Спосіб усадки чохла з усаджуючої плівки та пристрій для його здійснення

Формула / Реферат
1. Способ усадки чехла из усадочной пленки, который натягивают, в частности, на уложенный на поддон штабель товара и своим свободным краем отверстия укладывают на нижнем конце штабеля товара или на поддоне, а также затем подвергают воздействию горячего воздуха для передачи необходимой для усадки тепловой энергии снизу вверх с помощью установленной с возможностью перемещения в вертикальном направлении вдоль штабеля товара усадочной рамы, причем окруженное усадочным чехлом пространство для надувания чехла подвергают избыточному давлению, которое поддерживают до конца передачи тепла, отличающийся тем, что вначале горячий воздух вдувают усадочной рамой на нижнюю часть чехла и устремившийся вниз нагретый воздух собирают под штабелем товара, и этот нагретый воздух затем вдувается в пространство, окруженное усадочным чехлом, причем после отдачи достаточного для надувания чехла количества горячего воздуха усадочную раму двигают вдоль штабеля товара снизу вверх при непрерывной отдаче тепла чехлу.
2. Способ по п. 1, отличающийся тем, что после надувания чехла из наполненного горячим воздухом сборного отсека под штабелем непрерывно вдувают на нижнюю сторону штабеля количество воздуха, обеспечивающее, чтобы давление воздуха в пространстве, окруженном чехлом, поддерживалось постоянным без дополнительного надувания чехла.
3. Способ по пп. 1 или 2, отличающийся тем, что подачу наружного воздуха в сборный отсек перекрывают после надувания чехла.
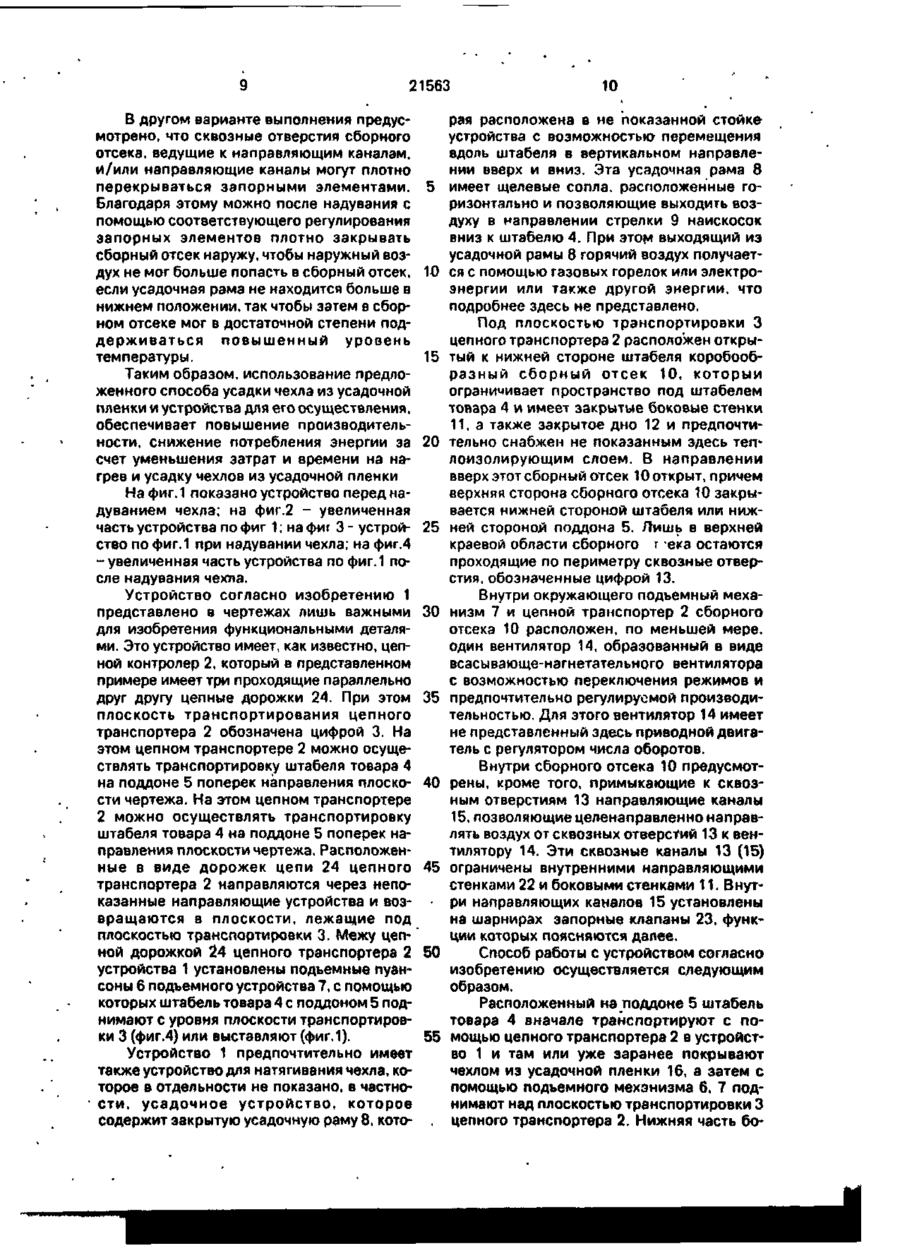
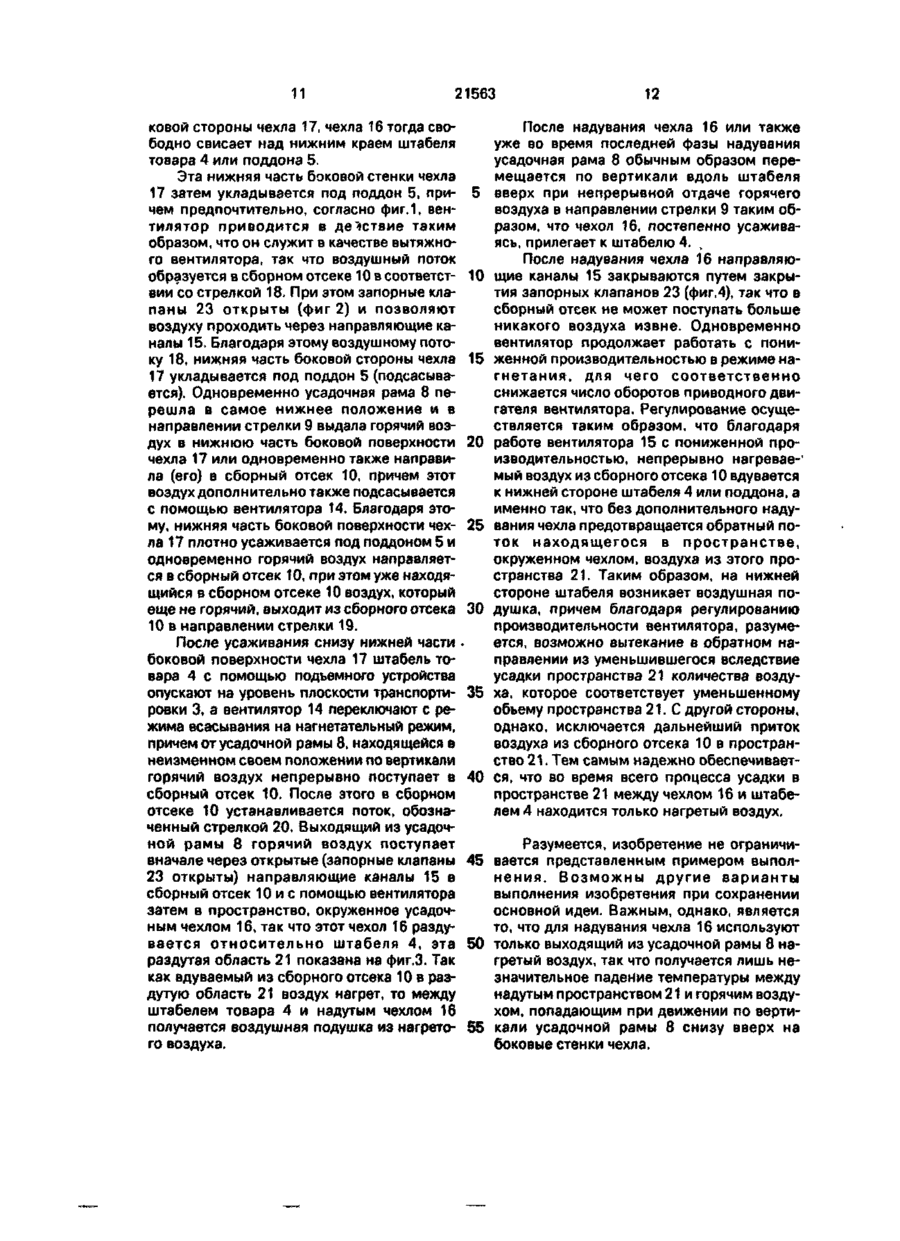
4. Устройство для осуществления способа, содержащее транспортер, подъемный механизм для приема штабеля товара, перемещающуюся в вертикальном направлении вдоль штабеля товара усадочную раму и расположенный под штабелем товара под плоскостью транспортировки транспортера, открытый вверх к нижней стороне штабеля коробообразный сборный отсек, а также вентилятор, с помощью которого воздух может вдуваться в сборный отсек и через сборный отсек - в пространство, заключенное в усадочный чехол, отличающееся тем, что, по меньшей мере, один вентилятор выполнен с возможностью изменения направления вдувания по мере работы на обратное, причем вентилятор расположен внутри сборного отсека, который в области боковых стенок и дна плотно закрыт, а в верхней краевой области имеет сквозные отверстия для прохождения нагретого воздуха.
