Спосіб одночасного витягання со2 і вуглеводнів с2 і вище з газової суміші
Формула / Реферат
1. Способ одновременного извлечения CO2 и углеводородов C2 и выше из газовой смеси, находящейся под абсолютным давлением от 3 до 8МПа и содержащей метан, углеводороды с C2 и выше, а также CO2, путем контактирования этой смеси в промывной зоне с растворителем при пониженной температуре с получением с одной стороны газа, состоящего в основном из метана, и жидкой фазы, содержащей растворитель, обогащенный CO2 и углеводородами C2 и выше, называемой обогащенным растворителем, деметанизации этого обогащенного растворителя с получением жидкой фазы, обедненной метаном, называемой деметанизированным обогащенным растворителем, и газовой фазы, обогащенной метаном, и обработки деметанизированного обогащенного растворителя с получением кислого газа, обогащенного CO2, имеющейся в деметанизированном обогащенном растворителе, смеси углеводородов C2 и выше, называемой фракцией углеводородов, и регенерированного растворителя, который рециркулируют в промывную зону, отличающийся тем, что используют растворитель выбранный из метанола, диметилформамида и диметилацетамида, процесс в промывной зоне проводят при температуре от -35°C до 0°C и при соотношении объемов газовой смеси и растворителя, достаточном для получения газа, состоящего в основном из метана и имеющего молярное содержание CO2 не более 2%, и обогащенного растворителем, содержащего по меньшей мере 80% молярных углеводородов C3 и выше, имеющихся в исходной газовой смеси, обработку деметанизированного обогащенного растворителя осуществляют до получения кислого газа, содержащего менее 6% молярных углеводородов в пересчете на метановый эквивалент, по отношению к CO2 и до получения фракции углеводородов, содержащей по меньшей мере 80мол.% углеводородов C3 и выше, имеющихся в обрабатываемой газовой смеси, причем обработка деметанизированного обогащенного растворителя включает в себя одну или другую из следующих стадий а) и б):
а) регенерацию деметанизированного обогащенного растворителя путем его дистилляции с получением регенерированного растворителя и газовой смеси, содержащей CO2, а также углеводороды C2 и выше, с последующей промывкой указанной газовой смеси при помощи углеводородного растворителя с C5 и выше в промывной зоне при охлаждении с получением кислого газа, обогащенного CO2, и углеводородного обогащенного растворителя, содержащего почти все углеводороды C2 и выше, содержащиеся в промываемой углеводородным растворителем газовой смеси, с последующей регенерацией углеводородного обогащенного растворителя для получения фракции углеводородов и регенерированного углеводородного растворителя, который рециркулируют на промывку после его предварительного охлаждения; б) экстракцию в жидком виде углеводородов C2 и выше путем контактирования в зоне экстракции деметанизированного обогащенного растворителя, предварительно подвергнутого охлаждению, с углеводородным растворителем для получения очищенного растворителя, содержащего почти всю CO2, содержащуюся в деметанизированном обогащенном растворителе, и имеющего содержание углеводородов, выраженное в метановом эквиваленте, меньше 10мол.% по отношению к CO2, а также углеводородного растворителя, обогащенного углеводородами C2 и выше, с последующей регенерацией очищенного растворителя для получения с одной стороны регенерированного растворителя и с другой стороны кислого газа, обогащенного CO2, с последующим разделением обогащенного углеводородного растворителя путем дистилляции на фракцию углеводородов и регенерированный углеводородный растворитель, который после охлаждения рециркулируют в зону экстракции.
2. Способ по п.1, отличающийся тем, что деметанизацию обогащенного растворителя осуществляют в две стадии: на первой стадии обогащенный растворитель подвергают первому дросселированию с выделением части метана, растворенного в указанном растворителе, с получением первого обогащенного метаном газа и предварительно деметанизированной жидкости, и на второй стадии предварительно деметанизированную жидкость подвергают второму дросселированию с последующей дистилляцией и получают второй обогащенный метаном газ и деметанизированный обогащенный растворитель, и второй обогащенный метаном газ сжимают до давления первого обогащенного метаном газа, смешивают его с последним для образования газовой фазы, обогащенной метаном.
3. Способ по п.1 или 2, отличающийся тем, что деметанизированный обогащенный растворитель подвергают обработке (а) и дистилляцию указанного деметанизированного растворителя, составляющего первый этап этой обработки, осуществляют с предварительным нагревом его до температуры, близкой к температуре окружающей среды, и разделением подогретого растворителя на первый и второй потоки, подаваемые на дистилляцию, причем первый поток направляют непосредственно в регенерационную колонну на первый промежуточный уровень, а второй поток подают на второй промежуточный уровень регенерационной колонны, расположенный ниже первого уровня, после предварительного нагревания этого второго потока путем косвенного теплообмена с регенерированным растворителем.
4. Способ по п.1 или 2, отличающийся тем, что деметанизированный обогащенный растворитель подвергают обработке (б) и регенерацию очищенного растворителя осуществляют путем дросселирования его до давления, превышающего 200кПа с последующей отгонкой легких фракций в колонне регенерации при помощи инертного газа, такого как азот, и при необходимости с нагреванием.
5. Способ по одному из пп.1 - 4, отличающийся тем, что обрабатываемую газовую смесь, содержащую углеводороды C5 и выше, подвергают предварительной обработке для конденсации фракции тяжелых углеводородов, которая содержит почти все углеводороды C6 и выше, и получения предварительно обработанной газовой смеси с содержанием углеводородов C6 и выше менее 0,1мас.%.
Текст
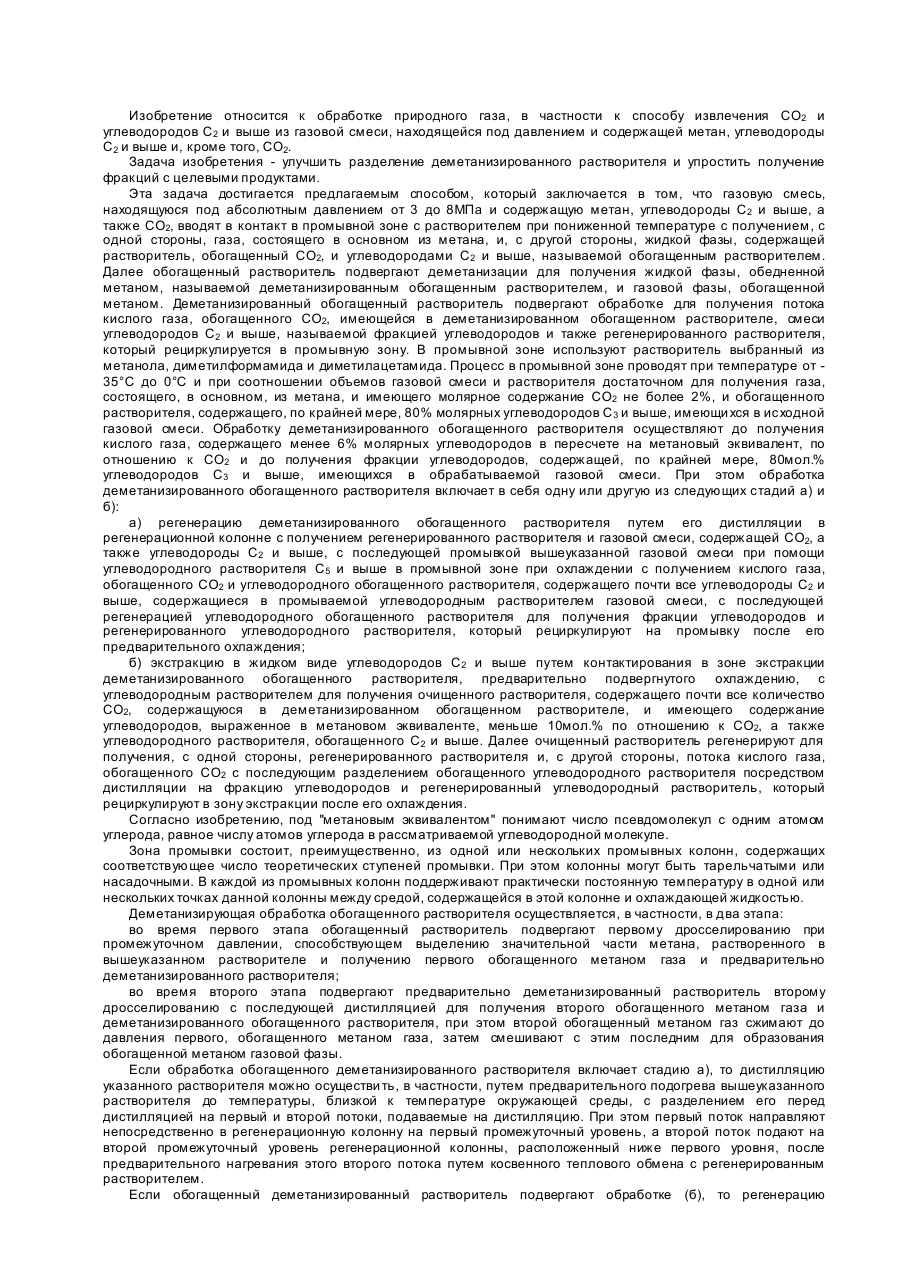
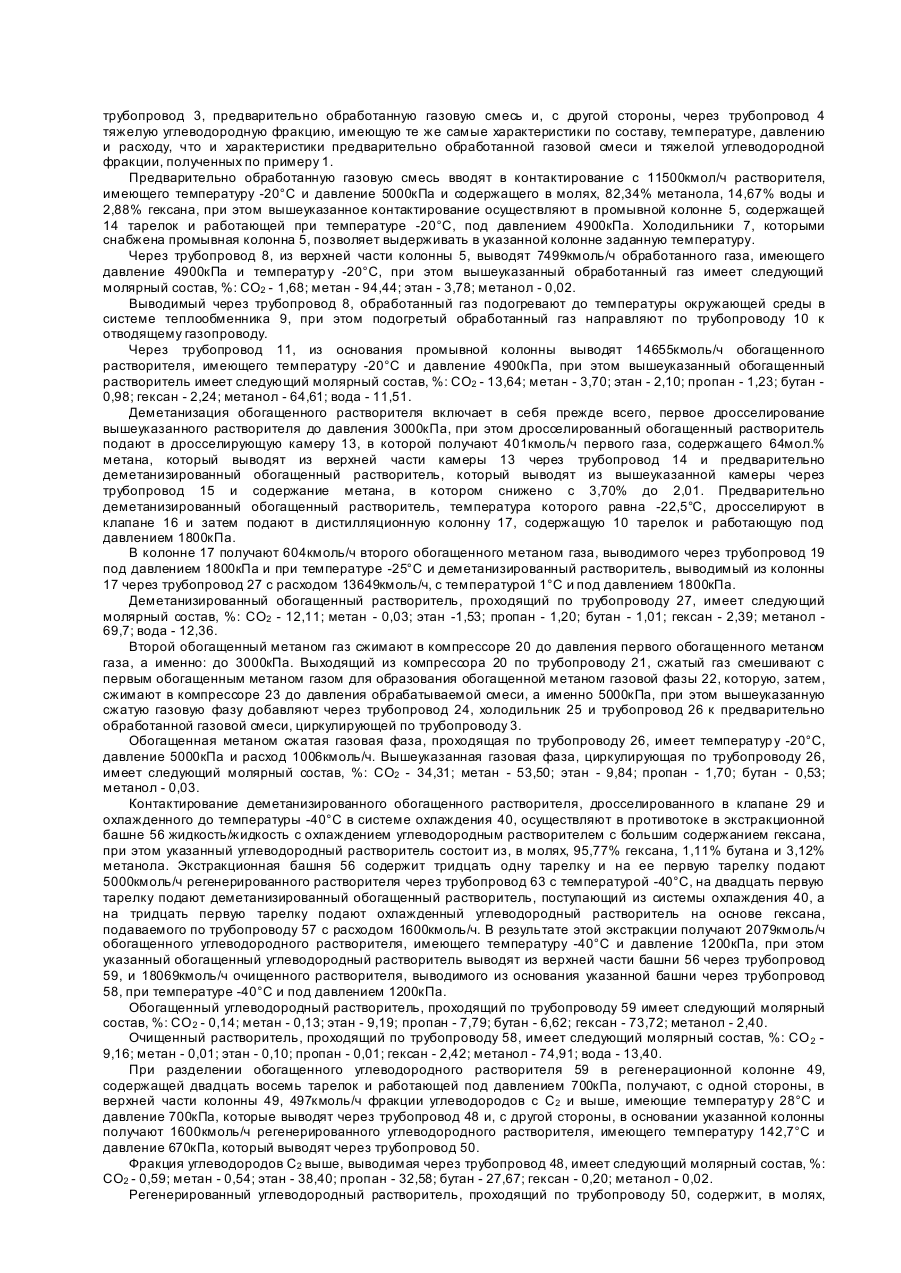
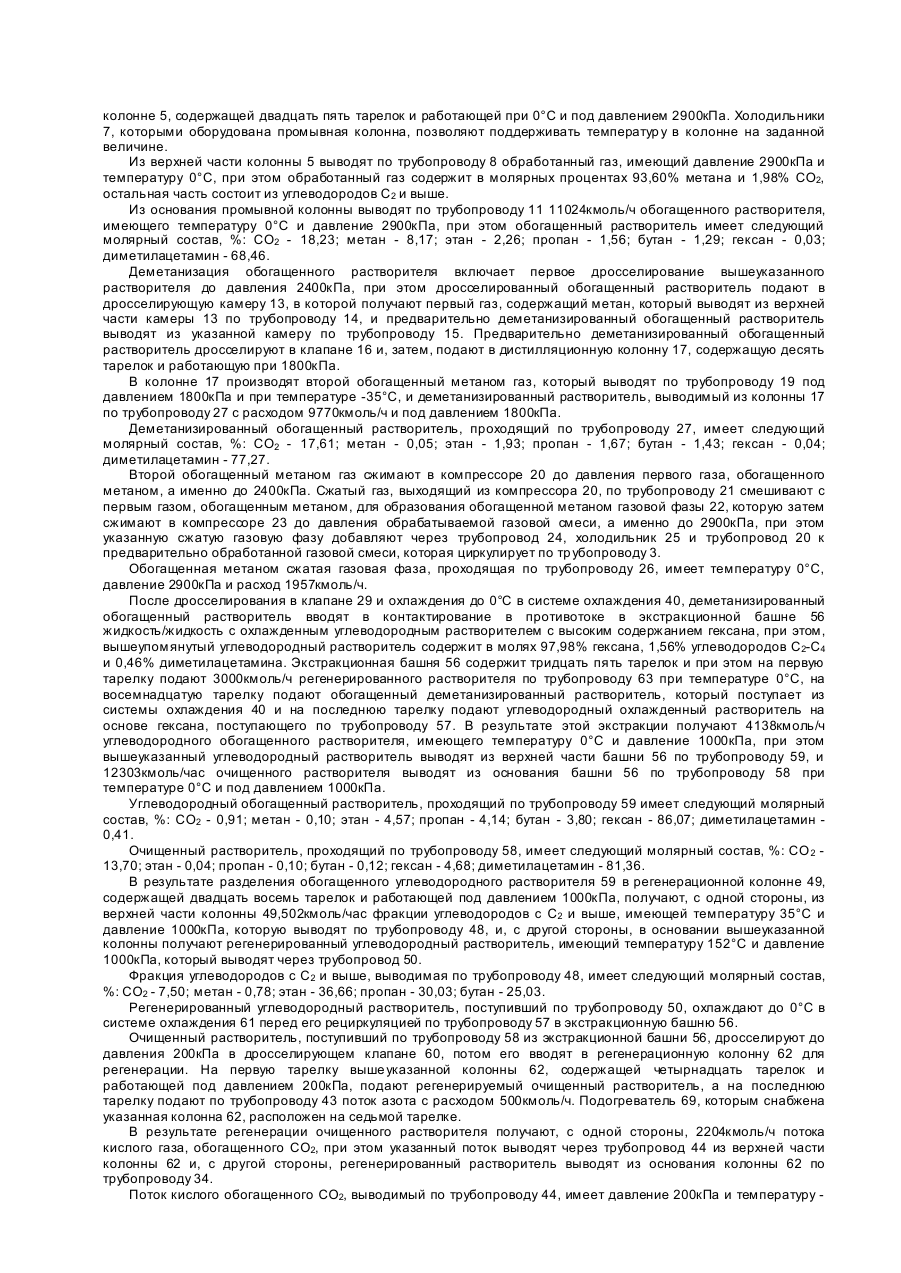
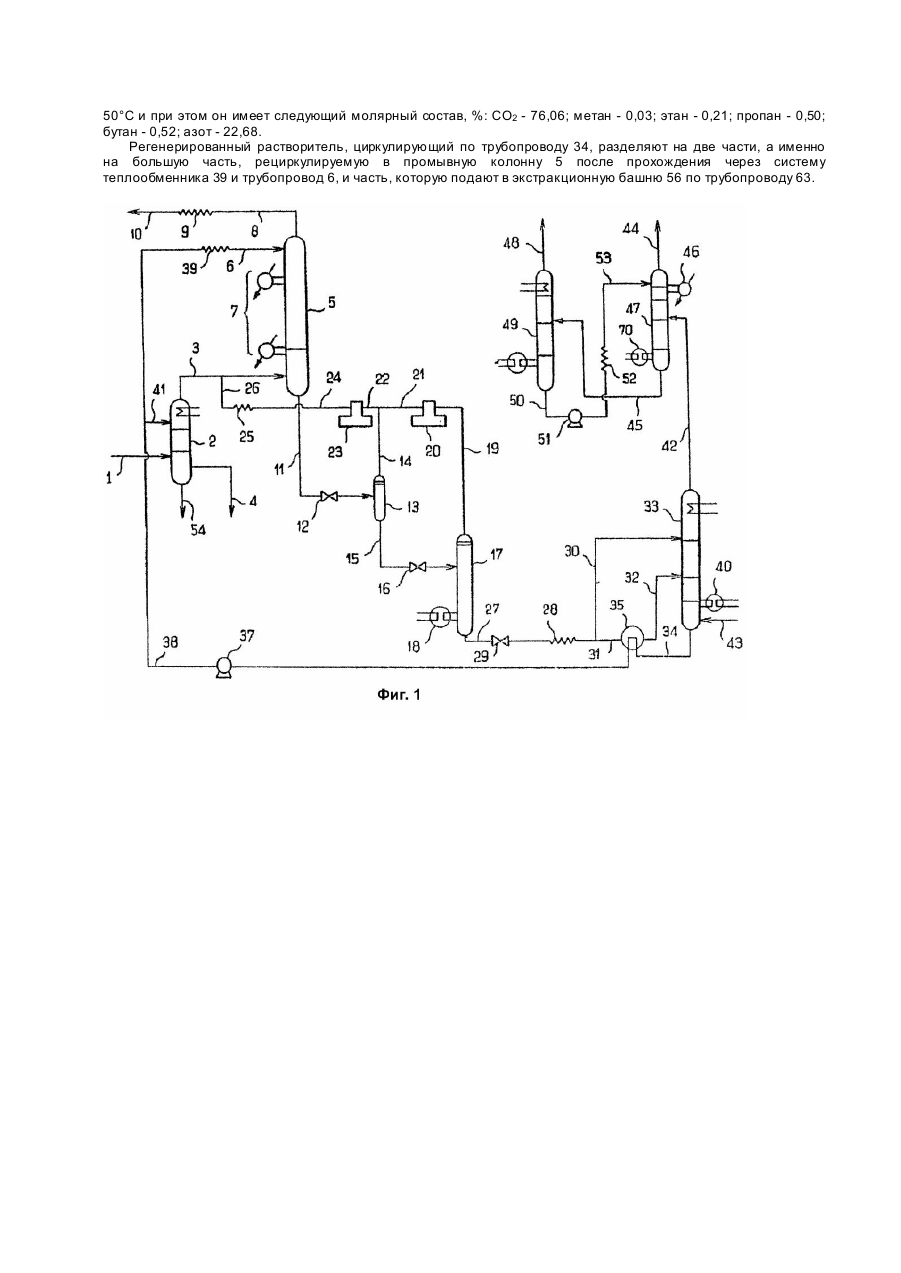
Изобретение относится к обработке природного газа, в частности к способу извлечения CO2 и углеводородов C2 и выше из газовой смеси, находящейся под давлением и содержащей метан, углеводороды C2 и выше и, кроме того, CO2. Задача изобретения - улучши ть разделение деметанизированного растворителя и упростить получение фракций с целевыми продуктами. Эта задача достигается предлагаемым способом, который заключается в том, что газовую смесь, находящуюся под абсолютным давлением от 3 до 8МПа и содержащую метан, углеводороды C2 и выше, а также CO2, вводят в контакт в промывной зоне с растворителем при пониженной температуре с получением, с одной стороны, газа, состоящего в основном из метана, и, с другой стороны, жидкой фазы, содержащей растворитель, обогащенный CO2, и углеводородами C2 и выше, называемой обогащенным растворителем. Далее обогащенный растворитель подвергают деметанизации для получения жидкой фазы, обедненной метаном, называемой деметанизированным обогащенным растворителем, и газовой фазы, обогащенной метаном. Деметанизированный обогащенный растворитель подвергают обработке для получения потока кислого газа, обогащенного CO2, имеющейся в деметанизированном обогащенном растворителе, смеси углеводородов C2 и выше, называемой фракцией углеводородов и также регенерированного растворителя, который рециркулируется в промывную зону. В промывной зоне используют растворитель выбранный из метанола, диметилформамида и диметилацетамида. Процесс в промывной зоне проводят при температуре от 35°C до 0°C и при соотношении объемов газовой смеси и растворителя достаточном для получения газа, состоящего, в основном, из метана, и имеющего молярное содержание CO2 не более 2%, и обогащенного растворителя, содержащего, по крайней мере, 80% молярных углеводородов C 3 и выше, имеющи хся в исходной газовой смеси. Обработку деметанизированного обогащенного растворителя осуществляют до получения кислого газа, содержащего менее 6% молярных углеводородов в пересчете на метановый эквивалент, по отношению к CO2 и до получения фракции углеводородов, содержащей, по крайней мере, 80мол.