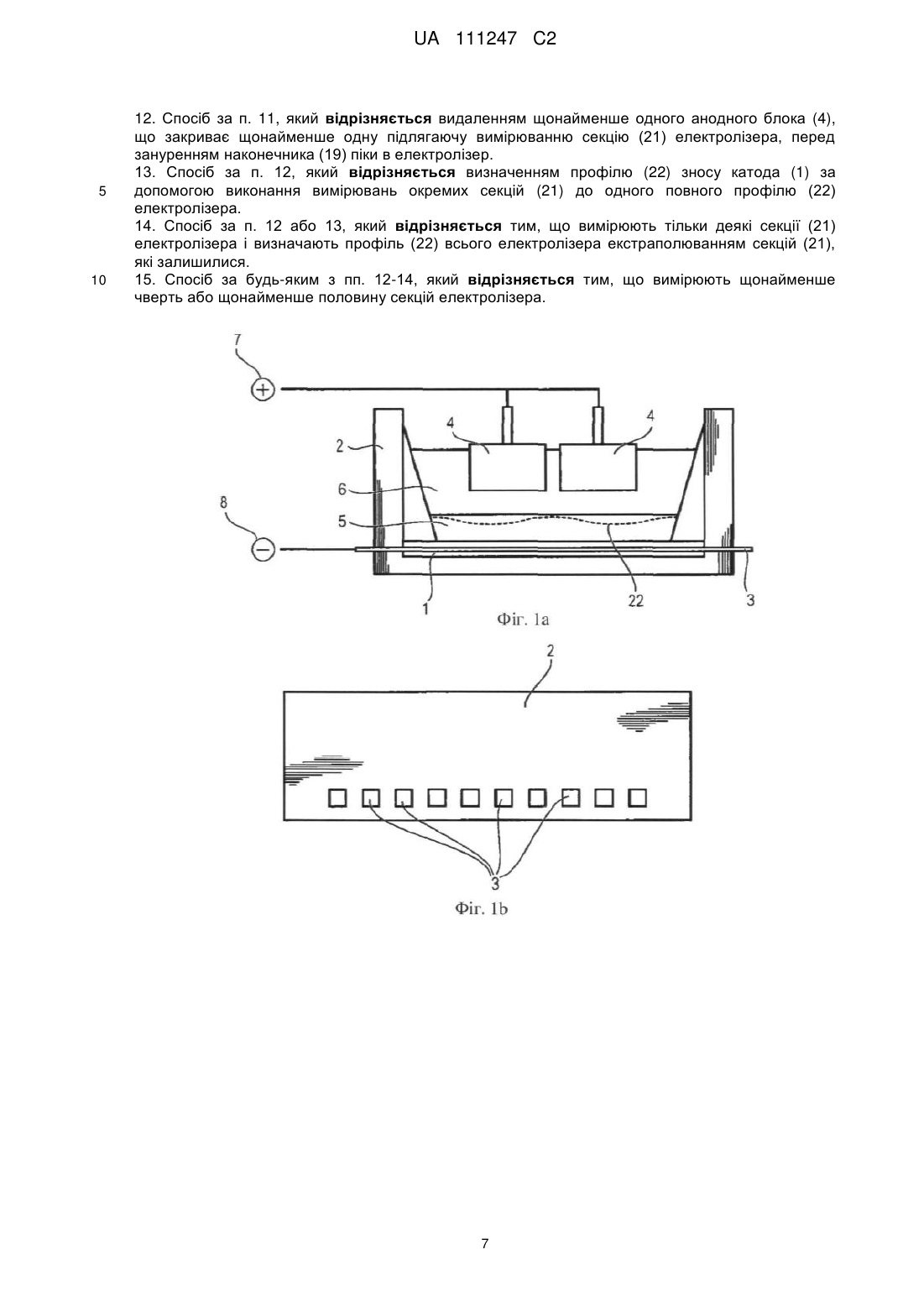
12. Спосіб за п. 11, який відрізняється видаленням щонайменше одного анодного блока (4), що закриває щонайменше одну підлягаючу вимірюванню секцію (21) електролізера, перед зануренням наконечника (19) піки в електролізер.
13. Спосіб за п. 12, який відрізняється визначенням профілю (22) зносу катода (1) за допомогою виконання вимірювань окремих секцій (21) до одного повного профілю (22) електролізера.
14. Спосіб за п. 12 або 13, який відрізняється тим, що вимірюють тільки деякі секції (21) електролізера і визначають профіль (22) всього електролізера екстраполюванням секцій (21), які залишилися.
15. Спосіб за будь-яким з п. 12-14, який відрізняється тим, що вимірюють щонайменше чверть або щонайменше половину секцій електролізера.
Текст
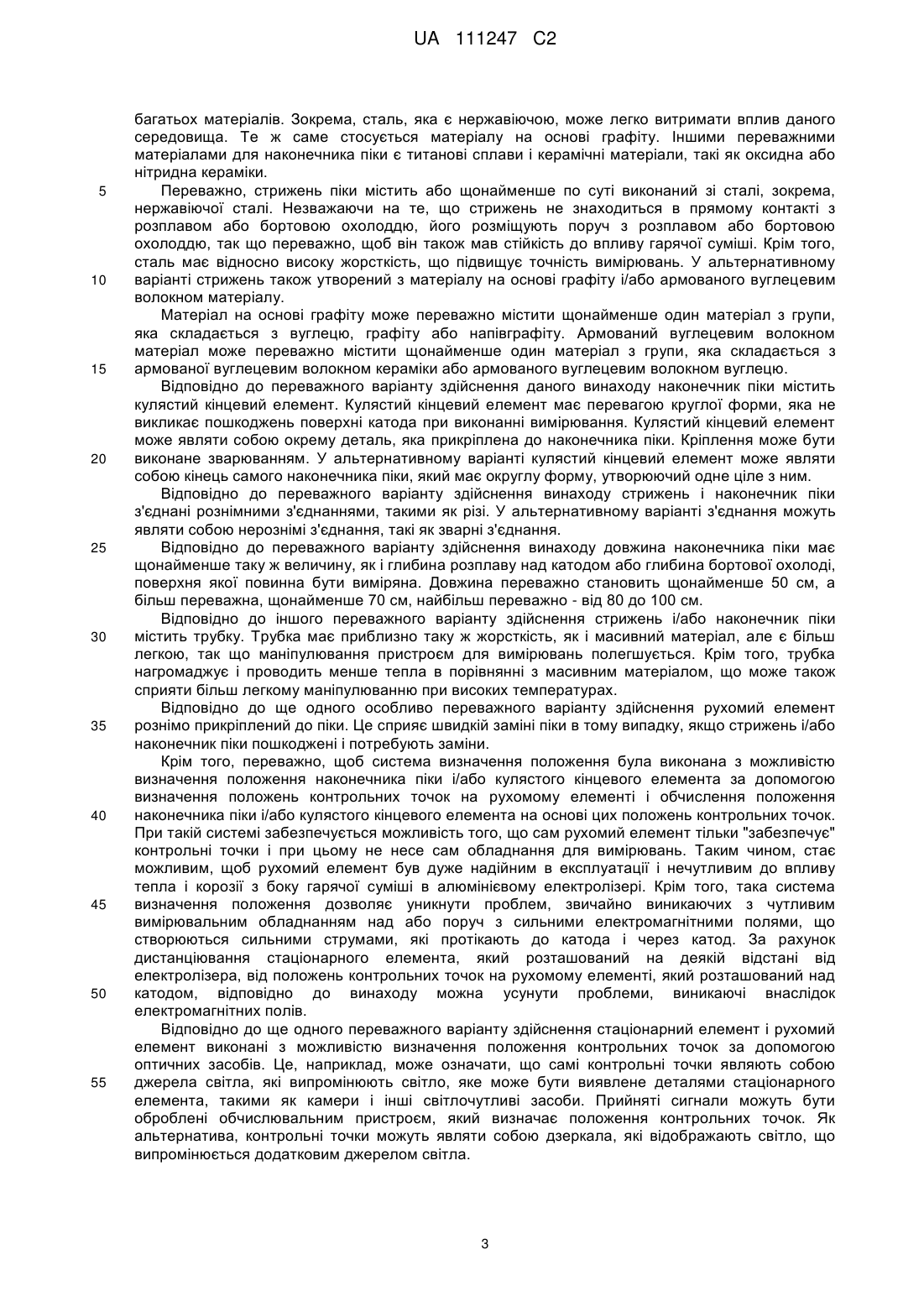
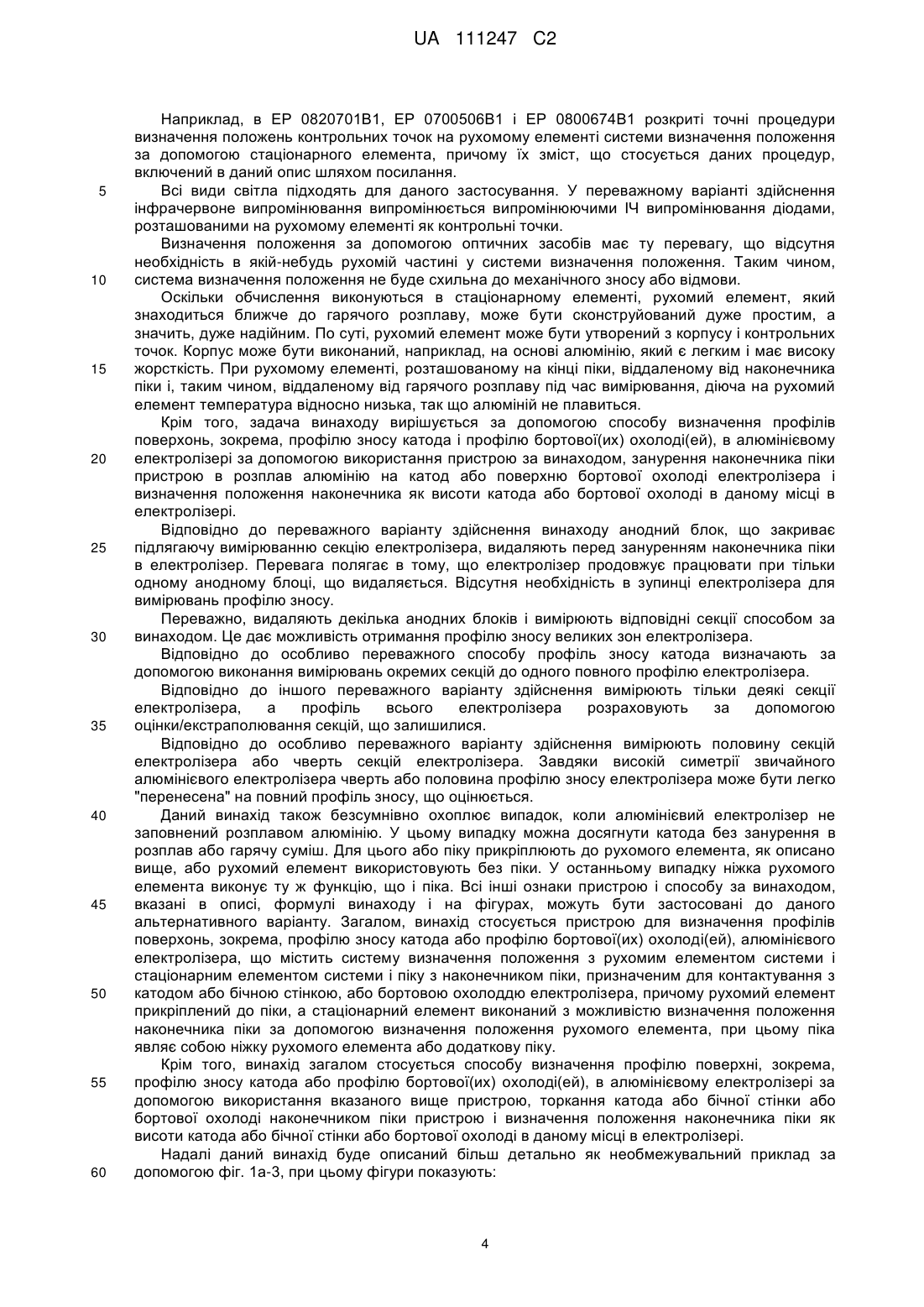
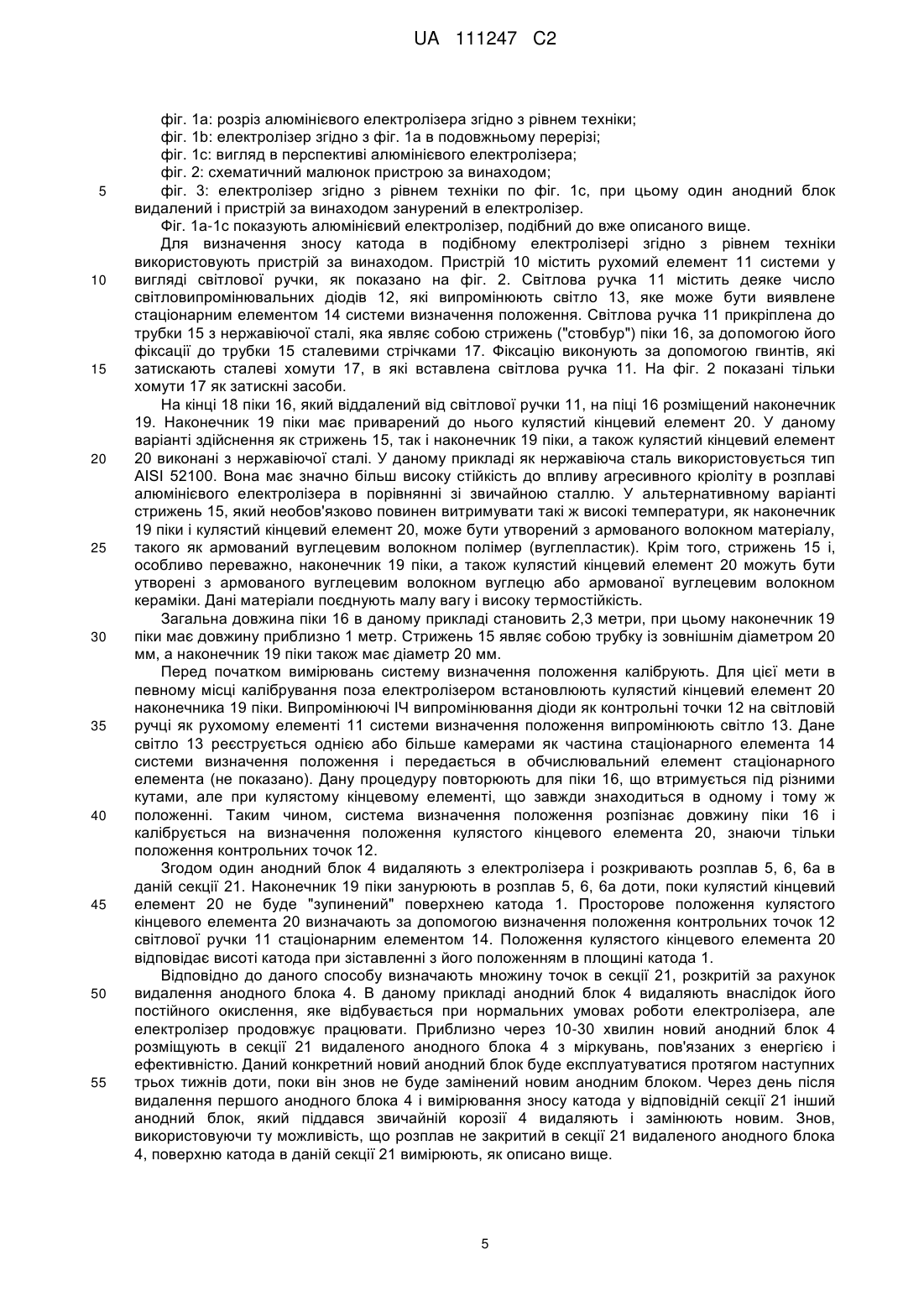
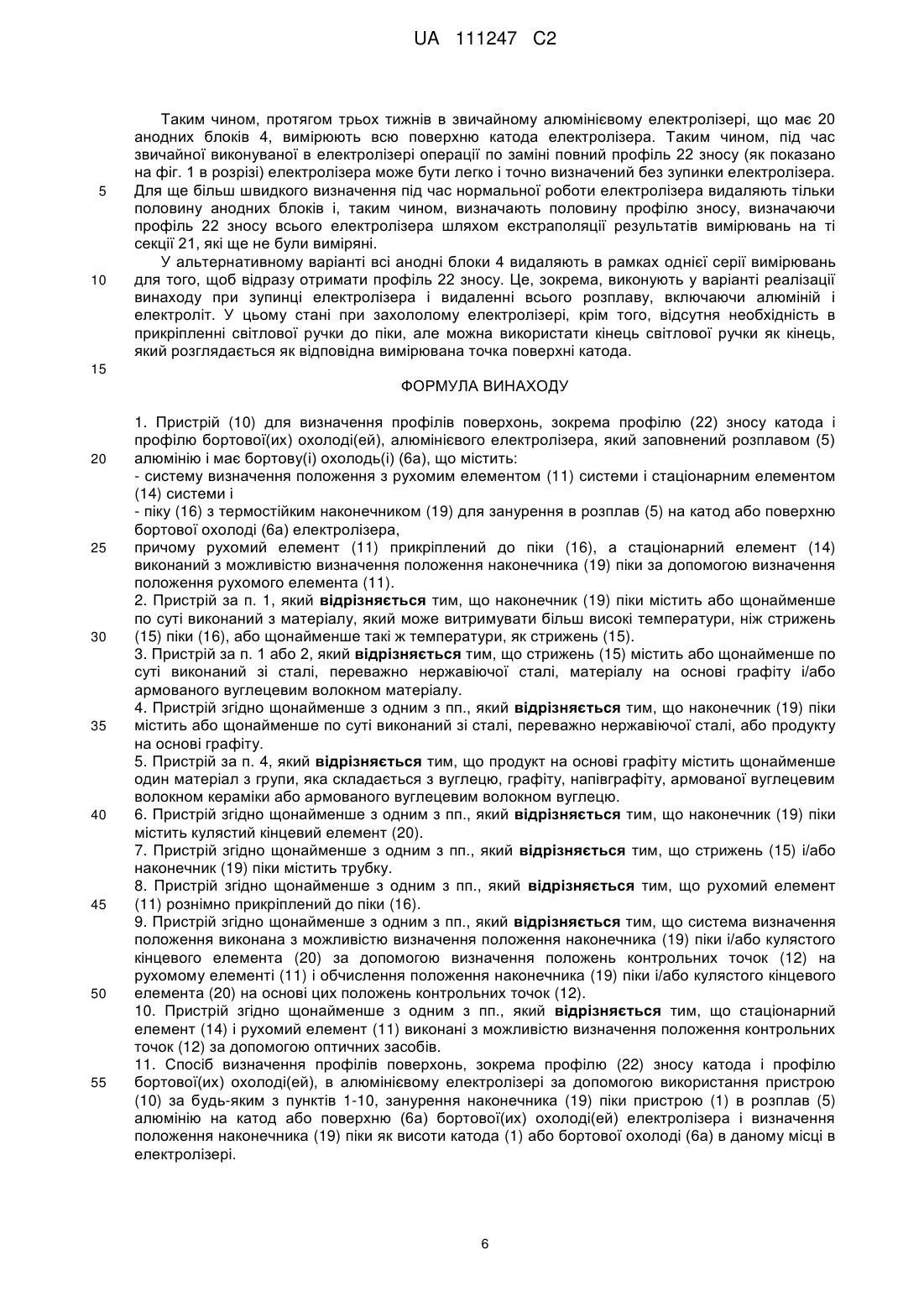
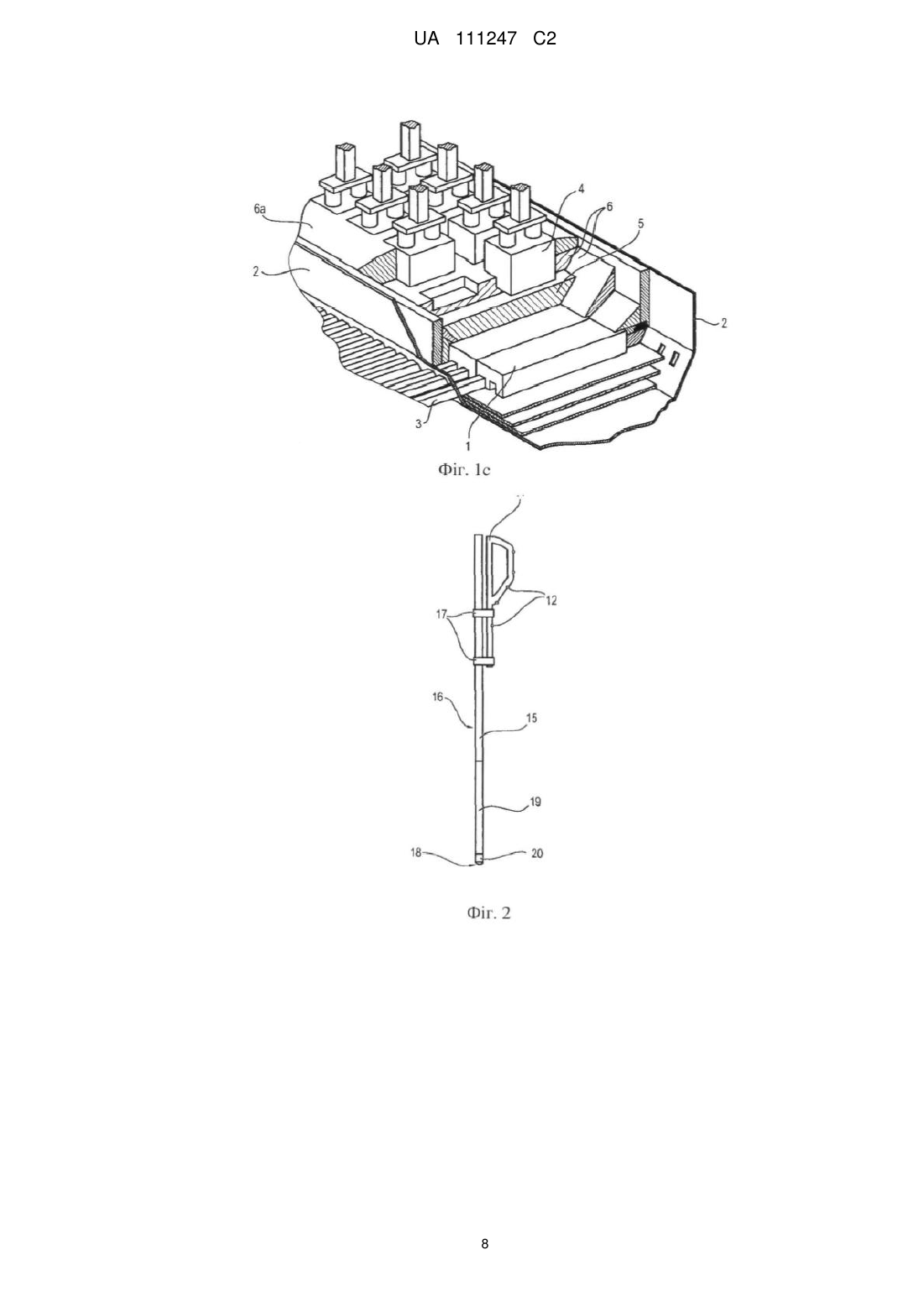
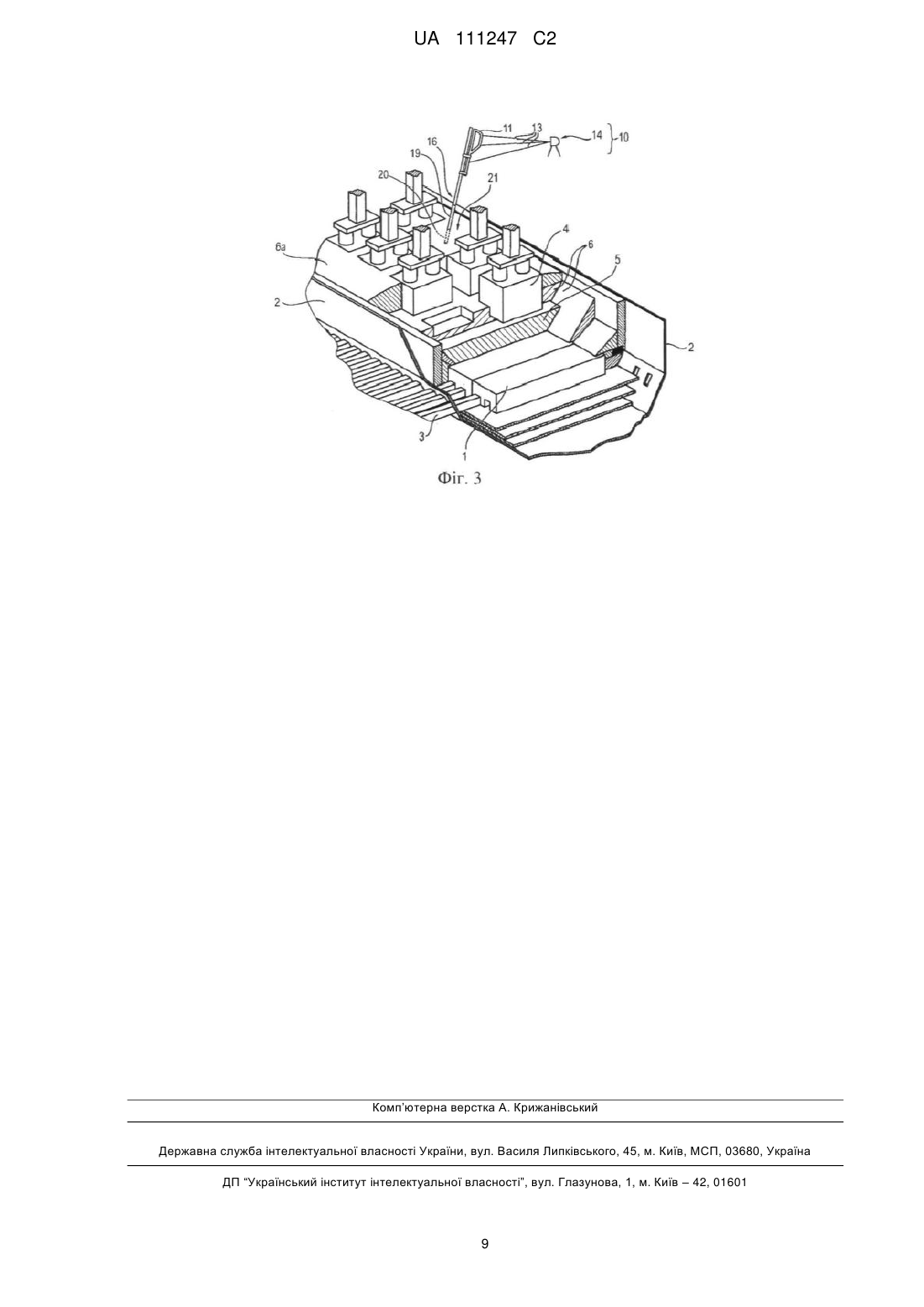
Реферат: Винахід стосується пристрою (10) для визначення профілів поверхонь, зокрема профілю (22) зносу катода і профілю бортової(их) охолоді(ей), алюмінієвого електролізера, який заповнений розплавом (5) алюмінію і має бортову(і) охолодь(і) (6а), що містить систему визначення положення з рухомим елементом (11) системи і стаціонарним елементом (14) системи і піку (16) з термостійким наконечником (19) піки для занурення в розплав (5) на катод або поверхню бортової(их) охолоді(ей) електролізера, причому рухомий елемент (11) прикріплений до піки (16), а стаціонарний елемент (14) виконаний з можливістю визначення положення наконечника (19) піки за допомогою визначення положення рухомого елемента (11). Крім того, винахід стосується способу визначення профілів поверхонь, зокрема профілю (22) зносу катода і профілю бортової(их) охолоді(ей), в алюмінієвому електролізері за допомогою використання вказаного пристрою (10), занурення наконечника (19) піки пристрою (1) в розплав (5) алюмінію на катод або поверхню (6а) бортової охолоді електролізера і визначення положення UA 111247 C2 (12) UA 111247 C2 наконечника (19) піки як висоти катода (1) або бортової охолоді (6а) в даному місці в електролізері. UA 111247 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід стосується пристрою для вимірювання профілів поверхонь, зокрема профілю зносу катода і профілю бортової(их) охолоді(ей), в алюмінієвих електролізерах і способу вимірювання таких профілів поверхонь в алюмінієвих електролізерах. Такі електролізери використовуються для електролітичного отримання алюмінію, зокрема, відповідно до процесу Холла-Еру. При процесі Холла-Еру розплав, що містить глинозем і кріоліт, піддають електролізу. Кріоліт служить для зниження температури плавлення чистого глинозему, яка становить 2045 °C, до приблизно 950 °C для суміші, що містить кріоліт, глинозем і добавки, такі як фторид алюмінію і фторид кальцію. Електролізер, що використовується для здійснення даного способу, містить подину, яка утворена з множини суміжних катодних блоків, які утворюють катод. Потрібно розуміти, що шви між суміжними катодними блоками, а також периферійні шви між катодними блоками і бічними стінками електролізера також розглядаються як частина катода. Щоб витримати термічні і хімічні умови в працюючому електролізері, катодні блоки звичайно виконані з вуглецевмісного матеріалу. На нижній стороні катодних блоків виконані канавки (пази), в яких розташований щонайменше один струмовідвід, через який проводиться струм, який подається за допомогою анодів. Приблизно в 3-5 см над шаром розплавленого алюмінію, що є над верхньою стороною катода, передбачений анод, який складається з окремих анодних блоків. Між анодом і поверхнею алюмінію є розплав електроліту, який містить глинозем і кріоліт. Принципова конструкція електролізера для процесу Холла-Еру схематично показана на фіг. 1а-1с. Фіг. 1а ілюструє розріз звичайного електролізера, фіг. 1b являє собою вигляд збоку електролізера, а фіг. 1с являє собою вигляд в перспективі електролізера. Посилальна позиція 1 означає катод, який, наприклад, може складатися з графіту, антрациту або їх суміші. У альтернативному варіанті можуть бути використані графітовані катоди на основі коксу. Катод 1 звичайно вбудований в сталевий або вогнетривкий кожух 2. Катод 1 може бути суцільним або, альтернативно, може складатися з множини окремих катодних блоків. Вздовж довжини електролізера в катод 1 введена множина струмовідводів 3, при цьому на фіг. 1а показаний тільки один окремий струмовідвід 3. На фіг. 1с видно, що для кожного катодного блока можуть бути передбачені щонайменше