Спосіб ультразвукового контролю холоднодеформованих труб
Номер патенту: 24821
Опубліковано: 06.10.1998
Автори: Гуляєв Геннадій Іванович, Анікеєв Яків Фокич, Сергєєв Віктор Володимирович
Формула / Реферат
Спосіб ультразвукового контролю холоднодеформованих труб, відповідно котрому проводять введення ультразвукових коливань під кутом до поверхні труби та сприймають віддзеркалені сигнали від уздовжних дефектів, визначаючи їх величину шляхом порівняння амплітуд цих сигналів з амплітудами позначок на еталонах, який відрізняється тим, що величину кута вводу ультразвукових коливань визначають з умови дотику зламаного в стінки труби променя до її внутрішньої поверхні за формулою
де - швидкість ультразвукових коливань в воді;
відповідно, швидкість уздовж направлених, поперек направлених, симетричних та асиметричних нульових мод нормальних хвиль;
D - зовнішній діаметр труби, яку контролюють;
S - товщина стінки труби, яку контролюють,
при цьому для труб з відношенням S/D від 0,04 до 0,008 та визначають з умови мінімального затухання симетричних та асиметричних нульових мод нормальних хвиль, а далі забезпечують ввод ультразвукових коливань під розрахованим кутом a завдяки зміщенню циліндрично сфокусованого датчика паралельно вісі труби наa величину l = D/2Sina і для всього сортаменту труб використовують частоту 4 - 6МГц.
Текст
Винахід належить до галузі випробування матеріалів та вимірів якості виробів, в тому числі неруйнуючого контролю суцільності металевих труб в автоматичному режимі, також в імерсійному варіанті і може використовуватись при контролі величин дефектів, розміщених вздовж труби, якщо сортамент труб має відношення товщини стінки до зовнішнього діаметру від 0,5 до 0,008 та менше. Відомий вже спосіб ультразвукового контролю дефектів, які розміщені вздовж труби, суть котрого полягає в тому, що ультразвукові коливання вводять в метал під кутом до зовнішньої поверхні труби шляхом зміщення датчика в площині, що перпендикулярна вісі труби. Коли утворюються віддзеркалення від штучних дефектів в тестзразках, фіксують оптимальне місцеположення датчика (кут) і здійснюють контроль якості труб, порівнюючи сигнал віддзеркалення хвиль від дефектів з сигналами від штучних дефектів в тестзразках (Виборнов Б.И. Ультразвуковая дефектоскопия. - 1985. - С.221 - 223). Вказаний вище спосіб контролю не дає достатню достовірність тому, що кут заходу УЗколивань, який забезпечує віддзеркалення зламаної хвилі, спорудженої дефектами металу стінки труби, підбирається вручну з цілого діапазону кутів заходу хвилі (14°32' - 27°33'). Дієздатність такого контролю не досягає 100 відсотків навіть при перевірці однієї партії труб одним оператором. Такі обставини призводять до повторного контролю труб на заводах-споживачах, особливо, коли труби мають дуже відповідальне призначення. Окрім того, немає можливості використовувати приведений спосіб ультразвукового контролю (УЗК), коли сортамент включає труби з товстими і особливо товстими стінками з S/D від 0,5 до 0,008. Також відомий спосіб УЗК труб холоднодеформованих, який дає можливість виявлення дефектів, що розміщені вздовж і поперек труби та виявляє величину (розміри) зерна метала труби за допомогою збудження нормальних хвиль асиметричної нульової моди вздовж вісі труби і, окрім того, по периметру труби для виявлення вздовж орієнтованих (уздовжних) дефектів. Цей спосіб контролює труби, що мають відношення S/D значно менше ніж 0,2 (труби з тонкими стінками і особливо тонкими стінками), при цьому кут вводу УЗ-хвиль розміщується за критичним кутом падіння Релея і довжина