Спосіб та пристрій для автоматичного закриття транспортних мішків
Формула / Реферат
1. Способ автоматической заделки транспортных мешков после их заполнения заданным количеством сыпучего продукта и транспортировки к устройству заделки с последующим зажатием транспортного мешка, фальцеванием и заклеиванием верхнего открытого края мешка, а также последующим сжатием и охлаждением места склеивания, отличающийся тем, что транспортный мешок после раскрывания его верхнего края дополнительно выравнивают по высоте относительно верхнего края мешка и фиксируют, путем стягивания из мешка вытесняют воздух, и выровненный мешок передают к двухклювой втягивающей системе устройства заделки, фиксированный и выровненный мешок стягивают и зажимают в двух местах во втягивающей системе, затем выполняют первый биг и образуют первый фальц, после чего выполняют второй биг, расположенный под первым бигом, и под этим вторым битом наносят клеевой слой, а в заключение выполняют двойной фальц с образованием клеевой полосы и сжимают его с высоким удельным давлением, причем мешок движется горизонтально непрерывно на транспортирующем элементе.
2. Способ по п. 1, отличающийся тем, что мешок выравнивают посредством воздействия раскрывающего устройства, причем мешок перемещают полностью или частично.
3. Способ по п. 1, отличающийся тем, что при раскрывании и зажатии открытого вверху мешка удаляют воздушную подушку.
4. Способ по любому из пп. 1, 2, отличающийся тем, что свободный край мешка устанавливают в предварительно выбранное положение по высоте.
5. Способ по любому из пп. 1, 2, отличающийся тем, что натянутый, с сомкнутым верхом и выровненный мешок передают после раскрывающего устройства к зажимному ленточному транспортеру посредством зажимной каретки, причем зажимной ленточный транспортер перемещает мешок синхронно с транспортирующим элементом.
6. Способ по п. 1, отличающийся тем, что дефектные мешки выбраковывают за счет выборочного ослабления зажимного усилия в подвижной или неподвижной части двухклювой системы и параллельного опускания транспортирующего элемента.
7. Способ по п. 1, отличающийся тем, что верхний конец мешка стягивают с каждой стороны посредством двух внутренних ножей, открывающихся и закрывающихся под углом после погружения в мешок, и входящего снаружи между закрывающимися внутренними ножами, складкообразующего ножа, образуя складку, причем ножи перемещают синхронно в направлении транспортировки.
8. Способ по п. 7, отличающийся тем, что складку образуют за счет обратного движения внутренних ножей в параллельное положение синхронно с движением вхождения складкообразующих ножей, натягивая материал мешка в направлении транспортировки мешка.
9. Способ по п. 1, отличающийся тем, что транспортирующий элемент выполнен с возможностью регулирования по высоте.
10. Способ по любому из пп. 1, 5, отличающийся тем, что открытый и стянутый конец мешка, начиная со стягивания, удерживают в зажимном ленточном транспортере в неизмененном выровненном положении или положении по высоте вплоть до сжатия и перемещают синхронно с транспортирующим элементом.
11. Способ по п. 1, отличающийся тем, что фальц выполняют в спиральном фальцевателе и фальцующем канале, длина которого предпочтительно соответствует длине фальца.
12. Способ по п. 1, отличающийся тем, что клей наносят при помощи клеевого сопла с кулачковым управлением.
13. Способ по п. 1, отличающийся тем, что второй биг выполняют одновременно с нанесением клеевого слоя.
14. Способ по п. 1, отличающийся тем, что клеевая полоса образует герметичную заделку между первым фальцем и местом нанесения клея.
15. Устройство для автоматической заделки заполненных транспортных мешков после их заполнения заданным количеством сыпучего продукта, содержащее участки раскрывания, зажатия и фальцевания транспортного мешка, нанесения клея и сжатия места склеивания, ленточный транспортер для перемещения мешка на транспортирующем элементе от участка к участку, зажимное устройство, зажимной ленточный транспортер, датчики, средства автоматики и контрольные устройства, отличающееся тем, что оно содержит раскрывающее устройство с управляемым приводом для раскрывания и выравнивания мешка по высоте, две последовательно установленные в направлении транспортировки пары биговальных роликов за которыми установлены соответственно фальцевальные устройства, между биговальными роликами и фальцевальным устройством установлено, сопло для нанесения клеевого слоя, а также установленную за ними пару сжимающих роликов.
16. Устройство по п. 15, отличающееся тем, что раскрывающее устройство содержит две пары перемещающихся горизонтально и вертикально внутренних ножей и по одному расположенному сбоку слева и справа складкообразующему ножу.
17. Устройство по п. 16, отличающееся тем, что внутренним ножам соответствует отдельный привод для их открывания и закрывания.
18. Устройство по п. 15, отличающееся тем, что приводные цепи для приводных шестерней ремней внутренних и складкообразующих ножей служат в качестве мест опоры для направляющих шестерней противоположной оси, при этом предпочтительно приводная шестерня для внутренних ножей прочно связана с валом, а направляющая шестерня складкообразующих ножей выполнена свободной.
19. Устройство по п. 16, отличающееся тем, что оно содержит датчики, определяющие положение и высоту верхнего края мешка.
20. Устройство по п. 15, отличающееся тем, что из попарно установленных биговальных роликов и сжимающих роликов во вращение приводится только один ролик.
21. Устройство по п. 15, отличающееся тем, что клеевое сопло имеет кулачковое управление.
22. Устройство по п. 15, отличающееся тем, что транспортирующий элемент выполнен с возможностью регулирования по высоте и содержит, предпочтительно, две подъемные трапеции, синхронно перемещаемые общим карданным валом, и по меньшей мере одну коленно-рычажную продольную тягу для продольной стабилизации.
23. Устройство по п. 15, отличающееся тем, что оно содержит управляющие средства и регулирующие устройства для возможности предварительного выбора высоты фальцевания, средства для управления от меню программы и определения высоты фальца мешка или готовой длины мешка, а также для независимого регулирования высоты фальцевальных устройств и для обнаружения и выбраковывания дефектных мешков.
