Спосіб і пристрій для виготовлення термопластичних дистанційних прокладок
Номер патенту: 115001
Опубліковано: 28.08.2017
Автори: Мадер Леопольд, Карнер Леопольд, Шергхубер Мануель
Формула / Реферат
1. Спосіб виготовлення дистанційної прокладки, при якому як дистанційну прокладку на скляний лист (1) наносять стренгу (2) з термопластичного матеріалу і при якому початок (4) і кінець (5) стренги (2) з'єднують один з одним, який відрізняється тим, що в зоні стику, в якому початок (4) і кінець (5) стренги (2) з'єднують один з одним, за допомогою деформації стренги (2) виготовляють заглиблення, коли початок (4) і кінець (5) стренги (2) з'єднують один з одним, і причому для виготовлення заглиблення застосовують натискний пуансон (22), який просувають уперед, в той час як до бічних поверхонь стренги (2) прикладають колодки (20, 21) для з'єднання початку (4) і кінця (5) стренги (2).
2. Спосіб за п. 1, який відрізняється тим, що використовують натискний пуансон (22), що має опукло-викривлену торцеву поверхню.
3. Спосіб за п. 1 або 2, який відрізняється тим, що колодки (20, 21) і натискний пуансон (22) впливають на одне і те ж місце стренги (2) дистанційної прокладки.
4. Пристрій для здійснення способу за одним з пп. 1-3 з колодками (20, 21), які можна прикласти до бічних поверхонь стренги (2) з термопластичного матеріалу для з'єднання початку (4) і кінця (5), який відрізняється тим, що передбачений пуансон (22), який може переміщуватися зі свого положення готовності в робоче положення, в якому він знаходиться між колодками (20, 21), і знов назад в положення готовності.
5. Пристрій за п. 4, який відрізняється тим, що колодки (20, 21) можна переміщувати з положення готовності, в якому вони знаходяться на деякій відстані від стренги (2) з термопластичного матеріалу, в робоче положення, в якому вони збоку перекривають стренгу (2) з термопластичного матеріалу, і знову назад.
6. Пристрій за п. 4 або 5, який відрізняється тим, що колодки (20, 21) з обох сторін можна прикласти до бічних поверхонь початку (4) і кінця (5) стренги (2) за допомогою поворотного руху.
7. Пристрій за одним з пп. 4-6, який відрізняється тим, що в щонайменше одній з колодок (20, 21), зокрема в колодці (21), прилеглій до зовнішньої сторони стренги (2), передбачене щонайменше одне вільне положення (23), зокрема, в формі, наприклад, жолобоподібної виїмки.
8. Пристрій за одним з пп. 4-7, який відрізняється тим, що конструктивна група, яка утворює замикаючий блок (14), що містить дві колодки (20, 21) і натискний пуансон (22), встановлена на носії (41), яка може переміститися лінійно паралельно площині скляного листа (1), на яку нанесена стренга (2).
9. Пристрій за одним з пп. 4-8, який відрізняється тим, що з колодками (20, 21) і натискним пуансоном (22), зокрема конструктивною групою (14), що містить вказані компоненти, узгоджено пристроєм (10) для транспортування скляних листів (1), на яких нанесена стренга (2) з термопластичного матеріалу.
10. Пристрій за п. 9, який відрізняється тим, що пристрій (10) містить систему (11) для бічного обпирання скляного листа, причому вказана система орієнтована по суті вертикально, а на нижньому краю системи (11) для обпирання - систему (12) для транспортування.
11. Пристрій за п. 10, який відрізняється тим, що система (11) для обпирання являє собою стінку на повітряній подушці, майданчик на роликах або майданчик на опорних валках.
12. Пристрій за п. 10 або 11, який відрізняється тим, що система (12) для транспортування містить роликовий конвеєр і/або стрічковий конвеєр на нижньому краю опорної системи.
13. Пристрій за п. 12, який відрізняється тим, що у випадку транспортера (12) в формі конвеєрної стрічки, зокрема зубчатого ременя, конвеєрна стрічка в області конструктивної групи (14), що містить колодки (20, 21) і пуансони (22), відхилена вниз.
14. Пристрій за одним з пп. 5-13, який відрізняється тим, що передбачена система (13) для нагрівання стренги (2), що утворює дистанційну прокладку, причому система (13) для нагрівання переважно містить щонайменше одне сопло (24), з якого тече нагрітий газ, наприклад, повітря.
15. Пристрій за п. 14, який відрізняється тим, що система (13) для нагрівання початку (4) і кінця (5) стренги (2) передбачена відносно напрямку транспортування перед конструктивною групою (14), що містить стискальні колодки (20, 21) і пуансони (22).