5. Устройство по п. 4, отличающееся тем, что внутри сборного отсека предусмотрены направляющие каналы для нагретого воздуха, ведущие от сквозных отверстий к вентилятору.
6. Устройство по пп. 4 или 5, отличающееся тем, что сборный отсек снабжен теплоизоляцией.
7. Устройство по пп. 4, 5 и б, отличающееся тем, что вентилятор выполнен с возможностью работы с переменной производительностью.
8. Устройство по п. 7, отличающееся тем, что привод вентилятора снабжен регулятором числа оборотов.
9. Устройство по п. 4 или одному из последующих, отличающееся тем, что сквозные отверстия сборного отсека выполнены с возможностью плотного перекрытия с помощью запорных элементов относительно направляющих каналов и/или направляющие каналы выполнены с возможностью перекрытия с помощью запорных элементов.
Текст
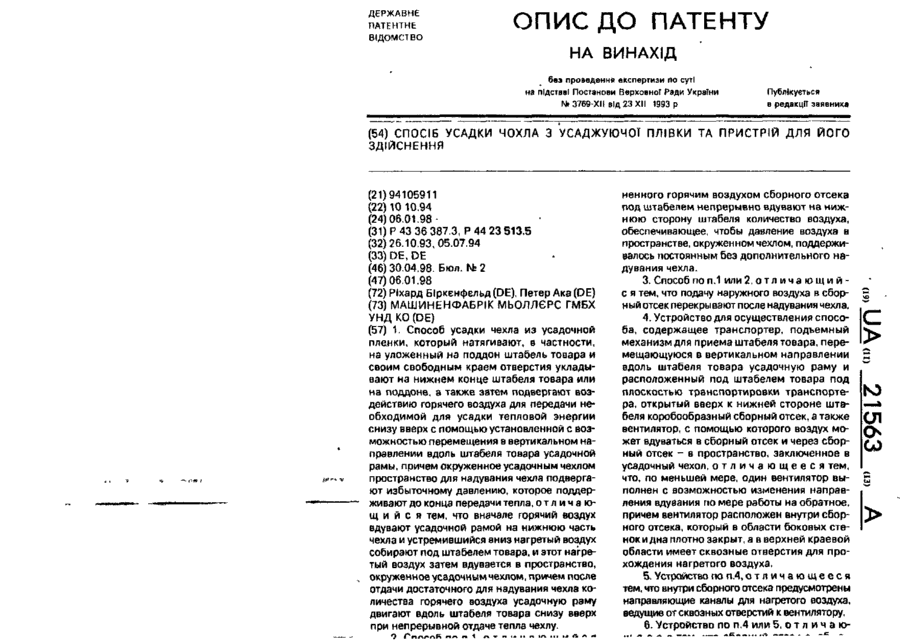
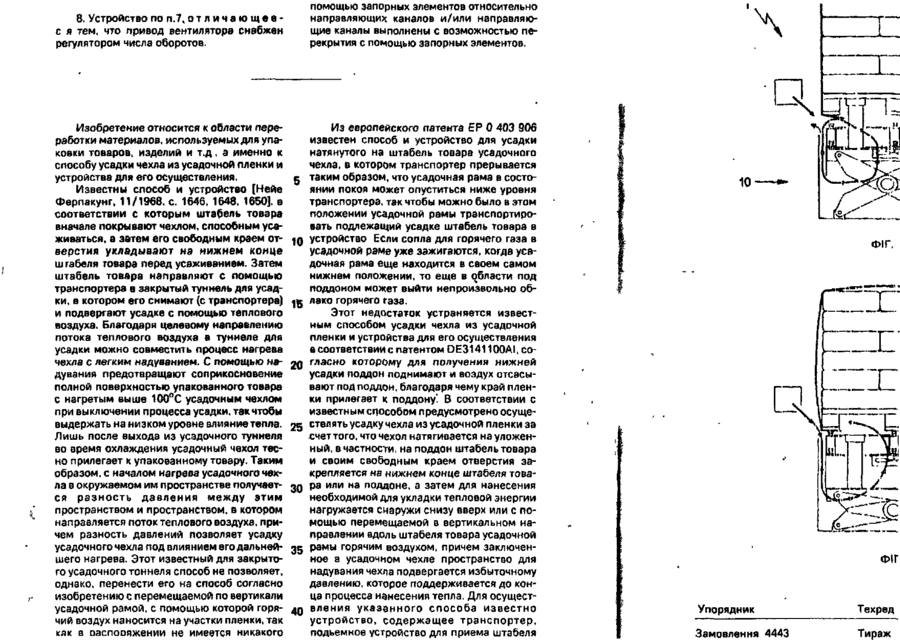
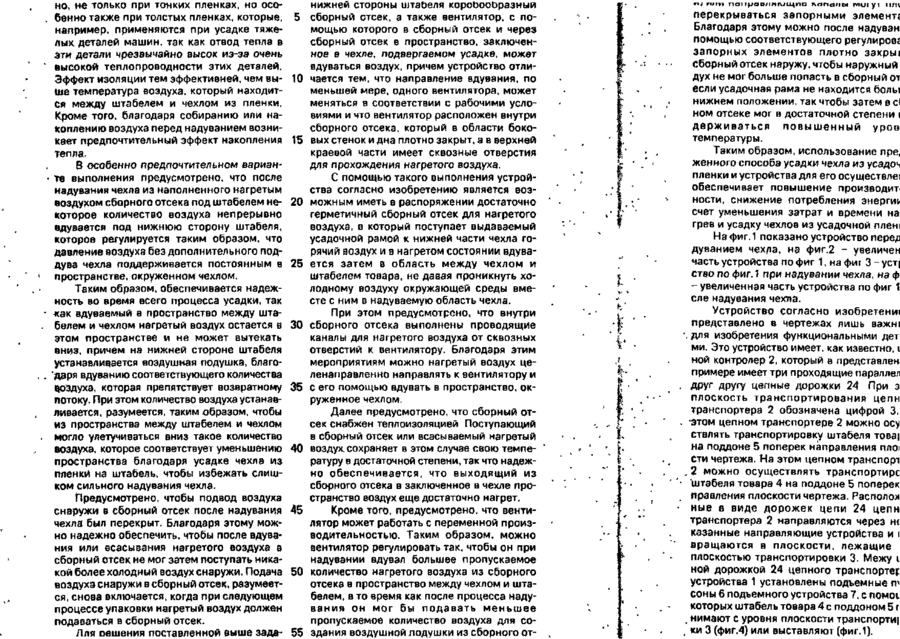
1. Способ усадки чехла из усадочной пленки, который натягивают, в частности, на уложенный на поддон штабель товара и своим свободным краем отверстия укладывают на нижнем конце штабеля товара или на поддоне, а также затем подвергают воздействию горячего воздуха для передачи необходимой для усадки тепловой энергии снизу вверх с помощью установленной с возможностью перемещения в вертикальном направлении вдоль штабеля товара усадочной рамы, причем окруженное усадочным чехлом пространство для надувания чехла подвергают избыточному давлению, которое поддерживают до конца передачи тепла, о т л и ч а ю щ и й с я тем. что вначале горячий воздух вдувают усадочной рамой на нижнюю часть чехла и устремившийся вниз нагретый воздух собирают под штабелем товара, и этот нагретый воздух затем вдувается в пространство, окруженное усадочным чехлом, причем после отдачи достаточного для надувания чехла количества горячего воздуха усадочную раму двигают вдоль штабеля товара снизу вверх при непрерывной отдаче тепла чехлу. О Г п Л к л К r.rt її 1 r\ -r n •* • п і я >•• •• Л л л • немного горячим воздухом сборного отсека под штабелем непрерывно вдувают на нижнюю сторону штабеля количество воздуха, обеспечивающее, чтобы давление воздуха в пространстве, окруженном чехлом, поддерживалось постоянным без дополнительного надувания чехла. 3. Способ по п.1 или2,отл и ч з ю щ и й с я тем, что подачу наружного воздуха в сборный отсек перекрывают после надувания чехла. 4. Устройство для осуществления способа, содержащее транспортер, подъемный механизм для приема штабеля товара, перемещающуюся в вертикальном направлении вдоль штабеля товара усадочную раму и расположенный под штабелем товара под плоскостью транспортировки транспортера, открытый вверх к нижней стороне штабеля коробообразный сборный отсек, а также вентилятор, с помощью которого воздух может вдуваться в сборный отсек и через сборный отсек - в пространство, заключенное в усадочный чехол, о т л и ч а ю щ е е с я тем, что, по меньшей мере, один вентилятор выполнен с возможностью изменения направления вдувания по мере работы на обратное, причем вентилятор расположен внутри сборного отсека, который в области боковых стенок и дна плотно закрыт, а в верхней краевой области имеет сквозные отверстия для прохождения нагретого воздуха. 5. Устройство по п.4, о т л и ч а ю щ е е с я тем, что внутри сборного отсека предусмотрены направляющие каналы для нагретого воздуха, ведущие от сквозных отверстий к вентилятору. 6. Устройство по п.4 или 5, о т л и ч а ю ел СА) 8. Устройство по п.7, о т л и ч а ю щ е е с я тем, что привод вентилятора снабжен регулятором числа оборотов. помощью запорных элементов относительно направляющи* каналов и/или направляющие каналы выполнены с возможностью перекрытия с помощью запорных элементов. Изобретение относится к области переработки материалов, используемых для упаковки товаров, изделий и т.д, а именно к способу усадки чехла из усадочной пленки и устройства для его осуществления. g Известны способ и устройство [Нейе Ферпакунг, 11/1968, с. 1646, 1648, 1650], в соответствии с которым штабель товара вначале покрывают чехлом, способным усаживаться, а затем его свободным краем от- 10 верстия укладывают на нижнем конце штабеля товара перед усаживанием. Затем штабель товара направляют с помощью транспортера в закрытый туннель для усадки, в котором его снимают (с транспортера) 15 и подвергают усадке с помощью теплового воздуха. Благодаря целевому направлению потока теплового воздуха в туннеле для усадки можно совместить процесс нагрева чехла с легким надуванием. С помощью на- 20 дувания предотвращают соприкосновение полной поверхностью упакованного товара с нагретым выше 100°С усадочным чехлом при выключении процесса усадки, так чтобы выдержать на низком уровне влияние тепла. 25 Лишь после выхода из усадочного туннеля во время охлаждения усадочный чехол тесно прилегает к упакованному товару. Таким образом, с началом нагрева усадочного чехла в окружаемом им пространстве получает- 30 ся разность давления между этим пространством и пространством, в котором направляется поток теплового воздуха, причем разность давлений позволяет усадку усадочного чехла под влиянием его дальней- 35 шего нагрева. Этот известный для закрытого усадочного тоннеля способ не позволяет, однако, перенести его на способ согласно изобретению с перемещаемой по вертикали усадочной рамой, с помощью которой горя- 40 чий воздух наносится на участки пленки, так как в плг.попяжении не имеется никакого Из европейского патента ЕР 0 403 906 известен способ и устройство для усадки натянутого на штабель товара усадочного чехла, в котором транспортер прерывается таким образом, что усадочная рама в состоянии покоя может опуститься ниже уровня транспортера, так чтобы можно было в этом положении усадочной рамы транспортировать подлежащий усадке штабель товара в устройство Если сопла для горячего газа в усадочной раме уже зажигаются, когда усадочная рама еще находится в своем самом нижнем положении, то еще в области под поддоном может выйти непроизвольно облако горячего газа. Этот недостаток устраняется известным способом усадки чехла из усадочной пленки и устройства для его осуществления в соответствии с патентом DE314110OAI, согласно которому для получения нижней усадки поддон поднимают и воздух отсасывают под поддон, благодаря чему край пленки прилегает к поддону". В соответствии с известным способом предусмотрено осуществлять усадку чехла из усадочной пленки за счет того, что чехол натягивается на уложенный, в частности, на поддон штабель товара и своим свободным краем отверстия закрепляется на нижнем конце штабеля товара или на поддоне, а затем для нанесения необходимой для укладки тепловой энергии нагружается снаружи снизу вверх или с помощью перемещаемой в вертикальном направлении вдоль штабеля товара усадочной рамы горячим воздухом, причем заключенное в усадочном чехле пространство для надувания чехла подвергается избыточному давлению, которое поддерживается до конца процесса нанесения тепла. Для осуществления указанного способа известно устройство, содержащее транспортер, подъемное устройство для приема штабеля ю ФІГ. \ _ UТ ill. LA. С ФІГ Упорядник Техред Замовлення 4443 Тираж u^uu і \ л * ни uup і >ii\u>'n оцико шіаиспл эрх при непрерывной отдаче горячего здуха в направлении стрелки 9 таким обзом, что чехол 16, постепенно усажива», прилегает, к штабелю 4. s После надувания чехла 16 направляюе каналы 15 закрываются путем закрыі запорных клапанов 23 (фиг,4), так что в >рный отсек не может поступать больше какого воздуха извне. Одновременно ітилятор продолжает работать с понинной производительностью в режиме назтания, для чего с о о т в е т с т в е н н о іжается число оборотов приводного двиеля вентилятора. Регулирование осущеіляется таким образом, что благодаря юте вентилятора 15 с пониженной проюдительностью, непрерывно нагревае-' й воздух из сборного отсека 10 вдувается ижней стороне штабеля 4 или поддона, а энно так, что без дополнительного надуіия чехла предотвращается обратный пос находящегося в пространстве, іуженном чехлом, воздуха из этого проіанства 21. Таким образом, на нижней роне штабеля возникает воздушная попка, причем благодаря регулированию >изводительности вентилятора, разумея, возможно вытекание в обратном наівлении из уменьшившегося вследствие дки пространства 21 количества воздукоторое соответствует уменьшенному .