Дисперсно-твердіюча мартенситна нержавіюча сталь

Формула / Реферат
1. Дисперсно-твердеющая мартенситная нержавеющая сталь, содержащая хром, никель, медь, алюминий, титан, углерод, азот, железо, отличающаяся тем, что она дополнительно содержит молибден, кобальт, любой элемент периодической системы при следующем соотношении компонентов, мас.%:
Хром
10 - 14
Никель
7 - 11
Молибден
0,5 - 6
Кобальт
До 9
Медь
0,5 - 4
Алюминий
0,05 - 0,6
Титан
0,4 - 1,4
Углерод и азот
Не более 0,05
Любой элемент периодической системы
Не более 0,5
Железо
Остальное
2. Сталь по п.1, отличающаяся тем, что она содержит кобальт в количестве до 6мас.%.
3. Сталь по любому из пп.1 и 2, отличающаяся тем, что она содержит медь в количестве 0,5 - 3,0мас.%.
4. Сталь по любому из пп.1 и 3, отличающаяся тем, что она содержит молибден в количестве 0,5 - 4,5мас.%.
5. Сталь по любому из пп.1 - 4, отличающаяся тем, что она содержит медь в количестве 0,5 - 2,5мас.%.
Текст
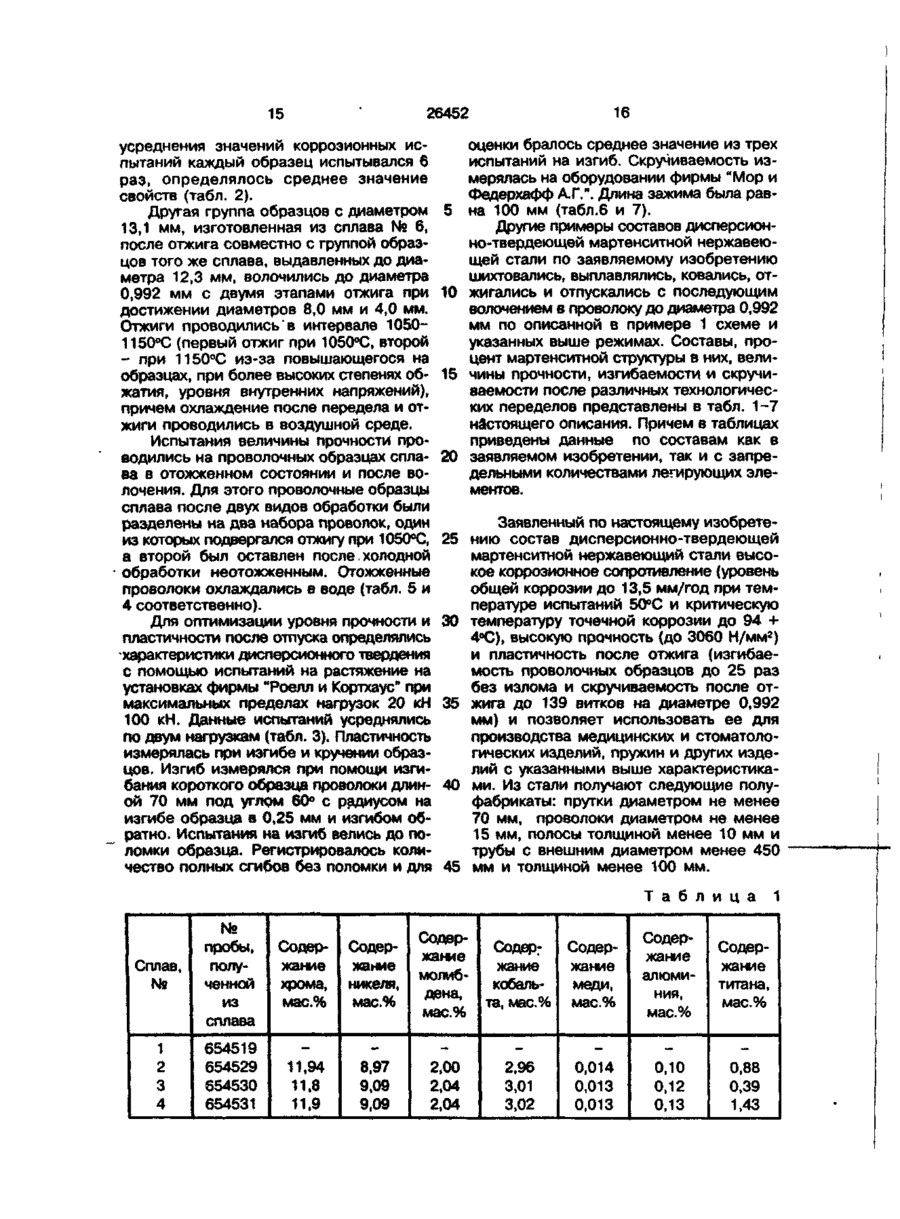
1. Дисперсно-твердеющая мартенситная нержавеющая сталь, содержащая хром, никель, медь, алюминий, титан, углерод, азот, железо, о т л и ч а ю щ а я с я тем, что она дополнительно содержит молибден, кобальт, любой элемент периодической системы при следующем соотношении компонентов, мас.% : Хром 10-14 Никель 7-* 11 Молибден 0,5-6 Кобальт До 9 Медь 0,5-4 Алюминий 0,05-0,6 Титан 0,4-1,4 Углерод и азот Не более 0,05 Любой элемент периодической системы Не более 0,5 Железо Остальное 2. Сталь по п. 1, о т л и ч а ю щ а я с я тем, что она содержит кобальт в количестве до 6 мас.% 3. Сталь по любому из пп. 1 и 2, о тл и ч а ю щ а я с я тем, что она содержит Q З медь в количества 0,5-3,0 мас.%. 4. Сталь по любому из пп. 1 и 3, о тл и ч а ю щ а я с я тем, что она содержит молибден в количестве 0,5-4,5 мас.%. 5. Сталь по любому из пп. 1-4, о т л и ч а ю щ а я с я тем, что она содержит медь в количестве 0,5-2,5 мас.%. Оч К» Изобретение относится к области черной металлургии, в частности к получению легированных сталей дисперсионнотвердеющего класса с мартенситнои структурой и может быть использовано для получения промежуточного продукта, который легко перерабатывается прокаткой, волочением в ленту, проволоку, может подвергаться многочисленным операциям механической обработки, штамповки, вытягиванию в нить, намотки, кручению, изгибанию с целью получения пружин, кре пежных высокопрочных изделий, например медицинских инструментов, обладающих повышенной коррозионной стойкостью. Наиболее близким к заявляемому техническому решению является дисперсионно-твердеющая мартенситная нержавеющая сталь, описанная в патенте США № 3408178.- В ее состав введены, как легирующие элементы, хром, никель, медь, алюминий, титан, ниобий, тантал в количествах, определяющих достижение желаемого результата. Содержание приме О 26452 сей углерода и азота - до 0,05 мас.%. Сталь получают путем выплавки в электрических печах в две стадии с вакуумным переплавом на второй стадии. Введение в состав стали меди и титана обеспечивает прочность около 2000 Н/мм2 при приемлемой пластичности. Легирование хромом, большим количеством ниобия, тантала и алюминия позволяет повысить коррозионную стойкость, однако несколько уменьшает пластичность и формуемость стали. Введение в состав этой стали алюминия, титана, ниобия, тантала в количествах более 1,5 мас.% каждого существенно усложняет процесс шихтовки и плавки, вследствие более высокой стоимости этих легирующих элементов удорожает получаемый сорт стали и соответственно изделия из него, снижает абсолютные значения сочетания прочностных и пластических характеристик, сужает область применения заявленной марки стали, затрудняет, или вообще делает недоступным специальные операции технологического передела стали в изделия, для которых требуется высокая пластичность, ударная вязкость, прочность и коррозионная стойкость в различных биологически-агрессивных средах В основу изобретения поставлена задача получения дисперсионно-твердеющей мартенситной нержавеющей стали пугем оптимизирования качественного и количественного состава шихты, в результате чего достигается высокое коррозионное сопротивление выплавляемой стали, сочетание высокой прочности конечного (после технологических переделов) изделия с высокой пластичностью как во время обработки, так и в конечном изделии, обеспечение высокой формуемости при изготовлении из стали проволоки, труб, прутков, ленты и удешевление стоимости. Поставленная задача решается тем, что дисперсно-твердеющая мартенситная нержавеющая сталь, содержащая хром, никель, медь, алюминий, титан, углерод, азот, железо, дополнительно содержит молибден, кобальт и любой элемент периодической системы при следующем соотношении компонентов, мас.