Спосіб електрохімічного осадження при виготовленні металевого електроду сонячної батареї
Номер патенту: 100533
Опубліковано: 10.01.2013
Автори: Венхам Стюарт, Джі Джінджіа, Ші Джанронг, Чен Ліпінг

Формула / Реферат
1. Спосіб електрохімічного осадження металевого електрода сонячної батареї, який включає стадії:
введення катодної поверхні сонячної батареї (30) у контакт з розчином електроліту (20) таким чином, щоб сонячна батарея (30) контактувала з розчином електроліту (20) виключно поверхнею, на якій розташований катод,
з'єднання анода сонячної батареї (30) з твердим металом (50) таким чином, щоб принаймні одна поверхня твердого металу входила у контакт з розчином електроліту (20),
освітлення основної сприймаючої світло поверхні сонячної батареї (30) джерелом світла (60),
що забезпечує можливість іонам металу в розчині електроліту (20) приймати електрони, утворювані на катодній поверхні сонячної батареї (30) з утворенням металу та його осадженням тільки на катодній поверхні сонячної батареї (30), при цьому твердий метал (50) забезпечує електронами анод сонячної батареї з утворенням іонів металу та їх розчиненням в розчині електроліту (20), і ділянка, утворена катодом, містить легувальну домішку типу, відмінного від ділянки, утвореної анодом.
2. Спосіб за п. 1, який включає розташування виключно катода на катодній поверхні сонячної батареї (30), що контактує з розчином електроліту (20).
3. Спосіб за п. 1, який включає розташування на поверхні сонячної батареї (30), що контактує з розчином електроліту (20), як катода, так і анода.
4. Спосіб за п. 1 або 2, у якому розчин електроліту (20) включає іони металу, кислотні радикали, воду та домішки, завдяки яким зменшується напруження в осаджуваному металі та поліпшується площинність осаджуваного металу.
5. Спосіб за п. 4, у якому розчин електроліту (20) включає щонайменше один іон металу.
6. Спосіб за п. 4, у якому розчин електроліту (20) включає щонайменше один кислотний радикал.
7. Спосіб за п. 4, у якому розчин електроліту (20) включає щонайменше одну домішку для зменшення напружень в осаджуваному металі та поліпшення площинності осаджуваного металу.
8. Спосіб за п. 1, у якому основною поверхнею, що сприймає світло є поверхня сонячної батареї (30), яка контактує з розчином електроліту (20).
9. Спосіб за п. 1, у якому основною поверхнею, що сприймає світло є поверхня сонячної батареї (30), яка не контактує з розчином електроліту (20).
10. Спосіб за п. 1, який включає використання на стадії освітлення джерелом світла (60) природне світло або світло, випромінюване світильником.
11. Спосіб за п. 1, який включає на стадії освітлення безпосереднє освітлення поверхні сонячної батареї (30).
12. Спосіб за п. 1, який включає освітлення на стадії освітлення поверхні сонячної батареї (30) світлом, яке проходить через електроліт або електролітичну ванну (10).
13. Спосіб за п. 1, який включає використання анода сонячної батареї (30) електрично з’єднаного з твердим металом (50) завдяки провіднику (40).
14. Спосіб за п. 1 або 13, який включає використання як твердого металу (50) принаймні одного металу.
15. Спосіб за п. 1, який додатково включає стадію підключення зовнішнього джерела живлення між анодом сонячної батареї (30) та твердим металом (50).
16. Спосіб за п. 15, який включає використання як зовнішнє джерело живлення джерело живлення постійного струму, катод якого з'єднують з анодом сонячної батареї (30), і анод якого з'єднують з твердим металом (50).
17. Спосіб за п. 16, який включає використання джерела живлення, у якому вихідна потужність джерела живлення постійного струму становить не менше нуля.
18. Спосіб за п. 1, який включає використання твердого металу (50), склад якого є таким саме, як склад металу, що осаджується на катодній поверхні сонячної батареї (30).
19. Спосіб за п. 1, який включає закріплення сонячної батареї (30) над розчином електроліту (20).
20. Спосіб за п. 1, який включає переміщування сонячної батареї (30) у горизонтальному напрямку.
Текст
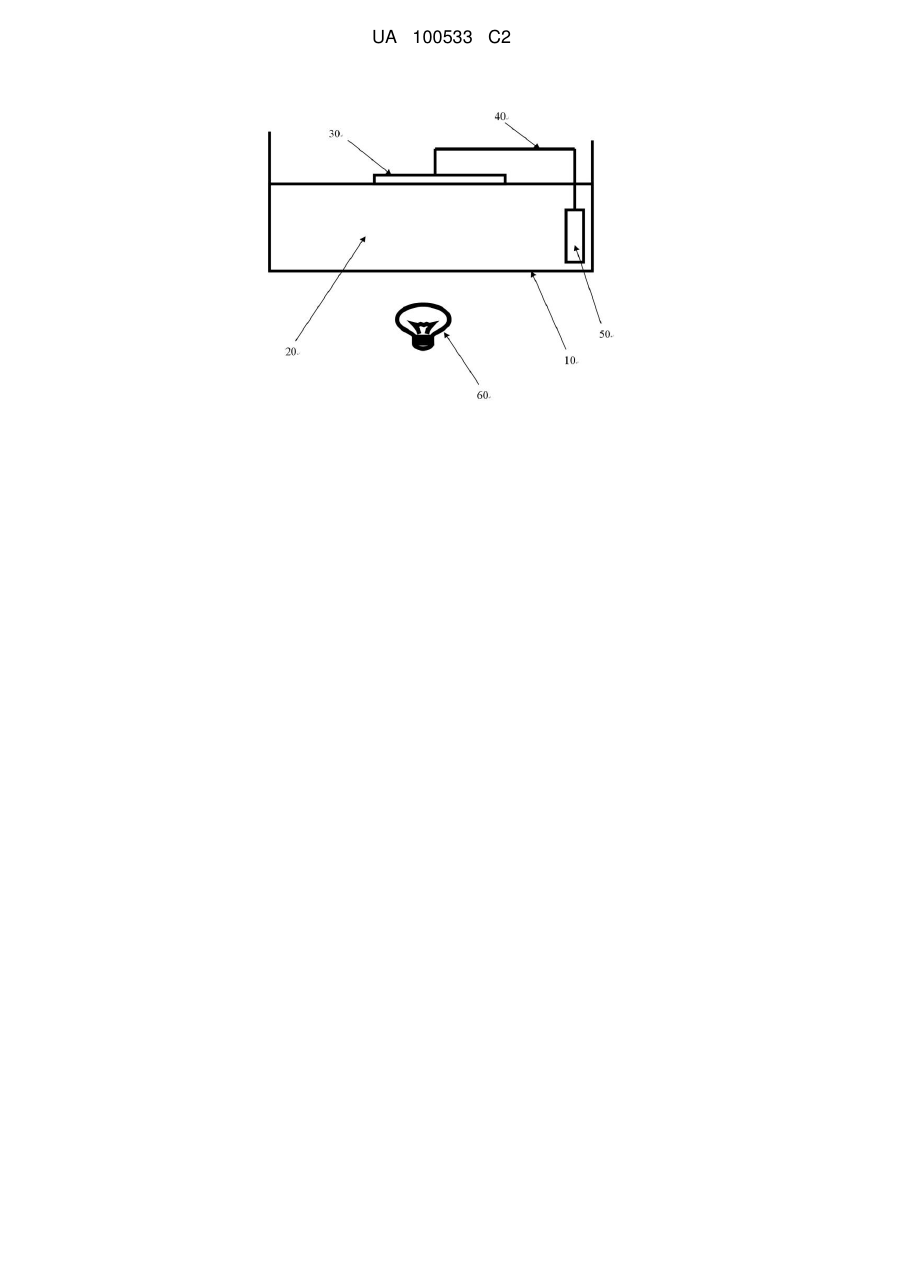
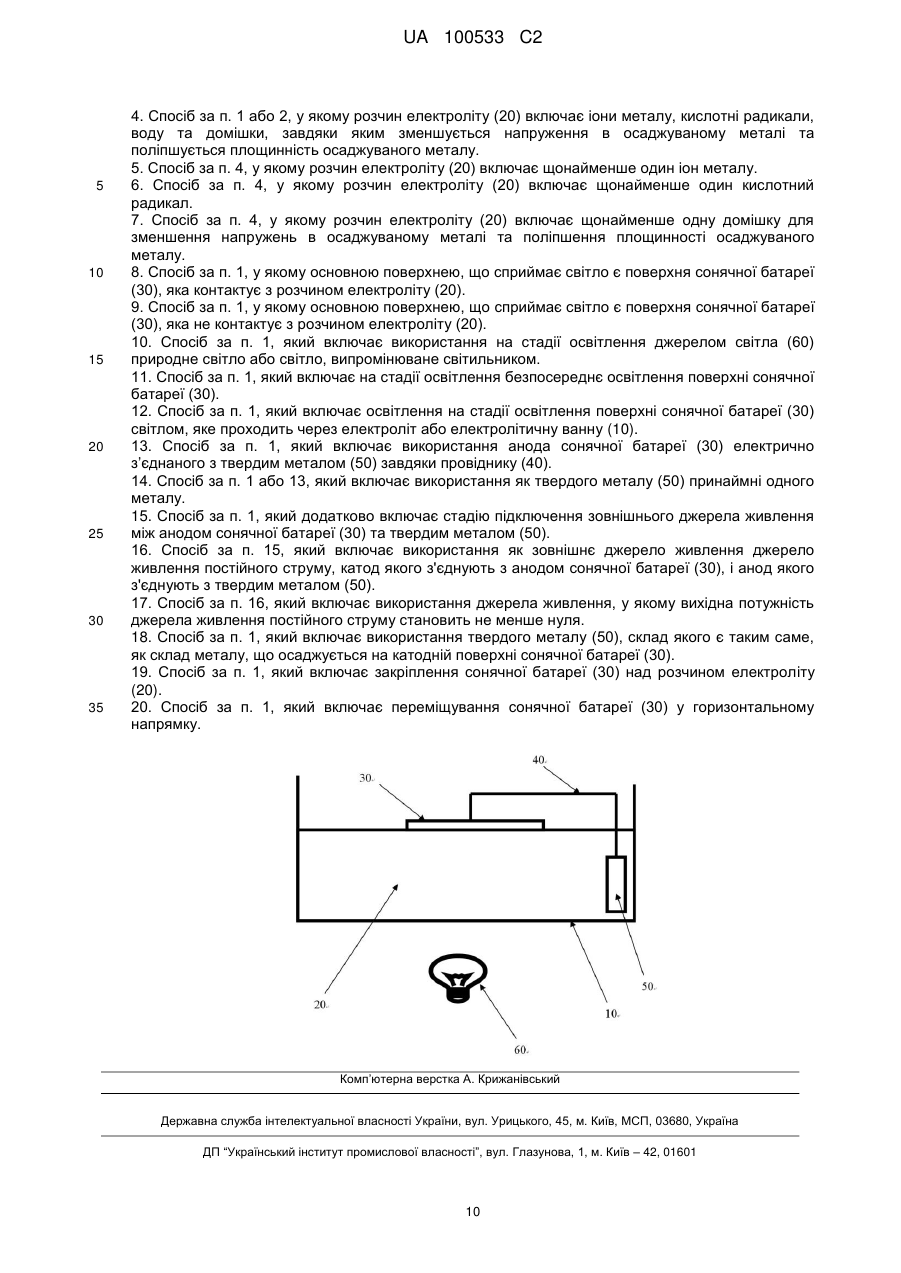
Реферат: Спосіб виготовлення металевого електрода сонячної батареї шляхом електрохімічного осадження включає стадії: введення поверхні сонячної батареї, на якій розташований катод, в контакт з розчином електроліту, з'єднання анода сонячної батареї з твердим металом, освітлення основної світлосприймальної поверхні сонячної батареї, де іони металу в розчині електроліту приймають електрони, утворювані на катодній поверхні сонячної батареї, так щоб метал утворювався та осаджувався на катодній поверхні сонячної батареї, при цьому, твердий метал забезпечує електронами анод сонячної батареї, щоб іони металу утворювалися та розчинялися в розчині електроліту. Завдяки використанню цього способу вирішується проблема зниження ефективності батареї внаслідок короткого замикання, спричинюваного осадженням металу на аноді, при цьому усувається можливість ушкодження сонячної батареї та нерівномірного осадження металу в результаті використання будь-яких типів пристроїв для нанесення гальванічного покриття, швидкість електрохімічної реакції можна ефективно контролювати, гарантується рівномірність осадження металу, і полегшується виробництво сонячних батарей, що мають структуру із селективною дифузією. UA 100533 C2 (12) UA 100533 C2 UA 100533 C2 5 10 15 20 25 30 35 40 45 50 55 Область техніки Винахід загалом стосується способу електрохімічного осадження металу, і особливо стосується способу виготовлення металевого електрода шляхом електрохімічного осадження на катодній поверхні сонячної батареї. Відомий рівень техніки Зараз, більшість способів формування провідних електродів комерційних сонячних батарей включають стадії: трафаретного друку катодної поверхні сонячної батареї срібною пастою та анодної поверхні сонячної батареї алюмінієвою пастою, і одночасного формування провідного катода та провідного анода на катоді та аноді сонячної батареї, відповідно, шляхом спільного випалу при високій температурі. Перевага цього способу формування провідних електродів сонячної батареї полягає в тому, що процес є простим та надійним і придатним для використання у великомасштабному виробництві. Однак, простий процес формування провідних електродів сонячної батареї шляхом трафаретного друку та спільного випалу обмежує підвищення коефіцієнта фотоелектричного перетворення сонячної батареї. Для забезпечення кращого омічного контакту між пастою для трафаретного друку та поверхнею сонячної батареї після спільного випалу, і для забезпечення зменшення послідовного опору сонячної батареї не лише мають бути передбачені металеві контакти більшої ширини (загалом ширше 100 мікрон), але також опір квадрата плівки емітера повинен бути передбачений меншим (загалом 50 ом на квадрат (ohm per