Вісь колісних пар і відповідний спосіб ультразвукового контролю
Формула / Реферат
1. Вісь (100) залізничної колісної пари, що проходить уздовж поздовжньої осі (X) між двома кінцями (101, 102), обидва з яких забезпечують опору для залізничного колеса і відповідного підшипника (105) з утворенням колісної пари, яка відрізняється тим, що в обох кінцях (101, 102) є глухий отвір (103), що називається основним отвором, який виконаний співвісно зі згаданою віссю (100) і розміри якого забезпечують можливість вміщення ультразвукового датчика (200), забезпечуючи тим самим можливість контролю самої осі (100).
2. Вісь (100) за п. 1, яка відрізняється тим, що основні отвори (103) виконані круглими і доступними зовні для забезпечення можливості обертання введеного в них ультразвукового датчика (200).
3. Вісь (100) за п. 1 або п. 2, яка відрізняється тим, що в обох кінцях (101, 102) виконані додаткові поздовжні отвори (104), що називаються другорядними отворами, які знаходяться в зачепленні з кріпильними гвинтами підшипника (105) відповідного колеса або втулки згаданого підшипника, при цьому другорядні отвори (104) виконані навколо відповідного основного отвору (103), тобто вони не співвісні зі згаданою віссю.
4. Вісь (100) за п. 3, яка відрізняється тим, що діаметр другорядних отворів (104) дуже малий щодо діаметра основних отворів (103).
5. Вісь (100) за п. 3 або п. 4, яка відрізняється тим, що основні отвори (103) входять у вісь (100) глибше, ніж другорядні отвори (104), таким чином, що наявність другорядних отворів (104) не впливає на генеровані датчиком (200) ультразвукові коливання.
6. Вісь (100) за будь-яким одним з пп. 1-5, яка відрізняється тим, що щонайменше одну ділянку (107) зовнішньої поверхні кожного з кінців, що називається шийкою, виконано прямою для забезпечення можливості посадки підшипника (105) колеса, причому основні отвори (103) входять у вісь (100) на глибину, що становить від 50 до 120 % протяжності шийки (107) в поздовжньому напрямку, таким чином, що наявність підшипників (105) не впливає на ультразвукові коливання, що генеруються датчиком (200), або впливає лише частково.
7. Спосіб ультразвукового контролю залізничної колісної пари, що включає етапи, на яких:
a) забезпечують наявність колісної пари, що виконана з віссю (100) за будь-яким одним із пп. 1-6, і ультразвукового датчика (200), що оснащений одним або більше перетворювачами (7);
b) по черзі вводять ультразвуковий датчик (200) в основні отвори (103) двох кінців (101, 102) згаданої осі;
c) активують по одному перетворювачу (7) за раз і обертають датчик (200) в основному отворі так, що датчик здійснює один або більше повних обертів;
d) приймають відбиті сигнали, що поширюються в осі (100), і аналізують їх для виявлення можливих дефектів або несуцільностей (В).
8. Спосіб за п. 7, який відрізняється тим, що включає в себе один або більше з наступних додаткових етапів, на яких:
e) забезпечують наявність сполучної речовини, переважно масла, між ультразвуковим датчиком (200) і дном основного отвору (103);
f) обертають згаданий датчик зі швидкістю, меншою або рівною 30° в секунду.
9. Спосіб за п. 8, який відрізняється тим, що етап e) включає в себе:
- забезпечення наявності на ультразвуковому датчику (200) однієї або декількох зовнішніх герметизуючих прокладок (202), наприклад ущільнювальних кілець;
- утворення сполучної камери (300), яку обмежено дном основного отвору (103), бічною стінкою основного отвору (103), ультразвуковим датчиком (200) і відповідними прокладками (202), причому в сполучній камері (300) забезпечена можливість циркуляції сполучної речовини.
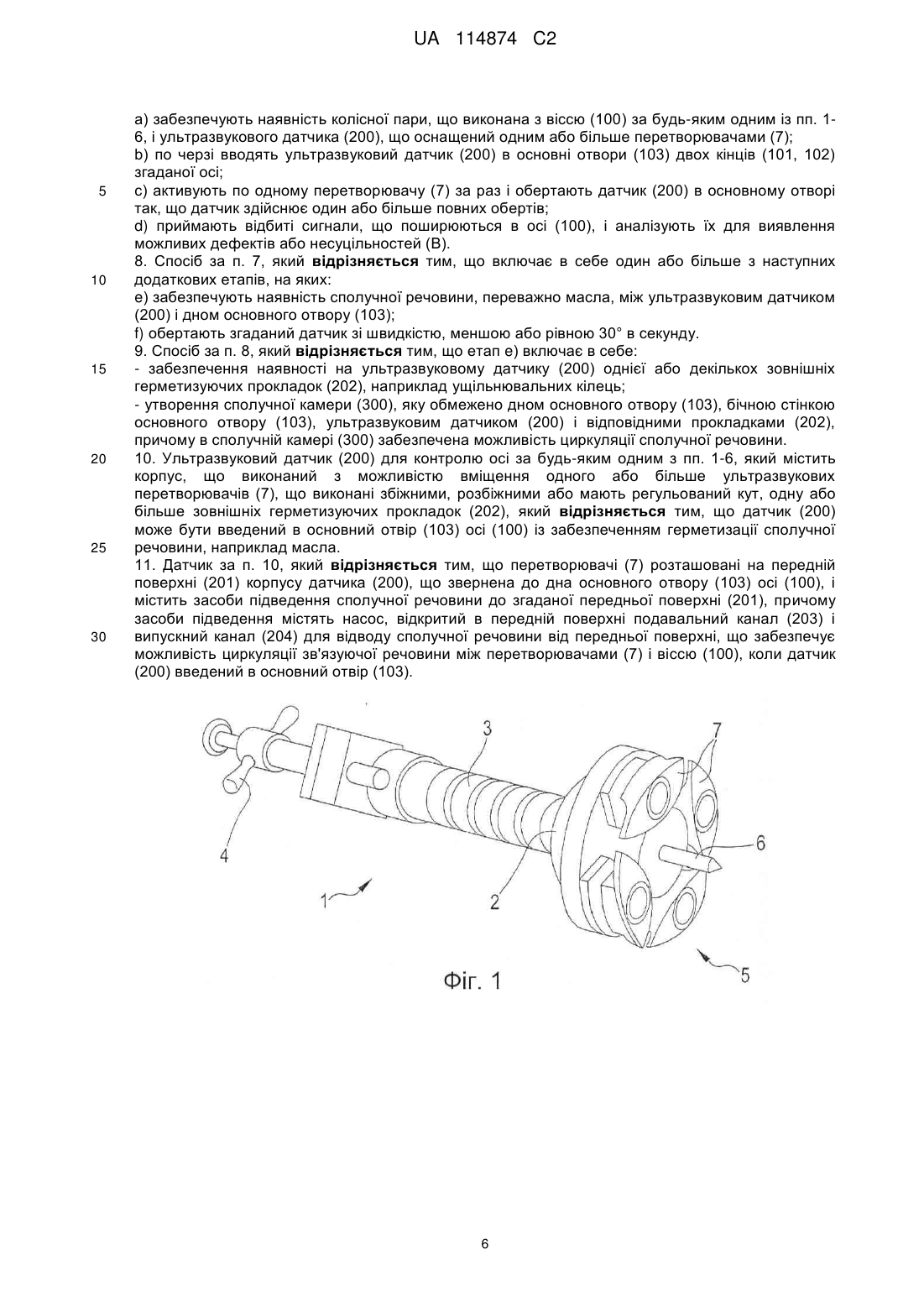
10. Ультразвуковий датчик (200) для контролю осі за будь-яким одним з пп. 1-6, який містить корпус, що виконаний з можливістю вміщення одного або більше ультразвукових перетворювачів (7), що виконані збіжними, розбіжними або мають регульований кут, одну або більше зовнішніх герметизуючих прокладок (202), який відрізняється тим, що датчик (200) може бути введений в основний отвір (103) осі (100) із забезпеченням герметизації сполучної речовини, наприклад масла.