Текст
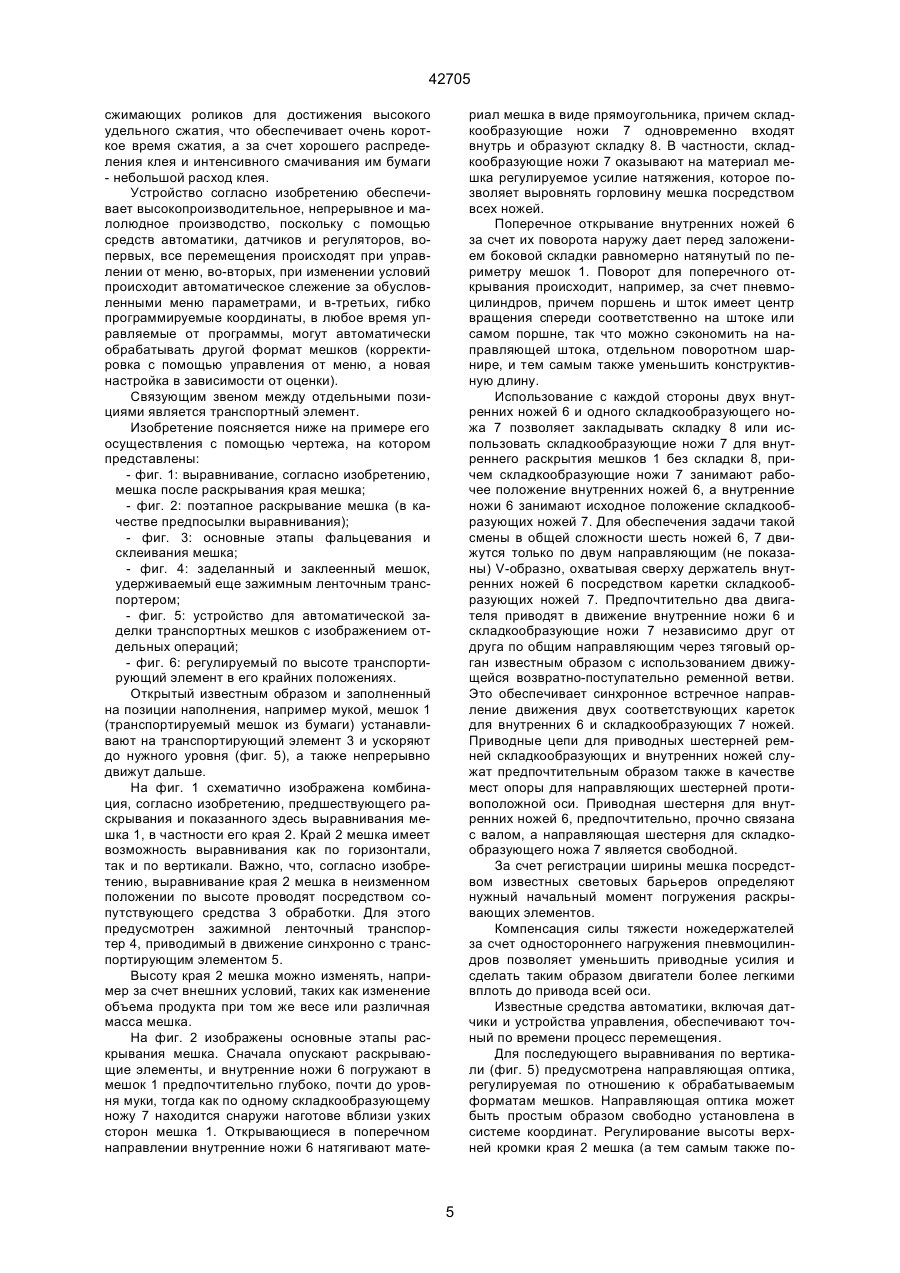
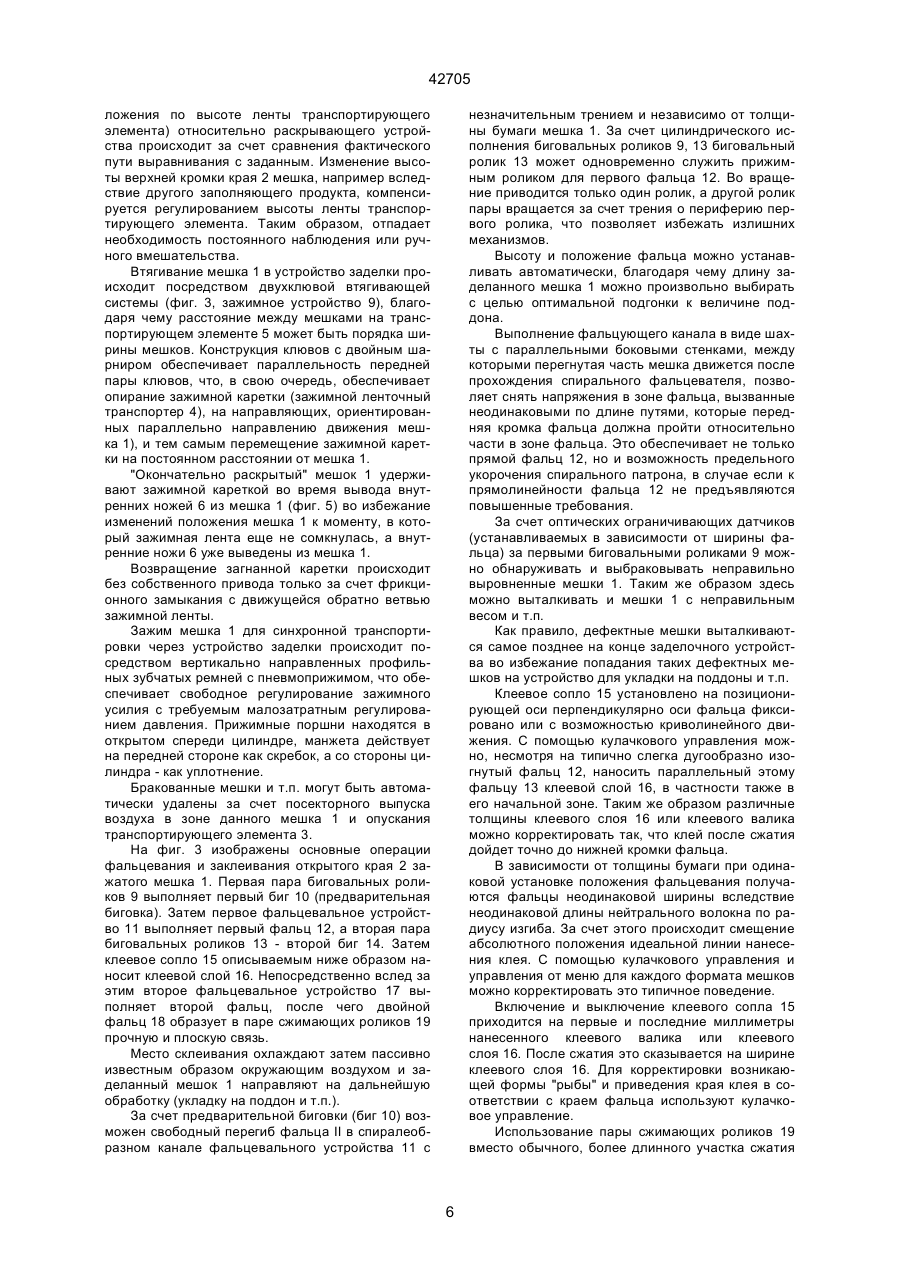
1. Способ автоматической заделки транспортных мешков после их заполнения заданным количеством сыпучего продукта и транспортировки к устройству заделки с последующим зажатием транспортного мешка, фальцеванием и заклеиванием верхнего открытого края мешка, а также последующим сжатием и охлаждением места склеивания, отличающийся тем, что транспортный мешок после раскрывания его верхнего края дополнительно выравнивают по высоте относительно верхнего края мешка и фиксируют, путем стягивания из мешка вытесняют воздух, и выровненный мешок передают к двухклювой втягивающей системе устройства заделки, фиксированный и выровненный мешок стягивают и зажимают в двух местах во втягивающей системе, затем выполняют первый биг и образуют первый фальц, после чего выполняют второй биг, расположенный под первым бигом, и под этим вторым бигом наносят клеевой слой, а в заключение выполняют двойной фальц с образованием клеевой полосы и сжимают его с высоким удельным давлением, причем мешок движется горизонтально непрерывно на транспортирующем элементе. 2. Способ по п. 1, отличающийся тем, что мешок выравнивают посредством воздействия раскрывающего устройства, причем мешок перемещают полностью или частично. 3. Способ по п. 1, отличающийся тем, что при раскрывании и зажатии открытого вверху мешка удаляют воздушную подушку. 4. Способ по любому из пп. 1, 2, отличающийся тем, что свободный край мешка устанавливают в предварительно выбранное положение по высоте. 5. Способ по любому из пп. 1, 2, отличающийся тем, что натянутый, с сомкнутым верхом и выровненный мешок передают после раскрывающего устройства к зажимному ленточному транспортеру посредством зажимной каретки, причем зажимной C2 (54) СПОСІБ ТА ПРИСТРІЙ ДЛЯ АВТОМАТИЧНОГО ЗАКРИТТЯ ТРАНСПОРТНИХ МІШКІВ 42705 и сжатия места склеивания, ленточный транспортер для перемещения мешка на транспортирующем элементе от участка к участку, зажимное устройство, зажимной ленточный транспортер, датчики, средства автоматики и контрольные устройства, отличающееся тем, что оно содержит раскрывающее устройство с управляемым приводом для раскрывания и выравнивания мешка по высоте, две последовательно установленные в направлении транспортировки пары биговальных роликов за которыми установлены соответственно фальцевальные устройства, между биговальными роликами и фальцевальным устройством установлено сопло для нанесения клеевого слоя, а также установленную за ними пару сжимающих роликов. 16. Устройство по п. 15, отличающееся тем, что раскрывающее устройство содержит две пары перемещающихся горизонтально и вертикально внутренних ножей и по одному расположенному сбоку слева и справа складкообразующему ножу. 17. Устройство по п. 16, отличающееся тем, что внутренним ножам соответствует отдельный привод для их открывания и закрывания. 18. Устройство по п. 16, отличающееся тем, что приводные цепи для приводных шестерней ремней внутренних и складкообразующих ножей служат в качестве мест опоры для направляющих шестерней противоположной оси, при этом предпоч тительно приводная шестерня для внутренних ножей прочно связана с валом, а направляющая шестерня складкообразующих ножей выполнена свободной. 19. Устройство по п. 16, отличающееся тем, что оно содержит датчики, определяющие положение и высоту верхнего края мешка. 20. Устройство по п. 15, отличающееся тем, что из попарно установленных биговальных роликов и сжимающих роликов во вращение приводится только один ролик. 21. Устройство по п. 15, отличающееся тем, что клеевое сопло имеет кулачковое управление. 22. Устройство по п. 15, отличающееся тем, что транспортирующий элемент выполнен с возможностью регулирования по высоте и содержит, предпочтительно, две подъемные трапеции, синхронно перемещаемые общим карданным валом, и по меньшей мере одну коленно-рычажную продольную тягу для продольной стабилизации. 23. Устройство по п. 15, отличающееся тем, что оно содержит управляющие средства и регулирующие устройства для возможности предварительного выбора высоты фальцевания, средства для управления от меню программы и определения высоты фальца мешка или готовой длины мешка, а также для независимого регулирования высоты фальцевальных устройств и для обнаружения и выбраковывания дефектных мешков. Изобретение относится к способу и устройству для автоматической заделки транспортных мешков после их заполнения сыпучим материалом, которые находят применение, в частности, при затаривании и заделке транспортных мешков (предпочтительно бумажных) для оптовых упаковок (около 10-50 кг) муки, кормов и т.