Спосіб ремонту корпусу насоса підживлення аксіально-поршневої гідромашини
Номер патенту: 99052
Опубліковано: 12.05.2015
Автори: Мельянцов Петро Тимофійович, Козін Владислав Вадимович, Лосіков Олександр Михайлович, Донець Ігор Сергійович, Сидоренко Віктор Кононович, Скрипочка Тетяна Анатоліївна, Назарець Віктор Семенович

Формула / Реферат
Спосіб ремонту корпусу насоса, що полягає в відновленні зношених поверхонь полімерно-композитним покриттям на основі епоксидної смоли з наповнювачем з алюмінієвої пудри або залізного порошку, пластифікатора та затверджувача, яке наноситься шпателем з послідуючою механічною обробкою під зменшений ремонтний розмір, який відрізняється тим, що попередньо бокові поверхні колодязів корпусу насоса обробляють гідравлічно-пластичним деформуванням спеціальною оправкою з корончатим видавлювачем, які розміщують по колу через 45 ° і приводять в дію гідравлічним ударом, після чого оброблену поверхню знежирюють і наносять полімерно-композитне покриття, яке піддають термофіксації і механічно оброблюють під номінальний або ремонтний розмір.
Текст
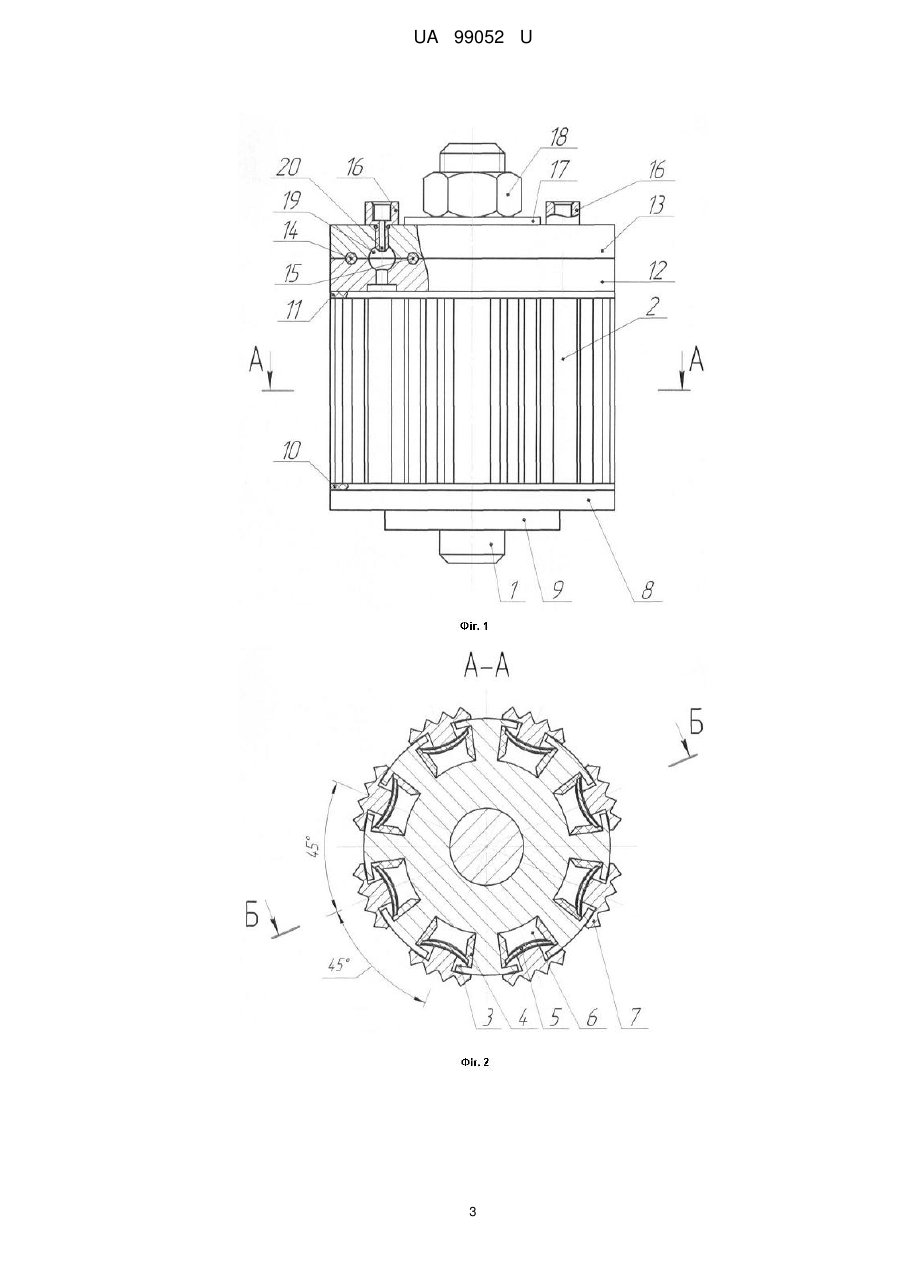
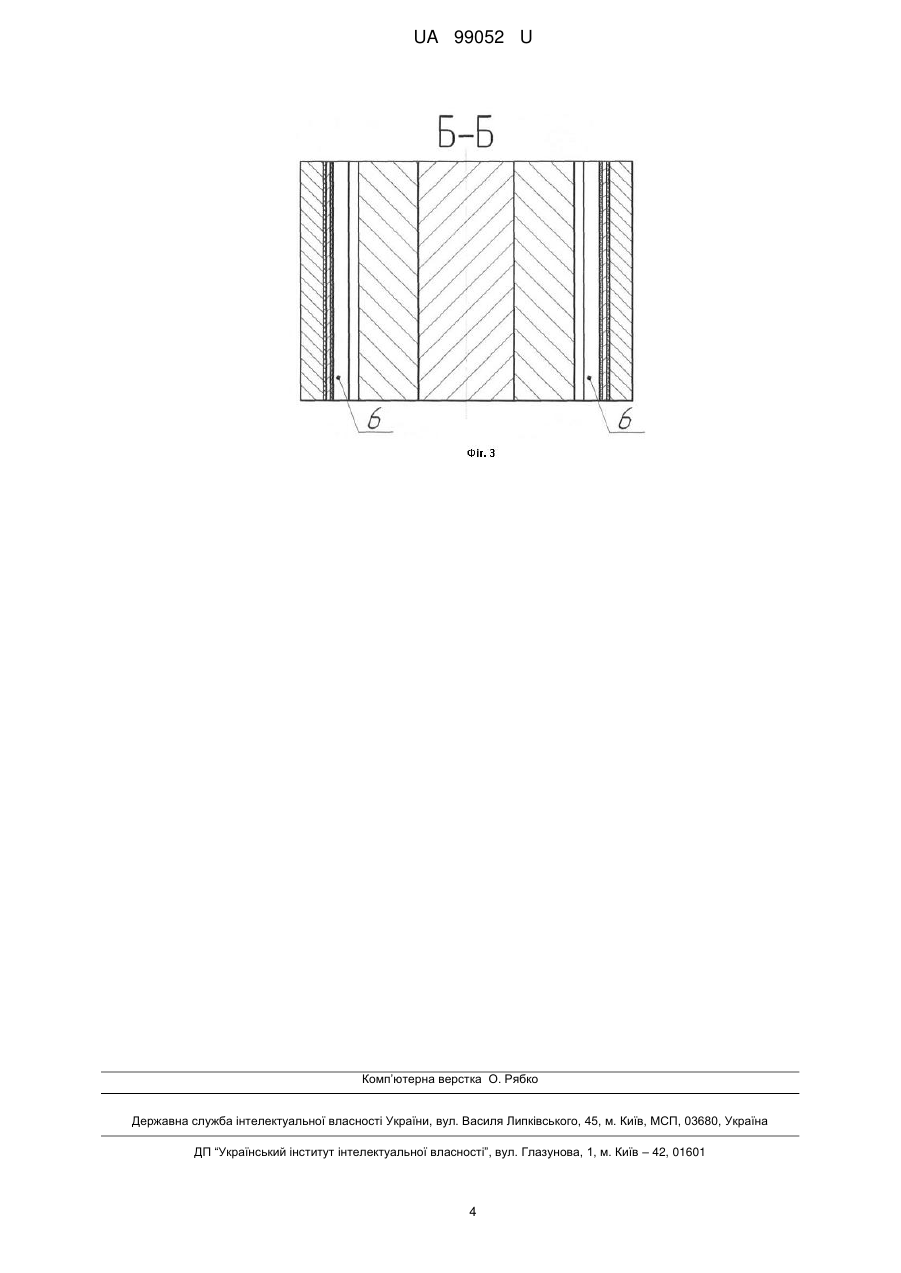
Реферат: Спосіб ремонту корпусу насоса шляхом відновлення зношених поверхонь полімернокомпозитним покриттям на основі епоксидної смоли з наповнювачем з алюмінієвої пудри або залізного порошку, пластифікатора та затверджувача. Попередньо бокові поверхні колодязів корпусу насоса обробляють гідравлічно-пластичним деформуванням спеціальною оправкою з корончатим видавлювачем, які розміщують по колу через 45 ° і приводять в дію гідравлічним ударом. Після цього оброблену поверхню знежирюють і наносять полімерно-композитне покриття, яке піддають термофіксації і механічно оброблюють під номінальний або ремонтний розмір. UA 99052 U (12) UA 99052 U UA 99052 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області ремонту та відновлення гідравлічних агрегатів і може знайти застосування для відновлення корпусу насоса підживлення аксіально-поршневої гідромашини на спеціалізованих підприємствах. Відомий спосіб ремонту корпусу насоса при значних зношеннях бокових поверхонь колодязів, який характеризується нагріванням корпусу з послідуючою пластичною деформацією, обтисканням в гарячому стані, термічним та механічним обробленням (Гологорский Е.