Текст
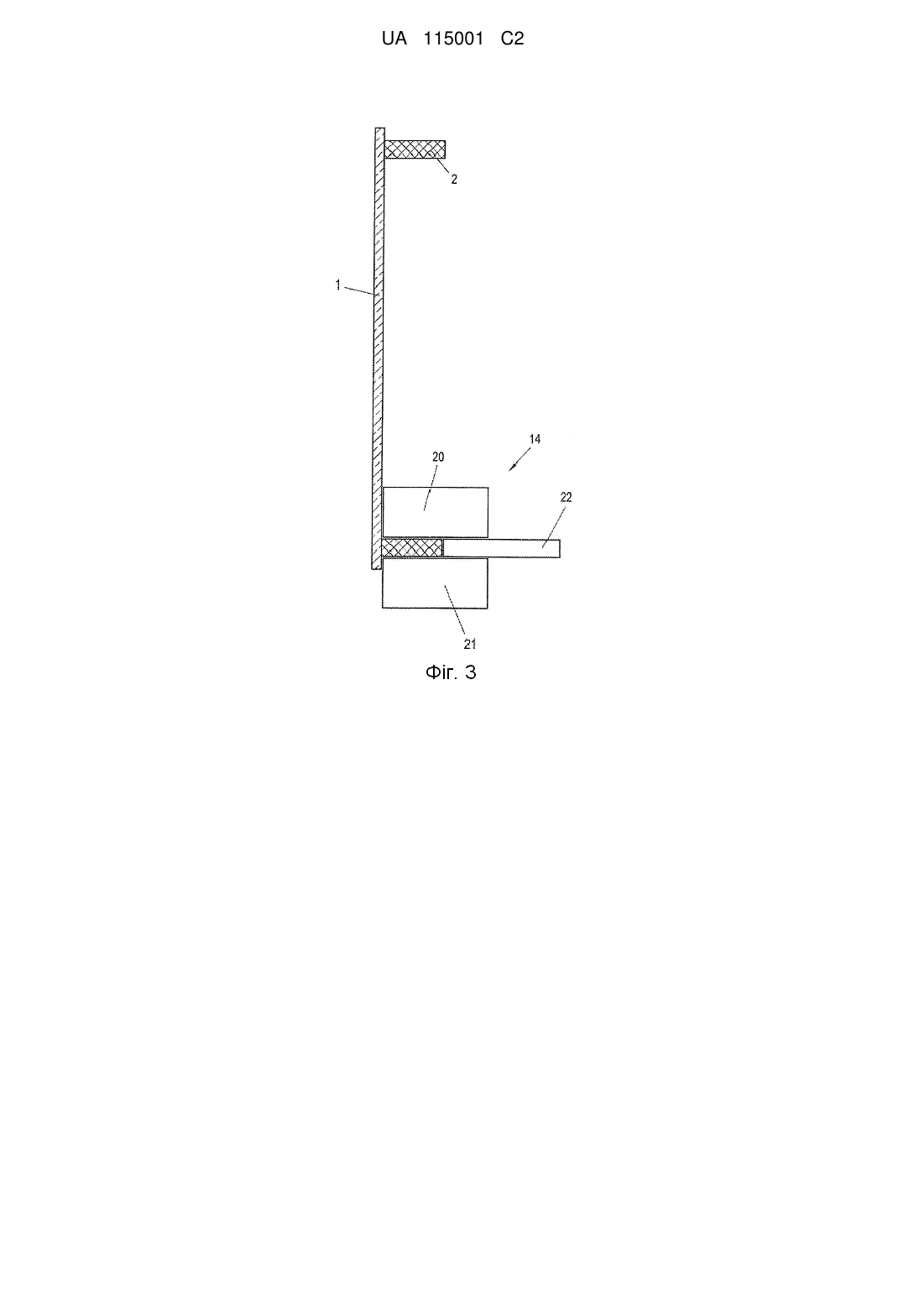
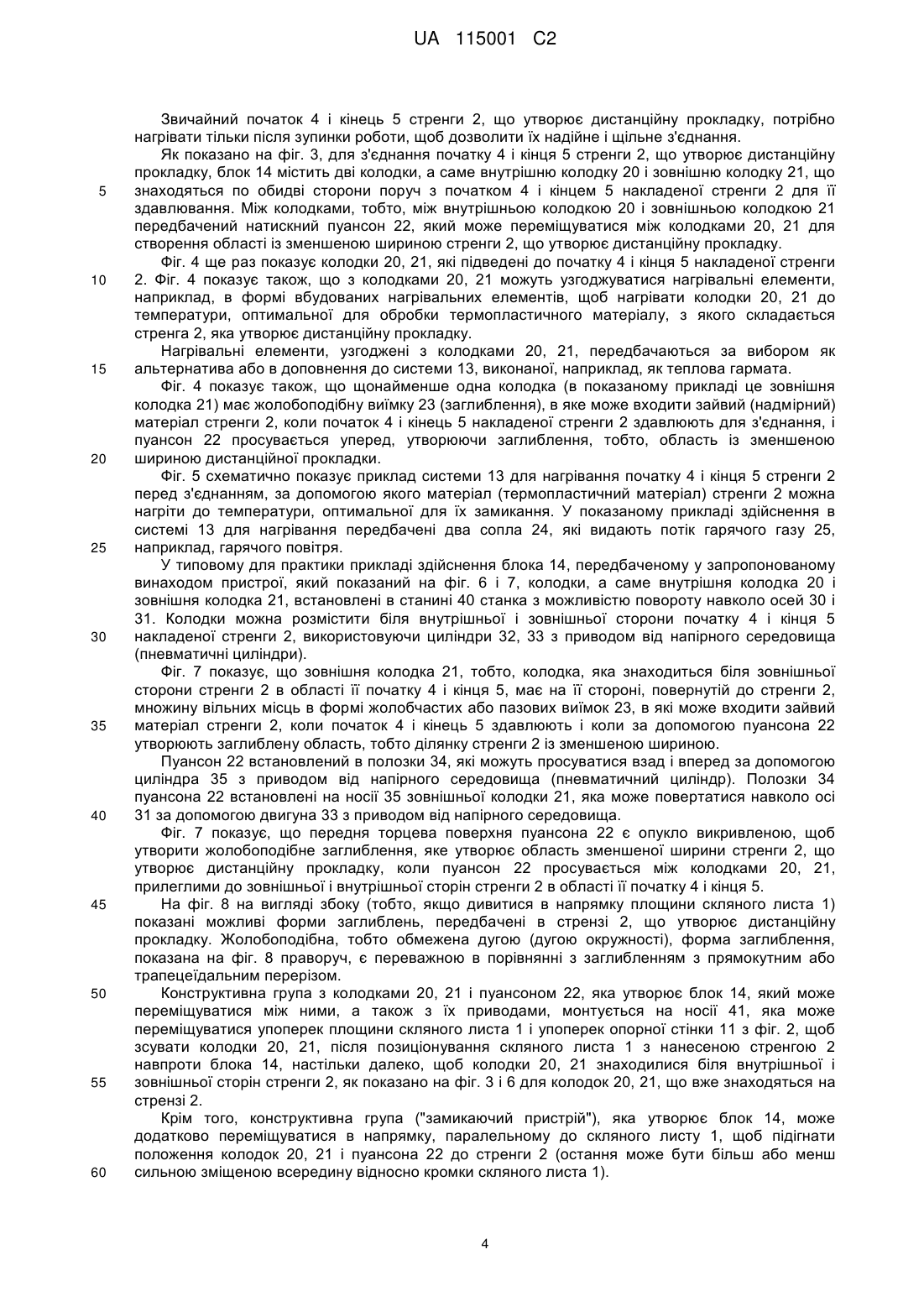
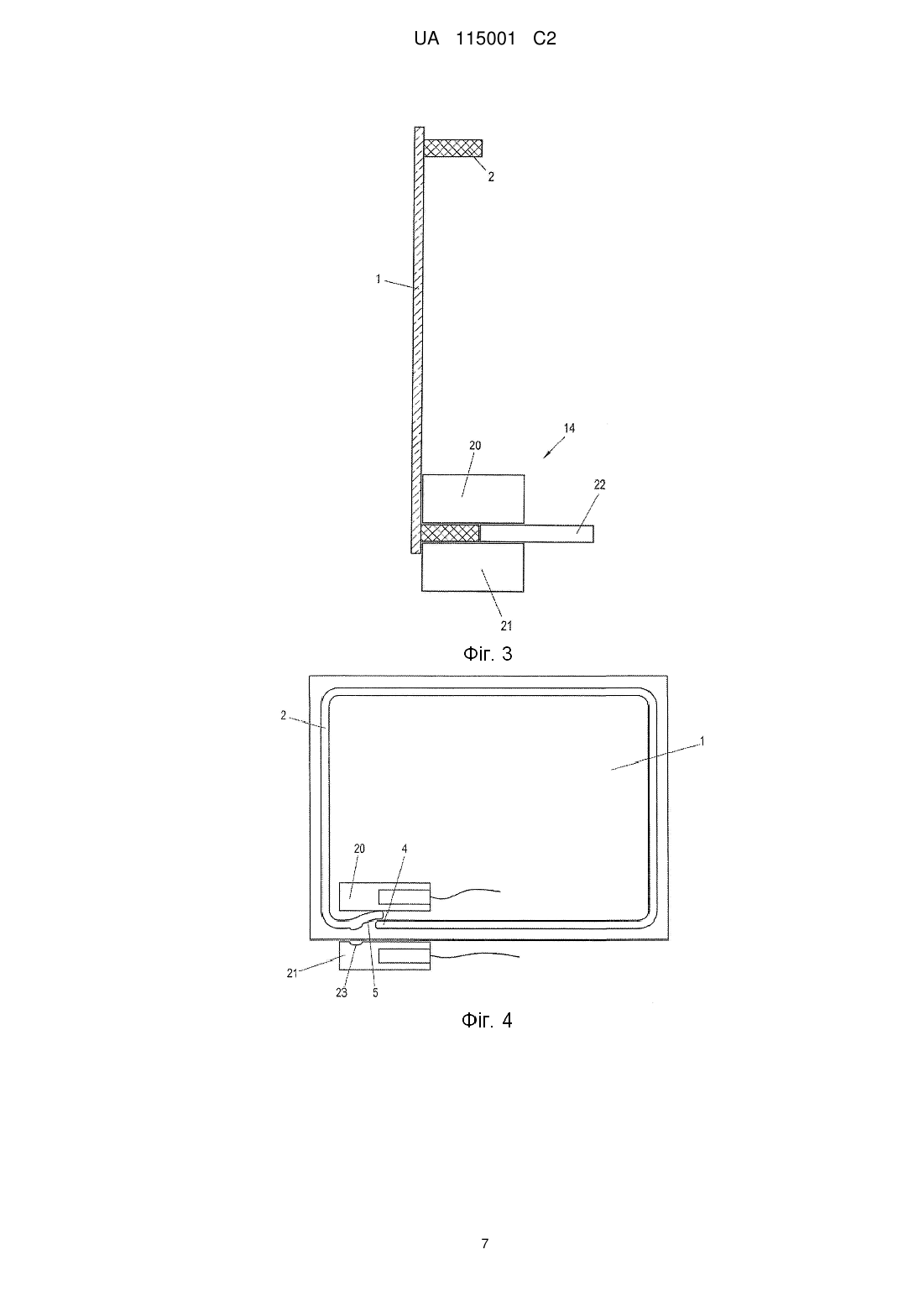
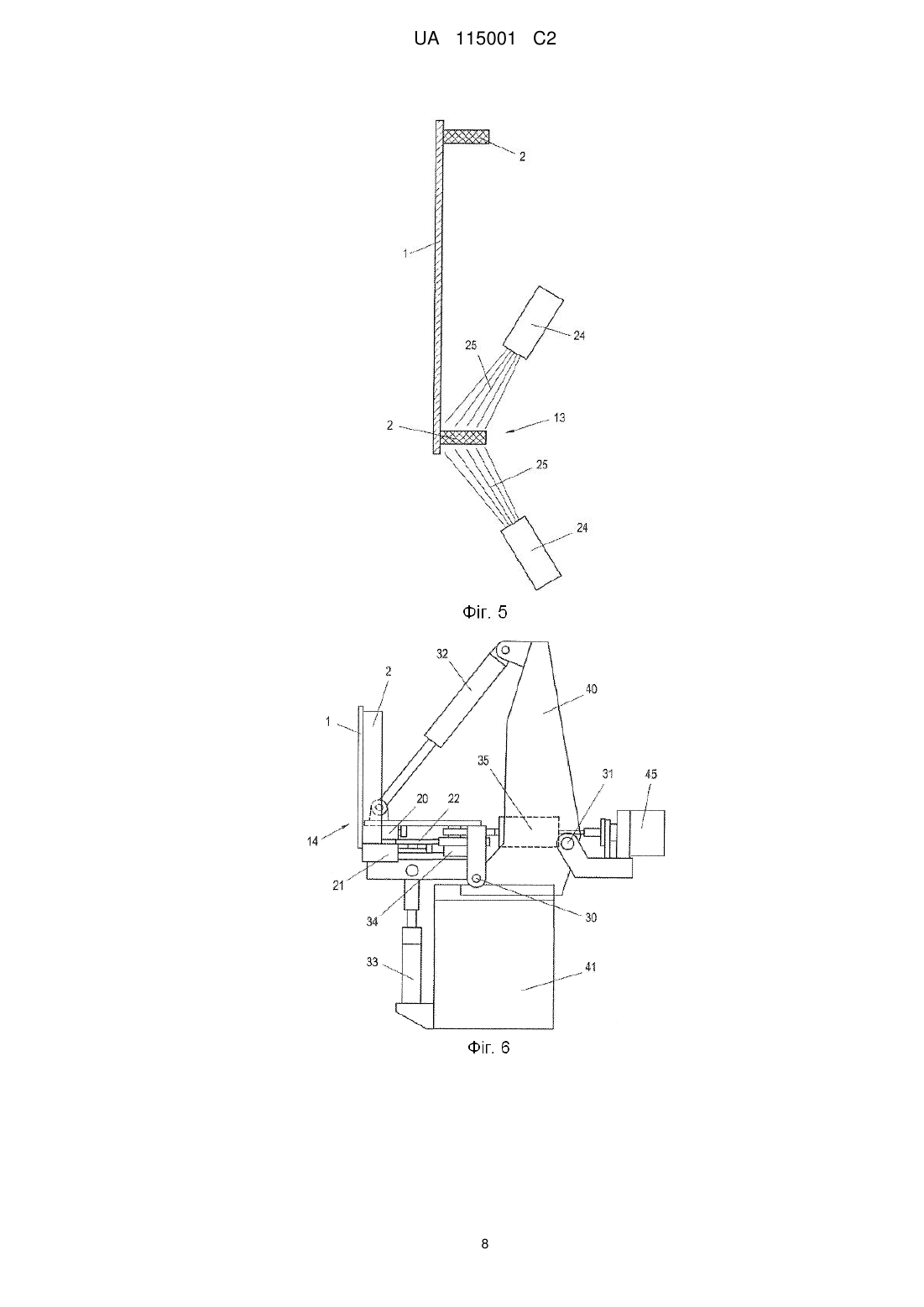
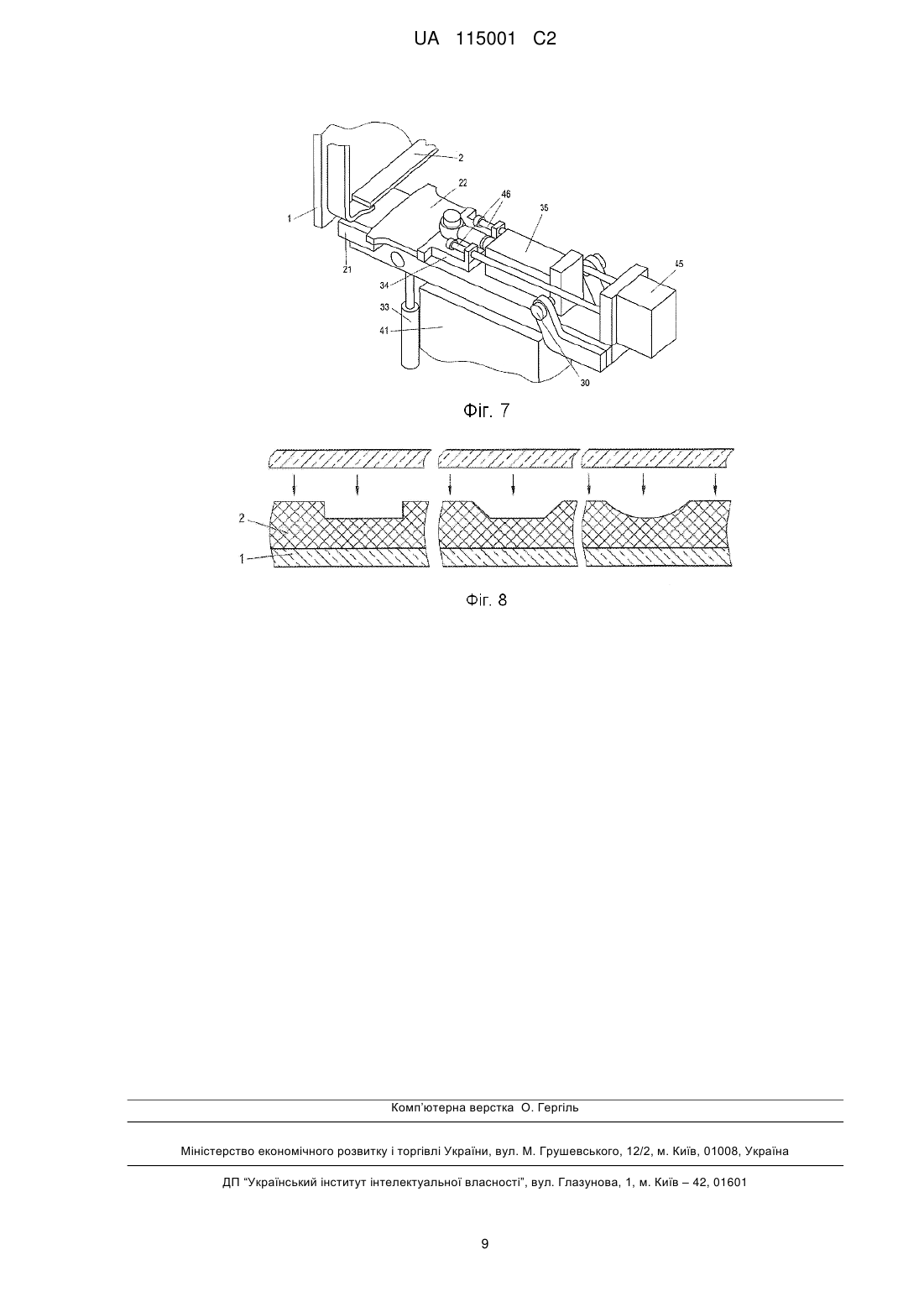
Реферат: Винахід стосується способу та пристрою для виготовлення термопластичних дистанційних прокладок при отриманні склопакетів. Для виготовлення дистанційної прокладки на скляний лист (1) наносять стренгу з термопластичного матеріалу (2), при якому початок (4) та кінець (5) стренги з’єднують один з одним. Вказаний термопластичний матеріал стискають за допомогою прилеглих до бічних поверхонь стренги (2) колодок (20, 21). В області утвореного таким чином стику між початком (4) і кінцем (5) стренги (2), що утворює дистанційну прокладку, ширину стренги (2) зменшують за допомогою пуансона (22) з опукло-викривленою робочою поверхнею, утворюючи заглиблення. Завдяки цьому заглибленню після збирання заготовки склопакета шляхом встановлення другого скляного листа на вільні краї стренги (2) утворюється отвір, що дозволяє вирівняти тиск при подальшому запресовуванні заготовки склопакета. UA 115001 C2 (12) UA 115001 C2 UA 115001 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується способу виготовлення дистанційних прокладок з термопластичного матеріалу в ході виготовлення склопакета, а також пристрою для здійснення способу згідно з винаходом. При отриманні склопакетів з дистанційними прокладками з термопластичного матеріалу процедура, наприклад, така, що стренгу з термопластичного матеріалу, з якої буде утворена дистанційна прокладка, розміщують ("наносять") на скляний лист, причому стренга знаходиться на деякій відстані (відступ) від кромки скляного листа, тобто, встановлюють зі зміщенням всередину відносно кромки скляного листа. Після того як стренга, яка утворює дистанційну прокладку, буде встановлена на місце, початок і кінець стренги з'єднують один з одним, здавлюючи перекривні кінці стренги. Після того як дистанційна прокладка з термопластичного матеріалу буде замкнута таким способом, на місце встановлюють другий скляний лист (збирання заготовки склопакета), і заготовку склопакета запресовують в заданому ступені, щоб отримати розрахункову зовнішню товщину (відстань між зовнішніми поверхнями скляних листів заготовки склопакета). При запресовуванні заготовки склопакета відстань між скляними листами зменшується, так що всередині заготовки склопакета може утворитися надмірний тиск, що небажано. Щоб уникнути цього, в EP 0805254 B1 пропонується наносити стренгу з термопластичного матеріалу місцями із зменшеною шириною, щоб після збирання і перед запресовуванням заготовки склопакета залишався вільний отвір, через який газ або повітря могло виходити з внутрішнього простору заготовки, коли її запресовують. У EP 0805254 B1 пропонується також виконати ділянку стренги з термопластичного матеріалу із зменшеною шириною, щоб в результаті зменшити кількість термопластичного матеріалу, що видавлюється в цьому місці. Спосіб згідно з EP 0805254 B1 невигідний тим, що він спричиняє порівняно трудомістку процедуру формування дистанційної прокладки з ділянками зменшеної ширини. Крім того, цей відомий спосіб часто дає слабкі з'єднання, оскільки запресовування в цих місцях не дуже ефективне. Документ DE 4231424 А (= WO 94/06992 А) описує спосіб отримання склопакетів, в яких скляні листи утримуються на відстані пластмасовою дистанційною прокладкою і приклеєні один до одного. Збирання склопакетів здійснюють тим, що спочатку дистанційну прокладку в формі стренги розміщують на першому скляному листі вздовж його кромок, потім герметизують зазори, які залишилися, між кінцями дистанційної прокладки. Щонайменше один з двох скляних листів пружно згинають вздовж однієї частини його периметра і з'єднують з іншим скляним листом з дистанційною прокладкою таким чином, щоб залишити відкритим зазор між дистанційною прокладкою і другим скляним листом в зоні згину. Потім скляні листи притискають один до одного, і вигин іншого скляного листа усувається. DE 4231424 А розкриває також інструмент для замикання зазорів між кінцями дистанційної прокладки. Цей інструмент містить першу притискну деталь, яка вміщується на горизонтальній ділянці дистанційної прокладки, другу притискну деталь, яка вміщується на вертикальній ділянці дистанційної прокладки, а також клиноподібну