ему пространства 21. С другой стороны, о к о , исключается дальнейший приток духа из сборного отсека 10 в простран0 21. Тем самым надежно обеспечивзетчто во время всего процесса усадки в істранстве 21 между чехлом 16 и штабе1 4 находится только нагретый воздух. Разумеется, изобретение не ограничится представленным примером выполнил. В о з м о ж н ы другие в а р и а н т ы юлнения изобретения при сохранении овной идеи. Важным, однако, является что для надувания чехла 16 используют ько выходящий из усадочной рамы 8 натый воздух, так что получается лишь нечительное падение температуры между [утым пространством 21 и горячим воздуI, попадающим при движении по вертии усадочной рамы 8 снизу вверх на йен і ИЛИ і up, с помощью которого воздух может вдуваться в сборный отсек, а через сборный отсек - в пространство, заключенное в усадочном чехле. В европейском патенте ЕР 0116124В2 описаны аналогичный способ и устройство, за исключением использования перемещаемой по вертикали усадочной рамы для нанесения горяяего воздуха на чехол из усадочной пленки и сборного отсека, причем вместо усадочной рамы там предусмотрено наличие столба горячего газа. Важным в известном способе является то, что пространство, заключенное в чехле, подвергаемом усадке, подвергается воздействию свежего воздуха при избыточном давлении, при этом избыточное давление меньше, чем ожидаемые напряжения усадки, и усадочный чехол при поддержании избыточного давления нагружается снаружи тепловой энергией. Это надувание чехла перед усадкой должно служить для того, чтобы усадочные чехлы, состоящие, в частности, из полиэтилена, можно было также усаживать по штабелю товара, небольшие упаковки которого, со своей стороны, упакованы в полиэтилен, чтобы таким образом избежать нежелательного склеивания усадочного чехла с материалом упаковки малых пакетов. При этом особенно важно, что избыточное давление производится внутри усадочного чехла с помощью подачи воздуха, так что наружные стенки штабеля товара также дополнительно охлаждаются и благодаря этому не могут п р и н я т ь температуру усадочного чехла с материалом упаковки малых пакетов надежно исключается. Оказалось, однако, что благодаря дополнительному надуванию чехла свежим воздухом после укладки нижнего края чехла и перед собственно процессом усадки, т.е. перед нанесением тепла, общий ход процесса заметно замедляется, так то можно получить явно меньшие значения производительности процесса упаковки в единицу времени, по сравнению с известными способами упаковки. Кроме того, оказалось, что благодаря надуванию свежим воздухом дополнительно увеличивается также потребление энергии для нагревания и усадки чехлов из усадочной пленки. 5 10 15 20 25 30 35 40 45 50 55 вают на н и ж н ю ю часть чехла и устремляемый вниз нагретый воздух собирают под штабелем товара и этот нагретый воздух затем вдувают в пространство, заключенное в усадочном чехле, и что после отдачи достаточного для надувания чехла количества горячего воздуха усадочная рама перемещается снизу вверх вдоль штабеля при непрерывной отдаче тепла чехлу. Неожиданным образом оказалось, что в открытых усадочных устройствах, совсем иначе, чем это до сих пор было принято специалистами и описано, например, в патентах, для достижения желательного эффекта надувания без опасности сваривания между чехлом из усадочной пленки и материалом упаковки малых пакетов пригоден не только свежий воздух, а что это возможно также с помощью нагретого воздуха без получения при этом нежелательного эффекта сваривания. При этом проведение способа, по сравнению с известными способами, имеет преимущества, так как продолжительность проведения способа значительно снижается, потому что надувание чехла осуществляется одновременно с нагреванием и усадкой области нижнего края чехла и дополнительно усадочный чехол с помощью нагретого воздуха нагревается изнутри, так что процесс усадки ускоряется и достигается эффект быстрой усадки. Этот эффект особенно предпочтителен при тонких пленках, которые в настоящее время - из-за достигаемой при этом экономии затрат - приобретают все большее значение. Ускорение процесса усадки можно при этом еще больше увеличить благодаря тому, что усадочная рама уже перед завершением всего процесса надувания, т.е. при надувании чехла, движется вдоль штабеля вверх, причем тогда еще во время начинающегося движения вверх усадочной рамы собранный нагретый воздух для завершения процесса надувания поступает в пространство, заключенное в усадочном чехле. Во-вторых, значительным преимуществом является то, что благодаря нагретому воздуху, между чехлом из усадочной пленки и штабелем товара возникает значительно больший изоляционный эффект по отношению к штабелю товара, чем при известной подушке из свежего воздуха, так что значительно снижается отток тепла но, не только при тонких пленках, но особенно также при толстых пленках, которые, например, применяются при усадке тяжелых деталей машин, так как отвод тепла в Эти детали чрезвычайно высок из-за очень высокой теплопроводности этих деталей. Эффект изоляции тем эффективней, чем выше температура воздуха, который находится между штабелем и чехлом из пленки. Кроме того, благодаря собиранию или накоплению воздуха перед надуванием возникает предпочтительный эффект накопления тепла. В особенно предпочтительном варианте выполнения предусмотрено, что после надувания чехла из наполненного нагретым воздухом сборного отсека под штабелем некоторое количество воздуха непрерывно вдувается под нижнюю сторону штабеля, которое регулируется таким образом, что давление воздуха без дополнительного поддува чехла поддерживается постоянным в пространстве, окруженном чехлом. Таким образом, обеспечивается надежность во время всего процесса усадки, так как вдуваемый в пространство между штабелем и чехлом нагретый воздух остается в этом пространстве и не может вытекать вниз, причем на нижней стороне штабеля устанавливается воздушная подушка, благодаря вдуванию соответствующего количества воздуха, которая препятствует возвратному потоку. При этом количество воздуха устанавливается, разумеется, таким образом, чтобы из пространства между штабелем и чехлом могло улетучиваться вниз такое количество воздуха, которое соответствует уменьшению пространства благодаря усадке чехла из пленки на штабель, чтобы избежать слишком сильного надувания чехла. Предусмотрено, чтобы подвод воздуха снаружи в сборный отсек после надувания чехла был перекрыт. Благодаря этому можно надежно обеспечить, чтобы после вдувания или всасывания нагретого воздуха в сборный отсек не мог затем поступать никакой более холодный воздух снаружи. Подача воздуха снаружи в сборный отсек, разумеется, снова включается, когда при следующем процессе упаковки нагретый воздух должен подаваться в сборный отсек. Для оешения поставленной выше зада 5 10 15 20 25 30 35 40 45 50 55 нижней стороны штаоеля короооооразныи сборный стсек, а также вентилятор, с помощью которого в сборный отсек и через сборный отсек в пространство, заключенное в чехле, подвергаемом усадке, может вдуваться воздух, причем устройство отличается тем, что направление вдувания, по меньшей мере, одного вентилятора, может меняться в соответствии с рабочими условиями и что вентилятор расположен внутри сборного отсека, который в области боковых стенок и дна плотно закрыт, а в верхней краевой части имеет сквозные отверстия