Ніж для стругання ламелю
Номер патенту: 114053
Опубліковано: 27.02.2017
Автори: Семенюк Віталій Володимирович, Нікітченко Олександр Сергійович, Змачинський Віталій Володимирович
Формула / Реферат
Ніж для стругання ламелю, який являє собою прямокутну металеву пластину, одна поздовжня крайка якої має лезо, яке утворене заточенням з одного боку крайки пластини, причому заточення звернене до нижньої площині ножа, а також ніж має наскрізні отвори, через які проходять болти для кріплення ножа до поверхні стола стругального станка, який відрізняється тим, що отвори для кріплення ножа виконані у вигляді двоступеневих довгастих пазів, орієнтованих поперек повздовжньої осі прямокутної пластини, причому більш широкий ступінь паза виконаний глухим і знаходиться з протилежного від заточення боку пластини, а більш вузький ступінь паза виконаний наскрізним, крім того, по обидва боки від двоступеневих пазів розташовано по чотири наскрізних різьблених отвори, просторово зміщених у бік леза, а також прямокутна пластина ножа виконана з біметалу, що складається з м'якої звичайної сталі, застосованої для виготовлення тіла ножа, та з швидкорізальної або зміцненої, або вуглецевої, або зносостійкої сталі, застосованої для виготовлення леза ножа, і виконаної у вигляді поздовжньої вставки з протилежного боку від заточення леза, закріпленої в тілі ножа будь-яким відомим способом, причому заточення леза ножа має увігнуту поверхню для забезпечення плавного деформування відрізаної частини ламелі при сходженні її з леза ножа, а також кількість пазів поздовж ножа становить не менш трьох для можливості примусового вигинання леза ножа у вертикальній площині у будь-який бік або для отримання ламелю з заданою кривиною поверхні, або перемінної товщини за своєю шириною, або для урахування особливостей чи властивостей деревини, яка підлягає струганню.
Текст
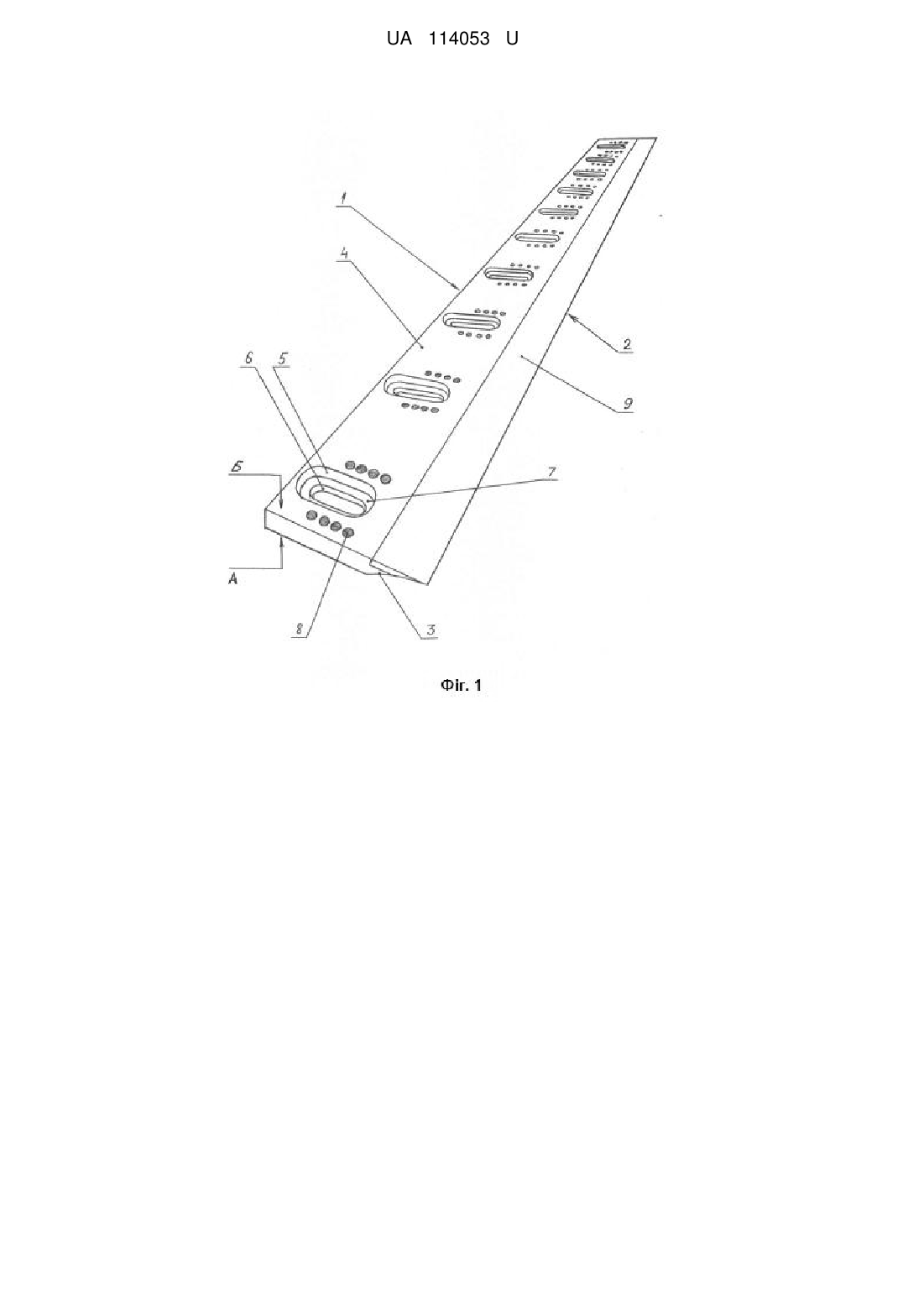
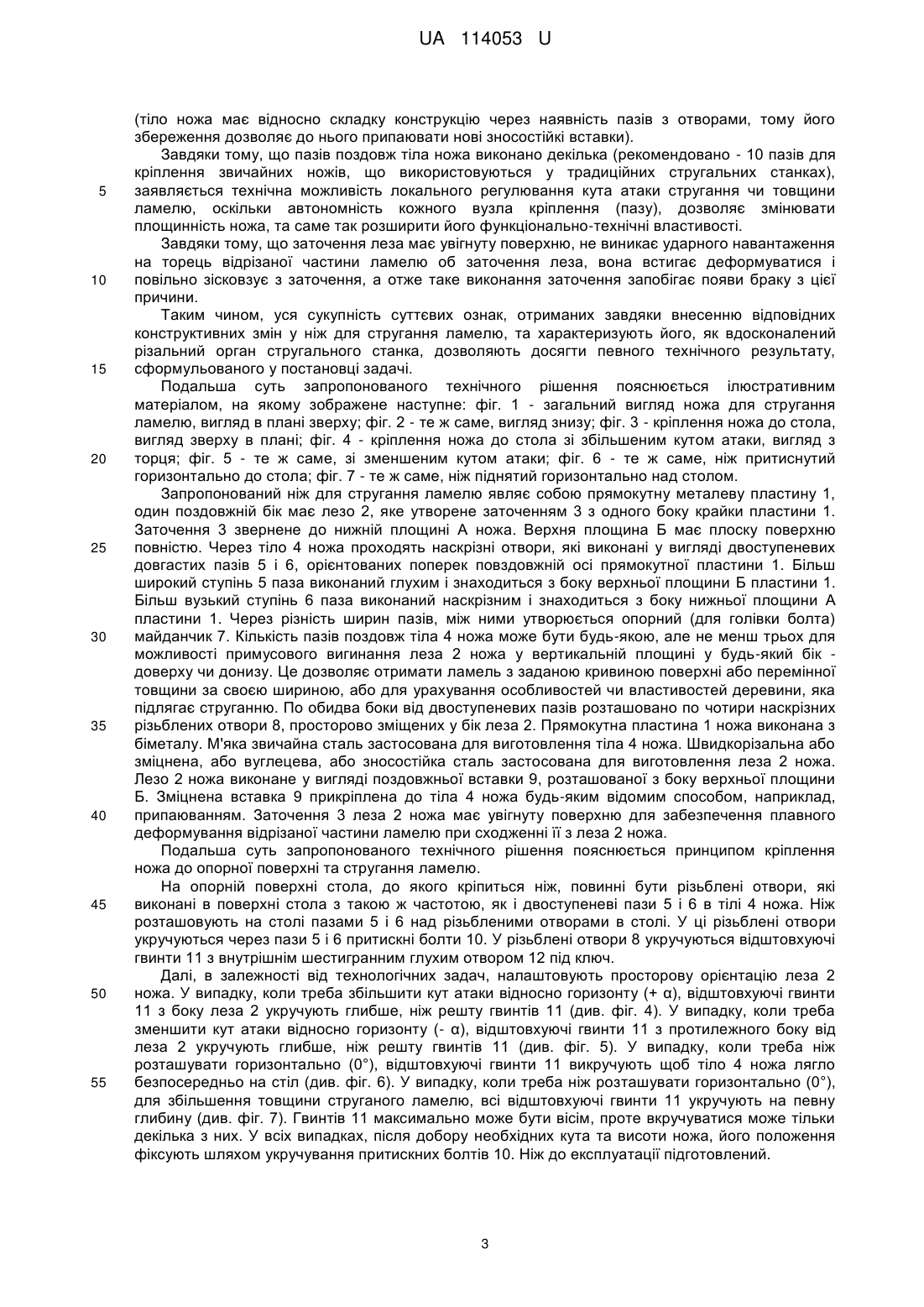
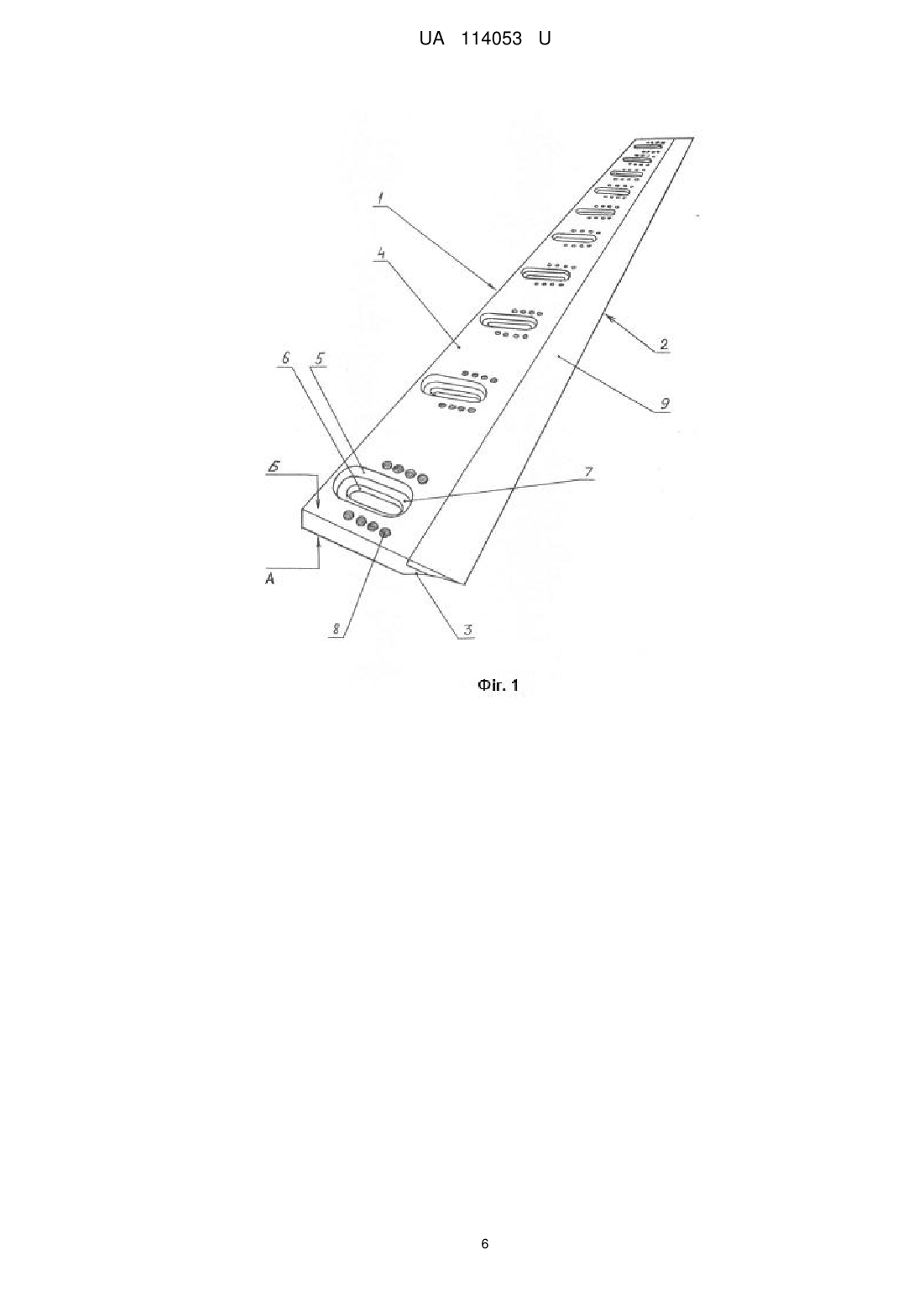
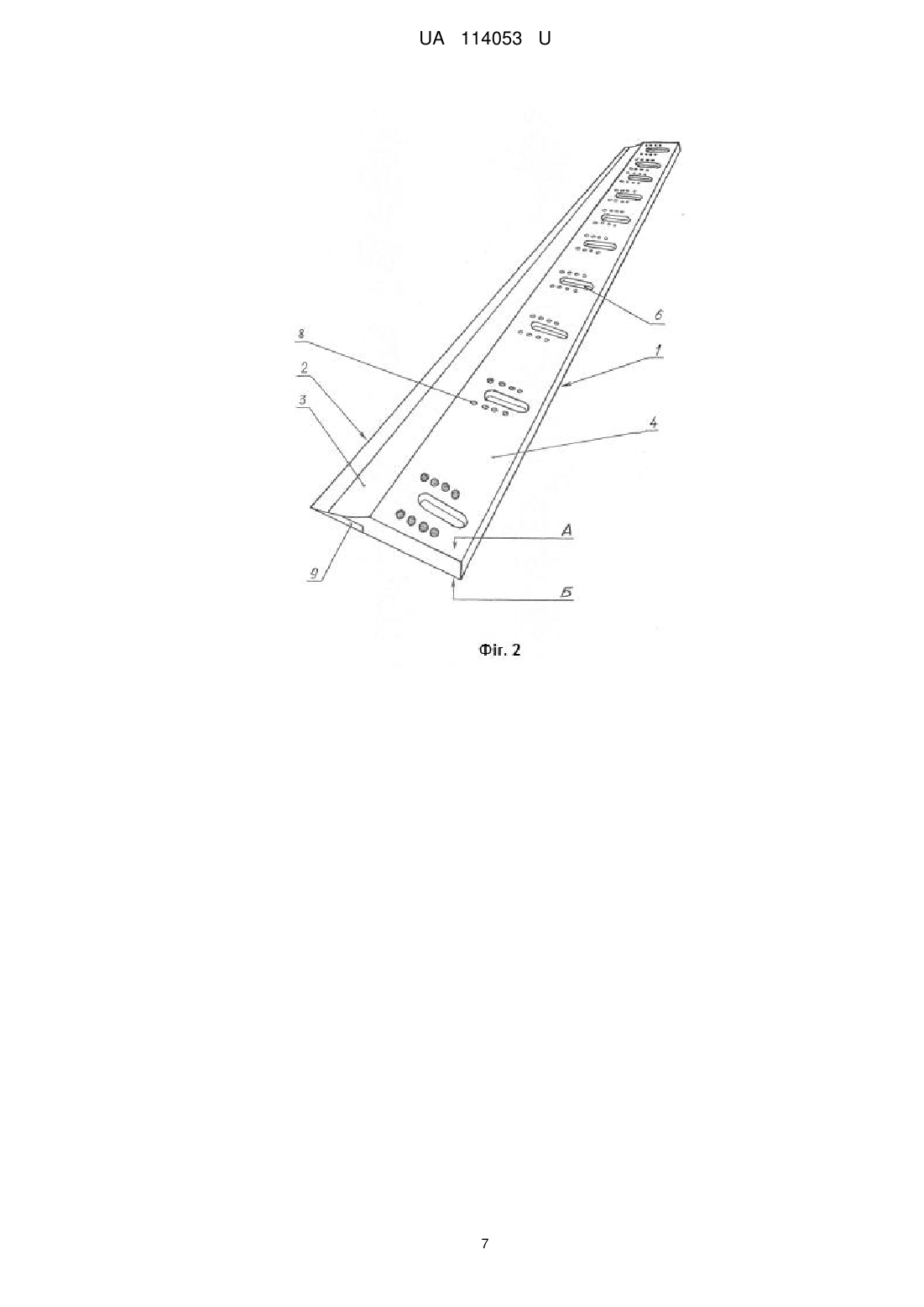
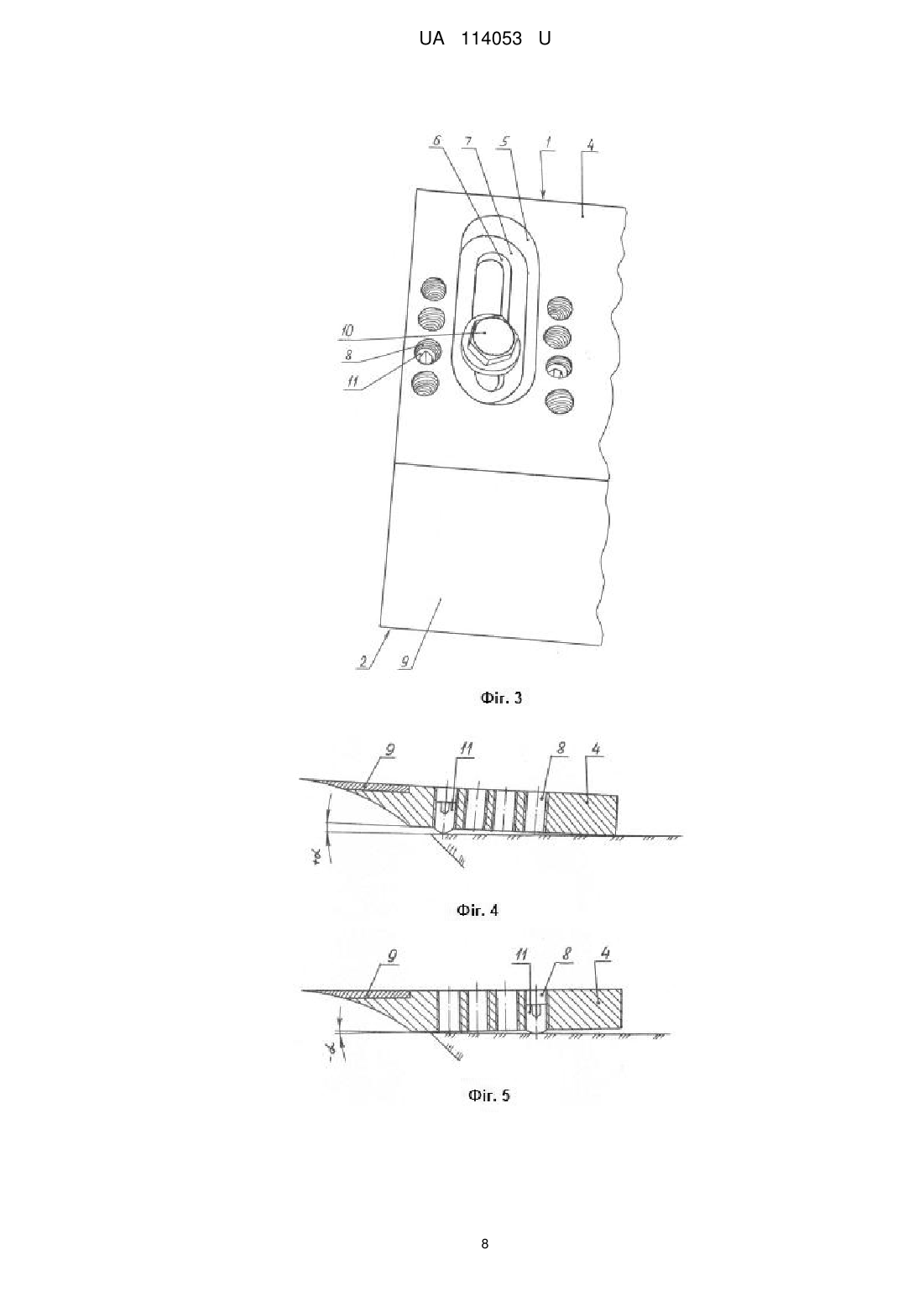
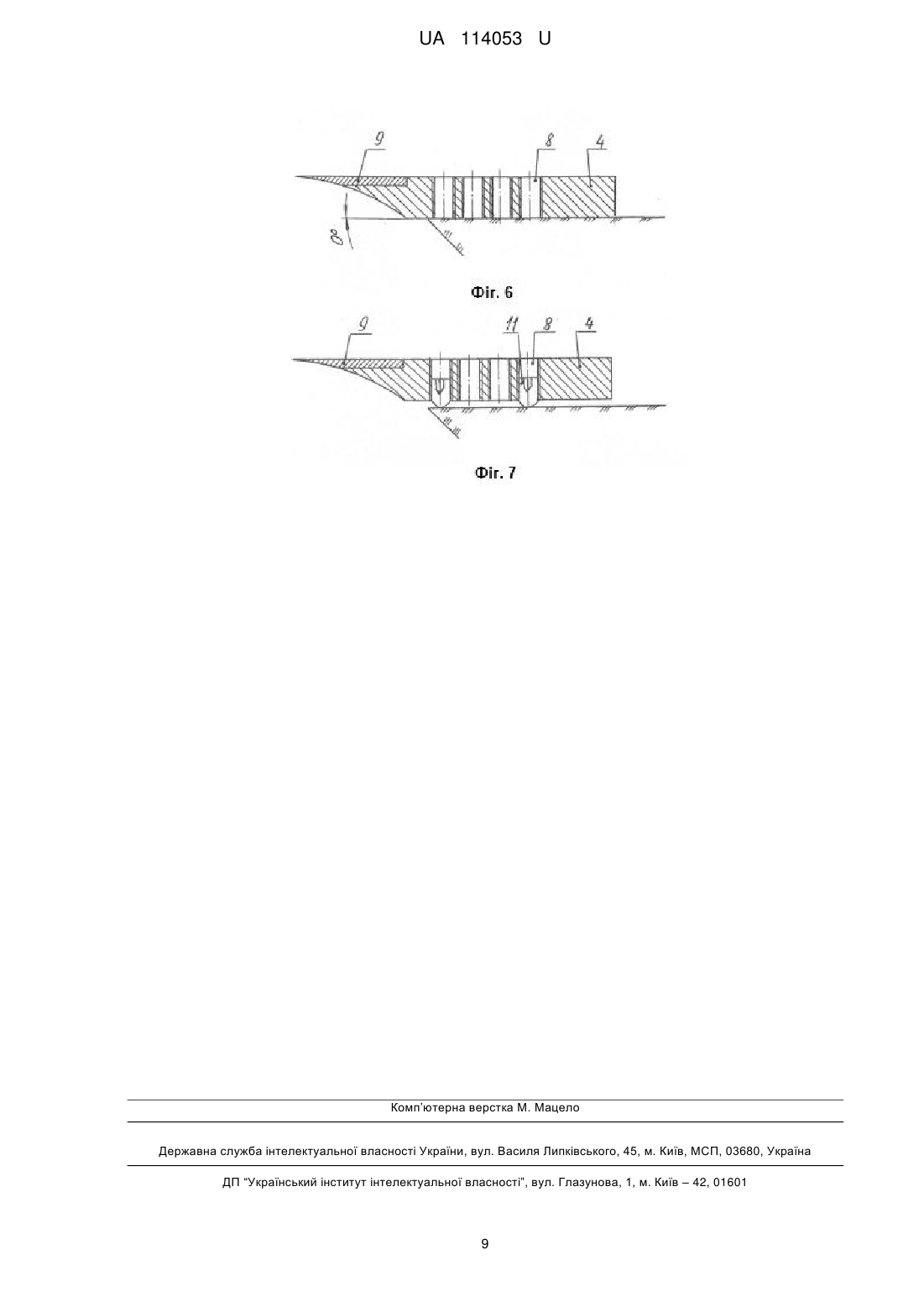
Реферат: Ніж для стругання ламелю, який являє собою прямокутну металеву пластину, одна поздовжня крайка якої має лезо, яке утворене заточенням з одного боку крайки пластини, причому заточення звернене до нижній площині ножа, а також ніж має наскрізні отвори, через які проходять болти для кріплення ножа до поверхні стола стругального станка, причому отвори для кріплення ножа виконані у вигляді двоступеневих довгастих пазів, орієнтованих поперек повздовжньої осі прямокутної пластини, причому більш широкий ступінь паза виконаний глухим і знаходиться з протилежного від заточення боку пластини, а більш вузький ступінь паза виконаний наскрізним, крім того, по обидва боки від двоступеневих пазів розташовано по чотири наскрізних різьблених отвори, просторово зміщених у бік леза, а також прямокутна пластина ножа виконана з біметалу, що складається з м'якої звичайної сталі, застосованої для виготовлення тіла ножа, та з швидкорізальної або зміцненої, або вуглецевої, або зносостійкої сталі, застосованої для виготовлення леза ножа, і виконаної у вигляді поздовжньої вставки з протилежного боку від заточення леза, закріпленої в тілі ножа будь-яким відомим способом, причому заточення леза ножа має увігнуту поверхню для забезпечення плавного деформування відрізаної частини ламелю при сходженні її з леза ножа, а також кількість пазів поздовж ножа становить не менш трьох для можливості примусового вигинання леза ножа у вертикальній площині у будь-який бік або для отримання ламелю з заданою кривиною поверхні, або перемінної товщини за своєю шириною, або для урахування особливостей чи властивостей деревини, яка підлягає струганню. UA 114053 U (12) UA 114053 U UA 114053 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до деревообробної промисловості, зокрема до обладнання для стругання ламелю, яка може бути використана у виробництві меблів, декоративних покрить, підлог тощо, як облицювальний