Модифікація поверхні
Формула / Реферат
1. Спосіб обробки виробу, що включає в себе приведення у відносний рух виробу і потужного променя в перетинаючому напрямі з тим, щоб піддати впливу потужного променя ряд місцеположень на виробі; і в кожному місцеположенні приведення потужного променя в рух у множині напрямів по відношенню до виробу заздалегідь заданим чином, за рахунок чого в кожному місцеположенні матеріал виробу плавлять і переміщують під дією потужного променя таким чином, щоб сформувати заглиблення або отвір.
2. Спосіб за п. 1, який відрізняється тим, що додатково включає в себе спочатку вибір виду руху потужного променя, так що рух променя здійснюють керованим заздалегідь заданим чином.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що, коли в кожному місцеположенні формують отвір, отвір має асиметричну форму відносно номінального напряму потужного променя.
4. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що, коли в кожному місцеположенні формують отвір, виріб поміщають на опорну підкладку, і потужний промінь проходить через отвір у виробі і впливає на опорну підкладку.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що, коли в кожному місцеположенні формують отвір, рух променя заздалегідь заданим чином здійснюють до або після того, як сформований отвір.
6. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що заздалегідь заданий рух включає в себе вторинне відхилення, таке як рух по траєкторії у формі кола, лінії, еліпсоїда і/або простої геометричної фігури.
7. Спосіб за п. 6, який відрізняється тим, що потужний промінь відхиляють з першою частотою для утворення отвору або заглиблення, а потім з другою частотою, відмінною від першої.
8. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що маніпуляція променем включає в себе одну або декілька часових або просторових модуляцій розподілу щільності потужності променя.
9. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що додатково включає в себе плавлення і переміщення затверділого матеріалу для отримання бажаного профілю країв.
10. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що в кожному місцеположенні під дією потужного променя матеріал виробу плавлять і перерозподіляють в бічному напрямі, а потім дають йому можливість для затвердіння з тим, щоб сформувати заглиблення або отвір, оточений ділянкою затверділого матеріалу, який виступає відносно сусідньої поверхні виробу.
11. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що заглиблення або отвори формують у виробі з продуктивністю щонайменше 500 за секунду.
12. Спосіб за п. 11, який відрізняється тим, що поглиблення або отвори формують у виробі з продуктивністю щонайменше 580 за секунду.
13. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що потужний промінь переміщається між місцеположеннями з швидкістю приблизно 1 км/сек.
14. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що час переходу між місцеположеннями становить приблизно 1/100 від часу перебування в кожному місцеположенні.
15. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що заглиблення або отвори мають максимальний діаметр приблизно 0,6 мм.
16. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що заглиблення або отвори мають глибину в межах 0,6-1 мм.
17. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що заглиблення або отвори відділені один від одного з кроком приблизно 1 мм.
18. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що пікова густина потужності променя знаходиться в межах 105-107 Вт/мм2.
19. Спосіб за будь-яким з пп. 1-14, який відрізняється тим, що поглиблення або отвори мають максимальний діаметр менше приблизно 10 мікрометрів.
20. Спосіб за будь-яким з пп. 1-14, який відрізняється тим, що заглиблення або отвори мають максимальний діаметр менше приблизно 2 мм.
21. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що всі заглиблення або отвори мають по суті однаковий розмір.
22. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що заглиблення або отвори розміщують в квадратному або щільноукладеному порядку.
23. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що кожний отвір або заглиблення має профіль з вузьким горлом.
24. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що потужний промінь включає в себе електронний промінь або лазерний промінь.
25. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що струм в потужному промені розподіляють по діаметру променя таким чином, що струм в кільцевій ділянці потужного променя, що оточує центральну ділянку потужного променя, що має бічний розмір, по суті рівний одній третині діаметра променя, становить щонайменше половину від струму в центральній ділянці.
26. Спосіб за п. 25, який відрізняється тим, що струм в кільцевій ділянці є щонайменше рівним струму в центральній ділянці.
27. Спосіб за п. 25, який відрізняється тим, що струм в кільцевій ділянці в два або три рази більший, ніж струм в центральній ділянці.
28. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що частина заздалегідь заданого руху променя приводить до нагрівання ділянки, сусідньої з даним місцеположенням.
29. Спосіб за п. 28, який відрізняється тим, що сусідня ділянка оточує дане місцеположення.
30. Спосіб за п. 28, який відрізняється тим, що сусідня ділянка складає інше місцеположення.
31. Спосіб за п. 30, який відрізняється тим, що інше місцеположення нагрівають до того, як в цьому іншому місцеположенні сформують заглиблення або отвір.
32. Спосіб за п. 30, який відрізняється тим, що інше місцеположення нагрівають після того, як в цьому іншому місцеположенні сформують заглиблення або отвір.
33. Спосіб за будь-яким з пп. 28-32, який відрізняється тим, що вказана частина заздалегідь заданого руху променя має іншу форму відносно заздалегідь заданого руху у вказаному місцеположенні.
34. Спосіб за будь-яким з пп. 28-33, який відрізняється тим, що вказана частина заздалегідь заданого руху променя утворює растр.
35. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що місцеположення відділяють одне від одного на таку відстань, що матеріал, переміщений з сусідніх місцеположень, знаходиться в контакті.
36. Спосіб за п. 35, який відрізняється тим, що період часу між формуванням сусідніх місцеположень є таким, що матеріал, переміщений з сусідніх місцеположень, залишається розплавленим і коалесціює.
37. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що додатково включає в себе зміну фокусування променя під час формування заглиблення або отвору.
38. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що виріб містить метал.
39. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що виріб включає в себе опорну пластину для гальмової колодки.
40. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що потужний промінь прикладають безперервно.
41. Виріб, який має модифіковану поверхню, який відрізняється тим, що ця модифікована поверхня була одержана способом за будь-яким з пп. 1-40.
42. Спосіб з'єднання виробу з іншою деталлю, що включає в себе модифікацію поверхні виробу з використанням способу за будь-яким з пп. 1-40 таким чином, щоб сформувати одне або більшу кількість поглиблень в поверхні виробу; і зчеплення іншої деталі з підготовленою поверхнею виробу.
43. Спосіб за п. 42, який відрізняється тим, що інша деталь містить полімер.
44. Спосіб за п. 42, в якому інша деталь виготовлена або з нейлону, або з ПТФЕ (політетрафторетилену), ПММА (поліметилметакрилату), поліуретану, алюмінію і його сплавів, фенольних смол і магнію і його сплавів.
45. Спосіб за п. 42, в якому інша деталь включає в себе гальмову колодку.
46. Спосіб за будь-яким з пунктів 1-40 або 42-45, який відрізняється тим, що матеріал в кожному місцеположенні плавлять і переміщують таким чином, щоб поліпшити адгезію між виробом і другим матеріалом.
