Спосіб виробництва металевого заліза (варіанти)
Номер патенту: 76991
Опубліковано: 16.10.2006
Автори: Кобаясі Ісао, Танігакі Ясухіро, Токуда Кодзі, Іто Сузо, Кікуті Соіті, Цуге Осаму
Формула / Реферат
1. Спосіб виробництва металевого заліза у відновлювальній плавильній печі з рухомим подом, при якому до подачі суміші, яка містить вуглецевмісний відновник і оксиди заліза, формують відновлюваний під шляхом укладання на рухомий під матеріалу поду у вигляді шару, після чого здійснюють укладання на під суміші, яка містить вуглецевмісний відновник і оксиди заліза, нагрівання суміші для відновлювального плавлення оксидів заліза, охолоджування отриманого таким чином металевого заліза і вивантаження металевого заліза з відновлювальної печі, який відрізняється тим, що в процесі роботи печі забезпечують оновлення частини або усього відновлюваного поду, зношеного в процесі роботи печі, шляхом подавання матеріалу поду.
2. Спосіб за п. 1, який відрізняється тим, що періодично або постійно видаляють повністю або частково відновлюваний під, який зношується в процесі експлуатації.
3. Спосіб за п. 1, який відрізняється тим, що регулюють товщину відновлюваного поду.
4. Спосіб за п. 2, який відрізняється тим, що відновлюваний під оновлюють шляхом подавання матеріалу поду після видалення зношеного відновлюваного поду.
5. Спосіб за п. 1, який відрізняється тим, що матеріал поду містить речовину, якій властива висока температура плавлення і стійкість до роз’їдання шлаком, що утворюється.
6. Спосіб за п.5, який відрізняється тим, що матеріал поду містить також вуглецевмісну речовину.
7. Спосіб за п. 5, який відрізняється тим, що речовина з високою температурою плавлення містить оксиди, включаючи глинозем і/або магнезит, або ж карбід кремнію.
8. Спосіб за п. 5, який відрізняється тим, що матеріал поду містить каталізатор для спікання.
9. Спосіб за п. 1, який відрізняється тим, що відновлюваний під розм’якшують перед оновленням відновлюваного поду.
10. Спосіб за п. 1, який відрізняється тим, що після укладання матеріалу поду, у вигляді шару на рухомий під з метою формування відновлюваного поду, укладають у вигляді шару модифікатор атмосфери, який містить порошковий вуглецевмісний матеріал, після чого подають суміш.
11. Спосіб за п.10, який відрізняється тим, що матеріал поду змішують з модифікатором атмосфери.
12. Спосіб за п.10, який відрізняється тим, що модифікатор атмосфери укладають у два або більше шарів.
13. Спосіб за будь-яким з пп. 1-12, який відрізняється тим, що шар вуглецевмісного матеріалу укладають між рухомим подом і відновлюваним подом або між відновлюваним подом і відновлюваним подом, укладеним на вказаний відновлюваний під.
14. Спосіб виробництва металевого заліза у відновлювальній плавильній печі з рухомим подом, при якому до подачі суміші, яка містить вуглецевмісний відновник і оксиди заліза, формують відновлюваний під шляхом укладання на рухомий під матеріалу поду у вигляді шару, після чого здійснюють укладання на під суміші, яка містить вуглецевмісний відновник і оксиди заліза, нагрівання суміші для відновлювального плавлення оксидів заліза, охолоджування отриманого таким чином металевого заліза і вивантаження металевого заліза з відновлювальної печі, який відрізняється тим, що в процесі роботи печі забезпечують оновлення частини або усього відновлюваного поду, зношеного в процесі роботи печі, шляхом укладання матеріалу поду у вигляді шару на відновлюваний під або шляхом подавання матеріалу поду на поверхню зношеного відновлюваного поду.
15. Спосіб за п.14, який відрізняється тим, що матеріалом поду заповнюють вибоїни, що утворилися на поверхні шару поду в процесі експлуатації вказаних відновлювальних плавильних печей.
16. Спосіб за будь-яким з пп. 14, 15, який відрізняється тим, що шар вуглецевмісного матеріалу укладають між рухомим подом і відновлюваним подом або між відновлюваним подом і відновлюваним подом, укладеним на вказаний відновлюваний під.
17. Спосіб виробництва металевого заліза у відновлювальній плавильній печі з рухомим подом, при якому до подачі суміші, яка містить вуглецевмісний відновник і оксиди заліза, формують відновлюваний під шляхом укладання на рухомий під матеріалу поду у вигляді шару, після чого здійснюють укладання на під суміші, яка містить вуглецевмісний відновник і оксиди заліза, нагрівання суміші для відновлювального плавлення оксидів заліза, охолоджування отриманого таким чином металевого заліза і вивантаження металевого заліза з відновлювальної печі, який відрізняється тим, що в процесі роботи печі забезпечують оновлення частини або усього відновлюваного поду, зношеного в процесі роботи печі, шляхом подавання матеріалу поду, причому зношений в процесі експлуатації відновлюваний під видаляють разом із залишками заліза, при цьому для отвердження розплавленого заліза, яке залишається на поверхні зношеного в процесі експлуатації відновлюваного поду, на відновлюваний під подають охолоджувач.
