Спосіб і пристрій для безперервного відливання стальних чорнових профілів, зокрема, двотаврових профілів
Формула / Реферат
1. Спосіб безперервного лиття стальних чорнових профілів, зокрема, двотаврових чорнових профілів, при якому рідку сталь вертикально подають до формувального простору проточного кристалізатора (1), поперечний переріз формувального простору складається з двох секцій (2, 3) полиць і однієї секції (4) стінки, при цьому здійснюють вплив магнітним полем на рідку серцевину заготовки чорнового профілю, а потім частково затверділу заготовку чорнового профілю подають до напрямної проводки з установкою для вторинного охолоджування, який відрізняється тим, що вплив магнітним полем здійснюють, створюючи магнітні полюси за допомогою котушок (19) мішалки з урахуванням розмірів стального чорнового профілю, зокрема товщини стінки (4), якості сталі, а також симетрії або асиметрії при заливанні сталі за допомогою одного або більше заливних стаканів, при цьому на котушки (19) мішалки подають 3-фазний змінний струм таким чином, щоб в рідкій серцевині заготовки чорнового профілю утворювалися горизонтально направлені електромагнітні біжучі поля, при цьому біжучими полями генерують в поличних секціях (2, 3) полиць однаково або протилежно направлені обертові потоки і/або в секції (4) стінки - лінійно направлені потоки.
2. Спосіб за п. 1, який відрізняється тим, що біжучі поля генерують на частині проточного кристалізатора (1).
3. Спосіб за п. 1 або 2, який відрізняється тим, що біжучі поля генерують в різних, регульованих по висоті ділянках заготовки чорнового профілю.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що в області обох секцій (2, 3) полиць, особливо в зоні переходу до секції (4) стінки, генерують біжучі поля в рідкій серцевині з рівноспрямованими або протихідними напрямками обертання.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що в області секції (4) стінки генерують біжучі поля в рідкій серцевині з односпрямованими або протихідними лінійними напрямками.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що рідку сталь подають в секцію (4) стінки формувального простору з переважно симетрично розташованого заливного стакана (48), і розподіл рідкої сталі по поперечному перерізу формувального простору підтримують в залежності від ливарних параметрів і/або параметрів продукту за допомогою ротаційних і/або лінійних біжучих полів.
7. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що рідку сталь подають в поличні секції (2, 3) формувального простору через асиметрично розташований заливний стакан (49), і розподіл рідкої сталі по поперечному перерізу формувального простору підтримують в залежності від ливарних параметрів і/або параметрів продукту за допомогою ротаційних і/або лінійних біжучих полів.
8. Пристрій для реалізації способу за п. 1, який включає проточний кристалізатор для лиття двотаврових чорнових профілів, що складається з двох секцій полиць і однієї секції стінки, а також мішалку, здатну утворювати магнітні полюси, які б охоплювали кристалізатор ззовні, для утворення кожного полюсу виконано полюсний башмак, який оточує електромагнітна котушка, а за кристалізатором розташована напрямна лінія з установкою для вторинного охолоджування, який відрізняється тим, що пристрій має щонайменше одну мішалку, виконану у вигляді нероз'ємного ярма (11), на якому встановлені полюсні башмаки (2-17), обладнання мішалки забезпечене засобами для підключення полюсів до джерела трифазного струму і розподілу фаз трифазного струму по кожному з полюсних башмаків (12, 13, 14, 15, 16, 17) з можливістю генерування рухомих полів, орієнтованими в напрямку упоперек руху заготовки і з можливістю генерування в секціях полиць (2, 3) обертових електромагнітних біжучих полів і/або в стіновій частині (4) з лінійних біжучих полів.
9. Пристрій за п. 8, який відрізняється тим, що обладнання мішалки має шість або більше полюсних башмаків (12, 13, 14, 15, 16; 22, 23, 24, 25, 26, 27), при цьому підключення фаз трифазного струму до окремих полюсних башмаків (12, 13, 14, 15, 16; 22, 23, 24, 25, 26, 27) виконано з можливістю встановлення напрямків або сил руху біжучих полів в залежності від параметрів лиття і/або продукту.
10. Пристрій за п. 8 або 9, який відрізняється тим, що полюсні башмаки (12, 13, 14, 15, 16; 22, 23, 24,25, 26, 27) розташовані на одному нероз'ємному ярмі.
11. Пристрій за п. 8, який відрізняється тим, що нероз'ємне ярмо (11) має форму кільця, яке оточує проточний кристалізатор (1), а по периметру нероз'ємного ярма (11, 21) нерівномірно розподілені шість полюсних башмаків (12, 13, 14, 15, 16, 17; 22, 23, 24, 25, 26, 27) таким чином, що вони направлені на секції (2, 3) полиць і на секцію (4) стінки або тільки на секцію (4) стінки.
12. Пристрій за п. 8, який відрізняється тим, що нероз'ємне ярмо (11) має форму прямокутної рами, на подовжніх сторонах якого встановлено по три полюсних башмаки (34, 35, 36, 37, 38, 39; 74, 75, 76, 77, 78, 79), розташовані по ширині кристалізатора, і на поперечних сторонах - по одному серединному полюсному башмаку (32, 33; 72, 73), орієнтованому фронтально до секцій (32, 33; 72, 73) полиць.
13. Пристрій за п. 8, який відрізняється тим, що ззовні проточного кристалізатора 1 розташовані дві мішалки (40, 40') і відповідно два поділених між собою на широкій частині проточного кристалізатора (1) ярма (41, 41') з одним фронтально направленим на відповідну секцію (2, 3) полиць середнім полюсним башмаком (42, 42') і двома - по обидві сторони секції (2, 3) полиць полюсними башмаками (43, 44, 43', 44').
14. Пристрій за п. 8, який відрізняється тим, що на протонному кристалізаторі (1) ззовні в напрямку товщини встановлені дві мішалки (60, 60') і, відповідно, два відділених один від одного ярма (61, 61') з трьома полюсними башмаками (52, 53, 54; 52', 53', 54'), причому три полюсних башмаки розподілені по ширині кристалізатора, а два з них збоку направлені на секції (2, 3) полиць і середній полюсний башмак направлений на секцію (4) стінки.
