Спосіб формування бунта катанки і пристрій для його здійснення

Формула / Реферат
1. Спосіб формування бунта катанки, що включає безупинну подачу катанки через проводку, формування витків на криволінійній увігнутій поверхні і укладання їх горизонтальними шарами по висоті бунта, який відрізняється тим, що подачу катанки ведуть із швидкістю 35-300 м/с, відхиляють катанку на виході з проводки під кутом 15-80° до осі обертання для подачі катанки на криволінійну увігнуту поверхню і формують витки перемінного діаметра шляхом зміни швидкості обертання проводки і забезпечення двох степенів свободи для руху катанки під дією динамічних сил і її повороту на кут 80-90° до осі обертання проводки, при цьому швидкість обертання проводки змінюють з урахуванням співвідношення:
![]()
де
![]() - кутова швидкість обертання проводки,
- кутова швидкість обертання проводки,
![]() - межа текучості матеріалу катанки,
- межа текучості матеріалу катанки,
а витки у вигляді плоскої спіралі перемінного діаметра подають за допомогою конвеєра на укладку в окремо розташовану шахту.
2. Спосіб за п. 1, який відрізняється тим, що діаметр витків змінюють у діапазоні 600-1600 мм.
3. Спосіб за п. 1, який відрізняється тим, що катанка являє собою сталевий дріт діаметром 5,5-14 мм.
4. Спосіб за п. 1, який відрізняється тим, що катанка являє собою дріт із кольорових металів діаметром 6-18 мм.
5. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що досягнення двох степенів свободи руху катанки забезпечують шляхом подачі катанки на криволінійну поверхню другого порядку, яка обертається.
6. Спосіб за п. 5, який відрізняється тим, що поверхня другого порядку являє собою гіперболоїд.
7. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що швидкість обертання проводки змінюють відповідно до співвідношення:
![]()
![]()
![]()
де
![]() - початкова швидкість обертання проводки,
- початкова швидкість обертання проводки,
а - коефіцієнт, що залежить від щільності укладання витків,
t - час формування бунта катанки.
8. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що вісь обертання проводки розташовують горизонтально.
9. Спосіб за будь-яким з попередніх пунктів 1-7, який відрізняється тим, що вісь обертання проводки розташовують під кутом 3 -10° до горизонтальної площини.
10. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що швидкість обертання проводки змінюють відповідно до співвідношення:
де
![]()
V - швидкість подачі катанки,
Dвн - внутрішній діаметр бунта,
Dзов - зовнішній діаметр бунта,
![]() - час укладання одного шару витків.
- час укладання одного шару витків.
11. Пристрій для формування бунта катанки, що містить виткоутворювач, який складається зі з'єднаних між собою проводки, головки, що утворює витки, з направляючим пристроєм, який включає елемент із криволінійною увігнутою поверхнею, привід, оснащений пристроєм для регулювання швидкості обертання проводки, конвеєр для подачі витків катанки, який відрізняється тим, що вихідний кінець проводки виткоутворювача вигнутий під кутом 15-80° відносно осі обертання, елемент із криволінійною увігнутою поверхнею, розміщений на зовнішній поверхні направляючого пристрою і виконаний у вигляді увігнутої тарелі, зовнішня поверхня якої утворена криволінійною поверхнею другого порядку.
12. Пристрій за п. 11, який відрізняється тим, що виткоутворювач оснащений пристроєм регулювання кроку витків.
13. Пристрій за будь-яким з пп. 11-12, який відрізняється тим, що вісь обертання проводки розташована горизонтально.
14. Пристрій за будь-яким з пп. 11-12, який відрізняється тим, що вісь обертання проводки розташована під кутом 3-10° до горизонтальної площини.
15. Пристрій за будь-яким з пп. 11-14, який відрізняється тим, що проводка виконана з двох або більше частин.
16. Пристрій за будь-яким з пп. 11-15, який відрізняється тим, що головка, яка утворює витки, оснащена захисним кожухом із циліндричною внутрішньою поверхнею.
17. Пристрій за будь-яким з пп. 11-16, який відрізняється тим, що пристрій регулювання кроку витків виконано у вигляді конусоподібної оболонки, що обгинає головку, яка утворює витки, і встановленої співвісно осі проводки на вертикальній опорі, при цьому опора виконана з можливістю переміщення уздовж осі обертання проводки і оснащена приводом.
18. Пристрій за пп. 11-16, який відрізняється тим, що пристрій регулювання кроку витків виконаний у вигляді оболонки зі сполучених одна з одною криволінійних поверхонь різного діаметра, яка обгинає головку, що утворює витки, і встановленої співвісно осі проводки на вертикальній опорі, при цьому опора виконана з можливістю переміщення уздовж осі обертання проводки і оснащена приводом.
19. Пристрій за п. 11, який відрізняється тим, що зазначена тарель установлена співвісно осі проводки з можливістю повороту щодо неї з одного фіксованого положення в інше револьверним чином.
20. Пристрій за будь-яким з пп. 11-19, який відрізняється тим, що прохідний отвір вигнутого кінця проводки має круглий переріз.
21. Пристрій за будь-яким з пп. 11-19, який відрізняється тим, що переріз прохідного отвору вигнутого кінця проводки виконаний таким, що змінюється від входу до виходу від окружності до еліпса, орієнтованого своєю довгою віссю перпендикулярно до осі обертання проводки.
22. Пристрій за п. 11 або п. 20, або п. 21, який відрізняється тим, що зазначена зовнішня поверхня тарелі сполучена з поверхнею прохідного отвору випнутого кінця проводки по дотичній.
23. Пристрій за будь-яким з пп. 11-22, який відрізняється тим, що вигнутий кінець проводки оснащений на виході чопом, виконано зі зносостійкого матеріалу.
24. Пристрій за будь-яким з пп. 11-23, який відрізняється тим, що вигнутий кінець проводки оснащений на виході роликом, який розташований на виході проводки з боку, найбільше віддаленого від осі обертання проводки, а його твірна розташована по дотичній до внутрішньої поверхні прохідного отвору.
25. Пристрій за п. 11, який відрізняється тим, що зовнішня поверхня тарелі являє собою гіперболоїд.
