Композиційний матеріал,що містить суперабразивні частинки та спосіб виготовлення цього матеріалу
Номер патенту: 54398
Опубліковано: 17.03.2003
Автори: Коізумі Мітсуе, Лєвашов Євгєній А., ОХІЯНАГІ Мансші, Тротшуе Алєксандр В., Хоссомі Сатору, Боровінская Інна П.

Формула / Реферат
1. Композиційний матеріал, що містить суперабразивні частинки, який включає основу з формованого металевого блока, а також функціональну частину з керамічного матеріалу, що містить суперабразивні частинки, яку приєднано до поверхні зазначеної основи металом, що розплавився під час процесу самопоширювального високотемпературного синтезу (СВС).
2. Композиційний матеріал за п. 1, де зазначений керамічний матеріал є продуктом, який сформовано СВС-процесом.
3. Композиційний матеріал за п. 1, де зазначений керамічний матеріал функціональної частини включає каркасну структуру керамічного матеріалу, що включає карбід, нітрид, карбонітрид, борид чи силіцид металів перехідного ряду IV - VI груп або алюмінію, карбід бору чи їх суміш, а також заповнювач зазорів у зазначеній каркасній структурі та поряд з нею з матеріалу, що має металеві властивості.
4. Композиційний матеріал за п. 1, де зазначений розплавлений метал містить як базовий компонент принаймні один метал, який вибрано з групи заліза, міді, алюмінію та металів перехідного ряду.
5. Композиційний матеріал за п. 1, де зазначена функціональна частина має матрицю, яка по суті складається з керамічних матеріалів.
6. Композиційний матеріал за п. 1, де зазначена керамічна частина включає структурні матеріали та заповнювач у співвідношенні, що змінюється від робочої поверхні до основи безперервно або ступінчасто.
7. Композиційний матеріал за п. 1, де товщина зазначеної функціональної частини дорівнює від 0,5 до 20 мм.
8. Композиційний матеріал за п. 1, де зазначені суперабразивні частинки розподілені принаймні на поверхні названого керамічного шару.
9. Спосіб виготовлення композиційного матеріалу, що містить суперабразивні частинки, який включає:
1) приготування суміші порошків, яку складають так, щоб вона могла пройти СВС-процес з утворенням керамічного продукту у одній чи кількох гранулах, де суперабразивні частинки знаходяться принаймні на ділянці, яка відповідає робочій поверхні;
2) розташування зазначеної гранули чи гранул суміжно з основою з формованого металічного блока, щоб створити систему вихідних матеріалів, забезпечуючи те, щоб в системі був присутній матеріал з металевими властивостями, який буде плавитись під час СВС-процесу;
3) ініціювання зазначеного СВС-процесу у названій системі так, щоб нагріти і розплавити принаймні частину зазначеного компонента з металевими властивостями, та
4) прикладання тиску за допомогою преса, що розпочинається від 0,1 до 10 секунд по закінченні процесу і утримується впродовж принаймні 2 секунд, щоб забезпечити з’єднання сформованої керамічної частини з металевим блоком.
10. Спосіб за п. 9, де друга хімічна композиція, здатна пройти СВС-процес, розташовується окремо від зазначеної гранули та металевого блока, але поряд з ними, і теплота для розплавлення зазначеного компонента з металевими властивостями надходить принаймні частково від СВС-процесу названої другої хімічної композиції.
11. Спосіб за п. 9, де теплота для розплавлення зазначеного компонента з металевими властивостями надходить повністю від СВС-процесу всередині названої гранули.
12. Спосіб за п. 9, де зазначений керамічний матеріал включає принаймні одну сполуку, яку вибрано з-поміж карбіду, нітриду, карбонітриду, бориду, силіциду металів перехідного ряду IV - VI груп і алюмінію та карбіду бору.
13. Спосіб за п. 9, де зазначений матеріал з металевими властивостями використовується у вигляді порошку, змішаного з матеріалами, що утворюють кераміку, і розподіленого у гранулі.
14. Спосіб за п. 9, де зазначений компонент з металевими властивостями формується та використовується у вигляді другої гранули, яку розташовують між названою першою гранулою з порошку, що утворює кераміку, і зазначеним металевим блоком.
15. Спосіб за п. 9, де зазначений компонент з металевими властивостями формується і використовується у вигляді листа, який розташовують між названою першою гранулою з порошкової суміші, яка формує кераміку, і зазначеним металевим блоком.
16. Спосіб за п. 9, де зазначений компонент з металевими властивостями одержується з названої основи під час СВС-процесу.
17. Спосіб за п. 9, де зазначений компонент з металевими властивостями включає принаймні один метал з групи: залізо, мідь, алюміній та метали перехідного ряду.
18. Спосіб за п. 9, де названа порошкова суміш включає принаймні один метал, вибраний з титану та кремнію, та/або одну тугоплавку речовину, яку вибрано з-поміж їх карбіду, нітриду і бориду.
19. Спосіб за п. 9, де зазначена технологія пресування є однією з прямого пресування у формі, квазі-ізостатичного пресування з пресувальним середовищем і листового пресування.
20. Спосіб за п. 19, де зазначене пресувальне середовище включає формувальний пісок.
21. Спосіб за п. 19, де зазначене пресувальне середовище включає продукт СВС-процесу.
Текст
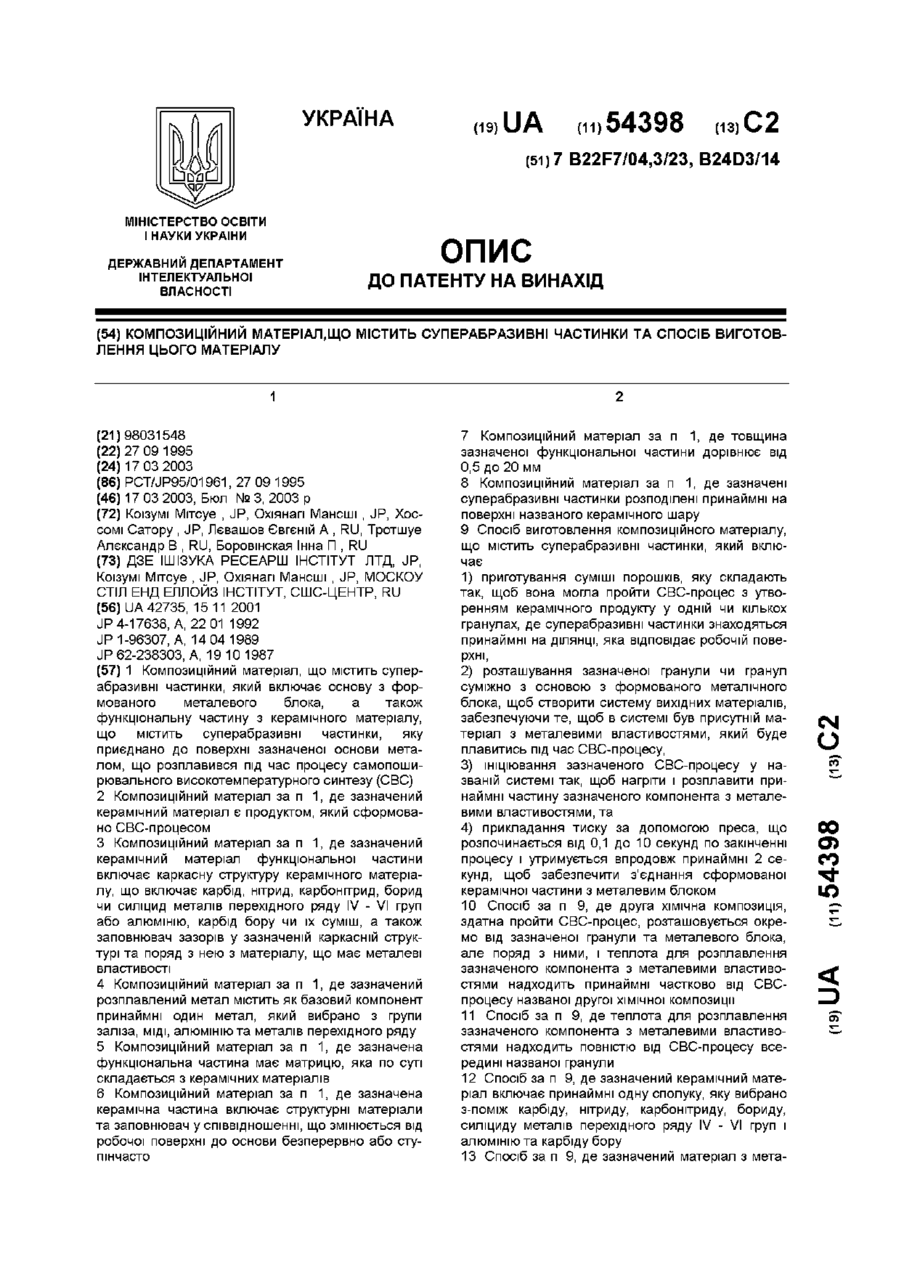
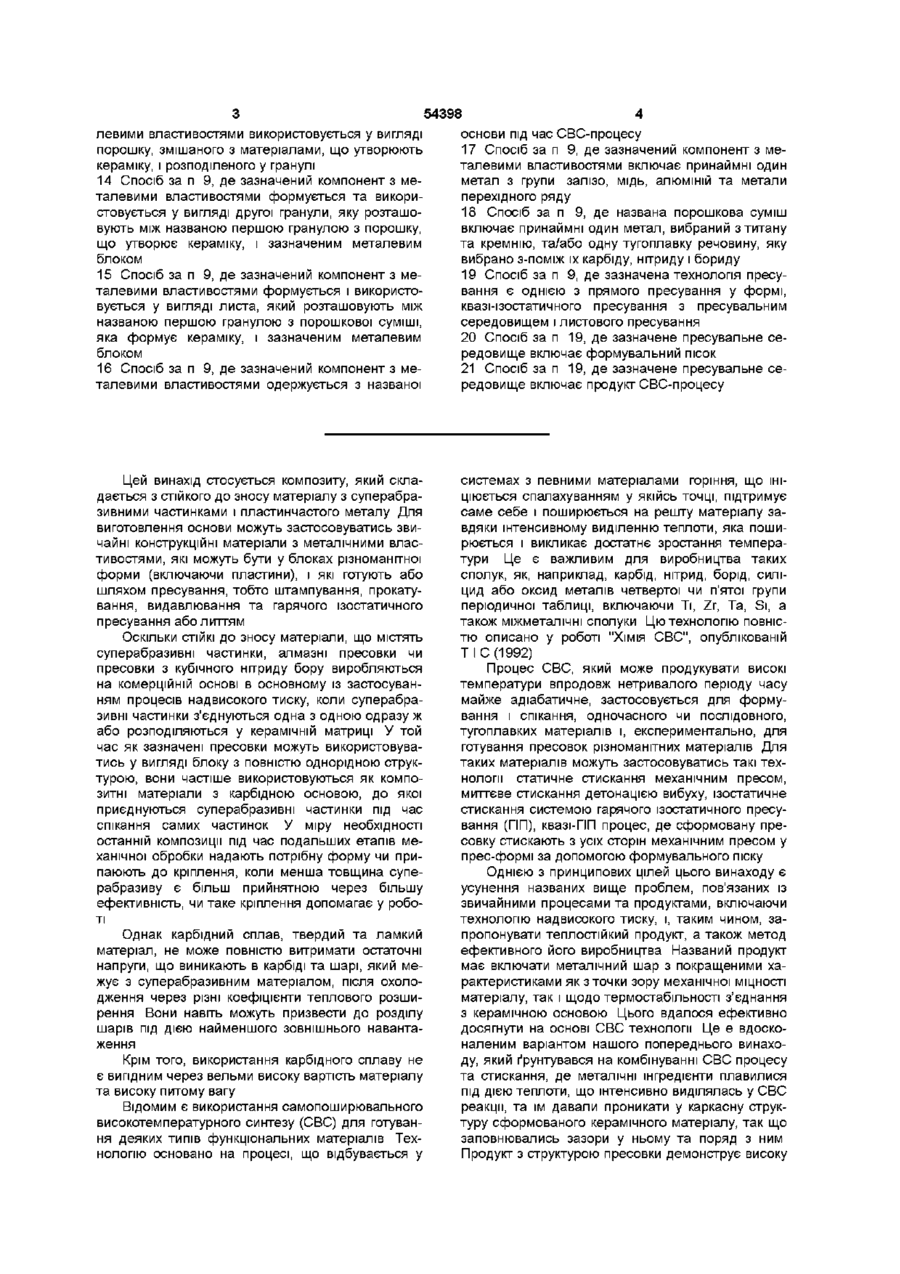
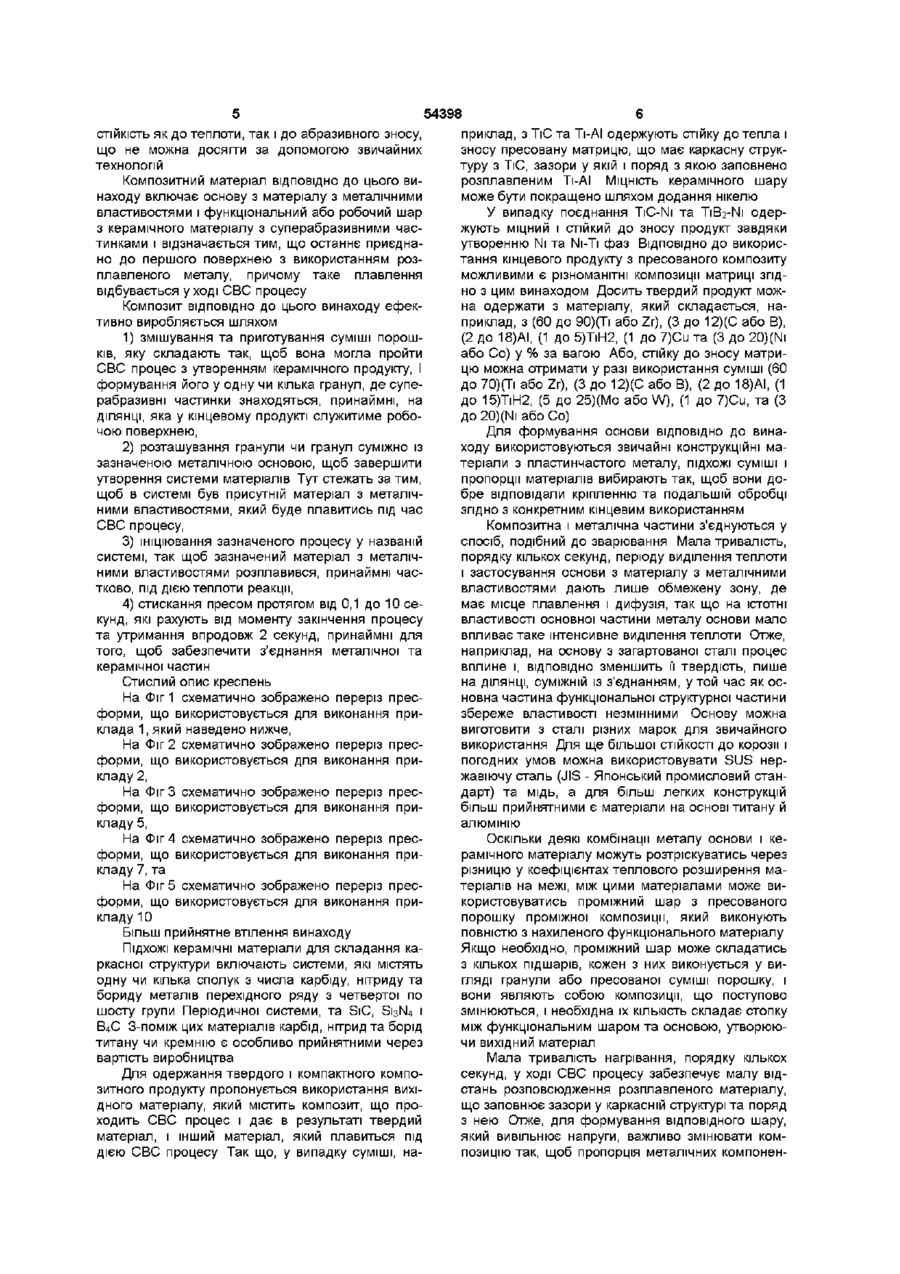
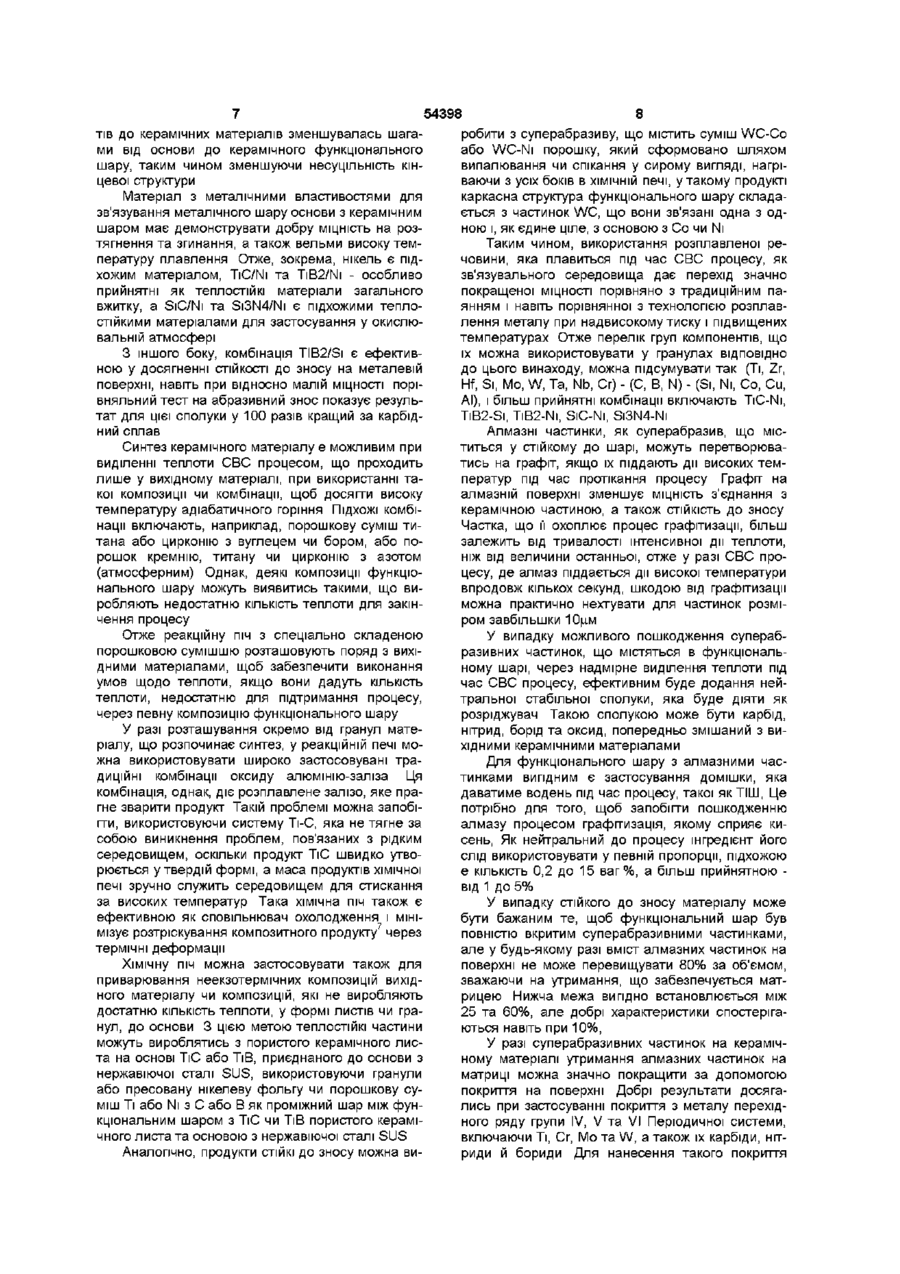
1 Композиційний матеріал, що містить суперабразивні частинки, який включає основу з формованого металевого блока, а також функціональну частину з керамічного матеріалу, що містить суперабразивні частинки, яку приєднано до поверхні зазначеної основи металом, що розплавився під час процесу самопоширювального високотемпературного синтезу (СВС) 2 Композиційний матеріал за п 1, де зазначений керамічний матеріал є продуктом, який сформовано СВС-процесом 3 Композиційний матеріал за п 1, де зазначений керамічний матеріал функціональної частини включає каркасну структуру керамічного матеріалу, що включає карбід, нітрид, карбонітрид, борид чи силіцид металів перехідного ряду IV - VI груп або алюмінію, карбід бору чи їх суміш, а також заповнювач зазорів у зазначеній каркасній структурі та поряд з нею з матеріалу, що має металеві властивості 4 Композиційний матеріал за п 1, де зазначений розплавлений метал містить як базовий компонент принаймні один метал, який вибрано з групи заліза, МІДІ, алюмінію та металів перехідного ряду 5 Композиційний матеріал за п 1, де зазначена функціональна частина має матрицю, яка по суті складається з керамічних матеріалів 6 Композиційний матеріал за п 1, де зазначена керамічна частина включає структурні матеріали та заповнювач у співвідношенні, що змінюється від робочої поверхні до основи безперервно або ступінчасто 7 Композиційний матеріал за п 1, де товщина зазначеної функціональної частини дорівнює від 0,5 до 20 мм 8 Композиційний матеріал за п 1, де зазначені суперабразивні частинки розподілені принаймні на поверхні названого керамічного шару 9 Спосіб виготовлення композиційного матеріалу, що містить суперабразивні