хвилі коливань перевищує товщу металу стінки труби (Патент України №11955, кл. C01N29/04, 1997). Цей спосіб контролю також не дає 100% достовірності тому, що при виявленні уздовжних дефектів, оптимальний кут вводу УЗ-коливань в метал визначають вручну, що і знижує достовірність контролю, особливо при виявленні мінімальних дефектів. І в цьому способі контролю також застосовують тести-зразки з штучними дефектами для порівняння. Відомий ще один спосіб контролю холоднодеформованих труб з товстими стінками і великим зовнішнім діаметром: від 90мм до 250мм (відношення S/D більше 0,2). В цьому способі також УЗ-коливання вводять під кутом до поверхні труби і вздовж орієнтовані дефекти виявляють шляхом порівняння амплітуд сигналів віддзеркалення з амплітудами тест-зразків (еталонів). В цьому способі датчик розміщують в універсальній головці (ИRHT), що відсліджує скривлення труби і має накладну ванночку з водою для передачі УЗ-хвиль від датчика на поверхню труби. Впровадження УЗ коливань в метал стінки труби здійснюють поворотом датчика під таким малим кутом, при якому поперечні хвилі, трансформовані у металі труби, віддзеркалюються від внутрішньої поверхні так, що не впливають на більшу частину трансформованих вздовж орієнтованих хвиль, віддзеркалених, в свою чергу, від штучного дефекта на тест-зразку, заглибленого на 0,5мм. Налагодження датчика здійснюють вручну і після цього відсліджуючу головку розміщують на трубі, що контролюється, і яку обертають та переміщують у напрямку вісі труби для контролю дефектів (Журнал "Das Echo". - 1970. - С.398 - 401). При користуванні таким способом контролю достовірність теж низька тому, що кут вводу УЗколивань, за яким відсліджують уздовжні (вздовж орієнтовані) дефекти в товстостінних трубах, вручну з ускладненнями налагоджують по віддзеркаленням штучного дефекта в тест-зразку при заглибленні дефекта на 0,5мм. Цей спосіб не забезпечує виявлення дефектів, що мають глибину менше 0,5 мм і не може контролювати тонкостінні труби з малими діаметрами. В основу винаходу поставлено задачу удосконалити спосіб ультразвукового контролю холоднодеформованих труб шляхом зміни кута ввода таким чином, щоб забезпечити можливість достовірного контролю уздовжних дефектів на трубах широкого сортаменту з відношенням S/D від 0,5 до 0,008 одним дефектоскопом з одним датчиком. Поставлена задача розв'язується таким чином, що в способі ультразвукового контролю холоднодеформованих труб, відповідно котрому проводять введення ультразвукових коливань під кутом до поверхні труби та сприймають віддзеркалення введених хвиль від уздовжних дефектів, при цьому величини дійсних дефектів визначають шляхом порівняння амплітуд сигналів віддзеркалення з амплітудами позначок на еталонах, відповідно винаходу, величину кута вводу ультразвукових коливань визначають з умов дотику, зламаного в товщі стінки труби променя до її внутрішньої поверхні за формулою де - швидкість УЗ-коливань в воді; - відповідно, швидкість вздовж направлених, поперек направлених, симетричних та асиметричних нульових мод нормальних хвиль; D - зовнішній діаметр труби, яку контролюють; S - товщина стінки труб, при цьому для труб з відношенням S/D від 0,04 до 0,008 та визначають з умови мінімального затухання симетричних та асиметричних нульових мод нормальних хвиль, а далі забезпечують ввод УЗ-коливань під розрахованим кутом а завдяки зміщенню циліндрично сфокусованого датчика паралельно вісі труби на величину l = D/2Sin a і для всього сортаменту труб використовують несучу частоту 4 - 6МГц. Пропонуємий спосіб від прототипу відрізняється