18. Спосіб за п.17, який відрізняється тим, що шар вуглецевмісного матеріалу укладають між рухомим подом і відновлюваним подом або між відновлюваним подом і відновлюваним подом, укладеним на вказаний відновлюваний під.
Текст
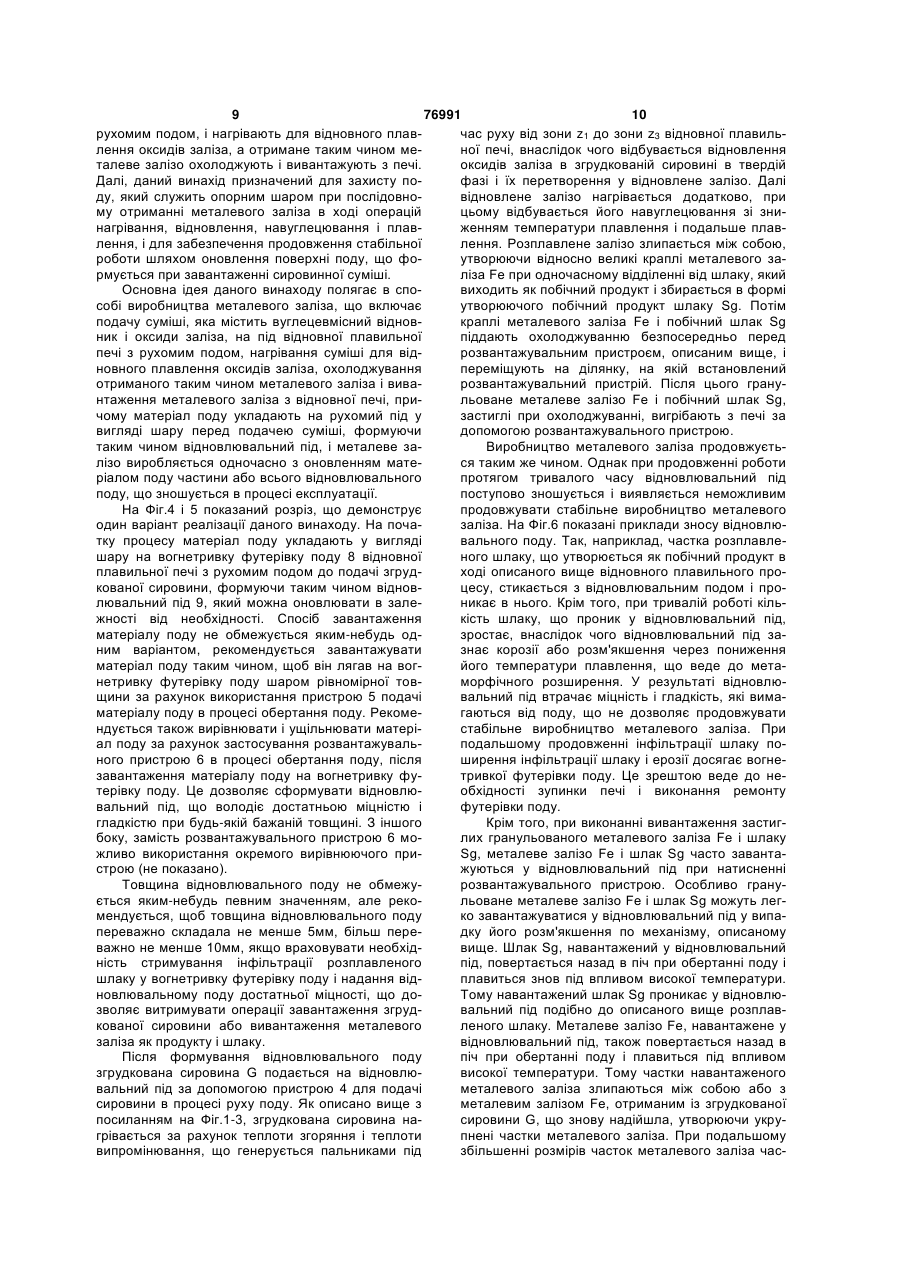
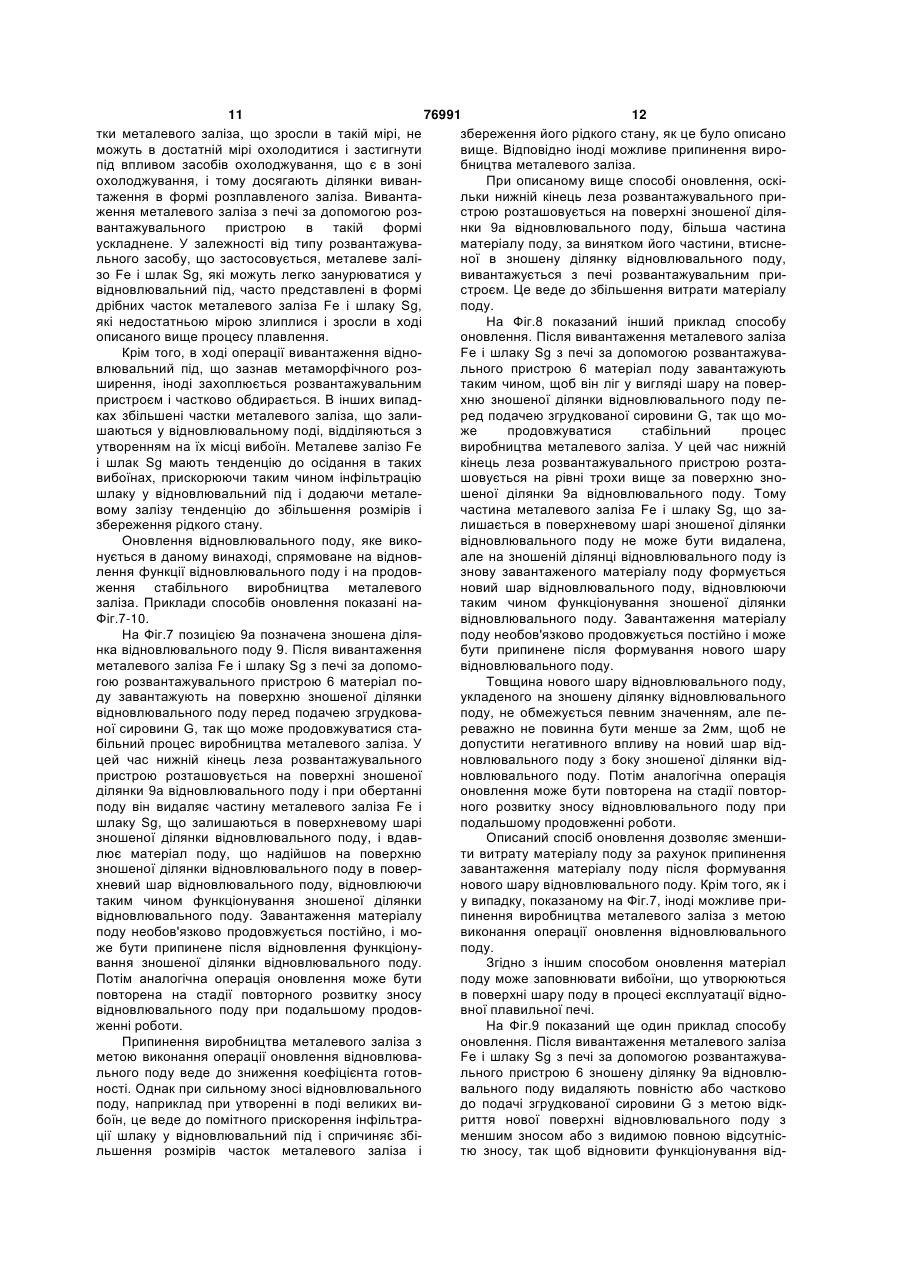
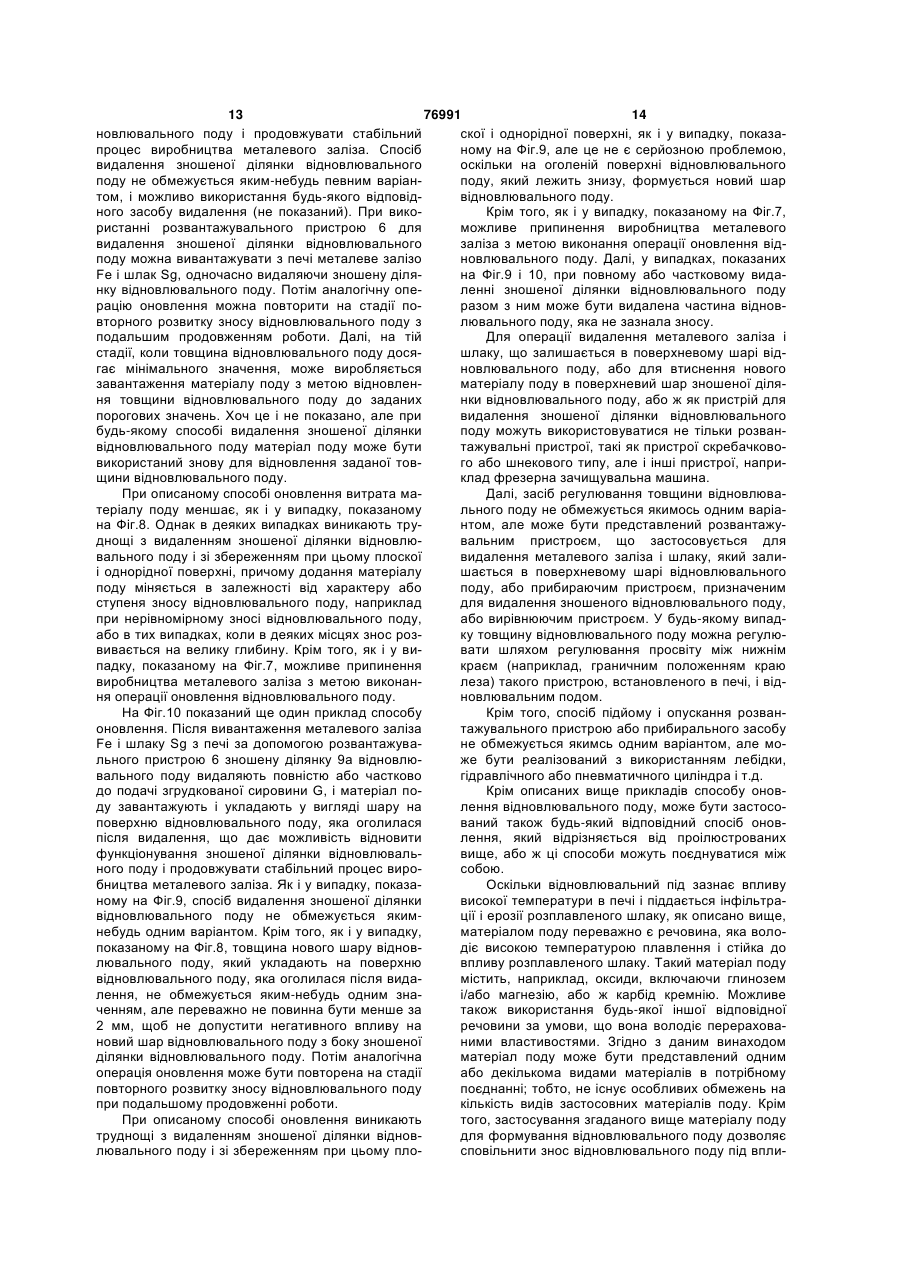
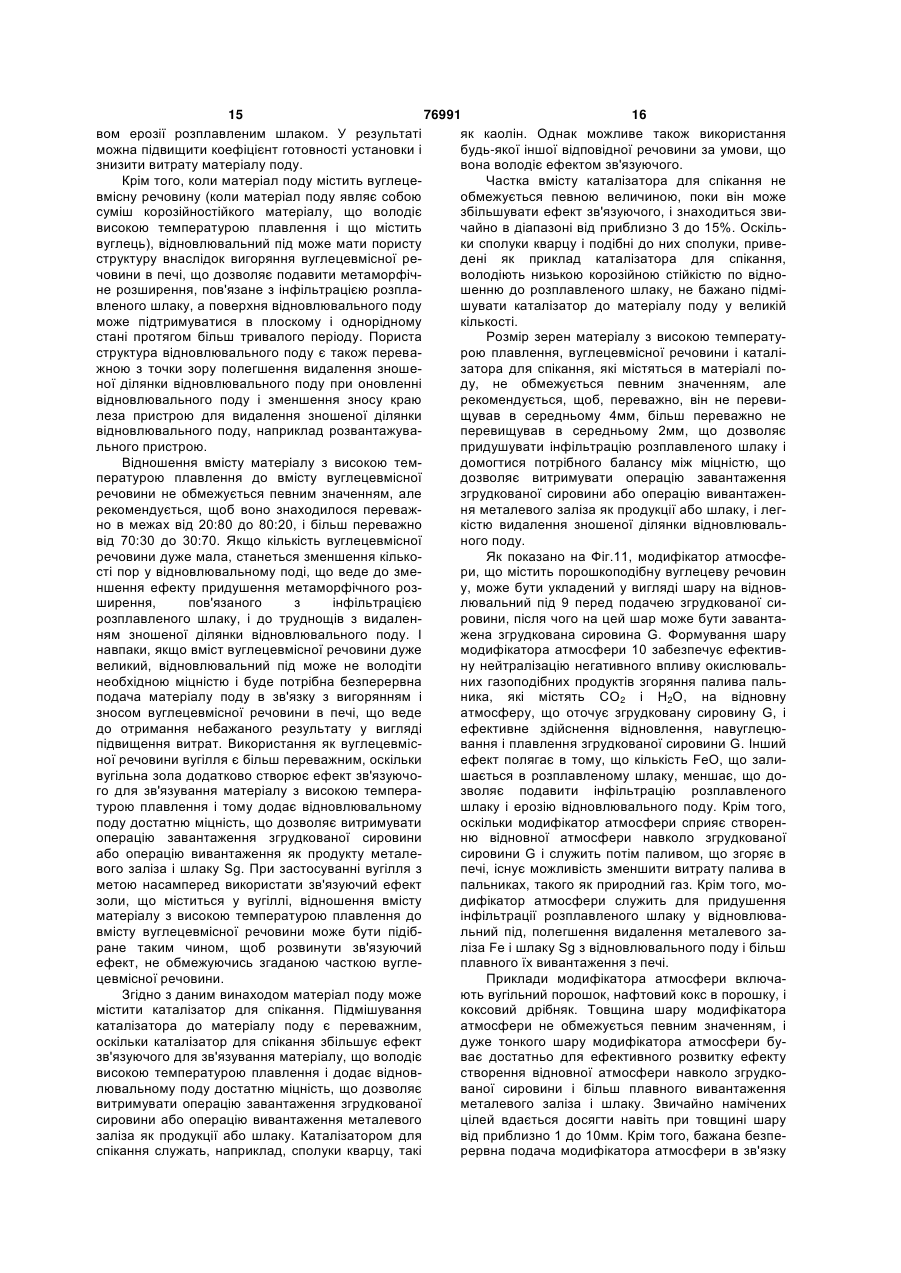
1. Спосіб виробництва металевого заліза у відновлювальній плавильній печі з рухомим подом, при якому до подачі суміші, яка містить вуглецевмісний відновник і оксиди заліза, формують відновлюваний під шляхом укладання на рухомий під матеріалу поду у вигляді шару, після чого здійснюють укладання на під суміші, яка містить вуглецевмісний відновник і оксиди заліза, нагрівання суміші для відновлювального плавлення оксидів заліза, охолоджування отриманого таким чином металевого заліза і вивантаження металевого заліза з відновлювальної печі, який відрізняється тим, що в процесі роботи печі забезпечують оновлення частини або усього відновлюваного поду, зношеного в процесі роботи печі, шляхом подавання матеріалу поду. 2. Спосіб за п.1, який відрізняється тим, що періодично або постійно видаляють повністю або частково відновлюваний під, який зношується в процесі експлуатації. 3. Спосіб за п.1, який відрізняється тим, що регулюють товщину відновлюваного поду. 4. Спосіб за п.2, який відрізняється тим, що відновлюваний під оновлюють шляхом подавання матеріалу поду після видалення зношеного відновлюваного поду. 5. Спосіб за п.1, який відрізняється тим, що матеріал поду містить речовину, якій властива висока температура плавлення і стійкість до роз’їдання 2 (19) 1 3 76991 4 15. Спосіб за п.14, який відрізняється тим, що заліза, охолоджування отриманого таким чином матеріалом поду заповнюють вибоїни, що утвориметалевого заліза і вивантаження металевого заліза з відновлювальної печі, який відрізняється лися на поверхні шару поду в процесі експлуатації вказаних відновлювальних плавильних печей. тим, що в процесі роботи печі забезпечують онов16. Спосіб за будь-яким з пп.14, 15, який відрізнялення частини або усього відновлюваного поду, ється тим, що шар вуглецевмісного матеріалу зношеного в процесі роботи печі, шляхом подаукладають між рухомим подом і відновлюваним вання матеріалу поду, причому зношений в процеподом або між відновлюваним подом і відновлюсі експлуатації відновлюваний під видаляють раваним подом, укладеним на вказаний відновлювазом із залишками заліза, при цьому для ний під. отвердження розплавленого заліза, яке залиша17. Спосіб виробництва металевого заліза у відноється на поверхні зношеного в процесі експлуатавлювальній плавильній печі з рухомим подом, при ції відновлюваного поду, на відновлюваний під якому до подачі суміші, яка містить вуглецевмісподають охолоджувач. 