% углеводородов C3 и выше, имеющихся в обрабатываемой газовой смеси. При этом обработка деметанизированного обогащенного растворителя включает в себя одну или другую из следующих стадий а) и б): а) регенерацию деметанизированного обогащенного растворителя путем его дистилляции в регенерационной колонне с получением регенерированного растворителя и газовой смеси, содержащей CO2, а также углеводороды C2 и выше, с последующей промывкой вышеуказанной газовой смеси при помощи углеводородного растворителя C5 и выше в промывной зоне при охлаждении с получением кислого газа, обогащенного CO2 и углеводородного обогащенного растворителя, содержащего почти все углеводороды C2 и выше, содержащиеся в промываемой углеводородным растворителем газовой смеси, с последующей регенерацией углеводородного обогащенного растворителя для получения фракции углеводородов и регенерированного углеводородного растворителя, который рециркулируют на промывку после его предварительного охлаждения; б) экстракцию в жидком виде углеводородов C2 и выше путем контактирования в зоне экстракции деметанизированного обогащенного растворителя, предварительно подвергнутого охлаждению, с углеводородным растворителем для получения очищенного растворителя, содержащего почти все количество CO2, содержащуюся в деметанизированном обогащенном растворителе, и имеющего содержание углеводородов, выраженное в метановом эквиваленте, меньше 10мол.% по отношению к CO2, а также углеводородного растворителя, обогащенного C2 и выше. Далее очищенный растворитель регенерируют для получения, с одной стороны, регенерированного растворителя и, с другой стороны, потока кислого газа, обогащенного CO2 с последующим разделением обогащенного углеводородного растворителя посредством дистилляции на фракцию углеводородов и регенерированный углеводородный растворитель, который рециркулируют в зону экстракции после его охлаждения. Согласно изобретению, под "метановым эквивалентом" понимают число псевдомолекул с одним атомом углерода, равное числу атомов углерода в рассматриваемой углеводородной молекуле. Зона промывки состоит, преимущественно, из одной или нескольких промывных колонн, содержащих соответствующее число теоретических ступеней промывки. При этом колонны могут быть тарельчатыми или насадочными. В каждой из промывных колонн поддерживают практически постоянную температуру в одной или нескольких точках данной колонны между средой, содержащейся в этой колонне и охлаждающей жидкостью. Деметанизирующая обработка обогащенного растворителя осуществляется, в частности, в два этапа: во время первого этапа обогащенный растворитель подвергают первому дросселированию при промежуточном давлении, способствующем выделению значительной части метана, растворенного в вышеуказанном растворителе и получению первого обогащенного метаном газа и предварительно деметанизированного растворителя; во время второго этапа подвергают предварительно деметанизированный растворитель второму дросселированию с последующей дистилляцией для получения второго обогащенного метаном газа и деметанизированного обогащенного растворителя, при этом второй обогащенный метаном газ сжимают до давления первого, обогащенного метаном газа, затем смешивают с этим последним для образования обогащенной метаном газовой фазы. Если обработка обогащенного деметанизированного растворителя включает стадию а), то дистилляцию указанного растворителя можно осуществи ть, в частности, путем предварительного подогрева вышеуказанного растворителя до температуры, близкой к температуре окружающей среды, с разделением его перед дистилляцией на первый и второй потоки, подаваемые на дистилляцию. При этом первый поток направляют непосредственно в регенерационную колонну на первый промежуточный уровень, а второй поток подают на второй промежуточный уровень регенерационной колонны, расположенный ниже первого уровня, после предварительного нагревания этого второго потока путем косвенного теплового обмена с регенерированным растворителем. Если обогащенный деметанизированный растворитель подвергают обработке (б), то регенерацию очищенного растворителя осуществляют путем дросселирования его до давления, превышающего 200кПа с последующей отгонкой легких фракций в регенерационной колонне при помощи инертного газа, такого, как азот, при необходимости с нагреванием. В случае, когда обрабатываемая газовая смесь содержит углеводороды C5 и вы ше, то ее подвергают предварительной обработке для конденсации фракции тяжелых углеводородов, которые содержат почти все углеводороды C6 и выше, и для получения предварительно обработанной газовой смеси, с содержанием углеводородов C6 и вы ше менее 0,1мас.%. Изобретение иллюстрируется примерами его осуществления со ссылкой на фиг.1 и 2. Согласно фиг.1, обрабатываемую газовую смесь, поступающую по трубопроводу 1, вводят в нижнюю часть дистилляционной колонны 2, где осуществляют дистилляцию, в известных случаях, в присутствии растворителя, поступающего по трубопроводу 41 в верхнюю часть колонны 2 и отбираемого от регенерированного растворителя 38 перед его поступлением в зону охлаждения 39, установленную на трубопроводе 6, подающем регенерированный растворитель в промывную колонну 5; таким образом получают, с одной стороны, высушенную газовую смесь, отводимую из колонны 2 по трубопроводу 3 с содержанием углеводородов (1 и выше меньше 0,1мас.% и, с другой стороны, углеводородную фракцию, содержащую почти все углеводороды C6 и выше и, в известных случая х, все или часть углеводородов C5 извлекаемых из колонны 2 по трубопроводу 4, и, в известных случаях, жидкость извлекаемую из колонны 2 через трубопровод 54 и состоящую из смеси растворителя и воды. Полученную высушенную газовую смесь из колонны 2 вводят в нижнюю часть промывной колонны 5, например, тарельчатого типа, в которой она контактирует в противотоке с холодным регенерированным растворителем, подаваемым в верхнюю часть колонны 5 через трубопровод 6 после его прохождения через холодильник 39. При этом контактирование выполняется при температуре от 0°C до -45°C, которую регулируют с помощью жидкой среды, содержащейся в колонне 5 и проходящей через холодильники 7. Из верхней части колонны 5 удаляют по трубопроводу 8 отработанный газ, состоящий, в основном, из метана и обедненный относительно CO2, при этом указанный обработанный газ нагревают в системе подогрева 9, затем направляют по трубопроводу 10 в зону его использования, в то время как из основания колонны 5 удаляют через трубопровод 11 жидкую фазу, состоя щую из растворителя, обогащенного CO2 и из других абсорбированных соединений и названную обогащенным растворителем. Контактирование высушенной газовой смеси с растворителем в промывной колонне 5 осуществляют при температуре в интервале от 0°C до -45°C, обеспечивая, при этом, такое соотношение расходов газовой смеси и растворителя, которое необходимо для получения, с одной стороны, обработанного газа, выходящего через трубопровод 8 из верхней части колонны 5 с молярным содержанием CO2, равным максимально 2% и, с другой стороны, обогащенной растворителем, выходящего через трубопровод 11, содержащего, по крайней мере, 80мол.% углеводородов C3 и выше, имеющихся в высушенной газовой смеси, введенной в колонну 5. Обогащенный растворитель, выходящий по трубопроводу 11, вводят через дросселирующий клапан 12 в верхнюю часть дросселирующей камеры 13, в которой отделяется первый обогащенный метаном газ, который выводят из верхней части камеры 13 через трубопровод 14 и предварительно деметанизированный обогащенный растворитель, который выводят из основания камеры 13 через трубопровод 15. Вышеуказанный предварительно деметанизированный обогащенный растворитель подвергают второму дросселированию через дросселирующий клапан 16 с последующей дистилляцией в дистилляционной колонне 17, снабженной ребойлером 18 с целью получения второго обогащенного метаном газа, который выводят из верхней части колонны 17 через трубопровод 19, и обедненной метаном жидкой фазы, названной деметанизированным обогащенным растворителем, который выводят из основания колонны 17 через трубопровод 27, второй обогащенный метаном газ, циркулирующий в трубопроводе 19, вводится в компрессор 20, из которого он выходит через трубопровод 21 под давлением, равным давлению первого обогащенного метаном газа, проходящего по трубопроводу 14, затем эти оба обогащенные метаном газа смешивают в трубопроводе 22 и полученную в результате этого смешения газовую фазу рециркулируют с помощью компрессора 23, выход которого соединен через трубопровод 24, холодильник 25 и трубопровод 26 с трубопроводом 3 для рециркуляции высушенной газовой смеси в промывную колонну 5. Деметанизированный обогащенный растворитель, выходящий из колонны 17 по трубопроводу 27, проходит через дросселирующий