Пристрій для виготовлення армованих термопластичних рукавів
Номер патенту: 3960
Опубліковано: 15.12.2004
Автори: Піліграм Сергій Сергійович, Кисельов Олексій Олександрович, Волков Володимир Миколайович, Шматченко Василь Іванович, Корінько Іван Васильович
Формула / Реферат
1. Пристрій для виготовлення армованих термопластичних рукавів, що містить обертову циліндричну оправку, екструдер, встановлений на рухомій платформі з можливістю переміщення вздовж подовжньої осі циліндричної оправки і контактування наконечника екструдерної головки з оправкою, який відрізняється тим, що екструдер установлений на рамі, яка з'єднана з рухомою платформою циліндричним шарніром, вісь якого паралельна подовжній осі оправки, на зазначеній рамі на протилежній екструдерній головці стороні встановлений накопичувач лінійної арматури, зв'язаний з засобами подачі лінійної арматури через екструдерну головку до оправки.
2. Пристрій за п. 1, який відрізняється тим, що накопичувач лінійної арматури виконаний в вигляді барабана, установленого на рамі з можливістю обертання навколо осі, паралельній осі циліндричного шарніра.
3. Пристрій за п. 1, який відрізняється тим, що рама підпружинена відносно рухомої платформи з боку екструдерної головки пружиною розтягання.
4. Пристрій за п. 1, який відрізняється тим, що рама підпружинена відносно рухомої платформи з боку накопичувача лінійної арматури пружиною стиску.
Текст
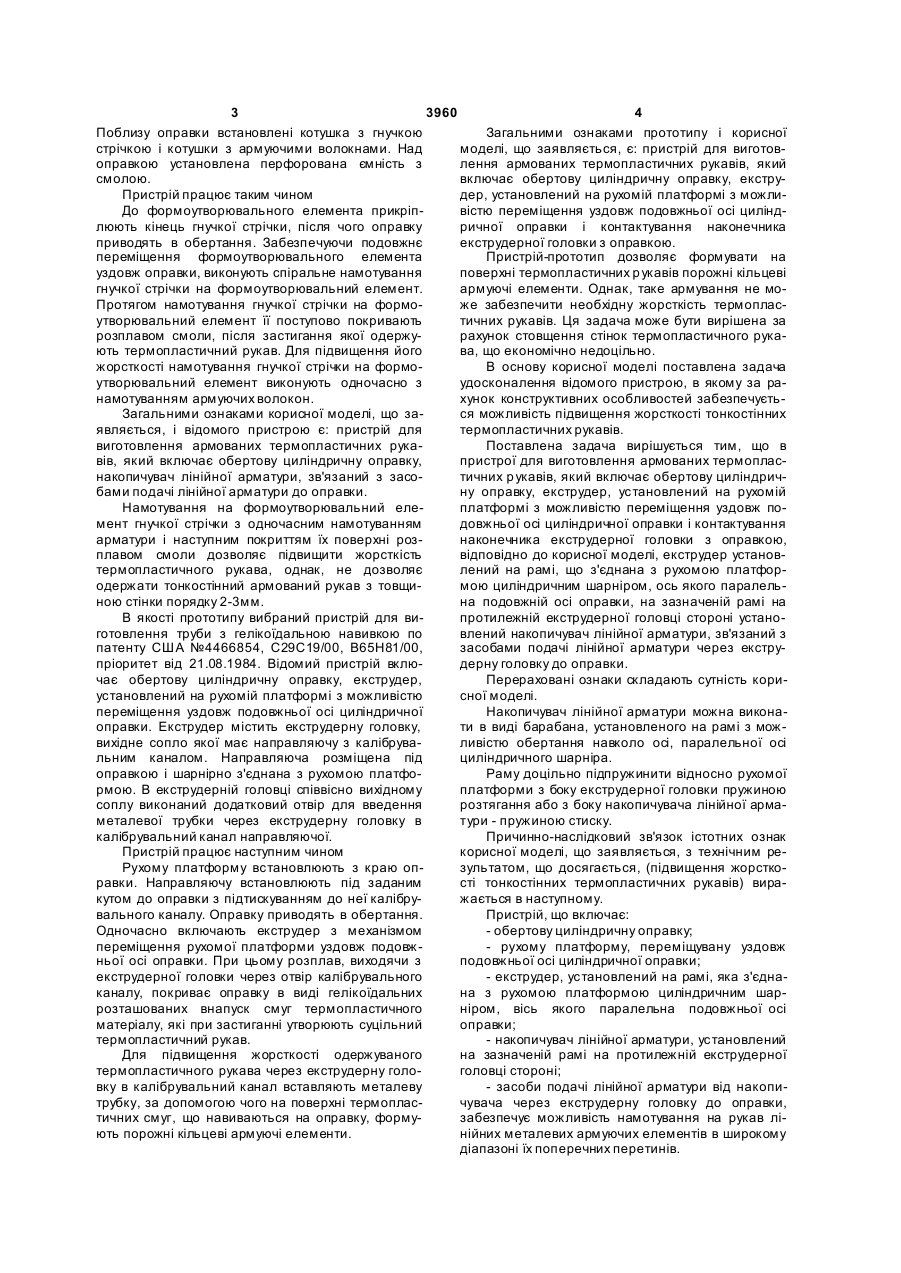
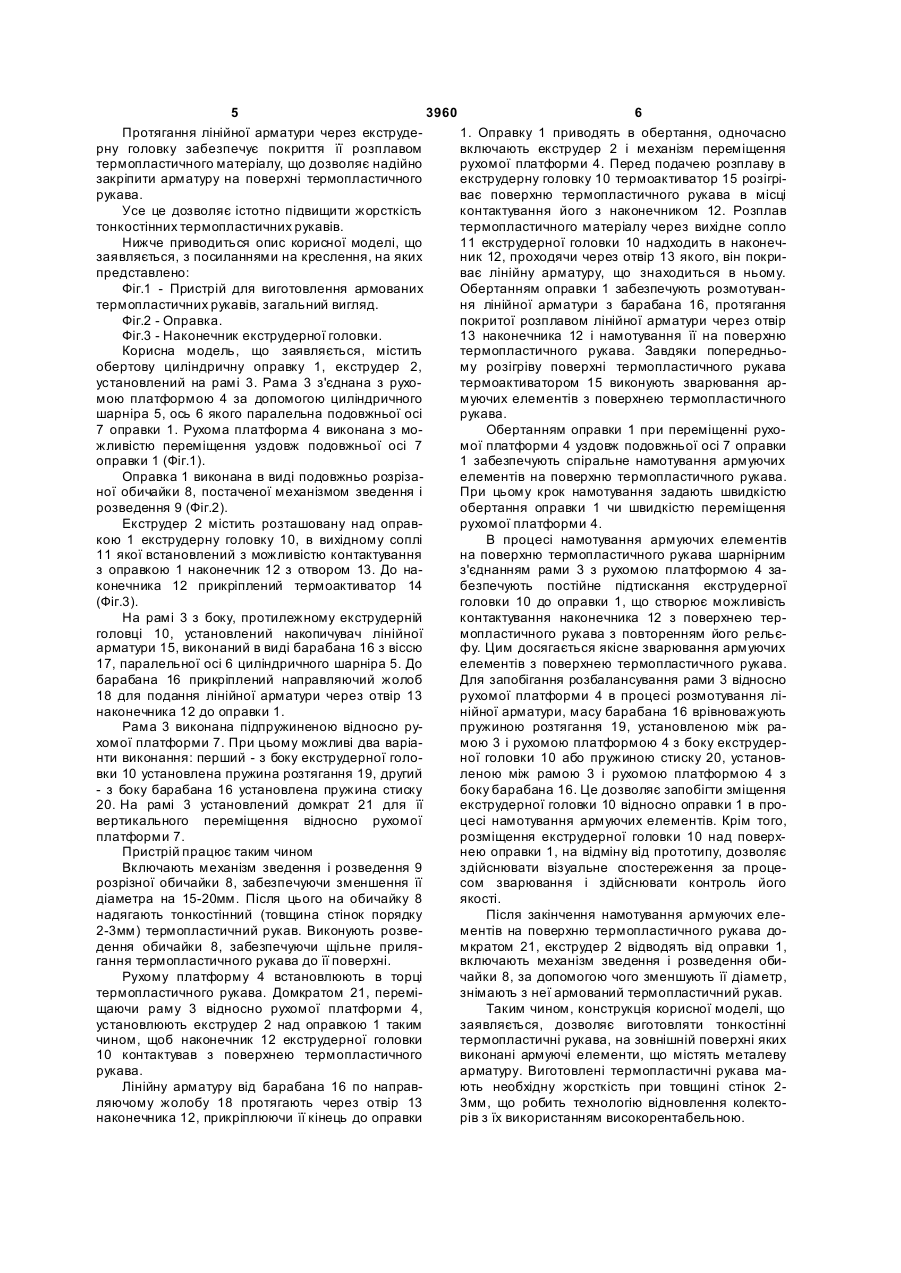
1. Пристрій для виготовлення армованих термопластичних рукавів, що містить обертову циліндричну оправку, екструдер, встановлений на рухомій платформі з можливістю переміщення вздовж подовжньої осі циліндричної оправки і контактування наконечника екструдерної головки з оправкою, який відрізняється тим, що екструдер установлений на рамі, яка з'єднана з рухомою 3 3960 4 Поблизу оправки встановлені котушка з гнучкою Загальними ознаками прототипу і корисної стрічкою і котушки з армуючими волокнами. Над моделі, що заявляється, є: пристрій для виготовоправкою установлена перфорована ємність з лення армованих термопластичних рукавів, який смолою. включає обертову циліндричну оправку, екструПристрій працює таким чином дер, установлений на рухомій платформі з можлиДо формоутворювального елемента прикріпвістю переміщення уздовж подовжньої осі циліндлюють кінець гнучкої стрічки, після чого оправку ричної