п. Заделка небольших потребительских упаковок до 2 кг осуществляется в большинстве случаев на упаковочных автоматах большой мощности. Благодаря малым перемещаемым массам и площадям бумаги процессы движения могут осуществляться с высокой скоростью, что обеспечивает очень высокую мощность. Совершенно иного подхода требуют, напротив, оптовые упаковки массой более 5 кг. Используемые при этом транспортные мешки могут иметь массу до 50 кг. Даже если и обнаруживается определенная тенденция к уменьшению упаковок, перемещаемые массы, нестабильный вид тары и плоские участки мешков требуют лишь сравнительно небольших ускорений. Слишком большие ускорения привели бы к повреждению материала мешков или деформации тары вместе с горловиной так, что она будет непригодна для дальнейших операций. Правда, у так называемых клапанных мешков заделка благодаря наличию клапаннообразно запираемого наполнительного отверстия происходит относительно без проблем, однако из-за низкой производительности затаривания, высокой стоимости пустых мешков и необходимости принятия гигиенических мер они используются для пищевых продуктов и кормов лишь условно. Пищевые продукты и корма, в частности размолотые продукты, требуют герметичной заделки транспортного мешка в обоих направлениях. Ни содержимое не должно высыпаться из мешка, ни влага, токсичные вещества или насекомые не должны проникать внутрь него. Транспортные мешки должны быть тщательно укупорены зашиванием (отверстия, перформация) или лучше заклеены. Точно так же даже небольшие различия в плотности содержимого мешка вызывают различия в степени заполнения. Поскольку транспортный мешок в незакупоренном виде не имеет точно определенной пространственной массы, автоматическое манипулирование им и укладка на поддон представляют проблему. Тем не менее каждый мешок должен иметь ровную форму и не содержать воздушных подушек, с тем чтобы обеспечить пригодный к транспортировке штабель мешков (на поддоне). Поэтому невозможно хотеть повысить только степень автоматизации устройства для заделки мешков. К тому же очень различные размеры партий требуют частоты переналадки устройства. Кроме того, имеются также ограничения, накладываемые широко применяемым зашиванием. Скорость зашивания нельзя повышать произвольно, мешки из тонкого материала (с целью уменьшения веса) зашиваются негерметично и склонны к разрыву. Принципиальное решение проблемы представляет заклеивание мешков. У заполненного и нераскрытого транспортного мешка края горловины могут сильно менять свое положение, что затрудняет точное зашивание или заклеивание. Например, необходимо и известно, что для точного процесса фальцевания от верхне 2 42705 го края мешка отрезают полосу, с тем чтобы обеспечить точное горизонтальное и вертикальное положения края. Такое решение обуславливает, однако, дополнительные затраты на оборудование и удаление отрезанного материала. Для устранения этих недостатков, например в европейской заявке ЕР-А № 293615, предложено, для укупорки бумажных мешков с боковыми складками заполненный мешок зажимать непосредственно на позиции заполнения и посредством салазок перемещать на последующую позицию фальцевания. Недостатком этого простого по себе исполнения является то обстоятельство, что открытый конец мешка можно, правда, зажать относительно точно, однако предварительно отформованный мешок передается часто очень неточно. Согласно европейской заявке ЕР-А № 123784 предложено, что один слой бумаги перед фальцеванием отделяют на несколько сантиметров и образованный таким образом напуск в качестве защитного напуска над местом сгиба склеивают затем непосредственно с тем местом материала мешка, которое лежит за пределами места сгиба. Этим можно обеспечить дополнительную защиту заделки мешка от расслаивания, даже если склеивание выполнено неоптимально. Недостатком и здесь является усложнение процесса фальцевания, которое, в частности при высокой производительности установки, может снизить надежность. Применение ограничено к тому же только многослойной бумагой. Похожее решение описано в заявке ФРГ DЕ-А № 2520744, причем из-за особой формы мешка потребитель ограничен в выборе материала для него. В патенте ЕР-А-538565 описано перемещение на поддоне относительно точно мешков на этап нанесения клея, фальцевания и обжима. Однако, недостатком является то, что отсутствует контроль за нанесением клея и отсутствие первого бига и то, что фальцовка осуществляется в один этап. Процесс двойной фальцовки известен из патента US 4507906, который включает прямое направление мешков к месту фальцовки. Мейер описывает первую и вторую фальцовку и бигование, и нанесение клея. Однако указанный процесс не предусматривает контроль качества и регулировку по высоте. Наибольший интерес представляет патент DЕ № 1931100, кл. В65В7/08, 1971, в котором описан способ и устройство для автоматической заделки транспортных мешков. В соответствии с этим патентом способ автоматической заделки транспортных мешков состоит в том, что после заполнения мешков заданным количеством сыпучего продукта его транспортируют к устройству заделки с последующим зажатием транспортного мешка, фальцеванием и заклеиванием верхнего открытого края мешка, а затем сжимают и охлаждают места склеивания. Устройство для осуществления указанного способа автоматической заделки транспортных мешков после их заполнения заданным количеством сыпучего продукта, содержит позиции раскрывания, зажатия и фальцевания транспортного мешка, нанесение клея и сжатия места склеива ния, причем мешок перемещают от позиции к позиции на транспортирующем элементе в виде ленточного транспортера. Однако, несмотря на то, что открытый конец заполненного мешка можно было бы зажать сравнительно точно, этого не всегда можно достигнуть из-за того, что мешок передается часто не очень точно, без выравнивания и коррекции больших допустимых отклонений, также не контролируется количество нанесения клея, а это все отражается на качестве шва. Кроме того, усложняет работу и снижает производительность различные размеры партий мешков и плотность содержимого мешка, что сказывается на различии степени заполнения мешка. В основу изобретения положена задача при устранении перечисленных