15. Пристрій за п. 8, який відрізняється тим, що на проточному кристалізаторі (1) ззовні розташовані дві мішалки (60, 60') і, відповідно, в напрямку товщини кристалізатора (1) два відділених один від одного корпуси (61, 61') з трьома полюсними башмаками (62, 63, 64; 62', 63', 64'), причому ці три полюсних башмаки розподілені по ширині секції стінки.
16. Пристрій за будь-яким з пп. 11-13, який відрізняється тим, що мішалки (40, 40'; 50, 50'; 60, 60') і, відповідно, ярма (41, 41'; 51, 51'; 61, 61') розташовані на кристалізаторі один проти одного зі зміщенням по висоті і порядок їх розташування по висоті кристалізатора не залежить один від одного.
Текст
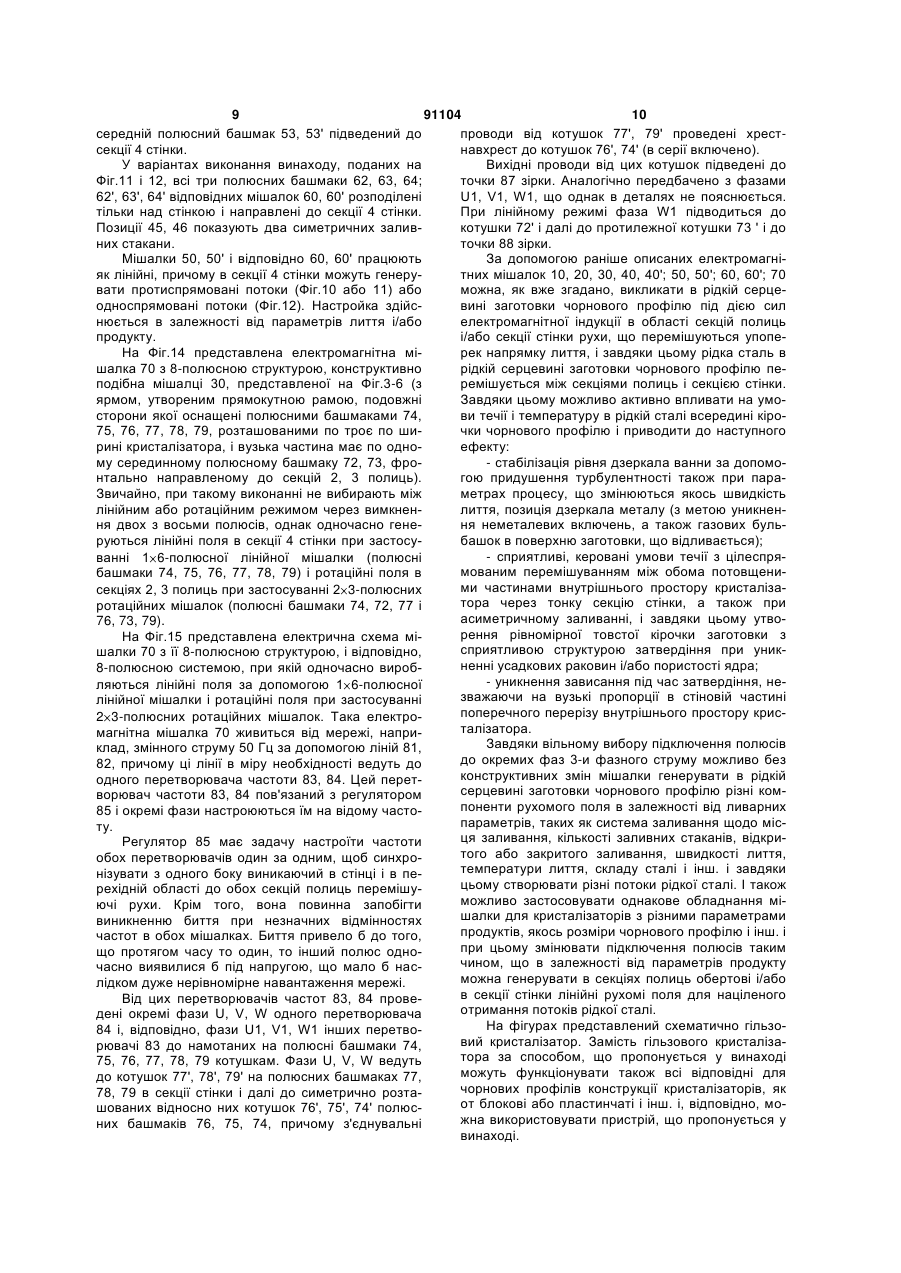
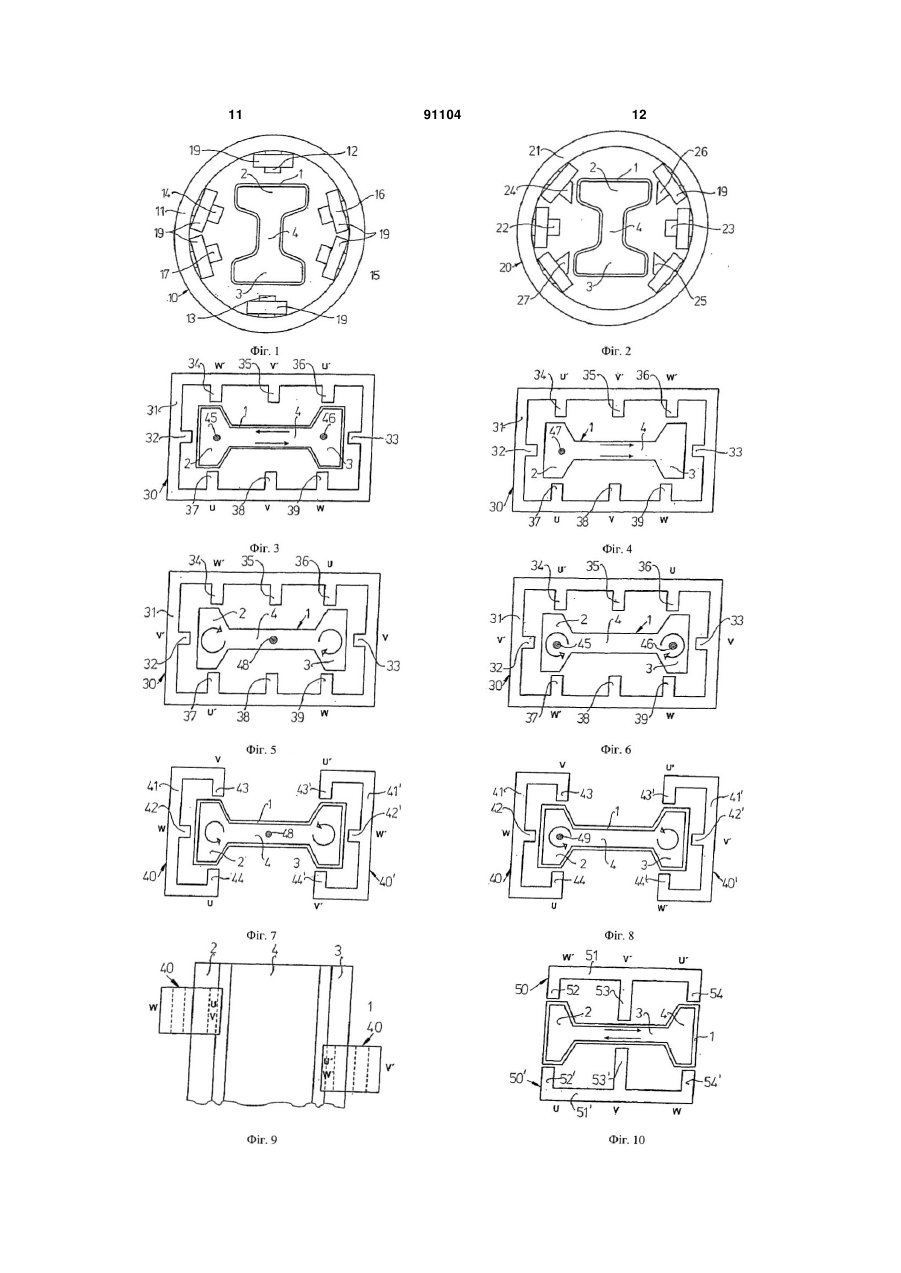
1. Спосіб безперервного лиття стальних чорнових профілів, зокрема, двотаврових чорнових профілів, при якому рідку сталь вертикально подають до формувального простору проточного кристалізатора (1), поперечний переріз формувального простору складається з двох секцій (2, 3) полиць і однієї секції (4) стінки, при цьому здійснюють вплив магнітним полем на рідку серцевину заготовки чорнового профілю, а потім частково затверділу заготовку чорнового профілю подають до напрямної проводки з установкою для вторинного охолоджування, який відрізняється тим, що вплив магнітним полем здійснюють, створюючи магнітні полюси за допомогою котушок (19) мішалки з урахуванням розмірів стального чорнового профілю, зокрема товщини стінки (4), якості сталі, а також симетрії або асиметрії при заливанні сталі за допомогою одного або більше заливних стаканів, при цьому на котушки (19) мішалки подають 3фазний змінний струм таким чином, щоб в рідкій серцевині заготовки чорнового профілю утворювалися горизонтально направлені електромагнітні біжучі поля, при цьому біжучими полями генерують в поличних секціях (2, 3) полиць однаково або протилежно направлені обертові потоки і/або в секції (4) стінки - лінійно направлені потоки. 2. Спосіб за п. 1, який відрізняється тим, що біжучі поля генерують на частині проточного кристалізатора (1). 2 (19) 1 3 91104 4 13. Пристрій за п. 8, який відрізняється тим, що ному з полюсних башмаків (12, 13, 14, 15, 16, 17) з можливістю генерування рухомих полів, орієнтоззовні проточного кристалізатора 1 розташовані ваними в напрямку упоперек руху заготовки і з дві мішалки (40, 40') і відповідно два поділених між можливістю генерування в секціях полиць (2, 3) собою на широкій частині проточного кристалізаобертових електромагнітних біжучих полів і/або в тора (1) ярма (41, 41') з одним фронтально напрастіновій частині (4) з лінійних біжучих полів. вленим на відповідну секцію (2, 3) полиць серед9. Пристрій за п. 8, який відрізняється тим, що нім полюсним башмаком (42, 42') і двома - по обладнання мішалки має шість або більше полюсобидві сторони секції (2, 3) полиць полюсними них башмаків (12, 13, 14, 15, 16; 22, 23, 24, 25, 26, башмаками (43, 44, 43', 44'). 14. Пристрій за п. 8, який відрізняється тим, що 27), при цьому підключення фаз трифазного струму до окремих полюсних башмаків (12, 13, 14, 15, на протонному кристалізаторі (1) ззовні в напрямку 16; 22, 23, 24, 25, 26, 27) виконано з можливістю товщини встановлені дві мішалки (60, 60') і, відповстановлення напрямків або сил руху біжучих повідно, два відділених один від одного ярма (61, лів в залежності від параметрів лиття і/або продук61') з трьома полюсними башмаками (52, 53, 54; ту. 52', 53', 54'), причому три полюсних башмаки роз10. Пристрій за п. 8 або 9, який відрізняється тим, поділені по ширині кристалізатора, а два з них що полюсні башмаки (12, 13, 14, 15, 16; 22, 23, збоку направлені на секції (2, 3) полиць і середній 24,25, 26, 27) розташовані на одному нероз'ємнополюсний башмак направлений на секцію (4) стінму ярмі. ки. 11. Пристрій за п. 8, який відрізняється тим, що 15. Пристрій за п. 8, який відрізняється тим, що нероз'ємне ярмо (11) має форму кільця, яке оточує на проточному кристалізаторі (1) ззовні розташопроточний кристалізатор (1), а по периметру неровані дві мішалки (60, 60') і, відповідно, в напрямку з'ємного ярма (11, 21) нерівномірно розподілені товщини кристалізатора (1) два відділених один шість полюсних башмаків (12, 13, 14, 15, 16, 17; від одного корпуси (61, 61') з трьома полюсними 22, 23, 24, 25, 26, 27) таким чином, що вони напрабашмаками (62, 63, 64; 62', 63', 64'), причому ці три влені на секції (2, 3) полиць і на секцію (4) стінки полюсних башмаки розподілені по ширині секції або тільки на секцію (4) стінки. стінки. 