оправки і контактування наконечника приводять в обертання. Забезпечуючи подовжнє екструдерної головки з оправкою. переміщення формоутворювального елемента Пристрій-прототип дозволяє формувати на уздовж оправки, виконують спіральне намотування поверхні термопластичних р укавів порожні кільцеві гнучкої стрічки на формоутворювальний елемент. армуючі елементи. Однак, таке армування не моПротягом намотування гнучкої стрічки на форможе забезпечити необхідну жорсткість термопласутворювальний елемент її поступово покривають тичних рукавів. Ця задача може бути вирішена за розплавом смоли, після застигання якої одержурахунок стовщення стінок термопластичного рукають термопластичний рукав. Для підвищення його ва, що економічно недоцільно. жорсткості намотування гнучкої стрічки на формоВ основу корисної моделі поставлена задача утворювальний елемент виконують одночасно з удосконалення відомого пристрою, в якому за ранамотуванням армуючих волокон. хунок конструктивних особливостей забезпечуєтьЗагальними ознаками корисної моделі, що зася можливість підвищення жорсткості тонкостінних являється, і відомого пристрою є: пристрій для термопластичних рукавів. виготовлення армованих термопластичних рукаПоставлена задача вирішується тим, що в вів, який включає обертову циліндричну оправку, пристрої для виготовлення армованих термопласнакопичувач лінійної арматури, зв'язаний з засотичних р укавів, який включає обертову циліндричбами подачі лінійної арматури до оправки. ну оправку, екструдер, установлений на рухомій Намотування на формоутворювальний елеплатформі з можливістю переміщення уздовж помент гнучкої стрічки з одночасним намотуванням довжньої осі циліндричної оправки і контактування арматури і наступним покриттям їх поверхні рознаконечника екструдерної головки з оправкою, плавом смоли дозволяє підвищити жорсткість відповідно до корисної моделі, екструдер установтермопластичного рукава, однак, не дозволяє лений на рамі, що з'єднана з рухомою платфородержати тонкостінний армований рукав з товщимою циліндричним шарніром, ось якого паралельною стінки порядку 2-3мм. на подовжній осі оправки, на зазначеній рамі на В якості прототипу вибраний пристрій для випротилежній екструдерної головці стороні устаноготовлення труби з гелікоїдальною навивкою по влений накопичувач лінійної арматури, зв'язаний з патенту США №4466854, С29С19/00, В65Н81/00, засобами подачі лінійної арматури