для прохождения нагретого воздуха. С помощью такого выполнения устройства согласно изобретению является возможным иметь в распоряжении достаточно герметичный сборный отсек для нагретого воздуха, в который поступает выдаваемый усадочной рамой к нижней части чехла горячий воздух и в нагретом состоянии вдувается затем в область между чехлом и штабелем товара, не давая проникнуть холодному воздуху окружающей среды вместе с ним в надуваемую область чехла. При этом предусмотрено, что внутри сборного отсека выполнены проводящие каналы для нагретого воздуха от сквозных отверстий к вентилятору. Благодаря этим мероприятиям можно нагретый воздух целенаправленно направлять к вентилятору и с его помощью вдувать в пространство, окруженное чехлом. Далее предусмотрено, что сборный отсек снабжен теплоизоляцией Поступающий в сборный отсек или всасываемый нагретый воздух сохраняет в этом случае свою температуру в достаточной степени, так что надежно обеспечивается, что выходящий из сборного отсека в заключенное в чехле пространство воздух еще достаточно нагрет. Кроме того, предусмотрено, что вентилятор может работать с переменной производительностью. Таким образом, можно вентилятор регулировать так, чтобы он при надувании вдувал большее пропускаемое количество нагретого воздуха из сборного отсека в пространство между чехлом и штабелем, в то время как после процесса надувания он мог бы подавать меньшее пропускаемое количество воздуха для создания воздушной лодушки из сборного от т/ пли паї цлзапп іиіціпс ляпам с с і и і у і н • •* пік перекрываться запорными элементе Благодаря этому можно после надуван помощью соответствующего регулирова запорных элементов плотно закрьн сборный отсек наружу, чтобы наружный дух не мог больше попасть в сборный от если усадочная рама не находится болы нижнем положении, так чтобы затем в с! ном отсеке мог в достаточной степени і держиваться повышенный уров температуры. Таким образом, использование npej женного способа усадки чехла из усадоч пленки и устройства для его осуществлеї обеспечивает повышение производитности, снижение потребления энергии счет уменьшения затрат и времени на грев и усадку чехлов из усадочной плені На фиг. 1 показано устройство пере/ дуванием чехла, на фиг.2 - увеличен часть устройства по фиг 1, на фиг 3 - уст| ствопофиг.1 при надувании чехла, наф - увеличенная часть устройства по фиг 1 еле надувания чехла. Устройство согласно изобретениі представлено в чертежах лишь важні . для изобретения функциональными дет ми. Это устройство имеет, как известно, t ной контролер 2, который в представлен примере имеет три проходящие параллел ДРУ другу цепные дорожки 24 При э плоскость транспортирования цепн транспортера 2 обозначена цифрой 3. •этом цепном транспортере 2 можно осу ствлять транспортировку штабеля това| на поддоне 5 поперек направления плої сти чертежа. На этом цепном транспорі . 2 можно осуществлять транспортире штабеля товара 4 на поддоне 5 поперек правления плоскости чертежа. Располох ные в виде дорожек цепи 24 цепн транспортера 2 направляются через ж кззанные направляющие устройства и і вращаются в плоскости, лежащие плоскостью транспортировки 3. Межу і ной дорожкой 24 цепного транспортер устройства 1 установлены подъемные п> соны 6 подъемного устройства 7, с помої которых штабель товара 4 с поддоном 5 г , нимают с уровня плоскости транспортні ки 3 (фиг.4) или выставляют (фиг.1). УКРАЇНА (19) UA,,,, 21563 (13) А (зоб В 65 В 53/06 ДЕРЖАВНЕ ПАТЕНТНЕ ВІДОМСТВО ОПИС ДО ПАТЕНТУ НА ВИНАХІД без проведення експертизи по суті на підставі Постанови Верховної Ради України N» 3769-Х11 від 23X11. 1993 р. Публікується в редакції заявника (54) СПОСІБ УСАДКИ ЧОХЛА З УСАДЖУЮЧОЇ ПЛІВКИ ТА ПРИСТРІЙ ДЛЯ ЙОГО ЗДІЙСНЕННЯ (21)94105911 (22)10.10.94 (24)06.01.98(31) Р 43 36 387.3, Р 44 23 513.5 (32)26.10.93,05.07.94 (33) DE, DE (46) 30.04.98. Бюл. № 2 (47)06.01.98 (72) Ріхард Біркєнфєльд(ОЕ), Петер А к а р Е ) (73) МАШИНЕНФАБРІК МЬОЛЛЄРС ГМБХ УНД КО (DE) (57) 1. Способ усадки чехла из усадочной пленки, который натягивают, в частности, на уложенный на поддон штабель товара и своим свободным краем отверстия укладывают на нижнем конце штабеля товара или на поддоне, а также затем подвергают воздействию горячего воздуха для передачи необходимой для усадки тепловой энергии снизу вверх с помощью установленной с возможностью перемещения в вертикальном направлении вдоль штабеля товара усадочной рамы, причем окруженное усадочным чехлом пространство для надувания чехла подвергают избыточному давлению, которое поддерживают до конца передачи тепла, о т л и ч а ю щ и й с я тем, что вначале горячий воздух вдувают усадочной рамой на нижнюю часть чехла и устремившийся вниз нагретый воздух собирают под штабелем товара, и этот нагретый воздух затем вдувается в пространство, окруженное усадочным чехлом, причем после отдачи достаточного для надувания чехла количества горячего воздуха усадочную раму двигают вдоль штабеля товара снизу вверх при непрерывной отдаче тепла чехлу. 2. Способ по п . 1 , о т л и ч а ю щ и й с я тем, что после надувания чехла из напол ненного горячим воздухом сборного отсека под штабелем непрерывно вдувают на нижнюю сторону штабеля количество воздуха, обеспечивающее, чтобы давление воздуха в пространстве, окруженном чехлом, поддерживалось постоянным без дополнительного надувания чехла. 3. Способ по п.1 или 2 , о т л и ч а ю щ и й с я тем, что подачу наружного воздуха в сборный отсек перекрывают после надувания чехла. 4. Устройство для осуществления способа, содержащее транслортер, подъемный механизм для приема штабеля товара, перемещающуюся в вертикальном направлении вдоль штабеля товара усадочную раму и расположенный под штабелем товара под плоскостью транспортировки транспортера, открытый вверх к нижней стороне штабеля коробообразный сборный отсек, а также вентилятор, с помощью которого воздух может вдуваться в сборный отсек и через сбор- ON ный отсек - в пространство, заключенное в усадочный чехол, о т л и ч а ю щ е е с я тем, что, по меньшей мере, один вентилятор выполнен с возможностью изменения направления вдувания по мере работы на обратное, причем вентилятор расположен внутри сборного отсека, который в области боковых сте- . нокидна плотно закрыт, а в верхней краевой области имеет сквозные отверстия для прохождения нагретого воздуха. 5. Устройство по п.4, о т л и ч а ю щ е е с я тем, что внутри сборного отсека предусмотрены направляющие каналы для нагретого воздуха, ведущие от сквозных отверстий к вентилятору. 6. Устройство по п.4 или 5, о т л и ч а ющ е е с я тем, что сборный отсек снабжен теплоизоляцией. с > го ел со 21563 7. Устройство по пп.4,5 и 6, о т л и ч а ю щ е е с я тем, что вентилятор выполнен с возможностью работы с переменной производительностью. 8. Устройство по п.7, о т л и ч а ю щ е е с я тем, что привод вентилятора снабжен регулятором числа оборотов. 9. Устройство по п.4 или одному из последующих, о т л и ч а ю щ е е с я тем, что сквозные отверстия сборного отсека выполнены с возможностью плотного перекрытия с помощью запорных элементов относительно направляющих каналов и/или направляющие каналы выполнены с возможностью перекрытия с помощью запорных элементов. Изобретение относится к области переработки материалов, используемых для упаковки товаров, изделий и т.