square)). Конструкція широких металевих контактів зменшує площу надійної роботи сонячної батареї, а конструкція з меншим опором квадрата плівки емітера знижує струм короткого замикання сонячної батареї. Це основні причини того, чому коефіцієнт фотоелектричного перетворення сучасних комерційних сонячних батарей є низьким. Очевидно, одним з головних заходів, що дозволяють підвищити коефіцієнт фотоелектричного перетворення сонячної батареї, є збільшення її опору квадрата плівки емітера. Однак, після збільшення опору квадрата плівки емітера сонячної батареї, якщо усе ще використовуються процеси трафаретного друку пастою та спільного випалу, то контактний опір сонячної батареї буде зростати, і тому коефіцієнт фотоелектричного перетворення сонячної батареї буде зменшуватися. Отже, однією з проблем, які треба вирішити після збільшення опору квадрата плівки емітера сонячної батареї, полягає в зменшенні контактного опору між провідним металевим електродом та сонячною батареєю. Одним зі способів вирішення вищевказаної проблеми є застосування процесу селективної дифузії. Так званий процес селективної дифузії стосується створення різних ділянок емітера сонячної батареї, що мають два різні значення опору квадрата плівки, а саме, ділянки, на якій формується провіднй металевий електрод – з меншим опором квадрата плівки, та іншої світлосприймальної поверхні – з більш високим опором квадрата плівки. Така технологічна конструкція збільшує струм короткого замикання сонячної батареї, а також зменшує контактний опір між провідними металевими електродами та сонячною батареєю. Таким чином, процес селективної дифузії є одним з головних заходів, що забезпечують підвищення коефіцієнта фотоелектричного перетворення сонячної батареї. Тим не менш, вищевказані процеси трафаретного друку та спільного випалу важко застосувати до сонячної батареї, яку піддають селективній дифузії. Головна причина полягає в тому, що у процесі трафаретного друку важко нанести металеву пасту на ділянку емітера сонячної батареї з більш низьким опором квадрата плівки. Звичайно, для вирішення проблеми нанесення, замість способу трафаретного друку використовують спосіб хімічного осадження провідного металевого електрода на поверхні сонячної батареї. У заглибленому контакті сонячної батареї, провідний металевий електрод формують на емітері сонячної батареї шляхом хімічного осадження металу, такого як мідь. Конкретніше, спосіб включає стадії: покриття поверхні емітера сонячної батареї, що має більш високий опір квадрата плівки, пасивною плівкою або невідбивною плівкою, лазерне гравіювання канавок у пасивній плівці, проведення глибокої дифузії для зменшення опору квадрата плівки ділянки канавки на поверхні емітера, та хімічне осадження металу для створення провідного металевого електрода сонячної батареї на її ділянці емітера, що має більш низький опір квадрата плівки. Процес хімічного осадження міді є надзвичайно повільним хімічним процесм. Загалом, одержання провідного металевого електрода потрібної товщини займає приблизно десять годин. Загалом, для уникнення проблем напружень та адсорбції внаслідок високої швидкості осадження, швидкість хімічного осадження провідного металевого електрода підтримують меншою, ніж 2 мікрони за годину. 1 UA 100533 C2 5 10 15 20 25 30 35 40 45 50 55 60 Спосіб формування електрода сонячної батареї шляхом хімічного осадження металу також має іншу проблему, а саме, термін служби розчину для хімічного осадження металу є коротким. Загалом, розчин може бути використаним тільки для декількох партій. Тому, при використанні способу хімічного осадження металу у великомасштабному виробництві буде утворюватися велика кількість рідких відходів. Оскільки відпрацьовані рідкі відходи містять певні органічні речовини, які важко утилізувати, використання процесу хімічного осадження металу збільшує витрати на виробництво сонячної батареї. Крім того, розчин для хімічного осадження металу є досить нестабільним і в ньому легко виникає явище спонтанного виділення металу, яке може вплинути на нормальне виробництво. Більш того, треба суворо контролювати умови процесу хімічного осадження металу. Наприклад, треба суворо контролювати температуру розчину для хімічного осадження міді. Для зменшення можливості спонтанного виділення міді під час хімічного осадження міді потрібні як барботування повітря, так і фільтрація. Для підтримання стабільності густини розчину також потрібно постійно додавати поповнювальну рідину. Додавання поповнювальної рідини має контролюватися дуже суворо, оскільки надлишок поповнювальної рідини призведе до спонтанного виділення міді, а її недостатня кількість зменшуватиме швидкість осадження міді. Крім того, більшість операцій хімічного осадження міді здійснюються при температурі вище кімнатної температури, наприклад, вище 50 °C. Такий процес потребує підведення великої кількості енергії, що додатково збільшує витрати. Оскільки час реакції є великим, кількість енергії, споживаної під час виробництва, є значною. Вищевказана проблема вирішується за допомогою процесу нанесення гальванічного покриття замість процесу хімічного осадження металу. У порівнянні з процесом хімічного осадження металу, перевага процесу нанесення гальванічного покриття полягає в тому, що він має велику швидкість осадження металу. При використанні процесу нанесення гальванічного покриття, час, протягом якого формується провідний електрод сонячної батареї, скорочується до менш ніж однієї години з десяти годин для процесу хімічного осадження металу. Загалом, якщо використовується процес нанесення гальванічного покриття, то процес формування провідного електрода сонячної батареї може бути завершений протягом 10-20 хвилин. Іншою перевагою використання процесу нанесення гальванічного покриття замість процесу хімічного осадження металу є те, що він має більший робочий діапазон та є особливо придатним для промислового виробництва, тому що процес електрохімічного осадження металу є простішим, ніж процес хімічного осадження металу. Наприклад, вимоги до температури не є суворими і цей процес може бути проведений при кімнатнй температурі. Це є кращим з погляду керування виробництвом, і економить витрати на нагрівання. Склад розчину електроліту, використовуваного у процесі нанесення гальванічного покриття, також є дуже простим, так що розчин електроліту загалом може повторно використовуватися протягом тривалого часу. Крім того, провідний електрод сонячної батареї, сформований за допомогою загальної хімії процесу осадження, знаходиться в аморфному стані, у той час як провідний електрод сонячної батареї, осаджений електрохімічним способом, знаходиться у мікрокристалічному стані. Отже, провідний металевий електрод, осаджений електрохімічним способом, має кращі характеристики провідності. В результаті, осаджений