частинки, який включає 1) приготування суміші порошків, яку складають так, щоб вона могла пройти СВС-процес з утворенням керамічного продукту у одній чи кількох гранулах, де суперабразивні частинки знаходяться принаймні на ДІЛЯНЦІ, яка відповідає робочій поверхні, 2) розташування зазначеної гранули чи гранул суміжно з основою з формованого металічного блока, щоб створити систему вихідних матеріалів, забезпечуючи те, щоб в системі був присутній матеріал з металевими властивостями, який буде плавитись під час СВС-процесу, 3) ініціювання зазначеного СВС-процесу у названій системі так, щоб нагріти і розплавити принаймні частину зазначеного компонента з металевими властивостями, та 4) прикладання тиску за допомогою преса, що розпочинається від 0,1 до 10 секунд по закінченні процесу і утримується впродовж принаймні 2 секунд, щоб забезпечити з'єднання сформованої керамічної частини з металевим блоком 10 Спосіб за п 9, де друга хімічна композиція, здатна пройти СВС-процес, розташовується окремо від зазначеної гранули та металевого блока, але поряд з ними, і теплота для розплавлення зазначеного компонента з металевими властивостями надходить принаймні частково від СВСпроцесу названої другої хімічної композиції 11 Спосіб за п 9, де теплота для розплавлення зазначеного компонента з металевими властивостями надходить повністю від СВС-процесу всередині названої гранули 12 Спосіб за п 9, де зазначений керамічний матеріал включає принаймні одну сполуку, яку вибрано з-поміж карбіду, нітриду, карбонітриду, бориду, силіциду металів перехідного ряду IV - VI груп і алюмінію та карбіду бору 13 Спосіб за п 9, де зазначений матеріал з мета О 00 со ю 54398 4 основи під час СВС-процесу левими властивостями використовується у вигляді 17 Спосіб за п 9, де зазначений компонент з мепорошку, змішаного з матеріалами, що утворюють талевими властивостями включає принаймні один кераміку, і розподіленого у гранулі метал з групи залізо, мідь, алюміній та метали 14 Спосіб за п 9, де зазначений компонент з меперехідного ряду талевими властивостями формується та використовується у вигляді другої гранули, яку розташо18 Спосіб за п 9, де названа порошкова суміш вують між названою першою гранулою з порошку, включає принаймні один метал, вибраний з титану що утворює кераміку, і зазначеним металевим та кремнію, та/або одну тугоплавку речовину, яку блоком вибрано з-поміж їх карбіду, нітриду і бориду 15 Спосіб за п 9, де зазначений компонент з ме19 Спосіб за п 9, де зазначена технологія пресуталевими властивостями формується і використовання є однією з прямого пресування у формі, вується у вигляді листа, який розташовують між квазі-ізостатичного пресування з пресувальним названою першою гранулою з порошкової суміші, середовищем і листового пресування яка формує кераміку, і зазначеним металевим 20 Спосіб за п 19, де зазначене пресувальне себлоком редовище включає формувальний пісок 16 Спосіб за п 9, де зазначений компонент з ме21 Спосіб за п 19, де зазначене пресувальне сеталевими властивостями одержується з названої редовище включає продукт СВС-процесу Цей винахід стосується композиту, який складається з стійкого до зносу матеріалу з суперабразивними частинками і пластинчастого металу Для виготовлення основи можуть застосовуватись звичайні конструкційні матеріали з металічними властивостями, які можуть бути у блоках різноманітної форми (включаючи пластини), і які готують або шляхом пресування, тобто штампування, прокатування, видавлювання та гарячого ізостатичного пресування або литтям Оскільки СТІЙКІ ДО зносу матеріали, що містять суперабразивні частинки, алмазні пресовки чи пресовки з кубічного нітриду бору виробляються на комерційній основі в основному із застосуванням процесів надвисокого тиску, коли суперабразивні частинки з'єднуються одна з одною одразу ж або розподіляються у керамічній матриці У той час як зазначені пресовки можуть використовуватись у вигляді блоку з повністю однорідною структурою, вони частіше використовуються як композитні матеріали з карбідною основою, до якої приєднуються суперабразивні частинки під час спікання самих частинок У міру необхідності останній композиції під час подальших етапів механічної обробки надають потрібну форму чи припаюють до кріплення, коли менша товщина суперабразиву є більш прийнятною через більшу ефективність, чи таке кріплення допомагає у роботі Однак карбідний сплав, твердий та ламкий матеріал, не може повністю витримати остаточні напруги, що виникають в карбіді та шарі, який межує з суперабразивним матеріалом, після охолодження через різні коефіцієнти теплового розширення Вони навіть можуть призвести до розділу шарів під дією найменшого зовнішнього навантаження Крім того, використання карбідного сплаву не є вигідним через вельми високу вартість матеріалу та високу питому вагу Відомим Є використання самопоширювального високотемпературного синтезу (СВС) для готування деяких типів функціональних матеріалів Технологію основано на процесі, що відбувається у системах з певними матеріалами горіння, що ІНІЦІЮЄТЬСЯ спалахуванням у якійсь точці, підтримує саме себе і поширюється на решту матеріалу завдяки інтенсивному виділенню теплоти, яка поширюється і викликає достатнє зростання температури Це є важливим для виробництва таких сполук, як, наприклад, карбід, нітрид, борід, силіцид або оксид металів четвертої чи п'ятої групи періодичної таблиці, включаючи Ті, Zr, Та, Si, a також міжметалічні сполуки Цю технологію повністю описано у роботі "ХІМІЯ СВС", опублікованій ТІС(1992) Процес СВС, який може продукувати високі температури впродовж нетривалого періоду часу майже адіабатичне, застосовується для формування і спікання, одночасного чи послідовного, тугоплавких матеріалів і, експериментально, для готування пресовок різноманітних матеріалів Для таких матеріалів можуть застосовуватись такі технологи статичне стискання механічним пресом, миттєве стискання детонацією вибуху, ізостатичне стискання системою гарячого ізостатичного пресування (ГІП), квазі-ПП процес, де сформовану пресовку стискають з усіх сторін механічним пресом у прес-формі за допомогою формувального піску Однією З принципових цілей цього винаходу є усунення названих вище проблем, пов'язаних із звичайними процесами та продуктами, включаючи технологію надвисокого тиску, і, таким чином, запропонувати теплостійкий продукт, а також метод ефективного його виробництва Названий продукт має включати металічний шар з покращеними характеристиками як з точки зору механічної МІЦНОСТІ матеріалу, так і щодо термостабільності з'єднання з керамічною основою Цього вдалося ефективно досягнути на основі СВС технології Це є вдосконаленим варіантом нашого попереднього винаходу, який ґрунтувався на комбінуванні СВС процесу та стискання, де металічні інгредієнти плавилися під дією теплоти, що інтенсивно виділялась у СВС реакції, та їм давали проникати у каркасну структуру сформованого керамічного матеріалу, так що заповнювались зазори