Текст
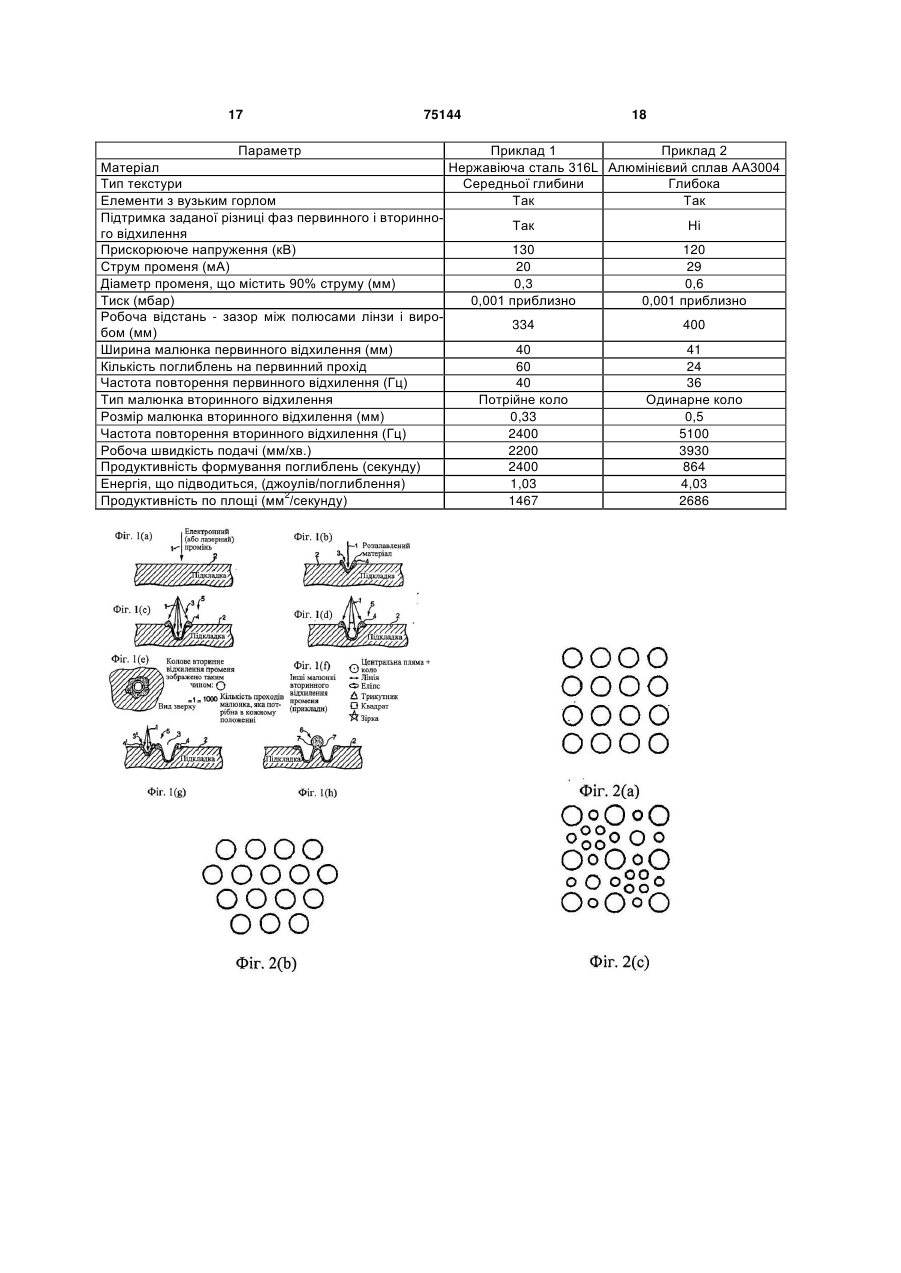
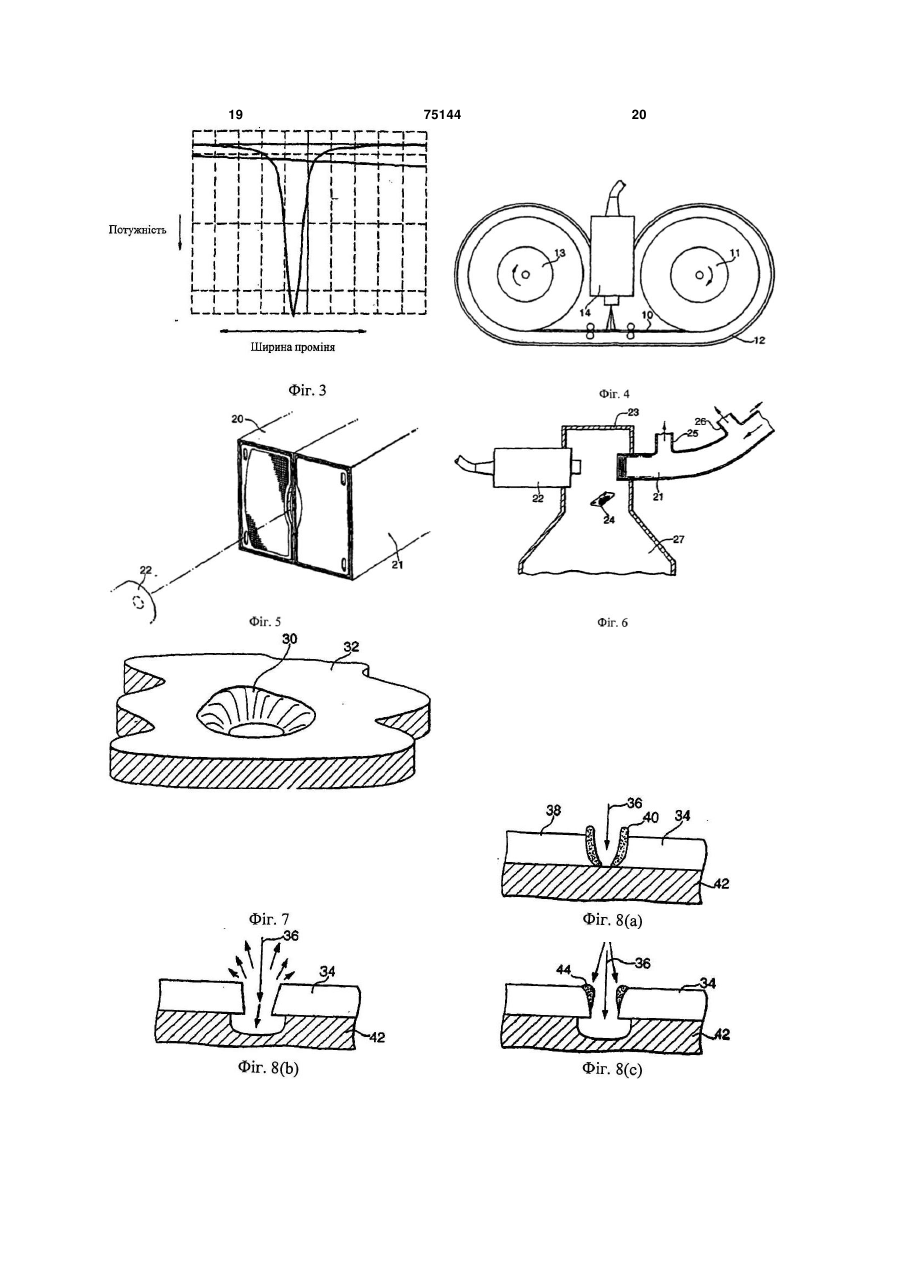
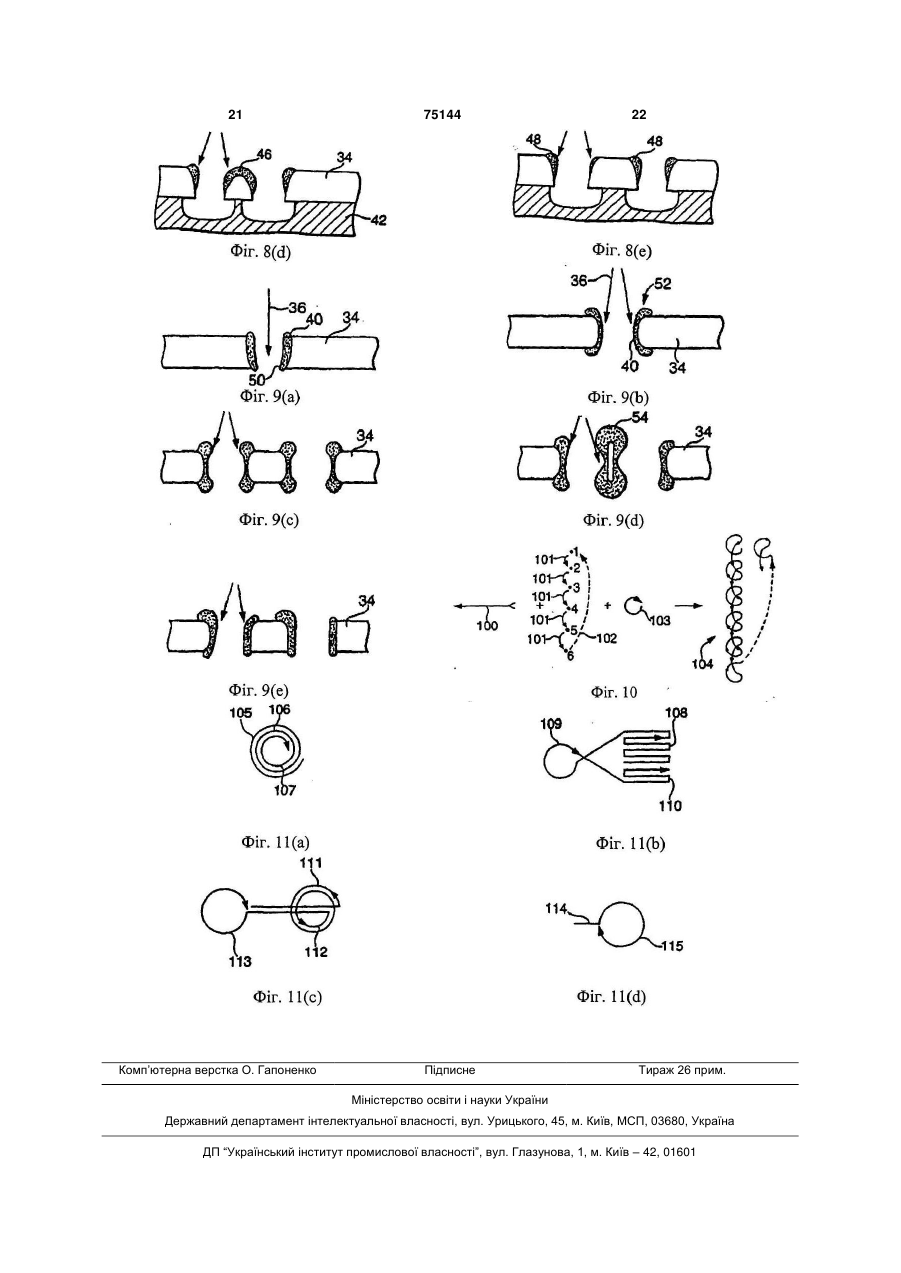
1. Спосіб обробки виробу, що включає в себе приведення у відносний рух виробу і потужного променя в перетинаючому напрямі з тим, щоб піддати впливу потужного променя ряд місцеположень на виробі; і в кожному місцеположенні приведення потужного променя в рух у множині напрямів по відношенню до виробу заздалегідь заданим чином, за рахунок чого в кожному місцеположенні матеріал виробу плавлять і переміщують під дією потужного променя таким чином, щоб сформувати заглиблення або отвір. 2. Спосіб за п. 1, який відрізняється тим, що додатково включає в себе спочатку вибір виду руху потужного променя, так що рух променя здійснюють керованим заздалегідь заданим чином. 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що, коли в кожному місцеположенні формують отвір, отвір має асиметричну форму відносно номінального напряму потужного променя. 4. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що, коли в кожному місцеположенні формують отвір, виріб поміщають на опорну підкладку, і потужний промінь проходить через отвір у виробі і впливає на опорну підкладку. 5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що, коли в кожному місцеположенні фор 2 (19) 1 3 75144 4 16. Спосіб за будь-яким з попередніх пунктів, який цьому іншому місцеположенні сформують заглибвідрізняється тим, що заглиблення або отвори лення або отвір. 33. Спосіб за будь-яким з пп. 28-32, який відрізнямають глибину в межах 0,6-1 мм. ється тим, що вказана частина заздалегідь зада17. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що заглиблення або отвори ного руху променя має іншу форму відносно завідділені один від одного з кроком приблизно 1 мм. здалегідь заданого руху у вказаному 18. Спосіб за будь-яким з попередніх пунктів, який місцеположенні. відрізняється тим, що пікова густина потужності 34. Спосіб за будь-яким з пп. 28-33, який відрізняється тим, що вказана частина заздалегідь задапроменя знаходиться в межах 105-107 Вт/мм2. 19. Спосіб за будь-яким з пп. 1-14, який відрізняного руху променя утворює растр. ється тим, що поглиблення або отвори мають 35. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що місцеположення відділямаксимальний діаметр менше приблизно 10 мікрометрів. ють одне від одного на таку відстань, що матеріал, 20. Спосіб за будь-яким з пп. 1-14, який відрізняпереміщений з сусідніх місцеположень, знаходитьється тим, що заглиблення або отвори мають мася в контакті. 36. Спосіб за п. 35, який відрізняється тим, що ксимальний діаметр менше приблизно 2 мм. 21. Спосіб за будь-яким з попередніх пунктів, який період часу між формуванням сусідніх місцеполовідрізняється тим, що всі заглиблення або отвожень є таким, що матеріал, переміщений з сусідніх ри мають по суті однаковий розмір. місцеположень, залишається розплавленим і коа22. Спосіб за будь-яким з попередніх пунктів, який лесціює. відрізняється тим, що заглиблення або отвори 37. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що додатково включає в себе розміщують в квадратному або щільноукладеному порядку. зміну фокусування променя під час формування 23. Спосіб за будь-яким з попередніх пунктів, який заглиблення або отвору. відрізняється тим, що кожний отвір або заглиб38. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що виріб містить метал. лення має профіль з вузьким горлом. 24. Спосіб за будь-яким з попередніх пунктів, який 39. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що потужний промінь включає відрізняється тим, що виріб включає в себе опов себе електронний промінь або лазерний промінь. рну пластину для гальмової колодки. 25. Спосіб за будь-яким з попередніх пунктів, який 40. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що струм в потужному промені відрізняється тим, що потужний промінь прикларозподіляють по діаметру променя таким чином, дають безперервно. що струм в кільцевій ділянці потужного променя, 41. Виріб, який має модифіковану поверхню, який відрізняється тим, що ця модифікована поверхня що оточує центральну ділянку потужного променя, що має бічний розмір, по суті рівний одній третині була одержана способом за будь-яким з пп. 1-40. діаметра променя, становить щонайменше поло42. Спосіб з'єднання виробу з іншою деталлю, що вину від струму в центральній ділянці. включає в себе модифікацію поверхні виробу з 26. Спосіб за п. 25, який відрізняється тим, що використанням способу за будь-яким з пп. 1-40 струм в кільцевій ділянці є щонайменше рівним таким чином, щоб сформувати одне або більшуструму в центральній ділянці. кількість поглиблень в поверхні виробу; і зчеплен27. Спосіб за п. 25, який відрізняється тим, що ня іншої деталі з підготовленою поверхнею вирострум в кільцевій ділянці в два або три рази більбу. 43. Спосіб за п. 42, який відрізняється тим, що ший, ніж струм в центральній ділянці. 28. Спосіб за будь-яким з попередніх пунктів, який інша деталь містить полімер. відрізняється тим, що частина заздалегідь зада44. Спосіб за п. 42, в якому інша деталь виготовного руху променя приводить до нагрівання ділянлена або з нейлону, або з ПТФЕ (політетрафтореки, сусідньої з даним місцеположенням. тилену), ПММА (поліметилметакрилату), поліуре29. Спосіб за п. 28, який відрізняється тим, що тану, алюмінію і його сплавів, фенольних смол і сусідня ділянка оточує дане місцеположення. магнію і його сплавів. 30. Спосіб за п. 28, який відрізняється тим, що 45. Спосіб за п. 42, в якому інша деталь включає в сусідня ділянка складає інше місцеположення. себе гальмову колодку. 