Г., Колесниченко В.В. Техническое обслуживание и ремонт дорожностроительных машин. Учебное пособие для ПТУ. - М.: Высшая школа. - 1991. - С. 211-213). До недоліків даного способу слід віднести значну трудомісткість робіт, а також складність при повторному відновленні корпусів з застосуванням даного способу. Більш близьким по технічній суті і результату, що досягається, є спосіб ремонту корпусів шестеренних насосів, що полягає в відновленні зношених поверхонь полімерно-композитним покриттям на основі епоксидної смоли з наповнювачем з алюмінієвої пудри або залізного порошку, пластифікатора та затверджувача, яке наноситься шпателем з послідуючою механічною обробкою під зменшений ремонтний розмір (Баккер И.Г. Ремонт технологического оборудования лесозаготовительных машин. - М.: Экология. - 1991. - С. 212). Недоліком даного способу є значна імовірність відокремлення полімерного покриття від корпусу в результаті температурного та статодинамічного навантаження, що зменшує експлуатаційну довговічність насоса. В основу корисної моделі поставлена задача підвищення експлуатаційної довговічності корпусу насоса підживлення аксіально-поршневої гідромашини ремонтно-технологічними діями. Поставлена задача вирішується тим, що попередньо бокові поверхні колодязів корпусу насоса обробляють гідравлічно-пластичним деформуванням спеціальною оправкою з корончатим видавлювачем, які розміщують по колу через 45° і приводять в дію гідравлічним ударом. Після цього оброблену поверхню знежирюють і на неї наносять полімерно-композитне покриття, яке піддають термофіксації і механічно оброблюють під номінальний або ремонтний розмір, отримуючи робочу поверхню колодязя у вигляді чергування дільниць металу корпусу та полімерно-композитного покриття з кроком розміщення виступів та впадин корончатих видавлювачів. Загальною ознакою способу, що заявляється, та найближчого аналога є застосування полімерно-композитного покриття для