у ньому та поряд з ним Продукт з структурою пресовки демонструє високу 54398 СТІЙКІСТЬ як до теплоти, так і до абразивного зносу, що не можна досягти за допомогою звичайних технологій Композитний матеріал ВІДПОВІДНО ДО ЦЬОГО ви находу включає основу з матеріалу з металічними властивостями і функціональний або робочий шар з керамічного матеріалу з суперабразивними частинками і відзначається тим, що останнє приєднано до першого поверхнею з використанням розплавленого металу, причому таке плавлення відбувається у ході СВС процесу Композит ВІДПОВІДНО до цього винаходу ефективно виробляється шляхом 1) змішування та приготування суміші порошків, яку складають так, щоб вона могла пройти СВС процес з утворенням керамічного продукту, І формування його у одну чи кілька гранул, де суперабразивні частинки знаходяться, принаймні, на ДІЛЯНЦІ, яка у кінцевому продукті служитиме робочою поверхнею, 2) розташування гранули чи гранул суміжно із зазначеною металічною основою, щоб завершити утворення системи матеріалів Тут стежать за тим, щоб в системі був присутній матеріал з металічними властивостями, який буде плавитись під час СВС процесу, 3) ініціювання зазначеного процесу у названій системі, так щоб зазначений матеріал з металічними властивостями розплавився, принаймні частково, під дією теплоти реакції, 4) стискання пресом протягом від 0,1 до 10 секунд, які рахують від моменту закінчення процесу та утримання впродовж 2 секунд, принаймні для того, щоб забезпечити з'єднання металічної та керамічної частин Стислий опис креслень На Фіг 1 схематично зображено переріз пресформи, що використовується для виконання приклада 1, який наведено нижче, На Фіг 2 схематично зображено переріз пресформи, що використовується для виконання прикладу 2, На Фіг 3 схематично зображено переріз пресформи, що використовується для виконання прикладу 5, На Фіг 4 схематично зображено переріз пресформи, що використовується для виконання прикладу 7, та На Фіг 5 схематично зображено переріз пресформи, що використовується для виконання прикладу 10 Більш прийнятне втілення винаходу ПІДХОЖІ керамічні матеріали для складання каркасної структури включають системи, які містять одну чи кілька сполук з числа карбіду, нітриду та бориду металів перехідного ряду з четвертої по шосту групи Періодичної системи, та SiC, S13N4 і В4С З-поміж цих матеріалів карбід, нітрид та борід титану чи кремнію є особливо прийнятними через вартість виробництва Для одержання твердого і компактного композитного продукту пропонується використання вихідного матеріалу, який містить композит, що проходить СВС процес і дає в результаті твердий матеріал, і інший матеріал, який плавиться під дією СВС процесу Так що, у випадку суміші, на приклад, з ТіС та Ті-АІ одержують стійку до тепла і зносу пресовану матрицю, що має каркасну структуру з ТіС, зазори у якій і поряд з якою заповнено розплавленим Ті-АІ МІЦНІСТЬ керамічного шару може бути покращено шляхом додання нікелю У випадку поєднання TIC-NI та T1B2-N1 одержують міцний і стійкий до зносу продукт завдяки утворенню Ni та NI-TI фаз ВІДПОВІДНО ДО викорис тання кінцевого продукту з пресованого композиту можливими є різноманітні композиції матриці згідно з цим винаходом Досить твердий продукт можна одержати з матеріалу, який складається, наприклад, з (60 до 90)Л~і або Zr), (3 до 12)(С або В), (2 до 18)АІ, (1 до 5)ТіН2, (1 до 7)Си та (3 до 20)(Ni або Со) у % за вагою Або, стійку до зносу матрицю можна отримати у разі використання суміші (60 до 70)(Ті або Zr), (3 до 12)(С або В), (2 до 18)АІ, (1 до 15)ТіН2, (5 до 25)(Мо або W), (1 до 7)Си, та (З до 20)(Ni або Co) Для формування основи ВІДПОВІДНО ДО винаходу використовуються звичайні конструкційні матеріали з пластинчастого металу, ПІДХОЖІ суміші і пропорції матеріалів вибирають так, щоб вони добре відповідали кріпленню та подальшій обробці згідно з конкретним кінцевим використанням Композитна і металічна частини з'єднуються у спосіб, подібний до зварювання Мала тривалість, порядку кількох секунд, періоду виділення теплоти і застосування основи з матеріалу з металічними властивостями дають лише обмежену зону, де має місце плавлення і дифузія, так що на ІСТОТНІ властивості основної частини металу основи мало впливає таке інтенсивне виділення теплоти Отже, наприклад, на основу з загартованої сталі процес вплине і, ВІДПОВІДНО зменшить її твердість, лише на ДІЛЯНЦІ, суміжній із з'єднанням, у той час як основна частина функціональної структурної частини збереже властивості незмінними Основу можна виготовити з сталі різних марок для звичайного використання Для ще більшої СТІЙКОСТІ ДО корозії і погодних умов можна використовувати SUS нержавіючу сталь (JIS - Японський промисловий стандарт) та мідь, а для більш легких конструкцій більш прийнятними є матеріали на основі титану й алюмінію Оскільки деякі комбінації металу основи і керамічного матеріалу можуть розтріскуватись через різницю у коефіцієнтах теплового розширення матеріалів на межі, між цими матеріалами може використовуватись проміжний шар з пресованого порошку проміжної композиції, який виконують повністю з нахиленого функціонального матеріалу Якщо необхідно, проміжний шар може складатись з кількох підшарів, кожен з них виконується у вигляді гранули або пресованої суміші порошку, і вони являють собою композиції, що поступово змінюються, і необхідна їх КІЛЬКІСТЬ складає стопку між функціональним шаром та основою, утворюючи вихідний матеріал Мала тривалість нагрівання, порядку кількох секунд, у ході СВС процесу забезпечує малу відстань розповсюдження розплавленого матеріалу, що заповнює зазори у каркасній структурі та поряд з нею Отже, для формування ВІДПОВІДНОГО шару, який вивільнює напруги, важливо змінювати композицію так, щоб пропорція металічних компонен 54398 тів до керамічних матеріалів зменшувалась шагами від основи до керамічного функціонального шару, таким чином зменшуючи несуцільність кінцевої структури Матеріал з металічними властивостями для зв'язування металічного шару основи з керамічним шаром має демонструвати добру МІЦНІСТЬ на розтягнення та згинання, а також вельми високу температуру плавлення Отже, зокрема, нікель є підхожим матеріалом, TIC/NI та TIB2/NI - особливо прийнятні як теплостійкі матеріали загального вжитку, a SIC/NI та SI3N4/NI є підхожими теплостійкими матеріалами для застосування у окислювальній атмосфері З іншого боку, комбінація TIB2/SI є ефективною у досягненні СТІЙКОСТІ до зносу на металевій поверхні, навіть при відносно малій МІЦНОСТІ порівняльний тест на абразивний знос показує результат для цієї сполуки у 100 разів кращий за карбідний сплав Синтез керамічного матеріалу є можливим при виділенні теплоти СВС процесом, що проходить лише у вихідному матеріалі, при використанні такої композиції чи комбінації, щоб досягти високу температуру адіабатичного горіння ПІДХОЖІ комбінації включають, наприклад, порошкову суміш титана або цирконію з вуглецем чи бором, або порошок кремнію, титану