Рулон поліпропіленової плівки з допоміжним елементом для відкривання
Номер патенту: 115860
Опубліковано: 10.01.2018
Автори: Штайнбрехер Йорг, Хенне Маркус, Шпайт-Херфут Ангела, Штуппі Патрік, Вінтріх Лео

Формула / Реферат
1. Рулон двовісно орієнтованої плівки з поліпропілену для упаковування блоків та/або пачок сигарет, забезпеченої двома лініями перфорації, які проходять паралельно одна до одної і знаходяться на відстані (С) не більше 10 мм, причому перфорації (1) двох цих ліній розташовані зі зміщенням одна відносно одної, який відрізняється тим, що між перфораціями (1) є відстані (2) з непошкодженої плівки, і перфорації (1) довші або мають таку ж довжину, що й відстані (2) між перфораціями (1), причому перфорації (1) являють собою тонкі місця, товщина яких складає від 10 до 80 % товщини решти плівки.
2. Рулон за п. 1, який відрізняється тим, що перфорації (1) утворені за допомогою голки і мають круглу або еліптичну форму, або форму пропелера.
3. Рулон за п. 1, який відрізняється тим, що перфорації (1) утворені за допомогою ножа і мають форму ромба або прямокутника.
4. Рулон за п. 1, який відрізняється тим, що перфорації (1) мають довжину 0,1-8 мм.
5. Рулон за п. 1, який відрізняється тим, що довжина відстаней (А) між цими перфораціями (1) складає від 10 до 95 % довжини (В) самих перфорацій.
6. Рулон за п. 1, який відрізняється тим, що середина ділянок першої лінії перфорації знаходиться на одній прямій з серединою відповідних протилежних перфорацій другої лінії перфорації.
7. Застосування рулону перфорованої плівки за будь-яким з пп. 1-6 для упаковування блоків та/або пачок сигарет.
8. Блок сигарет, упакований в плівку, що розмотана з рулону за будь-яким з пп. 1 – 6.
Текст
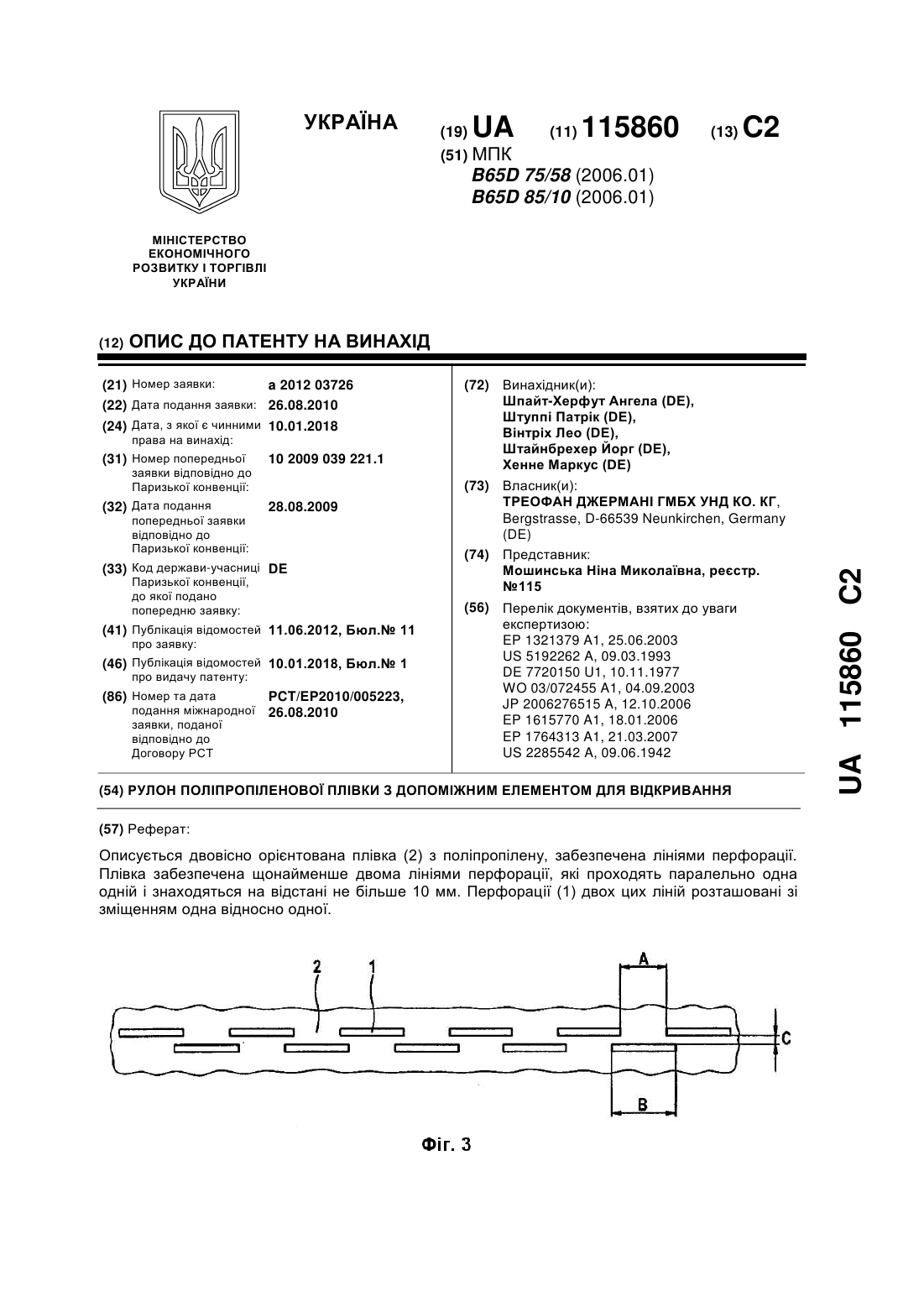
Реферат: Описується двовісно орієнтована плівка (2) з поліпропілену, забезпечена лініями перфорації. Плівка забезпечена щонайменше двома лініями перфорації, які проходять паралельно одна одній і знаходяться на відстані не більше 10 мм. Перфорації (1) двох цих ліній розташовані зі зміщенням одна відносно одної. UA 115860 C2 (12) UA 115860 C2 UA 115860 C2 5 10 15 20 25 30 35 40 45 50 55 Даний винахід стосується двовісно орієнтованої поліпропіленової плівки, забезпеченої перфорацією, і упаковки з двовісно орієнтованої поліпропіленової плівки, забезпеченої перфорацією для полегшення відкривання. Успіх двовісно орієнтованих полімерних плівок, зокрема, плівок з термопластичних полімерів, зокрема, двовісно орієнтованих поліпропіленових плівок, оснований по суті на їх чудових властивостях механічної міцності в поєднанні з порівняно малою вагою, хорошими бар'єрними властивостями і хорошою зварюваністю. Поліолефінова плівка захищає упакований товар від швидкого висихання або, відповідно, від втрати ароматів при дуже малій матеріаломісткості. Потреба споживача в гігієнічній, зовні привабливій, міцно закритій і зносостійкій упаковці суперечить бажанню легкого і контрольованого відкривання. Відсутність останнього викликає невдоволення споживачів упаковок з поліолефінових плівок і розглядається як недолік в порівнянні з упаковками з паперу. Одновісно орієнтовані плівки виявляють низький опір надриву в напрямку орієнтації і можуть в цьому напрямку без ускладнень підконтрольно піддаватися надриву і подальшому розриванню. Однак застосування одновісно орієнтованих плівок неможливе для багатьох областей, в тому числі внаслідок недостатніх механічних міцнісних властивостей в поперечному напрямку. Двовісна орієнтація створює, з одного боку, бажані високі міцнісні властивості (модулі) в двох напрямках; з іншого боку, переважні напрямки при цьому також вирівнюються. У результаті для відкривання плівкової упаковки (наприклад, пакету з печивом) спочатку необхідно подолати високе зусилля, щоб надірвати плівку. Однак якщо плівка одного разу пошкоджена або, відповідно, надірвана, то тріщина безконтрольно поширюється вже при прикладенні дуже низьких розтягуючих зусиль. Ці незадовільні споживчі властивості, зумовлені дуже високою опірністю надриву в поєднанні з дуже низькою міцністю при розростанні розриву, знижують - незважаючи на вже згадані переваги - привабливість плівкових упаковок на ринку кінцевих споживачів. У рівні техніки пропонувалося забезпечувати плівку місцем заданого руйнування. При відкриванні плівка надривається в цьому місці заданого руйнування. Тріщина все ж часто поширюється дуже безконтрольно, оскільки ці рішення, хоч і полегшують надрив, але насправді не допомагають в підконтрольному розростанні розриву. Іншим відомим можливим рішенням є механічна інтеграція місця заданого руйнування у вигляді перфорації або насічок по уявній лінії відкривання. Але часто і така перфорація не гарантує підконтрольного розриву. При відкриванні тріщина тільки спочатку йде по лінії перфорації, а потім поширюється в матеріалі, відхиляючись довільним чином. Ця властивість безконтрольного розростання розриву, зокрема, є проблематичною у двовісно орієнтованих поліпропіленових плівок, оскільки опір розростанню розриву у цього матеріалу є особливо слабким. Ця проблема особливо актуальна для упаковок з штучним товаром, який упакований не розсипом, а впорядковано, як, наприклад, в блоках сигарет, печива з пластівців (Weetabix), хрустких хлібців, кондитерських рулетів і аналогічних їм товарів. Ці види упаковки особливо націлені на те, що споживач захоче вийняти спочатку тільки окремі шматки, а залишок зберігати в упаковці, щоб вийняти інші частини в пізніший момент часу. У цьому випадку застосування безконтрольне розростання розриву плівкової упаковки особливо неприємне для споживача. У WO 98/2312 описуються упаковки, які надрізані лазерним променем. Ці упаковки мають багатошарову конструкцію. Зокрема, передбачений металевий проміжний шар, який повинен перешкоджати тому, щоб лазерний промінь прорізав плівку наскрізь. Ця упаковка є трудомісткою і дорогою через ламінування металевим шаром. Про