тим, що величину кута вводу визначають із умов дотику зламаного в товщі стінки труби променя до її внутрішньої поверхні по указаній формулі, а далі забезпечують ввод під розрахованим кутом a завдяки зміщенню циліндрично сфокусованого датчика паралельно вісі труби на указану величину, при цьому використовують несучу частоту 4 - 6МГц. Технічним результатом пропонуємого способу є забезпечення достовірного контролю уздовж орієнтованих дефектів на трубах широкого сортамента з відношення S/D від 0,5 до 0,008 одним і тим дефектоскопом з одним і тим датчиком. Технічний результат забезпечується тим, що для любого сортаменту, труб гостросфокусований пучок УЗК вводять в стінку труби під заявленим кутом, при цьому віддзеркалений промінь любого типу хвиль, залежного від відношення S/D, досягає внутрішньої стінки труби і зустрічає вздовж орієнтований дефект тільки під прямим кутом, тому забезпечується максимум віддзеркалення від дефекту. Таким чином, умова дотику віддзеркалення променя, що виконується заздалегідь підрахованим кутом вводу a є необхідною і достатньою для вияви вздовж орієнтованих дефектів в широкому діапазоні сортаменту труб. Підрахований кут вводу забезпечується завдяки переміщенню датчика на величину l, котра знайдена шляхом геометричної інтерпретації розміщення датчика відносно вісі труби таким чином, щоб кут a дорівнював центральному куту, образованому радіусом труби та вертикальною плоскістю, яка проходить через вісь труби. Несуча частота УЗК 4 - 6МГц знайдена на практиці не тільки для тонкостінних труб, але і для всього сортамента холоднодеформованих труб. При частотах нище заявляємої - не можна возбудити симетричні та асиметричні нульові моди хвиль в тонкостінних трубах, а при частотах вище вказаної - не можна контролювати товстостінні труби завдяки збільшенню затухання. Пропонуємий спосіб контролю здійснюють таким чином: 1. По відношенню S/D в сортаменті труб, які треба контролювати, визначають тип хвилі потрібної для контролю: якщо S/D більше 0,2 - уздовж орієнтовані хвилі, якщо S/D менше 0,2 - поперечні хвилі, та при S/D від 0,04 до 0,008 - нормальні хвилі. Швидкість уздовжених та поперечних хвиль знаходять у довіднику. Швидкість нормальних хвиль симетричної і асиметричної нульової моди, відповідно дорівнюють; = 4,800м/с, = 2,500м/с. Вони знайдені з умови їхнього затухання шляхом дослідів для узагальненого параметру f x S = 1,5МГц x мм, де f - несуча частота УЗК, a S товщина стінки труби. 2. Підраховують кут вводу хвиль за формулою: 3. Датчик з несучою частотою 4 - 6МГц та циліндрично фокусуючою лінзою розміщують в спеціальній головці, що дозволяє проводити прецизійне переміщення датчика в плоскості перпендикулярній вісі труби. Орієнтують датчик великою напіввіссю фокальної плями паралельно вісі труби. Переміщення датчика відсліджують на міліметровій шкалі, нерухомій відносно головки з датчиком. Переміщують датчик на величину l = D/2 × Sin a, де D/2 - є радіус труби, що контролюється, a Sin a - синус кута вводу, який підраховується по формулі. Фіксують отримане переміщення датчика. Несуча частота УЗК 4 - 6МГц. 4. Датчик вмикають в дефектоскоп, по екрану котрого виставляють амплітуду недопустимого дефекту в залежності від вимоги ТУ контролюємого сортамента труб. В процесі контролю труб сприймають сигнали віддзеркалення від уздовжних дефектів, як амплітуди сигналів, порівнюючи їх з амплітудами штучних дефектів на тест-зразку. Приклади практичного використування пропонуємого способу контролю. При контролі пропонуємим способом користувалися дефектоскопом ДУК-66 для всіх