18. Спосіб за п.17, який відрізняється тим, що ний відновник і оксиди заліза, формують відновлюваний під шляхом укладання на рухомий під шар вуглецевмісного матеріалу укладають між матеріалу поду у вигляді шару, після чого здійсрухомим подом і відновлюваним подом або між нюють укладання на під суміші, яка містить вуглевідновлюваним подом і відновлюваним подом, цевмісний відновник і оксиди заліза, нагрівання укладеним на вказаний відновлюваний під. суміші для відновлювального плавлення оксидів Даний винахід відноситься до способу виробництва металевого заліза, і більш конкретно до способу виробництва металевого заліза, який застосовується для виробництва металевого заліза шляхом подачі суміші, що містить вуглецевмісний відновник, такий як вугілля, і оксиди заліза, такі як залізна руда, на рухомий під відновної плавильної печі, що відноситься до числа печей з рухомим подом, нагрівання суміші і відновного плавлення оксидів заліза, подальшого охолоджування отриманого таким чином металевого заліза, і який вдосконалений таким чином, щоб забезпечити безперервність вказаного виробничого процесу поряд зі стабільністю, одночасно звівши до мінімуму пошкодження поду або виконуючи ремонт пошкоджених ділянок поверхні поду в процесі роботи. Як спосіб виробництва відновленого заліза відомий процес завантаження суміші оксидів заліза, таких як залізна руда, і вуглецевмісного відновника, такого як вугілля, на під обертальної печі або відновної печі з рухомим подом, наприклад печі з прямим подом, нагрівання суміші в печі за рахунок теплоти випромінювання при русі суміші в печі, і подальшого вивантаження відновленого заліза, отриманого шляхом відновлення оксидів заліза вуглецевмісним відновником, з печі за допомогою будь-якого відповідного розвантажувального пристрою, такого як шнековий механізм. Однак, у випадку застосування згрудкованої суміші в формі, наприклад, котунів, що утворюються при ударних впливах під час завантаження згрудкованої суміші на під, пил і дрібняк нагромаджуються на поверхні поду. Порошок, що нагромадився, нагрівається і відновлюється нарівні з згрудкованою рудою, так, що той порошок, який нагромадився, переходить в порошкове відновлене залізо, а згрудкована суміш переходить в гранульоване відновлене залізо. Гранульоване відновлене залізо вивантажують з печі з допомогою розвантажувального шнека, в той час як порошкове відновлене залізо вдавлюється розвантажувальним шнеком в поверхню поду. При безперерв ному виробничому процесі, таким чином, виникає проблема, яка полягає в тому, що зростає кількість відновленого залізного порошку, втисненого в під печі, порошок злипається під впливом стискаючих зусиль, періодично прикладених розвантажувальним шнеком, утворюючи на поверхні поду шар заліза. У відновній печі з рухомим подом, в якій в зонах нагрівання і відновлення є висока температура, в той час як в зоні завантаження сировини і зоні вивантаження - відносно низька температура, шар заліза, що сформувався на поверхні поду, виявляє тенденцію до розтріскування і викривлення через температурні перепади між зонами. Потім, у випадку захоплення розвантажувального шнека деформованим шаром заліза, виникають проблеми, такі як припинення виробничого процесу. Способи розв'язання вказаної проблеми вже пропонувалися винахідниками [Японський патент №3075721]. Згідно з рішенням, що пропонується, порошок, що попадає в піч