матеріал і як самостійні вироби. Відомий ніж для стругання шпону, який являє собою прямокутну металеву пластину, одна поздовжня крайка якої має лезо, яке утворене заточенням з одного боку крайки пластини, причому заточення звернене до верхній площині ножа, а також ніж має два наскрізні отвори на деякій відстані від торців пластини, через які проходять болти для кріплення ножа до стола стругального станка. Ніж встановлюється на стіл стругального станка заточеною (косою) поверхнею доверху. У отвори встановлюються болти, на які нагвинчуються гайки. Саме так відбувається фіксація ножа на жорсткій нерухомій основі, за яку використаний стіл стругального станка [див. пат. Російської Федерації № 116400 з класу В27К 5/00 опублікований 27.05.2012 року]. Основним суттєвим конструктивним недоліком відомого технічного рішення є те, що ніж має лише два отвори для його фіксації в столі стругального станка. Через таку конструкцію вузла фіксації, кут розташування ножа на столі неможливо регулювати ані у горизонтальній площині, ані у вертикальній. Але таке регулювання, як показує практика, повинно бути. По-перше, під кожну породу дерев потрібний свій кут стругання, по-друге, леза ножа періодично заточується, а отже, кожного разу після заточення змінюється ширина пластини (ширина ножа). З цього виходить, що після кожного заточення леза ножа, шпон буде мати різну товщину, якщо не перелаштувати сам станок (пересувати стіл з ножем), оскільки ніж неможливо пересунути на певну відстань через особливості вузла його кріплення (циліндричні отвори під болти). Другим суттєвим конструктивним недоліком відомого технічного рішення є те, що заточення леза ножа звернене доверху. Суть цього недоліку пояснюється наступним. При такому розташуванні заточення леза ножа (доверху), площина леза знаходиться під кутом до горизонту, а отже, шпон виходить з станка догори і опиняється над станком, а залишок бруса проходить під столом. Це не має значення, якщо брус стругають у поперечному напрямі (поперек волокон, як у прототипі). Але при такому способі стругання бруса зростає кількість браку через розтріскування шпону, а тому такий спосіб не знайшов широкого застосування. Більш технологічними є способи стругання бруса у поздовжньому напрямі (поздовж волокон). Але для цього треба ніж розгорнути таким чином, щоб площина заточення опинилася у горизонтальній площині. Для цього тіло ножа встановлюють під кутом (на кут заточення). Але це ускладнює конструкцію стола, до якого кріпиться ніж, зростає трудомісткість та незручність обслуговування станка, а проблема регулювання кута атаки так і залишається невирішеною, що обмежує область використання таких станків з нерегульованим ножем - вони призначені для стругання шпону тільки певної одної товщини і тільки з однієї породи дерев. Найбільш близьким за своєю суттю та ефекту, що досягається, і який приймається за прототип, є ніж для стругання шпону, який являє собою прямокутну металеву пластину, одна поздовжня крайка якої має лезо, яке утворене заточенням з одного боку крайки пластини, причому заточення звернене до нижньої площини ножа, а також ніж має два наскрізні круглі різьблені отвори на деякій відстані від торців пластини, через які проходять болти для кріплення ножа до стола стругального станка. Ніж встановлюється на стіл стругального станка заточеною (косою) поверхнею донизу. У отвори через стіл вкручуються болти, та саме так відбувається фіксація ножа на столі стругального станка [див. пат. України № 43837 з класів В27С 5/06, B27L 5/00 опублікований 15.01.2012 року у Бюл. № 1]. Завдяки розташування ножа заточенням донизу, таке кріплення дозволяє спростити цей вузол, спрямувати шпон під стіл, зменшити габарити останнього, у порівнянні з попереднім аналогом, але проблема регулювання просторової орієнтації леза ножа, так і залишилася невирішеною зі всіма недоліками, про які вже сказано вище, що є суттєвим недоліком відомого технічного рішення в плані невдосконаленості його вузла кріплення до стола стругального станка. Другим