клапан 29, затем через систему подогрева 28, в которой он нагревается до температуры, близкой к температуре окружающей среды, затем первый поток 30 подают непосредственно в регенерационную колонну 38, снабженную ребойлером 40, а второй поток 31 вводят в указанную регенерационную колонну после подогрева в косвенном теплообменнике 35. Регенерация может осуществляться в присутствии инертного газа, в частности азота, подаваемого в нижнюю часть колонны 33 через трубопровод 43. После регенерации получают, с одной стороны, регенерированный растворитель, выходящий из основания колонны 33 через трубопровод 34 и используемый в теплообменнике 35 для подогрева второго потока 31 регенерируемого деметанизированного обогащенного растворителя перед рециркуляцией насосом 37 через трубопровод 38 в направлении к промывной колонне 5 и, с другой стороны, получают газовую смесь, выводимую из верхней части колонны 33 через трубопровод 42 и содержащую CO2, а также углеводороды C2 и выше, содержащиеся в деметанизированном обогащенном растворителе. Газовую смесь, проходящую через трубопровод 42, промывают в противотоке в промывной башне 47, снабженной холодильником 46 в верхней части и ребойлером 70 в основании башни с помощью углеводородного растворителя с C5 и выше при низкой температуре, вводимого в промывную башню 47 через трубопровод 53. При этом в результате вышеуказанной промывки получают, с одной стороны, поток 44 кислого газа, обогащенного CO2, который содержит почти всю CO2, имеющуюся в деметанизированном обогащенном растворителе и имеет содержание углеводородов, выраженное в метановом эквиваленте меньше 10мол.% по отношению к CO2 и, с др угой стороны, обогащенный углеводородный растворитель 45, практически без CO2 и содержащий почти все углеводороды C2 и выше, имеющиеся в газовой смеси, поступающей по трубопроводу 42. Обогащенный углеводородный растворитель 45 подают в регенерационную колонну 49, в которой указанный растворитель 45 подвергается дистилляции для получения, с одной стороны, фракции углеводородов C2 и вы ше, содержащей, по крайней мере, 80мол.% углеводородов с C 3 и вы ше, содержащихся в обрабатываемом газе, поступившем в промывную колонну 5 через трубопровод 3 и, с другой стороны, регенерированного углеводородного растворителя 50, который рециркулируется насосом 51 в регенерационную колонну 47 после охлаждения в системе 52 и прохождения по трубопроводу 53. Вариант выполнения способа, согласно изобретению, который представлен на фиг.2, отличается от варианта, изображенного на фиг.1 лишь обработкой деметанизированного обогащенного растворителя, выходящего из дросселирующего клапана 29, установленного на трубопроводе 27, через который деметанизированный обогащенный растворитель выводится из деметанизирующей колонны 17. Операции, выполняемые в колонне 2, так же как и операции введения обрабатываемого газа в контактирование с растворителем в промывной колонне 5 и операции деметанизации обогащенного растворителя, идентичны операциям, описанным со ссылкой на фиг.1. Дросселируемый при прохождении через дросселирующий клапан 29 деметанизированный обогащенный растворитель охлаждается в системе охлаждения 40, в результате чего растворитель разделяется на две жидкие фазы, а именно, на верхнюю углеводородную фазу и нижнюю фазу, состоящую из растворителя, содержащего наибольшую часть CO2 и некоторое количество углеводородов. Весь этот состав вводят в экстракционную колонну 56, в которой он контактирует в противотоке с охлажденным углеводородным растворителем, подаваемым через трубопровод 57 в нижнюю часть экстракционной колонны и с потоком регенерированного растворителя, введенного в колонну 56 через трубопровод 63 для получения, с одной стороны, очищенного растворителя, содержащего почти всю CO2, имеющуюся в деметанизированном обогащенном растворителе, при этом вышеуказанный очищенный растворитель выводится из основания экстракционной колонны 56 через трубопровод 58, на котором устанавливается дросселирующий клапан 60 и, с другой стороны, для получения углеводородного растворителя, обогащенного углеводородами с C 2 и выше и содержащего мало CO2, при этом вышеуказанный растворитель выходит из верхней части экстракционной колонны 56 через трубопровод 59. Обогащенный углеводородный растворитель 59 подают в регенерационную колонну 49, в которой указанный растворитель разделяется посредством дистилляции на фракцию углеводородов с C2 и выше, которая выводится из верхней части колонны 49 через трубопровод 48 и содержит, по крайней мере, 80мол,% углеводородов C3 и вы ше, содержащихся в обрабатываемом газе, введенном в промывную колонну 5 через трубопровод 3, и на регенерированный углеводородный растворитель, выводимый из колонны 49 через трубопровод 50, при этом указанный регенерированный углеводородный растворитель рециркулируется насосом 51 через охлаждающую систему 61 и тр убопровод 57 в экстракционную колонну 56. После выхода из дросселирующего клапана 60, очищенный растворитель, циркулирующий в тр убопроводе 58, вводят в вер хнюю часть регенерационной колонны 62, снабженной подогревателем 69, в котором указанный очищенный растворитель подвергается регенерации, включающей отгонку легких фракций с помощью потока инертного газа, например, потока азота, введенного в нижнюю часть колонны 62 через трубопровод 43. После регенерации получают, с одной стороны, регенерированный растворитель 34, который рециркулируется посредством насоса 37 и трубопровода 38 в промывную колонну 5 через теплообменник 39 и трубопровод 6, и, с другой стороны, получают поток кислого газа 4, обогащенного CO2, который содержит почти всю CO2, имеющуюся в деметанизированном обогащенном растворителе и содержит менее 10мол.% углеводородов по отношению к CO2 в расчете на метановый эквивалент. Часть холодного регенерированного растворителя, проходящего по трубопроводу 38, отводится трубопроводом 63 для введения в экстракционную колонну 56 на уровне, расположенном выше уровня введения обогащенного деметанизированного растворителя, циркулирующего в тр убопроводе 27. Для дополнения вышеприведенного описания, ниже приводятся примеры осуществления способа. Пример 1. Используя установку, аналогичную установке, изображенной схематически на фиг.1 и работающую, как описано выше, обрабатывают газовую смесь, имеющей следующий молярный состав, %: CO2 - 18; метан - 71,5; этан - 5,1; пропан - 1,8; бутан - 1,8; гексан - 1,8. Обрабатываемую газовую смесь, поступающую через трубопровод 1 с расходом 10000кмоль/ч при температуре 30°C и под давлением 5000кПа, вводят в колонну 2 для удаления углеводородов C6 и выше. Ввиду того, что в данном примере обрабатываемая газовая смесь сухая, то не вводится никакой добавки растворителя через трубопровод 41. Через трубопровод 4 колонны 2, выводят 352кмоль/ч тяжелой углеводородной фракции, имеющей давление 5000кПа и температуру равн ую 30°C, при этом вышеуказанная фракция имеет следующий состав, %: CO2 - 9,26; метан - 18; этан - 5,01; пропан - 4,71; бутан - 12,05; гексан - 50,97. Через трубопровод из верхней части колонны 2 выводят 9648кмоль/ч предварительно обработанной газовой смеси, имеющей температуру -20°C и давление 4950кПа, при этом указанная предварительно обработанная газовая смесь имеет следующий молярный состав, %: CO2 - 18,32; метан - 73,45; этан - 5,10; пропан - 1,69; бутан - 1.43; гексан - 0,01. Предварительно обработанная газовая смесь контактирует с 6000кмоль/ч растворителя, состоящего из смеси метанола и воды при молярном соотношении, равном 95 : 5 и имеющего давление 5000кПа и температуру равн ую -30°C, при этом контактирование осуществляется в промывной колонне 5, содержащей 14 тарелок, при температуре -30°C и под давлением 4900кПа. Холодильники 7, которыми оборудована колонна 5, позволяют выдерживать заданную температуру в указанной колонне. Из верхней части колонны 5 через трубопровод 8 выводят 7405кмоль/ч обработанного газа, имеющего давление 4900кПа и температур у -30°C, при этом вышеуказанный обработанный газ имеет следующий молярный состав, %: CO2 - 1,42; метан - 95,67; этан - 2,90; метанол - 0,01. Из основания промывной колонны 5 через трубопровод 11 выводят 9182кмоль/ч обогащенного растворителя, имеющего температуру -30°C и давление 4900кПа, при этом вышеуказанный обогащенный растворитель имеет следующий молярный состав, %: CO2 - 21,5; метан - 6,11; этан - 3,99; пропан - 1,88; бутан 1,52; метанол - 62,07; вода - 3,27. Обработанный газ, выведенный через трубопровод 8, подогревают до температуры окружающей среды в системе теплообменника 9, что позволяет обеспечить охлаждение растворителя в холодильнике 39. Подогретый обработанный газ направляют через трубопровод 10 к транспортному газопроводу. Деметанизация обогащенного растворителя включает в себя, прежде всего, первое дросселирование вышеуказанного растворителя под давлением 3000кПа, при этом дросселированный обогащенный растворитель подают в камеру 13, в которой получают 362кмоль/ч первого газа, содержащего 68мол.