31. Спосіб за п. 30, який відрізняється тим, що 46. Спосіб за будь-яким з пунктів 1-40 або 42-45, який відрізняється тим, що матеріал в кожному інше місцеположення нагрівають до того, як в цьому іншому місцеположенні сформують заглибмісцеположенні плавлять і переміщують таким лення або отвір. чином, щоб поліпшити адгезію між виробом і дру32. Спосіб за п. 30, який відрізняється тим, що гим матеріалом. інше місцеположення нагрівають після того, як в Даний винахід відноситься до способу обробки виробу, наприклад, для модифікації або підготовки топографії поверхні виробу або початкового матеріалу з метою підвищення рівня механічного тертя або рівня механічного взаємного зчеплення по відношенню до іншого матеріалу або тіла, або для створення отворів у виробі. Для підвищення шорсткості поверхні матеріа 5 75144 6 лів, які зроблені відносно гладкими шляхом мехаформування поглиблень в поверхні виробу або нічної обробки, полірування, формування в плоскій для створення отворів що, як правило, проходять формі і так далі, використовуються різні способи. наскрізь через виріб. Формування отвору може Ці способи придання шорсткості включають в себе здійснюватися з опорною підкладкою або без неї. деформацію поверхні за допомогою механічних У доповнення до цього, коли формується поглибзасобів, таких як створення канавок або насічка, лення або отвір, переважно, стадія здійснення або хімічних засобів, таких як труєння. переміщення променя заздалегідь заданим чином Альтернативно, на поверхню початкового маздійснюється після того, як сформоване поглибтеріалу додається інший матеріал за допомогою, лення або отвір. Це дає можливість для акуратнонаприклад, дугового зварювання за допомогою го придання форми поглибленню або отвору. У витратного присадкового дроту. В одному з прикбагатьох випадках стадія маніпуляції може також ладів, маленькі краплі металу осаджують на повезастосовуватися під час формування поглибленрхню металу, з використанням дугового процесу ня/отвору, коли діаметр поглиблення/отвору перезварювання витратним металевим електродом в вершує діаметр променя. середовищі захисного газу (GMA від англ. gas Вторинне відхилення переважно відбувається metal arc process), в якому струм модулюється при такій частоті, що в кожному місцеположенні таким чином, що краплі розплаву відриваються від здійснюється щонайменше один повний прохід дротяного електрода, що розплавляється, дискремалюнка (або щонайменше зміна напряму), а петним і регулярним чином. Ці краплі служать як реважно в кожному місцеположенні здійснюється виступи на відносно гладкій в інших місцях поверціле число проходів. Для 1000 отворів на секунду в хні початкового матеріалу і використовуються для сталі відповідною є вторинна частота приблизно зменшення тенденції до ковзання між початковим 1000Гц, 2000Гц або 3000Гц. У цьому випадку погвиробом і іншим тілом. либлення будуть мати ~0,5мм в глибину і завширВ публікації ЕР-А-0626228 описується спосіб шки з кроком 0,7мм. Для поглиблень меншого діамодифікації поверхні виробу, який повинен бути метра можуть бути потрібні більш високі вторинні сполучений з іншою деталлю, що включає в себе частоти, при цьому на оптимальну частоту також вплив на ряд місцеположень на поверхні виробу впливають властивості матеріалу. потужного променя, при цьому в кожному місцепо"Вторинне відхилення", що використовується, ложенні матеріал виробу плавиться і перерозподіможе приймати різні форми, включаючи рух круголяється в бічному напрямі під впливом потужного вої, лінійної, еліпсоїдальної форми і/або рух в фопроменя, а потім йому дають можливість затвердірмі простих геометричних фігур. Вторинне відхити з тим, щоб сформувалося поглиблення, оточелення може також поєднуватися з іншими не ділянкою затверділого матеріалу, яка є вистувідповідними змінами часового і просторового ропаючою по відношенню до сусідньої поверхні зподілу щільності потужності променя (наприклад, виробу і має профіль виступу з вузьким горлом. пульсацією струму променя і/або зміною місцепоВідповідно до першого аспекту даного винахоложення фокуса променя), для досягнення бажаду, автори передбачають спосіб обробки виробу, ного ефекту і для того, щоб зробити можливим що включає в себе приведення у відносний рух більш ретельне управління процесом формування виробу і потужного променя в перетинаючому напоглиблення або отвору. прямі з тим, щоб піддати впливу потужного промеЯк правило, тривалістю взаємодії з променем ня (експонувати) ряд місцеположень на виробі; і в управляють таким чином, що вторинне відхилення кожному місцеположенні приведення потужного променя одноманітно застосовується в кожному променя в рух у множині напрямів по відношенню окремому місцеположенні, тобто вторинні і пердо виробу заздалегідь заданим чином, за рахунок винні переміщення променя мають відповідний чого в кожному місцеположенні матеріал виробу зсув фази по відношенню один до одного, так що плавиться і переміщується під дією потужного ефект текстурування є відтворюваним і не змінюпроменя таким чином, щоб сформувати поглибється несистематичним чином. лення або отвір. У випадку формування поглиблення відповідні Вдосконалена технологія текстурування, що виступаючі частини або поглиблення, що мають заявляється тут, фундаментально відрізняється виступаючий профіль (елемент) з вузьким горлом, від відомого і застосовного раніше способу. У вдоможуть генеруватися на відносно гладкій в інших сконаленому способі потужний промінь в кожному місцях поверхні матеріалу з початкового матеріалу місцеположенні спеціально примушують рухатися шляхом швидкого плавлення невеликих локалізоабо переміщатися (тобто ним маніпулюють) заваних ділянок за допомогою потужного променя здалегідь заданим чином замість використання (як правило, сфокусованого), такого як електронстатичного променя. Потужний промінь може бути ний промінь, падаючого на початковий матеріал. пульсуючим з тим, щоб експонувати кожне місцеПромінь з високою щільністю потужності швидко положення окремо, хоча переважно він є безперепереміщається від точки до точки з отриманням рвним. Як правило, відносно малі високочастотні ряду таких поглиблень з виступами по краях. Шлярухи "вторинного відхилення" променя в кожному хом близького розміщення поглиблень можуть місцеположенні мають ефект помітної зміни перебути отримані напівбезперервна (переривчаста) розподілу розплавленого матеріалу, що генерулінія або гребінь. Помічено, що виступаючий мається в кожному місцеположенні. Як правило, рух теріал виникає завдяки плавленню і переміщенню променя задається на початковій стадії вибору розплавленого матеріалу, таким чином залишаюбажаного виду руху. чи невелике поглиблення в початковому матеріалі. Даний винахід може бути використаний для Деяка частина матеріалу може втрачатися під дією 7 75144 8 випаровування при високій щільності потужності блення ділянка нагрівається шляхом кругового прикладеного променя. У ході використання в тому переміщення променя. Як правило, частина задавипадку, коли забезпечений поглибленнями виріб ного руху, що витрачається на нагрівання займає зчіплюється з іншою деталлю, як поглиблення, так приблизно 30% часу, проведеного променем в і виступаючі краї поглиблення можуть вносити свій якому-небудь місцеположенні. внесок у взаємне механічне зчеплення. Нагрівання сусіднього місцеположення є переТакож модифікується і посилюється адгезія на важним в тому, що він може бути використаний текстурованих