% : Хром Никель Молибден Кобальт Медь Алюминий Титан Углерод и азот 5 10 15 20 25 30 35 40 45 50 10-14 7-11 0,5-6 55 До 9 0,5-4 0,05-0,6 0,4-1,4 Не более 0,05 Любой элемент периодической системы Не более 0,5 Железо Остальное Причем содержание кобальта в стали составляет преимущественно до 6 мас.%, содержание меди выбирается в интервале 0,5-3,0 мас.%, предпочтительно в количестве 0,5-2,5 мас.%, а молибдена - в интервале 0,5-4,5 мас.%. Требования наличия в получаемой стали хорошего коррозионного сопротивления удовлетворяются при помощи легирования приблизительно 12 мас.% хрома и 9 мас.% никеля (в дальнейшем все количественные значения coдepжav.,Jя легирующих элементов вводимых в мас.% будут даваться в цифрах процентов без указания на мас.%). Как при испытаниях на общую коррозию, так и при испытаниях на критическую температуру точечной коррозии, было определено, что коррозионное сопротивление изобретенной марки стали равно или лучше, чем у существующих марок стали, используемых для вышеупомянутого применения. С содержанием меди и, особенно, молибдена более 0,5%, необходимый минимум в 10% или обычно по меньшей мере 11% хрома будет обеспечивать хорошее коррозионное сопротивление. Чтобы получить желаемую мартенситную структуру стали необходимо сформировать оригинальную аустенитную структуру, получаемую при малых, ниже 1100°C, температуpax отжига, которая обеспечивается максимальным содержанием хрома - 14% или обычно не более 13%. Кроме того, было найдено, что для хороших характеристик отпуска желательны большие количества молибдена, кобальта, что дает в результате более устойчивую ферритную структуру и следовательно на этом, сравнительно малом, уровне содержание хрома следует максимально увеличить. Никель требуется для обеспечения аустенитной структуры стали при температурах отжига и, по отношению к содержанию феррит-стабилизирующих элементов, минимальным является уровень в 7%, или обычно по меньшей мере - 8%. Некоторое количество никеля также образует частицы отверждения вместе с элементами отверждения - алюминием и титаном. Никель является сильным аустенитным стабилизатором, и поэтому его содержание должно быть максимально увеличено для обеспечения трансформации структуры в мартенсит при закалке или холодной обработке. Достаточным является максимальный уровень никеля в 11% или обыч 26452 но не более 10%. Введения молибдена в состав стали способствует устранению склонности к ее трещинообразованию при механической обработке. Таким образом, достаточным для устранения трещинообразования в стали является введение молибдена в количестве не менее 0,5%, предпочтительно - 1,0%, особенно содержание молибдена не должно превышать 1,5%. Молибден также существенно улучшает характеристики отпуска и окончательную прочность, не уменьшая пластичности, при этом с ростом количества вводимого молибдена выше 2% уменьшается способность образования мартенситной структуры в стали при ее закалке. Введение до 6%, чаще - до 5% и предпочтительнее до 4,5% молибдена в состав стали формирует мартенситную структуру при холодной обработке стали и способствует получению хороших свойств при отпуске изделий из нее. Введение в состав стали около 2% меди способствует получению в дисперсно-твердеющих сталях мартенситного класса существенного уровня пластичности при имеющемся уровне прочности по сравнению со сталями, в которых медь не вводится. Установлено, что для достижения требуемого сочетания пластических и прочностных свойств необходимо вводить не ниже 0,5%, предпочтительнее не ниже 1,5%, меди в состав. Однако с ростом количества вводимой меди уменьшается способность стали фиксировать мартенситную структуру при закалке. Определенно, что введение меди ниже 4%, предпочтительнее ниже 2,5%, позволяет получать мартенситную структуру в стали при закалке или холодной обработке. Легирование стали совместно с кобальтом и молибденом повышает свойства изделий из стали, получаемые при их отпуске. Аналогично действует сочетание