% метана, который выводят из верхней части камеры 13 через трубопровод 14, и предварительно деметанизированный обогащенный растворитель, выводимый из указанной камеры через трубопровод 15 и в котором молярное содержание метана снижается с 6,11% до 3,57%. Предварительно деметанизированный обогащенный растворитель, температура которого равна -33,6°C, дросселируют в клапане 16 и подают затем в дистилляционную колонну 17, содержащую 10 тарелок, под давлением 1800кПа. В колонне 17 производят 577кмоль/ч второго богатого метаном газа, выводимого через трубопровод 19 под давлением 1800кПа и при температуре -37°C, и деметанизированный обогащенный растворитель, выводимый из колонны 17 через трубопровод 27 с расходом 8243кмоль/ч, под давлением 1800кПа и при температуре -8,2°C. Деметанизированный обогащенный растворитель имеет следующий молярный состав, %: CO2 - 20,16; метан - 0,03; этан - 3,37, пропан - 1,98; бутан - 1,67; метанол - 69,13; вода - 3,64. Второй обогащенный метаном газ сжимают в компрессоре 20 до давления первого обогащенного метаном газа, а именно до 3000кПа. Сжатый газ, выходящий из компрессора 20 через трубопровод 21, смешивают с первым обогащенным метаном газом для образования богатой метаном газовой фазы 22, которую затем сжимают в компрессоре 23 до давления обрабатываемой газовой смеси, а именно до 5000кПа, при этом указанную сжатую газовую смесь подают через трубопровод 24, холодильник 25 и трубопровод 26 и добавляют к предварительно обработанной газовой смеси, циркулирующей в тр убопроводе 3. Богатая метаном сжатая газовая фаза, проходящая по трубопроводу 26 имеет температуру -20°C, давление 5000кПа и расход 938кмоль/ч. Молярный состав вышеуказанной богатой метаном газовой смеси, циркулирующей по трубопроводу 26, является следующим, %: CO2 - 29,80; метан - 59,60; этан - 9,45; пропан - 0,97; бутан - 0,26; метанол - 0,02. После дросселирования в клапане 29 и подогрева в системе 28, деметанизированный обогащенный растворитель имеет температуру 10°C и давление 800кПа. Затем указанный подогретый растворитель разделяют на первый поток 30, имеющий расход 4533кмоль/ч, который направляют непосредственно в регенерационную колонну 33, и на второй поток 31, который подогревают до 70°C в теплообменнике 35 перед подачей к регенерационной колонне 33. Эта колонна работает под давлением 700кПа и содержит 18 тарелок при этом потоки 30 и 31 соответственно подают на уровень восьмой и двенадцатой тарелок, которые считают, начиная от верхней части колонны. В верхней части регенерационной колонны 33 получают газовую смесь, содержащую CO2 и углеводороды C2 и выше, которую выводят через трубопровод 42 при температуре -14°C и под давлением 700кПа и с расходом 2244кмоль/ч, а в основании получают регенерированный растворитель, выводимый из регенерационной колонны 33 через трубопровод 34. Газовая смесь, проходящая по трубопроводу 42, имеет следующий молярный состав, %: CO2 - 74,07; метан - 0,12; этан - 13,36; пропан - 7,28; бутан - 6,13; гексан - 0,04. Регенерированный растворитель охлаждают, пропуская его через теплообменник 35, затем снова сжимают до давления 5000кПа с помощью насоса 37 и потом направляют большую его часть через трубопровод 38 к промывной колонне 5 через холодильник 39 и трубопровод 6. Газовую смесь, проходящую по трубопроводу 42, промывают в противотоке в промывной башне 47 с помощью углеводородного растворителя, состоящего, в основном, из гексана. Башня 47 содержит 35 тарелок и работает под давлением 700кПа, при температуре -30°C, в верхней части на уровне холодильника 46. Подачу растворителя в башню 47 через трубопровод 53 и газовой смеси через трубопровод 42 осуществляют соответственно на первую тарелку и на двадцать первую тарелку вышеуказанной башни. В верхней части промывной башни 47 получают поток кислого газа 44, обогащенного CO2 и имеющего содержание углеводорода, выраженное в метиловом эквиваленте, меньше 10мол.% по отношению к CO2. При этом поток кислого газа имеет температуру -30°C, давление 650кПа и расход 1685кмоль/ч, а в основании башни получают углеводородный растворитель 45 с уменьшенным содержанием CO2, имеющий температуру 95,8°C, давление 730кПа и расход 5059кмоль/ч. Молярный состав потока кислого газа 44 является следующим, %: CO2 - 98,65; метан - 0,15; этан - 0,98; бутан - 0,05; гексан - 0,17. Углеводородный обогащенный растворитель 45 имеет следующий молярный состав, %: этан - 5,16; пропан - 3,23; бутан - 3,69; гексан - 87,91. При разделении углеводородного обогащенного растворителя 45 в колонне 49, снабженной 28 тарелками и работающей под давлением 600кПа, получают в верхней части 561кмоль/ч фракции углеводородов 48 с C 2 и выше, имеющих температуру 18°C и давление 600кПа, а в основании колонны получают 4500кмоль/ч регенерированного углеводородного растворителя, имеющего температуру 142,7°C и давление 670кПа, при этом указанный растворитель содержит, в молях, 98,89% гексана и 1,11% бутана. Молярный состав фракции углеводородов 48 с C2 и выше является следующим, %: CO2 - 0,02; этан - 46,49; пропан - 29,10; бутан - 24,37; гексан - 0,02. Пример 2. Используя установку, аналогичную установке, изображенной схематически на фиг.2 и работающую как описано выше, обрабатывают газовую смесь, имеющую те же самые состав, температуру, давление и расход, что и газовая смесь по примеру 1. Предварительную обработку указанной газовой смеси в колонне 2 для удаления углеводородов с C6 и выше осуществляют в условиях примера 1 и выводят из вышеуказанной колонны 2, с одной стороны, через трубопровод 3, предварительно обработанную газовую смесь и, с другой стороны, через трубопровод 4 тяжелую углеводородную фракцию, имеющую те же самые характеристики по составу, температуре, давлению и расходу, что и характеристики предварительно обработанной газовой смеси и тяжелой углеводородной фракции, полученных по примеру 1. Предварительно обработанную газовую смесь вводят в контактирование с 11500кмол/ч растворителя, имеющего температуру -20°C и давление 5000кПа и содержащего в молях, 82,34% метанола, 14,67% воды и 2,88% гексана, при этом вышеуказанное контактирование осуществляют в промывной колонне 5, содержащей 14 тарелок и работающей при температуре -20°C, под давлением 4900кПа. Холодильники 7, которыми снабжена промывная колонна 5, позволяет выдерживать в указанной колонне заданную температуру. Через трубопровод 8, из верхней части колонны 5, выводят 7499кмоль/ч обработанного газа, имеющего давление 4900кПа и температур у -20°C, при этом вышеуказанный обработанный газ имеет следующий молярный состав, %: CO2 - 1,68; метан - 94,44; этан - 3,78; метанол - 0,02. Выводимый через трубопровод 8, обработанный газ подогревают до температуры окружающей среды в системе теплообменника 9, при этом подогретый обработанный газ направляют по трубопроводу 10 к отводящему газопроводу. Через трубопровод 11, из основания промывной колонны выводят 14655кмоль/ч обогащенного растворителя, имеющего температуру -20°C и давление 4900кПа, при этом вышеуказанный обогащенный растворитель имеет следующий молярный состав, %: CO2 - 13,64; метан - 3,70; этан - 2,10; пропан - 1,23; бутан 0,98; гексан - 2,24; метанол - 64,61; вода - 11,51. Деметанизация обогащенного растворителя включает в себя прежде всего, первое дросселирование вышеуказанного растворителя до давления 3000кПа, при этом дросселированный обогащенный растворитель подают в дросселирующую камеру 13, в которой получают 401кмоль/ч первого газа, содержащего 64мол.