поверхнях матеріалів, одержаних з для управління швидкістю охолоджування матеріпарової фази. алу, і в тому, що він дає поліпшення адгезії розпВиступаючий профіль з вузьким горлом додатлавленого матеріалу до поверхні виробу, що обково збільшує механічні сили, необхідні для віддіробляється. Попереднє нагрівання також робить лення початкового виробу або для ковзання почаможливим досягнення кращої синхронізації між ткового виробу по іншій деталі. переміщеннями променя в напрямі, що перетинає, Виступаючий профіль з вузьким горлом є вигіі в поперечному напрямі. дним при втриманні, наприклад, при втриманні Місцеположення, як правило, відстоять одне адгезиву (клею), зокрема адгезиву, який сам по від одного таким чином, що матеріал, переміщесобі не зв'язується з початковим виробом, або ний з сусідніх місцеположень, знаходиться в конзв'язується, але тільки з низькою міцністю. Альтетакті. Часовий режим переміщення променя перернативно, міцність скріплення між неприлипаючим важно також регулюється таким чином, що матеріалом, наприклад, полімером з низьким терматеріал з сусідніх місцеположень залишається тям, і поверхнею початкового матеріалу може бути розплавленим і коалесціює під час такого контакпомітно підвищена завдяки взаємно зчеплюючій ту. Ця коалесценція робить можливим отримання природі виступаючого профілю з вузьким горлом. великої різноманітності форм і розмірів виступаюУ доповнення до цього, під дією променя обчих елементів з вузьким горлом, оскільки форма і роблена поверхня стає по суті очищеною і звільрозмір цих елементів залежать від сил поверхнененою від яких-небудь невеликих забруднень, і це вого натягнення у витягнутому матеріалі і від темзбільшує міцність скріплення, що отримується за ператури (швидкості охолоджування). Вторинне допомогою будь-якої подальшої операції адгезиввідхилення променя з цієї причини використовуного скріплення, тобто приклеювання. ється для управління видаленням матеріалу, оскіКоли ряд близько розташованих виступів льки попередня/подальша теплові обробки можуть утворюють напівбезперервний гребінь, цей гребінь бути використані для управління швидкістю охопереважно також має виступаючий профіль з вузьлоджування. ким горлом. У переважному прикладі потужний промінь Для цілей підвищення загальної міцності скрівключає в себе електронний промінь. Як правило, плення адгезиву, помічено, що адгезив переважно він генерується звичайним чином з використанням також надходить в поглиблення, а також на вистузвичайної електронної гармати, при цьому промінь паючу поверхню з вузьким горлом такого поглибпереміщається по виробу, що обробляється, під лення для збільшення зсувної міцності його скріпуправлінням комп'ютера з використанням технололення. гії, подібної до тієї, яка описується в патенті США Переважно, при подібному топографуванні поUS-A-5151571, включеному сюди як посилання. Як верхні використовується існуючий початковий маправило, потужність променя і швидкість перемітеріал, так що ніякого додаткового матеріалу на щення променя є такими, що формується більш нього не осаджується. Технологія зміни топографії ніж 500 поглиблень на секунду, переважно - аж до поверхні основується на використанні здатності 580 або більше поглиблень на секунду. Відносна потужного променя або джерела тепла з високою швидкість переміщення променя і виробу, що общільністю потужності, що, як правило, фокусуєтьробляється, складає, як правило, аж до 1км/сек., в ся на дану ділянку робочої поверхні, до плавлентой час як час переходу між поглибленнями станя/випаровування. новить, як правило, 1/100 від часу перебування в Переважно, частина заздалегідь заданого руху кожному поглибленні. Пікова щільність потужності викликає нагрівання ділянки, сусідньої (прилеглої) електронного променя, як правило, знаходиться в до вибраного місцеположення. Така ділянка може межах 105-107Вт/мм2. оточувати конкретне місцеположення або може Поглиблення можуть створюватися в деякому являти собою інше місцеположення. Сусіднє місдіапазоні продуктивності і розмірів. Найповільніша цеположення може нагріватися або до, або після продуктивність складає значно нижче 400 на секуформування поглиблення або отвору з тим, щоб нду, і при цьому практично не існує якої-небудь здійснювати попередню або подальшу за його верхньої межі для продуктивності - наприклад, для формуванням теплову обробку відповідно. Повердеяких матеріалів може бути досягнуте значення хня виробу в сусідній ділянці може нагріватися до 10000 на секунду, і певно є можливими значення температури або нижче, або вище її температури більше вказаних тут. плавлення. Може бути важливою форма променя, при Форма заздалегідь заданого руху в даному міцьому переважно, щоб струм у зовнішньому кільці сцеположенні може бути подібною до форми часпроменя становив щонайменше половину від тини заданого руху в сусідньому місцеположенні. струму в центральній частині, а більш конкретно Однак, як правило, вони мають різну форму, набув щонайменше рівним центральному струму. приклад, частина заданого руху може приймати Задовільні результати отримують, коли струм у форму растра. В іншому прикладі оточуюча поглизовнішньому кільці перевищує центральний струм 9 75144 10 в два або навіть в три рази, в залежності від почасталь. Неметали також можуть оброблятися даткового матеріалу і бажаного типу поглиблення. ним способом, незважаючи на те, що вони не є В інших застосуваннях можуть бути викориселектропровідними. Наприклад, виступаючі елетані інші потужні промені, наприклад, промінь ламенти з вузьким горлом можуть створюватися в зера. При використанні лазера, як правило, потрікераміці, такій як кварц і оксид алюмінію, склі, побна загалом трохи більш висока енергія на одне лімерах і композитах. Механізм є таким же, за випоглиблення в порівнянні з електронним променем нятком деяких полімерів, в яких випаровується через пониження ефективності взаємодії з виробільше матеріалу. бом, що обробляється. Реальні тривалості лазерВідповідно до другого аспекту даного винахоних імпульсів можуть бути більш короткими, ніж ду, спосіб з'єднання виробу з іншою деталлю для електронних променів, і, відповідно, пікова включає в себе підготовку поверхні виробу з викощільність енергії може бути трохи вищою. Поглибристанням способу відповідно до першого аспекту лення практично одного і того ж розміру можуть даного винаходу для формування одного або дебути отримані з продуктивністю 20 на секунду з кількох поглиблень в поверхні виробу, і зчеплення використанням імпульсного СО2-лазера зі