суттєвим недоліком відомого технічного рішення є невдосконаленість конструкції леза ножа, зокрема, площинність поверхні заточення. Справа в тому, що при високій швидкості стругання, що зазвичай для більшості технологій виготовлення шпону, брус, швидко пересуваючись до ножа та майже вдаряється в нього. При цьому відрізана частина (шпон) починає збігати по плоскій поверхні заточення, яка знаходиться під кутом, але деревина шпону не завжди встигає деформуватися на кут заточення, тому надламується, що призводить до появи тріщин, тобто браку. Через цю обставину, за допомогою таких ножів доцільно стругати тільки тонкий шпон (1-2 мм), що обмежує номенклатурний ряд виробів, взагалі виключає можливість виготовлення товстого шпону (ламелю), тим паче з крихких твердолистяних порід дерев тобто область використання таких станків для стругання шпону дуже обмежена. 1 UA 114053 U 5 10 15 20 25 30 35 40 45 50 55 60 Третім суттєвим недоліком відомого технічного рішення є те, що ніж цілком виготовлений з одного виду металу. Якщо для ножа застосована м'яка сталь, то він буде швидко тупитися і його треба часто заточувати, тобто зупиняти процес стругання. Якщо весь ніж виготовлювати з міцної сталі, наприклад швидкорізальної, то це економічно невиправдано, адже у струганні приймає участь тільки лезо. Тому виготовлення всього ножа з дорогих матеріалів зайве. Таким чином, загальним технічним недоліком відомого ножа для стругання шпону є невдосконаленість засобів його кріплення (тільки циліндричні отвори), виконання леза з плоскою поверхнею заточення та виготовлення з одного виду металу, що виключає можливість будь-якого регулювання положення ножа відносно стола та кута атаки (різання), а також вимушує або збавляти швидкість стругання, або використовувати тільки окремі м'які породи дерев, які добре деформуються при згинанні, та часто заточувати, або підняти собівартість шпону через збільшення вартості ножа, якщо його виготовляти з коштовного металу. В основу корисної моделі поставлена задача подальшого вдосконалення конструкції ножа для стругання ламелю шляхом виготовлення його щонайменш з двох металів, що мають різні фізичні властивості, забезпечення можливості регулювання ножа у різних площинах відносно опорної поверхні стола, до якого він кріпиться, а також у забезпечення лагідного сходження відрізаного ламелю поздовж леза, за рахунок принципової конструктивної зміни окремих функціональних ділянок ножа. Рішення поставленої задачі досягається тим, що ніж для стругання ламелю, який являє собою прямокутну металеву пластину, одна поздовжня крайка якої має лезо, яке утворене заточенням з одного боку крайки пластини, причому заточення звернене до нижньої площини ножа, а також ніж має наскрізні отвори, через які проходять болти для кріплення ножа до поверхні стола стругального станка, згідно з пропозицією, отвори для кріплення ножа виконані у вигляді двоступеневих довгастих пазів, орієнтованих поперек повздовжньої осі прямокутної пластини, причому більш широкий ступінь паза виконаний глухим і знаходиться з протилежного від заточення площині пластини, а більш вузький ступінь паза виконаний наскрізним, крім того, по обидві боки від двоступеневих пазів розташовано по чотири наскрізних різьблених отвори, просторово зміщених у бік леза, а також, прямокутна пластина ножа виконана з біметалу, що складається з м'якої звичайної сталі, застосованої для виготовлення тіла ножа, та з швидкорізальної або зміцненої, або вуглецевої, або зносостійкої сталі, застосованої для виготовлення леза ножа, і виконаної у вигляді поздовжньої вставки з протилежного боку від заточення леза, закріпленої в тілі ножа будь-яким відомим способом, причому заточення леза ножа має увігнуту поверхню для забезпечення плавного деформування відрізаної частини ламелю при сходженні її з леза ножа, а також кількість пазів поздовж ножа становить не менш трьох для можливості примусового вигинання леза ножа у вертикальній площині у будь-який бік, або для отримання ламелю з заданою кривиною