через екструпріоритет від 21.08.1984. Відомий пристрій вклюдерну головку до оправки. чає обертову циліндричну оправку, екструдер, Перераховані ознаки складають сутність кориустановлений на рухомій платформі з можливістю сної моделі. переміщення уздовж подовжньої осі циліндричної Накопичувач лінійної арматури можна виконаоправки. Екструдер містить екструдерну головку, ти в виді барабана, установленого на рамі з можвихідне сопло якої має направляючу з калібруваливістю обертання навколо осі, паралельної осі льним каналом. Направляюча розміщена під циліндричного шарніра. оправкою і шарнірно з'єднана з рухомою платфоРаму доцільно підпружинити відносно рухомої рмою. В екструдерній головці співвісно вихідному платформи з боку екструдерної головки пружиною соплу виконаний додатковий отвір для введення розтягання або з боку накопичувача лінійної армаметалевої трубки через екструдерну головку в тури - пружиною стиску. калібрувальний канал направляючої. Причинно-наслідковий зв'язок істотних ознак Пристрій працює наступним чином корисної моделі, що заявляється, з технічним реРухому платформу встановлюють з краю опзультатом, що досягається, (підвищення жорсткоравки. Направляючу встановлюють під заданим сті тонкостінних термопластичних рукавів) виракутом до оправки з підтискуванням до неї калібружається в наступному. вального каналу. Оправку приводять в обертання. Пристрій, що включає: Одночасно включають екструдер з механізмом - обертову циліндричну оправку; переміщення рухомої платформи уздовж подовж- рухому платформу, переміщувану уздовж ньої осі оправки. При цьому розплав, виходячи з подовжньої осі циліндричної оправки; екструдерної головки через отвір калібрувального - екструдер, установлений на рамі, яка з'єднаканалу, покриває оправку в виді гелікоїдальних на з рухомою платформою циліндричним шаррозташованих внапуск смуг термопластичного ніром, вісь якого паралельна подовжньої осі матеріалу, які при застиганні утворюють суцільний оправки; термопластичний рукав. - накопичувач лінійної арматури, установлений Для підвищення жорсткості одержуваного на зазначеній рамі на протилежній екструдерної термопластичного рукава через екструдерну гологоловці стороні; вку в калібрувальний канал вставляють металеву - засоби подачі лінійної арматури від накопитрубку, за допомогою чого на поверхні термопласчувача через екструдерну головку до оправки, тичних смуг, що навиваються на оправку, формузабезпечує можливість намотування на рукав ліють порожні кільцеві армуючі елементи. нійних металевих армуючих елементів в широкому діапазоні їх поперечних перетинів. 