два струмовідводи. Призначення струмовідводів полягає в подачі в електролізер струму, необхідного для процесу електролізу. Навпроти катода 1 передбачені декілька звичайно призматичних анодів 4, при цьому на фіг. 1а схематично показано два аноди 4. Фіг. 1с більш детально показує розташування анодів в електролізері. Під час електролізу за допомогою подачі напруги між катодом 1 і анодами 4 глинозем, який розчинений в кріоліті, розкладається на іони алюмінію і іони кисню. Іони алюмінію переміщуються до розплавленого алюмінію - який з електрохімічної точки зору являє собою реальний катод - для збору електронів. Внаслідок його більш високої густини алюміній 5 розташовується під розплавленою сумішшю 6 глинозему і кріоліту в рідкій фазі. Іони кисню відновлюються до кисню на аноді, при цьому кисень вступає в реакцію з вуглецем анодів. Посилальна позиція 6а означає кірку із затвердіваючої розплавленої суміші 6, а якщо дана кірка знаходиться на бічних сторонах електролізера, то вона називається бортовою охолоддю. Посилальні позиції 7 і 8 означають схематично показані негативний і позитивний полюси джерела живлення для подачі напруги, необхідного для процесу електролізу, величина якого становить, наприклад, в діапазоні від 3,5 до 5 В. Як показано на вигляді збоку по фіг. 1b, кожух 2 і, таким чином, весь електролізер має видовжену форму, при цьому множина струмовідводів 3 введені перпендикулярно через бічні стінки кожуха 2. Як правило, подовжня протяжність електролізерів, що експлуатуються в цей час, становить від 8 до 15 м, а поперечна протяжність - приблизно 3-5 м. Катод, подібний до показаного на фіг. 1а, розкритий, наприклад, в EP 1845174. Одним недоліком процесу Холла-Еру є велика потреба в енергії. Для отримання 1 кг алюмінію необхідні 12-15 кВт•год., що становить до 40 % від витрат на виробництво. Для зниження витрат на виробництво бажано знизити питому витрату енергії в максимально можливій мірі. Один параметр, який істотний для енергоефективності - це відстань між поверхнями анодів і рідкого алюмінію в електролізері. Відповідно, анод або аноди треба розташувати на відстані до поверхні алюмінію, якої достатньо для запобігання короткому замиканню між анодами і катодними блоками через алюміній. Теоретично аноди можуть бути переміщені дуже близько до поверхні рідкого алюмінію, якщо поверхня алюмінію є гладкою. Однак внаслідок сильних струмів, які надходять в катод під час електролізу, створюються електромагнітні поля, які внаслідок їх взаємодії спричиняють течію і хвилеподібний рух в рідкому алюмінії. Дані хвилеподібні рухи викликають локально збільшений знос катода, тим самим приводячи до 1 UA 111247 C2 5 10 15 20 25 30 35 40 45 50 55 60 зменшення терміну служби всього електролізера. Даний механічний знос відбувається за рахунок розплавленого алюмінію, електроліту і частинок глинозему, присутніх в гарячій суміші, стирання електролізера, що являє собою верх катода. Крім того, катод зношується внаслідок електрохімічних процесів, які відбуваються в присутності електричного струму високої густини. Зокрема, катод піддається корозії за рахунок реакції вуглецю в катоді з отриманням карбіду алюмінію. Звичайно типовий "W-подібний" профіль зносу виникає внаслідок нерівномірного зносу. Подібний знос знижує енергоефективність електролізера, оскільки відстань між рідким алюмінієм і анодом збільшується. У цей час профіль зносу визначають під час так званої "аутопсії" після зупинки електролізера в кінці терміну його служби. Однак для складання прогнозів відносно терміну служби електролізера бажано мати інформацію про реальний стан електролізера, що стосується профілю його зносу, поки електролізер знаходиться в експлуатації. Був зроблений ряд спроб визначити положення поверхні катода і, таким чином, визначити профіль зносу в працюючому електролізері, тобто з рідкою сумішшю алюмінію і кріоліту над катодом. Поширені способи вимірювань, які звичайно використовуються в рідинах, такі як ехоспосіб і тіньовий спосіб, за допомогою ультразвукових хвиль не можуть бути використані внаслідок непроникності рідкого алюмінію відносно ультразвуку. Крім того, неможливо забезпечити прямий контакт поверхні катода з вимірювальним пристроєм внаслідок високих температур розплаву, що становлять приблизно 1000 °C. Отже, були використані механічні способи для оцінки профілю зносу катода. Для цієї мети анодні блоки видаляють і стрижнем, який занурюють в розплав, торкаються безпосередньо поверхні катода. По довжині стрижня, що виступає над рівнем розплаву, оцінюють знос катода. Недолік даного підходу полягає в тому, що точність визначення глибини є низькою, і в тому, що положення стрижня в площині