д., а именно к способу усадки чехла из усадочной пленки и устройства для его осуществления. Известны способ и устройство [Нейе Ферпакунг, 11/1968, с. 1646, 1648, 1650], в соответствии с которым штабель товара вначале покрывают чехлом, способным усаживаться, а затем его свободным краем отверстия укладывают на нижнем конце штабеля товара перед усаживанием. Затем штабель товара направляют с помощью транспортера в закрытый туннель для усадки, в котором его снимают (с транспортера) и подвергают усадке с помощью теплового воздуха. Благодаря целевому направлению потока теплового воздуха в туннеле для усадки можно совместить процесс нагрева чехла с легким надуванием. С помощью надувания предотвращают соприкосновение полной поверхностью упакованного товара с нагретым выше 100°С усадочным чехлом при выключении процесса усадки, так чтобы выдержать на низком уровне влияние тепла. Лишь после выхода из усадочного туннеля во время охлаждения усадочный чехол тесно прилегает к упакованному товару. Таким образом, с началом нагрева усадочного чехла в окружаемом им пространстве получается разность давления между этим пространством и пространством, в котором направляется поток теплового воздуха, причем разность давлений позволяет усадку усадочного чехла под влиянием его дальнейшего нагрева. Этот известный для закрытого усадочного тоннеля способ не позволяет, однако, перенести его на способ согласно изобретению с перемещаемой по вертикали усадочной рамой, с помощью которой горячий воздух наносится на участки пленки, так как в распоряжении не имеется никакого закрытого отсека, в котором можно любым образом установить стационарные проводящие и направляющие элементы для горячего воздуха. Из европейского патента ЕР 0 403 906 известен способ и устройство для усадки натянутого на штабель товара усадочного чехла, в котором транспортер прерывается таким образом, что усадочная рама в состоянии покоя может опуститься ниже уровня транспортера, так чтобы можно было в этом положении усадочной рамы транспортировать подлежащий усадке штабель товара в устройство Если сопла для горячего газа в усадочной раме уже зажигаются, когда усадочная рама еще находится в своем самом нижнем положении, то еще в области под поддоном может выйти непроизвольно облако горячего газа. Этот недостаток устраняется известным способом усадки чехла из усадочной пленки и устройства для его осуществления в соответствии с патентом DE3141100AI, согласно которому для получения нижней усадки поддон поднимают и воздух отсасывают под поддон, благодаря чему край пленки прилегает к поддону". В соответствии с известным способом предусмотрено осуществлять усадку чехла из усадочной пленки за счет того, что чехол натягивается на уложенный, в частности, на поддон штабель товара и своим свободным краем отверстия закрепляется на нижнем конце штабеля товара или на поддоне, а затем для нанесения необходимой для укладки тепловой энергии нагружается снаружи снизу вверх или с помощью перемещаемой в вертикальном направлении вдоль штабеля товара усадочной рамы горячим воздухом, причем заключенное в усадочном чехле пространство для надувания чехла подвергается избыточному давлению, которое поддерживается до конца процесса нанесения тепла. Для осуществления указанного способа известно устройство, содержащее транспортер, подъемное устройство для приема штабеля товара, установленную с возможностью перемещения в вертикальном направлении вдоль штабеля товара усадочную раму и открытый верх, к нижней стороне штабеля, 5 10 15 20 25 30 35 40 45 21563 расположенный под штабелем товара, под плоскостью транспортировки транспортера коробообразный сборный отсек, а также вентилятор, с помощью которого воздух может вдуваться в сборный отсек, а через сборный отсек - в пространство, заключенное в усадочном чехле. В европейском патенте ЕР 0116124В2 описаны аналогичный способ и устройство, за исключением использования перемещаемой по вертикали усадочной рамы для нанесения горячего воздуха на чехол из усадочной пленки и сборного отсека, причем вместо усадочной рамы там предусмотрено наличие столба горячего газа Важным в известном способе является то, что пространство, заключенное в чехле, подвергаемом усадке, подвергается воздействию свежего воздуха при избыточном давлении, при этом избыточное давление меньше, чем ожидаемые напряжения усадки, и усадочный чехол при поддержании избыточного давления нагружается снаружи тепловой энергией. Это надувание чехла перед усадкой должно служить для того, чтобы усадочные чехлы, состоящие, в частности, из полиэтилена, можно было также усаживать по штабелю товара, небольшие упаковки которого, со своей стороны, упакованы в полиэтилен, чтобы таким образом избежать нежелательного склеивания усадочного чехла с материалом упаковки малых пакетов. При этом особенно важно, что избыточное давление производится внутри усадочного чехла с помощью подачи воздуха, так что наружные стенки штабеля товара также дополнительно охлаждаются и благодаря этому не м о г у т п р и н я т ь т е м п е р а т у р у усадочного чехла с материалом упаковки малых пакетов надежно исключается. Оказалось, однако, что благодаря дополнительному надуванию чехла свежим воздухом после укладки нижнего края чехла и перед собственно процессом усадки, г.е. перед нанесением тепла, общий ход процесса заметно замедляется, так -что можно получить явно меньшие значения производительности процесса упаковки в единицу времени, по сравнению с известными способами упаковки. Кроме того, оказалось, что благодаря надуванию свежим воздухом дополнительно увеличивается также потребление энергии для нагревания и усадки чехлов из усадочной пленки. 5 10 15 20 25 30 35 40 45 50 55 Задачей данного изобретения является разработка способа усадки чехла из усадочной пленки и устройства для его осуществления, которые обеспечивали бы быстроту упаковки и экономию электроэнергии. Эта задача решается за счет разработки способа, согласно которому вначале горячий воздух с помощью усадочной рамы вдувают на н и ж н ю ю часть чехла и устремляемый вниз нагретый воздух собирают под штабелем товара и этот нагретый воздух затем вдувают в пространство, заключенное в усадочном чехле, и что после отдачи достаточного для надувания чехла количества горячего воздуха усадочная рама перемещается снизу вверх вдоль штабеля при непрерывной отдаче тепла чехлу. Неожиданным образом оказалось, что в открытых усадочных устройствах, совсем иначе, чем это до сих пор было принято специалистами и описано, например, в патентах, для достижения желательного эффекта надувания без опасности сваривания между чехлом из усадочной пленки и материалом упаковки малых пакетов пригоден не только свежий воздух, а что это возможно также с помощью нагретого воздуха без получения при этом нежелательного эффекта сваривания. При этом проведение способа, по сравнению с известными способами, имеет преимущества, так как продолжительность проведения способа значительно снижается, потому что надувание чехла осуществляется одновременно с нагреванием и усадкой области нижнего края чехла и дополнительно усадочный чехол с помощью нагретого воздуха нагревается изнутри, так что процесс усадки ускоряется и достигается эффект быстрой усадки. Этот эффект особенно предпочтителен при тонких пленках, которые в настоящее время - из-за достигаемой при этом экономии затрат - приобретают все большее значение. Ускорение процесса усадки можно при этом еще больше увеличить благодаря тому, что усадочная рама уже перед завершением всего процесса надувания, т.