5 3960 6 Протягання лінійної арматури через екструде1. Оправку 1 приводять в обертання, одночасно рну головку забезпечує покриття її розплавом включають екструдер 2 і механізм переміщення термопластичного матеріалу, що дозволяє надійно рухомої платформи 4. Перед подачею розплаву в закріпити арматуру на поверхні термопластичного екструдерну головку 10 термоактиватор 15 розігрірукава. ває поверхню термопластичного рукава в місці Усе це дозволяє істотно підвищити жорсткість контактування його з наконечником 12. Розплав тонкостінних термопластичних рукавів. термопластичного матеріалу через вихідне сопло Нижче приводиться опис корисної моделі, що 11 екструдерної головки 10 надходить в наконечзаявляється, з посиланнями на креслення, на яких ник 12, проходячи через отвір 13 якого, він покрипредставлено: ває лінійну арматуру, що знаходиться в ньому. Фіг.1 - Пристрій для виготовлення армованих Обертанням оправки 1 забезпечують розмотувантермопластичних рукавів, загальний вигляд. ня лінійної арматури з барабана 16, протягання Фіг.2 - Оправка. покритої розплавом лінійної арматури через отвір Фіг.3 - Наконечник екструдерної головки. 13 наконечника 12 і намотування її на поверхню Корисна модель, що заявляється, містить термопластичного рукава. Завдяки попередньообертову циліндричну оправку 1, екструдер 2, му розігріву поверхні термопластичного рукава установлений на рамі 3. Рама 3 з'єднана з рухотермоактиватором 15 виконують зварювання армою платформою 4 за допомогою циліндричного муючих елементів з поверхнею термопластичного шарніра 5, ось 6 якого паралельна подовжньої осі рукава. 7 оправки 1. Рухома платформа 4 виконана з моОбертанням оправки 1 при переміщенні рухожливістю переміщення уздовж подовжньої осі 7 мої платформи 4 уздовж подовжньої осі 7 оправки оправки 1 (Фіг.1). 1 забезпечують спіральне намотування армуючих Оправка 1 виконана в виді подовжньо розрізаелементів на поверхню термопластичного рукава. ної обичайки 8, постаченої механізмом зведення і При цьому крок намотування задають швидкістю розведення 9 (Фіг.2). обертання оправки 1 чи швидкістю переміщення Екструдер 2 містить розташовану над оправрухомої платформи 4. кою 1 екструдерну головку 10, в вихідному соплі В процесі