п'яту, яка вміщується на кінцях дистанційної прокладки зсередини в напрямку, протилежному притискним деталям, так що кінці дистанційної прокладки затиснуті між притискними деталями, з одного боку, і п'ятою, з іншого боку. В результаті спільного тиску притискних деталей і п'яти зазор в дистанційній прокладці повинен легко і надійно закриватися при збереженні прямого кута між двома ділянками дистанційної прокладки, що поєднуються там. У DE 4231424 А згадується також притиск, який може бути розміщений перпендикулярно до скляного листа на ще вільній стороні дистанційної прокладки. Однак при такому притиску в дистанційній прокладці не утворюється ніяких заглиблень. Це також не є необхідним, оскільки при запресовуванні листів склопакета вирівнювання тиску може відбуватися в області відігнутої частини другого скляного листа. З EP 1002925 А відомо про заходи, що робляться при запресовуванні склопакета з термопластичною дистанційною прокладкою, які дозволяють вирівняти тиск, щоб можна було уникнути надмірного тиску всередині запресованого склопакета. Для цього, згідно з EP 1002925 А, щонайменше в одній точці термопластичної дистанційної прокладки, яка була нанесена напиленням на один зі скляних листів, передбачене плоске заглиблення. Це плоске заглиблення отримують деформацією в деяких місцях дистанційної прокладки в напрямку на скляний лист з напиленою дистанційною прокладкою. У цьому випадку дистанційну прокладку деформують в зоні заглиблення в такій же мірі, що і дистанційну прокладку при запресовуванні пакету, що складається зі скляних листів і дистанційної прокладки, для отримання склопакета. Вільна поверхня, повернута до другого скляного листа в зоні заглиблення, переважно знаходиться на відстані від скляного листа з напиленою дистанційною прокладкою, яка 1 UA 115001 C2 5 10 15 20 25 30 35 40 45 50 55 60 відповідає відстані між двома скляними листами в готовому запресованому склопакеті. Це вигідно тим, що в результаті, на відміну від надрізів в дистанційній прокладці, отримують склопакет, дистанційна прокладка якого має однакові властивості і розміри по всій її довжині. Вже пропонувалося (EP 805254 А) передбачити щонайменше один надріз в термопластичній дистанційній прокладці, напиленій на один скляний лист, на її стороні, повернутій до другого скляного листа, щоб дозволити вирівнювання тиску при запресовуванні склопакета. Однак такі надрізи збоку однієї дистанційної прокладки утворюють отвори для вирівнювання тиску лише з малою площею перерізу, так що у випадку бажаної короткої тривалості циклу вирівнювання тиску є неповним, і надмірний тиск зберігається в пресованому склопакеті. Недоліком способу, відомого з EP 805254 А, є те, що в зоні заглиблень, які отримують шляхом зменшення ширини дистанційної прокладки вже при напилені на скляний лист, "матеріал", а саме термопластик, в результаті відсутній. З US 2012/018936 A1 відомий спосіб виготовлення склопакета, згідно з яким як дистанційна прокладка використовується стренга, що складається з двох часткових смуг. В області кінців стренги, що утворює дистанційну прокладку, кінці виконані з площини, що змінюється упоперек склопакета товщиною, так що виходять кінці, що мають клиноподібну форму упоперек площини склопакета. Ці кінці з'єднуються один з одним при запресовуванні склопакета. Щоб при запресовуванні склопакета можна було вирівняти тиск, згідно з US 2012/0180936 A1, один з двох скляних листів згинають в області одного з його кутів, щоб створити отвір для вирівнювання тиску. В основі винаходу стоїть задача запропонувати спосіб і пристрій для здійснення способу, за допомогою яких можна вже при з'єднанні кінців стренги, що утворює дистанційну прокладку, простим і надійним чином створити щонайменше один отвір для вирівнювання тиску між дистанційною прокладкою і скляними листами. Згідно з винаходом, ця задача вирішується способом з ознаками, вказаними в незалежному пункті формули винаходу, що стосується способу. Що стосується пристрою, то поставлена в основу винаходу задача вирішується пристроєм з ознаками незалежного пункту формули винаходу, що стосується пристрою. Інші ознаки винаходу є об'єктами залежних пунктів. Перевагою способу згідно з винаходом є те, що ділянка дистанційної прокладки із зменшеною шириною утворюється, коли початок і кінець накладеної дистанційної прокладки з'єднують один з