серед(прикріплення за рахунок адгезії) іншої деталі з ньою вихідною потужністю 300Вт, що дає приблипідготовленою поверхнею виробу. зно 15 джоулів на поглиблення. Цей спосіб є придатним для використання в У принципі, може бути отриманий будь-який ряді застосувань. Зокрема, інша деталь може яврозмір поглиблення або отвору, наприклад, в меляти собою який-небудь полімер або інший матежах від поглиблень з діаметрами/глибиною порядріал, який може бути успішно введений за допомоку міліметрів, до менших, ніж 10 мікрометрів. Мінігою будь-якого поєднання тиску, тепла або хімічної мальний діаметр кожного поглиблення/отвору реакції в поглиблення, розташовані у вибраній визначається діаметром променя, при цьому вепідкладці або виробі. Наприклад, інша деталь моликі діаметри можуть бути отримані з використанже включати в себе який-небудь матеріал з нейням променя великого діаметра і відповідного втолону, ПТФЕ, ПММА, алюмінію і його сплавів, феринного відхилення. Як правило, отвори або нольних смол, і магнію і його сплавів. поглиблення мають максимальний діаметр по суті Приклади важливих застосувань даного вина0,6мм і глибину в межах 0,6-1мм. У переважному ходу включають в себе прикріплення гальмових випадку крок, тобто відстань між сусідніми поглибколодок до металевих опорних пластин для гальленнями або отворами, складає близько 1мм. мових колодок; скріплення полімерів з низьким Розміри кожного поглиблення або отвору, тертям з корозійностійкими металами для виробприведені вище, можуть бути зменшені шляхом ництва протезних пристроїв, наприклад тазостегвведення повторно розплавленого матеріалу, нових суглобів, і тому подібного; скріплення гуми зі створюючого виступаючий елемент з вузьким горсталлю або іншими металами, наприклад, для лом. виробництва ударопоглинальних амортизаторів; і У деяких випадках, поглиблення або отвори скріплення алюмінію зі сталлю або чавуном, наможуть мати по суті схожу форму і можуть бути приклад, для виробництва легких гальмових дисрозташовані або в квадратному, або щільно упаків. кованому порядку. Однак можуть бути отримані і Деякі приклади способів відповідно до даного поглиблення або отвори різних розмірів, що дає винаходу тепер будуть описуватися з посиланням можливість для формування інших схем розташуна прикладені креслення, на яких: вання поглиблень. Фігури 1a-1h показують послідовність стадій У деяких випадках текстури, що містять виступри формуванні поглиблення з виступаючим елепаючі елементи з вузьким горлом і без вузького ментом з вузьким горлом; горла, можуть поєднуватися з отриманням крізних Фігури 2А-2С ілюструють три різних порядки отворів, а не глухих отворів. Відмінність між спорозташування поглиблень; собом, що описується тут, і відомим в даній обласФігура 3 показує приклад розподілу щільності ті свердлуванням електронним променем (від потужності електронного променя; англ. ЕВ drilling) полягає в тому, що даний спосіб Фігура 4 схематично ілюструє пристрій для основується на керованому переміщенні усього здійснення способу; розплавленого матеріалу або деякої його частини, Фігура 5 ілюструє частину другого прикладу а не на його повному видаленні, як в класичному пристрою для здійснення способу; свердлуванні електронним променем. Управління і Фігура 6 ілюструє пристрій, показаний на Фігурі застосування цього способу полягає у вторинному 5, більш детально; відхиленні променя для управління часовим реФігура 7 ілюструє асиметричний проникаючий жимом переміщення і ступенем проникнення проотвір; меня в матеріал. Після проникнення може відбуФігури 8а-8е ілюструють послідовні стадії при ватися частковий викид матеріалу з формуванні крізного отвору з використанням оповикористанням леткого матеріалу опори звичайрної підкладки; ним чином, з подальшим керованим плавленням і Фігури 9а-9е ілюструють послідовні стадії при переміщенням периферійного матеріалу для приформуванні крізного отвору без опорної підкладки; дання краям бажаного профілю. Фігура 10 ілюструє підсумовування відносних Як правило, виріб, що обробляється, являє переміщень променя; собою який-небудь метал або інший матеріал, Фігура 11а показує кругову попередню термічякий може плавитися або випаровуватися під дією ну обробку деякого місцеположення; потужного променя. Один з прикладів являє собою Фігура 11b показує растрову попередню термі 11 75144 12 чну обробку сусіднього місцеположення; Поглиблення, отримані в сталі за допомогою Фігура 11е показує кругову подальшу термічну енергії в 10 джоулів, мають глибину ~0,6мм від обробку сусіднього місцеположення; і початкової поверхні. Ці розміри меншають в кожФігура 11d показує лінійну попередню термічну ному поглибленні через попадання повторно розобробку ділянки між місцеположеннями. плавленого матеріалу, таким чином приводячи до Фігури 1a-1h ілюструють послідовні стадії при появи виступаючих елементів з вузьким горлом. формуванні поглиблення з виступаючим елеменВідстань між сусідніми поглибленнями, як правитом поверхні, що має вузьке горло. На початку ло, становить ~1мм. електронний або лазерний промінь 1 падає на Подібні ж поглиблення можуть створюватися підкладку, таку як стальний виріб 2. Потім (Фігура за допомогою лазерів; при цьому, як правило, на 1b) починає формуватися заповнене парою поглиодне поглиблення потрібно дещо більша сумарна блення 3, при цьому розплавлений матеріал 4 енергія через пониження ефективності взаємодії з починає переміщуватися в бічному напрямі назовпідкладкою. Реальна тривалість лазерних імпульні. Після подальшого експонування переміщується сів може бути більш короткою, ніж для електроннододаткова кількість розплавленого матеріалу 4, і го променя, і відповідно, пікова щільність енергії промінь відхиляється, для формування більш шиможе бути трохи вищою. Поглиблення подібного ж рокої розплавленої зони 5 на вказаній поверхні розміру можуть виходити з продуктивністю 20 на (Фігура 1с). Промінь 1 додатково відхиляється (Фісекунду з використанням імпульсного СО2-лазера гура 1d), таким чином переміщуючи додатковий із середньою вихідною потужністю 300Вт, що дає розплавлений матеріал 4 з формуванням широкої ~15 джоулів на поглиблення. розплавленої зони на поверхні. У переважному прикладі розподіл потужності Відхилення може приймати різні форми, як попо електронному променю 1 має форму, подібну казано на Фігурах 1е і 1f. Як правило, воно відбудо тієї, що показана на Фігурі 3, яка приведена для вається по замкненій траєкторії і може повторюваелектронного променя 5кВт. Таким чином, є віднотися деяку кількість