11. Датчик за п. 10, який відрізняється тим, що перетворювачі (7) розташовані на передній поверхні (201) корпусу датчика (200), що звернена до дна основного отвору (103) осі (100), і містить засоби підведення сполучної речовини до згаданої передньої поверхні (201), причому засоби підведення містять насос, відкритий в передній поверхні подавальний канал (203) і випускний канал (204) для відводу сполучної речовини від передньої поверхні, що забезпечує можливість циркуляції зв'язуючої речовини між перетворювачами (7) і віссю (100), коли датчик (200) введений в основний отвір (103).
Текст
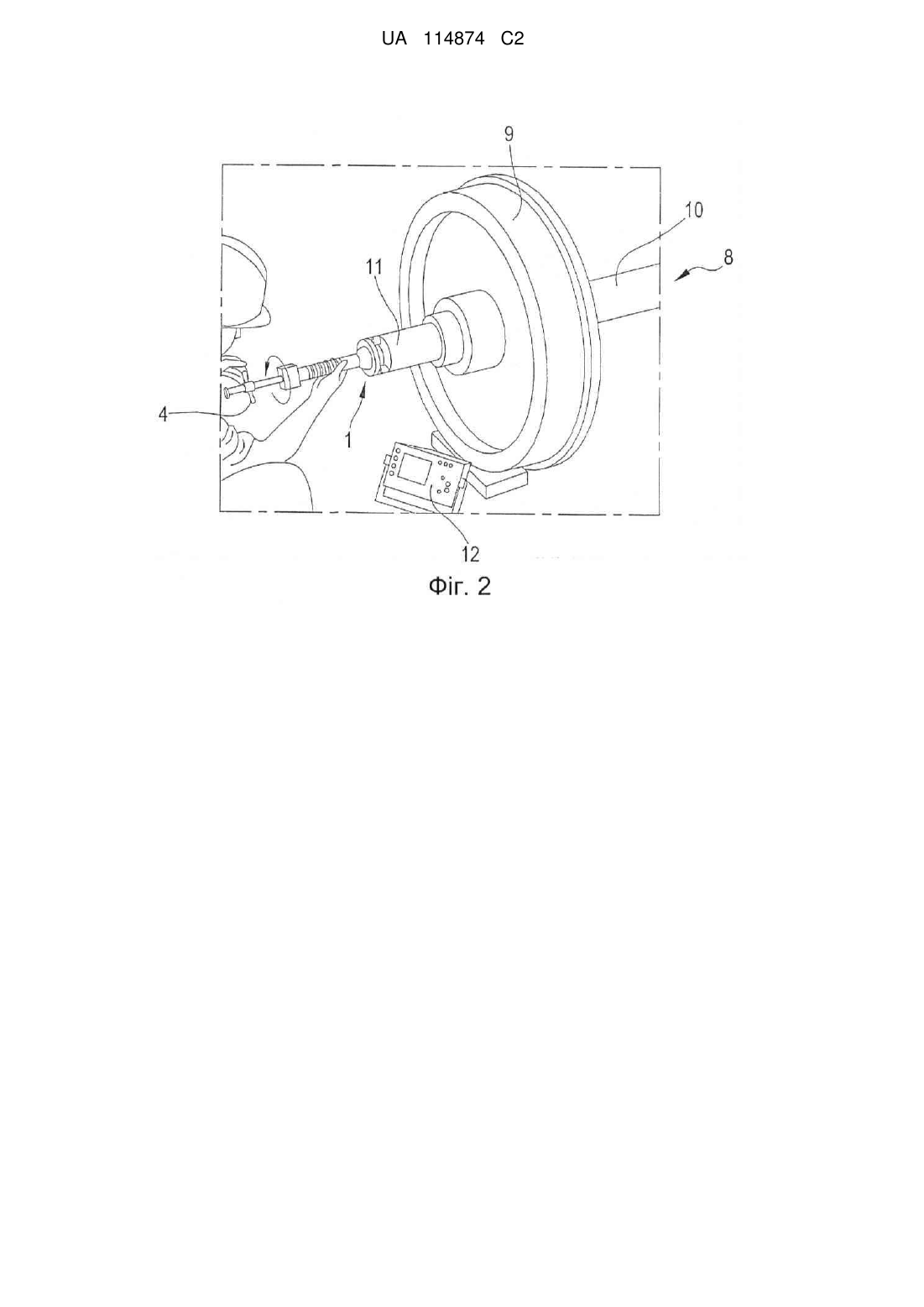
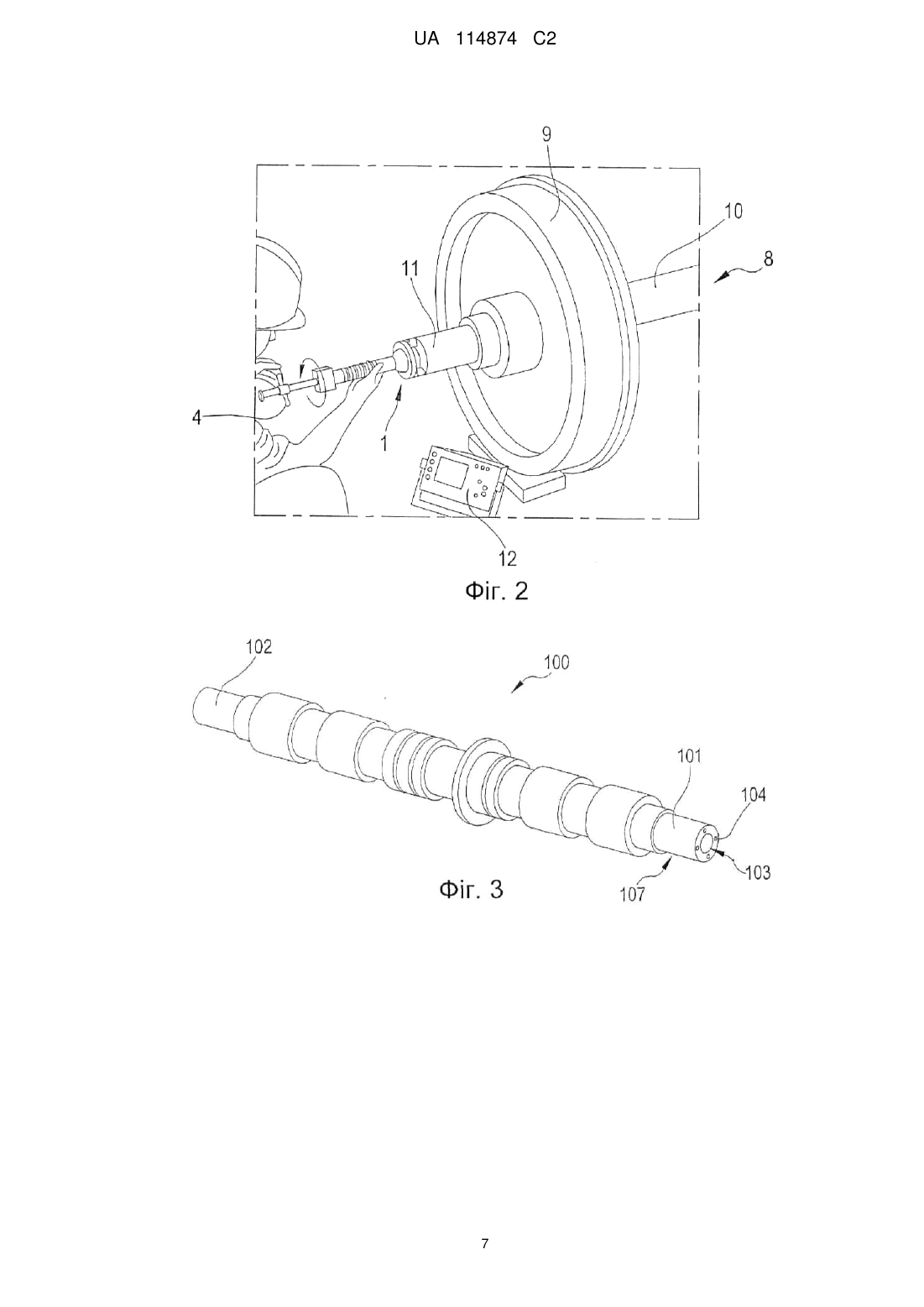
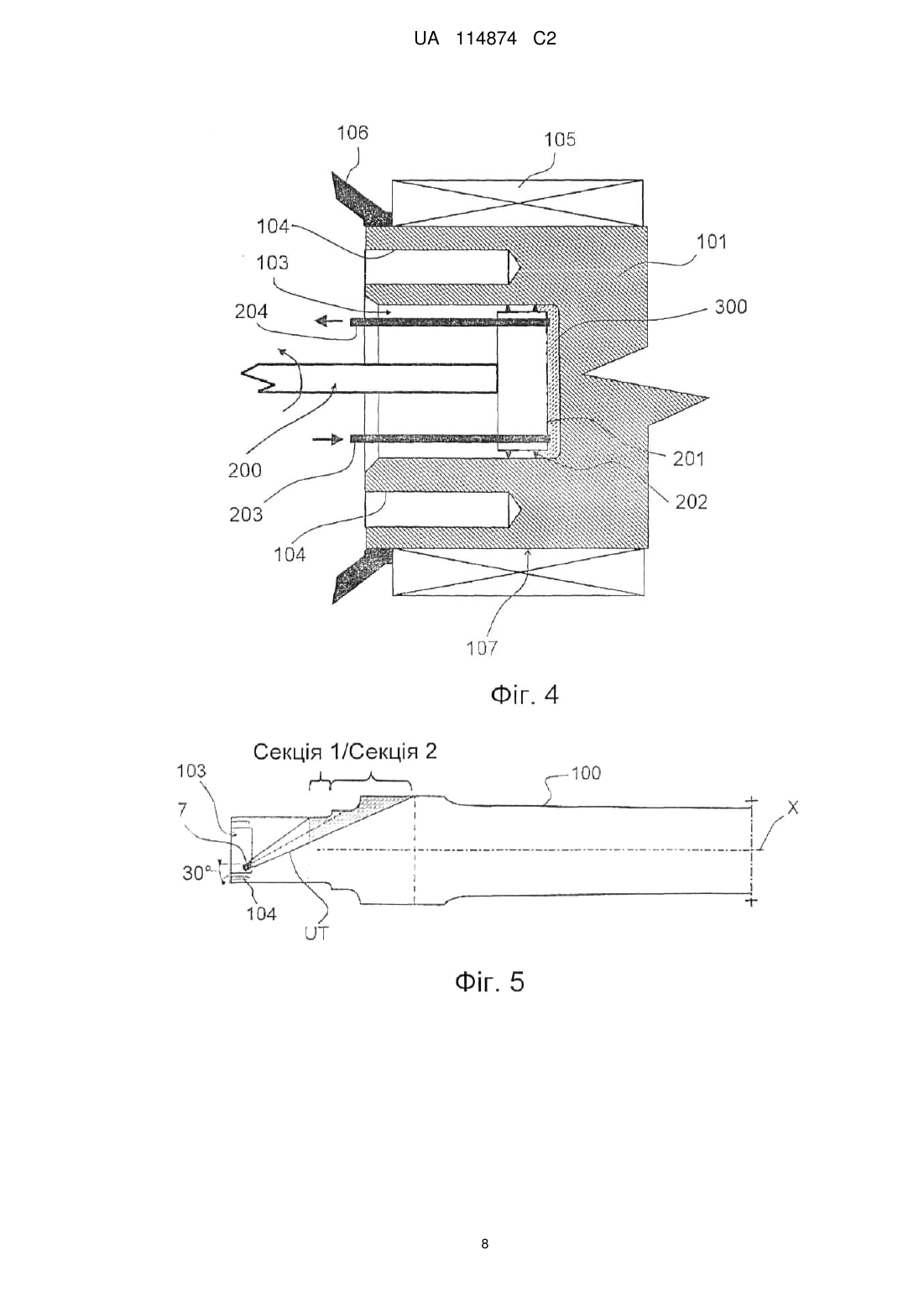
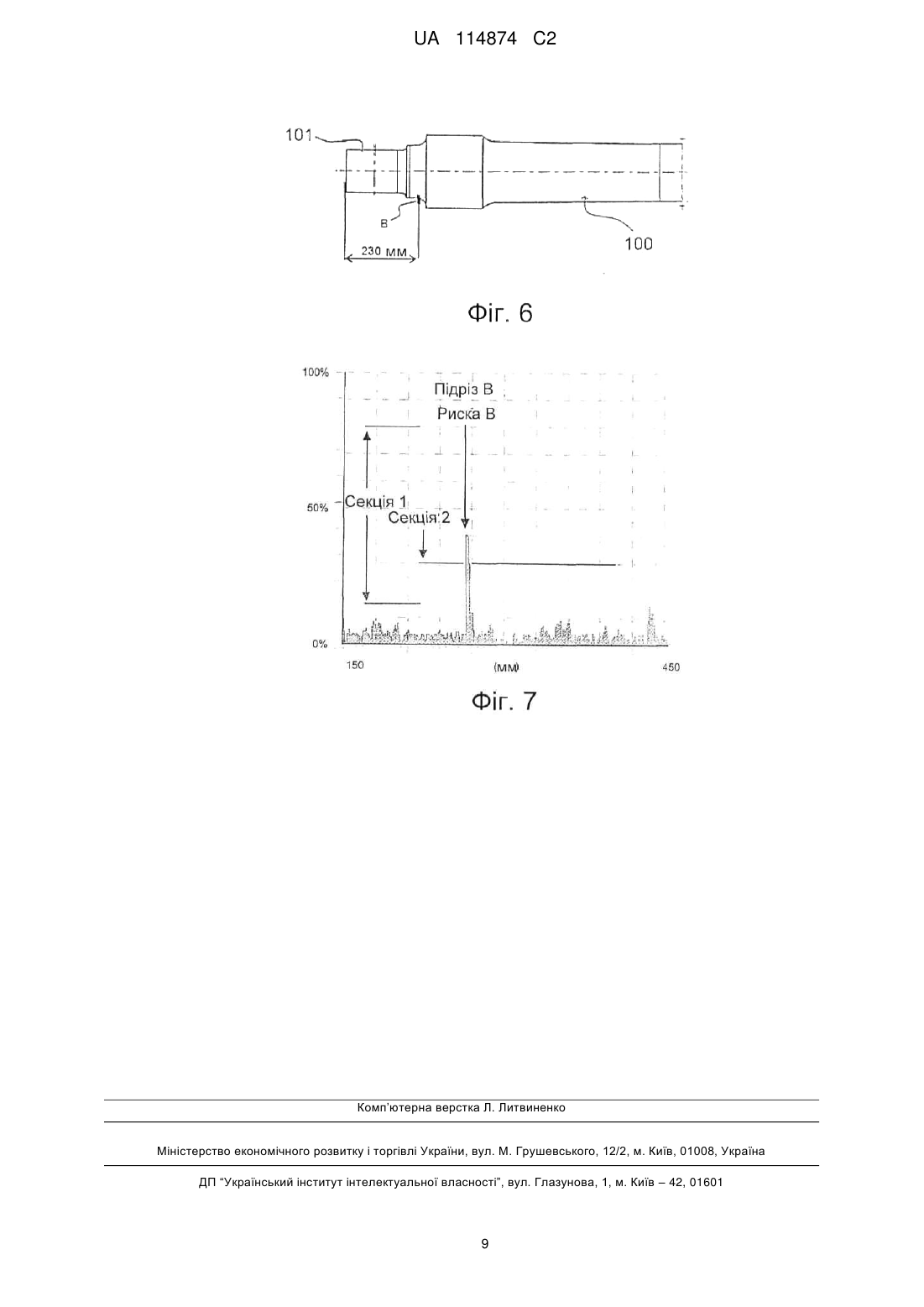
Реферат: Даний винахід стосується осі колісних пар і відповідного способу ультразвукового контролю. У кожному з кінців згаданої осі виконано глухий отвір, що виконаний співвісно зі згаданої віссю і має розміри, що забезпечують можливість вміщення ультразвукового датчика. Основні отвори виконані з можливістю вміщення тримача ультразвукового датчика, що містить множину ультразвукових перетворювачів для контролю згаданої осі зсередини згаданого отвору. Основна перевага даного винаходу - спрощення поширення ультразвукових коливань без перешкод, що викликані геометричними несуцільностями, звичайно присутніми на кінцях осі, і тим самим зведення до мінімуму числа помилкових розпізнавань в зчитуванні відбитих сигналів. UA 114874 C2 (12) UA 114874 C2 UA 114874 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки, до якої належить винахід Даний винахід відноситься до галузі залізничних транспортних засобів і, зокрема, до осі колісних пар, конструкція якої полегшує її ультразвуковий контроль. Відомості про попередній рівень техніки У залізничній техніці під виразом "колісна пара" розуміється група елементів, що містить два колеса і відповідну з'єднувальну вісь або вал. Залізничні колісні пари підтримують залізничний транспортний засіб на рейках. Таким чином, до коліс і до відповідних осей колісних пар безперервно прикладається механічне і теплове навантаження від поїздів. Механічні навантаження викликані навантаженнями від транспортного засобу, умовами транспортування, невеликими несуцільностями в залізничних коліях, що здатні викликати ривки вагона, а також зіткненнями з баластом (або іншим матеріалом) і іншим. Температурні навантаження викликані постійними змінами зовнішньої температури і вологістю повітря, що відбуваються на шляху прямування поїздів і зі зміною дня і ночі. Механічні і температурні навантаження можуть викликати зростання тріщин в осі. Для запобігання утворенню і росту тріщин в осі до руйнування її конструкції (що може призвести до серйозних аварій) у багатьох країнах законом передбачені періодичні перевірки суцільності осі. Неруйнівний контроль здійснюється за допомогою контролю колісної пари за допомогою ультразвукових коливань що генеруються спеціальним приладом, відомим як "обертовий датчик" і містить множину поздовжньохвильових ультразвукових перетворювачів і відповідний корпус, який називається тримачем датчика. Ультразвукові коливання, як правило, генеруються п'єзоелектричними і/або електрострикційними і/або магнітострикційними кристалами. Згадані перетворювачі розташовані в корпусі навколо поздовжньої осі і при цьому виконані збіжними або розбіжними; тобто ультразвуковий промінь в формі поздовжніх хвиль, що випущені кожним перетворювачем, поширюється в осі сталі, утворюючи відповідний кут з поздовжньою віссю. Згаданий пристрій тимчасово прикріплюють до одного з кінців ("головної частини") осі за допомогою магнітів, при цьому вісь знаходиться в своїх експлуатаційних умовах: вона пофарбована, зібрана з усіма компонентами (колесами, гальмівними дисками і редуктором) і становить одне ціле з візком, що встановлений під залізничним вагоном. Зокрема, згаданий пристрій прикріплюють до головної частини осі так, що вісь обертання згаданої осі встановлена у ворота з поздовжньою віссю самого пристрою. При такому розташуванні ультразвуковий промінь, що випускається перетворювачами, поширюється в осі сталі; і якщо перетворювачі виконані збіжними, вони генерують ультразвуковий промінь, вісь якого перетинається з віссю обертання згаданої осі, і навпаки, якщо перетворювачі виконані розбіжними, вони генерують ультразвуковий промінь, що не перетинається з віссю обертання згаданої осі. Кут поширення ультразвукового променя пов'язаний з кожним з перетворювачів наприклад, якщо