одним, тобто, коли дистанційна прокладка замикається. При цьому вигідно, що при виготовленні заглиблень дистанційна прокладка утримується збоку, коли її кінці з'єднують один з одним. Цим уникають небажаних деформацій дистанційної прокладки. Цей вигідний ефект має місце, оскільки колодки, за допомогою яких кінці дистанційної прокладки з'єднують один з одним, і натискний пуансон, за допомогою якого утворюється заглиблення в дистанційній прокладці, діє на дистанційну прокладку в одному і тому ж місці. Колодки запобігають деформації дистанційної прокладки, наприклад, збільшення ширини в напрямку площини скляного листа. На практиці при здійсненні запропонованого винаходом способу отримання дистанційної прокладки з накладеної на скляний лист стренги (нитки), що складається з термопластичного матеріалу і утворюючої дистанційну прокладку, діють, наприклад, таким чином: На скляний лист, який орієнтований, наприклад, по суті вертикально (нахилений назад на декілька градусів), наносять стренгу з термопластичного матеріалу. Початок і кінець стренги не доходять на деяку відстань до кута скляного листа і перекривають один одного. Коли накладають стренгу, яка утворює дистанційну прокладку, її розміщують на деякій відстані від кромки скляного листа, щоб в заготовці склопакета утворилося відкрите назовні торцеве з'єднання, яке потім заповнюють (запечатують) герметиком (запечатувана маса). Щоб замкнути дистанційну прокладку, початок і кінець стренги, що утворює дистанційну прокладку, з обох сторін притискають колодками, які знаходяться біля початку і кінця стренги. Одночасно з притисненням або через деякий час після цього за допомогою пуансона, який рухається упоперек площини скляного листа між колодками, що знаходяться біля початку і кінця стренги, за допомогою деформації стренги утворюють в ній заглиблення, тобто, зону, в якій дистанційна прокладка має зменшену ширину. При цьому переважно використовувати пуансон, що має опукло викривлену передню торцеву поверхню, що впливає на стренгу, так, що в ній утворюється приблизно жолобоподібне заглиблення. Заглиблення знаходиться у вільній бічній поверхні стренги, тобто, в бічній поверхні стренги, повернутій від скляного листа, на якому була розміщена стренга. Якщо дивитися збоку, заглиблення переважно є викривленими. Зокрема, кривизна, щонайменше приблизно, має форму дуги окружності. Заглиблення з прямокутним або 2 UA 115001 C2 5 10 15 20 25 30 35 40 45 50 55 трапецієподібним перерізом також допустимі, але можуть бути проблематичними, оскільки в області кутів при стисненні можуть утворитися повітряні кармани. У зоні жолобоподібного заглиблення стренга має ширину, що вимірюється упоперек площини скляного листа, меншу, ніж ширина стренги в її області, що знаходиться зовні жолоба. Щоб полегшити замикання і стиснення заглиблення для отримання області дистанційної прокладки із зменшеною шириною, можна передбачити нагрівання матеріалу стренги, яка утворює дистанційну прокладку. За допомогою пристрою згідно з винаходом можна отримати заглиблення в дистанційних прокладках, що дозволяють вирівняти тиск при запресовуванні заготовок склопакета, навіть на деякій відстані від стику, тобто, в суцільних і замкнутих областях стренги, яка утворює дистанційну прокладку. У рамках винаходу можна забезпечити щонайменше одну з колодок щонайменше однією виїмкою, розташованою в її прилеглій до стренги поверхні, так що утворюється простір, в який може перетікати зайвий матеріал, коли початок і кінець замикають за допомогою колодок, а за допомогою пуансона формують заглиблення. Ця щонайменше одна виїмка переважно передбачена тільки в колодці, яка прилягає до зовнішньої сторони стренги. В одному можливому варіанті здійснення винаходу передбачено, що заглиблення виконане як локальне зменшення ширини стренги, що утворює дистанційну прокладку. В одному можливому варіанті здійснення винаходу передбачено, що заглиблення виконане з увігнутою зовнішньою поверхнею. В одному можливому варіанті здійснення винаходу передбачено, що колодки обладнані нагрівальним елементом. Інші деталі, ознаки і переваги способу згідно з винаходом, з одного боку, і пристрої згідно з винаходом, з іншого боку, виявляються з нижченаведеного опису переважних варіантів здійснення за допомогою частково схематичних креслень. Показано: фіг. 1: вигляд скляного листа з накладеною