розмірів труб, а також тільки одним датчиком з несучою частотою коливань 4 - 6МГц та циліндрично фокусуючою лінзою з відстанню фокусу F = 22мм. Радіус скривлення підраховувався за відомою формулою: де CW - швидкість УЗ-хвиль у воді; Cпл - швидкість УЗ-хвиль у плексигласі лінзи. Приклад та підсумок контролю труб 042 ´ 11мм, сталь марки ЕП-836. Підраховуються a та l за таким порядком: 1. Відношення S/D = 11/42 = 0,26 використовуються уздовжні хвилі, швидкість котрих по довіднику равна CL = 5,850м/с. 2. Визначаємо CW /CL = 1490м/с : 5,850м/с = 0,25. Визначаємо також синус кута віддзеркаленої хвилі, промінь якої повинен дотикатись внутрішньої поверхні труби за виразом: . 3. Підраховуємо кут a = arcSin0,25 ´ 0,47 = 6°57'. 4. Переміщуємо датчик на величину l = D/2 × Sin a 2,53мм. Ha внутрішню поверхню довжиною 1,2м кожна в кількості 10шт нанесли дефекти глибиною 0,55мм та довжиною 25мм на відстані 300мм від торця труб. Глибина дефекта - 5% від товщини стінки (ГОСТ 17410 - 78). Спочатку проконтролювали пропонуємим способом при куті вводу 6°57', що забезпечили переміщенням датчика на величину 2,5мм. Всі 10 труб перепустили через установку з дефектоскопом ДУК-66 по 5 раз і рахували кількість відпрацьовань автоматики на дефектах. За 50 проходів всі 50 разів автоматика спрацьовувала на дефектах і тільки на дефектах, що означає достовірність контролю 100%. Потім ті ж труби проконтролювали способом по прототипу (працював той самий оператор). За 50 проходів автоматика не спрацювала 6 разів, що означає достовірність контролю тільки 88%. Приклад та підсумок контролю труб Æ36 - 6мм, вуглецева сталь. 1. S/D = 6/36 = 0,16, що менше від 0,2, тому працюємо в діапазоні поперечних хвиль: CT = 3,230м/с. 2. 3. Кут a = arcSin0,46 × 0,66 = 17°54'. 4. Переміщення датчика l = D/2Sin a = 5,54мм. На трубах в кількості 12шт довжиною 2,0м кожна, в середній частині були нанесені вздовж орієнтовані риски з заглиблення рисок 5% від товщини стінки труби. Всі труби, по 5 разів кожну, перепустили через установку з тим же дефектоскопом ДУК-66 за предлагаємим способом контролю, тобто з кутом вводу 17°54' при переміщенні датчика на величину l = 5,54мм. Всі 60 проходів труб через дефектоскоп відзначились спрацюванням автоматики на дефектах і тільки на дефектах, що означає 100% достовірність контролю. По прототипу контролю неможливо було зробити тому, що при налагодженні контролю не вдавалося зробити переміщення датчика на необхідний кут. Приклад та підсумок контролю труб Æ4,8 ´ 0,2мм, нержавіюча сталь. 1. S/D = 0,041 - діапазон особливо тонкостінних труб, тому 2,500м/с. 2. 3. Кут входу УЗК a = arcSin0,59 × 0,91 = 33°5'. 4. Переміщення датчика l = D/2 × Ssn a = 1,3мм. По ТИ-354 - 17 - 10 - 90 на внутрішню поверхню 8шт труб довжиною 1,2м кожна, на відстані 200мм від торця труби нанесли дефекти завглибшки 0,015мм та довжиною 5 - 10мм уздовж вісі труби. Заявляємим способом здійснили контроль цих труб. Кут заходу УЗК - 33°5', для цього перемістили датчик на 1,3мм. Всі 8шт труб перепустили через ту ж установку з дефектоскопом ДУК-66 по 5 разів кожну. Всі 40 разів визначалось спрацьовування автоматики на позначках дефектів, що підтверджує 100% достовірність контролю цих труб. За прототипом контроль неможливо було здійснити. Таким чином, підсумки використання контролю заявляємим способом підтверджують достовірність його дії з одним і тим датчиком на тому ж дефектоскопі практично в усьому сортаменті холоднодеформованих труб. Можливості способу дозволяють проводити технологічний достовірний контроль безпосередньо в лінії виробництва труб.