разом із згрудкованою сумішшю і виділяється згрудкованою сумішшю, нагромаджується на поверхні поду, утворюючи на поді шар оксиду заліза, а розвантажувальний пристрій періодично або постійно зсувається в напрямі склепіння печі, регулюючи величину зазору між розвантажувальним пристроєм і шаром оксиду заліза, що формується на поверхні рухомого поду. Це дозволяє стримувати втиснення порошкового відновленого заліза в поверхню поду розвантажувальним пристроєм, і перешкоджати формуванню на поді шару заліза. Крім того, шар відновленого залізного порошку, що нагромадився, періодично зскрібають, що забезпечує безперервність процесу. Рішення, що пропонується, спрямоване на те, щоб забезпечити продовження процесу шляхом зскрібання шару заліза, що утворився на поверхні поду, і періодичного оновлення і ремонту поверхні поду, але не спрямоване на зскрібання самого поду. Як спосіб виробництва металевого заліза відомий процес завантаження суміші оксидів заліза і відновного матеріалу у відновну плавильну піч 5 76991 6 з рухомим подом, таку як піч з обертовим подом; Згідно з даним винаходом рекомендується пенагрівання суміші в печі за рахунок теплоти виріодично або постійно видаляти повністю або часпромінювання при русі суміші в печі; відновлення тково відновлювальний під, який зношується в оксидів заліза відновним матеріалом; відділення процесі експлуатації. Переважно, потрібно регунавуглецьованого, розплавленого і конденсованолювати товщину відновлювального поду. У перего шлаку; охолоджування відновленого заліза з важному варіанті реалізації даного винаходу відметою його затвердіння в формі гранульованого новлювальний під оновлюють шляхом подачі твердого металевого заліза; і подальшого виванматеріалу поду після видалення зношеного віднотаження гранульованого твердого металевого завлювального поду. Матеріал поду, переважно, ліза з печі. У зв'язку з цим винахідники раніше містить речовину, що володіє високою температупропонували, наприклад в Японській публікації не рою плавлення і стійкістю до роз'їдання шлаком, розглянутої [патентної заявки №2000-144224], який утворюється. Крім того, матеріал поду, переспосіб формування скловидного шару, утвореного важно, містить також вуглецевмісну речовину. Рез суміші оксидів заліза, вуглецю і кремнезему на комендується, щоб речовина з високою темпераповерхні поду печі з обертовим подом, не допустурою плавлення містила оксиди, включаючи каючи таким чином пошкоджень поду, які заподіюглинозем і/або магнезит, або ж карбід кремнію. У ються розплавленим залізом. Однак, оскільки переважному варіанті реалізації даного винаходу скловидний шар зношується під впливом інфільтдо матеріалу поду домішують каталізатор для спірації (проникнення) шлаку і зазнає ерозії при трикання. валому виробничому процесі, зберігається можлиУ даному винаході переважно після завантавість для внесення удосконалень з метою ження матеріал поду укладають у вигляді шару на реалізації стійкого і безперервного виробничого під і формують відновлювальний під, на який у процесу. вигляді шару укладають модифікатор атмосфери, Виходячи з описаного існуючого