дистанційною прокладкою, початок і кінець якої ще не замкнуті, фіг. 2: пристрій для здійснення способу згідно з винаходом, фіг. 3: схема базової конструкції пристрою згідно з винаходом, фіг. 4: колодки (деталі опущені), передбачені для з'єднання початку і кінця дистанційної прокладки, фіг. 5: схема пристрою для нагрівання початку і кінця дистанційної прокладки, фіг. 6: вигляд збоку пристрою згідно з винаходом в одному варіанті здійснення, фіг. 7: варіант здійснення з фіг. 6 в косій проекції і без колодки, що розміщується біля стренги з внутрішньої сторони, і фіг. 8: можливі форми заглиблення в дистанційній прокладці. Фіг. 1 показує скляний лист 1, на який нанесена дистанційна прокладка в формі стренги (нитки) 2 з термопластичного матеріалу на деякій відстані від кромки 3 скляного листа 1. Фіг. 1 показує також, що початок 4 і кінець 5 стренги 2, що утворює дистанційну прокладку, перекриваються, причому кінець 5 стренги 2 переважно знаходиться, відносно скляного листа 1, всередині початку 4 стренги. У цьому випадку початок 4 стренги 2 накладають на скляний лист таким чином, щоб він щонайменше приблизно знаходився на одній лінії з наступною дистанційною прокладкою. Фіг. 2 показує пристрій 10, в якому початок 4 і кінець 5 стренги 2, що утворює дистанційну прокладку, можна з'єднати один з одним, щоб замкнути дистанційну прокладку. Пристрій 10 містить опорну стінку 11, наприклад, опорну стінку на роликах або опорну стінку на повітряній подушці, на нижньому краю якої передбачена транспортуюча система 12 в формі роликового конвеєра або конвеєрної стрічки. Транспортуюча система 12 приводиться в дію серводвигуном. Скляний лист 1 з накладеною стренгою 2, що утворює дистанційну прокладку, переміщується в положення системи 13 для нагрівання початку 4 і кінця 5 стренги 2, потім в положення блока 14, за допомогою якого початок 4 і кінець 5 накладеної стренги 2, що утворює дистанційну прокладку, щільно з'єднують один з одним. Нарешті, скляний лист 1 із замкнутою дистанційною прокладкою переміщується далі на станцію (не показана) збирання заготовки склопакета (при необхідності з наповненням газом, відмінним від повітря). У випадку роликового конвеєра система 13 для нагрівання і блок 14 знаходяться в їх робочому положенні між сусідніми роликами. У випадку транспортуючої системи 12, що містить конвеєрні стрічки, система 13 і блок 14 встановлені в зазорах транспортуючої системи, наприклад, між секціями конвеєрної стрічки, або конвеєрна стрічка відхиляється вниз в області системи 13 і/або блока 14. 3 UA 115001 C2 5 10 15 20 25 30 35 40 45 50 55 60 Звичайний початок 4 і кінець 5 стренги 2, що утворює дистанційну прокладку, потрібно нагрівати тільки після зупинки роботи, щоб дозволити їх надійне і щільне з'єднання. Як показано на фіг. 3, для з'єднання початку 4 і кінця 5 стренги 2, що утворює дистанційну прокладку, блок 14 містить дві колодки, а саме внутрішню колодку 20 і зовнішню колодку 21, що знаходяться по обидві сторони поруч з початком 4 і кінцем 5 накладеної стренги 2 для її здавлювання. Між колодками, тобто, між внутрішньою колодкою 20 і зовнішньою колодкою 21 передбачений натискний пуансон 22, який може переміщуватися між колодками 20, 21 для створення області із зменшеною шириною стренги 2, що утворює дистанційну прокладку. Фіг. 4 ще раз показує колодки 20, 21, які підведені до початку 4 і кінця 5 накладеної стренги 2. Фіг. 4 показує також, що з колодками 20, 21 можуть узгоджуватися нагрівальні елементи, наприклад, в формі вбудованих нагрівальних елементів, щоб нагрівати колодки 20, 21 до температури, оптимальної для обробки термопластичного матеріалу, з якого складається стренга 2, яка утворює дистанційну прокладку. Нагрівальні елементи, узгоджені з колодками 20, 21, передбачаються за вибором як альтернатива або в доповнення до системи 13, виконаної, наприклад, як теплова гармата. Фіг. 4 показує також, що щонайменше одна колодка (в показаному прикладі це зовнішня колодка 21) має жолобоподібну виїмку 23 (заглиблення), в яке може входити зайвий (надмірний) матеріал стренги 2, коли початок 4 і кінець 5 накладеної стренги 2 здавлюють для з'єднання, і пуансон 22 просувається уперед, утворюючи заглиблення, тобто, область із зменшеною шириною дистанційної прокладки. Фіг. 5 схематично показує приклад системи 13 для нагрівання початку 4 і кінця 5 стренги 2 перед