чи цирконію з азотом (атмосферним) Однак, деякі композиції функціонального шару можуть виявитись такими, що виробляють недостатню КІЛЬКІСТЬ теплоти для закінчення процесу Отже реакційну піч з спеціально складеною порошковою сумішшю розташовують поряд з вихідними матеріалами, щоб забезпечити виконання умов щодо теплоти, якщо вони дадуть КІЛЬКІСТЬ теплоти, недостатню для підтримання процесу, через певну композицію функціонального шару У разі розташування окремо від гранул матеріалу, що розпочинає синтез, у реакційній печі можна використовувати широко застосовувані традиційні комбінації оксиду алюмінію-заліза Ця комбінація, однак, діє розплавлене залізо, яке прагне зварити продукт Такій проблемі можна запобігти, використовуючи систему Ті-С, яка не тягне за собою виникнення проблем, пов'язаних з рідким середовищем, оскільки продукт ТіС швидко утворюється у твердій формі, а маса продуктів хімічної печі зручно служить середовищем для стискання за високих температур Така хімічна піч також є ефективною як сповільнювач охолодження і мінімізує розтріскування композитного продукту7 через термічні деформації Хімічну піч можна застосовувати також для приварювання неекзотермічних композицій вихідного матеріалу чи композицій, які не виробляють достатню КІЛЬКІСТЬ теплоти, у формі листів чи гранул, до основи 3 цією метою теплостійкі частини можуть вироблятись з пористого керамічного листа на основі ТіС або ТіВ, приєднаного до основи з нержавіючої сталі SUS, використовуючи гранули або пресовану нікелеву фольгу чи порошкову суміш Ті або Ni з С або В як проміжний шар між функціональним шаром з ТіС чи ТіВ пористого керамічного листа та основою з нержавіючої сталі SUS Аналогічно, продукти СТІЙКІ ДО зносу можна ви 8 робити з суперабразиву, що містить суміш WC-Co або WC-Ni порошку, який сформовано шляхом випалювання чи спікання у сирому вигляді, нагріваючи з усіх боків в ХІМІЧНІЙ печі, у такому продукті каркасна структура функціонального шару складається з частинок WC, що вони зв'язані одна з одною і, як єдине ціле, з основою з Co чи Ni Таким чином, використання розплавленої речовини, яка плавиться під час СВС процесу, як зв'язувального середовища дає перехід значно покращеної МІЦНОСТІ порівняно з традиційним паянням і навіть порівнянної з технологією розплавлення металу при надвисокому тиску і підвищених температурах Отже перелік груп компонентів, що їх можна використовувати у гранулах ВІДПОВІДНО до цього винаходу, можна підсумувати так (Ті, Zr, Hf, Si, MO, W, Та, Nb, Cr) - (C, B, N) - (Si, Ni, Co, Cu, Al), і більш прийнятні комбінації включають TiC-Ni, TIB2-SI, TIB2-NI, SIC-NI, S I 3 N 4 - N I Алмазні частинки, як суперабразив, що міститься у стійкому до шарі, можуть перетворюватись на графіт, якщо їх піддають дії високих температур під час протікання процесу Графіт на алмазній поверхні зменшує МІЦНІСТЬ з'єднання з керамічною частиною, а також СТІЙКІСТЬ ДО зносу Частка, що її охоплює процес графітизації, більш залежить від тривалості інтенсивної дії теплоти, ніж від величини останньої, отже у разі СВС процесу, де алмаз піддається дії високої температури впродовж кількох секунд, шкодою від графітизації можна практично нехтувати для частинок розміром завбільшки 10|ім У випадку можливого пошкодження суперабразивних частинок, що містяться в функціональному шарі, через надмірне виділення теплоти під час СВС процесу, ефективним буде додання нейтральної стабільної сполуки, яка буде діяти як розріджувач Такою сполукою може бути карбід, нітрид, борід та оксид, попередньо змішаний з вихідними керамічними матеріалами Для функціонального шару з алмазними частинками вигідним є застосування домішки, яка даватиме водень під час процесу, такої як ТІШ, Це потрібно для того, щоб запобігти пошкодженню алмазу процесом графітизація, якому сприяє кисень, Як нейтральний до процесу інгредієнт його слід використовувати у певній пропорції, підхожою є КІЛЬКІСТЬ 0,2 до 15 ваг%, а більш прийнятною від 1 до 5% У випадку стійкого до зносу матеріалу може бути бажаним те, щоб функціональний шар був повністю вкритим суперабразивними частинками, але у будь-якому разі вміст алмазних частинок на поверхні не може перевищувати 80% за об'ємом, зважаючи на утримання, що забезпечується матрицею Нижча межа вигідно встановлюється між 25 та 60%, але добрі характеристики спостерігаються навіть при 10%, У разі суперабразивних частинок на керамічному матеріалі утримання алмазних частинок на матриці можна значно покращити за допомогою покриття на поверхні Добрі результати досягались при застосуванні покриття з металу перехідного ряду групи IV, V та VI Періодичної системи, включаючи Ті, СГ, МО та W, а також їх карбіди, нітриди й бориди Для нанесення такого покриття 54398 можна використовувати традиційні технології такі, як осадження з парової фази, хімічне осадження з парової фази та занурення для перехідних металів Між металевим покриттям та основою суперабразиву створюється міцний зв'язок шляхом їх сполуки, що утворюється, принаймні частково, з поверхневих інгредієнтів за високотемпературних умов СВС процесу під час готування матеріалу У разі застосування покриття, що ефективно захищає суперабразивну основу від інтенсивного виділення теплоти та різкої зміни температури, заявляється можливість використання більш широкого різноманіття композицій матриці при сяганні вельми високих температур понад 2000°С Покриття також служить бартером на шляху проникання атмосферного кисню, зменшує контакт з ним і, отже, сприяння процесу графітизації У випадку стійких до зносу продуктів, що їх готують з використанням процесу СВС, часто потрібним є те, щоб таку властивість мала лише функціональна поверхня, а основна частина продукту, включаючи основу, мала добрі характеристики щодо механічного оброблення, які точно відповідають специфікації, так що конструкція з моношаром суперабразивних частинок на функціональній поверхні є достатньою для більшості випадків застосування У разі виробництва інструментів, така конструкція, однак, дає вельми малий строк використання інструменту, що погано На подолання цієї проблеми, стійкий до зносу продукт достатньої товщини, що може піддаватись механічній обробці, можна одержати, формуючи стійкий до зносу функціональний шар так, щоб суперабразивні частинки розподілялись по всій товщині матриці, та виробляючи підкладку з того самого матеріалу, що й зазначену матрицю (але без суперабразивних частинок), так, що вона безперервно розташовується між функціональним шаром та основою, підтримуючи перший ВІДПОВІДНО ДО винаходу вихідний матеріал зручно і у звичайний спосіб пресується у гранули до завантаження у реактор Оскільки часто продукт є твердим і, зокрема, шар, що містить суперабразивний матеріал, майже неможливо механічно обробляти, гранули слід розробити і запресувати у кінцеву форму так близько як можливо, беручи до уваги усадку під час спікання Для виробництва пристроїв для гостріння шліфувального круга з ТіВ матриці