електролізера не визначається, а є таким, що тільки оцінюється, неможливо визначити точний профіль зносу, а, швидше, можна визначити тільки максимальне і мінімальне значення глибини без їх точного розподілу. Отже, задачею винаходу є подолання згаданих вище недоліків і розробка швидкого і точного способу локального визначення профілю поверхні в електролізерах і, таким чином, точного профілю зносу і локального визначення профілю поверхні бортової(их) охолоді(ей) в електролізерах і розробка пристрою для реалізації даного способу. Потрібно розуміти, що термін "профіль поверхні" включає в себе профіль поверхні катодів, профіль поверхні бічних стінок і профіль поверхні бортових охолодей. Відповідно до даного винаходу дана задача вирішується за допомогою пристрою для визначення профілів поверхонь, зокрема, профілю зносу катода і профілю бортової(их) охолоді(ей), алюмінієвого електролізера, який заповнений розплавом алюмінію і має бортові охолоді, що містить систему визначення положення з рухомим елементом системи і стаціонарним елементом системи і піку (спис) з термостійким наконечником для занурення в розплав на катод або поверхню бортової охолоді електролізера, при цьому рухомий елемент прикріплений до піки, а стаціонарний елемент виконаний з можливістю визначення положення наконечника піки за допомогою визначення положення рухомого елемента. Пристрій за винаходом уперше забезпечує можливість точних вимірювань поверхні катода і положення бортової охолоді електролізера, який знаходиться в експлуатації. За рахунок розділення положення, в якому фактично виконується вимірювання, тобто положення рухомого елемента, і точки, положення якої визначається, стає можливим використання чутливого до температури обладнання. Високі температури, що становлять приблизно 1000 °C, не впливають на вимірювання, оскільки рухомий елемент і стаціонарний елемент розташовані на деякій відстані від розплаву. Крім того, з таким пристроєм можливі дуже швидкі вимірювання. Це вигідно, якщо анодний блок повинен бути видалений для проведення вимірювань в електролізері. Вимірювання з високою швидкістю дозволяють не впливати на тепловий баланс в електролізері. Переважно, наконечник піки містить або щонайменше по суті виконаний з матеріалу, який може витримувати більш високі температури, ніж стрижень піки, або щонайменше такі ж температури, як і стрижень. Це вигідно, оскільки сам наконечник піки занурюють в розплав або бортову охолодь, в той час як стрижень втримують над розплавом або бортовою охолоддю під час вимірювань в електролізері. Таким чином, стрижень необов'язково повинен бути виконаний з матеріалу такої високої якості з точки зору термостійкості і корозійної стійкості, і, відповідно, для стрижня може бути вибраний матеріал, який є менш дорогим. Відповідно до особливо переважного варіанту здійснення наконечник піки містить або щонайменше по суті виконаний зі сталі, зокрема, нержавіючої сталі, або матеріалу на основі графіту. Було встановлено, що розплав, зокрема, кріоліт, є хімічно дуже агресивним відносно 2 UA 111247 C2 5 10 15 20 25 30 35 40 45 50 55 багатьох матеріалів. Зокрема, сталь, яка є нержавіючою, може легко витримати вплив даного середовища. Те ж саме стосується матеріалу на основі графіту. Іншими переважними матеріалами для наконечника піки є титанові сплави і керамічні матеріали, такі як оксидна або нітридна кераміки. Переважно, стрижень піки містить або щонайменше по суті виконаний зі сталі, зокрема, нержавіючої сталі. Незважаючи на те, що стрижень не знаходиться в прямому контакті з розплавом або бортовою охолоддю, його розміщують поруч з розплавом або бортовою охолоддю, так що переважно, щоб він також мав стійкість до впливу гарячої суміші. Крім того, сталь має відносно високу жорсткість, що підвищує точність вимірювань. У альтернативному варіанті стрижень також утворений з матеріалу на основі графіту і/або армованого вуглецевим волокном матеріалу. Матеріал на основі графіту може переважно містити щонайменше один матеріал з групи, яка складається з вуглецю, графіту або напівграфіту. Армований вуглецевим волокном матеріал може переважно містити щонайменше один матеріал з групи, яка складається з армованої вуглецевим волокном кераміки або армованого вуглецевим волокном вуглецю. Відповідно до переважного варіанту здійснення даного винаходу наконечник піки містить кулястий кінцевий елемент. Кулястий кінцевий елемент має перевагою круглої форми, яка не викликає пошкоджень поверхні катода при виконанні вимірювання. Кулястий кінцевий елемент може являти собою окрему деталь, яка прикріплена до наконечника піки. Кріплення може бути виконане зварюванням. У альтернативному варіанті