ДивитисяДодаткова інформація
Автори англійськоюHuliaiev Hennadii Ivanovych, Anikeiev Yakiv Fokych, Serhieiev Viktor Volodymyrovych
Автори російськоюГуляев Геннадий Иванович, Аникеев Яков Фокич, Сергеев Виктор Владимирович
МПК / Мітки
МПК: G01N 29/48, G01N 29/04
Мітки: спосіб, холоднодеформованих, труб, контролю, ультразвукового
Код посилання
<a href="https://ua.patents.su/3-24821-sposib-ultrazvukovogo-kontrolyu-kholodnodeformovanikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб ультразвукового контролю холоднодеформованих труб</a>
Спосіб обробки холоднодеформованих переробних труб для підшипникових кілець
Номер патенту: 12956
Опубліковано: 28.02.1997
Автори: Мартиненко Сергій Іванович, Гребе Олександр Констянтинович, Леткін Олександр Михайлович, Кліменко Леонід Андрійович, Петренко Анатолій Михайлович, Кірсанов Володимир Михайлович, Старушкін Микола Іванович, Трубіцин Борис Вікторович, Завгородній Володимир Григорович, Риков Валерій Олександрович, Палкін Юрій Олександрович, Мережко Віктор Лукич
Мітки: труб, переробних, обробки, холоднодеформованих, кілець, спосіб, підшипникових
Формула / Реферат:
(57) Способ обработки холоднодерфомированных передельных труб для подшипниковых колец, включающий нагрев пакета труб, охлаждение на воздухе до комнатной температуры, правку знакопеременным изгибом и резку, отличающийся тем, что охлаждение ведут в два этапа - сначала трубы охлаждают в пакете до температуры 630-650°С, а затем пакет разбирают и трубы охлаждают поштучно с одновременным их перемещением и вращением на рольганге.