недостатков уровня техники разработать способ простой и точной автоматической заделки транспортных мешков разной высоты наполнения, удерживания края наполненного мешка в постоянном положении, при производительности около 1200 мешков в час и упаковываемых массах по меньшей мере от 5 кг до около 50 кг на мешок. В основу изобретения положена также задача создания устройства для осуществления способа, причем оно должно обеспечить достижение высокой гибкости в отношении размера и формы используемых мешков, предпочтительно из бумаги. Эта задача решается предложенным способом автоматической заделки транспортных мешков, который состоит в том, что после заполнения мешков заданным количеством сыпучего продукта его транспортируют к устройству заделки с последующим зажатием транспортного мешка, фальцеванием и заклеиванием верхнего открытого края мешка, который затем сжимают и охлаждают места склеивания, и в соответствии с изобретением транспортный мешок после раскрывания открытого сверху мешка дополнительно выравнивают по его высоте относительно верхнего края мешка и фиксируют, путем стягивания из мешка вытесняют воздух, и выровненный мешок передают к двухклювой втягивающей системе устройства заделки, фиксированный и выровненный мешок стягивают и зажимают в двух местах во втягивающей системе, затем выполняют первый биг и образуют первый фальц, после чего выполняют второй биг, расположенный под первым бигом, и под этим вторым бигом наносят клеевой слой, а в заключение выполняют двойной фальц с образованием клеевой полосы и сжимают его с высоким удельным давлением, причем мешок движется горизонтально непрерывно на транспортирующем элементе. Благодаря немедленному интенсивному сжатию места склеивания в сжимающих роликах достигается герметичное соединение, которое уже в кратчайшее время после выхода из клеевых роликов приобретает окончательную прочность. В течение всего процесса мешок находится на горизонтальном основании, транспортном элементе, предпочтительно цепном транспортере, и его положение контролируют датчики. Транспортный элемент выполнен с возможностью регулирования по высоте и обладает надежной продольной стабилизацией. За счет этого можно использовать трапецеидальные элементы 3 42705 для регулирования по высоте, имеющие простую конструкцию. Предпочтительно мешок после заполнения и установки на транспортный элемент движут непрерывно, с тем чтобы избежать также наклона мешка. В процессе обширных исследований было обнаружено, что за счет связи известных отдельных функций с новыми функциями с привлечением средств сенсорики и автоматики, а также регуляторов можно создать совершенно новое поколение оборудования. Устройство для осуществления способа для автоматической заделки заполненных транспортных мешков после их заполнения заданным количеством сыпучего продукта, содержит позиции раскрывания, зажатия и фальцевания транспортного мешка, нанесение клея и сжатие места склеивания, причем мешок перемещают от позиции к позиции на транспортирующем элементе в виде ленточного транспортера, и с зажимным устройством, с зажимным ленточным транспортером и с датчиком, автоматическими средствами и контролирующими устройствами (регуляторами), и в соответствии с изобретением указанное устройство содержит раскрывающее устройство с управляемым приводом для раскрывания и выравнивания мешка по высоте, две последовательно установленные в направлении транспортировки пары биговальных роликов, за которыми установлены соответственно фальцевальные устройства, и между биговальными роликами и фальцевальным устройством установлено клеевое сопло для нанесения клеевого слоя, и установленную за ними пару сжимающих роликов. Указанное устройство отличается сравнительно небольшими затратами на механику и сравнительно небольшой потребностью в площади. Отпадает необходимость в обычных до сих пор дополнительных устройствах, например для обрезки кромок мешка и для удаления отходов. Использование средств автоматики и датчиков обеспечивает помимо точности перемещений также регистрацию регулирующих величин в регулируемой последовательности перемещений. Отклонение регулирующих величин может быть использовано для обнаружения известных специалисту изменившихся внешних и внутренних эксплуатационных условий. Именно при затаривании в неустойчивые бумажные мешки и с изменяющимися свойствами затариваемого продукта в течение минут или часов вследствие внешних условий неизбежным является активное отслеживание заданных параметров для поддержания бесперебойного, автоматического и безлюдного производства. Согласно изобретению обнаружено, что уже процесс раскрывания мешка должен происходить точно и с воздействием определенного усилия. Глубокое проникновение раскрывающих элементов (ножей) в мешок почти до поверхности продукта позволяет, кроме того, хорошо вытеснить воздушную подушку. За счет предпочтительного использования с каждой стороны двух внутренних ножей и одного складкообразующего ножа для закладывания складки (или использования складкообразующих ножей для внутреннего раскрывания мешка без складки) и за счет поперечного расхождения внутренних ножей перед закладыванием боковой складки образуется равномерно напряженный по периметру мешок. Благодаря одинаковой длине передней и задней сторон мешка это обеспечивает не только лучший внешний вид, но и прежде всего более высокую герметичность заделки. Раскрывающие элементы перемещают синхронно