кулястий кінцевий елемент може являти собою кінець самого наконечника піки, який має округлу форму, утворюючий одне ціле з ним. Відповідно до переважного варіанту здійснення винаходу стрижень і наконечник піки з'єднані рознімними з'єднаннями, такими як різі. У альтернативному варіанті з'єднання можуть являти собою нерознімі з'єднання, такі як зварні з'єднання. Відповідно до переважного варіанту здійснення винаходу довжина наконечника піки має щонайменше таку ж величину, як і глибина розплаву над катодом або глибина бортової охолоді, поверхня якої повинна бути виміряна. Довжина переважно становить щонайменше 50 см, а більш переважна, щонайменше 70 см, найбільш переважно - від 80 до 100 см. Відповідно до іншого переважного варіанту здійснення стрижень і/або наконечник піки містить трубку. Трубка має приблизно таку ж жорсткість, як і масивний матеріал, але є більш легкою, так що маніпулювання пристроєм для вимірювань полегшується. Крім того, трубка нагромаджує і проводить менше тепла в порівнянні з масивним матеріалом, що може також сприяти більш легкому маніпулюванню при високих температурах. Відповідно до ще одного особливо переважного варіанту здійснення рухомий елемент рознімо прикріплений до піки. Це сприяє швидкій заміні піки в тому випадку, якщо стрижень і/або наконечник піки пошкоджені і потребують заміни. Крім того, переважно, щоб система визначення положення була виконана з можливістю визначення положення наконечника піки і/або кулястого кінцевого елемента за допомогою визначення положень контрольних точок на рухомому елементі і обчислення положення наконечника піки і/або кулястого кінцевого елемента на основі цих положень контрольних точок. При такій системі забезпечується можливість того, що сам рухомий елемент тільки "забезпечує" контрольні точки і при цьому не несе сам обладнання для вимірювань. Таким чином, стає можливим, щоб рухомий елемент був дуже надійним в експлуатації і нечутливим до впливу тепла і корозії з боку гарячої суміші в алюмінієвому електролізері. Крім того, така система визначення положення дозволяє уникнути проблем, звичайно виникаючих з чутливим вимірювальним обладнанням над або поруч з сильними електромагнітними полями, що створюються сильними струмами, які протікають до катода і через катод. За рахунок дистанціювання стаціонарного елемента, який розташований на деякій відстані від електролізера, від положень контрольних точок на рухомому елементі, який розташований над катодом, відповідно до винаходу можна усунути проблеми, виникаючі внаслідок електромагнітних полів. Відповідно до ще одного переважного варіанту здійснення стаціонарний елемент і рухомий елемент виконані з можливістю визначення положення контрольних точок за допомогою оптичних засобів. Це, наприклад, може означати, що самі контрольні точки являють собою джерела світла, які випромінюють світло, яке може бути виявлене деталями стаціонарного елемента, такими як камери і інші світлочутливі засоби. Прийняті сигнали можуть бути оброблені обчислювальним пристроєм, який визначає положення контрольних точок. Як альтернатива, контрольні точки можуть являти собою дзеркала, які відображають світло, що випромінюється додатковим джерелом світла. 3 UA 111247 C2 5 10 15 20 25 30 35 40 45 50 55 60 Наприклад, в ЕР 0820701В1, ЕР 0700506В1 і ЕР 0800674В1 розкриті точні процедури визначення положень контрольних точок на рухомому елементі системи визначення положення за допомогою стаціонарного елемента, причому їх зміст, що стосується даних процедур, включений в даний опис шляхом посилання. Всі види світла підходять для даного застосування. У переважному варіанті здійснення інфрачервоне випромінювання випромінюється випромінюючими ІЧ випромінювання діодами, розташованими на рухомому елементі як контрольні точки. Визначення положення за допомогою оптичних засобів має ту перевагу, що відсутня необхідність в якій-небудь рухомій частині у системи визначення положення. Таким чином, система визначення положення не буде схильна до механічного зносу або відмови. Оскільки обчислення виконуються в стаціонарному елементі, рухомий елемент, який знаходиться ближче до гарячого розплаву, може бути сконструйований дуже простим, а значить, дуже надійним. По суті, рухомий елемент може бути утворений з корпусу і контрольних точок. Корпус може бути виконаний, наприклад, на основі алюмінію, який є легким і має високу жорсткість. При рухомому елементі, розташованому на кінці піки, віддаленому від наконечника піки і, таким чином, віддаленому від гарячого розплаву під час вимірювання, діюча на рухомий елемент температура відносно низька, так що алюміній не плавиться. Крім того, задача винаходу