точну конфігурацію упаковки в описі нічого не сказано. Додатково перфорована плівка повинна мати достатню механічну стабільність, щоб ця перфорована плівка могла застосовуватися для упаковування штучних товарів. У рівні техніки описані способи, в яких перфорація інтегрована в пакувальний процес як обробний крок. Це рішення запобігає будь-яким механічним навантаженням на перфоровану плівку, наприклад при намотуванні і розмотуванні. Інтеграція перфорації можлива, однак, не при всіх пакувальних процесах. З одного боку, просторові умови у наявній установці часто такі, що просто немає місця для вбудовування такого пристрою. Крім того, пакувальні процеси в сигаретній промисловості протікають з дуже високими швидкостями, які, можливо, є дуже швидкими для перфорації. Тому не завжди можна інтегрувати в установку для обгортання блоків сигаретних пачок пристрій, що служить для перфорації плівки. Достатня механічна стабільність плівки суперечить, однак одночасному бажанню більш легко відкривної упаковки. 1 UA 115860 C2 5 10 15 20 25 30 35 40 45 50 55 60 Тому задача даного винаходу полягає в тому, щоб надати вдосконалену упаковку для впорядкованого штучного товару. Поставлена в основу винаходу задача вирішується за допомогою упаковки з двовісно орієнтованої плівки з поліпропілену, яка містить штучний товар, при цьому плівка забезпечена щонайменше двома лініями перфорації, які проходять паралельно одна одній і знаходяться на відстані не більше 10 мм, і перфорації двох цих ліній розташовані зі зміщенням одна відносно одної. Ця задача вирішується також за допомогою способу обгортання штучного товару, при якому перфорована плівка розмотується з рулону і використовується для упаковування штучних товарів. На фіг. 1 показаний один з варіантів здійснення плівки (2), забезпеченої круглими перфораціями (1) з довжиною (діаметром) В. Довжина відстаней між перфораціями відповідає довжині А. Дві лінії перфорації, які проходять паралельно, і розташовані на відстані С одна від одної. У варіанті здійснення, показаному на фіг. 1, відстані А мають таку ж довжину, що і довжина перфорацій В. Лінії перфорації розташовані зі зміщенням одна відносно одної так, що середина кожної перфорації знаходиться на одній прямій з серединою протилежної відстані. На фіг. 2 показана плівка, забезпечена круглими перфораціями, довжина В якої більша, ніж відстані А. На фіг. 3показані перфорації з прямокутною геометрією, при цьому тут також В>А. На фіг. 4 показана плівка з ромбоподібними перфораціями, які, наприклад, утворюються за допомогою обертових ножів. На фіг. 5 показана плівка з еліптичними перфораціями. Тут також В>А. На фіг. 6 показана можлива геометрія перфорації голками, при якій утворюються перфорації у вигляді пропелера. На фіг. 7 показана смуга плівки, яка забезпечена декількома подвійними лініями перфорації в подовжньому напрямку. На фіг. 8 показана упаковка (3) штучного товару, яка відкривається шляхом розламування по подвійній лінії (4) перфорації. У всіх цих варіантів здійснення, показаних на фіг. 1-8, загальним є те, що відстані А між перфораціями мають такий же розмір або менше, ніж довжина В самих перфорацій. Дві розташовані зі зміщенням лінії перфорації, які проходять паралельно, утворюють в плівці місце заданого руйнування, в якому тріщина після надриву поширюється дуже підконтрольно. Тріщина після надриву підконтрольно продовжується по одній з ліній перфорації або між двома паралельно розташованими лініями перфорації. Плівкова упаковка відкривається тільки настільки, наскільки це бажано. Запропонована винаходом упаковка, призначена, зокрема, для впорядкованого або складеного в стос штучного товару, наприклад, сигаретних пачок, а також для пастоподібних впаковуваних продуктів, таких як масло, ковбаса й аналогічні. Споживач одержує можливість надривати плівку вздовж заданого місця заданого руйнування таким чином, щоб можна було виймати окремі шматки, без безконтрольного випадання інших елементів у випадку штучного товару. Окремі сегменти між паралельними лініями перфорації вибираються відповідно до розміру витягуваного елемента. При цьому можливе керування зручним витягуванням одного або декількох елементів при одному відкриванні. Лінії перфорації можуть бути виконані на смузі плівки по належному малюнку. Переважно ці лінії проходять прямо. Однак можливе також нанесення лінії будь-якої геометричної форми, щоб місце заданого руйнування пізніше відповідало цій формі і розмірам упакованого штучного товару. Лінії перфорації можуть створюватися шляхом механічної перфорації, наприклад, за допомогою голок або ножів або за допомогою лазерного променя або іншим чином, так щоб в плівці утворювався наскрізний отвір. Під перфораціями в значенні даного винаходу розуміються, однак, також тонкі місця, в яких в плівці не утворюється наскрізний отвір, але плівка тільки стає тоншою у відповідних місцях за рахунок зняття матеріалу, наприклад, за допомогою лазерного променя, який потрапляє тільки до заданої глибини. У цих варіантах здійснення в області тонкого місця залишаються до 10 до 80 % первинної товщини плівки, переважно від 20 до 60 % первинної товщини плівки. Таким чином, зберігається закрита упаковка, яка також відповідає всім гігієнічним вимогам, і бар'єрні властивості якої не погіршуються. По лінії перфорації за отворами, надрізами або тонкими місцями (перфорації В) навперемінно йдуть непошкоджені ділянки плівки, довжина А яких задається відстанню між перфораціями. Ці відстані в значенні даного винаходу являють собою, таким чином, області 2 UA 115860 C2 5 10 15 20 25 30 35 40 45 50 55 непошкодженої плівки, які поширюються від кінця однієї перфорації до початку наступної за нею перфорації по одній і тій же лінії перфорації. Геометрична форма перфорації може варіюватися і залежить від методу перфорації. Для перфорації можуть застосовуватися голки або обертові ножі. Для ліній перфорації, що складаються з некрізних