кобальта и никеля при введении их в общем количестве до 10%. Введение в состав стали кобальта в количестве 9%, преимущественно около 7%, способствует оптимальному уровню прочностных свойств стали при незначительном снижении ее пластичности. Вводимый процент кобальта должен быть минимально достаточным в связи с его большой стоимостью и нежелательностью при использовании в нержавеющих сталях и составлять в заявляемой стали не более 5%, предпочтительно - не более 2%, особенно предпочтительно около 1%. Благодаря легированию стали молибденом, медью и кобальтом, которые улуч шают характеристики отпуска, нет необходимости в ведении в больших количествах тантала, ниобия, ванадия, вольфрама или их комбинаций, являющихся инициа5 торами отверждения. Их суммарное количество в стали не должно превышать 0,2%, предпочтительнее не более 0,1%. Для образования при низкотемпературном отпуске стали (от 525 до 425°С) фаз внедре10 ния, стабилизирующих требуемую структуру, вводятся алюминий (от 0,05 до 0,6%) и титан (от 0,4 до 1,4%). Типы фаз внедрения, получаемые при этом: rj—Ni3Ti и p-NiAI. Эти фазы в виде 15 интерметаллидных соединений, преимущественно формулы г] - Ni3(Ti, AI, Мо),образуют включение в структуре стали. Введение титана в количестве не более 1,4%, предпочтительно - до 1,1% повышает 20 прочностные свойства стали, однако повышение его содержания до 1,5% существенно снижает пластичность. Поэтому оптимально минимальным, обеспечивающим сочетание высоких прочностных и плас25 тических свойств в стали, и, особенно в изделиях из нее, получаемых после низкотемпературного отпуска, содержанием титана в стали является количество выше 0,4%, предпочтительно - 0,5%, особенно 30 предпочтительно - до 0,6%. Максимальное количество алюминия, не снижающее уровень пластичности и прочности, которое вводится в состав стали, составляет до 0,6%, предпочтительно до 0,5%, а ми35 нимальное количество - не ниже 0,05%, предпочтительно - до 0,1%. Если же требуются хорошие характеристики отверждения, то необходимо введение алюминия не ниже 0,15%, предпочтительно - не ме40 нее 0,2%. Содержание всех остальных элементов, обязательно присутствующих в составе при металлургическом производстве стали - марганца, кремния должно сое- 45 тавлять не менее 0,5%. Однако желательно уменьшить их количество, поскольку оно способствует образованию в структуре стали сульфидов и оксидов и поэтому снижает пластичность. В связи с тем, что 50 уровень механической обрабатываемости встали важен при производстве из нее высокоточных изделий, вводимые в сталь кремний и марганец путем связывания их со специально введенным кальцием, це55 рием и другими редкоземельными элементами в суммарном количестве до 0,5%, позволяют видоизменить форму образуемых марганцем и кремнием включений в структуре, способствуя, таким образом, относительному повышению механических 26452 свойств. При выплавке сплавов на основе железа по технологии невозможно избежать присутствия в них серы и фосфора, причем содержание в их количестве более 0,8% придает существенную хрупкость плавленому продукту. Следовательно, в составе количество сплава серы и фосфора не должно превышать 0,05%, предпочтительно 0,03%. Повышению характеристик стали при горячей ее обработке способствует введение бора в интервале 0,0001-0,1%. Резюмируя влияние различных вышеперечисленных элементов на механические, коррозионные свойства и их уровень при холодной, низкотемпературной и горячей обработке, можно указать оптимальные количества легирующих элементов в сплаве, которые обеспечивают получение этих характеристик. Это сплав на основе железа, в котором содержание хрома изменяется от примерно 10 до 14% по массе, содержание никеля должно составлять от 7 до 11%, молибдена - от 0,5 до 6%, меди - от 0,5 до 4%, кобальта - до 9%, алюминия - от 0,05 до 0,6%, титана - от 0,4 до 1,4%, суммарное содержание углерода и азота не должно превышать 0,05%, обычно - 0,04% и предпочтительно - 0,03%, все остальные элементы периодической системы в общей сложности не должны превышать 0,5%, обычно 0,4%, предпочтительно максимум - 0,3% а остальное - железо. Было обнаружено, что сплав, согласно настоящему изобретению, имеет равное или даже лучшее коррозионное сопротивление по сравнению с существующими марками сталей, используемыми, например, для хирургических игл. Он также без трудностей