Різак для повітряно-дугового різання та стругання металу
Номер патенту: 29258
Опубліковано: 10.01.2008
Автори: Коровченко Олександр Ілліч, Василенко Станіслав Леонідович, Наумова Людмила Миколаївна, Зеленський Сергій Леонідович
Формула / Реферат
1. Різак для повітряно-дугового різання та стругання металу, що включає головку з системою каналів, а також зв'язані з нею гвинт і струмоповітропровід, що сполучений з системою каналів головки, який відрізняється тим, що головка виконана у вигляді нерухомого і рухомого елементів, а різак має вісь і важель, при цьому гвинт зв'язаний за допомогою важеля і осі з рухомим елементом.
2. Різак за п. 1, який відрізняється тим, що нерухомий елемент оснащений пазом для охолоджування електрода, сполученим з системою каналів головки.
Текст
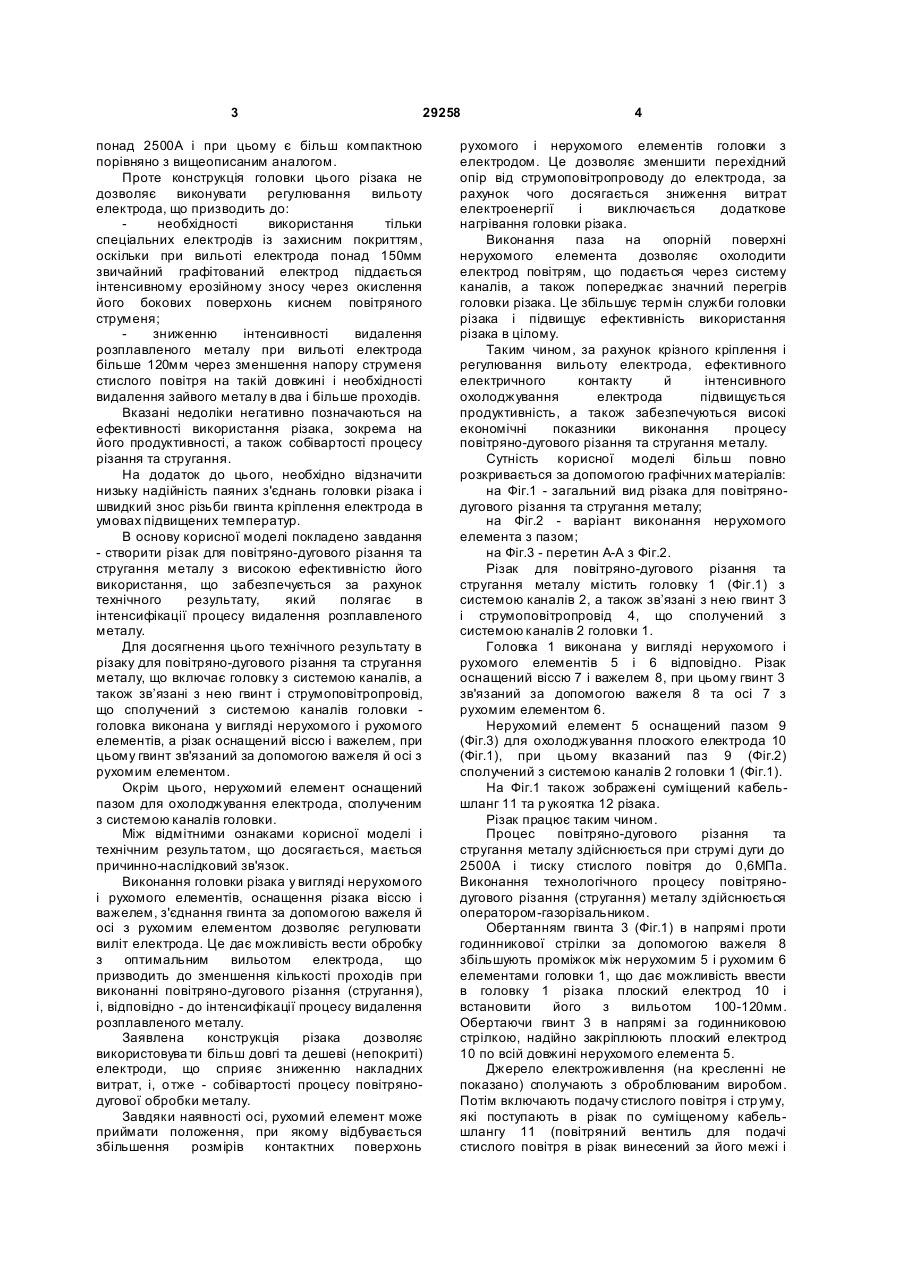
1. Різак для повітряно-дугового різання та стругання металу, що включає головку з системою 3 29258 понад 2500А і при цьому є більш компактною порівняно з вищеописаним аналогом. Проте конструкція головки цього різака не дозволяє виконувати регулювання вильоту електрода, що призводить до: необхідності використання тільки спеціальних електродів із захисним покриттям, оскільки при вильоті електрода понад 150мм звичайний графітований електрод піддається інтенсивному ерозійному зносу через окислення його бокових поверхонь киснем повітряного струменя; зниженню інтенсивності видалення розплавленого металу при вильоті електрода більше 120мм через зменшення напору струменя стислого повітря на такій довжині і необхідності видалення зайвого металу в два і більше проходів. Вказані недоліки негативно позначаються на ефективності використання різака, зокрема на його продуктивності, а також собівартості процесу різання та стругання. На додаток до цього, необхідно відзначити низьку надійність паяних з'єднань головки різака і швидкий знос різьби гвинта кріплення електрода в умовах підвищених температур. В основу корисної моделі покладено завдання - створити різак для повітряно-дугового різання та стругання металу з високою ефективністю його використання, що забезпечується за рахунок технічного результату, який полягає в інтенсифікації процесу видалення розплавленого металу. Для досягнення цього технічного результату в різаку для повітряно-дугового різання та стругання металу, що включає головку з системою каналів, а також зв’язані з нею гвинт і струмоповітропровід, що сполучений з системою каналів головки головка виконана у вигляді нерухомого і рухомого елементів, а різак оснащений віссю і важелем, при цьому гвинт зв'язаний за допомогою важеля й осі з рухомим елементом. Окрім цього, нерухомий елемент оснащений пазом для охолоджування електрода, сполученим з системою каналів головки. Між відмітними ознаками корисної моделі і технічним результатом, що досягається, мається причинно-наслідковий зв'язок. Виконання головки різака у вигляді нерухомого і рухомого елементів, оснащення різака віссю і важелем, з'єднання гвинта за допомогою важеля й осі з рухомим елементом дозволяє регулювати виліт електрода. Це дає можливість