з алмазними частинками, наприклад, гранули готуються або шляхом формування у прес-формі, що має отвір з розмірами кінцевого продукту, або шляхом формування спочатку циліндричної чи призматичної форми, яку потім механічно обробляють, одержуючи потрібну форму, а потім піддають СВС процесу У першому випадку гранули можна готувати з алмазними частинками, розташованими лише на робочій поверхні, розміщуючи їх в отворі прес-форми на ДІЛЯНЦІ, яка відповідає робочій поверхні, або прикріпляючи "їх за допомогою клею, а потім завантажуючи інгредієнти матриці і пресуючи їх у формі Оскільки готування стійкого до зносу продукту з кривими поверхнями включає етапи розташування гранул вихідних матеріалів суміжно з такою кривою основою і прикладення до неї тиску, ізотропічного стискання можна досягнути у деякій 10 мірі, використовуючи формувальний пісок як середовище для пресування Використання формувального піску є також ефективним для формування стійкого до зносу облицювання на внутрішній поверхні труд чи клапанів У роботі з деталями, що мають порожнини, основа може служити посудиною високого тиску, а між основою та функціональним шаром можна створити значний температурний градієнт, охолоджуючи внутрішню поверхню основи природною чи примусовою вентиляцією Керамічні матеріали взагалі демонструють добру СТІЙКІСТЬ до стискання, але погану - до розтягнення Однак, для композиту ВІДПОВІДНО ДО ЦЬОГО винаходу, функціональний шар піддається стисканню при кімнатній температурі, завдяки меншому коефіцієнту термічного розширення з функціональним шаром порівняно з металічною основою, як це підтверджується результатами спостережень за параметром кристалічної решітки металічної фази у керамічній частині на межі переходу та поряд з нею Далі, використання термостійкого матеріалу часто передбачає обернення керамічного боку до високих температур і, таким чином, вигідно щодо стискання Однак, у розробці продукту блокової форми слід звернути особливу увагу на те, щоб функціональний шар постійно стискався, ЩІЛЬНІСТЬ сформованих гранул не повинна перевищувати 75% від теоретичної величини, якщо застосовуватиметься процес, у якому збільшення температури, необхідне для спікання, буде в основному досягатись за допомогою хімічної реакції у гранулах Гранули повинні спресовуватись так щільно, як можливо, за допомогою СІР чи іншої можливої технології для застосування у процесі, де тепло в основному надходить від хімічної печі поза гранулами Формовані гранули встановлюють у системі стискання, обладнаній запалювачем (наприклад, графітним чи металевим нагрівачем) У системі стискання можна застосовувати такі технології як пресування у формі, система гарячого пресування чи ПП-система Систему із замкненою робочою камерою можна зручно адаптувати до готування основаної на нітриді матриці у азотній атмосфері, більш компактного продукту, застосовуючи вакуум, щоб вилучити газ, який може брати участь в реакціях у ході процесу, або продукту з мінімальними пошкодженнями алмазів чи матриці через окислення, обробляючи його у водневій атмосфері Між гранулами і прес-формою можна встановити шматочок ізолювального матеріалу, щоб підтримувати температуру процесу і, у той самий час, захищати форму від деформації чи пошкодження, хоча для деяких застосувань гарячі гранули можна пресувати одразу ж Формувальний пісок, який заповнює простір навколо гранул на притискається до них, служить теплоізоляцією та добрим пресувальним середовищем, а також забезпечує квазі-ізотропне стискання Це особливо корисне у виробництві продуктів блокової форми У системі гарячого пресування композиції матриці, що генерують недостатню КІЛЬКІСТЬ теплоти, також можна обробити, використовуючи наявну 12 11 54398 систему нагрівання Останню можна застосовуваа часто потрібні властивості МІЦНОСТІ, хороших ти як запалювач характеристик щодо оброблення і малої ваги вдається забезпечити, Якщо ПП-система використовується для пресування гранул, останні формуються густо, гермеУ той час, як остаточні напруги підняли серйотично закриваються, дегазуються і піддаються зну проблему у випадку приготування композитів з процесу у поєднанні з нагрівальною сумішшю SHS використанням технології надвисокого тиску, їх (тобто піччю) навколо Система нагрівання може можна дещо зменшити, використовуючи метали з служити додатковим нагрівачем чи запалювачем меншою твердістю, які зараз можна придбати Якщо потрібно, заготовку для підтримки інЦей винахід дає змогу досягти вдосконалення струменту можна встановити з гранулами для не лише щодо ваги матеріалу і вартості, але і в з'єднання Наприклад, круглий в перерізі стальний тому, що для приготування основи не потрібно прут, як частину хвостовика свердла, можна встамайже ніякої роботи новити у прес форму разом з сформованими граКоротко кажучи, цей винахід, заснований на нулами, що їх оточує композиція хімічної печі, откомбінованому використанні технології СВС та же композитна пресова може приварюватись до різноманітного пресування, дає змогу приготувати стальної основи одночасно з процесом формуванінструмент чи конструкційні деталі, що містять алня Ця технологія не призводить до значної втрати маз, із значно збільшеними розмірами порівняно з властивостей загартованої сталі основою, оскільки звичайними технологіями надвисокого тиску інтенсивне виділення тепла відбувається лише в Приклад 1 обмеженій зоні, що перемішується Якщо треба, Вихідний матеріал готували з суміші 1 1 поможна зробити систему охолодження на тильному рошку 22цм (номінальний розмір, діє зараз і далі, боці металічної основи, так що велика різниця теякщо не застережено інакше) титану та 7цм вуглемператур буде спостерігатись між ним і місцем цю, додаючи 25ваг % нікелевого порошку (під 300 реакції, так що основні властивості матеріалу осситом) Його формували у прес формі у квадратні нови зберігаються, а функціональний шар набуває гранули розміром 100 х 100 х 5мм СТІЙКОСТІ до теплоти або зносу Ще одну дозу перемішаного порошку вихідноГранули, завантажені у систему, підпалюють, го матеріалу додали до 30% за объемом 20/30цм ІНІЦІЮЮЧИ СВС процес за відсутності стискання чи алмазного порошку і пресували у другу гранулу з при незначному стисканні Між гранулами і нагрітими самими розмірами Для подальших операцій вачем можна розташувати порошкову суміш що застосовувався пристрій, зображений на Фіг 1 легко горить, сприяючи таким чином розпочинанУ прес форму 11 спочатку поклали 100 х 100 х ню горіння гранул Тиск на прийнятному рівні від Змм широку пластину нержавіючої сталі SUS 12, 10 до 200 МПа утримується протягом 2 до 150 сепотім першу сформовану гранулу 13 і зверху - друкунд, і, більш прийнятне, від 2 до 60 секунд, пригу сформовану гранулу 14 чому це починається у момент, коли полум'я гоНад композицією розподілили ЗО грам 1 1 (у ріння сягає зовнішнього краю гранул, і останні, як молекулярному відношенні) змішаного порошку Ті єдине ціле, нагрілися до достатньо високої темпета С як запалювальне