поддается обработке и имеет прочность примерно 2500-3000 Н/ мм 2 или более, что примерно на 5001000 Н/мм2 выше, чем у существующих марок, используемых для производства хирургических игл, таких как AISI 420 и 420F, а также марки стали по патенту США № 3408178. Пластичность сплава также равна или превышает пластичность существующих марок сталей. Пластичность при изгибе, по сравнению с аналогичной для стали AISI 420 примерно на 200% выше, а по сравнению с AISI 420F выше на 500%. Скручиваемость также равна или лучше, чем у существующих марок, используемых, например, для производства зубных буров. Согласно заявляемому изобретению, было проведено 18 плавок, которые выполнялись в индукционной печи с воздуш 5 10 15 20 25 30 35 40 45 50 55 8 ной средой. Составы плавок варьировались так, чтобы охватить не только заявляемые интервалы легирующих элементов, но и получить образцы с запредельными значениями компонентов, причем содержание всех неприведенных элементов периодической таблицы не превышало 0,5%, а остальное составляло железо. Химические составы сплавов, полученных в этих 18 плавках, приведены в табл. 1 (химический состав сплавов 1, 9, 10 и 18 не приведен в связи с получением некачественных образцов). Полученные из этих плавок слитки ковались при температуре 1160 -1180°С с продолжительностью выдержки 45 мин до диаметра 87 мм в четыре этапа: 2 0 0 x 2 0 0 - 1 5 0 x 1 5 0 100x100-87x87 мм. После ковки слитки были закалены в воде. На следующем этапе технологического передела заявляемого сплава осуществлялось выдавливание при температуре 1150-1225°С до размеров 14,3; 19,0 и 24,0 мм, после которого выдавленные образцы-прутки охлаждались на воздухе. Размеры прутков были различными вследствие того, что для выдавливания каждого состава требовалось несколько различное давление. После выдавливания прутки были отшевингованы до размеров 12,3; 17,0 и 22,0 мм соответственно. Прутки большого размера были проволочены до 13,1 мм и затем отожжены в интервале 1050-1150°С в зависимости от содержания молибдена и кобальта в сплаве, т.е. чем больше содержания молибдена и кобальта, тем выше температура отжига, чтобы зафиксировать структуру аустенита, которая при охлаждении преобразуется в мартенситную. Анализируя технологические переделы, которым подвергались сплавы с составами по заявляемому изобретению, необходимо отметить, что сплав с составом 16 в процессе ковки давал сильные трещины и не позволил провести последующую обработку. Способность сплава с составом 16 плавки к сильному трещинообразованию обусловлена высоким (близким к предельному) содержанием легирующих элементов, а по содержанию титана - за предельным значением, поэтому указанный состав не соответствует целям настоящего изобретения. Для проведения испытаний на коррозионное сопротивление пробы из сплавов были разделены на шесть групп в зависимости от содержания молибдена, меди и кобальта. Из проб готовились образцы размерами 10x10x30 мм, шесть из кото 1 26452 рых подвергались отжигу, или отпуску при 475°С с выдержкой в течение 4 ч. Критическая температура точечной коррозии (ЮТ) на образцах испытывалась при помощи потенциометрического измерения в их растворе NaCI, содержащим 0 , 1 % СІ-, при напряжении 300 мВ. Каждый образец испытывался по 6 раз с получением 6 измерений, данные которых вносились в табл. 2. Также проводились испытания на общую коррозию - в 1 0 % раствор H,S0 4 при температурах 20°С или 30°С и ъ0°С помещались образцы и определялась величина коррозии Испытанные образцы проб из сплавов 2 и 12 имели дефекты и трещины на поверхности и поэтому результаты по ним в этой таблице не приведены. Результаты по общей коррозии при 20 и ЗО°С показывают более высокий уровень свойств по сравнению с сталями марок AISI 420 AISI 304, которые имеют скорость коррозии > 1 мм/год при этих температурах. Результаты по КТТ превосходят или равны аналогичным для сталей марок AISI 304 и A1SI 316. Следовательно, сталь по заявляемому изобретению удовлетворяет требованиям коррозионного сопротивления. Ртожженные прутки размера 13,1 мм вместе с выдавленными размера 12,3 мм были затем проволочены до испытательного размера 0,992 мм с двумя этапами отжига при диаметрах 8,1 мм и 4,0 мм. Отжиг проводили при 1050 с последующим охлаждением на воздухе. Волочение прутков в проволоку легко осуществлялось для всех плавок кроме № 12 и 