гальванічним способом металевий електрод може зменшити втрату струму, вироблюваного сонячною батареєю на провідному металевому електроді, тим самим поліпшуючи коефіцієнт фотоелектричного перетворення сонячної батареї. Процес нанесення гальванічного покриття є дуже придатним для промислового виробництва, тому що хімія осадження металу за допомогою процесу нанесення гальванічного покриття є дуже простою, наприклад, зміни величини pH розчину електроліту та складу розчину мають слабкий вплив на процес нанесення гальванічного покриття, і контроль розчину також є досить простим. Ще важніше, виробничі витрати для провідного металевого електрода сонячної батареї, сформованої за допомогою процесу нанесення гальванічного покриття, є дуже низькими, і обробка рідких відходів у процесі нанесення гальванічного покриття також є простішою, ніж у процесі хімічного осадження металу. Однак, залишаються певні складнощі практичного застосування традиційного процесу нанесення гальванічного покриття у великомасштабному виробництві сонячних батарей. Головною проблемою є контакт між пристроєм для нанесення гальванічного покриття та сонячною батареєю, і рівномірність гальванічного металевого покриття на сонячних батареях. Вищевказаний пристрій для нанесення гальванічного покриття є важливим інструментом для традиційної операції нанесення гальванічного покриття. Однією з функцій пристрою для нанесення гальванічного покриття під час операції нанесення гальванічного покриття є фіксація 2 UA 100533 C2 5 10 15 20 25 30 35 40 45 50 55 60 об'єкта, на який має бути нанесене гальванічне покриття, в певному положенні або в певному діапазоні; іншою функцією пристрою для нанесення гальванічного покриття є проведення струму від зовнішнього джерела живлення до об'єкта, на який має бути нанесене гальванічне покриття. Фактично, опір поверхні сонячної батареї перед металізацією є дуже великим. Загалом, контактний опір між пристроєм для нанесення гальванічного покриття та поверхнею сонячної батареї є дуже великим, що в кінцевому підсумку призводить до поганої рівномірності гальванічного металевого покриття на поверхні сонячної батареї. Крім того, оскільки напівпровідниковий матеріал для формування сонячної батареї є крихким, часто виникають тріщини сонячної батареї під час встановлення батареї на пристрій для нанесення гальванічного покриття та її зняття з нього. Звичайно, спосіб вирішення вищевказаної проблеми, спричиненої механічним та електричним контактом сонячної батареї та пристрою для нанесення гальванічного покриття, полягає в тому, що занурюють сонячну батарею в електроліт, і потім осаджують провідний металевий електрод на сонячну батарею з використанням електричної енергії, генерованої сонячною батареєю при її освітлення. Оскільки провідний металевий електрод формується на поверхні сонячної батареї за допомогою електричної енергії, генерованої сонячною батареєю при її освітленні, у цьому способі традиційний пристрій для нанесення гальванічного покриття не повинен проводити струм від зовнішнього джерела живлення до поверхні, на яку має бути нанесене гальванічне покриття сонячної батареї, що дозволяє вирішити різні проблеми, спричинені використанням пристроїв для нанесення гальванічних покриттів. Тим не менш, цей спосіб, який реалізує осадження металу на поверхню сонячної батареї з використанням електричної енергії, генерованої сонячною батареєю, сам також має багато недоліків. По-перше, для захисту металу на анодній поверхні сонячної батареї має бути додатково забезпечене джерело живлення постійного струму. Анод джерела живлення постійного струму приєднаний до металу, розташованого в розчині електроліту, а катод джерела живлення постійного струму з'єднаний з металом аноду сонячної батареї, розташованим в розчині електроліту. Тільки таке з'єднання може забезпечити захист металу на анодісонячної батареї від ушкоджень під час осадження металу на катоді сонячної батареї. Фактично, таке з'єднання, використовуване для осадження металу, може забезпечити осадження металу на катоді та аноді сонячної батареї одночасно, що призводить до непотрібного збільшення виробничих витрат. Цей спосіб має інші недоліки. Оскільки електричний потенціал на катодній поверхні сонячної батареї є сумою електричного потенціалу, генерованого сонячною батареєю, та електричного потенціалу зовнішнього джерела живлення, тобто, електричний потенціал на катодній поверхні сонячної батареї залежить не тільки від електричного потенціалу, генерованого сонячною батареєю, але також від електричного потенціалу, прикладеного до сонячної батареї зовнішнім джерелом живлення. Внаслідок цього, рівномірність гальванічного металевого покриття на поверхні сонячної батареї залежить не тільки від рівномірності освітлення поверхні сонячної батареї, але також від рівномірності електричного потенціалу, прикладеного до сонячної батареї зовнішнім джерелом живлення. Наприклад, тільки дуже високоякісний контакт усієї поверхні дозволить досягти доброї рівномірності електричного потенціалу на катодній поверхні сонячної батареї. Фактично, дуже важко реалізувати такий рівномірний контакт у промисловому виробництві. Суть винаходу Враховуючи вищевказані недоліки відомого рівня техніки, одним об'єктом винаходу є створення процесу для реалізації електрохімічного осадження металу на поверхні сонячної батареї, у якому використовується та ознака, що сонячна батарея генерує електричний потенціал при її освітленні. Далі, іншим об'єктом винаходу є створення процесу електрохімічного осадження металу, який може забезпечити, щоб метал осаджувався тільки на катодній поверхні сонячної батареї. Крім цього, ще іншим об'єктом винаходу є створення процесу електрохімічного осадження металу на катодній поверхні сонячної батареї, у якому можна ефективно контролювати швидкість осадження металу. Останнім об'єктом винаходу є створення процесу електрохімічного осадження металу на катодній поверхні сонячної батареї, придатного для великомасштабного виробництва. Для досягнення вищевказаних цілей, винахід забезпечує спосіб виготовлення металевого електрода сонячної батареї шляхом електрохімічного осадження, який включає стадії: введення в контакт поверхні сонячної батареї, на якій розташований катод, з розчином електроліту, 3 UA 100533 C2 5 10 15 20 25 30 35 40 45 50 55 з'єднання анода сонячної батареї з твердим металом, освітлення основної світлосприймальної поверхні сонячної батареї джерелом світла, де іони металу в розчині електроліту приймають електрони, утворювані на катодній поверхні сонячної батареї, так що метал утворюється та осаджується на катодній поверхні сонячної батареї, при цьому, твердий метал забезпечує електрони для анода сонячної батареї, так щоб іони металу утворювалися та розчинялися в розчині електроліту. Краще, сонячна батарея не контактує