разів. сно висока пікова щільність потужності в центрі, з Потім промінь 1 переміщується у друге місцедіаметром приблизно 0,6мм, а також значна ділянположення і починає формувати друге поглибленка периферійної потужності. Ширина променя на ня 3' (Фігура lg), таким чином переміщуючи додатполовині максимальної потужності становить 0,25ковий розплавлений матеріал 4'. Цей додатковий 0,3мм. розплавлений матеріал 4' перекривається з попеУ випадку електронного променя для генерації реднім матеріалом в сусідній зоні 5, а згодом запроменя може бути використана безліч різних титвердіває у вигляді квазісферичного профілю під пів електронно-променевих гармат. У типовій еледією сил поверхневого натягнення, як указано під ктронній гарматі катод з тугоплавкого металу наномером 6 на Фігурі 1h, таким чином формуючи грівається до ~2000°С у вакуумі від 10-5 до 106 виступаючий елемент 7 з вузьким горлом. мбар. Потенціал 30-150кВ прискорює промінь Як правило, кожне поглиблення буде мати через порожнистий анод. В триодній гарматі струм приблизно одну і ту ж форму, і поглиблення мопроменя контролюється за допомогою третього жуть розташовуватися, як показано на Фігурі 2А електрода "зміщення" або "керуючого" електрода. (квадрат) або 2В (щільна упаковка). Однак для В діодній гарматі струм променя контролюється поглиблень не є істотним, щоб вони мали однакотільки за допомогою температури катода. вий розмір, і, як показано на Фігурі 2С, різноманітПромінь проходить через систему магнітних ність різних розмірів дає можливість для досяглінз і подібних пристроїв, які можуть включати в нення більш високої щільності розташування. себе магнітну пастку (пристрій, який може захищаДля електронного променя типові параметри є ти гармату від надходження небажаного матеріанаступними: лу), і відхиляючі котушки, які можуть маніпулювати Для текстурування сталі, при промені з приспроменем з високою швидкістю. Робочим середокорюючим потенціалом 140кВ і з струмом променя вищем для променя може бути вакуум в 10-1мбар, 42мА, що дає потужність ~5,8кВт, промінь повинен як правило - 5 10-3мбар. Рівень вакууму надає фокусуватися до діаметра ~0,4мм і повинен провплив на якість і інтенсивність променя. робляти у виробі, що обробляється, ~580 отворів Катоди можуть нагріватися або безпосередна секунду. Приклади відповідних частот відхиньо, або непрямо. Катоди з прямим нагріванням лення приведені вище. У цьому випадку, пікова вимагають заміни через інтервали в (скажемо) 10щільність потужності променя повинна знаходити100 годин, причому ця робота займає (як правило) 5 7 2 ся в діапазоні 10 -10 Вт/мм . Кожний отвір повин~15 хвилин для її виконання. Катоди з непрямим ний пророблятися з енергією ~10 джоулів за нагріванням є більш живучими, як правило, пра~1,7мсек. Час переходу променя від місцеполоцюючи протягом сотень годин до того, як буде ження одного отвору до наступного, як правило, потрібна заміна. становить 1/100 від часу перебування в місцепоЯкість променя може відстежуватися шляхом ложенні отвору, тобто в цьому випадку ~17мксек. використання (скажемо) пристрою щілинного датОскільки промінь може переміщатися по поверхні чика. Це дає принципову можливість для з'єднання виробу, що обробляється, з швидкістю ~1км/сек., з системами управління електронним променем в немає необхідності вимкнення або зменшення автоматичну систему. потужності під час переходу, оскільки в будь-якому В одному з прикладів виріб може оброблятися випадку при таких швидкостях сканування навряд у вигляді безперервної смуги з використанням чи буде відбуватися плавлення або інше пошкозвичайної системи повітря-вакуум-повітря, яка дження поверхні. була успішно створена для таких застосувань, як 13 75144 14 виробництво полотен для пилок, біметалічних ристанням адгезиву певних матеріалів, які раніше стрічок і тому подібного. не могли бути з'єднані. Альтернативний підхід являє собою індивідуаПриклади, що описуються досі, ілюструють льну обробку рулонів смугового матеріалу (Фігура формування глухих отворів або поглиблень в по4), так що початковий матеріал 10 на бобині 11 верхні виробу. Даний винахід також може бути завантажується в спеціально сконструйовану вавикористаний для формування крізних отворів. куумну камеру 12 разом з пустою приймальною Фігура 7 ілюструє формування асиметричного бобиною 13. Ці бобини 11, 13 обов'язково повинні крізного отвору 30 у виробі 32. бути великими по діаметру, якщо матеріал не поФігура 8 ілюструє більш детально формування винен отримувати "викривлення". Наприклад, мікрізного отвору у виробі 34. Спочатку електронний німальний радіус чистого вигину для отримання або лазерний промінь 36 фокусується на поверхні 0,2% деформації в матеріалі товщиною 7мм ста38 виробу, що обробляється, 34 з тим, щоб прониновить 1750мм. Бобина з радіусом 2,5м повинна, кнути через підкладку і почати проникати в матеріотже, бути здатною втримувати до 6 тонн смуги ал опори (Фігура 8а). Необов'язково, промінь 36 шириною 80мм, тобто довжиною 1,4км. При викоможе відхилятися з дуже великою частотою з тим, ристанні 5кВт гармати 14 можлива швидкість общоб "формувати" промінь для некругових отворів з робки 1м/хв., що означає, що обробка такої бобиформою, відмінною від форми променя. Коли на тривала б приблизно 24 години. Однак якщо промінь 36 проникає через виріб, що обробляєтьшвидкість текстурування зростає пропорційно пося, 34, вздовж стінок отвору формується ділянка тужності гармати, за допомогою 50кВт гармати при рідкого металу/підкладки 40. обробці з швидкістю 10м/хв. така бобина була б Коли промінь падає на опорну підкладку 42 (як оброблена через ~2½ години. правило, виготовлену з силіконового каучуку або Однак переважний спосіб з точки зору інтегруіншого леткого матеріалу), буде відбуватися невевання технології електронного текстурування з ликий вибух газу, який викликає викид більшої існуючою практикою виробництва повинен являти частини або по суті усього розплавленого матерісобою текстурування індивідуальних виробів, таалу 40, покидаючи гострі краї отвору (Фігура 8b). ких як опорні пластини для гальмових колодок Потім промінь 36 відхиляється з більш низь(РВР, від англ. brake pad backing plates). Приклад кою частотою (Фігура 8с), щоб розплавити перипристрою для реалізації цього способу показаний ферію отвору і щоб перемістити новий/існуючий на Фігурах 5 і 6. Два лотки 20, 21 встановлюються розплавлений матеріал 44 керованим чином. Поодин біля одного (тільки один з них показаний на дальше випаровування з опорної підкладки 42 Фігурі 6), і два