с транспортным элементом. Фрикционное замыкание между раскрывающими ножами и стенкой мешка используют для того, чтобы за счет движения раскрывающих элементов вниз или вверх с помощью тех же приводов, которые совершают движение погружения, привести также верхнюю кромку мешка в нужное положение. Таким образом впервые удалось достичь точной подготовки открытой верхней части мешка к собственно ее заделке без обрезания края мешка и подобных манипуляций. Втягивание мешка в заделочное укупорочное устройство происходит предпочтительно так, что требуется определенное горизонтальное положение мешка на ленточном транспортере. Это возможно: например за счет двухклювой втягивающей системы. Параллельность передних частей клювов позволяет, кроме того, двигать перемещающуюся по ним зажимную каретку на постоянном расстоянии от мешка. Этим мешок удерживается с фиксацией в его положении также во время извлечения раскрывающих ножей, когда клювы в качестве держателей зажимного ремня еще не закрыты. Зажимное усилие в клюве, как в неподвижной части, можно произвольно выбирать, а бракованные мешки - удалять за счет ослабления зажимного усилия, при необходимости также за счет выборочного ослабления зажимного усилия в подвижной или неподвижной части, в которой как раз находится дефектный мешок. Транспортный элемент опускают параллельно ей. Фальцевание мешка осуществляют предпочтительно в несколько этапов. Сначала выполняют предварительную биговку и перегиб фальца независимо от толщины бумаги. Биговальные ролики выполнены цилиндрическими, так что верхняя часть ролика второго фальцевателя может служить одновременно прижимным роликом для первого фальца. Фальцевальныеустройства предпочтительно выполнены с возможностью регулирования по шоссе для получения складок любой ширины. Фальцующий канал выполнен предпочтительно так, что могут быть уменьшены напряжения в зоне фальцевания мешка. Предпочтительно в зоне предварительной биговки (первый биг) расположены датчики для обнаружения дефектных мешков. Непосредственно после второй биговки происходит нанесение клея, причем наносящее сопло выполнено с возможностью предпочтительно криволинейного перемещения, с тем чтобы достичь оптимального положения клеевого валика и по возможности постоянного расстояния между краем клея и первым фальцем опять-таки независимо от толщины бумаги и дугообразных или слегка изломанных фальцев. Сжатие места склеивания происходит предпочтительно с помощью попарно расположенных 4 42705 сжимающих роликов для достижения высокого удельного сжатия, что обеспечивает очень короткое время сжатия, а за счет хорошего распределения клея и интенсивного смачивания им бумаги - небольшой расход клея. Устройство согласно изобретению обеспечивает высокопроизводительное, непрерывное и малолюдное производство, поскольку с помощью средств автоматики, датчиков и регуляторов, вопервых, все перемещения происходят при управлении от меню, во-вторых, при изменении условий происходит автоматическое слежение за обусловленными меню параметрами, и в-третьих, гибко программируемые координаты, в любое время управляемые от программы, могут автоматически обрабатывать другой формат мешков (корректировка с помощью управления от меню, а новая настройка в зависимости от оценки). Связующим звеном между отдельными позициями является транспортный элемент. Изобретение поясняется ниже на примере его осуществления с помощью чертежа, на котором представлены: - фиг. 1: выравнивание, согласно изобретению, мешка после раскрывания края мешка; - фиг. 2: поэтапное раскрывание мешка (в качестве предпосылки выравнивания); - фиг. 3: основные этапы фальцевания и склеивания мешка; - фиг. 4: заделанный и заклеенный мешок, удерживаемый еще зажимным ленточным транспортером; - фиг. 5: устройство для автоматической заделки транспортных мешков с изображением отдельных операций; - фиг. 6: регулируемый по высоте транспортирующий элемент в его крайних положениях. Открытый известным образом и заполненный на позиции наполнения, например мукой, мешок 1 (транспортируемый мешок из бумаги) устанавливают на транспортирующий элемент 3 и ускоряют до нужного уровня (фиг. 5), а также непрерывно движут дальше. На фиг. 1 схематично изображена комбинация, согласно изобретению, предшествующего раскрывания и показанного здесь выравнивания мешка 1, в частности его края 2. Край 2 мешка имеет возможность выравнивания как по горизонтали, так и по вертикали. Важно, что, согласно изобретению, выравнивание края 2 мешка в неизменном положении по высоте проводят посредством сопутствующего средства 3 обработки. Для этого предусмотрен зажимной ленточный транспортер 4, приводимый в движение синхронно с транспортирующим элементом 5. Высоту края 2 мешка можно изменять, например за счет внешних условий, таких как изменение объема продукта при том же весе или различная масса мешка. На фиг. 2 изображены основные этапы раскрывания мешка. Сначала опускают раскрывающие элементы, и внутренние ножи 6 погружают в мешок 1 предпочтительно глубоко, почти до уровня муки, тогда как по одному складкообразующему ножу 7 находится снаружи наготове вблизи узких сторон мешка 1. Открывающиеся в поперечном направлении внутренние ножи 6 натягивают мате риал мешка в виде прямоугольника, причем складкообразующие ножи 7 одновременно входят внутрь и образуют складку 8. В частности, складкообразующие ножи 7 оказывают на материал мешка регулируемое усилие