з розчином електроліту, за винятком її поверхні, на якй розташований катод. Краще, на поверхні сонячної батареї, що контактує з розчином електроліту, розташований тільки катод. Краще, на поверхні сонячної батареї, що контактує з розчином електроліту, можуть бути розташовані катод та анод одночасно. Краще, розчин електроліту включає іони металу, кислотні радикали, воду та домішки. Краще, розчин електроліту включає щонайменше один іон металу. Краще, розчин електроліту включає щонайменше один кислотний радикал. Краще, розчин електроліту включає щонайменше одну домішку. Краще, основна світлосприймальна поверхня є поверхнею, що контактує з розчином електроліту, або поверхнею сонячної батареї, яка не контактує з розчином електроліту. Краще, на стадії освітлення, джерелом світла для освітлення є природне світло або світло, випромінюване світильником. Краще, на стадії освітлення, поверхня сонячної батареї освітлюється прямим світлом або світлом, що проходить через електроліт чи інші середовища. Краще, анод сонячної батареї електрично з'єднаний з твердим металом провідником. Краще, твердий метал складається із щонайменше одного металу або сплаву. Краще, щонайменше одна поверхня твердого металу контактує з розчином електроліту. Краще, спосіб додатково включає стадію підключення зовнішнього джерела живлення між анодом сонячної батареї та твердим металом. Краще, зовнішнє джерело живлення є джерелом живлення постійного струму, катод якого з'єднаний з анодом сонячної батареї і анодякого з'єднаний з твердим металом. Краще, вихідна потужність джерела живлення постійного струму становить не менше нуля. Краще, склад твердого металу є таким саме, як склад металу, що осаджується на поверхні катода сонячної батареї. Краще, сонячна батарея закріплена над розчином електроліту. Краще, сонячна батарея переміщається поздовжньо в горизонтальному напрямку. Під час процесу електрохімічного осадження металу за винаходом, іони металу можуть осаджуватися тільки на катоді сонячної батареї, так що проблема зниженої ефективності гальванічної комірки, спричинювана коротким замиканням внаслідок осадження металу на аноді, вирішується докорінно, і в той же час усувається можливість ушкодження сонячних батарей, спричиненого будь-яким видом електричних контактів та нерівномірністю осадження металу. Інша перевага винаходу полягає в тому, що зовнішнє джерело живлення для захисту металу на іншій поверхні сонячної батареї є непотрібним, оскільки інша поверхня сонячної батареї не контактує з розчином електроліту. Таким чином, електричний потенціал на поверхні сонячної батареї відрізняється від нуля і може ефективно контролюватися, так що можна регулювати швидкість електрохімічної реакції на катодній поверхні сонячної батареї. Інша важлива перевага винаходу полягає в тому, що, оскільки забезпечується рівномірність інтенсивності освітлення, електричний потенціал по усій поверхні сонячної батареї буде досить рівномірним, так що метал буде дуже рівномірно осаджуватися на усій катодній поверхні сонячної батареї. Ще іншою перевагою винаходу є те, що може бути досягнутий ефект самовирівнювання. Ця перевага є особливо корисною для формування сонячної батареї, що має селективну дифузійну структуру. Пояснення до креслень Фіг. є схематичним зображенням проведення електрохімічної реакції на катодній поверхні сонячної батареї для осадження металу з використанням способу електрохімічного осадження металу за винаходом. Детальний опис варіантів втілення Далі будуть описані конкретні варіанти втілення з посиланням на креслення. 4 UA 100533 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фіг. є схематичним зображенням проведення електрохімічної реакції на катодній поверхні сонячної батареї для осадження металу з використанням способу електрохімічного осадження металу за винаходом. Як зображено на Фіг., пристрої, використовувані у способі електрохімічного осадження металу за винаходом, головним чином включають електролітичну ванну 10, розчин електроліту 20, сонячну батарею 30, металевий провідник 40, металевий блок 50 та світильник 60. Головною функцію електролітичної ванни 10 є утримання розчину електроліту 20. У тому випадку, коли основною світлосприймальною поверхнею сонячної батареї 30 є її катодна поверхня, іншою функцією електролітичної ванни 10 за винаходом є пропускання світла, випромінюваного світильником 60, та освітлення основної світлосприймальної поверхні сонячної батареї 30. Таким чином, електролітична ванна 10 за винаходом може бути виготовлена з прозорого та корозійностійкого матеріалу, такого як кварц, скло, прозорий органічний матеріал і т.д. У тому випадку, коли основна світлосприймальна поверхня сонячної батареї не включає її катод, а саме, її світлосприймальна поверхня та катодна поверхня є двома поверхнями сонячної батареї, відповідно, світильник має бути розташованим над сонячною батареєю, так щоб світло, випромінюване світильником, могло безпосередньо освітлювати верхню поверхню сонячної батареї. Розчин електроліту 20 в електролітичній ванні 10 за винаходом складається переважно з іонів металу та кислотних радикалів, таких як сульфат міді, хлорид нікелю і т.д. В залежності від різних вимог до металу, що осаджується, розчин електроліту 20 може включати тільки один іон металу або більше. Аналогічно, в залежності від різних вимог до металу, що осаджується, розчин електроліту 20 може містити тільки один кислотний радикал або більше, такі як сульфатний радикал та нітратний радикал. Для зменшення напружень у металі, що осаджується, та поліпшення площинності металу, що осаджується, до розчину електроліту 20 може бути додана відповідна домішка, в залежності від різних розчинів електроліту та процесів електрохімічного осадження металу. Однією важливою технічною ознакою за винаходом є те, що тільки поверхня, на якій знаходиться катод сонячної батареї 30, контактує з розчином електроліту 20, і інша поверхня не контактує з розчином електроліту 20. Для простоти промислового виробництва, дві поверхні, що складають більш ніж 90 % комерційної сонячної батареі, є катодом та анодом, відповідно. Таким чином, спосіб за винаходом є особливо придатним для осадження металу на комерційних сонячних батареях. При використанні способу за винаходом у вищевказаних комерційних сонячних батареях, зовнішнє джерело живлення для захисту металу на аноді сонячної батареї є непотрібним, оскільки анод розташований на зворотному боці катода і не контактує з розчином електроліту. Як зображено на Фіг., монтажний провід 40 є електричним з'єднанням між твердим металом 50 та сонячною батареєю 30. Загалом, основний склад твердого металу 50 є таким саме, як склад металу, що має осаджуватися на катодній поверхні сонячної батареї 30. Твердий метал 50 може бути однокомпонентним металом, або бути сплавом, що