обертовий датчик містить три перетворювача, три відповідних ультразвукових променя поширюються в осі за трьома відповідним різним кутам. Ультразвукова сполучна речовина, наприклад масло, заповнює проміжок між перетворювачами і зовнішньою поверхнею кінця осі для максимального збільшення ступеня пропускання ультразвукового променя. Фахівець активує перетворювачі по одному за раз і обертає датчик (зокрема, обертає корпус і перетворювачі в ньому) так, що перетворювач при кожній активації здійснює повний оборот і тим самим покриває ультразвуковим променем відповідну кільцеву ділянку. Форма ділянки, що перетинається кожним ультразвуковим променем, залежить від ширини самого променя, а також глибини його проникнення в сталь осі. Відбиті сигнали, згенеровані віссю під дією поширення ультразвукового променя відбирають і аналізують в кожному з перетворювачів і в декількох кутових положеннях датчика. Проникнення ультразвукового променя відрізняється для матеріалів з різною звукопроникністю (в даному випадку це сталь залізничної осі і повітря в присутніх на її поверхні несуцільностями). Зокрема, якщо має місце несуцільність (наприклад, в таких дефектах осі, як тріщини, риски або розломи), ультразвукові хвилі відбиваються, переломлюються або розсіюються. Таким чином, за допомогою аналізу відбитих сигналів, згенерованих ультразвуковим променем перетворювача, забезпечена можливість виявлення дефектів осі на ділянці, що перетинається ним. Повторне виконання аналізу для всіх згаданих перетворювачів і для обох кінців осі забезпечує можливість контролю осі уздовж майже всієї його довжини. На практиці обертовий датчик суміщений зі зчитувальним пристроєм, що забезпечує можливість прийняття відбитих сигналів і наочного подання відповідних діаграм. Дефекти осі 1 UA 114874 C2 5 10 15 20 25 30 35 40 45 50 55 60 відповідають пікам на даних діаграмах. Аналіз відбитих сигналів забезпечує можливість визначення місця розташування та розміру дефектів для виділення серед них потенційно небезпечних. Вищеописана процедура також включає в себе застосування ультразвукових датчиків, які називаються "фазованою решіткою", що утворені групою впорядковано розташованих датчиків, що при відповідній установці може забезпечити миттєвий двомірний аналіз. Наприклад, в статті Рене Сікарда, Жеральда Ландрі і Уссама Серана "Головка дефектоскопа типу фазованої решітки для контролю осі поїзда" ("Phased Array Scanner Head for Train Axle Inspection"), яку представлено на "18-й Всесвітній Конференції з неруйнівного контролю", що проходила з 16 по 20 квітня 2012 року в м. Дурбан, Південна Африка, описаний спосіб ультразвукового контролю за допомогою обертання датчика типу "фазованої решітки". Дефект, що знайдений при згаданому контролі, прив'язують до геометричних параметрів осі колісної пари. На кінцях осі розташовані маючі різьбу глухі отвори, які паралельні осі обертання згаданої осі і виконані з можливістю вміщення кріпильних шпильок колісних підшипників. Дані отвори розглядаються як несуцільності, і, таким чином, несприятливо впливають на контроль із застосуванням обертового датчика. До того ж, маючі різьблення отвори в головних частинах осі розташовані на одній прямій з траєкторіями проходження перетворювачів обертового датчика. При цьому неминуче несприятливий вплив на поширення ультразвукових променів в осі сталі. Таким чином, технічне виконання контролю осі має забезпечувати можливість регулювання радіального положення перетворювачів щодо поздовжньої осі і відповідних кутів збіжності/розбіжності для запобігання перетинань ультразвукових променів з маючими різьбу отворами (що призводить до утворення відображень, заломлень і поглинань), а також до зчитування помилкових розпізнавань (невідповідних зчитувань). Дане є часозатратним і вимагає від фахівця, який здійснює контроль, деякого досвіду. Суть винаходу Таким чином, технічним завданням, на вирішення якого спрямовано даний винахід, є розкриття осі, конструкція якої полегшує контроль настільки, наскільки це можливо за допомогою ультразвукового датчика, і збільшення якості такого контролю до максимуму. Також, технічним завданням, на вирішення якого спрямовано даний винахід, є розкриття способу контролю осі залізничних колісних пар за допомогою ультразвукових датчиків, і в якому неправдиві розпізнавання відсутні або зведені до мінімуму. Таким чином, перший аспект даного винаходу стосується осі залізничної колісної пари відповідно до пункту 1 формули винаходу. Зокрема, згадана вісь проходить уздовж поздовжньої осі між двома