вести обробку з оптимальним вильотом електрода, що призводить до зменшення кількості проходів при виконанні повітряно-дугового різання (стругання), і, відповідно - до інтенсифікації процесу видалення розплавленого металу. Заявлена конструкція різака дозволяє використовува ти більш довгі та дешеві (непокриті) електроди, що сприяє зниженню накладних витрат, і, о тже - собівартості процесу повітрянодугової обробки металу. Завдяки наявності осі, рухомий елемент може приймати положення, при якому відбувається збільшення розмірів контактних поверхонь 4 рухомого і нерухомого елементів головки з електродом. Це дозволяє зменшити перехідний опір від струмоповітропроводу до електрода, за рахунок чого досягається зниження витрат електроенергії і виключається додаткове нагрівання головки різака. Виконання паза на опорній поверхні нерухомого елемента дозволяє охолодити електрод повітрям, що подається через систему каналів, а також попереджає значний перегрів головки різака. Це збільшує термін служби головки різака і підвищує ефективність використання різака в цілому. Таким чином, за рахунок крізного кріплення і регулювання вильоту електрода, ефективного електричного контакту й інтенсивного охолоджування електрода підвищується продуктивність, а також забезпечуються високі економічні показники виконання процесу повітряно-дугового різання та стругання металу. Сутність корисної моделі більш повно розкривається за допомогою графічних матеріалів: на Фіг.1 - загальний вид різака для повітрянодугового різання та стругання металу; на Фіг.2 - варіант виконання нерухомого елемента з пазом; на Фіг.3 - перетин А-А з Фіг.2. Різак для повітряно-дугового різання та стругання металу містить головку 1 (Фіг.1) з системою каналів 2, а також зв’язані з нею гвинт 3 і струмоповітропровід 4, що сполучений з системою каналів 2 головки 1. Головка 1 виконана у вигляді нерухомого і рухомого елементів 5 і 6 відповідно. Різак оснащений віссю 7 і важелем 8, при цьому гвинт 3 зв'язаний за допомогою важеля 8 та осі 7 з рухомим елементом 6. Нерухомий елемент 5 оснащений пазом 9 (Фіг.3) для охолоджування плоского електрода 10 (Фіг.1), при цьому вказаний паз 9 (Фіг.2) сполучений з системою каналів 2 головки 1 (Фіг.1). На Фіг.1 також зображені суміщений кабельшланг 11 та р укоятка 12 різака. Різак працює таким чином. Процес повітряно-дугового різання та стругання металу здійснюється при струмі дуги до 2500А і тиску стислого повітря до 0,6МПа. Виконання технологічного процесу повітрянодугового різання (стругання) металу здійснюється оператором-газорізальником. Обертанням гвинта 3 (Фіг.1) в напрямі проти годинникової стрілки за допомогою важеля 8 збільшують проміжок між нерухомим 5 і рухомим 6 елементами головки 1, що дає можливість ввести в головку 1 різака плоский електрод 10 і встановити його з вильотом 100-120мм. Обертаючи гвинт 3 в напрямі за годинниковою стрілкою, надійно закріплюють плоский електрод 10 по всій довжині нерухомого елемента 5. Джерело електроживлення (на кресленні не показано) сполучають з оброблюваним виробом. Потім включають