12. Пристрій за п. 8, який відрізняється тим, що 16. Пристрій за будь-яким з пп. 11-13, який відрізняється тим, що мішалки (40, 40'; 50, 50'; 60, 60') і, нероз'ємне ярмо (11) має форму прямокутної рами, на подовжніх сторонах якого встановлено по відповідно, ярма (41, 41'; 51, 51'; 61, 61') розташотри полюсних башмаки (34, 35, 36, 37, 38, 39; 74, вані на кристалізаторі один проти одного зі змі75, 76, 77, 78, 79), розташовані по ширині кристащенням по висоті і порядок їх розташування по лізатора, і на поперечних сторонах - по одному висоті кристалізатора не залежить один від односерединному полюсному башмаку (32, 33; 72, 73), го. орієнтованому фронтально до секцій (32, 33; 72, 73) полиць. Винахід належить до способу безперервного відливання стальних профілів, особливо, двотаврових чорнових профілів згідно з обмежувальною частиною пункту 1 формули винаходу, а також пристрій для реалізації цього способу. Чорнові стальні профілі являють собою напівфабрикат для виробництва стальних балок з І, Н, U і Z-подібним поперечним перерізом, а також спеціальних шпунтових профілів. Спосіб безперервного відливання подібних профілів розкритий, наприклад, в ЕР-В-1419021. Безперервне відливання чорнових профілів було впроваджене в промисловості в 70-і роки і завойовує в останній час при наявності загальної тенденції до так званого лиття з кінцевими розмірами все більше значення. Чорнові профілі відпиваються переважно в формі двотавра, причому рідка сталь вводиться, по суті, вертикально в так званий «dog-bone» прохідний кристалізатор, поперечний переріз формувального простору якого складається з двох поличних секцій і однієї стінової секції. З кристалізатора заготовка з рідкою серцевиною подається на напрямну лінію для заготовки з пристроєм вторинного охолоджування. На відміну від безперервного лиття класичних довгомірних продуктів з прямокутним або круглим перерізом безперервне лиття двотаврових чорнових профілів має декілька проблем, особливо, і якщо йдеться про чорнові профілі з відносно тонкою стінкою, і якщо відпиваються високоміцні вироби з особливих сортів сталі (CaSi- або Аlрозкисненої, мікролігованої сталі з V, Nb і інш.), або при швидкісному литті. З міркувань місця, а також з економічних міркувань рідка сталь заливається в кристалізатор тільки через один заливний стакан, часто асиметрично розташований в місці сполучення стінки і одної з полиць. В результаті цього особливо важко рівномірно і без турбулентності, яка заважає, заповнювати складну порожнину кристалізатора і створювати сприятливі умови для вихідного затвердіння з уникненням поверхневих дефектів (газові бульбашки, мікроканали). Також важко досягнути симетричного потоку всередині кірочки заготовки і отже симетричного розподілу температури, що зрештою веде до гомогенної структури затвердіння. Також проблематично при тонкій стінці уникнути зависання (утворення арок) при затвердінні і, як наслідок, осьової пористості і/або усадкових раковин. 5 91104 6 З JP 08 294746 А відомі кристалізатори для - уникнення утворення перемичок (зависання) безперервного лиття двотаврових чорнових пропід час затвердіння, незважаючи на вузькі пропорфілів. Рідка сталь через 2 заглибних стакани залиції в стіновій частині поперечного перерізу формувається в обидві секції полиць. Щоб уникнути повального простору. верхневих дефектів на чорновому профілі Додатково можливо при змінюваних сортах пропонується зовні формувального простору розсталі або різних розмірах чорнових профілів вибташувати пару постійних полюсів магнітів полюсів рати з тим же засобом перемішування різні комбіяк по обидві зовнішні сторони секцій полиць, так і нації блукаючих полів в областях полиць і/або стіпо обидві сторони секції стінки з полюсами S або нки. Одночасно можливо при змінах системи N. Завдяки постійному магнітному полю трохи низаливання без конструктивних змін засобу пережче горловини обох заглибних стаканів потік сталі, мішування (мішалки) генерувати блукаючі поля з який надходить з них гальмується і в горизонтальповністю різними напрямними компонентами в ному напрямку розтікається до стінок кристалізаобластях полиць і/або стінки. Винахід пояснюється тора і вздовж них назад до дзеркала ванни. Під далі за допомогою малюнків, на яких схематично дією постійного магнітного поля з полюсами N і S представлено: досягається гальмуючий ефект для витікаючого На Фіг.1 представлений поперечний