26. Пристрій за будь-яким з пп. 11-25, який відрізняється тим, що ширина конвеєра для подачі витків катанки приблизно дорівнює діаметру шахти.
Текст
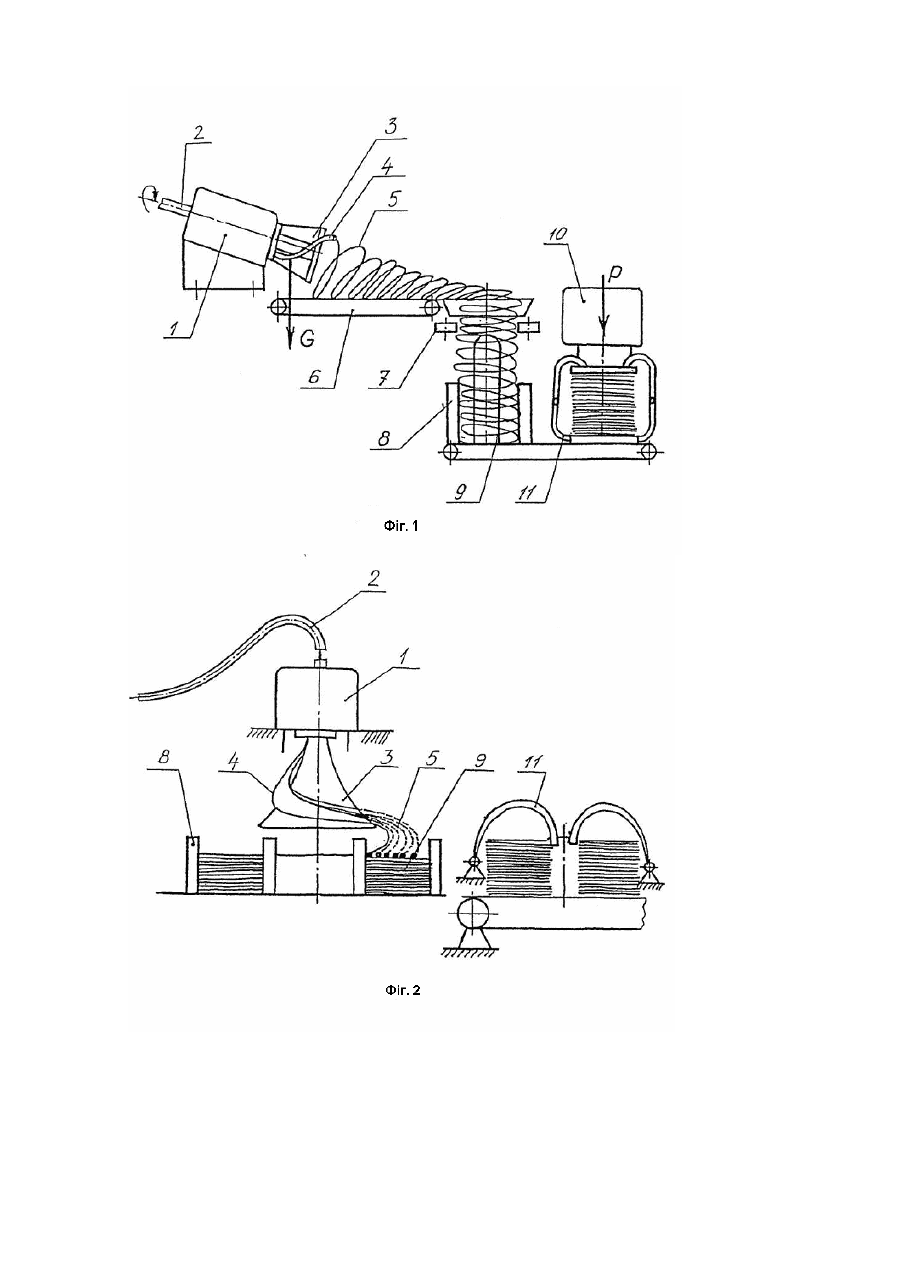
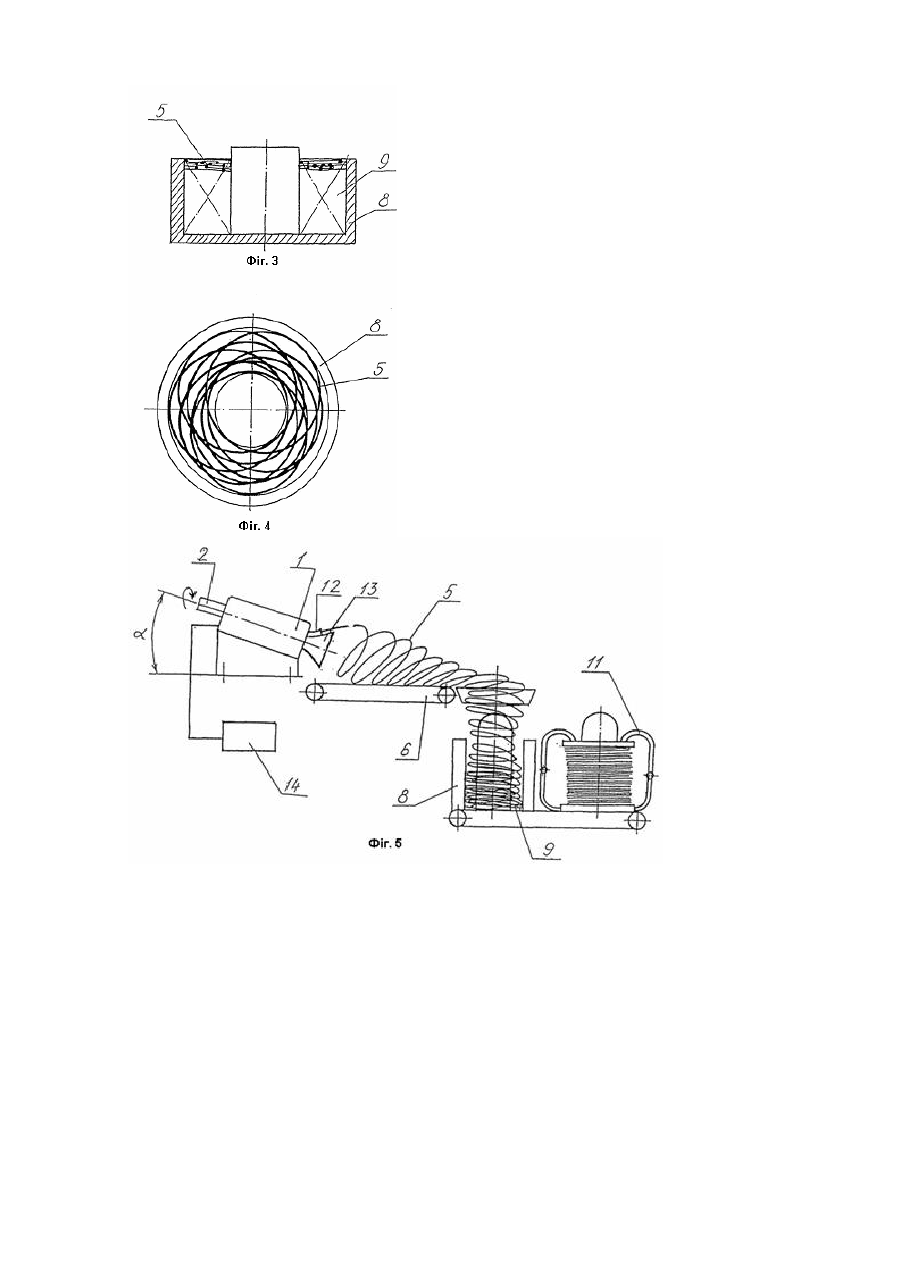
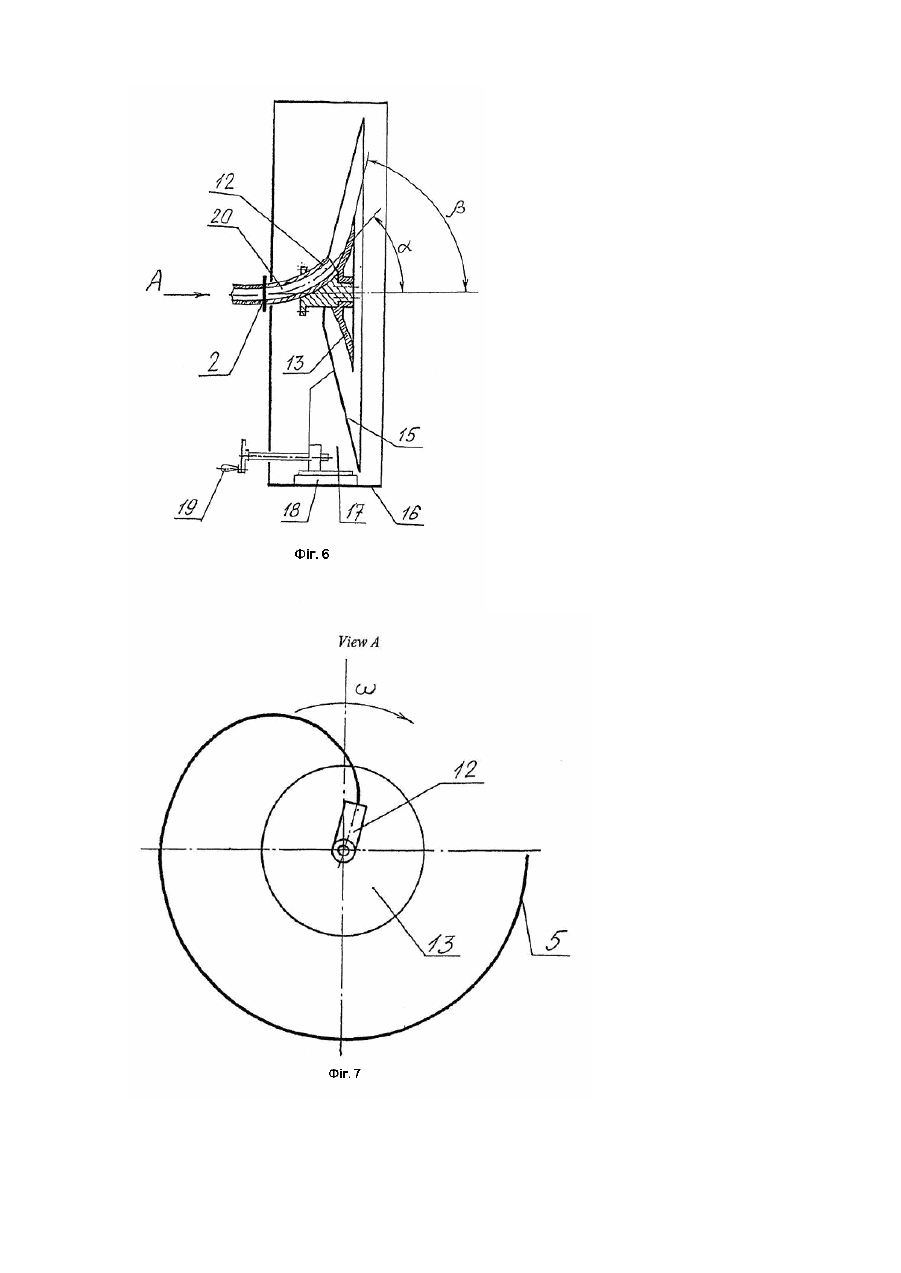
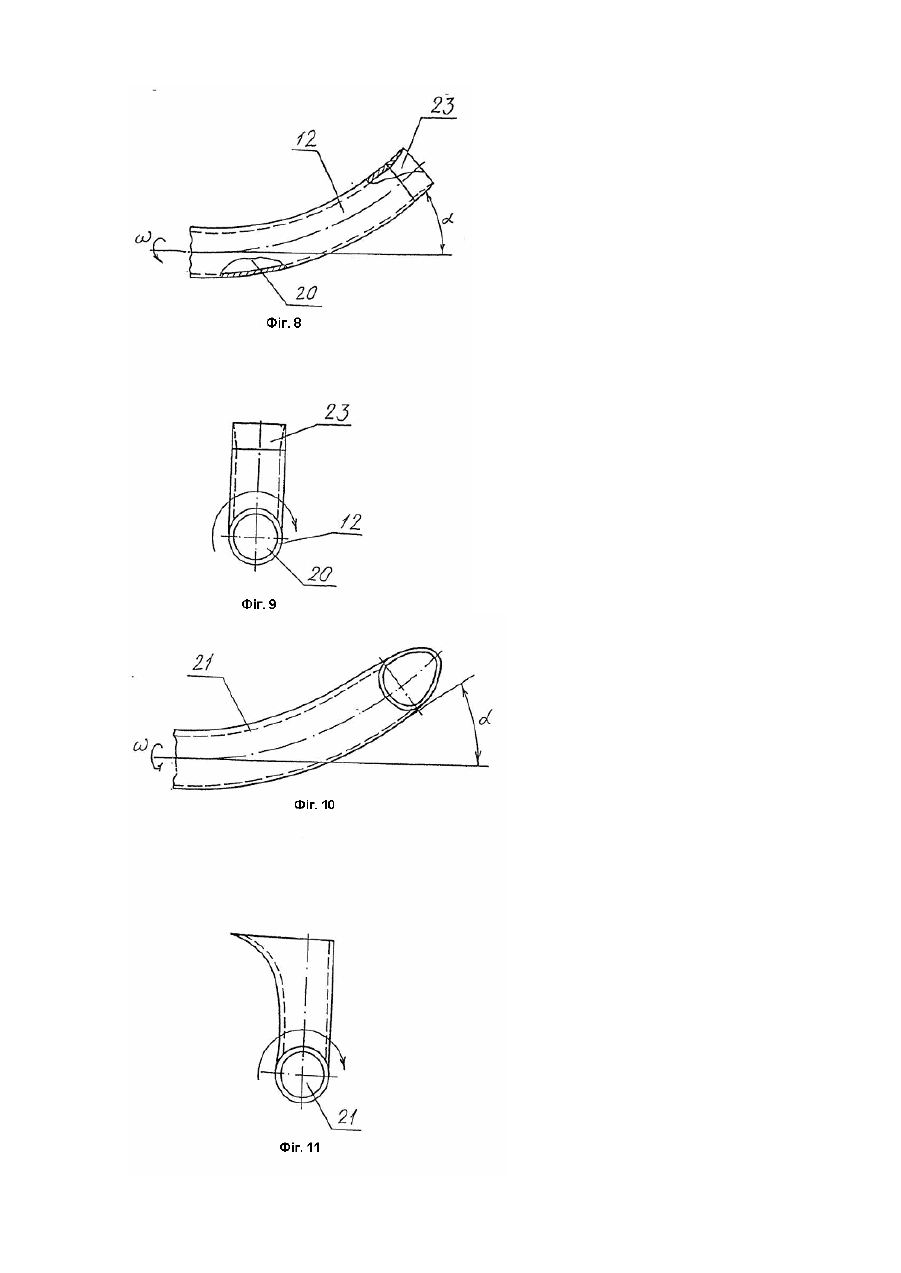
Винахід відноситься до прокатного виробництва, зокрема до способу формування бунту катанки, наприклад, із сталі або кольорових металів, і пристрою для його здійснення, і забезпечує одержання компактного бунту при високій швидкості подача прокату. Способи та пристрої такого типу використовуються в даний час при виробництві катанки на дротових станах, що виробляють практично весь її світовий обсяг. Основною особливістю процесу виробництва катанки є термообробка для одержання кінцевого продукту з заданими механічними властивостями, зокрема, із заданою однорідною структурою по всій довжині. Найбільше широко поширені процеси двохстадійної термообробки, у яких на першій стадії катанка, що рухається прямолінійно з чистової кліті охолоджується водою в спеціальних форсунках, а на др угій стадії вона у вигляді ви тків прохолоджується на конвеєрі або рольганзі при її транспортуванні до ша хти, у якому відбувається накопичення витків для формування бунту. Забезпечення оптимальних умов для повторного охолодження катанки багато в чому залежить від способу формування витків (першої стадії процесу формування бунту) і пристрої його здійснюючого, тому що вони повинні забезпечувати рівномірну щільність спіралі покладених на конвеєр витків для створення однакових умов о холодження кожного витка. Відомі способи формування бунту шляхом подачі катанки зі швидкістю до 100 м/с, формування витків за допомогою виткоутворювача, розміщення витків на конвеєрі і подача їх у шахту для накопичення і формування бунту, його обв'язування та опресовки. (див. наприклад, А.А.Кугушин, Ю.А.Попов, Высокоскоростная прокатка катанки, М., Металургия, 1982г.). Головною особливістю відомих високошвидкісних процесів виробництва катанки є необхідність точного узгодження швидкості прокатки (подача катанки) і швидкості обертання виткоутворювача (проводки), що призводить до одержання витків практично одного діаметра. У результаті бунт, зібраний із витків одного діаметра виходить пухким і має значні габарити навіть після опресовки. Відомий пристрій для здійснення зазначеного способу, що включає виткоутворювач, який містить проводку, голівку, яка утворює витки і приводний двигун, конвеєр для подачі витків катанки до шахти для їхнього накопичення й укладки в бунт і пристрій для опресовки й обв'язування бунту (див. там же). Голівка відомого пристрою яка утворює витки, звичайно являє собою масивний конічний корпус, із котрим жорстко зв'язана вигнута в просторі направляюча (див. також ЕР 0779115, МПК В21С47/14, 16.06.97p., DE 3819981, МПК В21С47/10 , 14.12.89р.). У даних пристроях внутрішній діаметр проводки (направляючої) складає приблизно 2-4% від діаметра формованих витків, тому при неузгодженості швидкості подачі катанки і швидкості обертання проводки відбувається заклинення матеріалу, що подається, й аварійне припинення процесу. Проблему одержання компактного бунту катанки намагалися вирішити у високошвидкісних процесах шляхом укладки витків катанки одного діаметра з ексцентрисітетом відносно осі шахти і рівномірного зсуву витків по колу, причому зсув витків щодо осі ша хти здійснювали як механічним шляхом (див. наприклад Європейські патенти №№0686438, 0686439, МПК В21С47/14, 22.07.9 р.), так і за допомогою обертового магнітного поля (див. патент RU 2046689, МПК В21С47/06, 27.10.95p.). Відомі засоби дозволяють декілька підвищити щільність бунту, проте одержати щільний і компактний бунт не вийде, тому що при зсуві витків перед їхньою укладкою в шахту вони лежать у пересічних площинах. Для зсуву ви