середовище 15 і графітний ратури (або через 0,1 до 10 секунд після припинагрівач 16 Простір між зазначеною композицією нення горіння) та прес формою 11 заповнили формувальним пісКомпозитний матеріал, одержаний ВІДПОВІДНО ком 17, зверху поклали штамп 19 з теплоізоляційдо винаходу, має керамічний шар, що містить суним листом кераміки 18 Графітний нагрівач 16 перабразив, міцно приєднаний до основи з звиувімкнули, щоб запалити зразок, за 2 секунди по чайного металічного матеріалу, причому їх закінченні горіння, штамп 19 пустили в дію, що з'єднання є порівнянним із з'єднанням, яке вдаєтьприкласти тиск у ЮОМПа до зразку і утримували ся отримати, використовуючи технологію надвисойого ЗО секунд Одержаний продукт мав керамічну кого тиску і високих температур Отже, їх можна частину з доброю структурою, яка була міцно привикористовувати для різних цілей, як плоскі СТІЙКІ єднана до SUS пластини, перша складалась з кардо зносу деталі, включаючи пластини, що ковзакасної структури ТіС, де зазори було заповнено в ють, компоненти ПІДШИПНИКІВ та поверхневі пласосновному Ni та TI-NI міжметалічним сплавом, йотини, або як блокові СТІЙКІ до зносу деталі, такі як го з успіхом використали як стійкий до зносу просопла, облицювання вигнутих труб і сердечними дукт прес форм, а також різноманітних здрібнюючих та Приклад 2 ріжучих інструментів і головок зубу колеса Експериментальне виробляли край ковшу ексУ композитних продуктів ВІДПОВІДНО до цього каватора Порошки 22|JM Ті, 7|JM вуглецю і АІ під винаходу, у разі застосування технології гарячого ситом 325 дозували у пропорції Ті С АІ за вагою пресування, керамічний матеріал, що містить су73 11 16 (16) і добре змішували, щоб приготуперабразив, у функціональному шарі приєднуєтьвати вихідний матеріал для матриці Останній ще ся та зварюються з металічною основою під час змішали з 1ваг% ТіН2 і далі з 25об% 40/60цм алсинтезу та пресування керамічного продукту, міцмазних часток, добре перемішали і сформували у не з'єднання або приварювання досягається на прес формі при тиску ЮМПа усічені конусні гранумела за допомогою сумісного плавлення певних ли, які були 40мм завширшки в основі, 10мм закомпонентів функціонального шару і компонентів втовшки і мали кут підйому 120 градусів металічної основи і, таким чином, формування Конструкцію, зображену на Фіг 2, використовуєдиної суцільної структури Далі характеристична вали так набір прес форм 21 включав серцевину обмежена зона нагрівання у СБС процесі веде до 22 і отвір завширшки 40мм і завдовжки 65мм, а мінімальної зони, що зазнала вплив температури, також штамп 23 Муфту 24 з спеченого муліту 14 13 54398 встановлено всередині серцевини 22 Підтримули і сформували у гранулу з поперечним розміром вальний елемент з нержавіючої сталі SUS 25, ко98мм і 2мм завтовшки, и поклали на SK вуглецеву нічно розташований з кутом 120°, встановили на сталеву пластину 98мм поперек та 5мм товщиною, серцевину внизу, а гранули 26 розташували звері разом все це поклали у отвір прес форми розміху Над гранулами завантажили і відсортували ЗО ром 100мм (поперек) облицьований мулітною кеграм 1 1 Ті-С перемішаного порошку 27, потім рамікою, над якою розподілили 1 1 Ті-С перемівстановили запалювач з графітною стрічкою 28, шаний порошок до товщини приблизно 10мм, як який вкрили формувальним піском 29 шаром товзапалювальне середовище для сприяння запащиною 20мм Штамп 23 встановили зверху Терленню, і далі встановили графітовий запалювач мопару (не показано) розташували так, щоб вона Операції прикладу 1 повторили від запалювання контактувала з дном гранули через 2мм завширшдо пресування Продукт обрізали й відполірували ки осьовий отвір, зроблений у центрі підтримувадля використання як інструменту механічної оброльного елемента бки Готову конструкцію у прес формі встановили Приклад 5 на моноаксіальному гідравлічному пресі, і пустили Використовували прес форму, схематично зострум через графічну стрічку, щоб запалити гранубражену на Фіг 3, де корпус ЗО мав отвір 100мм у лу, не прикладаючи тиску Коли на дні гранули поперечному розмірі, штамп 31, мулітова муфта температура сягнула 1800°С, увімкнули прес, щоб 32 міцно встановлювалась всередині корпуса Зашвидко стиснути заготовку і тримати тиск на рівні готовка циркулярної пильної стрічки 33 діаметром приблизно ЮОМПа протягом приблизно 40 секунд 75мм і товщиною 1мм розташовувалась всередині Записані параметри циклу показали, що стискання З кожного боку знаходилось по одній циліндричній почалося приблизно через 0,5 секунд після приписталевій заготовці 341, 342, поперечний розмір нення горіння якої становив 65мм, а товщина - 15мм, для того, щоб тепло поширювалось від зазначеної пильної Отриманий продукт мав металічний блиск на стрічки, і щоб вона не деформувалась під час СВС ДІЛЯНЦІ матриці, що було проаналізовано за допопроцесу На робочому столі 35 зборку встановлюмогою дифракції рентгенівських променів (ДРП) і вали на пружини 361, 362, що підпирали и знизу, виявлено, що він складається з ТіС та ТіАІ Дослівсередині керамічного приймального кільця 37, дження робочої ділянки за допомогою оптичного керамічний лист 38 знаходився зверху блоку 342 мікроскопу показало рівномірний розподіл алмаздля теплоізоляції Зазначену заготовку оточувала них частинок в матриці, а ДРП не виявило ніяких кільцеподібна гранула (5мм поперечний розмір, ознак утворення графіту на поверхні алмазних Змм товщина), що складалася з порошку для фочастинок рмування матриці 60TI/10C/10AI/3TIH2/5W/5CU/7NI Приклад З (у ваг%), змішаного з 20% алмазними частинками Матеріал функціонального шару приготували з 80Ті/20В перемішаного порошку, який далі зміша3 покриттям (зокрема, 120/1 50|JM алмазні частинки ли з 33 об% 12/25|JM алмазними частинками Прес основи, вкриті 2|JM завтовшки шаром Мо) Простір форму з циліндричним отвором діаметром 75мм навколо циліндричної стінки гранули 39 заповнили завантажили на дні пластиною SUS завтовшки єквімолярним перемішаним порошком 40 з Ті та С, 10мм, потім поклали лист Мі товщиною 0 5мм, далі що являло собою матеріал хімічної печі Решту відсортували й завантажили 40грам Ті-В змішанопростору заповнили формувальним піском 42, а го порошку з алмазними частинками Потім - 25 нагрівач 41 встановили поряд з перемішаним пограм 1 1 (у молекулярному відношенні) Ті-С змірошком 40, Пресування розпочали приблизно чешаного порошку - зверху - як хімічна піч рез одну секунду до припиненні горіння, і тиск ЮОМПа прикладали до гранули впродовж ЗО сеПотім встановили графічний підпалювач, його кунд Продукт ефективно застосовувався для розвкрили 10мм шаром формувального піску, на якопилювання керамічних блоків му зверху розташували штамп За температурою процесу спостерігали за доПриклад 6 помогою термопари, встановленої у наскрізному Алмазний порошок, вкритий шарами 2цм заотворі в центрі SUS пластини, а нагрівання й стисвтовшки Мо та 1|JM завтовшки Си всередині та кання проводили, як описано в прикладі 1 зовні, на основі, що пройшла сито 