складається з більш ніж одного металу. Твердий метал 50 може бути розміщений в будь-якому місці в електролітичній ванні 10, де він матиме добрий контакт з розчином електроліту 20. Якщо катодна поверхня сонячної батареї 30 є основною світлосприймальною поверхнєю, місцезнаходження твердого металу 50 не повинне впливати на випромінювання світла, випромінюваного світильником 60 на поверхні сонячної батареї 30. Фіг. зображує повний процес реакції електрохімічного осадження металевого електрода на катодній поверхні сонячної батареї з використанням способу за винаходом. На відміну від традиційного процесу нанесення гальванічного покриття, електрохімічна реакція за винаходом не потребує підведення електричної енергії ззовні, і реалізується з використанням електричної енергії, генерованої самою сонячною батареєю. На Фіг., світильник 60 розташований під електролітичною ванною 10. Положення світильника 60 залежить від конструкції сонячної батареї 30. У тому випадку, коли катод сонячної батареї 30 є її основною світлосприймальною поверхнєю, нижня поверхня, тобто, катодна поверхня сонячної батареї 30, освітлюється світлом, випромінюваним світильником 60, що проходить через прозору електролітичну ванну 10 та розчин електроліту 20. Сонячна батарея є пристроєм, що перетворює світлову енергію на електричну енергію. Після освітлення сонячної батареї світлом на поверхні емітера, тобто, катода, генерується негативний потенціал. Таким чином, освітлення дозволяє сонячній батареї 30 вивільняти електрони після створення негативного потенціалу. Іони металу в розчині електроліту 20, які 5 UA 100533 C2 5 10 15 20 25 30 35 40 45 50 55 приводяться в рух під дією негативного потенціалу, рухаються в напрямку до катода, і потім атом металу утворюється та осаджується на катодній поверхні сонячної батареї 30 після того, як іони металу приєднують електрони на катодній поверхні сонячної батареї 30. Одночасно, під впливом позитивного потенціалу анода сонячної батареї 30, твердий метал 50 в розчині електроліту 20 постійно втрачає електрони через провідник 40, утворюючи іони металу, що розчиняються в розчині електроліту 20, так щоб щільність іонів металу в розчині електроліту 20 підтримувалася постійною. Нарешті, процес електрохімічної реакції реалізується без зовнішнього джерела живлення. На відміну від процесу нанесення гальванічного покриття, який потребує зовнішнього джерела живлення, вищеописаний процес електрохімічного осадження металу за винаходом не потребує використання будь-якого зовнішнього джерела живлення, а проводить усю електрохімічну реакцію з використанням електричного потенціалу, генерованого самою сонячною батареєю 30 при її освітленні. Під час описаного вище процесу, таким чином, іони металу можуть осаджуватися тільки на катоді сонячної батареї 30. Ця характеристика має дуже важливе значення у промисловому виробництві сонячних батарей. Якщо електрохімічна реакція проводиться із зовнішнім джерелом живлення, метал буде осаджуватися на незахищених поверхнях як катода, так і анода сонячної батареї, що приводить до короткого замикання сонячної батареї та зменшує коефіцієнт фотоелектричного перетворення сонячної батареї. А у способі за винаходом, навіть якщо анодна поверхня є незахищеною, метал не може осаджуватися на аноді сонячної батареї, оскільки анод може тільки приймати електрони, а не вивільняти електрони при освітленні сонячної батареї. Таким чином, проблема зниження ефективності батареї, спричиненого коротким замиканням анода, вирішується докорінно. Одночасно, оскільки пластина сонячної батареї загалом має товщину приблизно 200 мкм, будь-який локальний фізичний контакт буде легко спричинювати розтріскування. А оскільки процес електрохімічного осадження металу за винаходом не потребує зовнішнього джерела живлення, то під час електрохімічного процесу за винаходом електричного контакту не буде, що дозволяє уникнути можливості ушкодження пластини сонячної батареї. Далі, оскільки опір катодної поверхні сонячної батареї є загалом великим, зовнішній електричний контакт спричинюватиме нерівномірність електричного потенціалу на катодній поверхні сонячної батареї і, в свою чергу, нерівномірність осадження металу на поверхні сонячної батареї. А в електрохімічній реакції за винаходом, за умови рівномірної інтенсивності освітлення поверхні сонячної батареї, електричний потенціал, генерований сонячною батареєю, буде рвномірним по усій її поверхні, тобто, метал буде рівномірно осаджуватися на її поверхні. З іншого боку, в процесі електрохімічної реакції за винаходом, поверхня, на якій розташований катод сонячної батареї, контактує з розчином електроліту, а інша поверхня сонячної батареї не контактує з розчином електроліту, так що використання зовнішнього джерело живлення для захисту металу на іншій поверхні сонячної батареї є непотрібним. В результаті, електричний потенціал на поверхні сонячної батареї може відрізнятися від нуля, швидкість електрохімічної реакції на катодній поверхні сонячної батареї можна краще контролювати, і швидкість електрохімічного осадження металу можна довільно змінювати шляхом регулювання інтенсивності освітлення. Метал, утворюваний з використанням способу за винаходом, є дуже рівномірно осадженим на катодній поверхні сонячної батареї. Причиною цього є те, що електричний потенціал, генерований сонячною батареєю, є прямо пропорційним інтенсивності освітлення, сприйманого сонячною батареєю. Потенціал на усій поверхні сонячної батареї є дуже рівномірним за умови рівномірної інтенсивності освітлення, і не буде залежати від положення, форми та розміру анода металевого блока. Рівномірний електричний потенціал забезпечує рівномірну швидкість електрохімічної реакції та, у свою чергу, рівномірність шару осадженого металу. Спосіб за винаходом є особливо придатним для виробництва сонячних батарей, що мають структуру із селективною дифузією. Для зменшення коефіцієнта відбиття сонячної батареї, на поверхню звичайно наносять невідбивну плівку, яка має високий опір квадрата плівки, для зменшення коефіцієнта відбиття сонячної батареї. Невідбивна плівка діє як маска під час процесу електрохімічного осадження металу за винаходом та запобігає контакту електронів, генерованих катодом сонячної батареї, з іонами металу в розчині електроліту. А електрони, генеровані поверхнею сонячної батареї, що має низький опір квадрата плівки, яка була піддана селективній дифузії та є незахищеною маскою, контактують з іонами металу в розчині електроліту, тобто, відбувається електрохімічна реакція, і на її поверхні утворюється провідний металевий електрод. 