13, которые из-за повышенной хрупкости растрескивались. Кроме того, они имели высокую чувствительность к травлению после волочения. Для улучшения структуры стали - удаления оксидов, выделяющихся на границах зерен, образцы погружались в горячую соляную ванну, однако среда оказалась очень агрессивной к образцам плавок № 12 и 13. Образцы № 12 из-за растрескивания не удалось проволочить до конечного размера, а № 13 можно довести до конечного размера проволоки, только исключив горячие соляные ванны, что ухудшит качество поверхности проволоки из нее. Очевидно, что отсутствие в этих марках молибдена и высокое содержание титана в приграничных к трещинам областях структуры способствовало повышению чувствительности к технологическим переделам, сильно затрудняя их или почти полностью исключая. Состав плавок 12 и 13 соответствует составу, заяв 10 ленному в прототипе (Патент США № 3408178). Для испытания материала после двух видов обработки наборы проволоки были 5 разделены на две части, одна из которых подвергалась отжигу при 1050°С, а вторая оставлена после холодной обработки неотожженной. Отожженные проволоки охлаждались в воде. 10 Конечным результатом заявляемого изобретения является сочетание высокой прочности стали с хорошей пластичностью. Для достижения такого сочетания характеристик используются следующие опе15 рации: холодная обработка стали, повышающая плотность дислокаций в структуре, получение, в зависимости от состава, при холодной обработке мартенситной структуры в стали, низкотемпературный отпуск для 20 дисперсионно-твердеющих марок стали, в процесе которого образуются дисперсные частицы малого размера равномерно распределенные по структуре. 25 Образцы различных составов исследовались на способность к образованию мартенситной структуры (мартенсит - ферромагнитная фаза) с помощью измерения магнитного насыщения 5S на оборудова30 нии с использованием магнитных весов. Процент мартенситной фазы (% М ) рассчитывался по следующей формуле: 35 40 45 50 55 % М = 8 $ х 100/6 я в которой 5 определялась как 5 = =217,75-12,0 С-2,40 S i - 1,90 Mn-3,0 Р 7,0 S-3.0 Сг-1,2 Мо-6,0 N-2,6 AI. По структуре образцов было определено, что феррита в них не содержится, следовательно % М равен проценту мартенсита в заявляемой стали (данные испытаний были представлены в табл. 3). Как видно из табл.3 некоторые сплавы не образуют мартенситной структуры при охлаждении после отжиґа, однако все • дают превращение в мартенсит после холодной обработки. Для оптимизации прочности и пластичности после низкотемпературного отпуска исследовались характеристики дисперсионного твердения образцов, прошедших ряд циклов отпуска при четырех различных температурах и двух различных временах выдержки в интервале 375 и 525°С и 1-4 ч, после которых образцы охлаждались на воздухе. Испытания на растяжение проводились на установках фирмы "Роелл и Кортхаус" при максимальных пределах нагрузки 20 кН и 100 11 26452 кН. Данные испытаний усреднялись по двум нагрузкам. Пластичность измерялась при изгибе и кручении образцов. Изгиб измерялся при помощи изгибания короткого образца проволоки длиной 70 мм под углом 60° с радиусом на изгибе образца в 0,25 мм и изгибом обратно. Испытания на изгиб велись до поломки образца. Регистрировалось количество полных сгибов без поломки и для оценки бралось среднее значение из трех испытаний на изгиб. Скручиваемость измерялась на оборудовании фирмы "Мор и Федерхафф А. Г.", которое специально сконструировано для испытаний проволоки для зубных буров. Длина зажима была равна 100 мм. Данные испытаний прочности на растяжение (ПР) приведены в табл. 4 и 5. В этих таблицах приведено максимальное значение прочности, полученное при выдержке после отпуска, оптимальные прочность после отпуска, уровень прочности при температуре и выдержке после отпуска. На образцах стали после проведения отпуска и выдержки была получена корреляция увеличения уровня прочности для максимального и оптимизированного значений. Результаты испытаний по пластичности как после отжига, так и после волочения приведены в табл. 6 и 7. Приведены также измеренные значения скручиваемости и изгибаемости для соответствуюидих максимального и оптимизированного значений прочности. Влияние состава на свойства дисперсионно-твердеющей мартенситной нержавеющей стали по данному изобретению проиллюстрировано в табл. 1-7. Влияние 