вирішується за допомогою способу визначення профілів поверхонь, зокрема, профілю зносу катода і профілю бортової(их) охолоді(ей), в алюмінієвому електролізері за допомогою використання пристрою за винаходом, занурення наконечника піки пристрою в розплав алюмінію на катод або поверхню бортової охолоді електролізера і визначення положення наконечника як висоти катода або бортової охолоді в даному місці в електролізері. Відповідно до переважного варіанту здійснення винаходу анодний блок, що закриває підлягаючу вимірюванню секцію електролізера, видаляють перед зануренням наконечника піки в електролізер. Перевага полягає в тому, що електролізер продовжує працювати при тільки одному анодному блоці, що видаляється. Відсутня необхідність в зупинці електролізера для вимірювань профілю зносу. Переважно, видаляють декілька анодних блоків і вимірюють відповідні секції способом за винаходом. Це дає можливість отримання профілю зносу великих зон електролізера. Відповідно до особливо переважного способу профіль зносу катода визначають за допомогою виконання вимірювань окремих секцій до одного повного профілю електролізера. Відповідно до іншого переважного варіанту здійснення вимірюють тільки деякі секції електролізера, а профіль всього електролізера розраховують за допомогою оцінки/екстраполювання секцій, що залишилися. Відповідно до особливо переважного варіанту здійснення вимірюють половину секцій електролізера або чверть секцій електролізера. Завдяки високій симетрії звичайного алюмінієвого електролізера чверть або половина профілю зносу електролізера може бути легко "перенесена" на повний профіль зносу, що оцінюється. Даний винахід також безсумнівно охоплює випадок, коли алюмінієвий електролізер не заповнений розплавом алюмінію. У цьому випадку можна досягнути катода без занурення в розплав або гарячу суміш. Для цього або піку прикріплюють до рухомого елемента, як описано вище, або рухомий елемент використовують без піки. У останньому випадку ніжка рухомого елемента виконує ту ж функцію, що і піка. Всі інші ознаки пристрою і способу за винаходом, вказані в описі, формулі винаходу і на фігурах, можуть бути застосовані до даного альтернативного варіанту. Загалом, винахід стосується пристрою для визначення профілів поверхонь, зокрема, профілю зносу катода або профілю бортової(их) охолоді(ей), алюмінієвого електролізера, що містить систему визначення положення з рухомим елементом системи і стаціонарним елементом системи і піку з наконечником піки, призначеним для контактування з катодом або бічною стінкою, або бортовою охолоддю електролізера, причому рухомий елемент прикріплений до піки, а стаціонарний елемент виконаний з можливістю визначення положення наконечника піки за допомогою визначення положення рухомого елемента, при цьому піка являє собою ніжку рухомого елемента або додаткову піку. Крім того, винахід загалом стосується способу визначення профілю поверхні, зокрема, профілю зносу катода або профілю бортової(их) охолоді(ей), в алюмінієвому електролізері за допомогою використання вказаного вище пристрою, торкання катода або бічної стінки або бортової охолоді наконечником піки пристрою і визначення положення наконечника піки як висоти катода або бічної стінки або бортової охолоді в даному місці в електролізері. Надалі даний винахід буде описаний більш детально як необмежувальний приклад за допомогою фіг. 1а-3, при цьому фігури показують: 4 UA 111247 C2 5 10 15 20 25 30 35 40 45 50 55 фіг. 1а: розріз алюмінієвого електролізера згідно з рівнем техніки; фіг. 1b: електролізер згідно з фіг. 1а в подовжньому перерізі; фіг. 1с: вигляд в перспективі алюмінієвого електролізера; фіг. 2: схематичний малюнок пристрою за винаходом; фіг. 3: електролізер згідно з рівнем техніки по фіг. 1с, при цьому один анодний блок видалений і пристрій за винаходом занурений в електролізер. Фіг. 1а-1с показують алюмінієвий електролізер, подібний до вже описаного вище. Для визначення зносу катода в подібному електролізері згідно з рівнем техніки використовують пристрій за винаходом. Пристрій 10 містить рухомий елемент 11 системи у вигляді світлової ручки, як показано на фіг. 2. Світлова ручка 11 містить деяке число світловипромінювальних діодів 12, які випромінюють світло 13, яке може бути виявлене стаціонарним елементом 14 системи визначення положення. Світлова ручка 11 прикріплена до трубки 15 з нержавіючої сталі, яка являє собою стрижень ("стовбур") піки 16, за допомогою його фіксації до трубки 15 сталевими стрічками 17. Фіксацію виконують за допомогою гвинтів, які затискають сталеві хомути 17, в які вставлена світлова ручка 11. На фіг. 2 показані тільки хомути 17 як затискні засоби. На кінці 