подачу стислого повітря і стр уму, які поступають в різак по суміщеному кабельшлангу 11 (повітряний вентиль для подачі стислого повітря в різак винесений за його межі і 5 29258 не показаний). Стисле повітря поступає в різак і охолоджує його, проходячи через рукоятку 12, струмоповітропровід 4, систему каналів 2 і виходить з різака на дуття уздовж електрода 10. Електрод 10 підводиться до місця різання, збуджується дуга і одночасно проводиться оплавлення і видалення розплавленого металу із зони різання струменем стислого повітря. Операція по зміні довжини вильоту електрода або видаленню огарка електрода з головки 1 різака здійснюється впливом на важіль 8 поворотом гвинта 3 в напрямі проти годинникової стрілки, при цьому знімається зусилля стиснення електрода, що дозволяє легко переміщати (видаляти) його уздовж осі різака. Паз 9 (Фіг.3) на опорній поверхні нерухомого елемента дозволяє охолодити електрод повітрям, що подається через систему каналів 2. Частина повітря вільно витікає уздовж нижньої грані електрода 10 (Фіг.1) і охолоджує його. Заявлена корисна модель промислово застосовна - вона призначена для використання в промисловості і впроваджена в ЗАТ «Новокраматорський машинобудівний завод» у фасонно-ливарних цехах №№ 1 і 2. За допомогою розробленого різака здійснюється процес повітряно-дугової обробки відливків, що передбачає видалення дефектів лиття і піддодаткових залишків. Розроблений різак за рахунок інтенсифікації процесу видалення розплавленого металу дозволяє підвищити ефективність і забезпечує високі техніко-економічні показники процесу повітряно-дугового різання та стругання металу. 6
ДивитисяДодаткова інформація
Назва патенту англійськоюCutter for air-arc cutting and planing the metal
Автори англійськоюVasylenko Stanislav Leonidovych, Zelenskyi Serhii Leonidovych, Korovchenko Oleksandr Illich, Naumova Liudmyla Mykolaivna
Назва патенту російськоюРезак для воздушно-дуговой резки и строгания металла
Автори російськоюВасиленко Станислав Леонидович, Зеленский Сергей Леонидович, Коровченко Александр Ильич, Наумова Людмила Николаевна
МПК / Мітки
МПК: B23K 9/00, B23K 9/013
Мітки: стругання, повітряно-дугового, різак, металу, різання
Код посилання
<a href="https://ua.patents.su/3-29258-rizak-dlya-povitryano-dugovogo-rizannya-ta-strugannya-metalu.html" target="_blank" rel="follow" title="База патентів України">Різак для повітряно-дугового різання та стругання металу</a>
Різак для газокисневого різання
Номер патенту: 12511
Опубліковано: 15.02.2006
Автор: Скрипченко Володимир Іванович
МПК: F23D 14/42
Мітки: різак, газокисневого, різання
Формула / Реферат:
Різак для газокисневого різання, який містить головку з мундштуком і вузлом охолодження, що включає гільзу з патрубком підведення охолоджувача, закріплену на корпусі головки, який відрізняється тим, що на корпусі головки виконані подовжні наскрізні пази, нижні виходи яких об'єднані кільцевою канавкою, що розташована вище мундштука, при цьому гільза установлена на корпусі таким чином, що нижній торець гільзи перекриває канавку на 0,45-0,5 її...