12% хрома и 9 % никеля повышает коррозионное сопротивление и способность стали образовывать мартенситную структуру после закалки или холодной механической обработки. Для оптимизации состава и нахождения реальных пределов вводилось в качестве легирующих элементов 0,4-1,6% титана, 0,1-0,4% алюминия, 0,1-4,1% молибдена, 0,1-8,9% кобальта и 0,1-2,0% меди. Введение титана и алюминия способствовало образованию интврметаллидов типа ц-ІМі3Ті и p-NiAl с гексагональной кристаллической структурой в сплаве, что существенно повысило уровень прочноети в сочетании с хорошей пластичностью, причем p-NiAl фаза с параметром решетки в два раза большим, чем у мартенсита и характеризующаяся высоким к нему сродством, очень равномерно распреде 5 10 15 20 25 30 35 40 45 50 55 12 лена по структуре сплава. Необходимо отметить, что сплавы (№№ 12 и 16) с наивысшим содержанием титана (1,59 и 1,53%) не удалось превратить в проволоку при ковке и волочении и, следовательно, предпочтительно содержание титана менее 1,5%. Сплавы № 2, 3 и 4, отличающиеся только содержанием титана (0,88, 0,39 и 1,43%), при закалке имели большое количество мартенсита в структуре, однако % М (количество мартенсита) в них уменьшилось с увеличением количества титана, что, в свою очередь, уменьшает уровень прочности после отжига (табл. 4). Чем выше содержание титана, тем выше скорость твердения при волочении. Следовательно максимальная прочность 2650 Н/мм2 достигается при введении 1,4% титана, что является оптимумом. Все три сплава (№ 2, 3 и 4) имеют приемлемую пластичность после отжига, однако при высоком содержании титана (1,4%) уменьшается изгибаемость и увеличивается скручиваемость при волочении и выдержке (табл. 6 и 7). Взаимное влияние введения в состав стали алюминия и титана видно при анализе свойств сплавов № 7 (< 0,003% алюминия, 0,75% титана), № 2 ( 0 , 1 % алюминия, 0,88% титана) и № 8 (0,39 % алюминия, 1,04 % титана), у которых остальные легирующие элементы находятся в приблизительно равном количестве. Чем выше содержание алюминия в стали, тем лучше механические свойства после низкотемпературного отпуска, отжига и волочения (прочность после оптимизированного отпуска достигает 2466 Н/мм2) при незначительном снижении изгибаемости. В проволоченном и отпущенном материале изгибаемость и скручиваемость варьируются без четкой тенденции при высокой прочности и приемлемой пластичности. Это же подтверждается при сравнении влияния содержания алюминия на прочность в сплавах № 11 (0,005% алюминия) и № 5 (0,13% алюминия). При высоком содержании молибдена и кобальта в указанных сплавах с ростом содержания алюминия наблюдается наибольший рост прочности - до 2760 Н/мм2 с приблизительно одинаковой после волочения и выдержки пластичностью и приемлемый уро2 вень прочности (950 Н/мм ) после отпуска. Сравнивая свойства сплавов № 2, 5 и 6, видно, что только малое содержание молибдена (2,0%) и кобальта (2,96%), присущее сплаву № 2, дает рост прочности при отпуске после отжига, что обусловлено более высоким количеством мартенси 13 26452 та в нем и наоборот - при волочении высокое содержание этих добавок дает прочность вплоть до максимума (3060 Н/ мм 2 ) и оптимума (2920 Н/мм2) после выдержки при оптимальной пластичности на сплаве № 6. Влияние введения в состав меди хорошо иллюстрируется свойствами сплавов № 2 (0,014% меди) и № 15 (0,14% меди). При волочении с ростом количества меди улучшаются характеристики отпуска и при оптимальном отпуске окончательная прочность равна 2520 Н/мм2, а скручиваемость и изгибаемость находятся на высоком уровне (табл. 5, 7). Влияние количества меди на характеристики пластичности, являющиеся функцией изгибаемости и скручиваемости, показательно прослеживаются на свойствах сплавов № 8 (0,014% меди), № 13 (2,02% меди) и № 14 (2,02% меди) при одинаковом количестве молибдена и кобальта. Эти результаты объясняются тем, что введение молибдена, кобальта и, особенно меди, активирует осаждение в структуре стали частиц Ті и АІ при отпуске, если сформирована мартенситная структура. Сплав № 13 с наибольшим количеством меди был хрупок и имел невысокую пластичность и изгибаемость после нескольких циклов отпуска, более того, он также имеет наименьшую скорость твердения. При волочении этот сплав после оптимизированного отпуска имел малую окончательную прочность - 2050 Н/мм2, а пластичность наилучшую. Сплавы с высоким содержанием меди и молибдена, но не кобальта, не образуют мартенсит при закалке и следовательно их характеристики отпуска малы, однако после волочения при отпуске оптимизированная прочность равна 2699 2 Н/мм . Сплав № 8, не содержащий медь, однако имеющий высокий процент молибдена и кобальта, имеет хорошие свойства после отжига и малую изгибаемость. Оптимизированная прочность его равна 2466 Н/мм 2 , а пластичность мала по сравнению с двумя другими сплавами. 