18 піки 16, який віддалений від світлової ручки 11, на піці 16 розміщений наконечник 19. Наконечник 19 піки має приварений до нього кулястий кінцевий елемент 20. У даному варіанті здійснення як стрижень 15, так і наконечник 19 піки, а також кулястий кінцевий елемент 20 виконані з нержавіючої сталі. У даному прикладі як нержавіюча сталь використовується тип AISI 52100. Вона має значно більш високу стійкість до впливу агресивного кріоліту в розплаві алюмінієвого електролізера в порівнянні зі звичайною сталлю. У альтернативному варіанті стрижень 15, який необов'язково повинен витримувати такі ж високі температури, як наконечник 19 піки і кулястий кінцевий елемент 20, може бути утворений з армованого волокном матеріалу, такого як армований вуглецевим волокном полімер (вуглепластик). Крім того, стрижень 15 і, особливо переважно, наконечник 19 піки, а також кулястий кінцевий елемент 20 можуть бути утворені з армованого вуглецевим волокном вуглецю або армованої вуглецевим волокном кераміки. Дані матеріали поєднують малу вагу і високу термостійкість. Загальна довжина піки 16 в даному прикладі становить 2,3 метри, при цьому наконечник 19 піки має довжину приблизно 1 метр. Стрижень 15 являє собою трубку із зовнішнім діаметром 20 мм, а наконечник 19 піки також має діаметр 20 мм. Перед початком вимірювань систему визначення положення калібрують. Для цієї мети в певному місці калібрування поза електролізером встановлюють кулястий кінцевий елемент 20 наконечника 19 піки. Випромінюючі ІЧ випромінювання діоди як контрольні точки 12 на світловій ручці як рухомому елементі 11 системи визначення положення випромінюють світло 13. Дане світло 13 реєструється однією або більше камерами як частина стаціонарного елемента 14 системи визначення положення і передається в обчислювальний елемент стаціонарного елемента (не показано). Дану процедуру повторюють для піки 16, що втримується під різними кутами, але при кулястому кінцевому елементі, що завжди знаходиться в одному і тому ж положенні. Таким чином, система визначення положення розпізнає довжину піки 16 і калібрується на визначення положення кулястого кінцевого елемента 20, знаючи тільки положення контрольних точок 12. Згодом один анодний блок 4 видаляють з електролізера і розкривають розплав 5, 6, 6а в даній секції 21. Наконечник 19 піки занурюють в розплав 5, 6, 6а доти, поки кулястий кінцевий елемент 20 не буде "зупинений" поверхнею катода 1. Просторове положення кулястого кінцевого елемента 20 визначають за допомогою визначення положення контрольних точок 12 світлової ручки 11 стаціонарним елементом 14. Положення кулястого кінцевого елемента 20 відповідає висоті катода при зіставленні з його положенням в площині катода 1. Відповідно до даного способу визначають множину точок в секції 21, розкритій за рахунок видалення анодного блока 4. В даному прикладі анодний блок 4 видаляють внаслідок його постійного окислення, яке відбувається при нормальних умовах роботи електролізера, але електролізер продовжує працювати. Приблизно через 10-30 хвилин новий анодний блок 4 розміщують в секції 21 видаленого анодного блока 4 з міркувань, пов'язаних з енергією і ефективністю. Даний конкретний новий анодний блок буде експлуатуватися протягом наступних трьох тижнів доти, поки він знов не буде замінений новим анодним блоком. Через день після видалення першого анодного блока 4 і вимірювання зносу катода у відповідній секції 21 інший анодний блок, який піддався звичайній корозії 4 видаляють і замінюють новим. Знов, використовуючи ту можливість, що розплав не закритий в секції 21 видаленого анодного блока 4, поверхню катода в даній секції 21 вимірюють, як описано вище. 5 UA 111247 C2 5 10 Таким чином, протягом трьох тижнів в звичайному алюмінієвому електролізері, що має 20 анодних блоків 4, вимірюють всю поверхню катода електролізера. Таким чином, під час звичайної виконуваної в електролізері операції по заміні повний профіль 22 зносу (як показано на фіг. 1 в розрізі) електролізера може бути легко і точно визначений без зупинки електролізера. Для ще більш швидкого визначення під час нормальної роботи електролізера видаляють тільки половину анодних блоків і, таким чином, визначають половину профілю зносу, визначаючи профіль 22 зносу всього електролізера шляхом екстраполяції результатів вимірювань на ті секції 21, які ще не були виміряні. У альтернативному варіанті всі анодні блоки 4 видаляють в рамках однієї серії вимірювань для того, щоб відразу отримати профіль 22 зносу. Це, зокрема, виконують у варіанті реалізації винаходу при зупинці електролізера і видаленні всього розплаву, включаючи алюміній і електроліт. У цьому стані при захололому електролізері, крім того, відсутня необхідність в прикріпленні світлової ручки до піки, але можна використати кінець світлової ручки як кінець, який розглядається як відповідна вимірювана точка поверхні катода. 