% метана, который выводят из верхней части камеры 13 через трубопровод 14 и предварительно деметанизированный обогащенный растворитель, который выводят из вышеуказанной камеры через трубопровод 15 и содержание метана, в котором снижено с 3,70% до 2,01. Предварительно деметанизированный обогащенный растворитель, температура которого равна -22,5°C, дросселируют в клапане 16 и затем подают в дистилляционную колонну 17, содержащую 10 тарелок и работающую под давлением 1800кПа. В колонне 17 получают 604кмоль/ч второго обогащенного метаном газа, выводимого через трубопровод 19 под давлением 1800кПа и при температуре -25°C и деметанизированный растворитель, выводимый из колонны 17 через трубопровод 27 с расходом 13649кмоль/ч, с температурой 1°C и под давлением 1800кПа. Деметанизированный обогащенный растворитель, проходящий по трубопроводу 27, имеет следующий молярный состав, %: CO2 - 12,11; метан - 0,03; этан -1,53; пропан - 1,20; бутан - 1,01; гексан - 2,39; метанол 69,7; вода - 12,36. Второй обогащенный метаном газ сжимают в компрессоре 20 до давления первого обогащенного метаном газа, а именно: до 3000кПа. Выходящий из компрессора 20 по трубопроводу 21, сжатый газ смешивают с первым обогащенным метаном газом для образования обогащенной метаном газовой фазы 22, которую, затем, сжимают в компрессоре 23 до давления обрабатываемой смеси, а именно 5000кПа, при этом вышеуказанную сжатую газовую фазу добавляют через трубопровод 24, холодильник 25 и трубопровод 26 к предварительно обработанной газовой смеси, циркулирующей по трубопроводу 3. Обогащенная метаном сжатая газовая фаза, проходящая по трубопроводу 26, имеет температур у -20°C, давление 5000кПа и расход 1006кмоль/ч. Вышеуказанная газовая фаза, циркулирующая по трубопроводу 26, имеет следующий молярный состав, %: CO2 - 34,31; метан - 53,50; этан - 9,84; пропан - 1,70; бутан - 0,53; метанол - 0,03. Контактирование деметанизированного обогащенного растворителя, дросселированного в клапане 29 и охлажденного до температуры -40°C в системе охлаждения 40, осуществляют в противотоке в экстракционной башне 56 жидкость/жидкость с охлаждением углеводородным растворителем с большим содержанием гексана, при этом указанный углеводородный растворитель состоит из, в молях, 95,77% гексана, 1,11% бутана и 3,12% метанола. Экстракционная башня 56 содержит тридцать одну тарелку и на ее первую тарелку подают 5000кмоль/ч регенерированного растворителя через трубопровод 63 с температурой -40°C, на двадцать первую тарелку подают деметанизированный обогащенный растворитель, поступающий из системы охлаждения 40, а на тридцать первую тарелку подают охлажденный углеводородный растворитель на основе гексана, подаваемого по трубопроводу 57 с расходом 1600кмоль/ч. В результате этой экстракции получают 2079кмоль/ч обогащенного углеводородного растворителя, имеющего температуру -40°C и давление 1200кПа, при этом указанный обогащенный углеводородный растворитель выводят из верхней части башни 56 через трубопровод 59, и 18069кмоль/ч очищенного растворителя, выводимого из основания указанной башни через трубопровод 58, при температуре -40°C и под давлением 1200кПа. Обогащенный углеводородный растворитель, проходящий по трубопроводу 59 имеет следующий молярный состав, %: CO 2 - 0,14; метан - 0,13; этан - 9,19; пропан - 7,79; бутан - 6,62; гексан - 73,72; метанол - 2,40. Очищенный растворитель, проходящий по трубопроводу 58, имеет следующий молярный состав, %: CO 2 9,16; метан - 0,01; этан - 0,10; пропан - 0,01; гексан - 2,42; метанол - 74,91; вода - 13,40. При разделении обогащенного углеводородного растворителя 59 в регенерационной колонне 49, содержащей двадцать восемь тарелок и работающей под давлением 700кПа, получают, с одной стороны, в верхней части колонны 49, 497кмоль/ч фракции углеводородов с C 2 и выше, имеющие температур у 28°C и давление 700кПа, которые выводят через трубопровод 48 и, с другой стороны, в основании указанной колонны получают 1600кмоль/ч регенерированного углеводородного растворителя, имеющего температуру 142,7°C и давление 670кПа, который выводят через трубопровод 50. Фракция углеводородов C2 выше, выводимая через трубопровод 48, имеет следующий молярный состав, %: CO2 - 0,59; метан - 0,54; этан - 38,40; пропан - 32,58; бутан - 27,67; гексан - 0,20; метанол - 0,02. Регенерированный углеводородный растворитель, проходящий по трубопроводу 50, содержит, в молях, 95,77% гексана, 1,11% бутана и 3,12% метанола. Вышеуказанный растворитель доводят в насосе 51 до давления 1200кПа, затем охлаждают до -40°C в экстракционную башню 56. Очищенный растворитель, поступивший через трубопровод 58 из экстракционной башни 56, дросселируют при давлении 200кПа в дросселирующем клапане 60, затем его вводят в регенерационную колонну 62 для его регенерации. На первую тарелку указанной колонны 62, содержащей четырнадцать тарелок и работающей под давлением 200кПа, подают регенерируемый очищенный растворитель, и на последнюю тарелку подают через трубопровод 43 поток азота с расходом 650кмоль/ч. Подогреватель 69, которым снабжена вышеуказанная колонна 62, размещен на седьмой тарелке. В результате регенерации очищенного растворителя получают, с одной стороны, 2289кмоль/ч потока кислого газа, обогащенного CO2, при этом указанный поток выводят через трубопровод 44 из верхней части колонны 62, и, с другой стороны, регенерированный растворитель, выводимый из основания колонны 62 через трубопровод 34. Поток кислого газа, обогащенного CO2, выводимый через трубопровод 44, имеет давление 200кПа и температуру -47,5°C, при этом он имеет следующий молярный состав, %: CO2 - 71,64; метан - 0,05; этан - 0,77; пропан - 0,04; гексан - 0,40; метанол - 0,06; азот - 27,04. Регенерированный растворитель, циркулирующий по трубопроводу 34, доводится до давления 5000кПа при прохождении его через насос 37, потом его разделяют на две части, а именно: на большую часть, рециркулируемую в промывную колонну 5 после прохождения через систему теплообменника 39 и через трубопровод 6, и на часть, подаваемую в экстракционную колонну 56 по трубопроводу 63. Пример 3. Используя установку аналогичную установке, изображенной схематически на фиг.1 и работающую согласно вышеописанному способу, обрабатывают газовую смесь, имеющую состав, температуру, давление и расход аналогичные газовой смеси примера 1. Предварительную обработку газовой смеси осуществляют в колонне 2, для удаления углеводородов с C 6 и выше в усло виях аналогичных условиям примера 1 и выводят из вышеуказанной колонны 2, с одной стороны, через трубопровод 3 предварительно обработанную газовую смесь и, с другой стороны, через трубопровод 4 тяжелую углеводородную фракцию, имеющую характеристики аналогичные характеристикам предварительно обработанной газовой смеси и тяжелой углеводородной фракции, полученных согласно примеру 1. Контактирование предварительно обработанной газовой смеси осуществляют при 2500кмоль/ч диметилформамида, используемого в качестве растворителя, имеющего температуру -35°C и давление 4950кПа, при этом контактирование осуществляют в промывной колонне 5, содержащей шестнадцать тарелок и работающей при температуре -35°C под давлением 4900кПа. Холодильники 7, которыми оборудована промывная колонна 5, позволяют поддерживать заданную величину температуры в указанной колонне. Через трубопровод 8, из верхней части колонны 5, выводят 7577кмоль/ч отработанного газа, имеющего давление 4900кПа и температуру -35°C, при этом обработанный газ имеет следующий молярный состав, %: CO2 - 1,52; метан - 93,50; этан - 4,54; пропан - 0,13; гексан - 0,3. Через трубопровод 11, из основания промывной колонны, выводят 5487кмоль/ч обогащенного растворителя, имеющего температур у -35°C и давление 4900кПа, при этом вышеуказанный растворитель имеет следующий молярный состав, %: CO2 - 35,30; метан - 10,60; этан - 3,56; пропан - 2,97; бутан - 2,57; гексан - 0,95; диметилформамид - 44,05. Деметанизация обогащенного растворителя включает, прежде всего, первое дросселирование вышеуказанного растворителя под давлением 3000кПа, при этом дросселированный обогащенный растворитель подают в дросселирующую камеру 13, в которой получают 403кмоль/ч первого газа, содержащего 72мол,% метана, который выводят из верхней части камеры 13 через трубопровод 14, и предварительно деметанизированный обогащенный растворитель, выводимый из вышеуказанной камеры через трубопровод 15 и молярное содержание в котором снижено с 10,60% до 5,70%. Предварительно деметанизированный обогащенный растворитель, температура которого равна -37°C, дросселируют в клапане 16 и, затем, подают колонну 17, содержащую десять тарелок и работающей под давлением 1850кПа. В колонне 17 производят 513кмоль/ч второго обогащенного метаном газа, выводимого через трубопровод 19 под давлением 1850кПа и при температуре -34°C, и деметанизированный растворитель, выводимый из колонны 17 через трубопровод 27 с расходом 4571кмоль/ч при температуре 2°C и под давлением 