Спосіб виготування зварних холоднодеформованих труб
Номер патенту: 24270
Опубліковано: 07.07.1998
Автори: Новіков Леонід Миколайович, Райчук Юрій Ісакович, Гладченко Олександр Федорович, Хаустов Георгій Йосипович, Сизоненко Григорій Олександрович, Сергєєв Віктор Володимирович, Ковіка Микола Данилович, Правдін Юрій Михайлович, Туренков Микола Мусійович, Лобанов Олександр Іванович
МПК: B21B 21/00, B21B 17/00
Мітки: зварних, спосіб, холоднодеформованих, виготування, труб
Формула / Реферат:
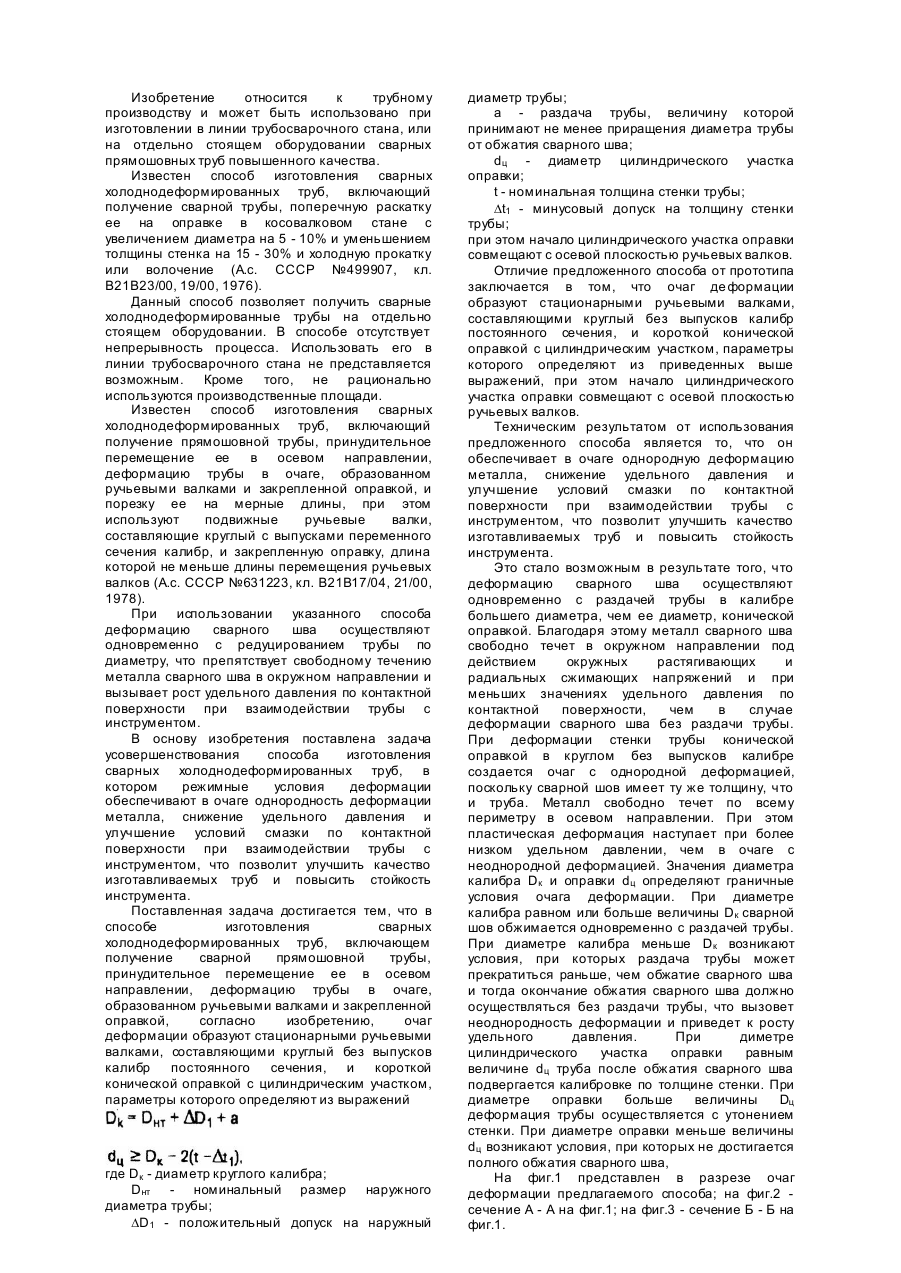
Способ изготовления холоднодеформированных труб, включающий получение сварной прямошовной трубы, принудительное перемещение ее в осевом направлении, деформацию трубы в очаге, образованном ручьевыми валками и закрепленной оправкой, отличающийся тем, что очаг деформации образуют стационарными ручьевыми валками, составляющими круглый без выпусков калибр постоянного сечения, и короткой конической оправкой с цилиндрическим участком, параметры...
Спосіб безперервного виробництва електрозварних холоднодеформованих труб з корозійностійких сталей
Номер патенту: 17989
Опубліковано: 17.06.1997