6 UA 100533 C2 5 10 15 20 25 30 35 40 45 50 55 60 Процес електрохімічного осадження металу за винаходом може проводитися періодично або безперервно. Під час процесу періодичного електрохімічного осадження металу, сонячна батарея 30 за винаходом закріплена над розчином електроліту 20 таким чином, що її поверхня, на якій розташований катод, контактує з розчином електроліту 20. Коли на сонячну батарею 30 потрапляє світло, випромінюване світильником 60, іони металу в розчині електроліту 20 приймають електрони з катодної поверхні сонячної батареї, потім утворюється метал та осаджується на катодній поверхні сонячної батареї. Під час процесу безперервного електрохімічного осадження металу, сонячна батарея 30 за винаходом переміщається в горизонтальному напрямку. Засоби переміщення сонячної батареї 30 можуть бути валиком або рухомою кареткою. Наприклад, сонячна батарея 30 може бути розміщена на групі валиків, так щоб її поверхня, на якій розташований катод, контактувала з розчином електроліту 20 під нею. Коли ця група валиків обертається в певному напрямку, сонячна батарея 30 переміщається в певному напрямку на цій групі валиків, реалізуючи процес безперервного електрохімічного осадження металу. Далі наведено декілька детальних варіантів втілення з використанням способу за винаходом. 1. Перший варіант втілення Першою стадією є виготовлення традиційної сонячної батареї у такий спосіб: Пластину кремнію P-типу обробляють шляхом текстурування, дифузії, травлення країв, нанесення покриття плівки нітриду кремнію на поверхню N-типу, трафаретного друку алюмінієвою пастою на поверхні P-типу, трафаретного друку срібною пастою на поверхні Nтипу, та випалу для одержання сонячної батареї, виміряний коефіцієнт фотоелектричного перетворення якої дорівнює 16,57 %, і напруга розімкнутого кола, густина струму, послідовний опір, паралельний опір та коефіцієнт заповнення сонячної батареї становлять 625 мВ, 2 35,3 мА/см , 0,0075 Ом, 13,11 Ом та 75,1 %, відповідно. Другою стадією є приготування розчинів електроліту: Приготування розчину мідного електроліту: розчинення до однорідного стану 200 г сульфату міді, 120 г сірчаної кислоти та 4,5 мл освітлювача VF100 в 1 л води. Приготування розчину олов'яного електроліту: розчинення до однорідного стану 50 г сульфату олова, 60 г сірчаної кислоти, 48 г тимолсульфонової кислоти та 2,4 г крезолу в 1 л води. Третьою стадією є електрохімічне осадження металу: Катодну поверхню сонячної батареї вводять в контакт з вищеописаним розчином мідного електроліту, і анод сонячної батареї з'єднують з твердою міддю у розчині мідного електроліту. Світильник встановлюють під прозорою електролітичною ванною. Після освітлення сонячної батареї світлом протягом 15 хвилин, виміряна товщина шару міді, осадженого на катоді провідного електрода сонячної батареї, становить приблизно 10 мкм. Потім катод сонячної батареї після вищеописаної стадії вводять в контакт з вищезгаданим розчином олов'яного електроліту, і анод сонячної батареї з'єднують з твердим оловом у розчині олов'яного електроліту. Світильник встановлюють під прозорою електролітичною ванною. Після освітлення сонячної батареї світлом протягом 1 хвилини, виміряна товщина шару олова, осадженого на катоді провідного електрода сонячної батареї, становить приблизно 0,01 мкм. Одночасно, виміряний коефіцієнт фотоелектричного перетворення сонячної батареї зростає до 2 16,94 %, а її напруга розімкнутого кола становить 626 мВ, густина струму дорівнює 35,2 мА/см , послідовний опір - 0,0045 Ом, паралельний опір – 49,41 Ом, і коефіцієнт заповнення – 76,9 %. 2. Другий варіант втілення Першою стадією виготовлення сонячної батареї із заглибленими контактами є така: Кремнієву пластину P-типу обробляють шляхом текстурування, неглибокої дифузії, травлення країв, окиснення, лазерного гравіювання канавок заглиблених контактів на поверхні N-типу, глибокої дифузії усередині канавок заглиблених контактів, напилення алюмінію на поверхню P-типу та випалу алюмінію, хімічного нанесення гальванічного нікелевого покриття усередині канавок заглиблених контактів, та формування нікель-кремнієвого сплаву після випалу нікелю. Другою стадією є приготування розчинів електролітів: Приготування розчину нікелевого електроліту: розчинення до однорідного стану 150 г сульфату нікелю, 8 г хлориду натрію, 30 г борної кислоти та 40 г безводного сульфату натрію в 1 л води. Приготування розчину мідного електроліту: розчинення до однорідного стану 200 г сульфату міді, 120 г сірчаної кислоти та 4,5 мл освітлювача VF100 в 1 л води. 7 UA 100533 C2 5 10 15 20 25 30 35 40 45 50 55 60 Приготування розчину електроліту мідно-цинкового сплаву: розчинення до однорідного стану 75 г ціаніду міді(1), 9 г ціаніду цинку, 55 г ціаніду натрію, 10 г карбонату натрію та 4 г фториду натрію в 1 л води. Третьою стадією є електрохімічне осадження металу катоду сонячної батареї із заглибленими контактами: Катодну поверхню сонячної батареї вводять в контакт з вищеописаним розчином нікелевого електроліту, а анод сонячної батареї з'єднують з твердим нікелем у розчині нікелевого електроліту. Світильник встановлюють під прозорою електролітичною ванною. Після освітлення сонячної батареї світлом протягом 5 хвилин, виміряна товщина шару нікеля, осадженого усередині канавок заглиблених контактів сонячної батареї становить приблизно 0,1 мкм. Потім катодну поверхню сонячної батареї після вищеописаної стадії вводять в контакт з вищезгаданим розчином мідного електроліту, а анод сонячної батареї з'єднують з твердою міддю у розчині мідного електроліту. Світильник встановлюють під прозорою електролітичною ванною. Після освітлення сонячної батареї світлом протягом 20 хвилин, виміряна товщина шару міді, осадженого усередині канавок заглиблених контактів сонячної батареї, становить приблизно 15 мкм. Потім катодну поверхню сонячної батареї після вищеописаних стадій вводять в контакт з вищезгаданим розчином електроліту мідно-цинкового сплаву, а анод сонячної батареї з'єднують з твердим мідно-цинковим сплавом у розчині електроліту мідно-цинкового сплаву. Світильник встановлюють під прозорою електролітичною ванною. Після освітлення сонячної батареї світлом протягом 2 хвилин, виміряна товщина шару мідно-цинкового сплаву, осадженого усередині канавки заглиблених контактів сонячної батареї, становить приблизно 0,01 мкм. Одночасно, за результатами вимірів, коефіцієнт фотоелектричного перетворення сонячної батареї дорівнює 17,53 %, напруга розімкнутого кола - 620 мВ, густина струму – 2 35,7 мА/см , послідовний опір - 0,0040 Ом, паралельний опір – більш ніж 100 Ом, і коефіцієнт заповнення – 79,2 %. 