відновлення зношених поверхонь. Відмінною ознакою способу, що заявляється, є те, що бокові поверхні колодязів попередньо обробляють гідравлічно-пластичним деформуванням спеціальними оправками з корончатим видавлювачем, які приводять в дію гідравлічним ударом. Корисна модель пояснюється графічно, де на Фіг. 1 представлено зовнішній вигляд гідропластичної оправки з корончатим видавлювачем, на Фіг. 2 - поперечний переріз гідропластичної оправки, на Фіг. 3 - повздовжній розріз гідропластичної оправки. Гідропластична оправка містить вісь 1, на якій розміщується циліндричний корпус 2, в пазах 3 якого встановлюють манжети 4, які виготовлені з пружно-демпфуючого матеріалу, містять в собі пружну стальну пластину 5 і формують камери 6 гідропластичного деформування гідравлічним ударом. Корончатий видавлювач 7 нерознімно з'єднаний з манжетою 4. В нижній частині осі 1 встановлено ущільновально-приставне дно 8, яке нижньою поверхнею упирається в кільцевий виступ 9, верхньою - через прокладку 10 з'єднується з циліндричним корпусом 2, в верхній частині якого розміщена прокладка 11, на яку вкладають розподільник 12 та кришку 13, герметичність з'єднання яких забезпечують ущільнювальними кільцями 14 та 15. На кришку 13 встановлюють штуцери 16 для подачі і відведення робочої рідини в режимі гідравлічного удару. Кришка 13 притискається до нижнього плоского розподільника 12шайбою 17 за допомогою гайки 18. Гідропластична деформація проводиться наступним чином. Проводять складання оправки. На кільцевий виступ 9 осі 1 укладають ущільновальноприставне дно 8 і прокладку 10, на яку встановлюють циліндричний корпус 2 з манжетами 4 та корончатими видавлювачами 7. Зверху циліндричного корпусу 2 розміщують прокладку 11 та розподільник 12 з кришкою 13. Останню підтискають гайкою 18 до плоского розподільника 12, що забезпечує герметичність з'єднання між плоским розподільником 12, прокладкою 11 і циліндричним корпусом 2, та між плоским розподільником 12, ущільнювальними кільцями 14 та 15 і кришкою 13. В останній на внутрішній поверхні розміщені кругові канали 19 та отвори 20 для підведення робочої рідини до камер 6 