кінцями, кожен з яких забезпечує опору щонайменше одному залізничному колесу і відповідному підшипнику з утворенням колісної пари. На відміну від відомих з рівня техніки рішень, в кожному з кінців є глухий отвір, що називається основним отвором, який співвісний зі згаданою віссю і має розміри, що забезпечують можливість вміщення ультразвукового датчика, забезпечуючи тим самим можливість ефективного контролю згаданої осі. Не слід плутати основні отвори з зенкованими отворами, які іноді присутні на кінцях осей для забезпечення можливості центрування осі при виконанні деяких операцій, таких як обточування, і/або для здійснення розташування відомих з рівнятехніки датчиків на одній лінії з віссю згаданої осі. Якщо дані зенковані отвори застосовуються для ультразвукових випробувань, вони забезпечують можливість вміщення тільки вирівнювальної шпильки відомої з рівня техніки датчиків, при цьому перетворювачі завжди знаходяться поза згаданою віссю. Призначення і конструкція основних отворів повністю відрізняються від вищеописаних і забезпечують можливість вміщення щонайменше всього датчика з перетворювачами для контролю зсередини згаданого отвору. Головна перевага представленого рішення полягає в забезпеченні можливості вставки датчика всередину кінця осі на певну довжину, що забезпечує можливість поширення ультразвукових коливань без перешкод через геометричні несуцільності, що зазвичай присутні на кінцях осі. Тобто, запропоноване рішення забезпечує сильне зниження числа помилкових розпізнавань. Основні отвори переважно доступні зовні для забезпечення можливості вставки датчика фахівцем, і більш переважно є круглими для забезпечення можливості обертання ультразвукового датчика. Слід зауважити, що вищеописані невеликі зенковані отвори не забезпечують можливість введення ультразвукового датчика. 2 UA 114874 C2 5 10 15 20 25 30 35 40 45 50 55 60 На практиці, в кінцях осі виконані додаткові поздовжні отвори, що називаються другорядними отворами, які знаходяться в зачепленні з кріпильними гвинтами підшипника відповідного колеса. Найчастіше в згаданих осях утворено три другорядних отвори. В цьому випадку вторинні отвори виконані навколо відповідного основного отвору, тобто вони не співвісні зі згаданою віссю, а мають осі, що паралельні осі згаданої осі. Другорядні отвори мають діаметр, істотно менший, ніж діаметр основних отворів. У переважному варіанті здійснення винаходу основні отвори входять в згадану вісь глибше, ніж другорядні отвори. Дана особливість забезпечує те, що наявність другорядних отворів не впливає на генеровані датчиком ультразвукові коливання, які фактично обминають згадані отвори, тому згадані отвори не генерують помилкових розпізнавань в відображених сигналах. Щонайменше одна ділянка зовнішньої поверхні кожної з кінців, що називається шийкою, виконаний прямим для забезпечення можливості посадки підшипника колеса. Основні отвори переважно входять в згадану вісь на глибину, що становить від 50 % до 120 % протяжності шийки в поздовжньому напрямку. Таким чином, наявність підшипників не впливає на ультразвукові коливання, що генеруються датчиком, або впливає лише частково. Таким чином, друга складова даного винаходу стосується способу контролю осей залізничних колісних пар відповідно до пункту 7 формули винаходу. Зокрема, спосіб включає в себе етапи, на яких: a) забезпечують наявність колісної пари відповідно до даного винаходу, як описано вище, і ультразвукового датчика, що оснащений одним або більше перетворювачем; b) вставляють ультразвуковий датчик по черзі в основні отвори двох кінців згаданої осі; c) активують один перетворювач за раз і обертають датчик в основному отворі так, що датчик виконує один або більше повних обороти; d) приймають відбиті сигнали, що проходять в згаданій осі, і аналізую]ь їх для виявлення можливих дефектів або несуцільностей. Техніка проведення ехо-аналізу відома з рівня техніки не описується детально в даному документі. Слід зауважити, що описаний спосіб забезпечує можливість ефективного контролю згаданих осей і тим самим забезпечує відсутність помилкових розпізнавань, що зазвичай викликаються отворами для кріплення втулки підшипника. Також переважно забезпечують наявність сполучної речовини, наприклад масла, між ультразвуковим датчиком і дном основного отвору. Датчик переважно обертають зі швидкістю менше або дорівнює 30° в секунду так, щоб обраний перетворювач покривав відповідний конус проникнення в згаданій осі. Датчик переважно оснащений однією або більше зовнішніми герметизуючими