Автори: Гладченко Олександр Федорович, Ковіка Микола Данилович, Ханін Марко Ісаакович, Фурманов Валерій Борисович, Ромакін Віктор Савелійович, Лобанов Олександр Іванович, Крижевський Аркадій Захарович, Хаустов Георгій Йосипович, Балтакса Павло Михайлович, Новіков Леонід Миколайович, Бут Олександр Володимирович, Туренков Микола Мойсейович
МПК: B21C 37/08, B21B 21/00
Мітки: корозійностійких, спосіб, електрозварних, безперервного, холоднодеформованих, сталей, виробництва, труб
Формула / Реферат:
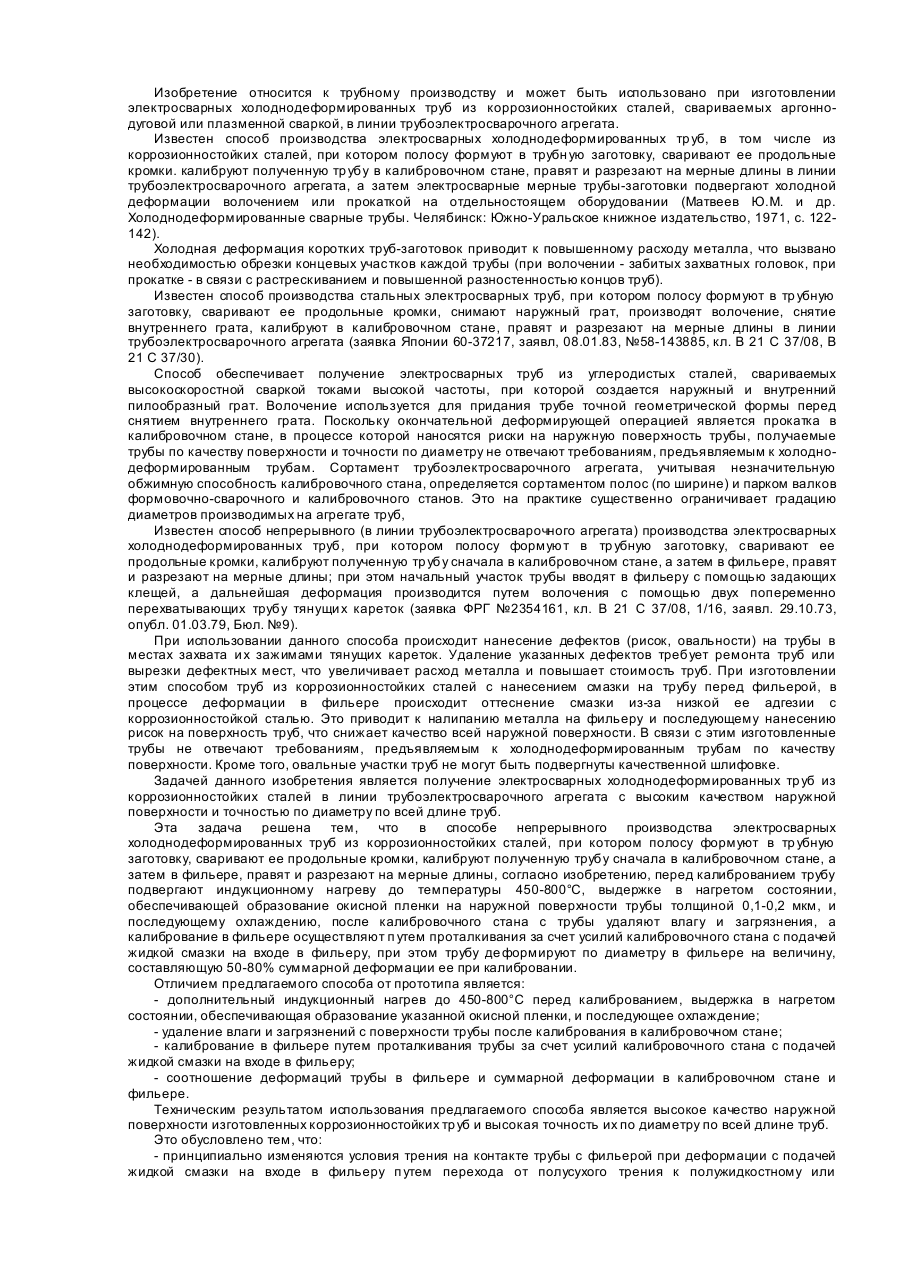
Способ непрерывного производства электросварных холоднодеформированных труб из коррозионностойких сталей, при котором полосу формуют в трубную заготовку, сваривают ее продольные кромки, калибруют полученную трубу сначала в калибровочном стане, а затем в фильере, правят и разрезают на мерные длины, отличающийся тем, что перед калиброванием трубу подвергают индукционному нагреву до температуры 450-800°С, выдержке в нагретом состоянии,...
Поточна лінія виробництва зварних холоднодеформованих труб
Номер патенту: 24405
Опубліковано: 17.07.1998
Автори: Хаустов Георгій Йосипович, Гладченко Олександр Федорович, Райчук Юрій Ісакович, Правдін Юрій Михайлович, Сергєєв Віктор Володимирович, Сизоненко Григорій Іванович, Лобанов Олександр Іванович, Туренков Микола Мусійович, Новіков Леонід Миколайович, Ковіка Микола Данилович
МПК: B21C 37/06, B21B 17/00
Мітки: поточна, труб, лінія, зварних, виробництва, холоднодеформованих
Формула / Реферат:
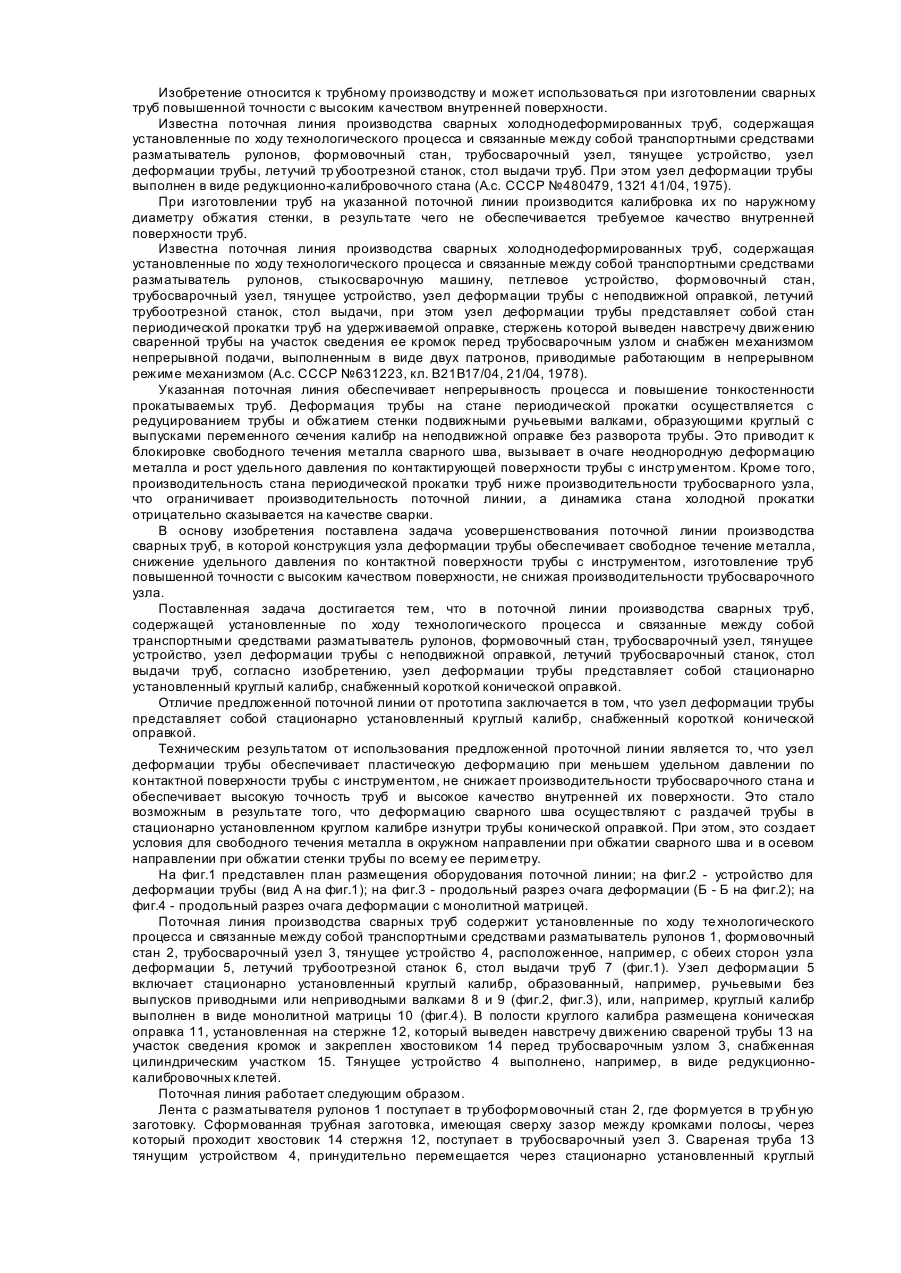
Поточная линия производства сварных холоднодеформированных труб, содержащая установленные по ходу технологического процесса и связанные между собой транспортными средствами разматыватель рулонов, формовочный стан, трубосварочный узел, тянущее устройство узел деформации трубы с неподвижной оправкой, летучий трубоотрезной станок, стол выдачи труб, отличающаяся тем, что узел деформации трубы представляет собой стационарно установленный круглый...
Спосіб ультразвукового контролю якості збирання з’єднань з натягом
Номер патенту: 8441
Опубліковано: 30.09.1996
Автор: Карпаш Олег Михайлович
МПК: G01N 29/00
Мітки: контролю, натягом, якості, спосіб, з'єднань, збирання, ультразвукового
Формула / Реферат:
1. Способ ультразвукового контроля качества сборки соединений с натягом, заключающийся в том, что излучают и принимают ультразвуковые колебания в одном сечении соединения, измеряют параметры провзаимодействовавших с соединением колебаний и с их помощью определяют величину контактного давления в этом сечении, по которому судят о качестве, отличающийся тем, что, с целью повышения информативности контроля за счет определения остаточного...
Попередній патент: Спосіб одержання поліекстракту, що має седативну активність
Наступний патент: Грунтове покриття
Випадковий патент: Спосіб відновлення геометрії робочих поверхонь станин групи прокатних клітей