е. при надувании чехла, движется вдоль штабеля вверх, причем тогда еще во время начинающегося движения вверх усадочной рамы собранный нагретый воздух для завершения процесса надувания поступает в пространство, заключенное в усадочном чехле. Во-вторых, значительным преимуществом является то, что благодаря нагретому воздуху, между чехлом из усадочной пленки и штабелем товара возникает значительно больший изоляционный эффект по отношению к штабелю товара, чем при известной подушке из свежего воздуха, так что значительно снижается отток тепла из пленки в направлении упакованного товара, так как разница температур между пленкой и вдуваемым нагретым слоем воздуха незначительна. Благодаря этому теряется меньше тепловой энергии, поступающей от 21563 усадочной рамы* так что в целом количество потребляемой тепловой энергии снижается. Этот эффект изоляции проявляется, конечн о , не только при тонких пленках, но особенно также при толстых пленках, которые, например, применяются при усадке тяжелых деталей машин, так как отвод тепла в эти детали чрезвычайно высок из-за очень высокой теплопроводности этих деталей. Эффект изоляции тем эффективней, чем выше температура воздуха, который находится между штабелем и чехлом из пленки. Кроме того, благодаря собиранию или накопленик? воздуха перед надуванием возникает предпочтительный эффект накопления теггяа, В особенно предпочтительном варианте выполнения предусмотрено, что после надувания чехла из наполненного нагретым воздухом сборного отсека под штабелем некоторое количество воздуха непрерывно вдувается под нижнюю сторону штабеля, которое регулируется таким образом, что давление воздуха без дополнительного поддува чехла поддерживается постоянным в пространстве, окруженном чехлом. . Таким образом, обеспечивается надежность во время всего процесса усадки, так *ак вдуваемый в пространство между штабелем и чехлом нагретый воздух остается в Этом пространстве и не может вытекать вниз, причем на нижней стороне штабеля устанавливается воздушная подушка, благодаря вдуванию соответствующего количества воздуха, которая препятствует возвратному потоку. При этом количество воздуха устанавливается, разумеется, таким образом, чтобы из пространства между штабелем и чехлом могло улетучиваться вниз такое количество воздуха, которое соответствует уменьшению пространства благодаря усадке чехла из пленки на штабель, чтобы избежать слишком сильного надувания чехла. Предусмотрено, чтобы подвод воздуха снаружи в сборный отсек после надувания чехла был перекрыт. Благодаря этому можно надежно обеспечить, чтобы после вдувания или всасывания нагретого воздуха в сборный отсек не мог затем поступать никакой более холодный воздух снаружи. Подача воздуха снаружи в сборный отсек, разумеется, снова включается, когда при следующем процессе упаковки нагретый воздух должен подаваться в сборный отсек. Для решения поставленной выше задачи разработано также устройство для осуществления описанного выше способа, содержащее транспортер, подъемный механизм для приема штабеля товара, перемещаемую по вертикали вдоль штабеля товара 5 10 15 20 25 30 35 40 45 : 50 55 8 усадочную раму и расположенный под табелем товара под плоскостью транспортировки транспортера, открытый в сторону нижней стороны штабеля коробообразный сборный отсек, а также вентилятор, с помощью которого в сборный отсек и через сборный отсек в пространство, заключенное в чехле, подвергаемом усадке, может вдуваться воздух, причем устройство отличается тем, что направление вдувания, по меньшей мере, одного вентилятора, может меняться в соответствии с рабочими условиями и что вентилятор расположен внутрисборного отсека, который в области боковых стенок и дна плотно закрыт, а в верхней краевой части имеет сквозные отверстия для прохождения нагретого воздуха. С помощью такого выполнения устройства согласно изобретению является возможным иметь в распоряжении достаточно герметичный сборный отсек для нагретого воздуха, в который поступает выдаваемый усадочной рамой к нижней части чехла горячий воздух и в нагретом состоянии вдувается затем в область между чехлом и штабелем товара, не давая проникнуть холодному воздуху окружающей среды вместе с ним в надуваемую область чехла. При этом предусмотрено, что внутри сборного отсека выполнены проводящие каналы для нагретого воздуха от сквозных отверстий к вентилятору. Благодаря этим мероприятиям можно нагретый воздух целенаправленно направлять к вентилятору и с его помощью вдувать в пространство, окруженное чехлом. Далее предусмотрено, что сборный отсек снабжен теплоизоляцией. Поступающий в сборный отсек или всасываемый нагретый воздух сохраняет в этом случае свою температуру в достаточной степени, так что надежно обеспечивается, что выходящий из сборного отсека в заключенное в чехле пространство воздух еще достаточно нагрет. Кроме того, предусмотрено, что вентилятор может работать с переменной производительностью. Таким образом, можно вентилятор регулировать так, чтобы он при надувании вдувал большее пропускаемое количество нагретого воздуха из сборного отсека в пространство между чехлом и штабелем, в то время как после процесса надувания он мог бы подавать меньшее пропускаемое количество воздуха для создания воздушной лодушки из сборного отсека к нижней стороне штабеля, а привод вентилятора снабжен регулятором числа оборотов, с помощью которого простым способом можно устанавливать переменную производительность вентилятора. 21563 В другом варианте выполнения предусмотрено, что сквозные отверстия сборного отсека, ведущие к направляющим каналам, и/или направляющие каналы могут плотно перекрываться запорными элементами. 5 Благодаря этому можно после надувания с помощью соответствующего регулирования запорных элементов плотно закрывать сборный отсек наружу, чтобы наружный воздух не мог больше попасть в сборный отсек, 10 если усадочная рама не находится больше в нижнем положении, так чтобы затем в сборном отсеке мог в достаточной степени поддерживаться повышенный уровень температуры. 15 Таким образом, использование предложенного способа усадки чехла из усадочной пленки и устройства для его осуществления, обеспечивает повышение производительности, снижение потребления энергии за 20 счет уменьшения затрат и времени на нагрев и усадку чехлов из усадочной пленки На фиг. 1 показано устройство перед надуванием чехла; на фиг.2 - увеличенная часть устройства по фиг 1; на фиг 3 - устрой- 25 ство по фиг.1 при надувании чехла; на фиг.4 -увеличенная часть устройства по фиг.1 после надувания чехла. Устройство согласно изобретению 1 представлено в чертежах лишь важными 30 для изобретения функциональными деталями. Это устройство имеет, как известно, цепной контролер 2, который в представленном примере имеет три проходящие параллельно друг другу цепные дорожки 24. При этом 35 плоскость транспортирования цепного транспортера 2 обозначена цифрой 3. На этом цепном транспортере 2 можно осуществлять транспортировку штабеля товара 4 на поддоне 5 поперек направления плоско- 40 сти чертежа. На этом цепном транспортере 2 можно осуществлять транспортировку штабеля товара 4 на поддоне 5 поперек направления плоскости чертежа. Расположенные в виде дорожек цепи 24 цепного 45 транспортера 2 направляются через непоказанные направляющие устройства и воз- • вращаются в плоскости, лежащие под плоскостью транспортировки 3. Межу цепной дорожкой 24 цепного транспортера 2 50 устройства 1 установлены подъемные пуансоны б подъемного устройства 7, с помощью которых штабель товара 4 с поддоном 5 поднимают с уровня плоскости транспортировки 3 (фиг.4) или выставляют (фиг.1). 55 Устройство 1 предпочтительно имеет также устройство для натягивания чехла, которое в отдельности не показано, в частности, усадочное устройство, которое содержит закрытую усадочную раму 8, кото- . 