3. Третій варіант втілення Першою стадією є виготовлення сонячної батареї з провідним електродом по усій зворотній поверхні (whole-back) у такий спосіб: Кремнієву пластину N-типу обробляють шляхом текстурування, дифузії N-типу, окиснення, відкривання зони контакту для електрода P-типу з використанням фоторезисту як маски, глибокої дифузії P-типу, відкривання зони контакту для електрода N-типу з використанням фоторезисту як маски, хімічного нанесення нікелевого гальванічного покриття на контактні ділянки електрода, та формування нікель-кремнієвого сплаву після випалу нікелю. Другою стадією є приготування розчинів електролітів: Приготування розчину нікелевого електроліту: розчинення до однорідного стану 150 г сульфату нікелю, 8 г хлориду натрію, 30 г борної кислоти та 40 г безводного сульфату натрію в 1 л води. Приготування розчину мідного електроліту: розчинення до однорідного стану 200 г сульфату міді, 120 г сірчаної кислоти та 4,5 мл освітлювача VF100 в 1 л води. Приготування розчину мідно-олов'яного електроліту: розчинення до однорідного стану 20 г ціаніду міді(1), 30 г станату натрію, 20 г ціаніду натрію та 10 г гідроксиду натрію в 1 л води. Третьою стадією є електрохімічне осадження електрода сонячної батареї з провідним електродом на усій зворотній поверхні: Провідний електрод поверхні сонячної батареї вводять в контакт з вищеописаним розчином нікелевого електроліту, а анод сонячної батареї з'єднують з катодом зовнішнього джерела живлення, анод якого з'єднаний з твердим нікелем у розчині нікелевого електроліту. Світильник встановлюють над сонячною батареєю. Струм на виході зовнішнього джерела живлення встановлюють рівним 1 A. Після освітлення сонячної батареї світлом протягом 5 хвилин, виміряна товщина шару нікеля, осадженого на катодній поверхні та анодній поверхні сонячної батареї, становить приблизно 0,1 мкм та 0,08 мкм, відповідно. Потім провідний електрод поверхні сонячної батареї після вищеописаної стадії вводять в контакт з вищезгаданим розчином мідного електроліту, а анод сонячної батареї з'єднують з катодом зовнішнього джерела живлення, анод якого з'єднаний з твердою міддю у розчині мідного електроліту. Світильник встановлюють над сонячною батареєю. Струм на виході зовнішнього джерела живлення встановлюють рівним 1,5 А. Після освітлення сонячної батареї світлом протягом 20 хвилин, виміряна товщина шару міді, осадженого на катодній поверхні та анодній поверхні сонячної батареї, становить приблизно 15 мкм та 12 мкм, відповідно. Потім провідний електрод поверхні сонячної батареї після вищеописаних стадій вводять в контакт з вищезгаданим розчином мідно-олов'яного електроліту, а анод сонячної батареї 8 UA 100533 C2 5 10 15 20 25 30 35 з'єднують з катодом зовнішнього джерела живлення, анод якого з'єднаний з твердою міддю та твердим оловом у розчині мідно-олов'яного електроліту. Світильник встановлюють над сонячною батареєю. Струм на виході зовнішнього джерела живлення встановлюють рівним 0,5 А. Після освітлення сонячної батареї світлом протягом 2 хвилин, виміряна товщина шару міді-олова, осадженого на катодній поверхні та анодній поверхні сонячної батареї, становить приблизно 0,01 мкм та 0,008 мкм, відповідно. Одночасно, за результатами вимірів, коефіцієнт фотоелектричного перетворення сонячної батареї дорівнює 18,02 %, її напруга розімкнутого 2 кола - 620 мВ, густина струму - 36,9 мА/см , послідовний опір - 0,0051 Ом, паралельний опір більш ніж 100 Ом, і коефіцієнт заповнення - 78,8 %. Винахід є особливо придатним для сонячних батарей, катод та анод яких розташовані, відповідно, на різних поверхнях. Наприклад, катод та анод більшості комерційних сонячних батарей розташовані на двох їх різних поверхнях, відповідно. Основною світлосприймальною поверхнею комерційних сонячних батарей є їх катодна поверхня. Для зменшення світлостійкої області її електрода, катодний провідний металевий електрод цих сонячних батарей складається з багатьох видовжених смузок. Анод цих комерційних сонячних батарей розташований на іншій поверхні. При застосуванні винаходу до сонячних батарей такої конструкції, їх катодна поверхня контактує з розчином електроліту у той час як їх анодна поверхня контактує з твердим металом і не контактує з розчином електроліту. Використовуючи такий процес проведення електрохімічної реакції, можна легко реалізувати безперервне виробництво. Винахід є також придатним для сонячних батарей, катод та анод яких розташовані на одній поверхні. Для усунення світлостійкої ділянки провідного електрода та підвищення коефіцієнта фотоелектричного перетворення, катод та анод сонячної батареї можуть бути обидва розташовані зі зворотного боку основної світлосприймальної поверхні сонячної батареї. При застосуванні винаходу до сонячних батарей такого типу конструкції, поверхня, на якій розташовані катод та анод сонячної батареї, контактує з розчином електроліту. Зовнішнє джерело живлення приєднане між анодом сонячної батареї та твердим металом, а світильник встановлюють над сонячною батареєю. Коли світильник випромінює світло, а зовнішнє джерело живлення подає електричну енергію, реакція електрохімічного осадження металу відбувається синхронно на катоді та аноді сонячної батареї, тобто, провідні металеві електроди катода та анода утворюються одночасно. Швидкість осадження металу на катоді та аноді можна контролювати шляхом регулювання сили світа світильника та потужності живлення зовнішнього джерела живлення. Винахід не обмежений вищеописаними спеціальними варіантами втілення. Кваліфікований фахівець зможе зробити різні зміни та модифікації без виходу за межі суті та предмету винаходу, які мають входити до обсягу захисту прикладеної формули винаходу. ФОРМУЛА ВИНАХОДУ 40 45 50 55 1. Спосіб електрохімічного осадження металевого електрода сонячної батареї, який включає стадії: введення катодної поверхні сонячної батареї (30) у контакт з розчином електроліту (20) таким чином, щоб сонячна батарея (30) контактувала з розчином електроліту (20) виключно поверхнею, на якій розташований катод, з'єднання анода сонячної батареї (30) з твердим металом (50) таким чином, щоб принаймні одна поверхня твердого металу входила у контакт з розчином електроліту (20), освітлення основної сприймаючої світло поверхні сонячної батареї (30) джерелом світла (60), що забезпечує можливість іонам металу в розчині електроліту (20) приймати електрони, утворювані на катодній поверхні сонячної батареї (30) з утворенням металу та його осадженням тільки на катодній поверхні сонячної батареї (30), при цьому твердий метал (50) забезпечує електронами анод сонячної батареї з утворенням іонів металу та їх розчиненням в розчині електроліту (20), і ділянка, утворена катодом, містить легувальну домішку типу, відмінного від ділянки, утвореної анодом. 2. Спосіб за п. 1, який включає розташування виключно катода на катодній поверхні сонячної батареї (30), що контактує з розчином електроліту (20). 3. Спосіб за п. 1, який включає розташування на поверхні сонячної батареї (30), що контактує з розчином електроліту (20), як катода, так і анода. 9 UA 100533 C2 5 10 15 20 25 30 35 4. Спосіб за п. 1 або 2, у якому розчин електроліту (20) включає іони металу, кислотні радикали, воду та домішки, завдяки яким зменшується напруження в осаджуваному металі та поліпшується площинність осаджуваного металу. 