розріз вертикального потоку з заглибних стаканів і неконкристалізатора в першому варіанті виконання елетрольованого відхилення потоку від вертикалі. ктромагнітної мішалки. Контрольовані, керовані блукаючі поля і, відповідНа Фіг.2 представлений поперечний розріз но, потоки в рідкій серцевині для створення умов кристалізатора з другим варіантом виконання елепотоку і температури чорнового профілю, що контктромагнітної мішалки. ролюються, на цьому рівні техніки не застосовуНа Фіг.3-6 представлений третій варіант елекються. тромагнітної мішалки для кристалізатора з різним У основу представленого винаходу встановпідключенням полюсних башмаків. лена задача запропонувати спосіб вказаного вище На Фіг.7 і 8 представлений кристалізатор з вигляду, а також пристрій для здійснення цього двома мішалками з різним підключенням полюсспособу, за допомогою яких стальні профілі, які них башмаків. мають дві полиці і одну стінку, можуть виготовляНа Фіг.9 представлений кристалізатор з двома тися з поліпшеною якістю, навіть якщо чорнові мішалками у вигляді збоку. профілі мають відносно тонкустінку і/або відливаНа Фіг.10 представлений кристалізатор з двоються із спеціальних сталей. Надалі можна було б ма мішалками в іншому варіанті виконання. вибрати в залежності від розмірів або якості сталі На Фіг.11 і 12 представлений кристалізатор в чорнових профілів симетричне або асиметричне іншому варіанті виконання з різним підключенням заливання сталі в кристалізатор з однією або двополюсних башмаків. ма відкритими або закритими стаканами. На Фіг.13 представлений вигляд збоку на міЦя задача вирішується за допомогою способу шалку, подану на Фіг.10. за пунктом 1, а також за допомогою пристрою з На Фіг.14 представлений інший варіант викоознаками п. 8 формули винаходу. нання кристалізатора з електромагнітною мішалПереважні варіанти способу згідно з винахокою. дом, а також відповідного пристрою представлені На Фіг.15 представлена електрична схема для у відповідних залежних пунктах. мішалки, поданої на Фіг.14. Завдяки тому, що згідно з винаходом рідка сеНа Фіг.1 представлене схематичне зображенрцевина чорнового профілю під дією сил електроня кристалізатора 1, відповідно його горизонтальмагнітної індукції в області поличних секцій і/або ний поперечний переріз, який складений з двох стінової секції приводиться в перемішуваний рух секцій 2, 3 полиць і секцій 4 стінки. Кристалізатор 1 упоперек напрямку безперервного лиття і завдяки призначений для безперервного відливання двоперемішуваному руху рідка сталь в серцевині чортаврових профілів. Рідка сталь надходить по суті нового профілю між поличними і стіновими секціявертикально в цей прохідний кристалізатор, де ми змішується, можливо цілеспрямовано надавати утворюється кірочка заготовки і з якої заготовка у активний вплив на умови течи і температуру в рідвигляді чорнового профілю з рідкою серцевиною кій сталі всередині кристалізатора чорнового проподається в напрямну проводку з установкою для філю і таким чином добитися наступних ефектів: вторинного охолоджування. - стабілізації зони дзеркала ванни за допомоВідповідно до винаходу рідка серцевина чоргою придушення турбулентності також при паранового профілю переважно в області кристалізаметрах процесу, що змінюються, таких як швидтора 1 або безпосередньо на виході з кристалізакість лиття, положення дзеркала металу (з метою тора 1 перемішується за допомогою уникнення неметалевих включень таких, як газові електромагнітної мішалки 10, що живиться від 3-й бульбашки на поверхні литої заготовки); фазного струму, під дією сил електромагнітної - сприятливі, керовані умови течії з цілеспряіндукції упоперек напрямку безперервного лиття, і мованим перемішуванням рідкої сталі між обома завдяки цьому рідка сталь розподіляється в рідкій областями полиць в просторі кристалізатора через серцевині заготовки чорнового профілю між секціобласть тонкої стінки, а також при асиметричному ями 2, 3 полиць і секцією 4 стінки. заливанні, завдяки чому досягається утворення Подана на Фіг.1 мішалка 10 являє собою кільрівномірно товстої кірочки заготовки зі сприятлицеве, нерознімне ярмо 11, що охоплює кристалізавою структурою затвердіння при уникненні усадкотор 1 на відомій висоті, з шістьма магнітними пових раковин і/або пористості ядра; люсами в формі полюсних башмаків від 12 до 17, 7 91104 8 причому кожний полюсний башмак оточується (полюсні башмаки 35, 38 знеструмлені). Таким однією електромагнітною котушкою 19. Полюсні