тків катанки механічним шляхом, комплект устатк ування на виході конвеєра постачався різноманітними пристроями, наприклад пристроєм, що містить укладаючий елемент і вузол із декількома обертаючимися направляючими кулачками, що мають форму ексцентриків, які у процесі обертання визначають коло проходу витків (див. наприклад ЕР 0686438) або пристроєм, що зміщує витки за допомогою обертової плити з асиметричним, щодо центру шахти, отвором (див. ЕР 0686439), або пристроєм, оснащеним траверсою, яка здійснює зворотно-поступальний рух (див. патент США 4747557, МПК В21С47/10, 47/18). Усі перераховані пристрої мають досить складну конструкцію. Усунути вади відомих способів можна пошаровою спіральною укладкою витків. Відомий спосіб формування бунта катанки на моталці з вертикальним намотувальним валом, при якому беззупинно подаваний матеріал вкладають витками по спіралі горизонтальними шарами по висоті бунта в рівнобіжних площинах (див. наприклад авторське посвідчення СРСР №1412830, МПК В21С47/02, 30.07.88p.). Вадою відомого способу є, по-перше, те, що він застосовний на моталках із вертикальним намотувальним валом, розташованих безпосередньо над шахтою для формування бунта (див. авторські посвідчення №№1438880, МПК В21С47/02, 23.11.88p., №1606217, МПК В21С47/12, 15.11.90p.). Ці моталки працюють при відносно невисоких швидкостях намотки (приблизно до 20-30 м/с) і не застосовні в процесах, де швидкості прокатки досягають 100м/с і вище, тому що на високих швидкостях моталки з вертикальною віссю створюють великий опір подаваному прокату. По-друге, такі моталки вкладають витки катанки безпосередньо в шахту, минаючи стадію охолодження витків, про важливість якої було сказано вище. Охолодження витків катанки в бунті є нерівномірним, що впливає негативно на якість одержуваного матеріалу, тому що в цьому випадку матеріал має неоднорідну структур у по довжині. Найбільше близьким за технічною сутністю до винаходу, що заявляється, є пристрій для формування бунта катанки, яка містить виткоутворювач, що складається зі сполучених між собою проводки, голівки, що утворює витки, з направляючим способом, що включає елемент із криволінійною увігнутою поверхнею, привід, постачений устроєм для регулювання швидкості обертання проводки, і конвеєр для подачі витків катанки (див. патент США №5312065, кл. В21С47/02, 17.05.94p.). Спосіб формування бунта катанки відповідно до цього патенту США, включає безупинну подачу катанки через проводку, формування витків на криволінійній увігнутій поверхні і їхній укладці горизонтальними шарами по висоті бунта. Витки, одержані способом за патентом США, мають постійний радіус кривизни, який не можна змінювати в процесі намотки бунта. Будь-яка зміна кривизни витків призведе до аварійної ситуації: якщо радіус буде менше розрахункового, катанка натягнеться на циліндричну гвинтову поверхню і відбудеться її обрив, якщо радіус буде більше розрахункового, відбудеться переповнення направляючої-струмку, по якій проходить катанка і вона буде укладатися хвилями і зминатися. Технічна задача, яка розв'язується заявляємим винаходом, полягає в одержанні компактного бунта високоякісного катанки при високій продуктивності процесу його формування. Поставлена задача вирішується тим, що в способі формування бунта катанки, що включає безупинну подачу катанки через проводку, формування витків на криволінійній увігн утій поверхні і їхній укладці горизонтальними шарами по висоті бунта, подачу катанки ведуть із швидкістю 35-300м/с, відхиляють катанку на виході з проводки під кутом 15-80° до осі обертання для подачі катанки на криволінійну увігн уту поверхню і формують витки перемінного діаметра шляхом зміни швидкості обертання проводки і забезпечення двох ступенів свободи для руху катанки під дією динамічних сил і її повороту на кут 80-90° до осі обертання проводки, при цьому