5 10 15 20 25 30 35 40 45 Таким образом можно сделать вывод, что титан и алюминий благотворно влияют 50 на свойства стали. Введение до 1,4% титана увеличивает прочность без существенной подверженности растрескиванию и не затрудняет механическую обработку (ковку, волочение) заготовок из заявлен- 55 ной стали. Добавка алюминия в размере 0 , 1 % (исследовались добавки до 0,4%) достаточна для увеличения характеристик отпуска дополнительно на 100-150 Н/мм2 и поэтому уровень 0 , 1 % алюминия яв 14 ляется минимальным в стали. С ростом содержания алюминия увеличивается прочность стали без снижения пластичности и содержание в 0,6% алюминия при 1,4% титана может являться оптимальным для сохранения этого уровня. Медь существенно улучшает характеристику отпуска без снижения пластичности в интервале от 0 , 0 1 % до 2,02% и не снижает уровень прочностных свойств. Введение алюминия и меди в заявленном количестве несколько затрудняет превращение структуры стали в мартенситную при закалке. При введении меди выше 2 % (до 4 % ) необходимо проводить холодную обработку перед отпуском. Введение молибдена (исследовался интервал
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C22C 38/52, C22C 38/50
Мітки: мартенситна, сталь, нержавіюча, дисперсно-твердіюча
Код посилання
<a href="https://ua.patents.su/12-26452-dispersno-tverdiyucha-martensitna-nerzhaviyucha-stal.html" target="_blank" rel="follow" title="База патентів України">Дисперсно-твердіюча мартенситна нержавіюча сталь</a>
Мартенситна нержавіюча сталь покращеної оброблюваності

Номер патенту: 26151
Опубліковано: 07.06.1999
Автори: Бейоль Жак, Блеттон Олів'є, ТЕРР'ЄН Паскаль
МПК: C22C 38/60
Мітки: сталь, нержавіюча, оброблюваності, покращеної, мартенситна
Формула / Реферат:
1. Мартенситная нержавеющая сталь улучшенной обрабатываемости, содержащая углерод, кремний, марганец, хром, серу, кальций, кислород, железо, отличающаяся тем, что она содержит компоненты при следующем соотношении, мас.%: Углерод Ниже 1,2, Кремний Не более 2 Марганец Не более 2 Хром 10,5 - 19 ...
Інструментальна нержавіюча сталь
Номер патенту: 23342
Опубліковано: 31.08.1998
Автори: Дузь Володимир Андрійович, Немошкаленко Володимир Володимирович, Гаврилюк Валентин Генадійович
МПК: C22C 38/14
Мітки: нержавіюча, інструментальна, сталь
Формула / Реферат:
Инструментальная нержавеющая сталь, содержащая углерод, кремний, марганец, хром, молибден, ванадий, азот, железо, отличающаяся тем, что она содержит ниобий, при следующем соотношении компонентов, мас.%: Углерод 0,18-0,25 Кремний 0,30-0,60 Хром 14,0-16,0 Молибден 0,50-1,0 Ванадий ...
Високоміцна нержавіюча сталь
Номер патенту: 25436
Опубліковано: 30.10.1998
Автори: Дузь Володимир Андрійович, Немошкаленко Володимир Володимирович, Гаврилюк Валентин Генадійович
МПК: C22C 38/44
Мітки: нержавіюча, високоміцна, сталь
Формула / Реферат:
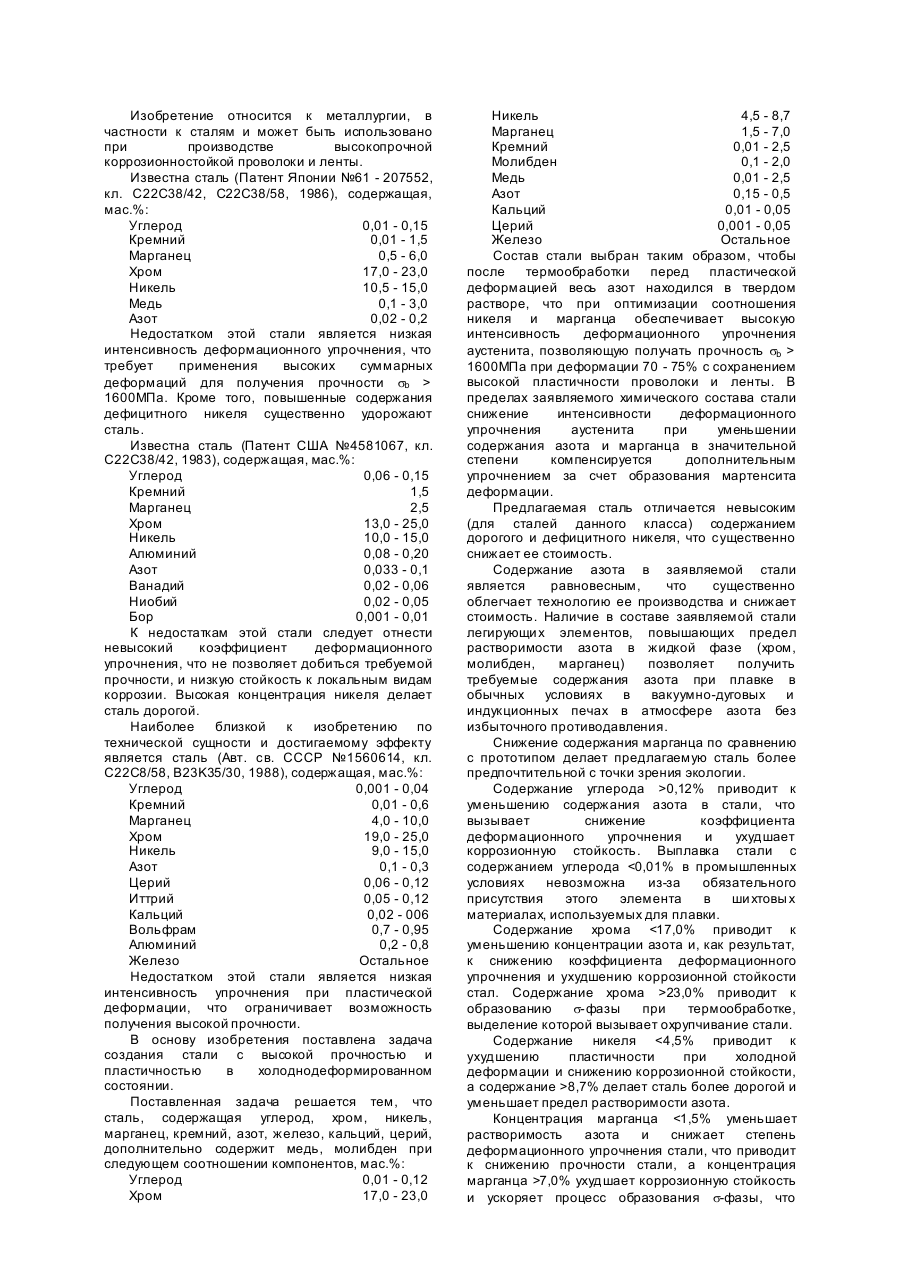
Высокопрочная нержавеющая сталь, содержащая углерод, хром, никель, марганец, кремний, азот, кальций, церий, железо, отличающаяся тем, что дополнительно содержит медь, молибден при следующем соотношении компонентов, мас.%: Углерод 0,01 - 0,12 Хром 17,0 - 23,0 Никель 4,5 - 8,7 Марганец 1,5 - 7,0 ...
Сталь
Номер патенту: 6793
Опубліковано: 29.12.1994
Автори: Мовшович Вілорд Соломонович, Козаков Сергій Сергійович, Сацький Віталій Антонович, Пінчук Євген Іванович, Боляк Володимир Романович, Штехно Олег Миколайович, Мошкевич Євген Іцкович, Сергієнко Станіслав Леонідович
МПК: C22C 38/44
Мітки: сталь
Формула / Реферат:
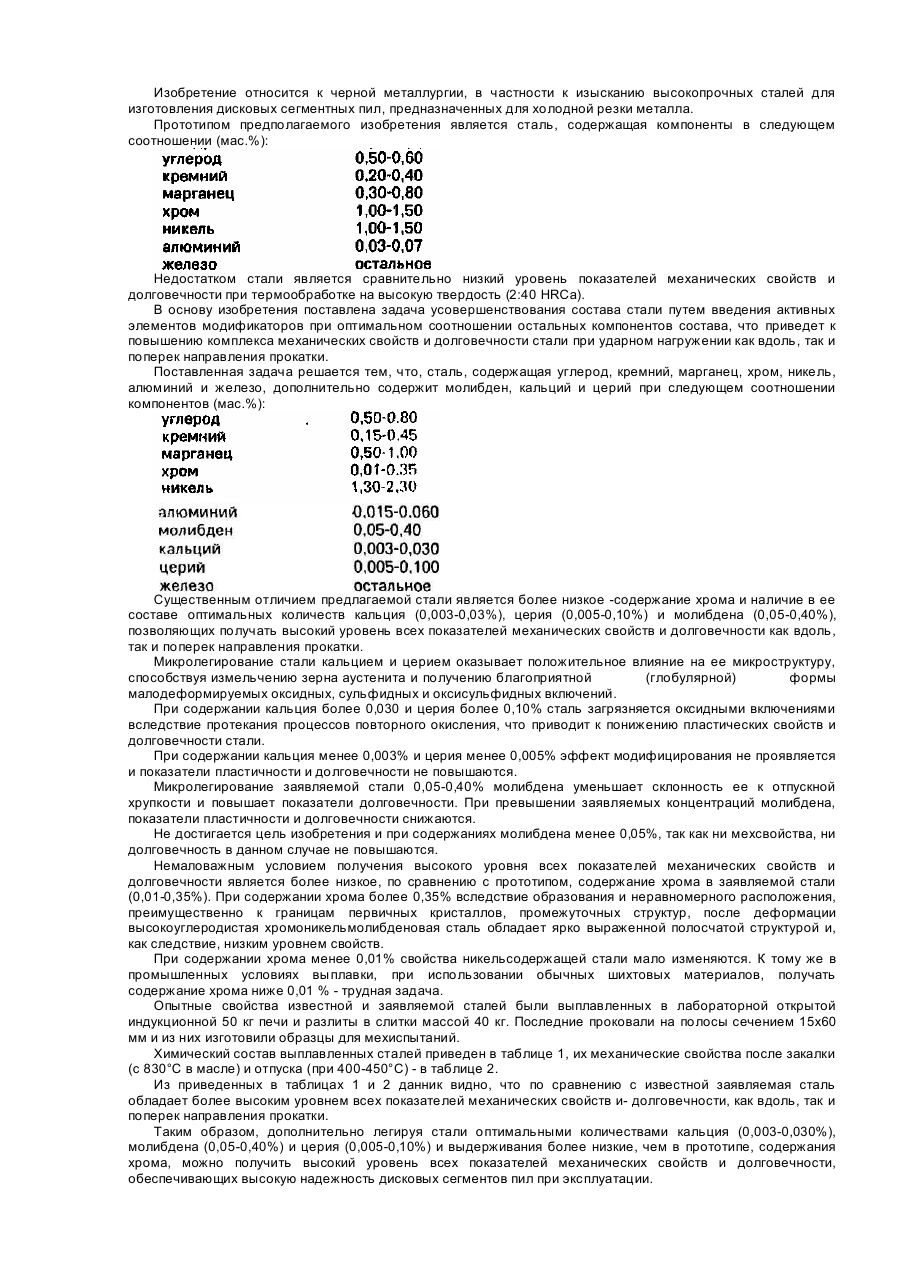
Сталь, содержащая углерод, марганец, кремний хром, никель, алюминий и железо, отличающаяся тем, что она дополнительно содержит молибден, кальций и церий при следующем соотношении компонентов, мас.%: углерод 0,50-0,80 кремний 0,15-0,45 марганец 0,50-1,00 хром 0,01-0,35 никель 1,30-2,30 алюминий 0,015-0,60...