натяжения, которое позволяет выровнять горловину мешка посредством всех ножей. Поперечное открывание внутренних ножей 6 за счет их поворота наружу дает перед заложением боковой складки равномерно натянутый по периметру мешок 1. Поворот для поперечного открывания происходит, например, за счет пневмоцилиндров, причем поршень и шток имеет центр вращения спереди соответственно на штоке или самом поршне, так что можно сэкономить на направляющей штока, отдельном поворотном шарнире, и тем самым также уменьшить конструктивную длину. Использование с каждой стороны двух внутренних ножей 6 и одного складкообразующего ножа 7 позволяет закладывать складку 8 или использовать складкообразующие ножи 7 для внутреннего раскрытия мешков 1 без складки 8, причем складкообразующие ножи 7 занимают рабочее положение внутренних ножей 6, а внутренние ножи 6 занимают исходное положение складкообразующих ножей 7. Для обеспечения задачи такой смены в общей сложности шесть ножей 6, 7 движутся только по двум направляющим (не показаны) V-образно, охватывая сверху держатель внутренних ножей 6 посредством каретки складкообразующих ножей 7. Предпочтительно два двигателя приводят в движение внутренние ножи 6 и складкообразующие ножи 7 независимо друг от друга по общим направляющим через тяговый орган известным образом с использованием движущейся возвратно-поступательно ременной ветви. Это обеспечивает синхронное встречное направление движения двух соответствующих кареток для внутренних 6 и складкообразующих 7 ножей. Приводные цепи для приводных шестерней ремней складкообразующих и внутренних ножей служат предпочтительным образом также в качестве мест опоры для направляющих шестерней противоположной оси. Приводная шестерня для внутренних ножей 6, предпочтительно, прочно связана с валом, а направляющая шестерня для складкообразующего ножа 7 является свободной. За счет регистрации ширины мешка посредством известных световых барьеров определяют нужный начальный момент погружения раскрывающих элементов. Компенсация силы тяжести ножедержателей за счет одностороннего нагружения пневмоцилиндров позволяет уменьшить приводные усилия и сделать таким образом двигатели более легкими вплоть до привода всей оси. Известные средства автоматики, включая датчики и устройства управления, обеспечивают точный по времени процесс перемещения. Для последующего выравнивания по вертикали (фиг. 5) предусмотрена направляющая оптика, регулируемая по отношению к обрабатываемым форматам мешков. Направляющая оптика может быть простым образом свободно установлена в системе координат. Регулирование высоты верхней кромки края 2 мешка (а тем самым также по 5 42705 ложения по высоте ленты транспортирующего элемента) относительно раскрывающего устройства происходит за счет сравнения фактического пути выравнивания с заданным. Изменение высоты верхней кромки края 2 мешка, например вследствие другого заполняющего продукта, компенсируется регулированием высоты ленты транспортирующего элемента. Таким образом, отпадает необходимость постоянного наблюдения или ручного вмешательства. Втягивание мешка 1 в устройство заделки происходит посредством двухклювой втягивающей системы (фиг. 3, зажимное устройство 9), благодаря чему расстояние между мешками на транспортирующем элементе 5 может быть порядка ширины мешков. Конструкция клювов с двойным шарниром обеспечивает параллельность передней пары клювов, что, в свою очередь, обеспечивает опирание зажимной каретки (зажимной ленточный транспортер 4), на направляющих, ориентированных параллельно направлению движения мешка 1), и тем самым перемещение зажимной каретки на постоянном расстоянии от мешка 1. "Окончательно раскрытый" мешок 1 удерживают зажимной кареткой во время вывода внутренних ножей 6 из мешка 1 (фиг. 5) во избежание изменений положения мешка 1 к моменту, в который зажимная лента еще не сомкнулась, а внутренние ножи 6 уже выведены из мешка 1. Возвращение загнанной каретки происходит без собственного привода только за счет фрикционного замыкания с движущейся обратно ветвью зажимной ленты. Зажим мешка 1 для синхронной транспортировки через устройство заделки происходит посредством вертикально направленных профильных зубчатых ремней с пневмоприжимом, что обеспечивает свободное регулирование зажимного усилия с требуемым малозатратным регулированием давления. Прижимные поршни находятся в открытом спереди цилиндре, манжета действует на передней стороне как скребок, а со стороны цилиндра - как уплотнение. Бракованные мешки и т.п. могут быть автоматически удалены за счет посекторного выпуска воздуха в зоне данного мешка 1 и опускания транспортирующего элемента 3. На фиг. 3 изображены основные операции фальцевания и заклеивания открытого края 2 зажатого мешка 1. Первая пара биговальных роликов 9 выполняет первый биг 10 (предварительная биговка). Затем первое фальцевальное устройство 11 выполняет первый фальц 12, а вторая пара биговальных роликов 13 - второй биг 14. Затем клеевое сопло 15 описываемым ниже образом наносит клеевой слой 16. Непосредственно вслед за этим второе фальцевальное устройство 17 выполняет второй фальц, после чего двойной фальц 18 образует в паре сжимающих роликов 19 прочную и плоскую связь. Место склеивания охлаждают затем пассивно известным образом окружающим воздухом и заделанный мешок 1 направляют на дальнейшую обработку (укладку на поддон и т.