швидкість обертання проводки змінюють з урахуванням співвідношення: w > 0,465 × s т де: ω - кутова швидкість обертання проводки, σт - межа текучості матеріалу катанки, а витки у вигляді плоскої спіралі перемінного діаметра подають за допомогою конвеєра на укладку в окремо розташовану шахту. Діаметр витків змінюють у діапазоні 600-1600мм, при цьому катанка може являти собою сталевий дріт діаметром 5,5-14мм, або дріт із кольорових металів діаметром 6-18мм. Подачу катанки по криволінійній увігнутій траєкторії забезпечують за допомогою її подачі по обертовій криволінійній поверхні другого порядку, наприклад у вигляді гіперболоїду. Швидкість обертання проводки змінюють, наприклад, відповідно до співвідношення: ω=ω0+at де ω0 - початкова швидкість обертання проводки, а - коефіцієнт, що залежить від щільності укладки витків, t - час формування бунта катанки. Вісь обертання проводки може бути розташована горизонтально або під кутом γ=3-10° до горизонтальної площини. Швидкість обертання проводки змінюють відповідно до співвідношення: æ 2V 2V ö ÷ w = w0 ± ç ç D && D && & ÷ xt, уO Owa ø è де 2V w0 = , Dв н V - швидкість подачі катанки, Dвн - вн утрішній діаметр бунта, Dзов - зовнішній діаметр бунта, t - час укладки одного шару витків. Дійсний винахід включає також пристрій для формування бунта катанки, що містить виткоутворювач, який складається зі сполучених між собою проводки, голівки, що утворює витки, з направляючим засобом, який включає елемент із криволінійною увігнутою поверхнею, привід, оснащений пристроєм для регулювання швидкості обертання проводки, конвеєр для подачі витків катанки, в якому вихідний кінець проводки виткоутворювача вигн утий під кутом 15-80° до осі обертання, елемент із криволінійною увігнутою поверхнею, розміщений на зовнішній поверхні направляючого засобу і виконаний у вигляді увігн утої тарелі, зовнішня поверхня якої утворена криволінійною поверхнею другого порядку. Вісь обертання проводки може бути розташована горизонтально або під кутом 3-10° до горизонтальної площини, при цьому проводка може бути виконана суцільною або такою, що складається з двох або декількох частин. Голівка, що утворює витки, оснащена захисним кожухом із циліндричною внутрішньою поверхнею. Пристрій регулювання кроку витків може бути виконаний у вигляді конусоподібної оболонки або у вигляді оболонки зі сполучених одна з одною криволінійних поверхонь різного діаметра, яка обгинає голівки, що утворює витки, і установленої співвісно проводці на вертикальній опорі, при цьому опора виконана з можливістю переміщення уздовж осі обертання проводки і оснащена приводом. Тарель установлена співвісно проводці з можливістю повороту щодо її з одного фіксованого положення в інше револьверним чином. Прохідний отвір вигнутого кінця проводки має круглий перетин або він виконаний таким, що змінюється від входу до виходу від кола до еліпса, орієнтованого довгою віссю перпендикулярно осі обертання проводки. Вигнутий кінець проводки може бути оснащений роликом або чопом, виконаним зі зносостійкого матеріалу. Ролик розташований на виході проводки на стороні, віддаленої від осі обертання проводки, а його утворююча розташована по дотичній до поверхні прохідного отвору. Зовнішня поверхня тарелі може являти собою поверхню другого порядку, наприклад гіперболоїд. Ширина конвеєра приблизно дорівнює діаметру ша хти. Заявляємий засіб формування бунта катанки дозволяє на відміну від відомих засобів одержати компактний бунт при високій швидкості подача катанки, і відповідно високої швидкості формування бунта. Верхня межа швидкості подачі катанки (300м/с) обмежена у заявляемому засобі розтягуючою силою, що діє на катанку при утворенні витка. При швидкостях вище 300м/с розтягуюча сила призводить до зміни поперечного перерізу катанки, тобто відбувається «стяжка» перерізу. При швидкості меншої 35м/с сила