1850кПа. Деметанизированный обогащенный растворитель, который проходит по трубопроводу 27, имеет следующий молярный состав, %: CO2 - 36,27; метан - 0,06; этан - 3,24; пропан - 3,37; бутан - 3,03; гексан - 1,14; диметилформамид - 52,89. Второй обогащенный метаном газ сжимают в компрессоре 20 до давления первого обогащенного метаном газа, а именно до 3000кПа. Выходящий из компрессора 20 через трубопровод 21, сжатый газ смешивают с первым газом, обогащенным метаном, для образования обогащенной метаном газовой фазы 22, которую затем сжимают в компрессоре 23 до давления обрабатываемой газовой смеси, а именно до 4950кПа, при этом указанная сжатая газовая смесь подается по трубопроводу 24, через холодильник 25 и трубопровод 26 к предварительно обработанной газовой смеси, которая циркулирует по тр убопроводу 3. Обогащенная метаном газовая сжатая смесь, проходящая по трубопроводу 26, имеет давление 4950кПа и расход 916кмоль/ч. Молярный состав указанной газовой фазы 26 является следующим, %: CO2 - 30,44; метан 63,20; этан - 5,16; пропан - 0,94; бутан - 0,26. После дросселирования в клапане 29 и охлаждения в охлаждающей системе 40 до -35°C, деметанизированный обогащенный растворитель вводят в контактирование в противотоке в экстракционной башне 56 жидкость/жидкость с охлажденным углеводородным растворителем с высоким содержанием гексана, при этом вышеупомянутый углеводородный растворитель содержит в молях, 95,70% гексана, 2,32% бутана, 1,44% пропана, 0,29% этана и 0,25% диметилформамида. Экстракционная башня 56 имеет двадцать восемь тарелок, при этом на первую тарелку подается 1200кмоль/ч охлажденного растворителя, который поступает по трубопроводу 63 при температуре -35°C, на пятнадцатую тарелку подается обогащенный деметанизированный растворитель, который поступает из охлаждающей системы 40, и на двадцать восьмую тарелку подается углеводородный охлажденный растворитель на основе гексана, подводимый по трубопроводу 57 с расходом 1358кмоль/ч. В результате этой экстракции получают 1757кмоль/ч углеводородного обогащенного растворителя с температурой -35°C под давлением 1000кПа, при этом вышеуказанный углеводородный растворитель выводят из верхней части башни 56 через трубопровод 59, и 5372кмоль/ч очищенного растворителя, выводимого из основания вышеуказанной башни через трубопровод 58, при температуре -35°C и под давлением 1000кПа. Углеводородный обогащенный растворитель, проходящий через трубопровод 59, имеет следующий молярный состав, %: CO2 - 0,23; метан - 0,15; этан - 8,48; пропан - 9,26; бутан - 8,96; гексан - 78,72; диметилформамид - 0,20. Очищенный растворитель, проходящий по трубопроводу 58, имеет следующий молярный состав, %: CO 2 30,83; этан - 0,06; пропан - 0,22; бутан - 0,25; гексан - 2,05; диметилформамид - 66,59. При разделении обогащенного углеводородного растворителя 59 в регенерационной колонне 49, содержащей двадцать восемь тарелок и работающей под давлением 300МПа, получают, с одной стороны, в верхней части колонны 49,421кмоль/ч фракции углеводородов с C2 и выше, имеющей температуру 2°C и давление 300кПа, которую выводят по трубопроводу 48 и, с другой стороны, получают в основании вышеуказанной колонны, 1357кмоль/ч регенерированного углеводородного растворителя, имеющего температуру 96°C и давление 300кПа, который выводят через трубопровод 50. Фракция углеводородов с C2 и выше, выводимая по трубопроводу 48, имеет следующий молярный состав, %: CO2 - 0,96; метан - 0,62; этан - 34,46; пропан - 34,02; бутан - 29,94. Регенерированный углеводородный растворитель, проходящий по трубопроводу 50, сжимают в насосе 51 до давления 1000кПа, затем охлаждают до -35°C в системе охлаждения 61 перед его рециркуляцией по трубопроводу 57 в экстракционную башню 56. Очищенный растворитель, поступающий по трубопроводу 58 из экстракционной башни 56, дросселируют при давлении 200кПа в дросселирующем клапане 60, затем его вводят в регенерационную колонну 62 в целях регенерации. Регенерируемый очищенный растворитель подают на первую тарелку колонны 62, содержащей четырнадцать тарелок и работающей под давлением 200кПа, а на последнюю тарелку подают поток азота 43 с расходом 500кмоль/ч. Подогреватель 69, которым снабжена колонна 62, расположен на седьмой тарелке. В результате регенерации очищенного растворителя получают, с одной стороны, 2172кмоль/ч потока кислого газа, обогащенного CO2, при этом, вышеуказанный поток выводят по трубопроводу 44 из верхней части колонны 62, а, с другой стороны, регенерированный растворитель, выведенный из основания колонны 62 через трубопровод 34. Поток кислого газа, обогащенного CO2, выводимый по трубопроводу 44 имеет давление 200кПа и следующий молярный состав, %: CO2 - 75,87; метан - 0,01; этан - 0,14; пропан - 0,45; бутан - 0,50; азот - 23,02. Регенерированный растворитель, циркулирующий по трубопроводу 34, доводят до давления 4950кПа, пропуская через насос 37, потом разделяют его на две части, а именно, на большую часть, рециркулируемую в промывную колонну 5 после прохождения через систему теплообменника 39 и трубопровод 6, и на часть, подаваемую в экстракционную башню 56 по трубопроводу 63. Пример 4. Используя установку, аналогичную установке, которая схематично изображена на фиг.2 и работающую как описано выше, обрабатывают газовую смесь, имеющую тот же самый молярный состав, что и газовая смесь, приведенная в примере 1. Обрабатываемую газовуюсмесь, поступающую по трубопроводу 1 с расходом 10000кмоль/ч, при температуре 20°C и под давлением 8000кПа вводят в колонну 2 для удаления углеводородов C6 и вы ше. Через трубопровод 4 колонны 2 выводят 371кмоль/ч углеводородной фракции, имеющей давление 7950кПа и температуру равную 20°C, при этом вышеуказанная фракция имеет следующий состав, %: CO2 - 16,63; метан 34,16; этан - 5,22; пропан - 4,79; бутан - 10,95; гексан - 28,25. Через трубопровод 3 из верхней части колонны 2 выводят 9629кмоль/ч предварительно обработанной газовой смеси, имеющей температуру 0°C и давление 7950кПа, при этом вышеуказанная предварительно обработанная газовая смесь имеет следующий молярный состав, %: CO2 - 18,05; метан - 72,94; этан - 5,10; пропан - 1,68; бутан - 1,45; гексан - 0,78. Контактирование предварительно обработанной газовой смеси осуществляют с 7600кмоль/ч растворителя, состоящего из диметилацетамида, имеющего давление 7950кПа и температуру равн ую 0°C, при этом контактирование осуществляют в промывной колонне 5, содержащей двадцать пять тарелок при температуре 0°C и под давлением 7950кПа, холодильники 7, которыми оборудована промывная колонна 5, позволяют поддерживать заданную величину температуры в колонне. Из верхней части колонны 5 через трубопровод 8 выводят 7301кмоль/ч обработанного газа, имеющего давление 7950кПа и температуру 0°C, при этом вышеуказанный газ имеет следующий молярный состав, %: CO 2 - 0,06; метан -96,06; этан - 3,17; пропан - 0,02; бутан - 0,01; гексан - 0,65; диметилформамид - 0,03. На основании промывной колонны 5 через трубопровод 11 выводят 12181кмоль/ч обогащенного растворителя, имеющего температуру 0°C и давление 7950кПа, при этом обогащенный растворитель имеет следующий молярный состав, %: CO2 - 16,68; метан - 15,40; этан - 2,81; пропан - 1,40; бутан - 1,18; гексан - 3,68; диметилацетамид - 59,90. Деметанизация обогащенного растворителя включает в себя, прежде всего, первое дросселирование вышеуказанного растворителя до давления 3400кПа, при этом дросселированный обогащенный растворитель подают в камеру 13, в которой получают 1827кмоль/ч первого газа, содержащего 72,5мол.