пакети РВР подаються вниз з лотків сприяє потоку металу/підкладки, якщо це потрібно. у напрямі до трубки електронної гармати 22, так Сусідні отвори можуть бути сформовані подібщо обидва вони лежать в ділянці відхилення. Виним же чином (Фігура 8d) для утворення розплавходи лотків 20, 21 розташовані у відкачаній камері лених зон, що перекриваються, 46 з тим, щоб 23. У той час коли одна РВР видаляється після сформувати викривлені отвори з вузьким горлом обробки, інша обробляється. Це означає, що досабо отвори іншої форми. тупна потужність променя може бути використана Альтернативно можуть бути сформовані асиповністю за допомогою безперервного режиму метричні розплавлені зони 48 (Фігура 8е), які є, на роботи. Крім того, на відміну від інших технологій, вимогу, або такими, що перекриваються, або ні. можна легко забезпечити селективне текстуруванАсиметрія отворів генерується за допомогою кеня кожної РВР тільки тоді, коли це потрібно. Тексрованого відхилення променя. турування вибраних ділянок звичайних РВР за Фігура 9 ілюструє формування крізного отвору допомогою отворів в них також може бути можлибез використання опорного шару. Таким чином, на вим. Фігурі 9а промінь 36 падає на виріб, що обробляНа практиці, пакети РВР повинні завантажувається, 34 з утворенням отвору 50 з розплавленим тися в кожний лоток безперервно, так що бічні стіматеріалом 40 вздовж його стінок. Промінь 36 бунки лотків діють як ефективне вакуумне ущільненде відхилятися з дуже високою частотою з тим, ня. Для полегшення цього, кожна 100-а РВР або щоб "формувати" отвір. щось в цьому роді повинна бути зроблена спочатПотім промінь відхиляється при проміжній часку стандартною, абсолютно співпадаючою з розмітоті (Фігура 9b), щоб розповсюдити, сформувати і рами лотка, можливо, за допомогою кільцевого перемістити розплавлений матеріал 40 по периущільнення, для підтримки вакуумної герметизації. ферійній зоні 52. Виходи повітря з лотків, як показано за допомогою Крім того, симетричні отвори, що не перекриномерів 25, 26, передбачаються для підтримки ваються, з вузьким горлом можуть бути сформовакууму, і ці виходи сполучені з вакуумним насовані подібним же чином (Фігура 9с), або, в альтерсом (не показаний). нативному варіанті, отвори можуть бути Після текстурування РВР можуть просто падарозташовані близько один від одного з тим, щоб ти в піддон 27, який спустошується через регуляргенерувати розплавлені ділянки, що перекривані інтервали. ються, 54, які визначають виступаючі елементи з Потім, після формування виробу з підготовлевузьким горлом. У додатковому альтернативному ною поверхнею, він може бути з'єднаний звичайваріанті (Фігура 9е) можуть бути отримані асиметним чином з використанням адгезиву з іншою деричні отвори, що не перекриваються. таллю. Як пояснювалося раніше, текстурування У прикладах, показаних на Фігурах 8 і 9, форповерхню значно поліпшить і зміцнить зв'язок і мування отворів може здійснюватися при продукнасправді дасть можливість для з'єднання з викотивності приблизно 1000 на секунду. Початкова 15 75144 16 частота відхилення (Фігури 8а і 9а), як правило, ється по двох колах 106, 107 менших діаметрів, буде знаходитися в межах 100кГц-2МГц, в той час щоб насправді сформувати поглиблення. як частота наступного далі відхилення для формуФігура 11b показує растрове попереднє нагрівання "профілю", що використовується на стадіях, вання, при якому частина сусіднього місцеполопоказаних на Фігурах 8b і 9b, буде знаходитися в ження (для формування більш пізнього поглибмежах 1кГц-100кГц. лення) спочатку заздалегідь нагрівається за У деяких випадках електронний або лазерний допомогою растрового руху 108. Потім поглибленпромінь 1 може бути використаний для попередня формується в поточному місцеположенні з винього нагрівання ділянок перед текстуруванкористанням кругового шляху 109. Частина сусідням/перфоруванням, і, як правило, він є розфокунього місцеположення, що залишилася, потім сованим. Таким чином, промінь може бути заздалегідь нагрівається за допомогою додатковорозподілений у часі між цими завданнями, даючи го растрового руху на стадії 110. можливість для здійснення їх обох по суті одночаОскільки переміщення променя є дуже швидсно. кими, ряд місцеположень в лінії, розташованій за Фігура 10 показує, як у виробі, що обробляєтьтією, яка в час, що розглядається зазнає формуся, може бути сформований ряд поглиблень шлявання поглиблень або отворів, може з цієї причини хом підсумовування деякого числа рухів променя. зазнавати обробки попереднього нагрівання. ВиСтрілка 100 означає відносний рух виробу, що сока швидкість процесу приводить до малих втрат обробляється, по відношенню до електронної гартемператури попереднього нагрівання до того чамати. су, коли відповідне поглиблення/отвір формується Промінь перетинає виріб, що обробляється, після обробки попереднього нагрівання. йдучи між рядом місцеположень вздовж по суті Фігура 11с показує відповідне вторинне відхилінійного шляху. Цей перетинаючий напрям або лення для петльової обробки подальшого нагрі"первинне відхилення" зображений за допомогою вання. Кола 111, 112 позначають рухи променя стрілок 101. Цей перетин повторюється при роботі, спочатку для формування поглиблення, після чого як показано за допомогою стрілки 102. Викривлена промінь відхиляється з тим, щоб йти по круговому стрілка 103 вказує на орбітальний рух (повторне шляху 113 в інше місцеположення, де поглибленвідхилення) променя, яке, коли воно застосовуєтьня було сформоване раніше. ся, приводить до появи поглиблень заданої форФігура 11d показує додатковий приклад обробми. ки попереднього нагрівання, яка є особливо вигідНеобхідно нагадати, що час проходження між ною для формування великих агломератів витягмісцеположеннями, як правило, становить прибнутого матеріалу. Промінь спочатку лизно 1/100 від часу, що проводиться в кожному переміщається по лінії 114 до місцеположення, в місцеположенні, і тому рухи, позначені як 101, є якому повинно формуватися поглиблення. Ця лінія набагато більш швидкими, ніж відносний рух 100 тягнеться на велику частину дистанції від ліній виробу, що обробляється, або орбітальні вторинні сусідніх місцеположень, що визначають шлях повідхилення 103. переднього первинного відхилення променя. ПоШляхом підсумовування всіх трьох рухів, позверхня виробу розплавляється поблизу цієї лінії. начених вище, і при відповідному управлінні їх Потім промінь йде по круговому шляху 115 з відносними частотами, генерується комбіноване метою здійснення формування поглиблення. Коли переміщення променя по відношенню до виробу, цей процес здійснюється з відповідною швидкістю, що обробляється, що загалом позначається на то матеріал, витягнутий з раніше сформованої лінії Фігурі 10 як 104. поглиблень, залишається розплавленим. З цієї Фігури 11a-11ld показують використання різних причини матеріал, витягнутий з груп поглиблень, вторинних відхилень при попередніх/подальших коалесціює під дією сил поверхневого натягнення теплових обробках. На Фігурі 11а зображений спіз утворенням великих елементів в проміжках між ральний попередній нагрів, при якому перед форпоглибленнями. муванням поглиблення промінь спочатку прохоДеякі додаткові зразкові умови формування дить коло 105, це коло лежить поза колом поглиблень з використанням електронного промекінцевого поглиблення. Потім промінь переміщуня показані нижче в таблиці. 