10 рая расположена в не показанной стойке устройства с возможностью перемещения вдоль штабеля в вертикальном направлении вверх и вниз. Эта усадочная рама 8 имеет щелевые сопла, расположенные горизонтально и позволяющие выходить воздуху в направлении стрелки 9 наискосок вниз к штабелю 4. При этом выходящий из усадочной рамы 8 горячий воздух получается с помощью газовых горелок или электроэнергии или также другой энергии, что подробнее здесь не представлено. Под плоскостью транспортировки 3 цепного транспортера 2 расположен открытый к нижней стороне штабеля коробообразный сборный отсек 10, который ограничивает пространство под штабелем товара 4 и имеет закрытые боковые стенки 11, а также закрытое дно 12 и предпочтительно снабжен не показанным здесь теп^ лоизолирующим слоем. В направлении вверх этот сборный отсек 10 открыт, причем верхняя сторона сборного отсека 10 закрывается нижней стороной штабеля или нижней стороной поддона 5. Лишь в верхней краевой области сборного т ека остаются проходящие по периметру сквозные отверстия, обозначенные цифрой 13. Внутри окружающего подъемный механизм 7 и цепной транспортер 2 сборного отсека 10 расположен, по меньшей мере, один вентилятор 14, образованный в виде всасывающе-нагнетательного вентилятора с возможностью переключения режимов и предпочтительно регулируемой производительностью. Для этого вентилятор 14 имеет не представленный здесь приводной двигатель с регулятором числа оборотов. Внутри сборного отсека 10 предусмотрены, кроме того, примыкающие к сквозным отверстиям 13 направляющие каналы 15, позволяющие целенаправленно направлять воздух от сквозных отверстий 13 к вентилятору 14. Эти сквозные каналы 13 (15) ограничены внутренними направляющими стенками 22 и боковыми стенками 11. Внутри направляющих каналов 15 установлены на шарнирах запорные клапаны 23, функции которых поясняются далее. Способ работы с устройством согласно изобретению осуществляется следующим образом. Расположенный на поддоне 5 штабель товара 4 вначале транспортируют с помощью цепного транспортера 2 в устройство 1 и там или уже заранее покрывают чехлом из усадочной пленки 16, а затем с помощью подъемного механизма 6, 7 поднимают над плоскостью транспортировки 3 цепного транспортера 2. Нижняя часть бо 11 21563 ковой стороны чехла 17, чехла 16 тогда свободно свисает над нижним краем штабеля товара 4 или поддона 5. Эта нижняя часть боковой стенки чехла 17 затем укладывается под поддон 5, при- 5 чем предпочтительно, согласно фиг.1, вентилятор приводится в действие таким образом, что он служит в качестве вытяжного вентилятора, так что воздушный поток образуется в сборном отсеке 10 в соответст- 10 вии со стрелкой 18. При этом запорные клапаны 23 открыты (фиг 2) и позволяют воздуху проходить через направляющие каналы 15. Благодаря этому воздушному потоку 18, нижняя часть боковой стороны чехла 15 17 укладывается под поддон 5 (подсасывается). Одновременно усадочная рама 8 перешла в самое нижнее положение и в направлении стрелки 9 выдала горячий воздух в нижнюю часть боковой поверхности 20 чехла 17 или одновременно также направила (его) в сборный отсек 10, причем этот воздух дополнительно также подсасывается с помощью вентилятора 14. Благодаря этому, нижняя часть боковой поверхности чех- 25 ла 17 плотно усаживается под поддоном 5 и одновременно горячий воздух направляется в сборный отсек 10, при этом уже находящийся в сборном отсеке 10 воздух, который еще не горячий, выходит из сборного отсека 30 10 в направлении стрелки 19. После усаживания снизу нижней части боковой поверхности чехла 17 штабель товара 4 с помощью подъемного устройства опускают на уровень плоскости транспорти- 35 ровки 3, а вентилятор 14 переключают с режима всасывания на нагнетательный режим, причем от усадочной рамы 8, находящейся в неизменном своем положении по вертикали горячий воздух непрерывно поступает в 40 сборный отсек 10. После этого в сборном отсеке 10 устанавливается поток, обозначенный стрелкой 20. Выходящий из усадочной рамы 8 горячий воздух поступает вначале через открытые (запорные клапаны 45 23 открыты) направляющие каналы 15 в сборный отсек 10 и с помощью вентилятора затем в пространство, окруженное усадочным чехлом 16, так что этот чехол 16 раздувается относительно штабеля 4, эта 50 раздутая область 21 показана на фиг.З. Так как вдуваемый из сборного отсека 10 в раздутую область 21 воздух нагрет, то между штабелем товара 4 и надутым чехлом 16 получается воздушная подушка из нагрето- 55 го воздуха. 12 После надувания чехла 16 или также уже во время последней фазы надувания усадочная рама 8 обычным образом перемещается по вертикали вдоль штабеля вверх при непрерывной отдаче горячего воздуха в направлении стрелки 9 таким образом, что чехол 16, постепенно усаживаясь, прилегает к штабелю 4. „ После надувания чехла 16 направляющие каналы 15 закрываются путем закрытия запорных клапанов 23 (фиг.4), так что в сборный отсек не может поступать больше никакого воздуха извне. Одновременно вентилятор продолжает работать с пониженной производительностью в режиме нагнетания, для чего соответственно снижается число оборотов приводного двигателя вентилятора. Регулирование осуществляется таким образом, что благодаря работе вентилятора 15 с пониженной производительностью, непрерывно нагревав-' мый воздух из сборного отсека 10 вдувается к нижней стороне штабеля 4 или поддона, а именно так, что без дополнительного надувания чехла предотвращается обратный поток находящегося в пространстве, окруженном чехлом, воздуха из этого пространства 21. Таким образом, на нижней стороне штабеля возникает воздушная подушка, причем благодаря регулированию производительности вентилятора, разумеется, возможно вытекание в обратном направлении из уменьшившегося вследствие усадки пространства 21 количества воздуха, которое соответствует уменьшенному объему пространства 21. С другой стороны, однако, исключается дальнейший приток воздуха из сборного отсека 10 в пространство 21. Тем самым надежно обеспечивается, что во время всего процесса усадки в пространстве 21 между чехлом 16 и штабелем 4 находится только нагретый воздух. Разумеется, изобретение не ограничивается представленным примером выполнения. Возможны другие варианты выполнения изобретения при сохранении основной идеи. Важным, однако, является то, что для надувания чехла 16 используют только выходящий из усадочной рамы 8 нагретый воздух, так что получается лишь незначительное падейие температуры между надутым пространством 21 и горячим воздухом, попадающим при движении по вертикали усадочной рамы 8 снизу вверх на боковые стенки чехла. 21563 17s —гт: д ~ і ""і—cr TT~ г ЇМ 22 23 ФІГ 1 *: 16 -• 21 • п ФІГ. Ц ФІГ. з Упорядник Замовлення 4443 Техред М.Келемеш Коректор М.Самборська Тираж Підписне Державне патентне відомство УкраТни, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101 i5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B65B 53/00
Мітки: здійснення, чохла, спосіб, усадки, плівки, пристрій, усаджуючої
Код посилання
<a href="https://ua.patents.su/12-21563-sposib-usadki-chokhla-z-usadzhuyucho-plivki-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб усадки чохла з усаджуючої плівки та пристрій для його здійснення</a>
Спосіб масажу рефлексогенних зон та пристрій для його здійснення

Номер патенту: 19143
Опубліковано: 25.12.1997
Автори: Камчатний Юрій Григорович, Титор Павло Павлович, Бакай Едуард Аполінарійович, Петрик Лідія Іванівна
МПК: A61H 7/00, A61H 11/00, A61H 39/00
Мітки: спосіб, зон, пристрій, здійснення, рефлексогенних, масажу
Формула / Реферат:
Изобретение относится к медицинской технике, а именно к физиотерапевтическим способам и устройствам и может быть использовано для проведения лечебного и оздоровительного массажа рефлексогенных зон поверхности тела человека.,Целью изобретения является расширение функциональных возможностей и повышение эффективности лечебного воздействия.На фиг. 1 представлен общий вид устройства для массажа рефлексогенных зон; на фиг. 2 - вид...
Спосіб нормалізації теплових умов в лаві і пристрій для його здійснення
Номер патенту: 19246
Опубліковано: 25.12.1997
Автори: Юцкевич Михайло Володимирович, Морєв Олександр Михайлович, Яковенко Євген Анатолійович, Яковенко Анатолій Кирилович
МПК: E21F 3/00
Мітки: теплових, здійснення, умов, пристрій, лави, спосіб, нормалізації
Формула / Реферат:
1. Способ нормализации тепловых условий в лаве, заключающийся в подаче холодного воздуха в призабойное пространство лавы побудителем движения воздуха от воздухораспределителя по магистральной выработке, пройденной из выемочного штрека в массиве полезного ископаемого параллельно линии очистного забоя, а далее - по выработкам-ответвлениям, соединенным с магистральной выработкой и пройденным перпендикулярно линии очистного забоя, отличающийся...