120/150 15 об% його змішали з металічним порошком композиції Продуктом була стійка до зносу деталь з ТіВ матриці 65Ті/23Со/І 2АІ (у ваг%), і спресували у шару завтовшки 2мм, розташованого на SUS стаусічену конусоподібну гранулу з верхнім діаметром левій пластині, і електронно-зондовий мікроаналіз 10мм і діаметром в основі 20мм, 15мм завтовшки, (ЕЗМ), що його було проведено на перерізі продуи примістили в отвір прес форми (поперечний кту, показав градієнт у концентрації Ni товщиною розмір 40мм) поряд з круглим SK сталевим стерж1мм від граничної лінії до робочого шару, а також нем діаметром 17,5мм, що його оточував приблизвиявив внесок Ni у зв'язування в шарі ТіВ та в ціно 5мм завтовшки шар 1 1 Ті/С змішаного порошлому до основи ку для індукування горіння Після встановлення Одержаний продукт обрізали та загострили запалювального нагрівача все це засипали фордля використання як інструменту у деревообробці мувальним піском Прес форму поклали у гермеПриклад 4 тичний контейнер, внутрішній простір знегазували і Змішаний порошок з 65Ті/1 1B/4CU/19NI/1TIH2 потім заповнили азотом, після його процес ініцію(ваг %) використовували як матеріал для функціовали запалюванням Пресування розпочали через нального шару 40об% цього порошку додали і змішали з 60 об% 0,5|JM завтовшки Ті вкритим 4 секунди після запалювання, і тиск на рівні 30/40 рм алмазних частинок, повністю перемішаЮОМпа прикладали до гранули впродовж 20 се 15 кунд Продукт мав побудову матриці, яка складалася з функціонального шару, що був міцно прикріплений до основи з SK сталі Перший містив алмазні частинки, розподілені й закріплені в матриці з TiN, ТіАІ, Ті Co тощо Продукт застосовували як пристрій для гостріння Приклад 7 70 ЗО (ваг %) змішаного порошку під 20цм NI/AI використовували для побудови матриці Суперабразив W мав товщину 2цм І був вкритий алмазними частинками 6/8цм 20об % його перемішали з зазначеним складом матриці і спресували у першу гранулу із ЗОВНІШНІМ діаметром 150мм, внутрішнім діаметром 100 мм та товщиною 5мм, а порошок - матеріал матриці без суперабразиву спресували у другу гранулу з тим самим ЗОВНІШНІМ, внутрішнім діаметром, але завтовшки 8мм Прес форма, зображена на Фіг 4, використовувалась для виготовлення чашоподібного шліфувального круга типу 6А2 з силуміновою заготовку На робочому столі 43, як зображено на Фіг 4, виготовили круг, використовуючи корпус прес форми 44 з 155мм отвором Отвір облицювали керамічним листом 45 завтовшки 2мм для теплоізоляції, внутрішній простір було заповнено від дна до верху заготовкою 46 і, у ЛІНІЮ З зазначеною муфтою 47, розташовувалась друга гранула 48 і перша гранула з алмазними частинками 49 Далі йшов Змм товщини шар 1 1 (у молекулярному відношенні) перемішаний Ті/С порошок 50, було встановлено запалювальний нагрівач 51 і насипано 20мм шар формувального піску 52 Пресування тривало одну секунду після запалювання, і тиску 20МПа тримали 20 секунд Продукт з NiAl матрицею, де міцно утримувались алмазні частинки, розподілені на глибину приблизно Змм від поверхні, ефективно використовувався у притиральному крузі Приклад 8 Перемішаний порошок 6 0 T I / 2 0 B / 2 0 N I (у ваг %) використовувався як композиція для матриці 20 об% алмазних частинок з покриттям, з 40/60цм алмазами нанесеними на 4 6 (у ваг %) на сплав W-Mo, змішали із зазначеним порошком для матриці і спресували у кругову гранулу 50мм діаметром і 10мм завтовшки Основою була кругла мідна пластина (50мм у поперечному розмірі і 10мм товщина), а між основою і гранулою поклали нікелевий лист завтовшки 0,5мм Далі виконувались дії, описані в прикладі 3, з ВІДПОВІДНОЮ конструкцією прес форми і матеріалами Продукт мав матрицю з ТіВ, ТіВ2 та T I N I , що міцно утримувала алмазні частинки і була добре приєднаною до мідної основи Приклад 9 Перемішаний порошок (у ваг %) 73 11 16 Ті, графіту та АІ готували, використовуючи той самий набір матеріалів, що й у прикладі 2 для матриці Цей порошок далі перемішали з 80/1 ООцм частинками кубічного нітриду бору, осадженими на Мо шар завтовшки 2цм у объемному співвідношенні 1 1, і спресували у круглу гранулу діаметром ЗОцм і товщиною 5мм Процес спікання проводили в 50мм отворі прес форми, використовуючи Змм завтовшки SK сталеву пластину як основу, 0,2мм завтовшки Ni лист поклали між основою та грану 54398 16 лою Гранулу примістили у прес форму, оточили 10мм шаром 1 1 Ті/С суміші порошків, тобто композицією хімічної печі Пресування розпочали, коли температура дна гранули сягнула 2000°С, і тиск 80 МПа тримали ЗО секунд Одержаний продукт обрізали і обробили у наконечник інструменту для обробки сталі Приклад 10 Суміш 35 65 (у ваговому співвідношенні) TI/NI порошку пресували у 10мм завтовшки циліндричну першу гранулу 55, яку поклали у отвір (50мм внутрішній діаметр, 50мм товщина) чашоподібної мідної прес форми 54 у периферійному сусідстві до стінки, як схематично зображено на Фіг 5 Ще одну циліндричну гранулу з порожниною 561 (30мм ЗОВНІШНІЙ діаметр, 15мм внутрішній діаметр, 40мм довжина) і суцільну циліндричну гранулу 562 (30мм ЗОВНІШНІЙ діаметр, 10мм товщина) сформували з 40об% 30/40|JM алмазних частинок та рівноважної 70 ЗО (за вагою) суміші Ті/В, і встановили як набір інших гранул 56 периферійне суміжно всередині першої гранули 55 Простір всередині зазначених других гранул 56 заповнили 80 20 Ті/С композицією хімічної печі 57 з правильно встановленим графітовим нагрівачем 58 Штамп з оксиду алюмінію 59 застосовувався для пресування по закінченні процесу Одержаний продукт відшліфували на внутрішній поверхні і використовували як зразок сопла у водорозпилювальній машині Приклад 11 Заготовку спірального свердла (30мм діаметр, 60мм довжина) готували з 88WC-12CO карбідного сплаву, з канавкою 8мм завширшки і 55 глибиною, що и зробили на краю 0,1мм товщиною лист Та обгорнули навколо зазначеної заготовки і тримали вертикально в трубці з оксиду алюмінію вздовж 60мм осі отвору Зазначену канавку заповнили 70 ЗО (за вагою) Ті/В перемішаним порошком з домішкою 45об % 30/40|JM алмазних частинок, а простір між Та листом і стінкою трубки з оксиду алюмінію за повнили 80 20 Ті-С перемішаним порошком - композицією хімічної печі На одному з країв суміші Ті/С було встановлено графітовий нагрівач, і все це поклали у стійку до дії тиску посудину з внутрішнім діаметром 120мм і висотою 180мм, яку потім знегазували Через 5 секунд після запалювання ввели азот з циліндричного джерела, яке було прямо підключено до названої посудини, до тиску Ю М П а Продукт, із заглибленням на ДІЛЯНЦІ канавки, обробили безцентровим шліфувачем до зовнішнього діаметру карбіду 22,5 мм, потім виробили краї Приклад 12 Круглу пластину (поперечний розмір 125мм) зробили, використовуючи матеріали і умови, наведені в Таблиці 1 з 1 по 12 номер, для застосування як матеріал стійкий до зносу чи заготовки для інструменту У кожному випадку використовували прес форму 200мм внутрішнього діаметру, з приблизно 5мм товщиною матрицею, що містить суперабразив, і 10мм товщиною основою Розміри частинок порошку, що застосовувались були 22цм для Ті, 7|JM Д Л Я С І менше 300 сита для інших Проміжною зоною називається та ділянка матриці, 17 54398 18 де немає суперабразивних частинок Товщина виконували за допомогою формувального піску, і шару хімічної печі приблизно постійна і дорівнює розпочалося через 2 секунд після запалювання 10мм Пресування було квазі-ізотропічним, як це при тиску 5МПа протягом ЗО секунд Таблшш (співвіднош е н н я за вагою) матеріал. розмір вміст, об.