Коріоліса буде недостатньою для пластичної деформації катанки і формування витка. На відміну від вище перерахованих відомих способів у заявляемому способі формування витків здійснюють під дією динамічних сил, що впливають на катанку при її виході з вигнутого кінця проводки. У відомих способах катанку подають із проводки в направляючу, що має складну конфігурацію в просторі, при цьому направляюча жорстко з'єднана з масивною опорою, наприклад у вигляді конуса (див. наприклад ЕР 0779115). Такий спосіб формування витків катанки потребує жорсткого узгодження швидкості подачі катанки і швидкості обертання проводки, в інакшому випадку відбувається заклинення катанки в направляючій й аварійна зупинка устаткування. Крім того, при проході катанки по фігурній направляючій виникають великі сили тертя. У заявляемому засобі на катанку, подавану під кутом 15-80° до осі обертання проводки та маючу визначену пластичність при виході з проводки, діють відцентрова сила і сила Коріоліса, що і визначають криволінійну траєкторію катанки. Катанка, яка вийшла з проводки під дією зазначених сил має два ступені свободи і сковзає вільно по увігнутій криволінійній поверхні, змінюючи своє положення на ній у залежності від швидкості обертання проводки. Таким чином, сили тертя значно зменшуються і стає можливою зміна швидкості обертання проводки без зміни швидкості подачі катанки. А це дозволяє у свою чергу одержати витки катанки з перемінним радіусом кривизни. Діапазон кута повороту вигн утого кінця проводки 15-80° обмежується з однієї сторони навантаженням на проводку, що неприпустимо зростає при повороті на кут більше 80°, або навантаженням на тарель, що збільшується при куті менше 15°. Подальший поворот катанки на 80-90° визначає крок витків. При повороті менше 80° крок витків занадто великий, а понад 90° витки підуть в обернену сторону (аварійна ситуація). Швидкість обертання проводки обмежується практично тільки межею текучості σт матеріалу катанки. На відміну від відомого способу формування витків (див. а.с. СРСР №1412830) у заявляемому способі сформовані витки перемінного діаметра у вигляді плоскої спіралі укладаються на конвеєр, де вони рівномірно розподілені і де може бути зроблена їхня термообробка, наприклад охолодження. Потім витки скидаються в окремо розташовану шахту, де вони укладаються горизонтальними прошарками без спеціальних операцій. Змінюючи швидкість обертання проводки в залежності від матеріалу катанки, заявляємим засобом можна одержати компактні бунти з високоякісного матеріалу без опресовки бунта. Заявляємий спосіб придатний для катанки з будь-яких сталей, а також із кольорових металів, таких як алюміній і мідь. Діапазон діаметрів формованих витків 600-1600 мм визначається вимогами до габаритів сформованого бунта для їхнього подальшого використання в те хнологічних процесах. Вибір діапазону діаметрів сталевого катанки 5,5-14мм визначається існуючими процесами виробництва катанки. При діаметрі вище 14мм швидкість прокатування знижується нижче обраного діапазону. Процес уже не буде високошвидкісним, те саме і для кольорових металів. Кут нахилу осі обертання проводки до горизонтальної площини, рівний 3-10 покращує умови укладки витків катанки на конвеєр. Що стосується заявляемого пристрою, то відомі пристрої не дозволяють здійснити заявляємий спосіб. Заявляємий пристрій для формування бунта катанки дозволяє відмовитися від складних пристроїв для зсуву витків катанки перед їхньою укладкою в ша хту і від пристроїв для опресовки бунта. Крім того, заявляємий пристрій дозволяє одержати бунт катанки, задній кінець розкату якого має практично ту ж кривизну, що і витки які вкладаються в шахту спіралі витків. Цей додатковий ефект забезпечується за рахунок того, що заявляємий спосіб формування витків катанки під дією динамічних сил дозволяє знизити вагу голівки, що утворює