% метана, который выводят из верхней части камеры 13 по трубопроводу 14, и предварительно деметанизированный обогащенный растворитель, который выводят из камеры 13 по трубопроводу 15, молярное содержание метана в котором снижается с 15,40 до 5,3%. Предварительно деметанизированный обогащенный растворитель, температура которого равна -4°C, дросселируют в клапане 16 и затем направляют в дистилляционную колонну 17, содержащую десять тарелок под давлением 1800кПа. В колонне 17 получают 426кмоль/ч второго газа, обогащенного метаном, который выводят через трубопровод 19 под давлением 1800кПа и при температуре -35°C, и деметанизированный растворитель, который выводят из колонны 17 по трубопроводу 27 с расходом 9928кмоль/ч, с температурой 26°C и под давлением 1800кПа. Деметанизированный обогащенный растворитель, проходящий по трубопроводу 27, имеет следующий молярный состав, %: CO2 - 17,53; метан - 0,09; этан - 2,62; пропан - 1,63; бутан - 1,42; гексан - 4,45; диметилацетамид - 72,26. Второй обогащенный метаном газ сжимают в компрессоре 20 до давления первого обогащенного метаном газа, а именно до 3400кПа. Выходящий из компрессора 20 по трубопроводу 21, сжатый газ смешивают с первым газом, обогащенным метаном, для образования обогащенной метаном газовой фазы 22, которую затем сжимают в компрессоре 23 до давления обрабатываемой газовой смеси, а именно до 7950кПа, при этом сжатую газовую фаз у добавляют через трубопровод 24, холодильник 25 и трубопровод 26 к предварительно обработанной газовой смеси, циркулирующей по трубопроводу 3. Обогащенная метаном сжатая газовая фаза, проходящая по трубопроводу 26, имеет давление 7950кПа и расход 2253кмоль/ч. Газовая фаза, обогащенная метаном, циркулирующая по трубопроводу 26, имеет следующий молярный состав, %: CO 2 - 12,99; метан - 82,82; этан - 3,68; пропан - 0,40; бутан - 0,11. Деметанизированный обогащенный растворитель после дросселирования в клапане 29 и охлаждения до 6°C в системе охлаждения 40 вводят в контактирование в противотоке в экстракционной башне 56 жидкость/жидкость с охлажденным углеводородным растворителем с большим содержанием гексана, при этом вышеуказанный углеводородный растворитель состоит из, в молях, 97,89% гексана, 0,86% бутана, 0,56% пропана и 0,19% этана. Экстракционная башня 56 содержит тридцать пять тарелок и на ее первую тарелку подают 3000кмоль/ч регенерированного растворителя, подводимого по трубопроводу 63 при температуре 0°C, на восемнадцатую тарелку подают деметанизированный обогащенный растворитель, поступающий из системы охлаждения 40, а на последнюю тарелку подают охлажденный углеводородный растворитель на основе гексана, подаваемого трубопроводом 57 с расходом 3678кмоль/ч. В результате этой экстракции получают 4296кмоль/ч обогащенного углеводородного растворителя, имеющего температуру 0°C и давление 1700кПа, при этом обогащенный углеводородный растворитель выводят из верхней части башни 56 через трубопровод 59, и 12310кмоль/ч очищенного растворителя выводят из основания башни 56 через трубопровод 58 при температуре 0°C и под давлением 1700кПа. Обогащенный углеводородный растворитель, проходящий по трубопроводу 59, имеет следующий молярный состав, %: CO2 - 1,21; метан - 0,19; этан - 6,06; пропан - 3,96; бутан - 3,70; гексан - 84,45; диметилацетамид - 0,42. Очищенный растворитель, проходящий по трубопроводу 58, имеет следующий молярный состав, %: CO 2 13,74; этан - 0,05; пропан - 0,10; бутан - 0,12; гексан - 4,69; диметилацетамин - 81,30. В результате разделения обогащенного углеводородного растворителя 59 в регенераторной колонне 49, содержащей двадцать восемь тарелок и работающей под давлением 1000кПа, получают, с одной стороны, в верхней части колонны 49,615кмоль/час фракции углеводородов C2 и выше, имеющей температуру 30°C и давление 1000кПа, которые выводят по трубопроводу 48, и, с другой стороны, в основании колонны 49 получают 3678кмоль/ч регенерированного углеводородного растворителя, имеющего температур у 160°C и давление 1000кПа, который выводят через трубопровод 50. Фракции углеводорода с C2 и выше, выводимая по трубопроводу 48, имеет следующий молярный состав, %: CO2 - 8,74; метан - 1,40; этан - 40,88; пропан - 26,42; бутан - 22,56. Регенерированный углеводородный растворитель, проходящий по трубопроводу 50, содержит, в молях, 97,88% гексана, 0,86% бутана, 0,56% пропана и 0,19% этана. Растворитель доводят в насосе 51 до давления 1700кПа, затем охлаждают до 0°C в системе охлаждения 61 перед его рециркуляцией через трубопровод 57 в экстракционную башню 56. Очищенный растворитель, поступающий по трубопроводу 58 из экстракционной башни 56, дросселируют при давлении 200кПа в дросселируемом клапане 60, затем его вводят в регенерационную колонну 62 для регенерации. На первую тарелку колонны 62, содержащей четырнадцать тарелок и работающей под давлением 200кПа, подают регенерируемый очищенный растворитель, и на последнюю тарелку подают по трубопроводу 43 поток азота с расходом 500кмоль/час. Подогреватель 63, которым снабжена колонна 62, расположенная на седьмой тарелке. В результате регенерации очищенного растворителя получают, с одной стороны, 2212кмоль/ч потока кислого газа, обогащенного CO2, при этом поток выводят через трубопровод 44 из верхней части колонны 62, и, с другой стороны, регенерированный растворитель выводят из основания колонны 62 по трубопроводу 34. Поток кислого газа, обогащенного CO2, который выводят через трубопровод 44, имеет давление 200кПа и следующий молярный состав, %: CO2 - 76,05; метан - 0,14; этан - 0,33; пропан - 0,53; бутан - 0,54; азот - 22,41. Регенерированный растворитель, циркулирующий по тр убопроводу 34, разделяют на две части, а именно: на большую часть, рециркулируемую к промывной колонне 5 после прохождения через систему теплообменника 38 и трубопровод 6, и на часть, подаваемую в экстракционную колонну 56 по трубопроводу 63. Пример 5. Используя установку, аналогичную установке, изображенной схематически на фиг.2 и работающую как описано выше, обрабатывают газовую смесь, имеющую состав, температур у и расход аналогичные газовой смеси примера 1 и давление 3000кПа. Предварительную обработку газовой смеси осуществляют в колонне 2 для удаления из нее углеводородов с C6 и выше и в условия х аналогичных усло виям примера 1. Предварительно обработанная газовая смесь, поступающая из колонны 2 по трубопроводу 3, имеет следующий молярный состав, %: CO2 - 18,30; метан - 73,44; этан - 5,10; пропан - 1,69; бутан - 1,44; гексан - 0,03. Предварительно обработанная газовая смесь, к которой добавлена газовая фаза и которая поступает по трубопроводу 26, вводится в контактирование с 7600кмоль/ч растворителя, состоящего из диметилацетамида, имеющего температуру 0°C и давление 2900кПа, при этом контактирование осуществляют в промывной колонне 5, содержащей двадцать пять тарелок и работающей при 0°C и под давлением 2900кПа. Холодильники 7, которыми оборудована промывная колонна, позволяют поддерживать температур у в колонне на заданной величине. Из верхней части колонны 5 выводят по трубопроводу 8 обработанный газ, имеющий давление 2900кПа и температуру 0°C, при этом обработанный газ содержит в молярных процентах 93,60% метана и 1,98% CO2, остальная часть состоит из углеводородов C2 и выше. Из основания промывной колонны выводят по трубопроводу 11 11024кмоль/ч обогащенного растворителя, имеющего температуру 0°C и давление 2900кПа, при этом обогащенный растворитель имеет следующий молярный состав, %: CO2 - 18,23; метан - 8,17; этан - 2,26; пропан - 1,56; бутан - 1,29; гексан - 0,03; диметилацетамин - 68,46. Деметанизация обогащенного растворителя включает первое дросселирование вышеуказанного растворителя до давления 2400кПа, при этом дросселированный обогащенный растворитель подают в дросселирующую камеру 13, в которой получают первый газ, содержащий метан, который выводят из верхней части камеры 13 по трубопроводу 14, и предварительно деметанизированный обогащенный растворитель выводят из указанной камеру по трубопроводу 15. Предварительно деметанизированный обогащенный растворитель дросселируют в клапане 16 и, затем, подают в дистилляционную колонну 17, содержащую десять тарелок и работающую при 1800кПа. В колонне 17 производят второй обогащенный метаном газ, который выводят по трубопроводу 19 под давлением 1800кПа и при температуре -35°C, и деметанизированный растворитель, выводимый из колонны 17 по трубопроводу 27 с расходом 9770кмоль/ч и под давлением 1800кПа. Деметанизированный обогащенный растворитель, проходящий по трубопроводу 27, имеет следующий молярный состав, %: CO2 - 17,61; метан - 0,05; этан - 1,93; пропан - 1,67; бутан - 1,43; гексан - 0,04; диметилацетамин - 77,27. Второй обогащенный метаном газ сжимают в компрессоре 20 до давления первого газа, обогащенного метаном, а именно до 2400кПа. Сжатый газ, выходящий из компрессора 20, по трубопроводу 21 смешивают с первым газом, обогащенным метаном, для образования обогащенной метаном газовой фазы 22, которую затем сжимают в компрессоре 23 до давления обрабатываемой газовой смеси, а именно до 2900кПа, при этом указанную сжатую газовую фазу добавляют через трубопровод 24, холодильник 25 и трубопровод 20 к предварительно обработанной газовой смеси, которая циркулирует по тр убопроводу 3. Обогащенная метаном сжатая газовая фаза, проходящая по трубопроводу 26, имеет температуру 0°C, давление 2900кПа и расход 1957кмоль/ч. После дросселирования