% проміжний шар, товщина I 18Т1-6ЭТГ-13В алмаз 12/25 50% 2 27П-54МО19В cBN 20/30 3 9 4 ^ -6С алмаз 4 70ТІ~Ю41-20В 5 № композиція матриці сунерабразив Клейкий шар хімічна атмос ніч основа нроцесу вакуум природа товщина 2 0 мм пластина Ni 0 5г SK* сталь ТіВ 40% гранула Ni 10t sirsсталь Тз-В 8/16 тіше поверхня 70% іїластнHaNi Ті С cBN 30/40 25% ї 5 мм СНЛ\*ІЇІН 5OTi-3OSi-2OB cBN 8'16 30% 6 42Mo-43Zr15В алмаз 8/16 20% 2 0 мм 7 5ОА1-5ОТі алмаз 12/25 25% 2 0 мм пластина Nt 0 5t Ті грануїа 0 5t SIC сталь Ni-Al гран\ла 1 Ат SUS* сталь Аг N2 8 Si алмаз 4/8 20% пластина Ni 0 5і Си 9 бОТі 40Та cBN 4/8 25% пласти ш М 10t Ni 10 8GTi~2QNi 30% 5OSi-5OB алмаз алмаз 20/30 11 4/8 20% пласти наКі 0 5t 12 Ti~Si алмаз 12/25 35% N.. SK' сталь SK" сталь N2 пласти К; Відповідно ДО ЯПОНСЬКОГО пролпіслового стандарт}' Промислове застосування Композитний матеріал ВІДПОВІДНО ДО винаходу може застосовуватись з різною метою, як плоский стійкий до зносу матеріал, включаючи пластини, що ковзають, частини ПІДШИПНИКІВ та поверхневі пластини, або блокові СТІЙКІ ДО зносу деталі, такі як сопла, облицювання вигнутих труб та серцевини прес форм, а також як абразивні кінчики різноманітних типів інструментів ФІГ. 1 20 54398 19 Фіг. 2 4 ЗбІ 362 Фіг. З \'.//Л'\ \ N Т У Т —^-7~7L,-^J—,— }• .'• L 47 Фіг. 4 21 54398 22 5 6 2 Фіг. 5 Підписано до друку 03 04 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюComposite material containing superabrasive particles and method for producing this material
Автори англійськоюKOIZUMI Mitsue, OHYANAGI Manshi
Назва патенту російськоюКомпозиционный материал, который содержит суперабразивные частички и способ изготовления этого материала
Автори російськоюКОИЗУМИ Митсуэ, ОХИЯНАГИ Мансши
МПК / Мітки
МПК: B22F 3/23, B22F 7/04, B24D 3/14
Мітки: спосіб, матеріалу, виготовлення, матеріал,що, містить, композиційний, суперабразивні, частинки, цього
Код посилання
<a href="https://ua.patents.su/11-54398-kompozicijjnijj-materialshho-mistit-superabrazivni-chastinki-ta-sposib-vigotovlennya-cogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Композиційний матеріал,що містить суперабразивні частинки та спосіб виготовлення цього матеріалу</a>
Структурний металокерамічний композиційний матеріал (варіанти) та спосіб виготовлення цього матеріалу (варіанти)
Номер патенту: 42735
Опубліковано: 15.11.2001
Автори: ОХІЯНАГІ Мансші, ХОСОМІ Сатору, ЛЄВАШОВ Євгеній Алєксандровіч, ТРОТШУЕ Алєксандр Владіміровіч, Коізумі Мітсуе, БОРОВІНСКАЯ Інна Пєтровна
МПК: B22F 3/16, B22F 3/10, B22F 3/23, C22C 1/05, C22C 29/00
Мітки: структурний, матеріалу, композиційний, виготовлення, матеріал, спосіб, цього, металокерамічний, варіанти
Формула / Реферат:
1. Структурный металлокерамический композиционный материал, содержащий одну или более каркасных структур, отличающийся тем, что каждая каркасная структура состоит из трех пространственно соединенных частей, по крайней мере, одного тугоплавкого материала, выбранного из карбида, борида, нитрида и силицида титана, циркония, тантала, ниобия, кремния, хрома, вольфрама или молибдена, и металлического материала, являющегося сплавом и/или...
Гідроізолювальний матеріал, що деформується, для дахів та спосіб виготовлення цього матеріалу
Номер патенту: 27015
Опубліковано: 28.02.2000
Автори: Андерсен Сьюзен Б'єргегаард, Джекобсен Пер
МПК: E04D 13/00, E04D 13/14
Мітки: спосіб, деформується, матеріал, гідроізолювальний, матеріалу, виготовлення, дахів, цього
Формула / Реферат:
1. Деформируемый гидроизолирующий материал для крыш, состоящий, по крайней мере, частично из гофрированной ленты или полосы из металлического листа или фольги с гофрами в виде непрерывного волнового профиля, отличающийся тем, что гофры выполнены в двух ортогональных направлениях.2. Деформируемый гидроизолирующий материал для крыш по п.1, отличающийся тем, что дополнительно содержит второй металлический слоя той же формы, сложенным с...
Спосіб виготовлення абразивного матеріалу (варіанти) і композиційний абразивний матеріал
Номер патенту: 27559
Опубліковано: 15.09.2000
Автор: Целесін Наум Н.
МПК: B44C 1/165
Мітки: матеріал, абразивний, виготовлення, спосіб, абразивного, матеріалу, композиційний, варіанти
Текст:
...полосы, готовой к распределению на ней твердых частиц абразивного материала. Целесообразно, чтобы упомянутый шаблон ' являлся ча стью абр азивно го ма териала , причем спекаемый связ ующий ма териал удерживал упомянутые твердые частицы в о тверстия х шаблона , создающих определенный рисунок. Такое решение уменьшает число стадий в процессе изготовления абразивного инструмента с заданным рисунком распределения абразивных частиц, что допо...
Композиційний фільтрувальний матеріал , композиція, що містить такий композиційний фільтрувальний матеріал та спосіб фільтрації
Номер патенту: 52644
Опубліковано: 15.01.2003
Автори: Палм Скотт К., Сміт Тімоті Р., Шіу Джером С., Роулстон Джон С.
МПК: B01D 39/20, C04B 38/08, B01J 20/22, B01D 39/14, C04B 38/00, B01J 20/10, B01D 39/02, C03C 14/00, C04B 26/02
Мітки: композиційний, матеріал, фільтрації, містить, спосіб, композиція, фільтрувальний
Формула / Реферат:
1. Композиційний фільтрувальний матеріал, що складається з гетерогенних часток, кожна з яких містить:(І) функціональний фільтрувальний компонент, вибраний з групи, що включає діатоміт, розширений перліт, пемзу, обсидіан, смоляний камінь і вулканічний попіл, та(II) матричний компонент, вибраний з групи, що включає скло, природне скло, розширений перліт, пемзу, обсидіан, смоляний камінь, вулканічний попіл, оброблений флюсом...
Спосіб прямого відновлення дрібнозернистого матеріалу у формі часток, що містить оксид заліза, та установка для здійснення цього способу
Номер патенту: 42803
Опубліковано: 15.11.2001
Автори: Уіпп Рой Хуберт, Ціп Герхард, МІЛІОНІС Константин, Россманн Готтфрід
МПК: C21B 13/00, C22B 5/14
Мітки: установка, цього, способу, відновлення, здійснення, спосіб, прямого, містить, оксид, дрібнозернистого, матеріалу, форми, часток, заліза
Формула / Реферат:
1. Спосіб прямого відновлення дрібнозернистого матеріалу у формі часток, що містить оксид заліза у псевдозрідженому шарі, в якому реформований газ, очищений не менше як частково від CO2 підводять як відновлювальний газ у відновлювальну зону псевдозрідженого шару і відводять від нього як колошниковий газ, і колошниковий газ застосовують для прямого відновлення, не менше як частково спільно з реформованим газом, який відрізняється тим, що з...