поверхні, або перемінної товщини за своєю шириною, або для урахування особливостей чи властивостей деревини, яка підлягає струганню. Завдяки тому, що отвори для кріплення ножа виконані у вигляді пазів, з'являється технічна можливість пересувати ніж відносно поверхні кріплення у горизонтальній площині, що дозволяє завжди дотримуватися одного й того ж самого місцезнаходження ріжучої крайки незалежно від зменшення ширини леза під час його заточення. Завдяки тому, що пази виконані двоступеневими, з'являється технічна можливість голівку крипільного болта повністю занурювати у більш широкий паз, а полиця, що утворилася між широким та вузьким пазом, використовувати як опорний майданчик для головки болта, та саме так не заважати вільному ковзанню бруса по поверхні ножа, ніяким чином не погіршуючи умови кріплення ножа до стола, а розташування головки болта зверху паза, спрощує здійснення операції установки та зняття ножа, а також його регулювання у горизонтальній площині. Завдяки тому, що лезо ножа виготовлено з зміцненої зносостійкої сталі, збільшується термін його експлуатації без заточення, що автоматично підвищується продуктивність станка у часі через зменшення простоїв. Завдяки тому, що поряд з пазами знаходяться різьблені отвори, з'являється технічна можливість регулювання кута атаки леза ножа шляхом укручування у ці отвори різьблених шпильок на певну глибину, що дозволяє "підстроювати" станок для стругання ламелю з будьяких порід дерев. Завдяки тому, що тіло ножа виготовлено з звичайної недорогої сталі, зменшується вартість ножа, а отже, й собівартість ламелю. Завдяки тому, що лезо ножа виготовлено у вигляді вставки з зносостійкої сталі, вона в міру зносу через заточення, може замінюватися на нову при повному збереженні тіла ножа, виготовленого з м'якого металу, що ще у більшій мірі сприятиме зниженню собівартості ламелю 2 UA 114053 U 5 10 15 20 25 30 35 40 45 50 55 (тіло ножа має відносно складку конструкцію через наявність пазів з отворами, тому його збереження дозволяє до нього припаювати нові зносостійкі вставки). Завдяки тому, що пазів поздовж тіла ножа виконано декілька (рекомендовано - 10 пазів для кріплення звичайних ножів, що використовуються у традиційних стругальних станках), заявляється технічна можливість локального регулювання кута атаки стругання чи товщини ламелю, оскільки автономність кожного вузла кріплення (пазу), дозволяє змінювати площинність ножа, та саме так розширити його функціонально-технічні властивості. Завдяки тому, що заточення леза має увігнуту поверхню, не виникає ударного навантаження на торець відрізаної частини ламелю об заточення леза, вона встигає деформуватися і повільно зісковзує з заточення, а отже таке виконання заточення запобігає появи браку з цієї причини. Таким чином, уся сукупність суттєвих ознак, отриманих завдяки внесенню відповідних конструктивних змін у ніж для стругання ламелю, та характеризують його, як вдосконалений різальний орган стругального станка, дозволяють досягти певного технічного результату, сформульованого у постановці задачі. Подальша суть запропонованого технічного рішення пояснюється ілюстративним матеріалом, на якому зображене наступне: фіг. 1 - загальний вигляд ножа для стругання ламелю, вигляд в плані зверху; фіг. 2 - те ж саме, вигляд знизу; фіг. 3 - кріплення ножа до стола, вигляд зверху в плані; фіг. 4 - кріплення ножа до стола зі збільшеним кутом атаки, вигляд з торця; фіг. 5 - те ж саме, зі зменшеним кутом атаки; фіг. 6 - те ж саме, ніж притиснутий горизонтально до стола; фіг. 7 - те ж саме, ніж піднятий горизонтально над столом. Запропонований ніж для стругання ламелю являє собою прямокутну металеву пластину 1, один поздовжній бік має лезо 2, яке утворене заточенням 3 з одного боку крайки пластини 1. Заточення 3 звернене до нижній площині А ножа. Верхня площина Б має плоску поверхню повністю. Через тіло 4 ножа проходять наскрізні отвори, які виконані у вигляді двоступеневих довгастих пазів 5 і 6, орієнтованих поперек повздовжній осі прямокутної пластини 