чином, в секціях полиць виникає ротаційне поле башмаки від 12 до 17 розподілені нерівномірно по (2 3-полюсний ротаційний привід). При вказаному периметру ярма 11, таким чином, що по одному розподілі фаз по полюсним башмакам 37, 32, 34 і полюсному башмаку 12, 13 орієнтовано на секції 2, 36, 33, 39 напрямки обертання ротаційних полів в 3 полиць і по два полюсних башмаки 14, 15 і 16, 17 обох секціях 2, 3 полиць однакові, причому вининаправлені на обидві сторони секції 4 стінки. Мікає також потік в секції 4 стінки, який звичайно шалка 10, в даному варіанті, ротаційна мішалка, менше, ніж при лінійному приводі, поданому на працює за принципом 6-полюсного асинхронного Фіг.3. Таке підключення полюсів застосовне передвигуна, в якому за допомогою трифазного струму важно при симетрично розташованому заливного може генеруватися блукаюче поле. При цьому стакана ливнику 48 в стіновій секції 4. важливо дотримувати правильне підключення поПри підключенні полюсних башмаків 37, 32, 34 люсів, щоб виникало лінійне або ротаційне поле і, і 36, 33, 39, як подано на Фіг.6, можливо з мішалвідповідно, лінійні або обертові потоки. кою 30 виробляти також ротаційне поле з протиУ представленому на Фіг.2 варіанті виконання лежним напрямом обертання в секціях 2, 3 покристалізатор 1 знову ж оточений на відомій і пелиць. Таке підключення полюсів застосовне реважно регульованій по висоті ділянки електропереважно при двох симетрично розташованих магнітною мішалкою 20 з кільцеподібним нерознізаливних стаканах 45, 46 в секціях 2, 3 полиць. мним ярмом, по периметру якого розташовані На Фіг.7 і 8 представлені варіанти, при яких по знову ж нерівномірно шість полюсних башмаків від периметру кристалізатора розташовані дві елект22 до 27, з тією різницею, що всі шість полюсних ромагнітні мішалки 40, 40', і відповідно два віддібашмаків від 22 до 27 орієнтовані, по суті, на лілених один від одного ярма 41, 41', в кожному по нійні потоки в секції 4 стінки. три полюсних башмаки 42, 43, 44; 42', 43', 44', приНа Фіг.3-6 на кристалізаторі встановлена елечому кожне ярмо 41, 41' має один фронтально ктромагнітна мішалка 30, яка являє собою те, що направлений на відповідні секції 2, 3 полиць сереохоплює кристалізатор 1, виконане нерознімним в дній полюсний башмак 42, 42' і два полюсних баформі прямокутної рами ярмо 31, на подовжніх шмаки 43, 44; 43', 44' з обох сторін секцій 2, 3 посторонах якого по ширині кристалізатора розподілиць. З обома мішалками 40, 40' можливо знову ж лені по три полюсних башмаки 34, 35, 36 і 37, 38, створювати 2 3-полюсний ротаційний режим, від39, і у вузькій частині передбачено по одному повідно, ротаційне поле в секціях 2, 3 полиць, які фронтально розташованому до секцій 2, 3 полиць знову ж мають однаковий (Фіг.7) або протилежний серединному полюсному башмаку 32, 33. Як буде (Фіг.8) напрямок обертання. Позиція 48 означає представлено далі, мішалка 30 може працювати як симетрично розташований заливний стакан. в ротаційному, так і як в лінійному режимі в залежЗ двома розташованими в широких частинах ності від підключення полюсів, тобто від того, які кристалізатора 1, відділених одна від одної мішалполюсні башмаки і в якому порядку по фазі (фази ками 40, 40', і, відповідно, при наявності двох ярем позначені U, V, W; U', V', W') підключаються до 41, 41' можна досягнути практично такої ж дії, як і струму. На Фіг.3-6 запропоновані чотири різні варіпри одній мішалці 30 з нерознімним ярмом 31, піданти застосування, в яких в залежності від обстаключеній згідно з Фіг.5 або 6. Крім того, таке рівин на шість із загальної кількості восьми полюсшення дає додаткову перевагу. Електромагнітна них башмаків подається струм. мішалка може бути виконана у вигляді двох незаУ представленому на Фіг.3 підключенні полюлежних мішалок або напівмішалок, які відносно сів середні полюсні башмаки 32, 33 в області секпросто змонтувати зовні кристалізатора 1. За доцій полиць вимкнені і полюсні башмаки 34, 35, 36 помогою вільного сектора забезпечується додатна подовжній стороні ярма 31 зміщені по фазі в ковий конструкційний простір. Не в останню чергу порівнянні з полюсними башмаками 37, 38, 39 на таке рішення дозволяє також розташувати обидві іншій подовжній стороні, завдяки чому виникає мішалки 40, 40' з протилежних сторін на різних лінійний зустрічний потік в секції 4 стінки (2 3висотах, як подано на Фіг.9, причому протилежне полюсний лінійний, протихідний). Таке підключені/або зсунене по висоті розташування мішалок 40, ня полюсів застосовне переважно при симетрично 40' може бути реалізовано в міру потреби. Позиція розташованих заливних стаканах 45, 46 в секціях 49 показує асиметричний заливний стакан. 