Спосіб одержання паливно-повітряної суміші та пристрій для його здійснення
Номер патенту: 9743
Опубліковано: 30.09.1996
Автори: Трет'яков Віталій Михайлович, Скопенко Іван Филипович
МПК: F02M 27/00
Мітки: спосіб, пристрій, одержання, здійснення, суміші, паливно-повітряної
Формула / Реферат:
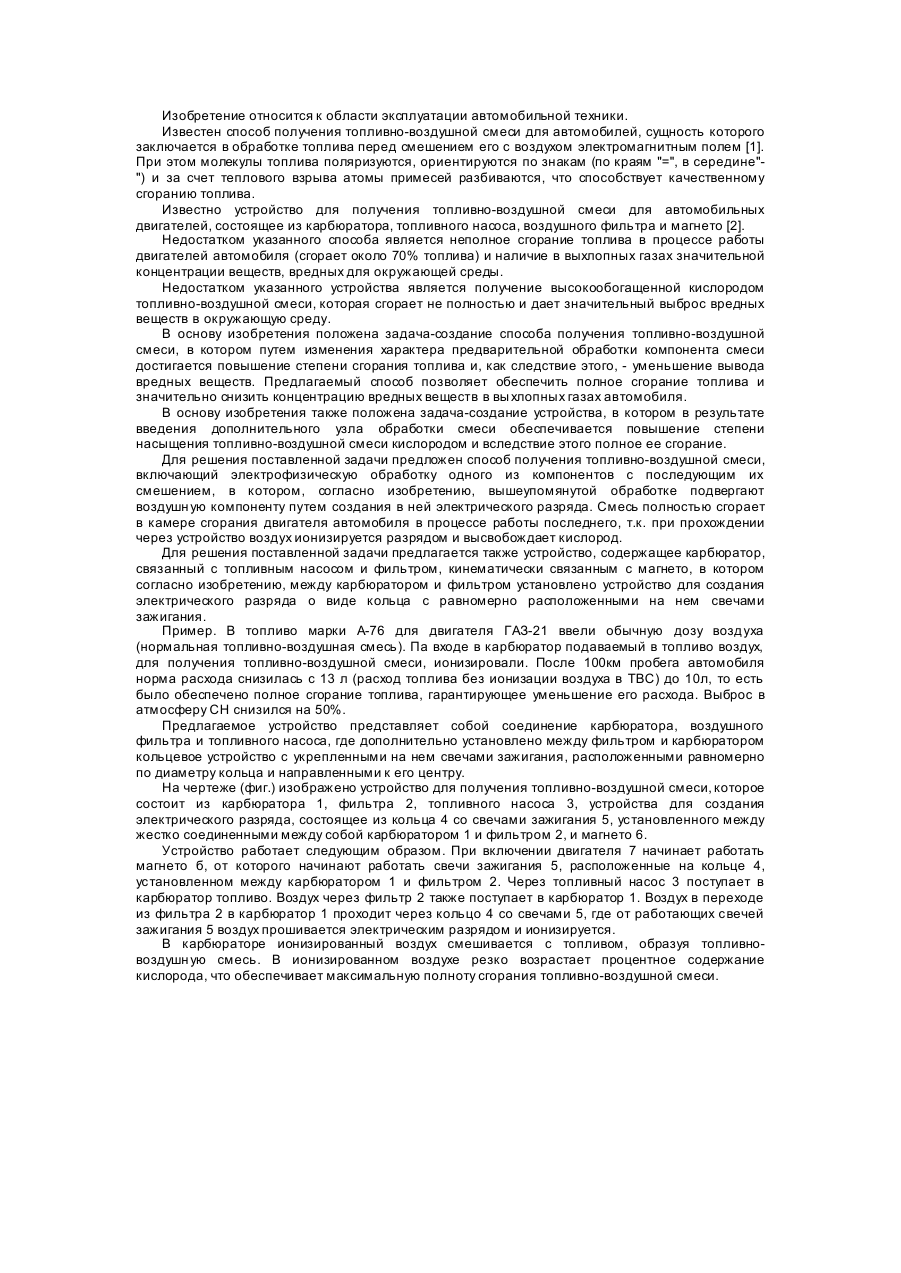
1. Способ получения топливно-воздушной смеси, включающий электрическую обработку одного из ее компонентов с последующим их смешением, отличающийся тем, что обработке подвергают воздушный компонент смеси путем создания в нем электрического разряда.2. Устройство для получения топливно-воздушной смеси, содержащее карбюратор, связанный с топливным насосом и фильтром, кинематически связанным с магнето, отличающееся тем, что оно...
Спосіб кристалізації із розчинів та пристрій для його здійснення
Номер патенту: 1430
Опубліковано: 25.07.1994
Автори: Романенко Валерій Леонідович, Козодеров Ігор Борисович
МПК: B01D 9/02
Мітки: здійснення, кристалізації, розчинів, спосіб, пристрій
Формула / Реферат:
Способ кристаллизации из растворов, включающий подачу исходного раствора и сжатого воздуха для охлаждения раствора, выращивание кристаллов и их выгрузку из кристаллизатора, отличающийся тем, что с целью повышения эффективности теплообмена и получения однородных кристаллов за счет создания псевдосжиженного газожидкостного слоя, равномерно распределенного во всем объеме раствора, сжатый воздух подают по всей поверхности придонного слоя с...
Спосіб гіпобаричного зберігання сільськогосподарської продукції та пристрій для його здійснення
Номер патенту: 5457
Опубліковано: 28.12.1994
Автори: Писарєв В'ячеслав Євгенович, Єгоров Євгєній Васільєвіч
МПК: A01F 25/00
Мітки: здійснення, гіпобаричного, пристрій, продукції, сільськогосподарсько, зберігання, спосіб
Формула / Реферат:
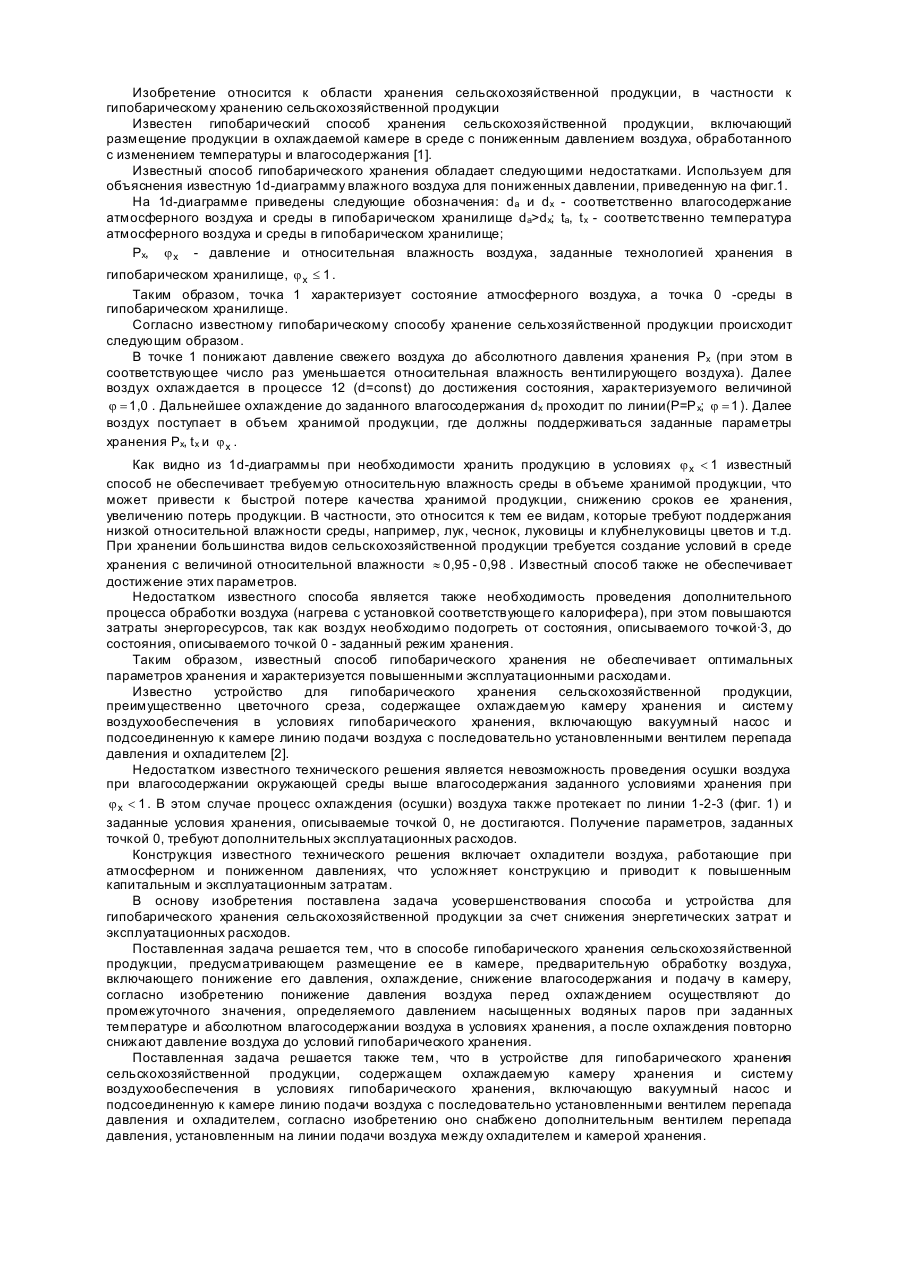
1. Способ гипобарического хранения сельскохозяйственной продукции предусматривающий размещение ее в камере, предварительную обработку воздуха, включающую понижение его давления, охлаждение, снижение влагосодержания, и подачу в камеру, отличающийся тем, что понижение давления воздуха перед охлаждением осуществляют до промежуточного значения, определяемого давлением насыщенных водяных паров при заданных температуре и абсолютном влагосодержании...
Попередній патент: Спосіб виявлення дефектності електронно-променевих трубок
Наступний патент: Спосіб ідентифікації бінарних інтерметалідів
Випадковий патент: Спосіб боротьби з багаторічними бур'янами