1. Більш широкий ступінь 5 паза виконаний глухим і знаходиться з боку верхньої площини Б пластини 1. Більш вузький ступінь 6 паза виконаний наскрізним і знаходиться з боку нижньої площини А пластини 1. Через різність ширин пазів, між ними утворюється опорний (для голівки болта) майданчик 7. Кількість пазів поздовж тіла 4 ножа може бути будь-якою, але не менш трьох для можливості примусового вигинання леза 2 ножа у вертикальній площині у будь-який бік доверху чи донизу. Це дозволяє отримати ламель з заданою кривиною поверхні або перемінної товщини за своєю шириною, або для урахування особливостей чи властивостей деревини, яка підлягає струганню. По обидва боки від двоступеневих пазів розташовано по чотири наскрізних різьблених отвори 8, просторово зміщених у бік леза 2. Прямокутна пластина 1 ножа виконана з біметалу. М'яка звичайна сталь застосована для виготовлення тіла 4 ножа. Швидкорізальна або зміцнена, або вуглецева, або зносостійка сталь застосована для виготовлення леза 2 ножа. Лезо 2 ножа виконане у вигляді поздовжньої вставки 9, розташованої з боку верхньої площини Б. Зміцнена вставка 9 прикріплена до тіла 4 ножа будь-яким відомим способом, наприклад, припаюванням. Заточення 3 леза 2 ножа має увігнуту поверхню для забезпечення плавного деформування відрізаної частини ламелю при сходженні її з леза 2 ножа. Подальша суть запропонованого технічного рішення пояснюється принципом кріплення ножа до опорної поверхні та стругання ламелю. На опорній поверхні стола, до якого кріпиться ніж, повинні бути різьблені отвори, які виконані в поверхні стола з такою ж частотою, як і двоступеневі пази 5 і 6 в тілі 4 ножа. Ніж розташовують на столі пазами 5 і 6 над різьбленими отворами в столі. У ці різьблені отвори укручуються через пази 5 і 6 притискні болти 10. У різьблені отвори 8 укручуються відштовхуючі гвинти 11 з внутрішнім шестигранним глухим отвором 12 під ключ. Далі, в залежності від технологічних задач, налаштовують просторову орієнтацію леза 2 ножа. У випадку, коли треба збільшити кут атаки відносно горизонту (+ α), відштовхуючі гвинти 11 з боку леза 2 укручують глибше, ніж решту гвинтів 11 (див. фіг. 4). У випадку, коли треба зменшити кут атаки відносно горизонту (- α), відштовхуючі гвинти 11 з протилежного боку від леза 2 укручують глибше, ніж решту гвинтів 11 (див. фіг. 5). У випадку, коли треба ніж розташувати горизонтально (0°), відштовхуючі гвинти 11 викручують щоб тіло 4 ножа лягло безпосередньо на стіл (див. фіг. 6). У випадку, коли треба ніж розташувати горизонтально (0°), для збільшення товщини струганого ламелю, всі відштовхуючі гвинти 11 укручують на певну глибину (див. фіг. 7). Гвинтів 11 максимально може бути вісім, проте вкручуватися може тільки декілька з них. У всіх випадках, після добору необхідних кута та висоти ножа, його положення фіксують шляхом укручування притискних болтів 10. Ніж до експлуатації підготовлений. 3 UA 114053 U 5 10 15 20 25 30 35 40 45 50 55 60 Під час стругання ламелю, брус-заготовка, пересуваючись по конвеєру, насувається на ніж. Лезо 2 ножа врізається у брус, відрізаючи стрічку (смужку) ламелю. Причому, відрізана частина стрічки (смужки) впирається у заточення 3 леза 2 ножа. Завдяки тому, що заточення 3 має увігнуту поверхню, стрічка (смужка) деревини встигає поступово деформуватися і, без розтріскування, сходити з ножа під стіл. При необхідності перелаштування ножа на нову вид деревини чи на інший розмір ламелю, притискні болти 10 викручують, а відштовхуючими гвинтами 11 підбирають потрібне нове положення ножа. Запропоноване технічне рішення перевірене на практиці. Заявлений ніж для стругання ламелю не містить у своєму складі будь-яких конструктивних елементів, які б неможливо було б відтворити на сучасному етапі розвитку науки і техніки, зокрема, у галузі виготовлення обладнання для деревообробної промисловості, а отже є придатним для промислового застосування, має технічні та інші переваги перед відомими аналогами, що підтверджує можливість досягнення технічного результату об'єктом, що