гідропластичного деформування. В колодязь корпусу, який нерухомо фіксується в спеціальному пристрої (не показано) вводиться гідропластична оправка концентрично осі колодязя і нерухомо фіксується (не показано). Після цього до штуцера 16 кришки 13 подається робоча рідина в режимі 1 UA 99052 U 5 10 15 20 25 30 35 гідравлічного удару, розподіляється плоским розподільником 12 до камер 6 гідропластичного деформування і переміщує манжети 4 разом з корончастими видавлювачами 7 до робочої поверхні колодязя корпусу насоса, виконуючи пластичне деформування вдавлюванням. В результаті цього матеріал колодязя корпусу переміщується до впадин корончатого видавлювача 7 в сторону зменшення внутрішнього діаметра колодязя. Після завершення гідравлічного удару пружна стальна пластина 5 повертається в початкове положення, забезпечуючи відведення корончатого видавлювача 7 від колодязя корпусу насоса. Гідропластично оброблена поверхня знежирюється і на неї наноситься полімерно-композитне покриття, яке підлягає термофіксації. Відновлений колодязь корпусу механічно обробляють розточуванням під номінальний або ремонтний розмір, отримуючи робочу поверхню колодязя у вигляді чергування дільниць металу корпусу та полімерно-композитного покриття з кроком розміщення корончатих виступів та впадин видавлювача, що збільшує експлуатаційну довговічність відновленого корпусу насоса на 18 % в результаті зростання якості фіксації полімерного композиту у впадинах корпусу, збільшення міцнісних показників робочої поверхні колодязя за рахунок наявності металевих дільниць в відновленій поверхні та зменшення гідроабразивного зношення пар тертя в результаті втиснення абразивних частин, більших ніж зазор в спряженнях, в матеріал полімерної композиції. Запропонований спосіб ремонту корпусу насоса підживлення аксіально-поршневої гідромашини проходить випробування в лабораторних умовах Національної металургійної Академії України. Запропонована корисна модель може бути багаторазово відтворена і використана як спосіб ремонту корпусу насоса підживлення аксіально-поршневої гідромашини. Отже корисна модель відповідає критерію "промислова придатність". ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб ремонту корпусу насоса, що полягає в відновленні зношених поверхонь полімернокомпозитним покриттям на основі епоксидної смоли з наповнювачем з алюмінієвої пудри або залізного порошку, пластифікатора та затверджувача, яке наноситься шпателем з послідуючою механічною обробкою під зменшений ремонтний розмір, який відрізняється тим, що попередньо бокові поверхні колодязів корпусу насоса обробляють гідравлічно-пластичним деформуванням спеціальною оправкою з корончатим видавлювачем, які розміщують по колу через 45 ° і приводять в дію гідравлічним ударом, після чого оброблену поверхню знежирюють і наносять полімерно-композитне покриття, яке піддають термофіксації і механічно оброблюють під номінальний або ремонтний розмір. 2 UA 99052 U 3 UA 99052 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюKozin Vladyslav Vadymovych
Автори російськоюКозин Владислав Вадимович
МПК / Мітки
МПК: F04B 1/20
Мітки: насоса, підживлення, аксіально-поршневої, корпусу, ремонту, спосіб, гідромашини
Код посилання
<a href="https://ua.patents.su/6-99052-sposib-remontu-korpusu-nasosa-pidzhivlennya-aksialno-porshnevo-gidromashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту корпусу насоса підживлення аксіально-поршневої гідромашини</a>
Спосіб контролю технічного стану насоса підживлення аксіально-поршневої гідромашини
Номер патенту: 98782
Опубліковано: 12.05.2015
Автори: Лосіков Олександр Михайлович, Мельянцов Петро Тимофійович
МПК: F04B 51/00
Мітки: контролю, гідромашини, підживлення, стану, технічного, аксіально-поршневої, насоса, спосіб
Формула / Реферат:
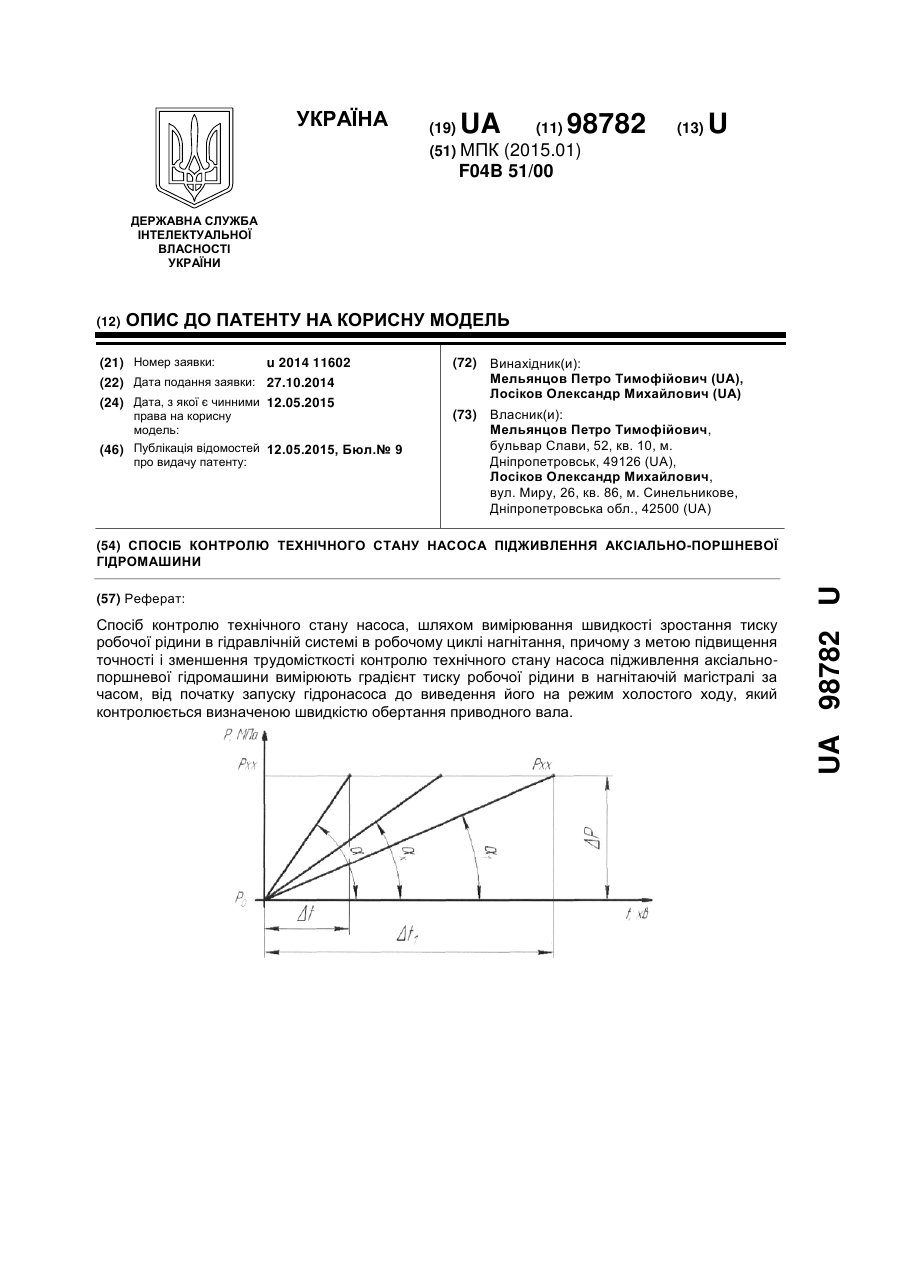
Спосіб контролю технічного стану насоса, шляхом вимірювання швидкості зростання тиску робочої рідини в гідравлічній системі в робочому циклі нагнітання, який відрізняється тим, що з метою підвищення точності і зменшення трудомісткості контролю технічного стану насоса підживлення аксіально-поршневої гідромашини вимірюють градієнт тиску робочої рідини в нагнітаючій магістралі за часом, від початку запуску гідронасоса до виведення його на режим...