намотування армуючих елементів 11 якої встановлений з можливістю контактування на поверхню термопластичного рукава шарнірним з оправкою 1 наконечник 12 з отвором 13. До наз'єднанням рами 3 з рухомою платформою 4 законечника 12 прикріплений термоактиватор 14 безпечують постійне підтискання екструдерної (Фіг.3). головки 10 до оправки 1, що створює можливість На рамі 3 з боку, протилежному екструдерній контактування наконечника 12 з поверхнею терголовці 10, установлений накопичувач лінійної мопластичного рукава з повторенням його рельєарматури 15, виконаний в виді барабана 16 з віссю фу. Цим досягається якісне зварювання армуючих 17, паралельної осі 6 циліндричного шарніра 5. До елементів з поверхнею термопластичного рукава. барабана 16 прикріплений направляючий жолоб Для запобігання розбалансування рами 3 відносно 18 для подання лінійної арматури через отвір 13 рухомої платформи 4 в процесі розмотування лінаконечника 12 до оправки 1. нійної арматури, масу барабана 16 врівноважують Рама 3 виконана підпружиненою відносно рупружиною розтягання 19, установленою між рахомої платформи 7. При цьому можливі два варіамою 3 і рухомою платформою 4 з боку екструдернти виконання: перший - з боку екструдерної голоної головки 10 або пружиною стиску 20, установвки 10 установлена пружина розтягання 19, другий леною між рамою 3 і рухомою платформою 4 з - з боку барабана 16 установлена пружина стиску боку барабана 16. Це дозволяє запобігти зміщення 20. На рамі 3 установлений домкрат 21 для її екструдерної головки 10 відносно оправки 1 в провертикального переміщення відносно рухомої цесі намотування армуючих елементів. Крім того, платформи 7. розміщення екструдерної головки 10 над поверхПристрій працює таким чином нею оправки 1, на відміну від прототипу, дозволяє Включають механізм зведення і розведення 9 здійснювати візуальне спостереження за процерозрізної обичайки 8, забезпечуючи зменшення її сом зварювання і здійснювати контроль його діаметра на 15-20мм. Після цього на обичайку 8 якості. надягають тонкостінний (товщина стінок порядку Після закінчення намотування армуючих еле2-3мм) термопластичний рукав. Виконують розвементів на поверхню термопластичного рукава додення обичайки 8, забезпечуючи щільне прилямкратом 21, екструдер 2 відводять від оправки 1, гання термопластичного рукава до її поверхні. включають механізм зведення і розведення обиРухому платформу 4 встановлюють в