тонких місць, переважні лазер або ультразвук. При перфорації голками утворюються круглі або еліптичні або пропелерні форми, які виникають за рахунок того, що голки і плівка при перфорації знаходяться в контакті і рухаються одна відносно одної. При перфорації ножами утворюються більш прямокутні або ромбоподібні надрізи або тонкі місця. Лазерні і ультразвукові методи дозволяють одержувати різні геометричні форми. Крім круглих перфорацій, всі перфорації мають довшу протяжність в одному з двох основних напрямків (подовжньому напрямку), який орієнтований по лінії перфорації. Ці перфорації у вказаному подовжньому напрямку в загальному випадку мають довжину В, яка дорівнює 0,1-8 мм, переважно від 0,3 до 6 мм, зокрема, від 0,5 до 3 мм. Протяжність перфорацій упоперек цього напрямку відповідно менша і становить в загальному випадку від 5 до 80 %, переважно до 10 до 50 % їх протяжності в подовжньому напрямку. Це стосується не тільки круглих перфорацій. Круглі і приблизно круглі перфорації мають діаметр, який дорівнює 0,1-6 мм, переважно від 0,3 до 5 мм, при цьому в цьому випадку діаметр відповідає довжині В перфорації. Для особливо низького зусилля надриву переважні, зокрема, перфорації з довжиною, яка дорівнює від >1 до 6 мм, зокрема, підходять також довжини, які дорівнюють від 1,5 до 6 мм або від 2 до 4 мм. Несподіваним чином навіть при цих порівняно великих або довгих перфораціях механічні міцнісні властивості плівки не погіршуються. Ці варіанти здійснення також чудово можуть намотуватися з одержанням рулону плівки і без ускладнень знов розмотуватися в пакувальній машині. Довжина А ділянок, тобто непошкодженої плівки між перфораціями, становить від 0,05 до 4 до 10 мм. Розміри відстаней А вибираються відносно довжини В перфорації так, щоб ця довжина В перфорацій була щонайменше такого ж розміру або більша, ніж відстані А. В загальному випадку довжина або діаметр перфорації щонайменше на 10 % більша, ніж довжина цих відстаней. У загальному випадку довжина А відстаней 10 становить від 10 до 90 % довжини В перфорацій, переважно від 20 до 85 %. Вказані розміри перфорацій і відстаней стосуються однаково також перфорацій у вигляді некрізних тонких місць, які, зі своєї сторони, точно так само можуть бути виконані круглими, еліптичними або довгастими. По одній лінії розміри відстаней між перфораціями в загальному випадку постійні, або варіюються тільки в невеликій мірі в рамках звичайної точності виготовлення. Таким же чином розмір окремих перфорацій по одній лінії не варіюється або варіюється тільки в невеликій мірі (до 10 %), тобто, наприклад, діаметр отворів або довжина перфорації є постійною. Так само перфорації і відстані обох паралельних ліній перфорації забезпечені місцем заданого руйнування приблизно однакових розмірів. Для винаходу суттєво, що передбачене місце заданого руйнування утворюється з двох ліній перфорації, що проходять паралельно, які розташовані на відстані С, що дорівнює не більше 10 мм. Переважно відстань С між двома цими лініями становить від 0,5 до 8 мм, зокрема, від 0,8 до 5 мм. Другою суттєвою для винаходу ознакою місця заданого руйнування є розташування перфорацій двох ліній перфорації, які проходять паралельно, одна відносно одної. З'ясувалося, що зміщене розташування перфорацій двох цих ліній несподіваним чином поліпшує контроль поширення тріщини. При цьому зміщеному розташуванні перфорація другої лінії починається не на тій же висоті, що і протилежна перфорація першої лінії. Завдяки цьому перфорація другої лінії щонайменше частково перекриває відстань першої лінії перфорації. У переважних варіантах здійснення, зокрема тих, в яких перфорації більші відстаней, ділянки однієї лінії перфорації повністю перекриваються перфораціями протилежних ліній. В одному з переважних варіантів здійснення середина ділянок першої лінії перфорації знаходиться на одній прямій з серединою відповідних протилежних перфорацій другої лінії перфорації, так що виходить симетричний малюнок перфорації. Несподіваним чином розташування двох паралельних, зміщених одна відносно одної ліній перфорації значно поліпшує контроль проходження тріщини. Винахід дозволяє також розламувати упаковку по місцю заданого руйнування по кромках штучного товару, якщо цей 3 UA 115860 C2 5 10 15 20 25 30 35 40 45 50 55 штучний товар має відповідну механічну стабільність, і штучний товар розташований в упаковці так, що його кромка проходить на висоті подвійної лінії. Лінії перфорації в загально випадку розташовані в напрямку руху плівки в машині. Перфорація може одночасно комбінуватися з розкроєм плівки на плівки вужчої ширини і таким чином виконуватися в одному робочому кроці. Альтернативно перфорація може також здійснюватися до або після розкрою на ширину готової плівки. У всіх цих варіантах способу плівка з метою її перфорації може, наприклад, спрямовуватися по валиках, забезпечених належними перфораційними інструментами, наприклад, ці валики можуть бути укомплектовані голками або ножовими лезами. У випадку лазера або ультразвукових перфорацій відповідні інструменти розташовані нижче або вище смуги плівки. У цих способах призначена для перфорації плівка розмотується з рулону, виконуються перфорації, що пропонуються винаходом, і потім перфорована плівка знов намотується, і цей рулон застосовується в установках для впаковування штучних товарів, тобто розмотується і використовується для обгортання товарів. Несподіваним чином перфорації не погіршують або тільки несуттєво погіршують властивості намотування плівки, так що перфорована плівка може намотуватися і розмотуватися за допомогою звичайних пристроїв. Несподіваним чином виявилося також, що запропонована винаходом перфорація не погіршує механічну стабільність плівки таким чином, щоб при розмотуванні і намотуванні відбувалися обриви плівки, надриви плівки, потовщення або розтягнення. Рулон з перфорованої плівки застосовується для виготовлення запропонованої