2, 3 полиць. Подібні переваги пропонують також рішення, На Фіг.4 представлене підключення також для представлені на Фіг.10-12, при яких по периметру лінійного режиму (серединні полюсні башмаки 32, кристалізатора 1 знову ж розташовані дві елект33 в секції полиць вимкнені), з послідовністю фаз ромагнітні мішалки 50, 50' (на Фіг.10-13) і відповідU, V, W на обох подовжніх сторонах, так щоб в но 60, 60' (на Фіг.11 і 12), які однак мають окремі секції 4 стінки виникав рівноспрямований потік один від одного ярма 51, 51' і відповідно 61, 61', не (2 3-полюсний привід, синхронний). Таке підклюв напрямку ширини, а в напрямку товщини кристачення полюсів застосовне переважно при асиметлізатора 1. Кожне ярмо оснащене трьома полюсрично розташованому заливному стакані 47 в секними башмаками 52, 53, 54; 52', 53', 54' і відповідції 2 або 3 полиць. но 62, 63, 64; 62', 63', 64'. У представленому на Фіг.5 підключенні струм У варіанті виконання винаходу, поданому на подається на середні полюсні башмаки 32, 33 в Фіг.10, три полюсних башмаки 52, 53, 54; 52', 53', області секцій полиць, однак середні з трьох по54' розподілені по всій ширині чорнового профілю і люсних башмаків 34, 35, 36; 37, 38, 39, які розтапри цьому два з них (полюсні башмаки 52, 54; 52', шовані по обидві подовжні сторони, відключені 54') розташовані по сторонам секцій 2, 3 полиць, а 9 91104 10 середній полюсний башмак 53, 53' підведений до проводи від котушок 77', 79' проведені хрестсекції 4 стінки. навхрест до котушок 76', 74' (в серії включено). У варіантах виконання винаходу, поданих на Вихідні проводи від цих котушок підведені до Фіг.11 і 12, всі три полюсних башмаки 62, 63, 64; точки 87 зірки. Аналогічно передбачено з фазами 62', 63', 64' відповідних мішалок 60, 60' розподілені U1, V1, W1, що однак в деталях не пояснюється. тільки над стінкою і направлені до секції 4 стінки. При лінійному режимі фаза W1 підводиться до Позиції 45, 46 показують два симетричних заливкотушки 72' і далі до протилежної котушки 73 ' і до них стакани. точки 88 зірки. Мішалки 50, 50' і відповідно 60, 60' працюють За допомогою раніше описаних електромагніяк лінійні, причому в секції 4 стінки можуть генерутних мішалок 10, 20, 30, 40, 40'; 50, 50'; 60, 60'; 70 вати протиспрямовані потоки (Фіг.10 або 11) або можна, як вже згадано, викликати в рідкій серцеодноспрямовані потоки (Фіг.12). Настройка здійсвині заготовки чорнового профілю під дією сил нюється в залежності від параметрів лиття і/або електромагнітної індукції в області секцій полиць продукту. і/або секції стінки рухи, що перемішуються упопеНа Фіг.14 представлена електромагнітна мірек напрямку лиття, і завдяки цьому рідка сталь в шалка 70 з 8-полюсною структурою, конструктивно рідкій серцевині заготовки чорнового профілю пеподібна мішалці 30, представленої на Фіг.3-6 (з ремішується між секціями полиць і секцією стінки. ярмом, утвореним прямокутною рамою, подовжні Завдяки цьому можливо активно впливати на умосторони якої оснащені полюсними башмаками 74, ви течії і температуру в рідкій сталі всередині кіро75, 76, 77, 78, 79, розташованими по троє по шички чорнового профілю і приводити до наступного рині кристалізатора, і вузька частина має по одноефекту: му серединному полюсному башмаку 72, 73, фро- стабілізація рівня дзеркала ванни за допомонтально направленому до секцій 2, 3 полиць). гою придушення турбулентності також при параЗвичайно, при такому виконанні не вибирають між метрах процесу, що змінюються якось швидкість лінійним або ротаційним режимом через вимкненлиття, позиція дзеркала металу (з метою уникнення двох з восьми полюсів, однак одночасно гененя неметалевих включень, а також газових бульруються лінійні поля в секції 4 стінки при застосубашок в поверхню заготовки, що відливається); - сприятливі, керовані умови течії з цілеспряванні 1 6-полюсної лінійної мішалки (полюсні мованим перемішуванням між обома потовщенибашмаки 74, 75, 76, 77, 78, 79) і ротаційні поля в ми частинами внутрішнього простору кристалізасекціях 2, 3 полиць при застосуванні 2 3-полюсних тора через тонку секцію стінки, а також при ротаційних мішалок (полюсні башмаки 74, 72, 77 і асиметричному заливанні, і завдяки цьому утво76, 73, 79). рення рівномірної товстої кірочки заготовки з На Фіг.15 представлена