рівня техніки, що містить порошкову вуглецевмісну речовину, метою даного винаходу є пропозиція способу випісля чого подають суміш. Крім того, в переважноробництва металевого заліза, який дозволяє легко му варіанті реалізації даного винаходу матеріал видаляти або ремонтувати поверхню поду навіть поду змішують з модифікатором атмосфери. У при проникненні порошку металевого заліза в поданому винаході, переважно, що після подачі оховерхню поду, або навіть тоді, коли поверхня поду лоджувача на відновлювальний під, зношений в зазнає інфільтрації шлаку і ерозії, що дозволяє процесі експлуатації, з метою забезпечити отверпідвищити коефіцієнт готовності і ремонтопридатдіння розплавленого заліза, яке залишається на ність поду, і який застосовний при довготривалій поверхні відновлювального поду, відновлювальбезперервній роботі. ний під видаляють разом із залишками заліза, а Даний винахід, який дозволяє вирішити описаметалеве залізо виробляється одночасно з оновні вище проблеми, полягає в способі виробництва ленням всього або частини відновлювального пометалевого заліза, що включає подачу суміші, яка ду матеріалом поду. містить вуглецевмісний відновник і оксиди заліза У даному винаході відновлювальний під може на під відновної плавильної печі з рухомим подом, розм'якшитися перед оновленням. Крім того, можнагрівання суміші для відновного плавлення оксиливе укладання двох або більше шарів модифікадів заліза, охолоджування отриманого таким читора атмосфери. При практичному застосуванні ном металевого заліза і вивантаження металевого даного винаходу між рухомим подом і відновлювазаліза з відновної печі, причому матеріал поду льним подом, або між відновлювальним подом і укладають на під у вигляді шару перед подачею іншим відновлювальним подом, укладеним на косуміші, формуючи таким чином відновлювальний лишній відновлювальний під, можливе укладання під з можливістю його повного оновлення, і меташару вуглецевмісного матеріалу. леве залізо виробляється одночасно з оновленНа Фіг.1 показане схематичне зображення відням матеріалом поду частини або всього відновновної плавильної печі з круговим рухомим подом, лювального поду, який зношується в процесі на якій застосовується даний винахід; на Фіг.2 поексплуатації. казаний розріз, виконаний по лінії А-А на Фіг.1; Крім того, даний винахід полягає в способі вина Фіг.3 показаний розріз відновної плавильної робництва металевого заліза, при якому матеріал печі в розгорненій формі при спостереженні в наподу укладають на рухомий під у вигляді шару прямі обертання рухомого поду на Фіг.1; перед подачею суміші, формуючи таким чином на Фіг.4 показане схематичне зображення певідновлюваний під, з можливістю його повного рвинного формування відновлювального поду; відновлення, і металеве залізо виробляється одна Фіг.5 показане схематичне зображення, що ночасно з оновленням поверхні поду шляхом укдемонструє звичайний виробничий процес; ладання матеріалу поду у вигляді шару на відновна Фіг.6 показане схематичне зображення, що лювальний під, зношений в процесі експлуатації, демонструє знос відновлювального поду; або