Різак для ручного газокисневого різання металів
Номер патенту: 15678
Опубліковано: 17.07.2006
Автори: Литвинов Віталій Михайлович, Василенко Станіслав Леонідович, Чумак Сергій Анатолійович, Цвентух Евген Костянтинович, Красільніков Сергій Геннадійович, Коровченко Олександр Ілліч
МПК: F23D 14/02, F23D 14/46, F23D 14/72, F23D 14/42
Мітки: різання, газокисневого, ручного, металів, різак
Формула / Реферат:
Різак для ручного газокисневого різання металів, що містить змішувальну камеру з отвором і співвісний з нею інжектор з дозатором, який відрізняється тим, що дозатор виконаний у вигляді описаних колом діаметром D щонайменше трьох інжектувальних отворів, причому D<D1, де D1 - діаметр отвору змішувальної камери.
Газокисневий різак для різання металопрокату
Номер патенту: 25922
Опубліковано: 27.08.2007
Автори: Литвинов Віталій Михайлович, Коровченко Олександр Ілліч, Красільніков Сергій Геннадійович, Василенко Станіслав Леонідович, Чумак Сергій Анатолійович
МПК: F23D 14/00
Мітки: різак, газокисневий, металопрокату, різання
Формула / Реферат:
Газокисневий різак для різання металопрокату, що включає стовбур з кисневим і газовим вентилями, причому в порожнині корпусу кисневого вентиля розміщений шток із золотниковим пристроєм, який відрізняється тим, що золотниковий пристрій виконаний із запиральною конічною ділянкою, рухомо встановлений на штоку і підпружинений уздовж його осі, а вказаний шток виконаний з обмежувальним буртом за умови взаємодії з торцем золотникового пристрою і...
Інверторний пристрій для повітряно-плазмового різання з функцією “різання грат”
Номер патенту: 22764
Опубліковано: 25.04.2007
Автор: Ситнік Валерій Васильович
МПК: B23K 9/095, B23K 9/12, B23K 9/10
Мітки: інверторний, пристрій, функцією, повітряно-плазмового, грат, різання
Формула / Реферат:
1. Інверторний пристрій для повітряно-плазмового різання з функцією "різання ґрат", що включає силовий транзисторний модуль, блок керування, блок чергової дуги з блоком задання струму дуги, блок зворотного зв'язку, пневмосистему і плазмотрон, причому входи силового транзисторного модуля і пневмосистеми з'єднані з мережею змінної напруги, а їх виходи підключені до плазмотрона, до якого також підключений вхід блока зворотних зв'язків,...