винаходом упаковки. Запропонована винаходом упаковка, яка призначена, зокрема, для впорядкованого або складеного в стос штучного товару, а також для пастоподібних впаковуваних продуктів, таких як масло, ковбаса і аналогічні. Споживач одержує можливість надривати плівку вздовж заданого місця заданого руйнування таким чином, щоб можна було виймати окремі шматки, без безконтрольного випадання інших елементів у випадку штучного товару. Окремі сегменти між паралельними лініями перфорації вибираються відповідно до розміру витягуваного елемента. При цьому можливе керування зручним витягуванням одного або декількох елементів при одному відкриванні. Як плівка в загальному випадку застосовується двовісно орієнтована плівка з поліпропілену. Ця плівка може, залежно від виду упаковки, бути від просвічуваної до прозорої, або непросвічуваної плівки. "Непросвічувана плівка" означає в значенні даного винаходу непрозору плівку, світлопроникність (ASTM-D 1003-77) якої становить не більше 70 %, переважно не більше 50 %. Ця плівка може, в принципі, мати одношарову або багатошарову конструкцію. Для запропонованої винаходом упаковки придатні також ламінати, які переважно складаються з описаних тут плівок. Для прозорих варіантів здійснення рецептура плівки і вид лазера можуть бути вибрані відповідно один до одного так, щоб лазерний промінь в області стоншення залишав білу або кольорову лінію. При цьому пізніше упаковка набуває розпізнаваного маркування і вказує споживачеві, де повинна проходити тріщина для відкривання упаковки, щоб було зручно з нею поводитися. Можливими термопластичними полімерними матеріалами для плівки є поліолефіни з олефінових мономерів з кількістю атомів С від 2 до 8. Особливо придатними є пропіленполімери, етиленполімери, бутиленполімери, циклоолефінполімери або змішані полімеризати з пропіленових, етиленових, бутиленових одиниць або циклоолефіни. У загальному випадку шари плівки, або, відповідно, шар для одношарових варіантів здійснення, містить щонайменше 50 ваг. %, переважно від 70 до 99 ваг. %, зокрема, від 90 до 98 ваг. % термопластичного полімеру, в кожному випадку відносно ваги шару. Як поліолефіни переважні полімери пропілену. Ці полімери пропілену містять від 90 до 100 ваг. %, переважно від 95 до 100 ваг. %, зокрема, від 98 до 10 ваг. % пропілену і мають точку плавлення, яка дорівнює 120 °C або вище, переважно від 130 до 170 °C, і в загальному випадку швидкість течії розплаву, дорівнює від 0,5 г/10 хв до 15 г/10 хв, переважно від 2 г/10 хв до 10 г/10 хв, при 230 °C і зусиллі, яке дорівнює 21,6 Η (DIN 53 735). Зносостійкий гомополімер пропілену з атактичною часткою, що дорівнює 15 ваг. % і менше, співполімери етилену і пропілену із вмістом етилену, що дорівнює 10 ваг. % і менше, співполімери пропілену з С4-С8олефінами із вмістом олефінів, що дорівнює 10 ваг. % або менше, терполімери пропілену, етилену і бутилену із вмістом етилену, що дорівнює 10 ваг. % або менше, і з вмістом бутилену, що дорівнює 15 ваг. % або менше, є переважними полімерам пропілену для серцевинного шару, при цьому особливо переважним є ізотактичний гомополімер пропілену. Вказані вагові проценти стосуються відповідних полімерів. 4 UA 115860 C2 5 10 15 20 25 30 35 40 45 50 55 60 Крім того, придатна суміш з названих гомо- і/або співполімерів, і/або терполімерів пропілену й інших поліолефінів, зокрема, з мономерів з кількістю атомів С від 2 до 6, причому ця суміш містить щонайменше 50 ваг. %, зокрема, щонайменше 75 ваг. % полімеризату пропілену. Іншими належними поліолефінами в суміші полімерів є поліетилени, зокрема, HDPE (ПНТ, поліетилен високої густини, поліетилен низького тиску), LDPE (ПВТ, поліетилен низької густини, поліетилен високого тиску), VLDPE (ПЕДНГ, поліетилен дуже низької густини) і LLDPE (ЛПЕНГ, лінійний поліетилен низької густини), причому частка цих поліетиленів не перевищує в кожному випадку 15 ваг. % відносно суміші полімерів. При необхідності один шар, переважно основний шар або проміжний шар, плівки для непросвічуваних варіантів здійснення може додатково містити пігменти і/або ініціюючі вакуолі частинки у відповідно прийнятих кількостях. Запропонована винаходом плівка може бути одношаровою, переважно ця плівка є багатошаровою. Для цього з однієї або з двох сторін на основний шар можуть наноситися проміжний шар і/або покривні шари. Відповідно багатошарові варіанти здійснення плівки нарівні з основним шаром при необхідності включають в себе проміжні шари і покривні шари. Ці додаткові покривні шари і/або проміжні шари в загальному випадку складаються з поліолефінів. Вони містять щонайменше 70 ваг. %, переважно від 75 до 100 ваг. %, зокрема, від 90 до 98 ваг. % поліолефіну. Як поліолефіни для цих додаткових шарів придатні, в принципі, ті ж полімери, які описані вище для основного шару. Для покривних шарів придатні: співполімер етилену і пропілену або етилену і бутилену, або пропілену і бутилену, або етилену й іншого олефіну з кількістю атомів вуглецю від 5 до 10, або пропілену й іншого олефіну з кількістю атомів вуглецю від 5 до 10, або терполімер етилену і пропілену і бутилену або етилену і пропілену й іншого олефіну з кількістю атомів вуглецю від 5 до 10,або суміші або композиції з двох або декількох названих гомо-, спів- і терполімерів. Серед них особливо переважними є статичні етилен-пропілен-співполімери з вмістом етилену, що дорівнює від 2 до 10 ваг. %, переважно від 5 до 8 ваг. %, або статичні пропілен-бутилен-1-співполімери з вмістом бутилену, що дорівнює від 4 до 25 ваг. %, переважно від 10 до 20 ваг. %, відповідно відносно загальної ваги співполімерів, або статичні етилен-пропілен-бутилен-1 -терполімери з вмістом етилену, що дорівнює від 1 до 10 ваг. %, переважно від 2 до 6 ваг. %, і вмістом бутилену-1, що дорівнює від 3 до 20 ваг. %, переважно від 8 до 10 ваг. %, відповідно відносно загальної ваги терполімерів, або композиція з етилен-пропілен-бутилен-1-терполімерів