ви тки, з 150-180кг до 30-40кг, а відповідно і довжину виткоутворювача з 3000мм до 800-1000мм при тих же підшипниках. Як відомо довжина виткоутворювача впливає безпосередньо на кривизну заднього кінця розкату, тому що на задній кінець діють тільки сила тертя Fтep і не діє толкаюча сила від роликів, що подають катанку, тобто робота сил тертя дорівнює: A=Fig xL, де L - довжина виткоутворювача. Тому зменшення довжини виткоутворювача знижує шкідливу роботу сил тертя приблизно в 3 рази. При цьому швидкість подачі заднього кінця не падає нижче припустимої. З іншої сторони зниження ваги голівки, що утворює витки, покращує умови роботи виткоутворювача, а також підвищує надійність роботи всього комплекту устаткування в цілому. Сутність винаходу пояснюється кресленнями, де показано: Фіг.1 - схематично комплект устаткування для формування бунта катанки відповідно до відомого рівня техніки. Фіг.2 - пристрій для намотки бунта з вертикальним намотувальним валом відповідно до відомого рівня техніки). Фіг.3 - бунт катанки, отриманий на устаткуванні по Фіг. 1, поперечний перетин, Фіг.4 - те ж, вид звер ху, Фіг.5 - пристрій для формування бунта катанки відповідно до дійсного винаходу, Фіг.6 - виткоутворювач, загальний вид, Фіг.7 - те ж, вид А на Фіг.6, Фіг.8 - вигнутий кінець проводки, вид спереду, Фіг.9 - те ж, вид зверху, Фіг.10 - те ж, із перерізом у вигляді еліпса, Фіг.11 - те ж, вид зверху, Фіг.12 - вигн утий кінець проводки з роликом, вид спереду, Фіг.13-теж, вид Б, Фіг.14 - графік зміни швидкості обертання проводки, Фіг.15 - витки катанки на конвеєрі, вид зверху, Фіг.16 - бун т катанки, отриманий способом відповідно до дійсного винаходу, поперечний переріз, Фіг.17 - те ж, вид зверху, Фіг.18 - оболонка пристрою регулювання кроку витків, др угий варіант. На Фіг.1 показаний відомий пристрій для формування бунта катанки, що включає виткоутворювач 1, який містить проводку 2, голівку, що утворює витки, яка включає масивну опору 3 і криволінійну направляючу 4 для проходу катанки й утворення витків 5, конвеєр 6, пристрій 7 для асиметричного розподілу витків, шахту 8 для укладки витків у бунт 9, пристрій 10 для опресовки бунта 9 і пристрій 11 для обв'язування бунта 9. На Фіг.2 показаний відомий пристрій із вертикальним розташуванням вала виткоутворювача. Пристрій відповідно до дійсного винаходу (Фіг.5) включає виткоутворювач 1 (однакові елементи відомого і заявляемого пристроїв позначені однаковими позиціями), який містить проводку 2 із вихідним кінцем 12, голівку, що утворює витки, і приводний двигун (не показаний), сполучені між собою, конвеєр 6 для подачі витків 5 катанки до окремо розташованої шахти 8 для їхнього накопичення й укладки в бунт 9 і пристрій 11 для обв'язування бунта 9. Вихідний кінець 12 проводки 2 вигнутий під кутом а, рівним 15-80°, до осі обертання проводки. Голівка, що утворює витки, оснащена тареллю 13, виконаною з увігнутою криволінійною зовнішньою поверхнею, пов'язаною з торцем вигнутого кінця 12 проводки 2 і утворюючої в найбільше віддаленій від центру тарелі 13 точці кут до осі обертання проводки 2, рівний 80-90°. Приводний двигун виткоутворювача оснащений пристроєм 14 регулювання швидкості обертання проводки. Виткоутворювач 1 оснащений пристроєм 15 регулювання кроку витків. Проводка може бути розташована горизонтально або під кутом γ до горизонтальної площини, рівним 3-10°. Проводка 2 може бути виконана суцільною або з двох, та більше частин, наприклад прямолінійної частини і вигнутого кінця, сполучених за допомогою рознімного з'єднання. Голівка, що утворює ви тки, оснащена захисним кожухом 16 із циліндричною внутрішньою поверхнею. Пристрій 15 регулювання кроку витків може бути виконаний у вигляді конусоподібної оболонки, яка обгинає тарель 13 і встановленої співвісно проводці 2 на вертикальній опорі 17. Опора 17 виконана з можливістю переміщення