15 ФОРМУЛА ВИНАХОДУ 20 25 30 35 40 45 50 55 1. Пристрій (10) для визначення профілів поверхонь, зокрема профілю (22) зносу катода і профілю бортової(их) охолоді(ей), алюмінієвого електролізера, який заповнений розплавом (5) алюмінію і має бортову(і) охолодь(і) (6а), що містить: - систему визначення положення з рухомим елементом (11) системи і стаціонарним елементом (14) системи і - піку (16) з термостійким наконечником (19) для занурення в розплав (5) на катод або поверхню бортової охолоді (6а) електролізера, причому рухомий елемент (11) прикріплений до піки (16), а стаціонарний елемент (14) виконаний з можливістю визначення положення наконечника (19) піки за допомогою визначення положення рухомого елемента (11). 2. Пристрій за п. 1, який відрізняється тим, що наконечник (19) піки містить або щонайменше по суті виконаний з матеріалу, який може витримувати більш високі температури, ніж стрижень (15) піки (16), або щонайменше такі ж температури, як стрижень (15). 3. Пристрій за п. 1 або 2, який відрізняється тим, що стрижень (15) містить або щонайменше по суті виконаний зі сталі, переважно нержавіючої сталі, матеріалу на основі графіту і/або армованого вуглецевим волокном матеріалу. 4. Пристрій згідно щонайменше з одним з пп., який відрізняється тим, що наконечник (19) піки містить або щонайменше по суті виконаний зі сталі, переважно нержавіючої сталі, або продукту на основі графіту. 5. Пристрій за п. 4, який відрізняється тим, що продукт на основі графіту містить щонайменше один матеріал з групи, яка складається з вуглецю, графіту, напівграфіту, армованої вуглецевим волокном кераміки або армованого вуглецевим волокном вуглецю. 6. Пристрій згідно щонайменше з одним з пп., який відрізняється тим, що наконечник (19) піки містить кулястий кінцевий елемент (20). 7. Пристрій згідно щонайменше з одним з пп., який відрізняється тим, що стрижень (15) і/або наконечник (19) піки містить трубку. 8. Пристрій згідно щонайменше з одним з пп., який відрізняється тим, що рухомий елемент (11) рознімно прикріплений до піки (16). 9. Пристрій згідно щонайменше з одним з пп., який відрізняється тим, що система визначення положення виконана з можливістю визначення положення наконечника (19) піки і/або кулястого кінцевого елемента (20) за допомогою визначення положень контрольних точок (12) на рухомому елементі (11) і обчислення положення наконечника (19) піки і/або кулястого кінцевого елемента (20) на основі цих положень контрольних точок (12). 10. Пристрій згідно щонайменше з одним з пп., який відрізняється тим, що стаціонарний елемент (14) і рухомий елемент (11) виконані з можливістю визначення положення контрольних точок (12) за допомогою оптичних засобів. 11. Спосіб визначення профілів поверхонь, зокрема профілю (22) зносу катода і профілю бортової(их) охолоді(ей), в алюмінієвому електролізері за допомогою використання пристрою (10) за будь-яким з пунктів 1-10, занурення наконечника (19) піки пристрою (1) в розплав (5) алюмінію на катод або поверхню (6а) бортової(их) охолоді(ей) електролізера і визначення положення наконечника (19) піки як висоти катода (1) або бортової охолоді (6а) в даному місці в електролізері. 6 UA 111247 C2 5 10 12. Спосіб за п. 11, який відрізняється видаленням щонайменше одного анодного блока (4), що закриває щонайменше одну підлягаючу вимірюванню секцію (21) електролізера, перед зануренням наконечника (19) піки в електролізер. 13. Спосіб за п. 12, який відрізняється визначенням профілю (22) зносу катода (1) за допомогою виконання вимірювань окремих секцій (21) до одного повного профілю (22) електролізера. 14. Спосіб за п. 12 або 13, який відрізняється тим, що вимірюють тільки деякі секції (21) електролізера і визначають профіль (22) всього електролізера екстраполюванням секцій (21), які залишилися. 15. Спосіб за будь-яким з пп. 12-14, який відрізняється тим, що вимірюють щонайменше чверть або щонайменше половину секцій електролізера. 7 UA 111247 C2 8 UA 111247 C2 Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for determining the surface profiles in operating aluminium electrolysis cells
Автори англійськоюPacharzyna, Rafal, Oracz, Tomasz
Назва патенту російськоюСпособ измерения профилей поверхностей в работающих алюминиевых электролизерах
Автори російськоюПахажина Рафаль, Орач Томаш
МПК / Мітки
МПК: G01S 5/16, C25C 3/08, C25C 3/20
Мітки: спосіб, поверхонь, працюючих, профілів, вимірювання, електролізерах, алюмінієвих
Код посилання