заявляється. У відомих джерелах патентної, науково-технічної та іншої інформації не виявленоподібних ножів для стругання ламелю чи шпону із вказаною в пропозиції сукупністю суттєвих ознак, тому запропоноване технічне рішення відповідає критерію "новизна" та вважається таким, що може отримати правовий захист. Суттєва відмінність запропонованого ножа для стругання ламелю полягає в тому, що він має такі конструктивні елементи кріпильних вузлів, які дозволяють регулювати його просторову орієнтацію, забезпечують можливість вільного деформування ламелю при її зштовхуванні з заточенням ножа, а також у виготовленні ножа з біметалу. Вказані відмінності, у сукупності, дозволяють ніж зробити дійсно універсальним, економічним та забезпечуючим отримання якісної продукції незалежно від виду деревини, що стругається, та потрібних розмірів ламелю. Відомі ножі аналогічного призначення не можуть водночас мати всі перераховані властивості, оскільки не містять у своєму складі всієї сукупності заявлених ознак, притаманних заявленому технічному рішенню. До технічних переваг запропонованого струганого ламелю, у порівнянні з прототипом, можна віднести: - універсальність за рахунок того, що ніж може бути використаний для стругання будь-якого ламелю, навіть, тонкого шпону; - можливість регулювання просторової орієнтації леза ножа за рахунок того, що в тілі виконані поздовжні пази та додаткові різьблені отвори для притискного болта та віджимних гвинтів відповідно; - можливість регулювання лінійності леза ножа за довжиною за рахунок того, що в тілі ножа виконано декілька поздовжніх пазів, тобто автономних вузлів кріплення ножа до основи; - забезпечення можливості повільного деформування відрізаної ділянки ламели при сході з леза ножа за рахунок того, за заточення леза має увігнуту поверхню; - запобігання утворення відколів та задирок на передньому торці ламелю з тієї ж причини; - зберігання коштовних матеріалів за рахунок того, що ніж виготовлений з біметалевої пластини; - збільшення ресурсу експлуатації за рахунок того, що лезо виконане з зносостійкого металу; - розширення області застосування ножа за рахунок збільшення номенклатурного ряду товщини ламелю, яку можна отримати при струганні таким ножем. Соціальний ефект від впровадження запропонованого технічного рішення, у порівнянні з використанням прототипу, отримують за рахунок відсутності браку, а також за рахунок того, що за допомогою всього одного й того ж самого ножа можна стругати будь-яку ламель та шпон будь-якого діапазону товщин. Економічний ефект від впровадження запропонованого технічного рішення, у порівнянні з використанням прототипу, отримують за рахунок зниження вартості ножа внаслідок того, що він виконаний з біметалу: дешевої основи (тіла) та зміцненого леза (вставка), а також за рахунок того, що тіло ножа виготовляється лише один раз, а вставки можуть замінюватися в міру зносу через заточення леза скільки завгодно разів. Після опису запропонованого ножа для стругання ламелю фахівцям у даній галузі знань повинно бути наочним, що все вищеописане є лише ілюстративним, а не обмежувальним, будучи представленим даним прикладом. Численні можливі варіанти виготовлення ножа для стругання ламелю, зокрема, розміри та кількість пазів, кількість отворів біля них, кут заточення та розмір увігнутості заточення леза, матеріал основи (тіла) та вставки, просторова орієнтація леза ножа відносно горизонту тощо, можуть змінюватися залежно від порід дерев і поставлених технологічних задач та, зрозуміло, знаходяться в межах об'єму одного із звичайних і природних 4 UA 114053 U 5 10 підходів в даній області знань і розглядаються такими, що знаходяться в межах об'єму запропонованого технічного рішення. Квінтесенцією запропонованого технічного рішення є те, що ніж конструктивно виконаний таким, що його положення можна регулювати, виготовлений з біметалу, а також має заточення, яке запобігає появи браку ламелю, і саме ці обставини, у сукупності, дозволяють надбати запропонованому ножу для стругання ламелю вищеперераховані й інші переваги. Використання або виконання окремих елементів ножа іншими, природно, обмежує спектр переваг, перерахованих вище, і не може вважатися новими технічними рішеннями в даній області знань, оскільки інші ножі для стругання ламелю, подібні описаному, вже не вимагатимуть будь-якого творчого підходу від конструкторів та інженерів, і не можуть вважатися результатами їх творчої діяльності або новими об'єктами інтелектуальної власності, відповідними до захисту охоронними документами. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 30 Ніж длястругання ламелю, який являє собою прямокутну металеву пластину, одна поздовжня крайка якої має лезо, яке утворене заточенням з одного боку крайки пластини, причому заточення звернене до нижньої площині ножа, а також ніж має наскрізні отвори, через які проходять болти для кріплення ножа до поверхні стола стругального станка, який відрізняється тим, що отвори для кріплення ножа виконані у вигляді двоступеневих довгастих пазів, орієнтованих поперек повздовжньої осі прямокутної пластини, причому більш широкий ступінь паза виконаний глухим і знаходиться з протилежного від заточення боку пластини, а більш вузький ступінь паза виконаний наскрізним, крім того, по обидва боки від двоступеневих пазів розташовано по чотири наскрізних різьблених отвори, просторово зміщених у бік леза, а також прямокутна пластина ножа виконана з біметалу, що складається з м'якої звичайної сталі, застосованої для виготовлення тіла ножа, та з швидкорізальної або зміцненої, або вуглецевої, або зносостійкої сталі, застосованої для виготовлення леза ножа, і виконаної у вигляді поздовжньої вставки з протилежного боку від заточення леза, закріпленої в тілі ножа будь-яким відомим способом, причому заточення леза ножа має увігнуту поверхню для забезпечення плавного деформування відрізаної частини ламелю при сходженні її з леза ножа, а також кількість пазів поздовж ножа становить не менш трьох для можливості примусового вигинання леза ножа у вертикальній площині у будь-який бік або для отримання ламелю з заданою кривиною поверхні, або перемінної товщини за своєю шириною, або для урахування особливостей чи властивостей деревини, яка підлягає струганню. 5 UA 114053 U 6 UA 114053 U 7 UA 114053 U 8 UA 114053 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
МПК / Мітки
Код посилання
<a href="https://ua.patents.su/11-114053-nizh-dlya-strugannya-lamelyu.html" target="_blank" rel="follow" title="База патентів України">Ніж для стругання ламелю</a>
Верстат для стругання шпону
Номер патенту: 43837
Опубліковано: 15.01.2002
Автори: Григораш Богдан Михайлович, Сірко Зіновій Степанович, Лосіцький Владислав Феліціанович, Ільницький Михайло Олегович
Мітки: шпону, верстат, стругання
Формула / Реферат:
Верстат для стругання шпону, який включає розміщені на станині передній і задній столи, різальний орган, механізм подачі і двигун, який відрізняється тим, що передній і задній столи обладнані камерами, з’єднаними із резервуаром з рідиною і столами, у верхніх поверхнях камер і столів виконані наскрізні різновеликі отвори, в отворах столів розміщені пружини і кульки, причому поверхні останніх виступають над поверхнями столів.
Агрегат для стругання облицювального шпону з твердолистяних порід дерев
Номер патенту: 110256
Опубліковано: 26.09.2016
Автори: Нікітченко Олександр Сергійович, Змачинський Віталій Володимирович, Семенюк Віталій Володимирович
Мітки: агрегат, твердолистяних, облицювального, порід, шпону, дерев, стругання
Формула / Реферат:
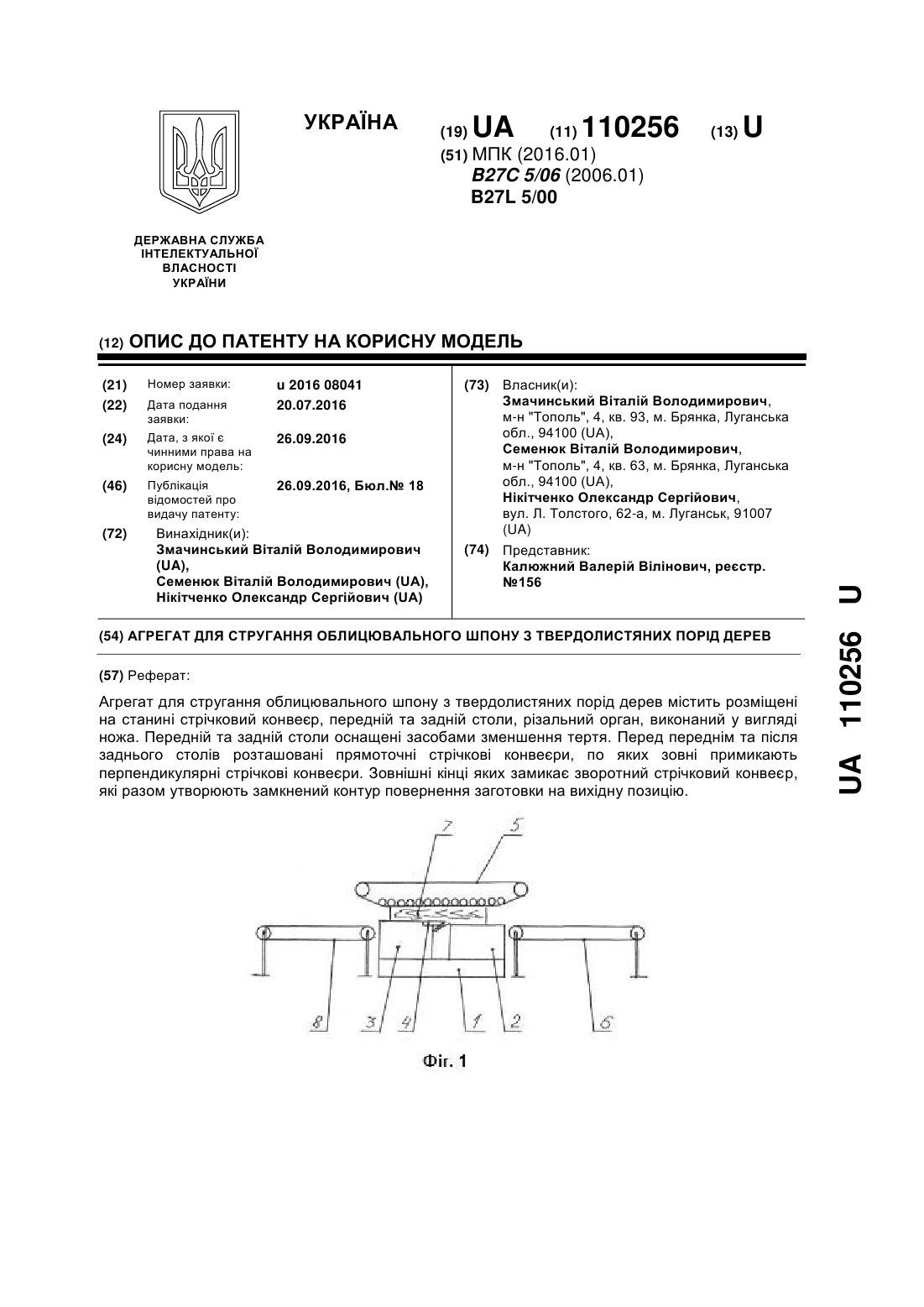
Агрегат для стругання облицювального шпону з твердолистяних порід дерев, що містить розміщені на станині стрічковий конвеєр, передній та задній столи, різальний орган, виконаний у вигляді ножа, причому передній та задній столи оснащені засобами зменшення тертя, який відрізняється тим, що перед переднім та після заднього столів розташовані прямоточні стрічкові конвеєри, по яких зовні примикають перпендикулярні стрічкові конвеєри, зовнішні...