з'єднанням, за допомогою якого матеріал (термопластичний матеріал) стренги 2 можна нагріти до температури, оптимальної для їх замикання. У показаному прикладі здійснення в системі 13 для нагрівання передбачені два сопла 24, які видають потік гарячого газу 25, наприклад, гарячого повітря. У типовому для практики прикладі здійснення блока 14, передбаченому у запропонованому винаходом пристрої, який показаний на фіг. 6 і 7, колодки, а саме внутрішня колодка 20 і зовнішня колодка 21, встановлені в станині 40 станка з можливістю повороту навколо осей 30 і 31. Колодки можна розмістити біля внутрішньої і зовнішньої сторони початку 4 і кінця 5 накладеної стренги 2, використовуючи циліндри 32, 33 з приводом від напірного середовища (пневматичні циліндри). Фіг. 7 показує, що зовнішня колодка 21, тобто, колодка, яка знаходиться біля зовнішньої сторони стренги 2 в області її початку 4 і кінця 5, має на її стороні, повернутій до стренги 2, множину вільних місць в формі жолобчастих або пазових виїмок 23,в які може входити зайвий матеріал стренги 2, коли початок 4 і кінець 5 здавлюють і коли за допомогою пуансона 22 утворюють заглиблену область, тобто ділянку стренги 2 із зменшеною шириною. Пуансон 22 встановлений в полозки 34, які можуть просуватися взад і вперед за допомогою циліндра 35 з приводом від напірного середовища (пневматичний циліндр). Полозки 34 пуансона 22 встановлені на носії 35 зовнішньої колодки 21, яка може повертатися навколо осі 31 за допомогою двигуна 33 з приводом від напірного середовища. Фіг. 7 показує, що передня торцева поверхня пуансона 22 є опукло викривленою, щоб утворити жолобоподібне заглиблення, яке утворює область зменшеної ширини стренги 2, що утворює дистанційну прокладку, коли пуансон 22 просувається між колодками 20, 21, прилеглими до зовнішньої і внутрішньої сторін стренги 2 в області її початку 4 і кінця 5. На фіг. 8 на вигляді збоку (тобто, якщо дивитися в напрямку площини скляного листа 1) показані можливі форми заглиблень, передбачені в стрензі 2, що утворює дистанційну прокладку. Жолобоподібна, тобто обмежена дугою (дугою окружності), форма заглиблення, показана на фіг. 8 праворуч, є переважною в порівнянні з заглибленням з прямокутним або трапецеїдальним перерізом. Конструктивна група з колодками 20, 21 і пуансоном 22, яка утворює блок 14, який може переміщуватися між ними, а також з їх приводами, монтується на носії 41, яка може переміщуватися упоперек площини скляного листа 1 і упоперек опорної стінки 11 з фіг. 2, щоб зсувати колодки 20, 21, після позиціонування скляного листа 1 з нанесеною стренгою 2 навпроти блока 14, настільки далеко, щоб колодки 20, 21 знаходилися біля внутрішньої і зовнішньої сторін стренги 2, як показано на фіг. 3 і 6 для колодок 20, 21, що вже знаходяться на стрензі 2. Крім того, конструктивна група ("замикаючий пристрій"), яка утворює блок 14, може додатково переміщуватися в напрямку, паралельному до скляного листу 1, щоб підігнати положення колодок 20, 21 і пуансона 22 до стренги 2 (остання може бути більш або менш сильною зміщеною всередину відносно кромки скляного листа 1). 4 UA 115001 C2 5 10 Резюмуючи сказане, варіант здійснення винаходу можна описати таким чином: При виготовленні склопакета, що містить щонайменше два скляних листи 1 і щонайменше одну дистанційну прокладку, яка знаходиться між скляними листами з термопластичного матеріалу, замикання початку 4 і кінця 5 стренги 2 з термопластичного матеріалу, що утворює дистанційну прокладку, здійснюють шляхом здавлювання термопластичного матеріалу колодками 20, 21, прилеглими до бічних поверхонь стренги 2. В області отриманого таким чином закритого стику між початком 4 і кінцем 5 стренги 2 ширина стренги 2 зменшується з утворенням заглиблення за допомогою натискного пуансона 22 з опукло викривленою активною поверхнею. Завдяки цьому заглибленню після збирання заготовки склопакета шляхом накладення другого скляного листа на вільні кромки стренги 2 утворюється отвір, що дозволяє вирівняти тиск при подальшому запресовуванні заготовки склопакета. ФОРМУЛА ВИНАХОДУ 15 20 25 30 35 40 45 50 55 1. Спосіб виготовлення дистанційної прокладки, при якому як дистанційну прокладку на скляний лист (1) наносять стренгу (2) з термопластичного матеріалу і при якому початок (4) і кінець (5) стренги (2) з'єднують один з одним, який відрізняється тим, що в зоні стику, в якому початок (4) і кінець (5) стренги (2) з'єднують один з одним, за допомогою деформації стренги (2) виготовляють заглиблення, коли початок (4) і кінець (5) стренги (2) з'єднують один з одним, і причому для виготовлення заглиблення застосовують натискний пуансон (22), який просувають уперед, в той час як до бічних поверхонь стренги (2) прикладають колодки (20, 21) для з'єднання початку (4) і кінця (5) стренги (2). 