прокладками, наприклад з ущільнювальними кільцями. Дані прокладки виконані з можливістю примикати до бічної стінки основного отвору, що забезпечує герметизацію сполучної речовини. Сполучна камера, по суті, є об'ємом, що обмежений дном і бічними стінками основного отвору, а також ультразвуковим датчиком і відповідними прокладками. У сполучній камері забезпечена можливість циркуляції сполучної речовини, при цьому згадані прокладки запобігають його розтіканню. Третій аспект даного винаходу стосується обертового датчика відповідно до пункту 10 формули винаходу, що виконаний для ультразвукового контролю вищезазначених осей. Ультразвуковий датчик містить корпус, що виконаний з можливістю вміщення одного або більше ультразвукових перетворювачів, які можуть бути виконані збіжними або розбіжними (відповідно до термінології, яку визначено вище) або мають регульований кут. На корпусі розташовані одна або більше герметизуючі прокладки таким чином, що корпус датчика може бути введений в основний отвір згаданої осі з герметизацією сполучної речовини. Згідно з такою конструкцією, корпус датчика виконує функції поршня, що введений в один з основних отворів згаданої осі, з прокладками, що ковзають по внутрішній стінці отвору. Перетворювачі переважно розташовані на передній поверхні корпусу датчика, що звернена до дна основного отвору згаданої осі. Датчик містить засоби для підведення зв'язуючої речовини до передньої поверхні. Дані підвідні засоби містять, наприклад, рециркуляційний насос (в тому числі зовнішній), подаючий канал, переважно відкритий в передній поверхні, і випускний канал для відведення сполучної речовини від передньої поверхні, що забезпечує можливість циркуляції сполучної речовини між перетворювачами і згаданої віссю в так званій сполучній камері, коли датчик введений в основний отвір. Короткий опис креслень Додаткові ознаки і переваги даного винаходу стануть більш очевидними після вивчення нижченаведених характеристик переважного, але не єдиного, варіанта його здійснення, що 3 UA 114874 C2 5 10 15 20 25 30 35 40 45 50 55 60 описується виключно в ілюстративних, а не з обмежуючою метою з посиланнями на прикладені креслення, на яких: - на фіг. 1 на вигляді в аксонометрії показаний обертовий ультразвуковий датчик відомого з рівня техніки типу; - на фіг. 2 на вигляді в аксонометрії показана колісна пара, контроль якої виконується відомим з рівня техніки способом за допомогою датчика, що показаний на фіг. 1; - на фіг. 3 на вигляді в аксонометрії показана вісь залізничної колісної пари відповідно до даного винаходу; - на фіг. 4 на вигляді в аксонометрії показані вісь і застосовуваний датчик відповідно до даного винаходу; - на фіг. 5 на вигляді в поперечному перерізі схематично показана вісь відповідно до даного винаходу під час здійснення контролю; - на фіг. 6 на вигляді збоку схематично показана вісь, що показана на фіг. 5; - на фіг. 7 показана діаграма відбитих сигналів, що прийняті під час здійснення контролю осі, що показана на фіг. 5. Здійснення винаходу На фіг. 1 показаний обертовий ультразвуковий датчик 1 відомого з рівня техніки типу, що містить корпус 2, який в свою чергу забезпечений захватною ручкою 3 і обертовою ручкою 4, причому останній виконаний з можливістю керування вручну фахівцем для обертання датчика 1 під час контролю осі. Ультразвукові перетворювачі 7 встановлені в головній частині датчика 1 на передній поверхні 5. У наведеному прикладі показані чотири перетворювача 7, хоча вони можуть бути присутніми і в іншій кількості. З передньої поверхні 5 виступає вирівнювальна шпилька 6, що забезпечує можливість її введення у відповідний зенкований отвір, що утворений в передній частині кінців осі, що відома з рівня техніки. Шпилька 6 забезпечує можливість легкого вирівнювання фахівцем датчика 1 по поздовжній осі контрольованої осі. Як згадано вище, перетворювачі 7 можуть бути виконані збіжними і розбіжними, або ж вони можуть бути встановлені на корпусі 2 датчика 1 так, що фахівець може регулювати їх кут, як це необхідно. На фіг. 2 показана частина відомої з рівня техніки залізничної колісної пари 8, що містить колеса 9 і вісь 10. Фахівець поміщає датчик 1 в упор з кінцем 11 осі 10 так, що забезпечується функціональне з'єднання його з віссю 10. Для обертання датчика 1 щонайменше на 360°, і отже, обертання ультразвукового променя, що генерується активованим перетворювачем 7, фахівець обертає ручку 4. За допомогою приймаючого і аналізуючого пристрою 12 фахівець аналізує відбиті сигнали, які генеруються віссю 10 