в клапане 29 и охлаждения до 0°C в системе охлаждения 40, деметанизированный обогащенный растворитель вводят в контактирование в противотоке в экстракционной башне 56 жидкость/жидкость с охлажденным углеводородным растворителем с высоким содержанием гексана, при этом, вышеупомянутый углеводородный растворитель содержит в молях 97,98% гексана, 1,56% углеводородов C 2-C4 и 0,46% диметилацетамина. Экстракционная башня 56 содержит тридцать пять тарелок и при этом на первую тарелку подают 3000кмоль/ч регенерированного растворителя по трубопроводу 63 при температуре 0°C, на восемнадцатую тарелку подают обогащенный деметанизированный растворитель, который поступает из системы охлаждения 40 и на последнюю тарелку подают углеводородный охлажденный растворитель на основе гексана, поступающего по трубопроводу 57. В результате этой экстракции получают 4138кмоль/ч углеводородного обогащенного растворителя, имеющего температуру 0°C и давление 1000кПа, при этом вышеуказанный углеводородный растворитель выводят из верхней части башни 56 по трубопроводу 59, и 12303кмоль/час очищенного растворителя выводят из основания башни 56 по трубопроводу 58 при температуре 0°C и под давлением 1000кПа. Углеводородный обогащенный растворитель, проходящий по трубопроводу 59 имеет следующий молярный состав, %: CO2 - 0,91; метан - 0,10; этан - 4,57; пропан - 4,14; бутан - 3,80; гексан - 86,07; диметилацетамин 0,41. Очищенный растворитель, проходящий по трубопроводу 58, имеет следующий молярный состав, %: CO 2 13,70; этан - 0,04; пропан - 0,10; бутан - 0,12; гексан - 4,68; диметилацетамин - 81,36. В результате разделения обогащенного углеводородного растворителя 59 в регенерационной колонне 49, содержащей двадцать восемь тарелок и работающей под давлением 1000кПа, получают, с одной стороны, из верхней части колонны 49,502кмоль/час фракции углеводородов с C2 и выше, имеющей температуру 35°C и давление 1000кПа, которую выводят по трубопроводу 48, и, с другой стороны, в основании вышеуказанной колонны получают регенерированный углеводородный растворитель, имеющий температуру 152°C и давление 1000кПа, который выводят через трубопровод 50. Фракция углеводородов с C2 и выше, выводимая по трубопроводу 48, имеет следующий молярный состав, %: CO2 - 7,50; метан - 0,78; этан - 36,66; пропан - 30,03; бутан - 25,03. Регенерированный углеводородный растворитель, поступивший по трубопроводу 50, охлаждают до 0°C в системе охлаждения 61 перед его рециркуляцией по трубопроводу 57 в экстракционную башню 56. Очищенный растворитель, поступивший по трубопроводу 58 из экстракционной башни 56, дросселируют до давления 200кПа в дросселирующем клапане 60, потом его вводят в регенерационную колонну 62 для регенерации. На первую тарелку выше указанной колонны 62, содержащей четырнадцать тарелок и работающей под давлением 200кПа, подают регенерируемый очищенный растворитель, а на последнюю тарелку подают по трубопроводу 43 поток азота с расходом 500кмоль/ч. Подогреватель 69, которым снабжена указанная колонна 62, расположен на седьмой тарелке. В результате регенерации очищенного растворителя получают, с одной стороны, 2204кмоль/ч потока кислого газа, обогащенного CO2, при этом указанный поток выводят через трубопровод 44 из верхней части колонны 62 и, с другой стороны, регенерированный растворитель выводят из основания колонны 62 по трубопроводу 34. Поток кислого обогащенного CO2, выводимый по трубопроводу 44, имеет давление 200кПа и температуру 50°C и при этом он имеет следующий молярный состав, %: CO2 - 76,06; метан - 0,03; этан - 0,21; пропан - 0,50; бутан - 0,52; азот - 22,68. Регенерированный растворитель, циркулирующий по трубопроводу 34, разделяют на две части, а именно на большую часть, рециркулируемую в промывную колонну 5 после прохождения через систему теплообменника 39 и трубопровод 6, и часть, которую подают в экстракционную башню 56 по трубопроводу 63.
ДивитисяДодаткова інформація
Автори англійськоюKlod Blan, Henri Paradovski
Автори російськоюКлод Блан, Анри Парадовски
МПК / Мітки
МПК: C10G 5/00
Мітки: со2, газової, витягання, спосіб, одночасного, суміші, вуглеводнів
Код посилання
<a href="https://ua.patents.su/11-26318-sposib-odnochasnogo-vityagannya-so2-i-vuglevodniv-s2-i-vishhe-z-gazovo-sumishi.html" target="_blank" rel="follow" title="База патентів України">Спосіб одночасного витягання со2 і вуглеводнів с2 і вище з газової суміші</a>
Спосіб селективного видалення сірки та бензину із газової суміші

Номер патенту: 13216
Опубліковано: 28.02.1997
Автори: Клод Бланк, Анрі Парадовський
МПК: C07C 7/00
Мітки: сірки, селективного, суміші, газової, спосіб, видалення, бензину
Формула / Реферат:
(57) 1. Способ селективного удаления серы и бензина из газовой смеси, содержащей в основном метан и, кроме того, сероводород, углеводороды С2 и выше и диоксид углерода, находящейся при повышенном давлении путем контактирования газовой смеси при пониженной температуре в зоне промывки с растворителем, включающий осуществление регенерации растворителя, содержащего сероводород и другие абсорбированные соединения, и затем рециркуляцию...
Спосіб роз’єднання парафінових і олефінових вуглеводнів с 4
Номер патенту: 5984
Опубліковано: 29.12.1994
Автори: Мартін Шульце, Герхард Пройсер, Герт Еммріх
МПК: C07C 1/00, C07C 67/00, C07C 9/00, C07C 7/00, C07C 11/00
Мітки: спосіб, парафінових, вуглеводнів, роз'єднання, олефінових
Формула / Реферат:
Способ разделения парафиновых и олефино-вых углеводородов С4 путем экстрактивной перегонки с использованием селективного растворителя на основе морфолина в экстрактивно-перегонной колонне с отводом растворителя и олефиновых углеводородов из нижней части этой колонны с последующим отделением растворителя от олефиновых углеводородов в отгонной колонне с конденсацией образующихся в верхней части этой колонны паров посредством нормального...
Спосіб поділу суміші c -вуглеводнів різної ступені насиченості
Номер патенту: 7013
Опубліковано: 31.03.1995
Автори: Клаус-Юрген Шнейдер, Детлєф Бендер, Дітер Штокбургер, Харальд Швенткер, Ульріх Вагнер, Клаус Фолькамер, Ганс-Мартін Вайтц
МПК: C07C 67/00, C07C 1/00, C07C 9/00, C07C 7/00, C07C 11/00, B01D 3/34
Мітки: суміші, поділу, спосіб, різної, вуглеводнів, насиченості, ступені
Формула / Реферат:
Формула изобретенияСпособ разделения смеси С4-углеводоро-дов разной степени насыщенности путем экстрактивной дистилляции в присутствии селективного растворителя с отбором в виде головного продукта колонны экстрактивной дистилляции более насыщенных углеводородов и в виде кубового продукта - менее насыщенных углеводородов в селективном растворителе с последующим отделением менее насыщенных углеводородов, испарением кубового продукта...
Спосіб гасіння стабілізованого вогнеперегороджувачем полум’я горіння газової суміші,що транспортується

Номер патенту: 6202
Опубліковано: 29.12.1994
Автор: Кудінов Юрій Васильович
МПК: A62C 4/00
Мітки: спосіб, стабілізованого, горіння, суміші,що, гасіння, газової, вогнеперегороджувачем, транспортується, полум'я
Формула / Реферат:
(57) Способ тушения стабилизированного огнепреградителем пламени горения транспортируемой газовой смеси, включающий подачу инертного газа в эону горения, о т личающийся тем, что часть газового потока прошедшего через огнепреградитель отводят в изолированную от основного потока газа емкость, воспламеняют его пламенем, стабилизированным на огнепреградителе, а в качестве инертного газа используют продукты горения отведенной части газового...
Спосіб виділення сірководню з газової суміші та установка для його здійснення
Номер патенту: 12332
Опубліковано: 25.12.1996
Автори: Жан Ельг, Жак Турньє-Ласерв
МПК: B01D 53/14
Мітки: газової, установка, суміші, сірководню, здійснення, спосіб, виділення
Формула / Реферат:
(57) 1. Способ выделения сероводорода из газовой смеси, содержащей 5-60 об.% водяного пара, включающий охлаждение исходного газа до температуры в интервале 5°С - температура точки росы воды, отделение воды, промывку полученного газового потока при 5-70°С водным раствором щелочного абсорбента с последующим отводом газа и регенерацией насыщенного абсорбента, отличающийся тем, что газ после промывки подвергают гидратации водой, полученной на...
Попередній патент: Система шаруватих каталізаторів для гідроочистки вуглеводнів та спосіб денітрофікації вуглеводнів
Наступний патент: Спосіб одержання біологічно активної композиції
Випадковий патент: Спосіб ремонту корпусу насоса підживлення аксіально-поршневої гідромашини