і пропілен-бутилен-1-співполімерів із вмістом етилену, що дорівнює від 0,1 до 7 ваг. % і вмістом пропілену, що дорівнює від 50 до 90 ваг. % і вмістом бутилену-1, що дорівнює від 10 до 40 ваг. %, відповідно відносно загальної ваги композиції полімерів. Описані вище спів- або терполімери мають в загальному випадку швидкість протікання розплаву таку, що дорівнює від 1,5 до 30 г/10 хв, переважно від 3 до 15 г/10 хв. Точка плавлення знаходиться в діапазоні від 120 до 140 °C. Описана вище композиція зі спів- або терполімерів має швидкість протікання розплаву таку, що дорівнює від 5 до 9 г/10 хв, і точку плавлення таку, що дорівнює від 120 до 150 °C. Всі вказані вище швидкості протікання розплаву вимірюються при 230 °C і зусиллі такому, що дорівнює 21,6 Η (DIN 53 735). Шари спів- або терполімерів утворюють переважно покривні шари термозварюваних варіантів виготовлення плівки. Загальна товщина плівки може варіюватися в широких межах і орієнтується на заплановану мету застосування. Переважні варіанти здійснення плівки мають значення загальної товщини такі, що дорівнюють від 5 до 250 мкм, при цьому переважними є від 10 до 10 мкм, зокрема, від 20 до 80 мкм. Основний шар в значенні даного винаходу є тим шаром, який становить більше 50 % загальної товщини плівки. Його товщина виходить з різниці загальної товщини і товщини нанесених покривного і проміжного шару/шарів і тому може, аналогічно загальній товщині, варіюватися в широких межах. Покривні шари утворюють крайній зовнішній шар плівки і становлять від 0,5 до 5 мкм, переважно від 1 до 3 мкм. Проміжний шар становить від 1 до 20 мкм, переважно від 1 до 10 мкм. 5 UA 115860 C2 5 10 15 20 25 30 35 40 45 50 55 Щоб ще більш поліпшити певні властивості запропонованої винаходом поліпропіленової плівки, як основний шар, так і проміжний шар/шари і покривний шар/шари можуть містити добавки у відповідно ефективній кількості, переважно вуглеводневу смолу і/або антистатики, і/або антиблокуючі засоби, і/або пом'якшувачі, і/або стабілізатори, і/або нейтралізуючі засоби, які сумісні з полімерами серцевинного шару і покривним шаром/шарами, за винятком, як правило, несумісних антиблокуючих засобів. Плівки виготовляються власне відомим екструзійним способом. У рамках цього способу розплави, відповідні окремим шарам плівки, екструдуються крізь плоскощілинну головку. Одержана таким чином плівка з метою зміцнення витягується одним або декількома валком/валками і охолоджується. Температура витягуючого валка або валків становить від 10 до 90 °C, переважно від 20 до 60 °C. Потім плівка піддається двовісному розтягуванню. Двовісне розтягування може виконуватися синхронно або послідовно, при цьому послідовне двовісне розтягування, при якому розтягування відбувається спочатку вздовж (в напрямку машини), а потім упоперек (перпендикулярно напрямку машини), є особливо переважним. У подовжньому напрямку розтягування відбувається переважно з кратністю від 3:1 до 7:1 і при температурі, що дорівнює менше ніж 140 °C, переважно в діапазоні від 125 до 135 °C. У поперечному напрямку розтягування відбувається переважно з кратністю від 5:1 до 12:1, при температурі, що дорівнює більше 140 °C, переважно при 145-160 °C. Подовжнє розтягування доцільно виконувати за допомогою двох валків, які рухаються з різною швидкістю відповідно заданій кратності витягування, а поперечне розтягування за допомогою відповідної ширильної рами. У принципі, розтягування з метою двовісного розтягування може також здійснюватися синхронно в подовжньому-поперечному напрямку. Ці способи синхронного розтягування власне відомі з рівня техніки. Для термічної фіксації (термообробки) плівка потім витримується приблизно протягом від 0,5 до 10 з при температурі, яка дорівнює від 110 до 150 °C. При необхідності, як згадано вище, після двовісного розтягування одна поверхня або обидві поверхні плівки може/можуть оброблятися коронуванням або полум'ям за одним з відомих методів. При необхідності після виготовлення, але до перфорації, плівка за допомогою інших обробляючих кроків може ламінуватися, забезпечуватися покриттям, забезпечуватися покриттям з розплаву, лакуватися або кашируватися для придання плівці інших переважних властивостей. Як ламінати особливо переважні композити з поліпропіленових плівок і поліетиленових плівок. Такого роду композити можуть виготовлятися шляхом ламінування окремих плівок. Іншим технічно переважним варіантів виготовлення ПП/ПЕ ламінатів є екструзійне покриття з належного поліетилену на двовісно орієнтованій поліпропіленовій плівці. Такого роду екструзійні покриття власне відомі в рівні техніки. Виявилося, що ламінати з ПП/ТГЕ-плівок є переважними при обробці за допомогою лазерного променя і менш схильні до помилкової перфорації. Запропонована винаходом упаковка, яка відрізняється контрольованими розривними властивостями. При необхідності необхідне для ініціації надриву зусилля на кромці плівки може бути знижене за допомогою засічки, переважно V-подібної. Розростання розриву упаковки може здійснюватися суттєво легше і більш підконтрольно. Крім того, вона також має всі переваги, які мають також звичайні плівкові упаковки, такі як висока механічна міцність, бар'єрні властивості відносно води і кисню, хороші властивості зовнішнього вигляду. Застосування запропонованої винаходом упаковки особливо переважно для штучного товару, зокрема, для складених в стос елементів, таких як, наприклад, печиво, пачки сигарет або спресовані брикети харчових продуктів. Запропонована винаходом плівка, забезпечена перфорацією, дозволяє одержати оригінальне рішення упаковки для блоків сигарет. Пачки сигарет складаються в стос і загортаються в запропоновану винаходом плівку, забезпечену перфорацією. Ці блоки сигарет можуть потім відкриватися по місцю заданого руйнування шляхом розламування по лінії перфорації. Винахід пояснюється детальніше на наведених нижче прикладах. ПРИКЛАД 1 Шляхом коекструзії