17 75144 18 Параметр Приклад 1 Приклад 2 Матеріал Нержавіюча сталь 316L Алюмінієвий сплав АА3004 Тип текстури Середньої глибини Глибока Елементи з вузьким горлом Так Так Підтримка заданої різниці фаз первинного і вторинноТак Ні го відхилення Прискорююче напруження (кВ) 130 120 Струм променя (мА) 20 29 Діаметр променя, що містить 90% струму (мм) 0,3 0,6 Тиск (мбар) 0,001 приблизно 0,001 приблизно Робоча відстань - зазор між полюсами лінзи і виро334 400 бом (мм) Ширина малюнка первинного відхилення (мм) 40 41 Кількість поглиблень на первинний прохід 60 24 Частота повторення первинного відхилення (Гц) 40 36 Тип малюнка вторинного відхилення Потрійне коло Одинарне коло Розмір малюнка вторинного відхилення (мм) 0,33 0,5 Частота повторення вторинного відхилення (Гц) 2400 5100 Робоча швидкість подачі (мм/хв.) 2200 3930 Продуктивність формування поглиблень (секунду) 2400 864 Енергія, що підводиться, (джоулів/поглиблення) 1,03 4,03 Продуктивність по площі (мм2/секунду) 1467 2686 19 75144 20 21 Комп’ютерна верстка О. Гапоненко 75144 Підписне 22 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSurface modification
Назва патенту російськоюМодификация поверхности
МПК / Мітки
МПК: B23K 26/08, B23K 15/08
Мітки: модифікація, поверхні
Код посилання
<a href="https://ua.patents.su/11-75144-modifikaciya-poverkhni.html" target="_blank" rel="follow" title="База патентів України">Модифікація поверхні</a>
Нова кристалічна модифікація n торасеміду
Номер патенту: 72895
Опубліковано: 16.05.2005
Автори: Хорват Мікулчіч Ясна, Думіч Мільєнко, Орешіч Маріна, Фістріч Інес, Даніловскі Алєксандар, Клєпіч Божена, Філіч Дарко
МПК: A61P 7/02, A61P 9/10, A61P 9/12, A61P 27/06, A61P 11/06, A61K 31/4409, C07D 213/53, A61P 35/00, A61K 9/20, C07D 213/74
Мітки: модифікація, торасеміду, нова, кристалічна
Формула / Реферат:
1. Нова кристалічна модифікація N торасеміду, яка відрізняється тим, що характерна рентгенограма дифракції на порошку, одержана при дифракції рентгенівських променів на її зразку у приборі PHILIPS PW3710 у Сu рентгенівських променях представлена такими інтервалами між площинами кристалічної решітки: Нова кристалічна модифікація N торасеміду ...
Спосіб одержання складного ефіру 2-гідрокси-4-метилтіомасляної кислоти
Номер патенту: 67836
Опубліковано: 15.07.2004
Автори: Гарет Мішель, Касс Клод, Грос Жорж
МПК: C07C 319/00, C07C 323/52
Мітки: кислоти, складного, одержання, ефіру, спосіб, 2-гідрокси-4-метилтіомасляної
Формула / Реферат:
1. Спосіб одержання складного ефіру 2-гідрокси-4-метилтіомасляної кислоти, який включає: (а) перша стадія - взаємодію 2-гідрокси-4-метилтіобутиронітрилу з сірчаною кислотою з одержанням 2-гідрокси-4-метилтіобутираміду, та (б) друга стадія - взаємодію 2-гідрокси-4-метилтіобутираміду з спиртом з одержанням складного ефіру 2-гідрокси-4-метилтіомасляної кислоти, причому обидві стадії здійснюють в одному і тому ж реакційному середовищі.2....
Покривна газова композиція для захисту розплавленого магнію/магнієвого сплаву від окиснення, спосіб захисту розплавленого магнію/магнієвого сплаву від окиснення та спосіб гасіння вогню при займанні магнію/магні
Номер патенту: 73500
Опубліковано: 15.08.2005
Автори: БЕЙКЕР Філіп Уілмот, РІКЕТС Найджел Джефрі, Фрост Малколм Тімоті, КОРН Крейг Джон, Кешон Саймон Пол
МПК: A62D 1/02, C22C 1/02, C22B 26/00, B22D 21/00, C22C 23/00, C22B 4/00
Мітки: газова, вогню, окиснення, покривна, сплаву, розплавленого, займанні, спосіб, композиція, захисту, гасіння
Формула / Реферат:
1. Покривна газова композиція для захисту розплавленого магнію або магнієвого сплаву від окиснення, що включає фторовмісний інгібітор та газ-носій, яка відрізняється тим, що кожний компонент має потенціал глобального потепління (ПГП) (відносно абсолютного ПГП для діоксиду вуглецю при періоді розпаду 100 років), менший за 5000.2. Композиція за п. 1, яка відрізняється тим, що інгібітор не має потенціалу збіднювання озонового...
Спосіб обробки каолінітової глини, каолінітова глина і композиція для виготовлення керамічного виробу
Номер патенту: 67834
Опубліковано: 15.07.2004
Автор: Хогг Крістофер Стірлінг
МПК: C04B 33/02
Мітки: каолінітової, обробки, виготовлення, глини, спосіб, композиція, каолінітова, виробу, глина, керамічного
Формула / Реферат:
1. Спосіб обробки каолінітової глини для використання як інгредієнта керамічної композиції, який включає наступні етапи:(a) змішування з каолінітовою глиною смектитової глини в кількості 0,1-15,0 ваг. % із розрахунку сухої ваги каолінітової глини і(b) механічну обробку отриманої на етапі (а) вологої пластичної маси глини в таких умовах, що у вологій пластичній масі дисипується щонайменше 5 кДж енергії на кілограм глинистої...
Прокладна шайба і композитна плівка для закриття ємності
Номер патенту: 64027
Опубліковано: 16.02.2004
Автори: Тромбах Хорст, Вінінг Хайнц-Рудольф
МПК: B65D 77/10
Мітки: композитна, ємності, закриття, шайба, прокладна, плівка
Формула / Реферат:
1. Композитна плівка для закриття ємності з отвором, обмеженим краєм, яка складається з декількох шарів і у якій між верхнім шаром і шаром, що лежить під ним, принаймні на частині поверхні розміщений клейовий шар, яка відрізняється тим, що верхній шар композитної плівки має спрямований угору виступ. 2. Композитна плівка за п. 1, яка відрізняється тим, що вона складається щонайменше з трьох шарів, де нижній шар є герметизуючим шаром,...
Попередній патент: Система поперечного діодного оптичного накачування твердотільного лазера
Наступний патент: Похідні піролідиноксадіазолу та піролідинтіадіазолу, фармацевтична композиція на їх основі, спосіб їх одержання (варіанти)
Випадковий патент: Спосіб лікування травматичного пошкодження спинного мозку