5. Спосіб за п. 4, у якому розчин електроліту (20) включає щонайменше один іон металу. 6. Спосіб за п. 4, у якому розчин електроліту (20) включає щонайменше один кислотний радикал. 7. Спосіб за п. 4, у якому розчин електроліту (20) включає щонайменше одну домішку для зменшення напружень в осаджуваному металі та поліпшення площинності осаджуваного металу. 8. Спосіб за п. 1, у якому основною поверхнею, що сприймає світло є поверхня сонячної батареї (30), яка контактує з розчином електроліту (20). 9. Спосіб за п. 1, у якому основною поверхнею, що сприймає світло є поверхня сонячної батареї (30), яка не контактує з розчином електроліту (20). 10. Спосіб за п. 1, який включає використання на стадії освітлення джерелом світла (60) природне світло або світло, випромінюване світильником. 11. Спосіб за п. 1, який включає на стадії освітлення безпосереднє освітлення поверхні сонячної батареї (30). 12. Спосіб за п. 1, який включає освітлення на стадії освітлення поверхні сонячної батареї (30) світлом, яке проходить через електроліт або електролітичну ванну (10). 13. Спосіб за п. 1, який включає використання анода сонячної батареї (30) електрично з’єднаного з твердим металом (50) завдяки провіднику (40). 14. Спосіб за п. 1 або 13, який включає використання як твердого металу (50) принаймні одного металу. 15. Спосіб за п. 1, який додатково включає стадію підключення зовнішнього джерела живлення між анодом сонячної батареї (30) та твердим металом (50). 16. Спосіб за п. 15, який включає використання як зовнішнє джерело живлення джерело живлення постійного струму, катод якого з'єднують з анодом сонячної батареї (30), і анод якого з'єднують з твердим металом (50). 17. Спосіб за п. 16, який включає використання джерела живлення, у якому вихідна потужність джерела живлення постійного струму становить не менше нуля. 18. Спосіб за п. 1, який включає використання твердого металу (50), склад якого є таким саме, як склад металу, що осаджується на катодній поверхні сонячної батареї (30). 19. Спосіб за п. 1, який включає закріплення сонячної батареї (30) над розчином електроліту (20). 20. Спосіб за п. 1, який включає переміщування сонячної батареї (30) у горизонтальному напрямку. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for electrochemical depositing metal electrode of solar cell
Автори англійськоюJi, Jingjia, Wenham, Stuart, Chen, Liping, Shi, Zhengrong
Назва патенту російськоюСпособ электрохимического осаждения при изготовлении металлического электрода
Автори російськоюДжи Джинджиа, Венхам Стюарт, Чен Липинг, Ши Джанронг
МПК / Мітки
МПК: H01L 31/0224, H01L 21/288
Мітки: сонячної, виготовленні, спосіб, металевого, електрохімічного, осадження, батареї, електроду
Код посилання
<a href="https://ua.patents.su/12-100533-sposib-elektrokhimichnogo-osadzhennya-pri-vigotovlenni-metalevogo-elektrodu-sonyachno-batare.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрохімічного осадження при виготовленні металевого електроду сонячної батареї</a>
Спосіб електрохімічного осадження кремнію на метали
Номер патенту: 89744
Опубліковано: 25.02.2010
Автор: Капінус Євген Ілліч
МПК: C25D 9/00, H01L 31/00, H01L 31/18, C25D 3/02
Мітки: метали, електрохімічного, осадження, кремнію, спосіб
Формула / Реферат:
1. Спосіб електрохімічного осадження кремнію на метали, що включає приготування електроліту розчиненням тетраетоксисилану, як джерела кремнію, у органічному розчиннику в присутності фонового електроліту, зокрема розчинів органічних солей, пропускання випрямленого електричного струму від графітового анода через електроліт до металевого катода при перемішуванні електроліту з осадженням на катоді кремнію, який відрізняється тим, що як розчинник...
Автономна система освітлення на основі сонячної батареї та світлодіодних джерел світла
Номер патенту: 34094
Опубліковано: 25.07.2008
Автори: Носанов Максим Миколайович, Носанов Микола Ілліч, Романова Тетяна Іванівна
МПК: F21L 4/00
Мітки: батареї, автономна, світлодіодних, основі, система, джерел, сонячної, світла, освітлення
Формула / Реферат:
Автономна система освітлення на основі сонячної батареї та світлодіодних джерел світла, що включає сонячну батарею, запираючий діод, автономний акумулятор, буферну ємність, фотоелемент і лампу, яка відрізняється тим, що лампа виконана з n-ї кількості модулів, на поверхні яких рівномірно розташовані і послідовно з'єднані світлодіоди, а модулі з'єднані між собою паралельно і живляться від акумулятора, який з'єднаний з фотоелементом, буферною...
Спосіб відбору електричної енергії від сонячної батареї
Номер патенту: 10269
Опубліковано: 15.11.2005
Автори: Чашко Марк Васильович, Лєвшов Олександр Васильович, Філь Катерина Олександрівна
Мітки: відбору, сонячної, спосіб, електричної, енергії, батареї
Формула / Реферат:
Спосіб відбору електричної енергії від сонячної батареї, що включає перетворення сонячної енергії в електричну, накопичення її в електричному конденсаторі і передачу в навантаження порціями, який відрізняється тим, що енергію кожного елемента сонячної батареї накопичують в електричному конденсаторі кожного елемента сонячної батареї, підключають конденсатор кожного елемента сонячної батареї до індуктивності на час, поки вся енергія...
Електроліт для електрохімічного осадження рутенієвого покриття
Номер патенту: 54693
Опубліковано: 25.11.2010
Автори: Кочетова Світлана Анатоліївна, Богданович Людмила Василівна, Малишев Віктор Володимирович, Савчук Анастасія Валеріївна
МПК: C25D 3/00
Мітки: рутенієвого, осадження, електроліт, електрохімічного, покриття
Формула / Реферат:
Електроліт для електрохімічного осадження рутенієвого покриття з розплавленого електроліту, який відрізняється тим, що до складу розплаву вводять ацетамід - NH4C1, сіль RuCl3 та ПАР - дибензо-18-краун-6, при наступному співвідношенні компонентів в мас. %: Евтектичний розплав ацетамід - NH4Cl (11,3 мол. %) 96,5-95 RuCl3 4,0-1,0 дибензо-18-краун-6 ...
Імітатор сонячної батареї
Номер патенту: 62332
Опубліковано: 25.08.2011
Автори: Омельчук Наталія Анатоліївна, Семенов Всеволод Всеволодович, Лазарєв Віталій Володимирович
МПК: G05F 1/00
Мітки: імітатор, сонячної, батареї
Формула / Реферат:
Імітатор сонячної батареї, на базі керованого джерела струму, що містить силовий канал з регулятором струму і блок системи управління, який відрізняється тим, що як регулятор струму силовий канал містить широтно-імпульсний перетворювач, а блок системи управління додатково містить нелінійно-функціональний перетворювач.
Попередній патент: Похідні піридину, придатні як активатори глюкокінази
Наступний патент: Шихта та спосіб виготовлення нітридкремнієвої кераміки
Випадковий патент: Пристрій для закріплення заготовки на верстаті