внаслідок поширення в її матеріалі ультразвукових коливань, і піки відповідають виявленим несуцільностям. Також, з досвідом фахівець стає здатний відрізнити помилкові розпізнавання від потенційних справжніх дефектів осі 10. На фіг. 3 показана вісь 100 відповідно до даного винаходу, яка відрізняється від рішень рівня техніки тим, що має два глухих отвори 103, кожен з яких утворено в одному з кінців 101, 102. Зовнішня поверхня кінців 101, 102 щонайменше частково виконана прямою для забезпечення можливості посадки підшипників 105 коліс. Дана виконана прямою поверхня 107 називається шийкою. На фіг. 4 продемонстровані переваги, що забезпечені наявністю глухих отворів 103, що називаються нижче основними отворами. На кожному кінці 101, 102 основні отвори 103 співвісні зі згаданою віссю 100 і спрямовані радіально всередину щодо другорядних отворів 104 для кріплення втулки підшипника 105 колеса (не показано). Ультразвуковий датчик 200 відповідно до даного винаходу виконаний з можливістю введення в основні отвори 103 для контролю осі. Як показано на фіг. 4, датчик 200 не просто впирається в кінець 101 або 102, як в рішеннях рівня техніки, а вставлений всередину осі 100 впритул до дна основного отвору 103, в якому його обертає фахівець. Дане рішення має перевагу, що полягає в тому, що ультразвукові коливання, що генеруються датчиком 200 не перетинаються ні з другорядними отворами 104, ні з підшипником 105 (головним чином з останнім, але лише частково). Заявником були проведені випробування, які показали, що в порівнянні з відомою з рівня техніки віссю, запропоноване рішення передбачає значно менше число помилкових розпізнавань, що означає зменшення числа піків в зчитуваннях відбитих сигналів. Як показано на згаданій фігурі, введення датчика фахівцем переважно забезпечує утворення сполучної камери 300 між датчиком 200 і дном з бічними стінками основного отвору 4 UA 114874 C2 5 10 15 20 25 30 103. Зокрема, єднальна камера 300 обмежена дном і бічними стінками отвору 103, а також передньою поверхнею 201 датчика 200 (в якому з метою спрощення не показані перетворювачі) і щонайменше однією герметизуючою прокладкою 202 (наприклад, ущільнювальним кільцем), яка оточує датчик 200, що забезпечує установку датчика 200 як поршень в отворі 103. Усередині сполучної камери 300, забезпечена можливість циркуляції сполучної речовини, як показано на кресленнях стрілками, за допомогою подаючих каналів 203 і випускних каналів 204, що з'єднані із зовнішнім рециркуляційним насосом (не показаний). Цифрове позначення 106 відноситься до кришки колеса, що запобігає розтіканню сполучної речовини поблизу датчика 200. Підшипник 105 посаджений на шийку 107. Основний отвір 103 переважно має глибину, рівну щонайменше 50 % поздовжньої протяжності шийки 107. Як показано на частковому поперечному перерізі осі 100 під час її контролю, що зображений на фіг. 5, фахівець за раз активує один із встановлених на датчику 200 (для спрощення не показаний) перетворювачів 7. Кожен перетворювач встановлений так, що утворює відповідний кут з поздовжньою віссю X згаданої осі 100. У показаному на згаданій фігурі прикладі перетворювач 7 утворює кут 30° відносно поздовжньої осі X. Перетворювач 7 генерує ультразвуковий промінь UT, що поширюється від дна основного отвору 103 в згаданій осі 100. Обертання датчика 200 забезпечує також і переміщення ультразвукового променя UT. При обертанні датчика 200 зміщують також і ультразвуковий промінь UT для контролю відповідної кільцевої ділянки згаданої осі 100. Області, що позначені як "Секція 1" і "Секція 2", відповідають двом окремим областям на діаграмі, що показана на фіг. 7. На фіг.6 показана та ж вісь 100, що і на фіг. 5, але на вигляді збоку замість поперечного перерізу. У згаданій осі 100 на відстані 230 мм від краю її кінця 101 зроблена риска В, що схематично показана, як чорний прямокутник. На фіг. 7 показана діаграма відповідна зчитуванню відбитих сигналів ультразвукового променя. Відстань позначено координатою х, а процентне відношення відбитої ультразвукової енергії щодо стандартної кількості - координатою у. У місці, якому відповідає риска В, розташований пік, що показує фахівцю, що згадана риска розташована на відстані 130 мм від нульової позначки. Другорядні отвори 104 і підшипник шийки осі 100 не впливають на результати зчитування. ФОРМУЛА ВИНАХОДУ 35 40 45 50 55 60 1. Вісь (100) залізничної колісної пари, що проходить уздовж поздовжньої осі (X) між двома кінцями (101, 102), обидва з яких забезпечують опору для залізничного колеса і відповідного підшипника (105) з утворенням колісної пари, яка відрізняється тим, що в обох кінцях (101, 102) є глухий отвір (103), що називається основним отвором, який виконаний співвісно зі згаданою віссю (100) і розміри якого забезпечують можливість вміщення ультразвукового датчика (200), забезпечуючи тим самим можливість контролю самої осі (100). 