і подальшої поетапної орієнтації в подовжньому і поперечному напрямку була виготовлена просвічувана тришарова плівка ABA з симетричною конструкцією, із загальною товщиною, яка дорівнює 20 мкм. Покривні шари мали товщину, яка дорівнює відповідно 0,6 мкм. Основний шар В: 6 UA 115860 C2 5 10 15 20 25 30 приблизно 90 ваг. % гомополімеру пропілену з точкою плавлення, яка дорівнює 162 °C, і швидкістю протікання розплаву, яка дорівнює 3,4 г/10 хв, 0,15 ваг. % N, N-біс-етоксі-алкіламіну (антистатик), 0,30 ваг. % аміду ерукової кислоти. Покривні шари А: приблизно 75 ваг. % статичного співполімеру етилену-пропілену із вмістом Сг, що дорівнює 4,5 ваг. %, приблизно 25 ваг. % статичного терполімеру етилену-пропілену-бутилену із вмістом етилену, що дорівнює 3 ваг. %, і вмістом бутилену, що дорівнює 7 ваг. % (залишковий пропілен), 0,33 ваг. % SiO2 як антиблокуючий засіб з середнім розміром частинок, що дорівнює 2 мкм, 2 0,90 ваг. % полідиметилсілоксану з в'язкістю, що дорівнює 30000 мм /с. Умови виготовлення в окремих кроках способу були наступні. Екструзія: температури: основного шару: 260 °C, покривних шарів 240 °C, температура витяжного валка: 20 °C. Подовжнє розтягнення: температура: 110 °C, кратність подовжнього розтягнення: 5,5. Поперечне розтягнення: температура: 160 °C, кратність поперечного розтягнення: 9. Фіксація: температура: 140 °C, конвергенція: 20 %. Потім плівка була покрита на одній поверхні термозварюваним акрилатним покриттям. Потім плівка була розрізана на вужчі заготовки з шириною, яка дорівнює 350 мм, і намотана. Ці вузькі заготовки (рулони) у другому робочому кроці спрямовувались по забезпеченому голками валку і при цьому забезпечувалися в подовжньому напрямку плівки перфораціями, які були розташовані паралельно на відстані, яка дорівнює 6 мм. Перфорації мали форму пропелера з довжиною В, яка дорівнює 4 мм. Відстані між окремими перфораціями становили 2 мм. Перфорована таким чином плівка намотувалася в рулон перфорованої плівки. Перфорована таким чином плівка потім застосовувалася для обгортання блоків, що містять 12 пачок сигарет. Пачки розташовувалися так, що кромки пачок знаходилися на висоті лінії перфорації. Пачки могли вийматися при розламуванні по лінії перфорації, без виникнення безконтрольного поширення тріщини в плівці. Порівняльний приклад На описаній в прикладі 1 плівці таким же валком з голками була виконана однорядна перфорація. Перфорації мали таку ж довжину і такі ж відстані, що і в прикладі 1. Плівка застосовувалася таким же чином для обгортання блоків з 12 пачок сигарет. Упаковка не могла відкриватися шляхом розламування. При спробі надірвати плівку по лінії перфорації в 3 з 10 спробах відбувалося безконтрольне розростання розриву поруч з лінією перфорації. 35 ФОРМУЛА ВИНАХОДУ 40 45 50 55 1. Рулон двовісно орієнтованої плівки з поліпропілену для упаковування блоків та/або пачок сигарет, забезпеченої двома лініями перфорації, які проходять паралельно одна до одної і знаходяться на відстані (С) не більше 10 мм, причому перфорації (1) двох цих ліній розташовані зі зміщенням одна відносно одної, який відрізняється тим, що між перфораціями (1) є відстані (2) з непошкодженої плівки, і перфорації (1) довші або мають таку ж довжину, що й відстані (2) між перфораціями (1), причому перфорації (1) являють собою тонкі місця, товщина яких складає від 10 до 80 % товщини решти плівки. 2. Рулон за п. 1, який відрізняється тим, що перфорації (1) утворені за допомогою голки і мають круглу або еліптичну форму, або форму пропелера. 3. Рулон за п. 1, який відрізняється тим, що перфорації (1) утворені за допомогою ножа і мають форму ромба або прямокутника. 4. Рулон за п. 1, який відрізняється тим, що перфорації (1) мають довжину 0,1-8 мм. 5. Рулон за п. 1, який відрізняється тим, що довжина відстаней (А) між цими перфораціями (1) складає від 10 до 95 % довжини (В) самих перфорацій. 6. Рулон за п. 1, який відрізняється тим, що середина ділянок першої лінії перфорації знаходиться на одній прямій з серединою відповідних протилежних перфорацій другої лінії перфорації. 7. Застосування рулону перфорованої плівки за будь-яким з пп. 1-6 для упаковування блоків та/або пачок сигарет. 8. Блок сигарет, упакований в плівку, що розмотана з рулону за будь-яким з пп. 1-6. 7 UA 115860 C2 8 UA 115860 C2 9 UA 115860 C2 Комп’ютерна верстка Л. Ціхановська Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
Назва патенту англійськоюPolypropylene film comprising an opening aid
Автори англійськоюSpeith-Herfurth, Angela, Stuppi, Patrick, Wintrich, Leo, Steinbrecher, Jorg, Henne, Markus
Автори російськоюШпайт-Херфут Ангела, Штуппи Патрик, Винтрих Лео, Штайнбрехер Йорг, Хенне Маркус
МПК / Мітки
МПК: B65D 75/58, B65D 85/10
Мітки: рулон, допоміжним, відкривання, плівки, поліпропіленової, елементом
Код посилання
<a href="https://ua.patents.su/12-115860-rulon-polipropilenovo-plivki-z-dopomizhnim-elementom-dlya-vidkrivannya.html" target="_blank" rel="follow" title="База патентів України">Рулон поліпропіленової плівки з допоміжним елементом для відкривання</a>
Спосіб додаткового упаковування вантажів за допомогою плівки, що розтягується, машина та вузький рулон плівки для його здійснення
Номер патенту: 25913
Опубліковано: 26.02.1999
Автори: ЖАКОНЕЛЛІ Жорж, МАРТЕН-КОШЕ Жан-Поль
МПК: B65B 11/06, B65B 61/00, B65B 11/02
Мітки: вантажів, вузький, рулон, розтягується, упаковування, машина, спосіб, здійснення, плівки, додаткового, допомогою
Формула / Реферат:
1. Способ дополнительной упаковки грузов, перегруппированных в груз с поддонами или без них с помощью растяжимой пленки, перемещаемой вокруг указанного груза и, в случае необходимости, вокруг поддона, после того, как она была предварительно растянута и перемотана с узкого рулона или аналога, в котором она хранится в предварительно растянутом состоянии, отличающийся тем, что пленку предварительно растягивают на величину порядка 150 - 500% и...