шляхом подачі матеріалу поду на поверхню на Фіг.7 показане схематичне зображення, що зношеного відновлювального поду. демонструє стан, при якому відбувається оновПри практичному застосуванні способу, який є лення відновлювального поду; предметом даного винаходу, металеве залізо мона Фіг.8 показане схематичне зображення, що же вироблятися при заповненні матеріалом поду демонструє стан, при якому відбувається оноввибоїн, що утворилися в процесі експлуатації відлення відновлювального поду; новних плавильних печей, з метою усунення цих на Фіг.9 показане схематичне зображення, що вибоїн. демонструє стан, при якому відбувається онов 7 76991 8 лення відновлювального поду; пристрій 6 розташовується в крайньому положенні на Фіг.10 показане схематичне зображення, у напрямі обертання (іншими словами, з боку, безщо демонструє стан, при якому відбувається онопосередньо попереднього завантажувальному влення відновлювального поду; пристрою 5, що зумовлено структурою, яка рухана Фіг.11 показане схематичне зображення, ється по колу). що демонструє застосування модифікатора атмоУ процесі експлуатації такої відновної плависфери; льної печі обертовий під 1 обертається із заданою на Фіг.12 показане схематичне зображення, швидкістю, а згрудкована сировина подається із що демонструє застосування двох шарів модифізавантажувального засобу 4 на обертовий під 1 катора атмосфери; таким чином, щоб вийшов шар згрудкованої сирона Фіг.13 показане схематичне зображення, вини потрібної товщини. Згрудкована сировина, що демонструє полегшення видалення відновлюзавантажена на обертовий під 1, нагрівається за вального поду, за допомогою шарів вуглецьвмісрахунок теплоти згоряння і теплоти випромінюного матеріалу. вання, що генерується пальниками 3, в процесі Переважний варіант реалізації винаходу переміщення у відновній зоні і зоні плавлення z1Нижче будуть детально описані варіанти реаz3. При нагріванні відбувається відновлення оксилізації даного винаходу з посиланням на фігуру. дів заліза, що входять до складу згрудкованої сиПотрібно відзначити, однак, що наступні варіанти ровини, за допомогою оксиду вуглецю, що виділяреалізації приведені просто як типові приклади, і ється в процесі реакції між оксидами заліза і даний винахід не обмежується проілюстрованими вуглецьвмісним відновником в згрудкованій сироприкладами. вині. Потім відновлене залізо, отримане внаслідок На Фіг.1-3 показані схематичні зображення, що майже повного відновлення оксидів заліза, зазнає демонструють один приклад відновної плавильної подальшого нагрівання в насиченій вуглецем атпечі з рухомим подом (печі, що обертається). Піч мосфері, внаслідок чого в ході процесу, в якому являє собою куполоподібну структуру, що має рувідбувається навуглецювання, плавлення і злихомий обертовий под тороїдальної форми. Зокрепання відновленого заліза, виходять краплі розпма, на Фіг.1 показане схематичне зображення в лавленого металевого заліза, яке відділяється від плані, а на Фіг.2 показане зображення у вертикашлаку, що отримується як побічний продукт. Далі льній проекції в розрізі, виконаному по лінії А-А з металеве