2. Вісь (100) за п. 1, яка відрізняється тим, що основні отвори (103) виконані круглими і доступними зовні для забезпечення можливості обертання введеного в них ультразвукового датчика (200). 3. Вісь (100) за п. 1 або п. 2, яка відрізняється тим, що в обох кінцях (101, 102) виконані додаткові поздовжні отвори (104), що називаються другорядними отворами, які знаходяться в зачепленні з кріпильними гвинтами підшипника (105) відповідного колеса або втулки згаданого підшипника, при цьому другорядні отвори (104) виконані навколо відповідного основного отвору (103), тобто вони не співвісні зі згаданою віссю. 4. Вісь (100) за п. 3, яка відрізняється тим, що діаметр другорядних отворів (104) дуже малий щодо діаметра основних отворів (103). 5. Вісь (100) за п. 3 або п. 4, яка відрізняється тим, що основні отвори (103) входять у вісь (100) глибше, ніж другорядні отвори (104), таким чином, що наявність другорядних отворів (104) не впливає на генеровані датчиком (200) ультразвукові коливання. 6. Вісь (100) за будь-яким одним з пп. 1-5, яка відрізняється тим, що щонайменше одну ділянку (107) зовнішньої поверхні кожного з кінців, що називається шийкою, виконано прямою для забезпечення можливості посадки підшипника (105) колеса, причому основні отвори (103) входять у вісь (100) на глибину, що становить від 50 до 120 % протяжності шийки (107) в поздовжньому напрямку, таким чином, що наявність підшипників (105) не впливає на ультразвукові коливання, що генеруються датчиком (200), або впливає лише частково. 7. Спосіб ультразвукового контролю залізничної колісної пари, що включає етапи, на яких: 5 UA 114874 C2 5 10 15 20 25 30 a) забезпечують наявність колісної пари, що виконана з віссю (100) за будь-яким одним із пп. 16, і ультразвукового датчика (200), що оснащений одним або більше перетворювачами (7); b) по черзі вводять ультразвуковий датчик (200) в основні отвори (103) двох кінців (101, 102) згаданої осі; c) активують по одному перетворювачу (7) за раз і обертають датчик (200) в основному отворі так, що датчик здійснює один або більше повних обертів; d) приймають відбиті сигнали, що поширюються в осі (100), і аналізують їх для виявлення можливих дефектів або несуцільностей (В). 8. Спосіб за п. 7, який відрізняється тим, що включає в себе один або більше з наступних додаткових етапів, на яких: e) забезпечують наявність сполучної речовини, переважно масла, між ультразвуковим датчиком (200) і дном основного отвору (103); f) обертають згаданий датчик зі швидкістю, меншою або рівною 30° в секунду. 9. Спосіб за п. 8, який відрізняється тим, що етап e) включає в себе: - забезпечення наявності на ультразвуковому датчику (200) однієї або декількох зовнішніх герметизуючих прокладок (202), наприклад ущільнювальних кілець; - утворення сполучної камери (300), яку обмежено дном основного отвору (103), бічною стінкою основного отвору (103), ультразвуковим датчиком (200) і відповідними прокладками (202), причому в сполучній камері (300) забезпечена можливість циркуляції сполучної речовини. 10. Ультразвуковий датчик (200) для контролю осі за будь-яким одним з пп. 1-6, який містить корпус, що виконаний з можливістю вміщення одного або більше ультразвукових перетворювачів (7), що виконані збіжними, розбіжними або мають регульований кут, одну або більше зовнішніх герметизуючих прокладок (202), який відрізняється тим, що датчик (200) може бути введений в основний отвір (103) осі (100) із забезпеченням герметизації сполучної речовини, наприклад масла. 11. Датчик за п. 10, який відрізняється тим, що перетворювачі (7) розташовані на передній поверхні (201) корпусу датчика (200), що звернена до дна основного отвору (103) осі (100), і містить засоби підведення сполучної речовини до згаданої передньої поверхні (201), причому засоби підведення містять насос, відкритий в передній поверхні подавальний канал (203) і випускний канал (204) для відводу сполучної речовини від передньої поверхні, що забезпечує можливість циркуляції зв'язуючої речовини між перетворювачами (7) і віссю (100), коли датчик (200) введений в основний отвір (103). 6 UA 114874 C2 7 UA 114874 C2 8 UA 114874 C2 Комп’ютерна верстка Л. Литвиненко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюAxle of wheel sets and respective method for the ultrasound inspection