Спосіб перфорації мульчуючої рулонної полімерної плівки
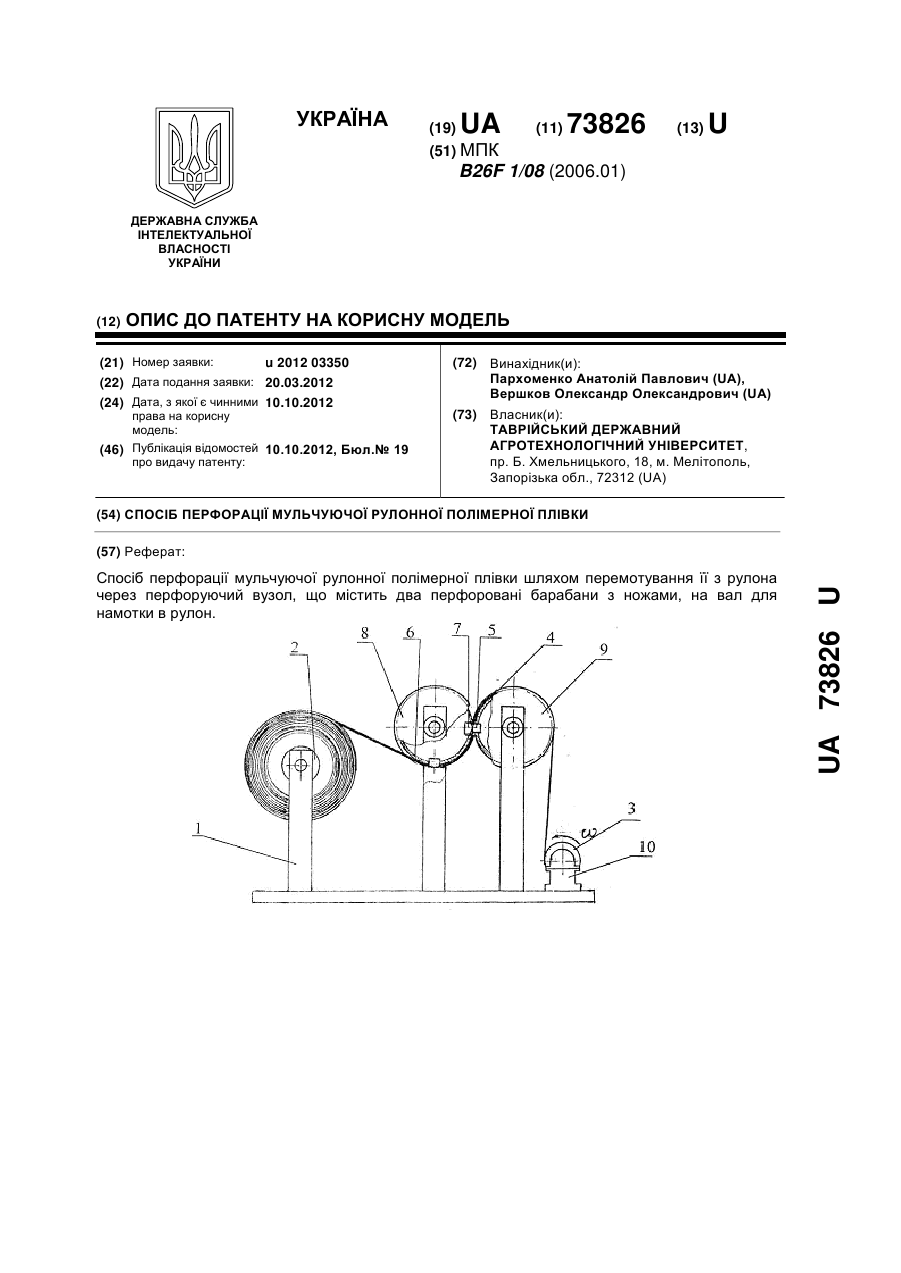
Номер патенту: 73826
Опубліковано: 10.10.2012
Автори: Вершков Олександр Олександрович, Пархоменко Анатолій Павлович
МПК: B26F 1/08
Мітки: мульчуючої, перфорації, рулонної, спосіб, плівки, полімерної
Формула / Реферат:
Спосіб перфорації мульчуючої рулонної полімерної плівки, що здійснюють шляхом перемотування її з рулона на перфорований барабан, який відрізняється тим, що полімерну плівку з рулона пропускають через перфоруючий вузол, додатково встановлений перфорований барабан з ножами та вал для намотки в рулон.
Рулон паперових рушників
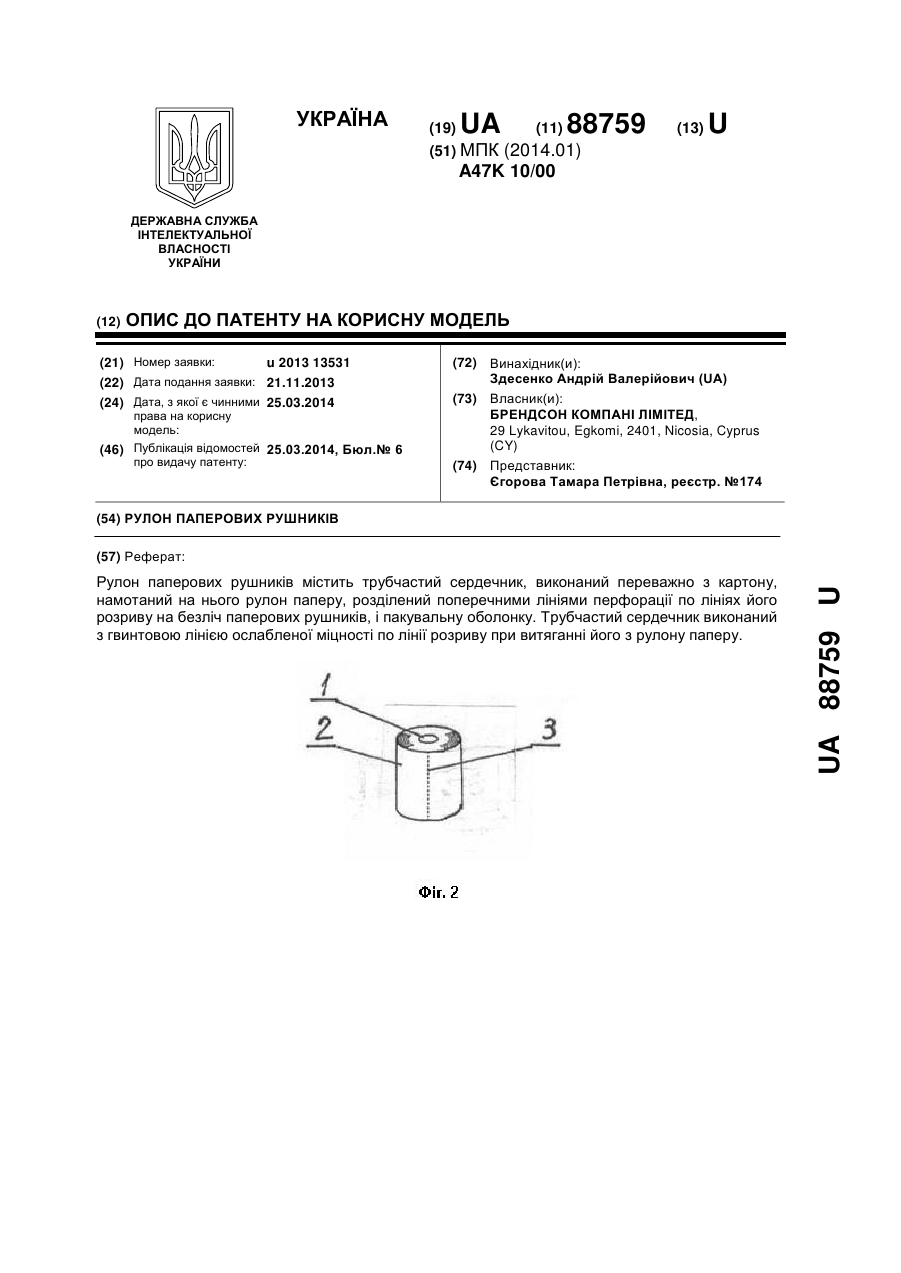
Номер патенту: 88759
Опубліковано: 25.03.2014
Автор: БРЕНДСОН КОМПАНІ ЛІМІТЕД
МПК: A47K 10/00
Мітки: паперових, рушників, рулон
Формула / Реферат:
1. Рулон паперових рушників, що містить трубчастий сердечник (1) виконаний переважно з картону, намотаний на нього (1) рулон паперу (2), розділений поперечними лініями перфорації (3) по лініях його (2) розриву на безліч паперових рушників (4), і пакувальну оболонку (5), який відрізняється тим, що трубчастий сердечник (1) виконаний з гвинтовою лінією ослабленої міцності (6) по лінії розриву при витяганні його (1) з рулону паперу (2).2....