<a href="https://ua.patents.su/11-111247-sposib-vimiryuvannya-profiliv-poverkhon-v-pracyuyuchikh-alyuminiehvikh-elektrolizerakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб вимірювання профілів поверхонь в працюючих алюмінієвих електролізерах</a>
Вимірювання характеристичних профілів, що характеризують активність в середовищі передавання даних, у бездротових мережах і одержання інформації з таких характеристичних профілів
Номер патенту: 90084
Опубліковано: 12.04.2010
Автори: Сумро Амджад, Мангольд Штефан, Чжунь Чжун
МПК: H04L 12/56
Мітки: одержання, передавання, мережах, вимірювання, даних, профілів, характеризують, середовищі, інформації, характеристичних, бездротових, активність, таких
Формула / Реферат:
1. Спосіб одержання інформації про щонайменше одну другу станцію (100, 101), що працює в середовищі передавання даних, моніторинг якого здійснюється першою станцією (100, 101), який включає такі етапи:(a) відстеження першою станцією (100, 101) протягом заздалегідь заданого інтервалу моніторингу, що складається з щонайменше одного послідовного інтервалу моніторингу, щонайменше однієї активності згаданої щонайменше однієї другої станції...
Спосіб дистанційного вимірювання висотних профілів температури повітря за допомогою акустичного зондування атмосфери
Номер патенту: 46523
Опубліковано: 15.05.2002
Автори: Дєлов Іван Акіндінович, Сліпченко Микола Іванович
МПК: G01S 13/00, G01S 13/95
Мітки: температури, атмосфери, профілів, висотних, зондування, вимірювання, допомогою, акустичного, спосіб, дистанційного, повітря
Формула / Реферат:
Спосіб дистанційного вимірювання висотних профілів температури повітря за допомогою акустичного зондування атмосфери, що включає випромінювання в атмосферу пакета гармонійних коливань звуку, його прийом, перетворення прийнятих звукових коливань в електричні, визначення швидкості звуку, визначення температури, який відрізняється тим, що здійснюють моностатичне зондування атмосфери у вертикальному напрямку, причому прийом розсіяних...
Спосіб дистанційного вимірювання висотних профілів температури повітря за допомогою акустичного зондування атмосфери
Номер патенту: 77836
Опубліковано: 15.01.2007
Автори: Сліпченко Микола Іванович, Дєлов Іван Акіндінович
МПК: G01W 1/00, G01S 13/95
Мітки: вимірювання, акустичного, повітря, зондування, висотних, допомогою, спосіб, температури, профілів, атмосфери, дистанційного
Формула / Реферат:
Спосіб дистанційного вимірювання висотних профілів температури повітря за допомогою акустичного зондування атмосфери, що включає випромінювання в атмосферу пакета гармонійних коливань звуку, його прийом, перетворення прийнятих звукових коливань в електричні, визначення швидкості звуку, визначення температури, здійснення моностатичного зондування атмосфери у вертикальному напрямку, причому прийом розсіяних атмосферними неоднорідностями...
Спосіб дистанційного вимірювання висотних профілів температури повітря за допомогою акустичного зондування атмосфери
Номер патенту: 58456
Опубліковано: 15.05.2006
Автори: Дєлов Іван Акіндінович, Сліпченко Микола Іванович
МПК: G01S 13/00, G01S 13/95
Мітки: повітря, вимірювання, температури, зондування, спосіб, допомогою, атмосфери, профілів, дистанційного, висотних, акустичного
Формула / Реферат:
Заявка належить до галузі медицини, а саме онкології, і може бути використана при лікуванні хворих з нерезектабельними метастазами раку яєчника.Сьогодні основним методом лікування хворих з нерезектабельними метастазами раку яєчника в печінку є 3-4 курси системної поліхіміотерапії цисплатин 75мг/м2 + циклофосфан 750мг/м2, або паклітаксел 175мг/м2 + цисплатин75 мг/м2 [1].80% вперше виявлених хворих на рак яєчника мають занедбану...
Спосіб і пристрій для безперервного відливання стальних чорнових профілів, зокрема, двотаврових профілів
Номер патенту: 91104
Опубліковано: 25.06.2010
Автори: Мюллер Пауль, Кава Франц
МПК: B22D 11/12, B22D 11/115, B22D 11/04
Мітки: чорнових, відливання, двотаврових, спосіб, пристрій, зокрема, профілів, стальних, безперервного
Формула / Реферат:
1. Спосіб безперервного лиття стальних чорнових профілів, зокрема, двотаврових чорнових профілів, при якому рідку сталь вертикально подають до формувального простору проточного кристалізатора (1), поперечний переріз формувального простору складається з двох секцій (2, 3) полиць і однієї секції (4) стінки, при цьому здійснюють вплив магнітним полем на рідку серцевину заготовки чорнового профілю, а потім частково затверділу заготовку чорнового...
Попередній патент: Прогресивне кодування позиції останнього значущого коефіцієнта
Випадковий патент: Пристрій для перевірки нівелірів і приладів вертикального проектування