електрична схема місприятливою структурою затвердіння при уникшалки 70 з її 8-полюсною структурою, і відповідно, ненні усадкових раковин і/або пористості ядра; 8-полюсною системою, при якій одночасно вироб- уникнення зависання під час затвердіння, неляються лінійні поля за допомогою 1 6-полюсної зважаючи на вузькі пропорції в стіновій частині лінійної мішалки і ротаційні поля при застосуванні поперечного перерізу внутрішнього простору крис2 3-полюсних ротаційних мішалок. Така електроталізатора. магнітна мішалка 70 живиться від мережі, наприЗавдяки вільному вибору підключення полюсів клад, змінного струму 50 Гц за допомогою ліній 81, до окремих фаз 3-и фазного струму можливо без 82, причому ці лінії в міру необхідності ведуть до конструктивних змін мішалки генерувати в рідкій одного перетворювача частоти 83, 84. Цей перетсерцевині заготовки чорнового профілю різні комворювач частоти 83, 84 пов'язаний з регулятором поненти рухомого поля в залежності від ливарних 85 і окремі фази настроюються їм на відому частопараметрів, таких як система заливання щодо місту. ця заливання, кількості заливних стаканів, відкриРегулятор 85 має задачу настроїти частоти того або закритого заливання, швидкості лиття, обох перетворювачів один за одним, щоб синхротемператури лиття, складу сталі і інш. і завдяки нізувати з одного боку виникаючий в стінці і в пецьому створювати різні потоки рідкої сталі. І також рехідній області до обох секцій полиць перемішуможливо застосовувати однакове обладнання міючі рухи. Крім того, вона повинна запобігти шалки для кристалізаторів з різними параметрами виникненню биття при незначних відмінностях продуктів, якось розміри чорнового профілю і інш. і частот в обох мішалках. Биття привело б до того, при цьому змінювати підключення полюсів таким що протягом часу то один, то інший полюс одночином, що в залежності від параметрів продукту часно виявилися б під напругою, що мало б насможна генерувати в секціях полиць обертові і/або лідком дуже нерівномірне навантаження мережі. в секції стінки лінійні рухомі поля для націленого Від цих перетворювачів частот 83, 84 провеотримання потоків рідкої сталі. дені окремі фази U, V, W одного перетворювача На фігурах представлений схематично гільзо84 і, відповідно, фази U1, V1, W1 інших перетвовий кристалізатор. Замість гільзового кристалізарювачі 83 до намотаних на полюсні башмаки 74, тора за способом, що пропонується у винаході 75, 76, 77, 78, 79 котушкам. Фази U, V, W ведуть можуть функціонувати також всі відповідні для до котушок 77', 78', 79' на полюсних башмаках 77, чорнових профілів конструкції кристалізаторів, як 78, 79 в секції стінки і далі до симетрично розтаот блокові або пластинчаті і інш. і, відповідно, мошованих відносно них котушок 76', 75', 74' полюсжна використовувати пристрій, що пропонується у них башмаків 76, 75, 74, причому з'єднувальні винаході. 11 91104 12 13 Комп’ютерна верстка О. Гапоненко 91104 Підписне 14 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for continuous casting of preliminary steel sections, in particular preliminary double-t sections
Автори англійськоюKawa Franz, Mueller Paul
Назва патенту російськоюСпособ и устройство непрерывного литья стальных черновых профилей, в частности, двутавровых профилей
Автори російськоюКава Франц, Мюллер Пауль
МПК / Мітки
МПК: B22D 11/12, B22D 11/04, B22D 11/115
Мітки: чорнових, відливання, безперервного, зокрема, профілів, стальних, спосіб, двотаврових, пристрій
Код посилання
<a href="https://ua.patents.su/7-91104-sposib-i-pristrijj-dlya-bezperervnogo-vidlivannya-stalnikh-chornovikh-profiliv-zokrema-dvotavrovikh-profiliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для безперервного відливання стальних чорнових профілів, зокрема, двотаврових профілів</a>
Установка безперервного розлиття чорнових профілів
Номер патенту: 12312
Опубліковано: 25.12.1996
Автори: Ханс Штройбель, Хуго Фельдманн, Георг Енгель
МПК: B22D 11/14
Мітки: чорнових, розлиття, профілів, установка, безперервного
Формула / Реферат:
(57) 1. Установка непрерывной разливки черновых профилей для прокатки сортовой стали, содержащая кристаллизатор с расположенным за ним направляющим устройством в виде роликов, причем две боковые стенки кристаллизатора имеют перемычку, две переходные поверхности, расположенные под углом к перемычке, и две параллельные регулируемые поверхности, между которыми с возможностью регулировки установлены торцовые стенки, отличающаяся тем, что...