залізо охолоджують за допомогою будьФіг.1, а на Фіг.3 показаний розріз відновної плавиякого охолоджуючого засобу С в зоні охолоджульної печі в розгорненій формі при спостереженні вання z4 з метою його застигання, і послідовно в напрямі обертання рухомого поду на Фіг.1, призвигрібається розвантажувальним пристроєм 6, начений для полегшення розуміння. На фігурах розташованим за зоною охолоджування z4. Однопозицією 1 позначається обертовий під, а позицією часно відбувається також вивантаження шлаку, 2 - корпус печі, що накриває обертовий під. Оберотриманого як побічний продукт. Після прохотовий під, виконаний таким чином, що може придження бункера Н гранульоване металеве залізо і водитися в обертання з потрібною швидкістю пришлак відділяють один від одного за допомогою відним пристроєм (не показаний). відповідного розділяючого засобу (такого як сито Як показано на Фіг.2 як приклад, в певних місабо магнітний просіваючий пристрій). У результаті цях на поверхні стінки корпусу 2 печі розташовуможна отримати гранульоване металеве залізо, в ється множина пальників 3. Теплота згоряння і якому вміст заліза складає не менше ніж 95%, теплота випромінювання, які генерують пальники, більш переважно не менше ніж 98% при дуже нипередаються суміші, що містить вуглецевмісний зькому вмісті компонентів шлаку. відновник і оксиди заліза (яка далі згадується як Згідно з даним винаходом, при виробництві «шихтова суміш»), яку розміщують на обертовому металевого заліза з високим ступенем чистоти з поді 1 з метою виконання відновлення при нагрівикористанням відновної плавильної печі з рухованні шихти. Далі даний винахід описаний в зв'язку мим подом описаного вище типу, основною задаз випадком застосування, як шихтової суміші, чею є захист поду, представленого як обертовий згрудкованого матеріалу, який містить вуглецевміпід 1. Наступний опис відноситься, таким чином, сний відновник і оксиди заліза (який далі згадуєтьнасамперед до способів ремонту і оновлення пося як «згрудкована сировина»). Однак даний винаду. Звичайно, конструкція відновної плавильної хід не обмежується використанням тільки печі з рухомим подом, до якої застосовується дазгрудкованої сировини, але може використовувати ний винахід, не обмежується формою і конструкцітакож порошкоподібну шихтову суміш. Крім того, єю, показаною на Фіг.1-3. При умові що відновна згрудкованій сировині може бути надана різна фоплавильна піч включає в себе як конструкційний рма, така як котуни або брикети. елемент рухомий під, даний винахід можна також На Фіг.3 показаний переважний приклад корефективно використовувати для різних відновних пусу 2 печі. Внутрішній об'єм корпусу 2 печі діплавильних печей з рухомим подом, що має будьлиться роздільними стінками К1-К3 на множину зон, яку іншу конструкцію, наприклад з прямими ґрапочинаючи від відновної зони z1 і кінчаючи зоною тами. охолоджування z4. Пристрій 4 для завантаження Даний винахід впроваджується на установці по згрудкованої сировини, пристрій 7 для завантавиробництву металевого заліза, на якій суміш, що ження модифікатора атмосфери і пристрій 5 для містить