Пристрій для безперервної перфорації мульчуючої рулонної полімерної плівки
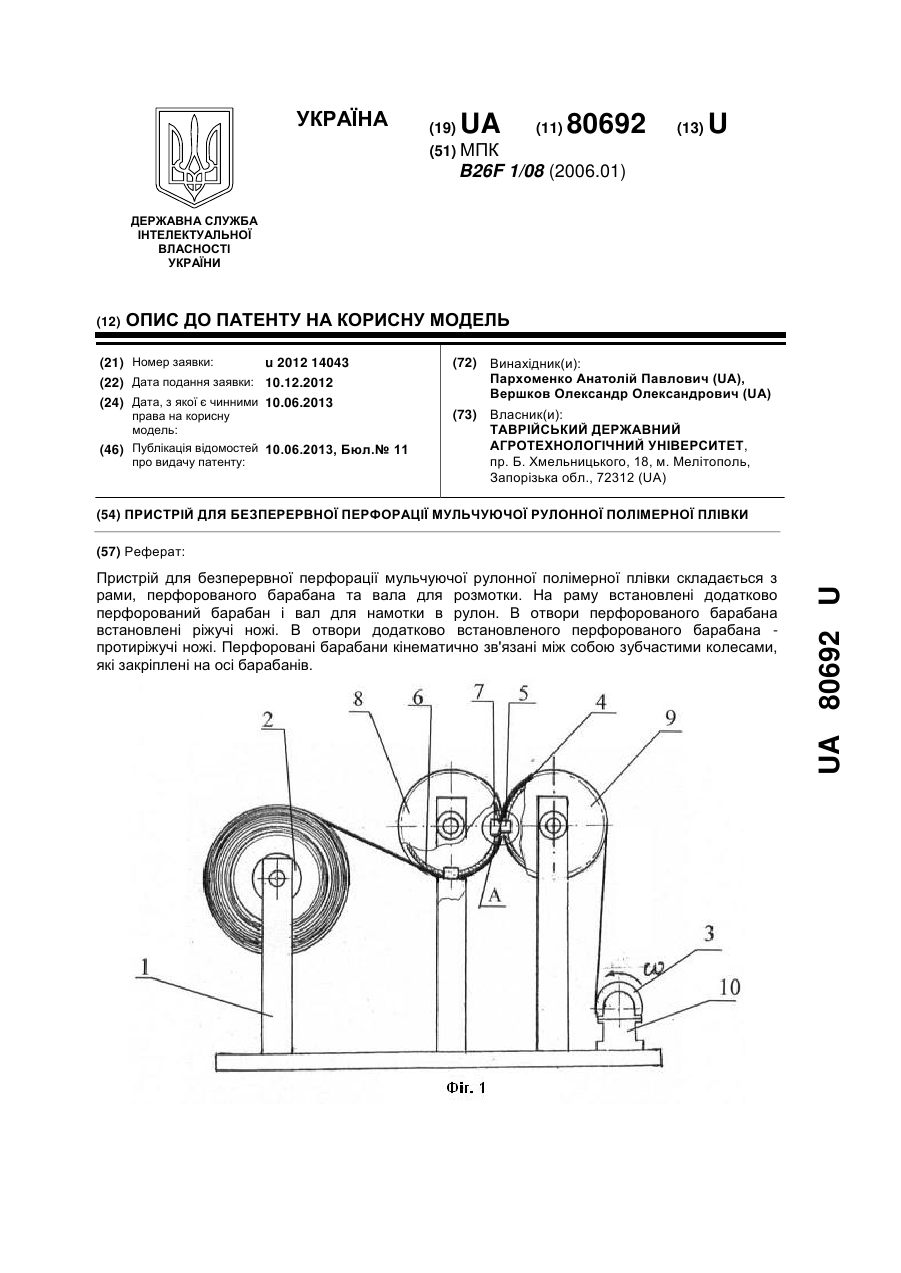
Номер патенту: 80692
Опубліковано: 10.06.2013
Автори: Пархоменко Анатолій Павлович, Вершков Олександр Олександрович
МПК: B26F 1/08
Мітки: безперервної, пристрій, плівки, полімерної, мульчуючої, рулонної, перфорації
Формула / Реферат:
Пристрій для безперервної перфорації мульчуючої рулонної полімерної плівки, що складається з рами, перфорованого барабана та вала для розмотки, який відрізняється тим, що на раму встановлені додатково перфорований барабан і вал для намотки в рулон, в отвори перфорованого барабана встановлені ріжучі ножі, а в отвори додатково встановленого перфорованого барабана - протиріжучі ножі, причому перфоровані барабани кінематично зв'язані між собою...
Спосіб пакування стретч-плівки
Номер патенту: 88480
Опубліковано: 25.03.2014
Автор: ПРИВАТНЕ ПІДПРИЄМСТВО "КОМПАНІЯ ТОП"
МПК: B65D 65/00
Мітки: стретч-плівки, пакування, спосіб
Формула / Реферат:
Спосіб пакування стретч-плівки за допомогою намотування її в рулон, яка відрізняється тим, що в рулон плівка намотується на спеціальний вал.
Попередній патент: Розчинний поліпептид, який зв’язує активін а, та композиція, що його містить
Наступний патент: Лікарська форма пірфенідону у вигляді капсул з фармацевтично прийнятними ексципієнтами
Випадковий патент: Спосіб розведення зоофагів роду оріус