торці чайки 8, за допомогою чого зменшують її діаметр, термопластичного рукава. Домкратом 21, перемізнімають з неї армований термопластичний рукав. щаючи раму 3 відносно рухомої платформи 4, Таким чином, конструкція корисної моделі, що установлюють екструдер 2 над оправкою 1 таким заявляється, дозволяє виготовляти тонкостінні чином, щоб наконечник 12 екструдерної головки термопластичні рукава, на зовнішній поверхні яких 10 контактував з поверхнею термопластичного виконані армуючі елементи, що містять металеву рукава. арматуру. Виготовлені термопластичні рукава маЛінійну арматуру від барабана 16 по направють необхідну жорсткість при товщині стінок 2ляючому жолобу 18 протягають через отвір 13 3мм, що робить технологію відновлення колектонаконечника 12, прикріплюючи її кінець до оправки рів з їх використанням високорентабельною. 7 Комп’ютерна в ерстка Д. Шев ерун 3960 8 Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Автори англійськоюVolkov Volodymyr Mykolaiovych, Kyseliov Oleksii Oleksandrovych, Korin'ko Ivan Vasyliovych, Pilihram Serhii Serhiiovych
Автори російськоюВолков Владимир Николаевич, Киселев Алексей Александрович, Коринько Иван Васильевич, Пилиграм Сергей Сергеевич
МПК / Мітки
МПК: B65H 81/00, B29C 53/00
Мітки: виготовлення, рукавів, пристрій, термопластичних, армованих
Код посилання
<a href="https://ua.patents.su/4-3960-pristrijj-dlya-vigotovlennya-armovanikh-termoplastichnikh-rukaviv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення армованих термопластичних рукавів</a>
Пристрій для неперервного виготовлення труб з армованих пластмас
Номер патенту: 180
Опубліковано: 30.04.1993
Автори: Соловйов Валерій Борисович, Данільцев Володимир Григорович, Божко Борис Миколайович, Шопен Олександр Борисович, Голованевський Аркадій Ізрайлевич
МПК: B29L 23/20, B29K 105/08, B29C 53/00
Мітки: виготовлення, труб, пристрій, неперервного, армованих, пластмас
Формула / Реферат:
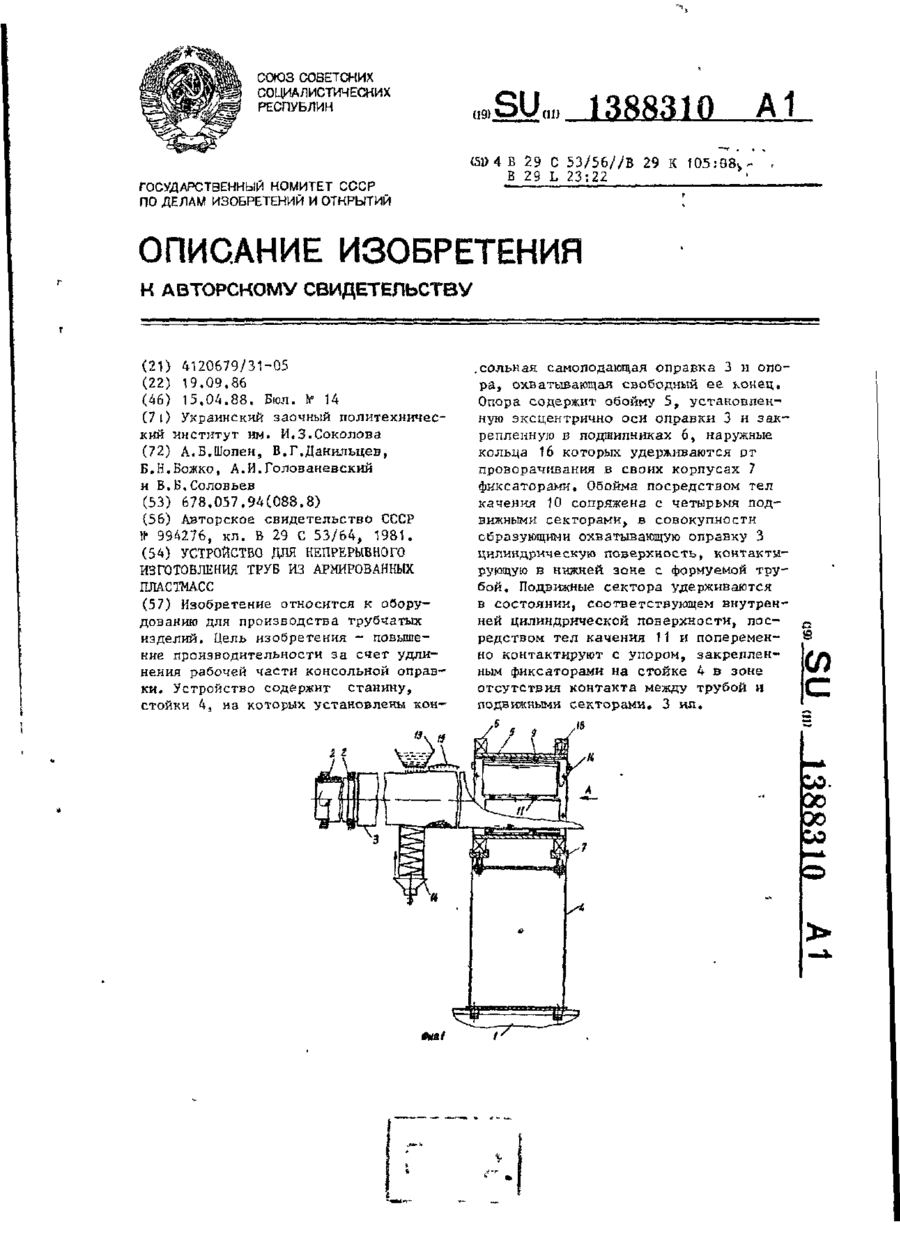
Формула изобретенияУстройство для непрерывного изготовления труб из армированных пластмасс, включающее смонтированные на станине консольную вращающуюся оправку со средствами транспортирования изделия, укладчик армирующего материала, узел подачи связующего и полимеризационные камеры, отличающееся тем, что, с целью повышения производительности за счет удлинения рабочей части консольной оправки, оно снабжено установленной на конце оправки...