Пристрій для різання труб в свердловині
Номер патенту: 23731
Опубліковано: 11.06.2007
Автори: Добровольський Ігор Володимирович, Римчук Данило Васильович, Ленкевич Юрій Євгенович, Вайсберг Григорій Львович
МПК: E21B 33/00
Мітки: свердловини, пристрій, труб, різання
Формула / Реферат:
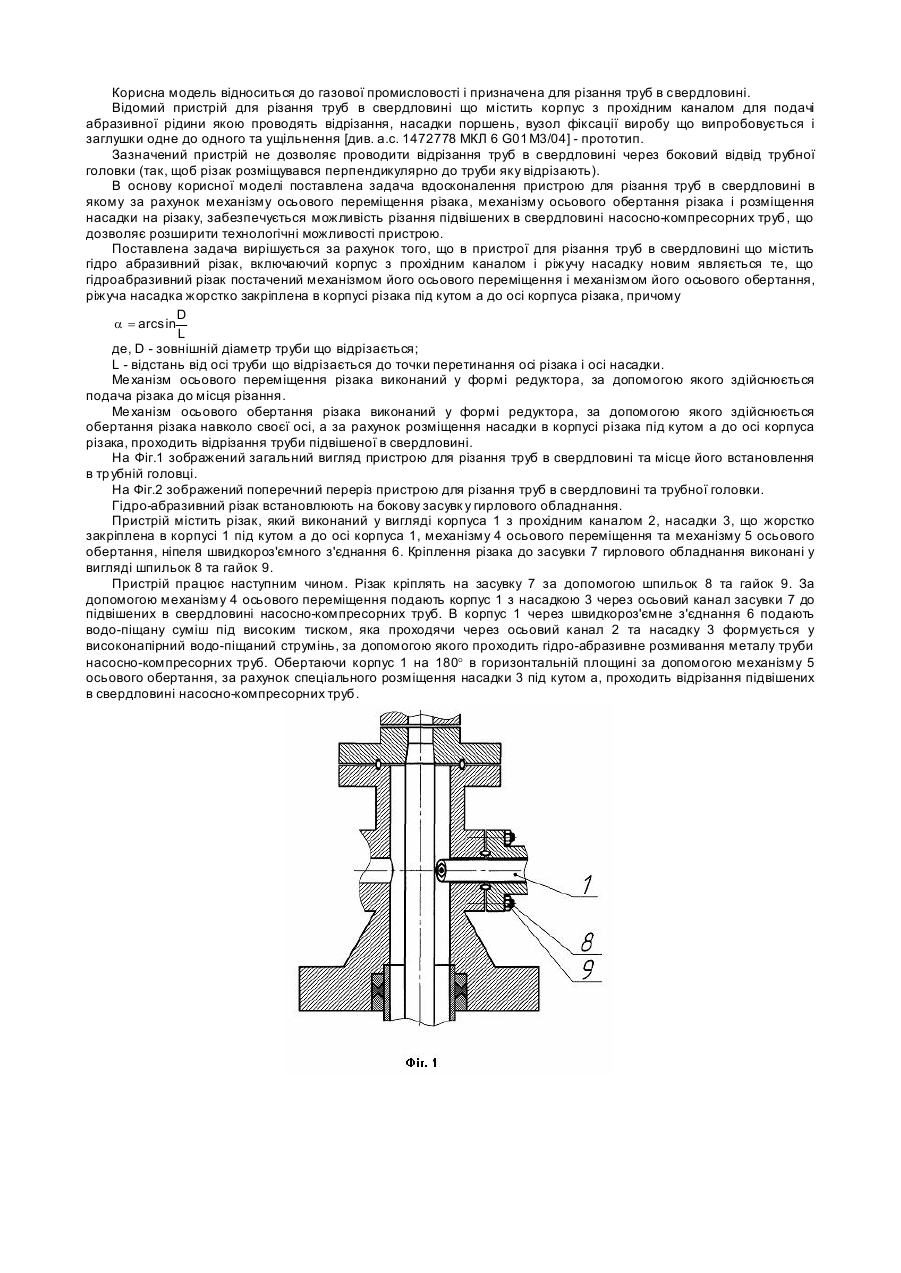
Пристрій для різання труб в свердловині, що містить гідроабразивний різак, що включає корпус з прохідним каналом і різальну насадку, який відрізняється тим, що гідроабразивний різак оснащений механізмом його осьового переміщення і механізмом його осьового обертання, різальна насадка жорстко закріплена в корпусі різака під кутом α до осі корпусу різака, причому
Попередній патент: Гігієнічна серветка
Наступний патент: Звуковий оповіщувач
Випадковий патент: Спосіб формування та перевірки електронного цифрового підпису із використанням алгебраїчних блокових кодів