п.). За счет предварительной биговки (биг 10) возможен свободный перегиб фальца II в спиралеобразном канале фальцевального устройства 11 с незначительным трением и независимо от толщины бумаги мешка 1. За счет цилиндрического исполнения биговальных роликов 9, 13 биговальный ролик 13 может одновременно служить прижимным роликом для первого фальца 12. Во вращение приводится только один ролик, а другой ролик пары вращается за счет трения о периферию первого ролика, что позволяет избежать излишних механизмов. Высоту и положение фальца можно устанавливать автоматически, благодаря чему длину заделанного мешка 1 можно произвольно выбирать с целью оптимальной подгонки к величине поддона. Выполнение фальцующего канала в виде шахты с параллельными боковыми стенками, между которыми перегнутая часть мешка движется после прохождения спирального фальцевателя, позволяет снять напряжения в зоне фальца, вызванные неодинаковыми по длине путями, которые передняя кромка фальца должна пройти относительно части в зоне фальца. Это обеспечивает не только прямой фальц 12, но и возможность предельного укорочения спирального патрона, в случае если к прямолинейности фальца 12 не предъявляются повышенные требования. За счет оптических ограничивающих датчиков (устанавливаемых в зависимости от ширины фальца) за первыми биговальными роликами 9 можно обнаруживать и выбраковывать неправильно выровненные мешки 1. Таким же образом здесь можно выталкивать и мешки 1 с неправильным весом и т.п. Как правило, дефектные мешки выталкиваются самое позднее на конце заделочного устройства во избежание попадания таких дефектных мешков на устройство для укладки на поддоны и т.п. Клеевое сопло 15 установлено на позиционирующей оси перпендикулярно оси фальца фиксировано или с возможностью криволинейного движения. С помощью кулачкового управления можно, несмотря на типично слегка дугообразно изогнутый фальц 12, наносить параллельный этому фальцу 13 клеевой слой 16, в частности также в его начальной зоне. Таким же образом различные толщины клеевого слоя 16 или клеевого валика можно корректировать так, что клей после сжатия дойдет точно до нижней кромки фальца. В зависимости от толщины бумаги при одинаковой установке положения фальцевания получаются фальцы неодинаковой ширины вследствие неодинаковой длины нейтрального волокна по радиусу изгиба. За счет этого происходит смещение абсолютного положения идеальной линии нанесения клея. С помощью кулачкового управления и управления от меню для каждого формата мешков можно корректировать это типичное поведение. Включение и выключение клеевого сопла 15 приходится на первые и последние миллиметры нанесенного клеевого валика или клеевого слоя 16. После сжатия это сказывается на ширине клеевого слоя 16. Для корректировки возникающей формы "рыбы" и приведения края клея в соответствии с краем фальца используют кулачковое управление. Использование пары сжимающих роликов 19 вместо обычного, более длинного участка сжатия 6 42705 обеспечивает очень сильное сжатие клея по одной линии при небольшой затрате усилия. Сильное удельное сжатие (наподобие каландра) обеспечивает раскатывание клея в тонкую пленку при смачивании большой площади бумаги вплоть до его попадания в поры материала и тем самым большую площадь склеивания. Это важно, чтобы даже при расслаивании бумаги исключить разрыв в месте заделки. К тому же клеевой слой 16 является гибким под изгибающей нагрузкой, менее склонен к разрыву по сравнению с обычно сжатыми между лентами и толстыми местами склеивания, и расходуется меньше клея. Кроме того, время охлаждения короче и мешок 1 может нагружаться уже непосредственно после выхода из сжимающих роликов 19. Время сжатия составляет около 0,5 с и сразу не достигается около 80% от окончательной прочности. Проблем с расслаиванием не было обнаружено во время обширных испытаний. Также уменьшается конструктивная длина устройства заделки. Как и биговальные ролики 9, 13, во вращение приводится только один сжимающий ролик 19, а второй вращается за счет трения о периферийную поверхность первого. Силовой поток по периферии всегда сохраняется с зажатым мешком 1 или без него. На фиг. 5 изображено все устройство заделки или укупорочное устройство. Раскрывающее устройство содержит независимо управляемые привода 20, 21 для внутренних 6 и складкообразующих 7 ножей, которые обеспечивают одно- или двухстороннее регулирование по высоте и последующее выравнивание. Посредством гидропривода или позиционирующего привода ножи могут двигаться горизонтально и создавать соответствующее усилие натяжения. Раскрывающее уст ройство установлено с возможностью перемещения по горизонтальной направляющей 22 параллельно транспортирующему элементу 3 для синхронизации раскрывателей с мешком 1 и исключения мешающих усилий во время раскрывания. Функцией выравнивания, контролируемой датчиками 23, например оптическими зондами, можно управлять или регулировать ее наподобие робота посредством управляющей вычислительной машины. Заполненный мешок 1 помещают от позиции 24 затаривания на транспортирующий элемент, причем боковая направляющая 25 удерживает мешок 1 в вертикальном положении. В целях высокой функциональной надежности мешки 1 должны быть расположены на равном и коротком расстоянии друг от друга. Транспортирующий элемент 5 (фиг. 6) выполнен с возможностью координированного регулирования по высоте посредством подъемных трапеций 26. Использование встроенной управляющей сенсорики для одновременного обнаружения дефектных мешков 1 через относящуюся к объекту память обеспечивает выталкивание этих мешков 1 в предназначенном для этого месте. Использование компьютерного управления обеспечивает, кроме того, управление от специфичных для данных мешков меню, а гибко программируемые координаты обеспечивают автоматическую настройку на другие габариты мешков. Специфичные для машины и способа особенности можно корректировать, и регуляторы обеспечивают автоматическую настройку на изменившиеся внутренние и внешние условия, а за счет накопления регулируемых значений - также в периодическом режиме работы. Фиг. 1 7 42705 Фиг. 2 8 42705 Фиг. 3 9 42705 Фиг. 4 10 42705 Фиг. 5 Фиг. 6 11 42705 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 12