2. Спосіб за п. 1, який відрізняється тим, що використовують натискний пуансон (22), що має опукло-викривлену торцеву поверхню. 3. Спосіб за п. 1 або 2, який відрізняється тим, що колодки (20, 21) і натискний пуансон (22) впливають на одне і те ж місце стренги (2) дистанційної прокладки. 4. Пристрій для здійснення способу за одним з пп. 1-3 з колодками (20, 21), які можна прикласти до бічних поверхонь стренги (2) з термопластичного матеріалу для з'єднання початку (4) і кінця (5), який відрізняється тим, що передбачений пуансон (22), який може переміщуватися зі свого положення готовності в робоче положення, в якому він знаходиться між колодками (20, 21), і знов назад в положення готовності. 5. Пристрій за п. 4, який відрізняється тим, що колодки (20, 21) можна переміщувати з положення готовності, в якому вони знаходяться на деякій відстані від стренги (2) з термопластичного матеріалу, в робоче положення, в якому вони збоку перекривають стренгу (2) з термопластичного матеріалу, і знову назад. 6. Пристрій за п. 4 або 5, який відрізняється тим, що колодки (20, 21) з обох сторін можна прикласти до бічних поверхонь початку (4) і кінця (5) стренги (2) за допомогою поворотного руху. 7. Пристрій за одним з пп. 4-6, який відрізняється тим, що в щонайменше одній з колодок (20, 21), зокрема в колодці (21), прилеглій до зовнішньої сторони стренги (2), передбачене щонайменше одне вільне положення (23), зокрема, в формі, наприклад, жолобоподібної виїмки. 8. Пристрій за одним з пп. 4-7, який відрізняється тим, що конструктивна група, яка утворює замикаючий блок (14), що містить дві колодки (20, 21) і натискний пуансон (22), встановлена на носії (41), яка може переміститися лінійно паралельно площині скляного листа (1), на яку нанесена стренга (2). 9. Пристрій за одним з пп. 4-8, який відрізняється тим, що з колодками (20, 21) і натискним пуансоном (22), зокрема конструктивною групою (14), що містить вказані компоненти, узгоджено пристроєм (10) для транспортування скляних листів (1), на яких нанесена стренга (2) з термопластичного матеріалу. 10. Пристрій за п. 9, який відрізняється тим, що пристрій (10) містить систему (11) для бічного обпирання скляного листа, причому вказана система орієнтована по суті вертикально, а на нижньому краю системи (11) для обпирання - систему (12) для транспортування. 11. Пристрій за п. 10, який відрізняється тим, що система (11) для обпирання являє собою стінку на повітряній подушці, майданчик на роликах або майданчик на опорних валках. 12. Пристрій за п. 10 або 11, який відрізняється тим, що система (12) для транспортування містить роликовий конвеєр і/або стрічковий конвеєр на нижньому краю опорної системи. 13. Пристрій за п. 12, який відрізняється тим, що у випадку транспортера (12) в формі конвеєрної стрічки, зокрема зубчатого ременя, конвеєрна стрічка в області конструктивної групи (14), що містить колодки (20, 21) і пуансони (22), відхилена вниз. 5 UA 115001 C2 5 14. Пристрій за одним з пп. 5-13, який відрізняється тим, що передбачена система (13) для нагрівання стренги (2), що утворює дистанційну прокладку, причому система (13) для нагрівання переважно містить щонайменше одне сопло (24), з якого тече нагрітий газ, наприклад, повітря. 15. Пристрій за п. 14, який відрізняється тим, що система (13) для нагрівання початку (4) і кінця (5) стренги (2) передбачена відносно напрямку транспортування перед конструктивною групою (14), що містить стискальні колодки (20, 21) і пуансони (22). 6 UA 115001 C2 7 UA 115001 C2 8 UA 115001 C2 Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for producing thermoplastic spacers
Автори англійськоюMader, Leopold, Karner, Leopold, Schorghuber, Manuel
Автори російськоюМадэр Леопольд, Карнэр Леопольд, Шергхубер Мануэль
МПК / Мітки
МПК: E06B 3/673
Мітки: термопластичних, прокладок, пристрій, спосіб, виготовлення, дистанційних
Код посилання