Автори англійськоюCantini, Stefano, Cervello, Steven
Автори російськоюКантини Стефано, Червэлло Стевен
МПК / Мітки
МПК: B60B 35/02, B60B 17/00, B60B 35/04
Мітки: спосіб, контролю, пар, ультразвукового, колісних, відповідний, вісь
Код посилання
<a href="https://ua.patents.su/11-114874-vis-kolisnikh-par-i-vidpovidnijj-sposib-ultrazvukovogo-kontrolyu.html" target="_blank" rel="follow" title="База патентів України">Вісь колісних пар і відповідний спосіб ультразвукового контролю</a>
Спосіб ультразвукового контролю труб
Номер патенту: 32155
Опубліковано: 15.12.2000
Автори: Кожевніков Володимир Іванович, Гуляєв Геннадій Іванович, Анікєєв Яків Фокич
МПК: G01N 29/04, G01N 29/34
Мітки: труб, ультразвукового, спосіб, контролю
Текст:
...поверхні труби з одночасним підвищенням достовірності контролю величини зерна метала. Поставлена задача вирішується тим, шо в способі ультразвукового контролю труб, відповідно якому збуджують ультразвукові коливання під кутом до поверхні труби у вигляді нормальних хвиль асиметричної нульо вої моди за критичним кутом падіння Релея, довжина яких перевищує товщину стінки труби, що контролюється, приймають від зерен метала та дефектів...
Спосіб ультразвукового контролю об’єктів
Номер патенту: 45907
Опубліковано: 25.11.2009
Автори: Цапенко Володимир Кузьмич, Протасов Анатолій Георгієвич, Галаган Роман Михайлович
МПК: G01H 5/00, G01N 29/00
Мітки: спосіб, контролю, ультразвукового, об'єктів
Формула / Реферат:
Спосіб ультразвукового контролю об'єктів, який включає випромінювання ультразвукових коливань (УЗК) і пропускання їх через об'єкт контролю (ОК) та еталонний об'єкт, приймання УЗК та визначення часу проходження УЗК в об'єкті контролю та еталонному об'єкті, який відрізняється тим, що точки випромінювання УЗК та точки приймання УЗК розміщують на паралельних прямих, об'єкт контролю та еталонний об'єкт одночасно фіксують між точками...
Спосіб ультразвукового контролю холоднодеформованих труб
Номер патенту: 24821
Опубліковано: 06.10.1998
Автори: Анікеєв Яків Фокич, Гуляєв Геннадій Іванович, Сергєєв Віктор Володимирович
МПК: G01N 29/48, G01N 29/04
Мітки: контролю, холоднодеформованих, спосіб, ультразвукового, труб
Формула / Реферат:
Спосіб ультразвукового контролю холоднодеформованих труб, відповідно котрому проводять введення ультразвукових коливань під кутом до поверхні труби та сприймають віддзеркалені сигнали від уздовжних дефектів, визначаючи їх величину шляхом порівняння амплітуд цих сигналів з амплітудами позначок на еталонах, який відрізняється тим, що величину кута вводу ультразвукових коливань визначають з умови дотику зламаного в стінки труби променя до її...
Спосіб розробки екзаменаційного зразка з ультразвукового методу неруйнівного контролю
Номер патенту: 91005
Опубліковано: 25.06.2014
Автори: Сергєєва Наталія Альбертівна, Хорло Микола Федорович, Маслова Марія Сергіївна
МПК: G01N 29/00
Мітки: спосіб, методу, неруйнівного, зразка, контролю, ультразвукового, екзаменаційного, розробки
Формула / Реферат:
Спосіб виготовлення екзаменаційного зразка для проведення кваліфікаційного іспиту у фахівців з ультразвукового неруйнівного контролю, який включає вибір типу конструктивного вузла, вибір матеріалу заготовок для зразка, придання заготовкам відповідної форми, ультразвуковий контроль матеріалу заготовок і прийняття рішення про їх придатність для виготовлення зразка, зварювання заготовок зразка за встановленою технологією, виготовлення в...
Спосіб контролю осей колісних пар на ходу потяга

Номер патенту: 19306
Опубліковано: 15.12.2006
Автори: Войтенко Галина Олегівна, Осенін Юрій Іванович
МПК: B61K 9/00
Мітки: пар, потяга, контролю, ходу, колісних, осей, спосіб
Формула / Реферат:
Спосіб контролю осей колісних пар на ходу потяга, відповідно до якого в осі колісної пари збуджують ультразвукові коливання у вигляді поверхневих акустичних хвиль Релея, приймають віддзеркалені від дефектів сигнали і визначають їх величину за результатами порівняння амплітуд віддзеркалених сигналів з еталонним значенням та виявляють місцезнаходження дефекту за часом запізнювання віддзеркалених хвиль, який відрізняється тим, що поверхневим...
Попередній патент: Спосіб лікування та профілактики рецидиву нефролітіазу хворих з коралоподібними каменями єдиної нирки
Наступний патент: Спосіб одержання загартованих у пресі сталевих деталей з покриттям з високою продуктивністю
Випадковий патент: Турбінна олива