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and apparatus for automatic closing of transport bags
Автори англійськоюNuetzi Markus, Naef Peter
Назва патенту російськоюСпособ и устройство для автоматического закрытия транспортных мешков
Автори російськоюНютци Маркус, Неф Петер
МПК / Мітки
МПК: B65B 7/00
Мітки: пристрій, мішків, транспортних, спосіб, автоматичного, закриття
Код посилання
<a href="https://ua.patents.su/12-42705-sposib-ta-pristrijj-dlya-avtomatichnogo-zakrittya-transportnikh-mishkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для автоматичного закриття транспортних мішків</a>
Пристрій для закріплення мішків на завантажувальному патрубкові
Номер патенту: 18707
Опубліковано: 25.12.1997
Автори: Ткаченко Іван Васильович, Рудяга Володимир Іванович
МПК: B65B 39/00, B65B 67/00
Мітки: закріплення, мішків, завантажувальному, патрубкові, пристрій
Формула / Реферат:
Устройство для закрепления мешков на загрузочном патрубке, содержащее укрепленную на патрубке эластичную пневмокамеру, соединенную с системой повышенного давления, отличающееся тем, что око снабжено сигнализатором закрепления мешка, включающим конечный выключатель и закрепленное на них замкнутое кольцо с кольцевым поперечным сечением, подвижно установленное в верхней части пневмокамеры с возможностью взаимодействия с конечным выключателем,...
Пристрій для затарювання клапанних мішків сипучим матеріалом
Номер патенту: 1696
Опубліковано: 25.10.1994
Автори: Кулик Валентин Степанович, Оришака Олег Володимирович, Ткач Анатолій Анатольєвич, Момот Олександр Пилипович, Оришака Володимир Олексійович
МПК: B65B 1/00
Мітки: затарювання, пристрій, клапанних, матеріалом, сипучим, мішків
Формула / Реферат:
Устройство для затаривания клапанных мешков сыпучим материалом, содержащее материалоприемник и расположенный в его нижней части питатель, включающий корпус, соединенный с ним тангенциальный патрубок и горизонтальный лопастной ротор, смонтированный в корпусе, отличающееся тем, что, с целью повышения производительности и снижения энергоемкости, оно снабжено загрузочным приспособлением, выполненным из двух частей коробчатой формы, верхняя...
Пристрій для розтарювання мішків з сипучим матеріалом
Номер патенту: 12772
Опубліковано: 28.02.1997
Автори: Чиньонов Василь Петрович, Матусевич Володимир Юхимович, Бондар Олександр Леонідович, Брацило Анатолій Григорович, Горбулін Олександр Іванович
МПК: B65B 69/00
Мітки: пристрій, сипучим, матеріалом, розтарювання, мішків
Формула / Реферат:
(57) Устройство для растаривания мешков с сыпучим материалом, содержащее подвижный приемный лоток, закрепленный на приводном механизме, связанном с двигателем, элементы для удержания мешка и бункер для отвода сыпучего материала, отличающееся тем, что приводной механизм включает кривошип и шарнирно закрепленную поворотную П-образную раму, состоящую из двух, телескопически соединенных частей, элементы для удержания мешков представляют собой...
Пристрій для розтарювання мішків з сипким матеріалом
Номер патенту: 17442
Опубліковано: 06.05.1997
Автори: Вожик Юлій Григорович, Степанець Віктор Леонідович, Адамчук Валерій Васильович, Одинцов Володимир Борисович
МПК: B65B 69/00
Мітки: пристрій, матеріалом, розтарювання, мішків, сипким
Формула / Реферат:
1. Устройство для растаривания мешков с сыпучим материалом, содержащее барабаны с шипами и шарнирно укреплены между барабанами ниже горизонтального сечения барабанов по оси подпружиненные пластины, отличающееся тем, что каждая пластина выполнена фигурной, состоящей из прямолинейного участка и, охватывающего нижнюю часть барабана, криволинейного участка, и установлена таким образом, что прямолинейный участок расположен ниже уровня...
Пристрій для безперервного розкривання мішків з замороженими продуктами
Номер патенту: 34425
Опубліковано: 15.03.2001
Автори: Лепренс Марк, Гігу Жан-П'єр, Маярд Жак, Фокомпр Аннік
Мітки: безперервного, замороженими, продуктами, розкривання, пристрій, мішків
Текст:
...13, предназначенное для подачи на него воды под очень высоким давлением от единого распределительного коллектора 14, проходящего в поперечном направлении над несколькими кожухами. Коллектор 14 соединен с компрессором, не показанном на рисун ке. Каждый замкнутый конвейер 10 состоит из двух ремней 15 и 16, между которыми имеется зазор d. Ремни 15 и 16 установлены с возможностью передви жения рядом друг с др угом с одинаковой скоростью. Зазор...
Попередній патент: Пристрій для приймання соска та спосіб його виготовлення
Наступний патент: Полімерний кон’югат камптотецину, фармацевтична композиція
Випадковий патент: Атенуйований штам вірусу хвороби марека першого серотипу nr8/08