<a href="https://ua.patents.su/11-115001-sposib-i-pristrijj-dlya-vigotovlennya-termoplastichnikh-distancijjnikh-prokladok.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для виготовлення термопластичних дистанційних прокладок</a>
Спосіб виготовлення ізоляційних прокладок для колекторів
Номер патенту: 8912
Опубліковано: 30.09.1996
Автори: Череп Дмитро Олексійович, Єлін Володимир Афанасійович, Ткачев Віктор Ігнатович, Богуславський Адольф Ілліч, Грім Владислав Тимофійович
МПК: H01R 43/06
Мітки: виготовлення, прокладок, колекторів, спосіб, ізоляційних
Формула / Реферат:
1. Способ изготовления изоляционных прокладок для коллекторов, включающий вырубку прокладок из листа изоляционного материала, их проталкивание через матрицу штампа и последующее удаление из штампа, отличающийся тем, что, с целью уменьшения отходов за счет рационального раскроя и повышения качества изготавливаемых изделий за счет исключения расслоения материала по контуру прокладки, перед вырубкой прокладок вырубают заготовку с контуром,...
Спосіб виготовлення штапельного волокна із розплавів термопластичних матеріалів та пристрій для його здійснення
Номер патенту: 59076
Опубліковано: 15.09.2005
Автор: Божко Василь Іванович
МПК: C03B 37/01
Мітки: термопластичних, спосіб, здійснення, виготовлення, розплавів, пристрій, штапельного, матеріалів, волокна
Формула / Реферат:
Застосування гомогенату личинок трутнів до 21 дня розвитку як активного агента засобу, призначеного для лікування екзем різної етіології. Застосування за п.1, яке відрізняється тим, що екземою є мікотична екзема. Застосування гомогенату личинок трутнів до 21 дня розвитку як активного агента засобу, призначеного для лікування хвороб сальних залоз. Застосування за п. 3, яке відрізняється тим, що захворюванням сальних залоз є ...
Пристрій для виготовлення штапельного волокна із розплавів термопластичних матеріалів
Номер патенту: 38931
Опубліковано: 26.01.2009
Автори: Ященко Ольга Михайлівна, Чувашов Юрій Миколайович, Колєда Тетяна Миколаївна, Божко Василь Іванович, Рибалка Євген Олексійович, Криловський Микола Миколайович, Кузьменко Катерина Сергіївна
МПК: C03B 37/00, C03B 5/00
Мітки: термопластичних, пристрій, штапельного, матеріалів, волокна, виготовлення, розплавів
Формула / Реферат:
1. Пристрій для виготовлення штапельного волокна із розплавів термопластичних матеріалів, який включає фідер, пальник, живильник, дуттьовий пристрій, який відрізняється тим, що він додатково забезпечений електронагрівачем, який встановлений між отвором живильника та отвором дуттьового пристрою.2. Пристрій для виготовлення штапельного волокна із розплавів термопластичних матеріалів за 1, який відрізняється тим, що електронагрівач має...
Пристрій для виготовлення армованих термопластичних рукавів
Номер патенту: 3960
Опубліковано: 15.12.2004
Автори: Шматченко Василь Іванович, Кисельов Олексій Олександрович, Волков Володимир Миколайович, Корінько Іван Васильович, Піліграм Сергій Сергійович
МПК: B65H 81/00, B29C 53/00
Мітки: пристрій, термопластичних, рукавів, виготовлення, армованих
Формула / Реферат:
1. Пристрій для виготовлення армованих термопластичних рукавів, що містить обертову циліндричну оправку, екструдер, встановлений на рухомій платформі з можливістю переміщення вздовж подовжньої осі циліндричної оправки і контактування наконечника екструдерної головки з оправкою, який відрізняється тим, що екструдер установлений на рамі, яка з'єднана з рухомою платформою циліндричним шарніром, вісь якого паралельна подовжній осі оправки, на...
Пристрій для виготовлення штапельного волокна із розплавів термопластичних матеріалів

Номер патенту: 53139
Опубліковано: 27.09.2010
Автори: Рибалка Євген Олексійович, Ященко Ольга Михайлівна, Мягков Вячеслав Олександрович, Божко Василь Іванович, Чувашов Юрій Миколайович
МПК: C03B 5/00
Мітки: штапельного, виготовлення, термопластичних, розплавів, пристрій, матеріалів, волокна
Формула / Реферат:
Пристрій для виготовлення штапельного волокна із розплавів термопластичних матеріалів, який включає фідер, пальник, живильник, дуттьовий пристрій, який відрізняється тим, що він додатково забезпечений електромагнітом, який встановлений на вихідному отворі дуттьового пристрою.
Попередній патент: Спосіб наплавлення тиглів сировиною для вирощування монокристалів
Наступний патент: Паливно-паровий двигун внутрішнього згоряння
Випадковий патент: Форма h