Пристрій для виготовлення неперервних волокон із розплаву термопластичних матеріалів
Номер патенту: 61402
Опубліковано: 17.11.2003
Автори: Гаврилюк Володимир Петрович, Мазур В'ячеслав Валерійович, Мазур Валерій Леонідович, Гаврилюк Микола Семенович
МПК: C03B 37/02
Мітки: термопластичних, пристрій, матеріалів, волокон, розплаву, неперервних, виготовлення
Формула / Реферат:
Пристрій для виготовлення неперервних волокон із розплавів термопластичних матеріалів, який включає канал фідера печі з дном, боковими стінками, склепінням, пальники, вмонтовані в склепіння, отвір в дні фідера, живильник, змонтований під отвором в дні фідера та забезпечений струмопідводами, пристрій замаслення неперервних волокон, бобіни, пристрій намотування волокон на бобіни, пристрій розкладання неперервних волокон по довжині бобін, який...
Пристрій для безперервного виготовлення труб із армованих пластмас
Номер патенту: 9498
Опубліковано: 30.09.1996
Автори: Данільцев Володимир Григорович, Савчук Володимир Васильович, Божко Борис Миколайович, Голованевський Аркадій Ізраілевич, Шопен Олександр Борисович
МПК: B29D 23/00
Мітки: безперервного, пластмас, труб, виготовлення, армованих, пристрій
Формула / Реферат:
1. Устройство для непрерывного изготовления труб из армированных пластмасс, включающее смонтированные на станине консольную вращающуюся оправу, укладчик армирующего материала, узел подачи связующего, полимеризационные камеры и дополнительную опору, отличающееся тем, что оправка выполнена в виде блока секторов, соединенного с приводным валом посредством разъемного соединения при этом консольная часть секторов выполнена с возможностью...
Спосіб виготовлення рукавів з двостороннім полімерним покриттям
Номер патенту: 35914
Опубліковано: 16.04.2001
Автори: Грекул Алла Іванівна, Савельєва Ніна Василівна, Ланіна Тетяна Федорівна, Литовченко Петро Григорович, Піднебесний Андрій Петрович
МПК: B29D 23/00
Мітки: рукавів, полімерним, двостороннім, спосіб, покриттям, виготовлення
Формула / Реферат:
Спосіб виготовлення рукавів з двостороннім полімерним покриттям, який включає завантаження полімерного матеріалу у бункер екструдера, подачу розігрітого пластикату в косу головку, на дорн якої подають тканинний каркас рукава, який відрізняється тим, що косу головку розташовують під кутом 120° до екструдера, а на дорні косої головки встановлюють захисний циліндр.
Екструдер для виготовлення виробів з композицій на основі термопластичних полімерів і органічних наповнювачів
Номер патенту: 42573
Опубліковано: 15.10.2001
Автори: Суханов Владімір Пєтровіч, Бородін Ігорь Владіміровіч, Біденко Василь Дмитрович, Жидов Ніколай Вікторовіч, Сезонов Максим Вікторович, Мікульонок Ігор Олегович
МПК: B29C 47/38, B27N 3/08
Мітки: термопластичних, виробів, виготовлення, екструдер, наповнювачів, композицій, органічних, основі, полімерів
Формула / Реферат:
1. Екструдер для виготовлення виробів з композицій на основі термопластичних полімерів і органічних наповнювачів, що містить порожнистий корпус з вікнами для завантаження органічного наповнювача й термопластичного полімеру, розташований у корпусі з можливістю обертання щонайменше один шнек з ущільнювальним елементом, що розділяє порожнину корпуса на дві частини, сполучені одна з одною за допомогою масопроводу, який відрізняється...
Попередній патент: Спосіб спікання агломераційної шихти
Наступний патент: Кавітаційно-роторний теплогенератор
Випадковий патент: Пристрій для запуску привідного двигуна групи г-д