Стенд для обкатки та контролю технічного стану насоса підживлення аксіально-поршневої гідромашини
Номер патенту: 98408
Опубліковано: 27.04.2015
Автори: Мельянцов Петро Тимофійович, Лосіков Олександр Михайлович
МПК: F15B 19/00
Мітки: контролю, гідромашини, насоса, аксіально-поршневої, технічного, стенд, стану, обкатки, підживлення
Формула / Реферат:
1. Стенд для обкатки та контролю технічного стану насоса підживлення аксіально-поршневої гідромашини, який включає привід насоса, гідробак, лічильник рідини, регулювальний дросель, що встановлені послідовно в нагнітаючій гідролінії насоса, який відрізняється тим, що, з метою розширення функціональних можливостей стенда, його забезпечують змінними пристроями для встановлення випробувальних насосів та безступеневим регулюванням швидкості...
Насос підживлення аксіально-поршневої гідромашини
Номер патенту: 98159
Опубліковано: 27.04.2015
Автори: Лосіков Олександр Михайлович, Сидоренко Віктор Кононович, Назарець Віктор Семенович, Мельянцов Петро Тимофійович
МПК: F04C 2/08
Мітки: насос, гідромашини, аксіально-поршневої, підживлення
Формула / Реферат:
Насос підживлення аксіально-поршневої гідромашини, що містить корпус із торцевими кришками, у розточеннях якого розміщені ведена й ведуча шестерні, при цьому ведуча шестірня спряжена з валом шпонковим з'єднанням, а ведена встановлена вільно на осі, який відрізняється тим, що в верхній торцевій кришці встановлено пластину компенсації торцевого зазору, яка складається з робочої і опорної поверхонь та пружнодемпфуючого елемента, у якому...
Насос підживлення аксіально-поршневої гідромашини

Номер патенту: 98751
Опубліковано: 12.05.2015
Автори: Лосіков Олександр Михайлович, Мельянцов Петро Тимофійович
МПК: F04B 1/20
Мітки: гідромашини, насос, аксіально-поршневої, підживлення
Формула / Реферат:
Насос підживлення аксіально-поршневої гідромашини, який включає в себе корпус, верхню та нижню кришки, в розточених отворах яких розміщені втулки, що виконують роль підшипників ковзання для вала ведучої шестірні і осі веденої шестірні, який відрізняється тим, що в розточених отворах верхньої і нижньої кришок встановлено підшипникові втулки, які складаються з робочої і напрямної втулок, між якими встановлено пружно-демпфуючий елемент, у...
Спосіб відновлення роботоздатності аксіально-поршневої гідромашини

Номер патенту: 91345
Опубліковано: 25.06.2014
Автори: Кириленко Олександр Іванович, Царанков Євгеній Валерійович, Черних Тетяна Валеріївна, Мельянцов Андрій Петрович, Мельянцов Петро Тимофійович
МПК: F04B 1/20
Мітки: аксіально-поршневої, спосіб, гідромашини, відновлення, роботоздатності
Формула / Реферат:
Спосіб відновлення роботоздатності аксіально-поршневої гідромашини, який включає видалення приставного дна із гідромашини, напаювання антифрикційним матеріалом торця блока циліндрів, обробку його, а також обробку та зміну осьових розмірів деталей, які замикають і приймають участь в замиканні робочих камер гідромашини, до спряження в складеній гідромашині торця блока циліндрів з торцем розподільника, який відрізняється тим, що у зношеного...
Попередній патент: Спосіб створення стразового зображення на поверхні матеріалу
Наступний патент: Спосіб гістологічної ідентифікації гладких міоцитів судинної стінки шляхом модифікації забарвлення за маллорі
Випадковий патент: Спосіб індикації репродуктивної активності ентеровірусів свиней у культурі клітин внк-21