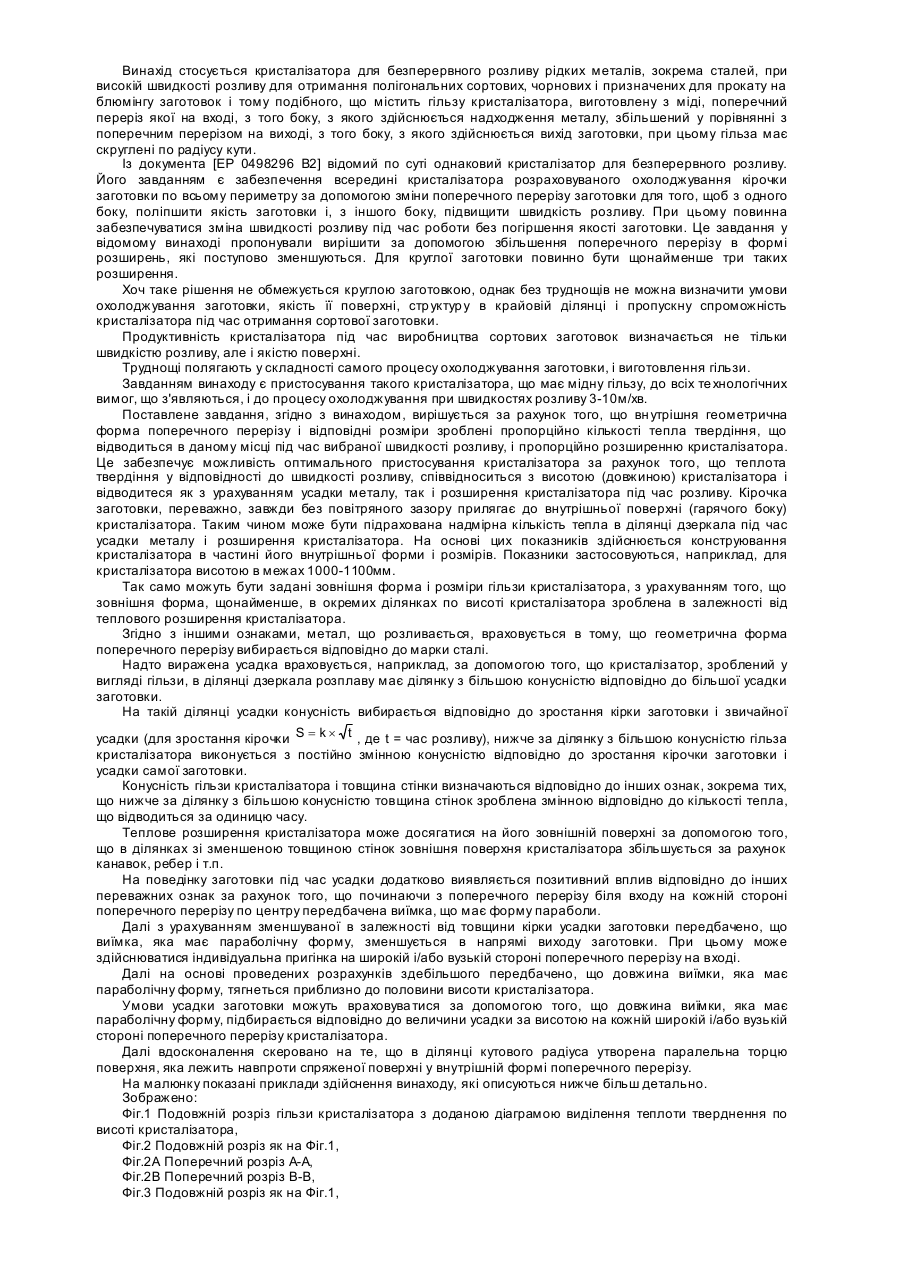
Кристалізатор для безперервного розливу рідких металів, зокрема сталей, при високій швидкості розливу для одержання полігональних сортових, чорнових і призначених для прокату на блюмінгу заготовок
Номер патенту: 79025
Опубліковано: 10.05.2007
Автори: Плоциннік Уве, Коккентідт Йозеф, Летцель Дірк, Цайбер Адольф-Густав
МПК: B22D 11/055, B22D 11/041
Мітки: одержання, сортових, зокрема, високий, чорнових, кристалізатор, металів, заготовок, блюмінгу, сталей, швидкості, полігональних, розливу, безперервного, рідких, прокату, призначених
Формула / Реферат:
1. Кристалізатор для безперервного розливу рідких металів, зокрема сталей, при високій швидкості розливу для одержання полігональних сортових, чорнових і призначених для прокату на блюмінгу і подібних до них заготовок (1), що містить гільзу (2) кристалізатора, виготовлену з міді або мідних сплавів, поперечний переріз якої на вході (3), на стороні (4), призначеній для надходження металу, є збільшеним поперечним перерізом (5), у порівнянні з...
Спосіб відцентрового відливання заготовок роликів машин безперервного відливання заготовок
Номер патенту: 29555
Опубліковано: 15.11.2000
Автори: Алексієнко Георгій Якович, Остапенко Георгій Леонідович, Хацкелян Ігор Павлович, Федосов Володимир Гарольдович
МПК: B22D 13/02
Мітки: спосіб, відцентрового, роликів, відливання, машин, безперервного, заготовок
Текст:
...% кількості розплаву мета лу, що заливається, за секунду, до утворення проміжного ша ру в заготовці суміші порошкоподібних добавок і порошку заліза товщиною 2-4 мм з продовженням введення порошку заліза до завершення процесу заливання розплаву металу до виливниці. Утворення проміжного шару (підшару) між зовнішнім шаром у заго товці з порошкоподібними модифікуючими добавками і шаром з порошком заліза забезпечує стабілізацію об'ємних і...
Пристрій для безперервного розливання металів, зокрема сталі

Номер патенту: 74035
Опубліковано: 17.10.2005
Автори: Фест Томас, Цайбер Адольф
МПК: B22D 11/04, B22D 11/053
Мітки: розливання, зокрема, пристрій, металів, безперервного, сталі
Формула / Реферат:
1. Пристрій для безперервного розливання металів, зокрема сталі, що містить раму (2), яка несе кристалізатор (1), встановлений на рамі (2) осцилюючий пристрій (3) і встановлений на нижньому кінці (10) кристалізатора (1) рівчак (4) з роликами, який відрізняється тим, що кристалізатор (1) разом з коливальною рамою (3b) і впливаючим на коливальну раму (3b) осцилюючим приводом (3а) встановлені в кожусі (5), що закриває вгорі і з боків, при цьому...
Пристрій для безперервного лиття тонких стальних полос
Номер патенту: 12309
Опубліковано: 25.12.1996
Автори: Хорст Гроте, Ханс Штройбель, Юрген Фрідріх
МПК: B22D 11/10
Мітки: пристрій, безперервного, лиття, тонких, полос, стальних
Формула / Реферат:
(57) 1. Устройство для непрерывного литья тонких стальных полос, содержащее кристаллизатор, разливочный ковш и установленный в нем своей верхней частью погружной стакан для заливки расплавленной стали в кристаллизатор, при этом кристаллизатор выполнен с широкими и узкими боковыми стенками, а нижняя часть погружного стакана выполнена с донным участком и выпускными отверстиями, направленными в сторону каждой из узких боковых стенок,...
Попередній патент: Прямопотоковий пальник великої продуктивності для одержання високодисперсних оксидів металів
Наступний патент: g-(4-метоксикарбоніламінобензолсульфонілоксамідо)бутанова кислота, яка має протисудомну та протизапальну активність
Випадковий патент: Спосіб визначення імітованої зернистої ікри родини осетрових риб