Різак для повітряно-дугового різання та стругання металу
Номер патенту: 29258
Опубліковано: 10.01.2008
Автори: Василенко Станіслав Леонідович, Коровченко Олександр Ілліч, Наумова Людмила Миколаївна, Зеленський Сергій Леонідович
МПК: B23K 9/00, B23K 9/013
Мітки: повітряно-дугового, різак, стругання, різання, металу
Формула / Реферат:
1. Різак для повітряно-дугового різання та стругання металу, що включає головку з системою каналів, а також зв'язані з нею гвинт і струмоповітропровід, що сполучений з системою каналів головки, який відрізняється тим, що головка виконана у вигляді нерухомого і рухомого елементів, а різак має вісь і важель, при цьому гвинт зв'язаний за допомогою важеля і осі з рухомим елементом.2. Різак за п. 1, який відрізняється тим, що нерухомий...
Верстат для стругання облицювального шпону з твердолистяних порід дерев
Номер патенту: 110250
Опубліковано: 26.09.2016
Автори: Нікітченко Олександр Сергійович, Змачинський Віталій Володимирович, Семенюк Віталій Володимирович
Мітки: шпону, верстат, дерев, облицювального, твердолистяних, порід, стругання
Формула / Реферат:
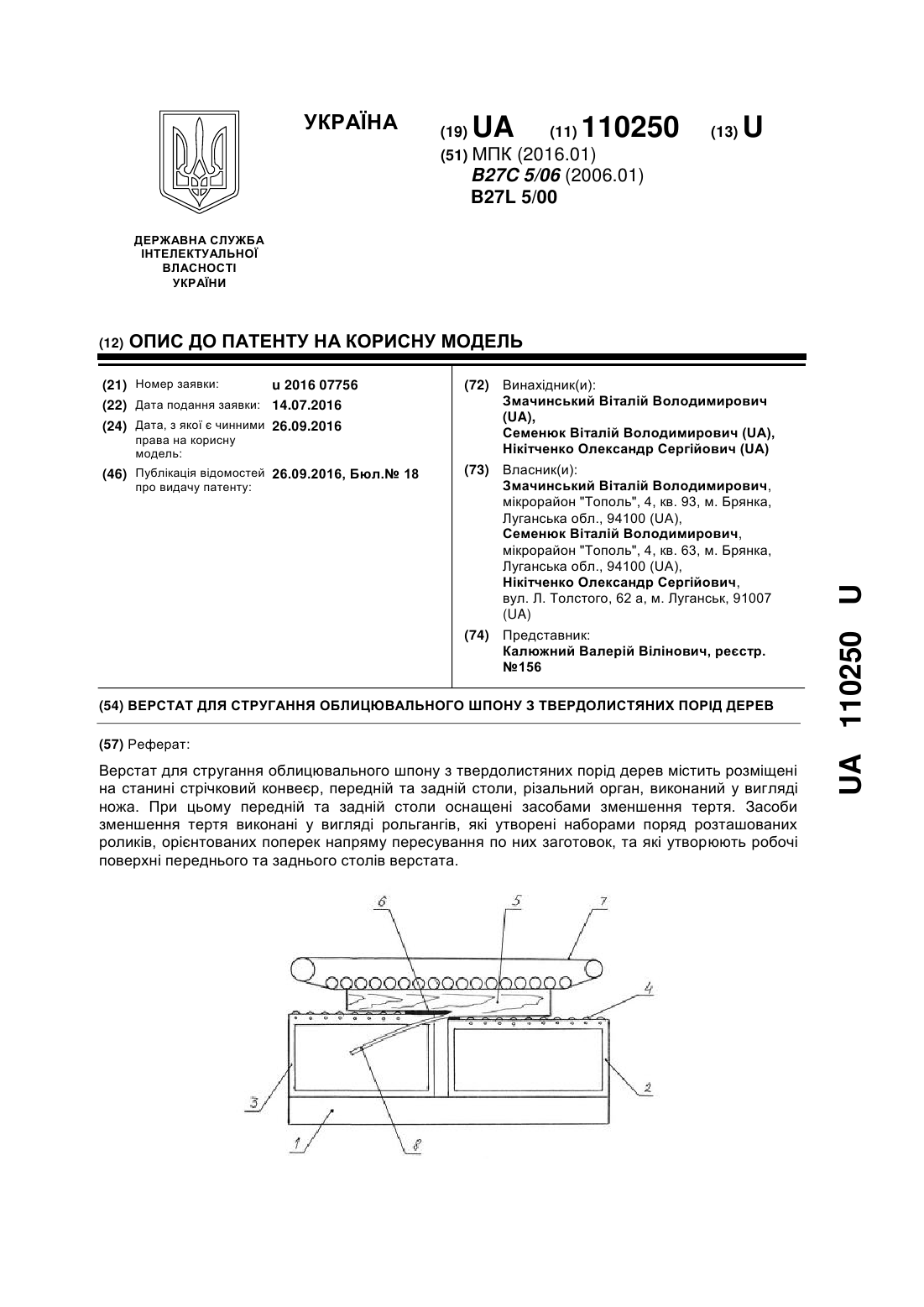
Верстат для стругання облицювального шпону з твердолистяних порід дерев, який містить розміщені на станині стрічковий конвеєр, передній та задній столи, різальний орган, виконаний у вигляді ножа, причому передній та задній столи оснащені засобами зменшення тертя, який відрізняється тим, що засоби зменшення тертя виконані у вигляді рольгангів, які утворені наборами поряд розташованих роликів, орієнтованих поперек напряму пересування по них...
Пристрій для стругання деревини
Номер патенту: 543
Опубліковано: 15.12.1993
Автори: Сірко Зіновій Степанович, Єфіменко Юрій Іванович, Головащук Микола Йосипович
Мітки: стругання, пристрій, деревини
Формула / Реферат:
Устройство для строгания древесины, содержащее станину, стол, режущий орган, механизм подачи и имеющий кривошипно-шатунный механизм привод, отличающееся тем, что механизм подачи выполнен в виде качающегося трубчатого питателя, который смонтирован на станине посредством опор и шарнирно связанных с ними кулис. причем обращенный к режущему органу конец питателя шарнирно соединен с кривошипно-шатунным механизмом и имеет окна с подающим и...
Попередній патент: Спосіб зажиттєвої діагностики парамфістоматидозів у великої рогатої худоби
Наступний патент: Ріжучий вузол агрегату для стругання ламелю
Випадковий патент: Спосіб лікування хронічного генералізованого пародонтиту в стадії загострення