Сталь
Номер патенту: 6792
Опубліковано: 29.12.1994
Автори: Козаков Сергій Сергійович, Штехно Олег Миколайович, Сергієнко Станіслав Леонідович, Сацький Віталій Антонович, Мовшович Вілорд Соломонович, Пінчук Євген Іванович, Боляк Володимир Романович, Мошкевич Євген Іцкович
МПК: C22C 38/42
Мітки: сталь
Формула / Реферат:
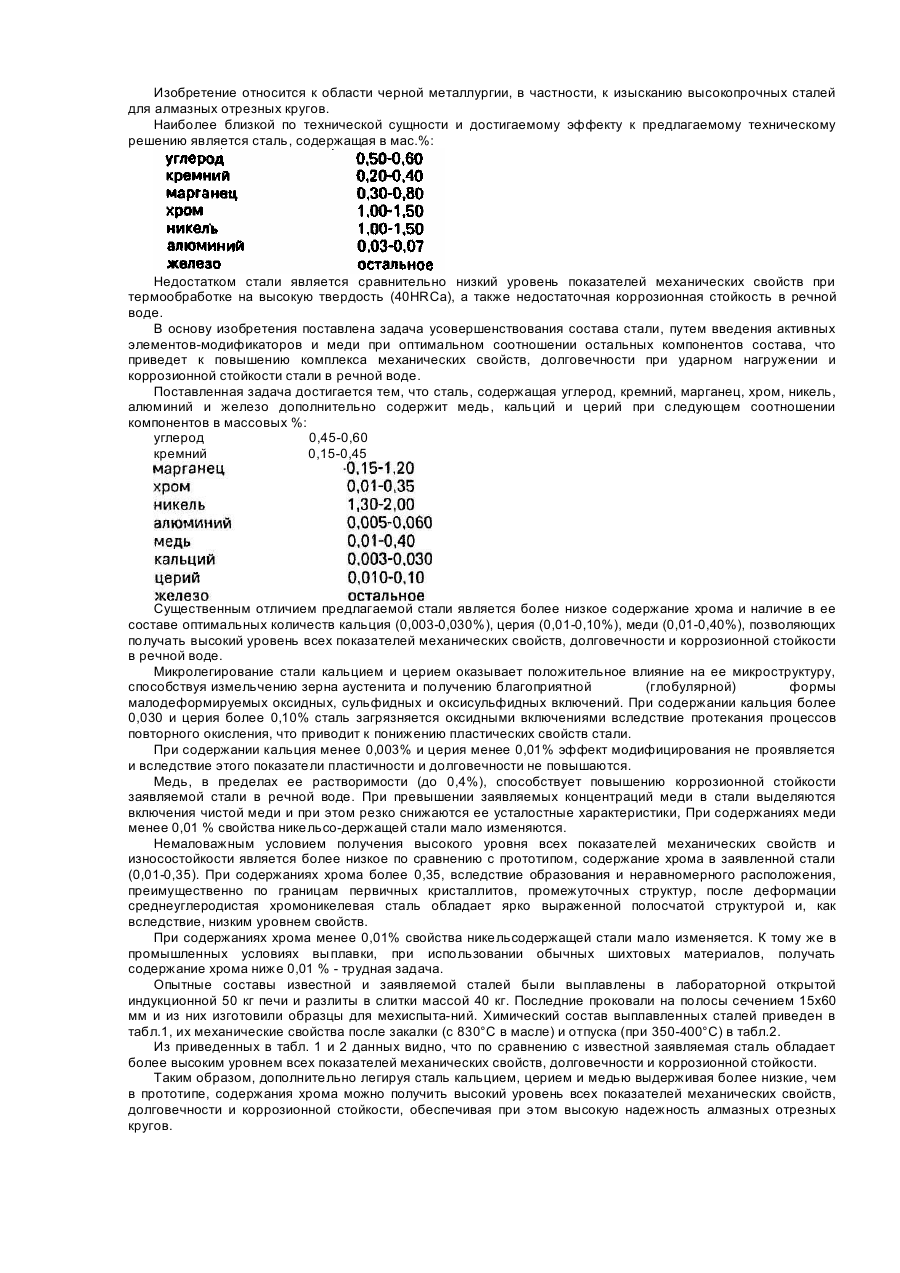
Сталь, содержащая углерод, кремний, марганец, хром, никель, алюминий и железо, отличающаяся тем, что она дополнительно содержит медь, кальций и церий при следующем соотношении компонентов, мас. % : углерод 0,45-0,60 кремний 0,15-0,45 марганец 0,15-1,20 хром 0,01-0,35 никель 1,30-2,00...
Попередній патент: Електрична розетка з полегшеним вийманням вилки
Наступний патент: Спосіб створювання точок кольорового телевізійного зображення і система для його здійснення
Випадковий патент: Олія соняшникова з пряно-ароматичними природними рослинними інгредієнтами (гіркий перець)