по направляючим 18 уздовж осі обертання проводки 2 і постачена приводом 19. Оболонка устрою 15 може бути виконана зі сполучених один з одним криволінійних поверхонь як показано на Фіг. 18. Тарель 13 установлена співвісно проводці 2 із можливістю повороту щодо неї з одного фіксованого положення в інше револьверним чином, тобто за допомогою відомого револьверного механізму. Прохідний отвір 20 вигнутого кінця 12 проводки 2 може мати круглий перетин. Як показано на Фіг. 8, 9, або він виконаний таким, що змінюється від входу до ви ходу від кола 20 до еліпса 21, орієнтованого своєю довгою віссю перпендикулярно до осі обертання проводки 2 (Фіг. 10, 11). Зовнішня поверхня тарелі 13 сполучена з поверхнею прохідного отвору 20 по дотичній. Вигнутий кінець 12 проводки 2 може бути оснащений на кінці роликом 22, розташованим на виході з боку найбільше віддаленої від осі обертання проводки 2, а його утворююча розташована по дотичній до внутрішньої поверхні отвору 20. Вигнутий кінець 12 може бути оснащений на виході зносостійким чопом 23. Ширина D конвеєра 6 для подачі витків 5 катанки дорівнює діаметру ша хти 8 і відповідно максимальному діаметру бунта. Робота пристрою буде описана на прикладі здійснення способу. Катанку діаметром d=10мм із сталі 3 при температурі 600°С (σт=190МПа) подавали при швидкості прокатування V=52,95м/с у проводку 2. Кутову швидкість з обертання проводки змінювали відповідно до співвідношення (Фіг.13): æ 2V 2V ö ÷ w = w0 ± ç ç D && D && & ÷ xt, уO Owa ø è де 2V w0 = , DYd V - 52,95м/с, Dвн - вн утрішній діаметр бунта, рівний 1040мм, Dзов - зовнішній діаметр бунта, рівний 600мм, t - час укладки одного шару витків, рівне 1,038с. У цьому випадку залежність, по якій змінювали швидкість обертання проводки, мала вигляд: ω=176,5±74,7хt, де 0 × × 0,465x190 = 9,4c -1 ~ && && && Число витків у шарі η склало: D O wa - D уO && & && n= = 22 2d витка, При цьому довжина /катанки в прошарку склала: D O wa - D уO && & && ~ l = n 2p = 113 .3N 2d При висоті бунта Н=1000мм, число шарів к дорівнює H/d=100, a довжина L катанки в бунті дорівнює L=lk=113300м. Катанку подавали в проводку 2, кінець 12 якої вигнутий під кутом а=10° до осі обертання проводки, і далі по тарелі 13, виконаної у виді гіперболоїду, розвертали на кут β=87°. Витки 5 вкладали на конвеєр 6 (Фіг.15) і у вигляді плоскої спіралі перемінного діаметра прохолоджували, потім вкладали в окремо розташовану ша хту 8 і формували бунт 9. Готовий бунт 9 обв'язували за допомогою пристрою 11. Порівняння бунтів катанки, отриманих відомим комплектом устатк ування, що містить пристрій для асиметричного розподілу витків, розміщений на виході конвеєра, і що заявляється устроєм, показало, що щільність бунта, сформованого що заявляється засобом, збільшилася на 40-50% у порівнянні з відомим. Перевірка механічних властивостей матеріалу показала, що катанка, отримана способом відповідно до дійсного винаходу, має рівномірні механічні властивості по всій довжині.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for rod coil forming
Назва патенту російськоюСпособ формирования бунта катанки и устройство для его осуществления
МПК / Мітки
МПК: B21C 47/02
Мітки: катанки, пристрій, здійснення, формування, спосіб, бунта
Код посилання
<a href="https://ua.patents.su/11-66956-sposib-formuvannya-bunta-katanki-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування бунта катанки і пристрій для його здійснення</a>
Спосіб формування будівельних блоків і пристрій для його здійснення
Номер патенту: 30060
Опубліковано: 15.11.2000
Автор: Бажал Анатолій Гнатович
МПК: B28B 1/08
Мітки: пристрій, спосіб, будівельних, здійснення, блоків, формування
Формула / Реферат:
1. Спосіб формування будівельних блоків, що містить в собі заповнення формувальних ємностей формувальним матеріалом з наступною вібраційною обробкою суміші при допомозі еластичної стрічки, який відрізняється тим, що формувальний матеріал піддають хвильовим зміщенням при допомозі гармонійних поперечних хвиль стиснення з сумарним вектором швидкості частинок у хвилі, направленим до поверхні формування під кутом, який змінюється в інтервалі від...
Спосіб формування будівельних блоків і пристрій для його здійснення
Номер патенту: 30058
Опубліковано: 15.11.2000
Автор: Бажал Анатолій Гнатович
МПК: B28B 1/08
Мітки: здійснення, спосіб, пристрій, будівельних, блоків, формування
Формула / Реферат:
1. Спосіб формування будівельних блоків, що містить заповнення формувальних ємностей матриць формувальним матеріалом і його наступне вібраційне ущільнення, який відрізняється тим, що по контуру формувальної ємності формувальну суміш стискують статичним тиском, який перевищує границю динамічної міцності формувальної суміші на стиснення при заданій швидкості хвильового деформування і піддають формувальну суміш періодичному хвильовому впливу з...
Спосіб формування потоку світлового випромінювання світлофора і пристрій для його здійснення
Номер патенту: 47991
Опубліковано: 15.07.2002
Автори: Таранушко Георгій Іванович, Писарець Володимир Олексійович, Прибилов Георгій Якович, Михайлик Олександр Костянтинович, Терещук Анатолій Олексійович, Мещеряков Євген Михайлович
МПК: G08G 1/095
Мітки: здійснення, випромінювання, світлофора, формування, пристрій, світлового, спосіб, потоку
Формула / Реферат:
1. Спосіб формування потоку світлового випромінювання світлофора, в основу якого покладено проходження штучного світлового випромінювання через лінзові елементи розсіювача світлофора, який відрізняється тим, що за допомогою лінзових елементів змінюють геометричну форму перерізу світлового потоку світлофора, формуючи світлове випромінювання, діаграма розсіювання якого має різні кути у вертикальній і горизонтальній площинах.2. Спосіб за...
Спосіб виготовлення нетканого матеріалу, з’єднуваного в процесі формування, та пристрій для його здійснення
Номер патенту: 46838
Опубліковано: 17.06.2002
Автори: Ціммерман Леон Ейч (покійний), Вілліс Едвард К., Лакруа Прайс В., Брігнола Едвард Л., Флек Алвін А.
МПК: D01D 10/00, B29C 55/00, D04H 3/00, D01D 5/12, D01D 5/00
Мітки: формування, нетканого, з'єднуваного, виготовлення, матеріалу, пристрій, спосіб, здійснення, процесі
Формула / Реферат:
1. Спосіб виготовлення нетканого матеріалу, з'єднуваного в процесі формування, в якому розплавлений термопластичний полімерний матеріал, що обробляється в розплавленому стані, пропускають через, щонайменше, два екструзійних отвори для формування комплексної пряжі, комплексну пряжу піддають витягуванню, пропускають через зону закалювання, де відбувається її твердіння, збирають на утримуючому пристрої, де формують нетканий матеріал, і з'єднують...
Спосіб формування сигналу впливу на біологічний об’єкт і нейтралізації патогенних випромінювань і пристрій для його здійснення
Номер патенту: 49253
Опубліковано: 16.09.2002
Автори: Руденко Ігор Васильович, Гуляр Сергій Олександрович
МПК: A61N 2/00
Мітки: нейтралізації, патогенних, спосіб, випромінювань, об`єкт, впливу, сигналу, біологічний, пристрій, формування, здійснення
Формула / Реферат:
1. Спосіб формування сигналу впливу на біологічний об'єкт і нейтралізації патогенних випромінювань, при якому всередині орієнтованої по осі "південь-північ" піраміди в її геометричному фокусі концентрують енергію космічних променів, створюють світлове випромінювання, на яке впливають космічними променями і яке потім направляють на біологічний об'єкт зовні піраміди чи у простір для нейтралізації патогенних випромінювань, який...
Попередній патент: Конвеєрний пристрій швидкого перетворення хартлі
Наступний патент: Спосіб виробництва аміаку та апарат для його здійснення
Випадковий патент: Пазонний спосіб моделювання нейрона та пристрій для його здійснення