оксиди заліза, наприклад залізна руда, як завантаження матеріалу поду розташовуються джерело заліза, і вуглецевмісний відновник, нанавпроти обертового поду 1 з боку входу в напрямі приклад вугілля, що служить відновником оксидів обертання корпусу 2 печі. Розвантажувальний заліза, подають на під відновної плавильної печі з 9 76991 10 рухомим подом, і нагрівають для відновного плавчас руху від зони z1 до зони z3 відновної плавильлення оксидів заліза, а отримане таким чином меної печі, внаслідок чого відбувається відновлення талеве залізо охолоджують і вивантажують з печі. оксидів заліза в згрудкованій сировині в твердій Далі, даний винахід призначений для захисту пофазі і їх перетворення у відновлене залізо. Далі ду, який служить опорним шаром при послідовновідновлене залізо нагрівається додатково, при му отриманні металевого заліза в ході операцій цьому відбувається його навуглецювання зі знинагрівання, відновлення, навуглецювання і плавженням температури плавлення і подальше плавлення, і для забезпечення продовження стабільної лення. Розплавлене залізо злипається між собою, роботи шляхом оновлення поверхні поду, що фоутворюючи відносно великі краплі металевого зармується при завантаженні сировинної суміші. ліза Fe при одночасному відділенні від шлаку, який Основна ідея даного винаходу полягає в сповиходить як побічний продукт і збирається в формі собі виробництва металевого заліза, що включає утворюючого побічний продукт шлаку Sg. Потім подачу суміші, яка містить вуглецевмісний відновкраплі металевого заліза Fe і побічний шлак Sg ник і оксиди заліза, на під відновної плавильної піддають охолоджуванню безпосередньо перед печі з рухомим подом, нагрівання суміші для відрозвантажувальним пристроєм, описаним вище, і новного плавлення оксидів заліза, охолоджування переміщують на ділянку, на якій встановлений отриманого таким чином металевого заліза і виварозвантажувальний пристрій. Після цього гранунтаження металевого заліза з відновної печі, прильоване металеве залізо Fe і побічний шлак Sg, чому матеріал поду укладають на рухомий під у застиглі при охолоджуванні, вигрібають з печі за вигляді шару перед подачею суміші, формуючи допомогою розвантажувального пристрою. таким чином відновлювальний під, і металеве заВиробництво металевого заліза продовжуєтьлізо виробляється одночасно з оновленням матеся таким же чином. Однак при продовженні роботи ріалом поду частини або всього відновлювального протягом тривалого часу відновлювальний під поду, що зношується в процесі експлуатації. поступово зношується і виявляється неможливим На Фіг.4 і 5 показаний розріз, що демонструє продовжувати стабільне виробництво металевого один варіант реалізації даного винаходу. На почазаліза. На Фіг.6 показані приклади зносу відновлютку процесу матеріал поду укладають у вигляді вального поду. Так, наприклад, частка розплавлешару на вогнетривку футерівку поду 8 відновної ного шлаку, що утворюється як побічний продукт в плавильної печі з рухомим подом до подачі згрудході описаного вище відновного плавильного прокованої сировини, формуючи таким чином відновцесу, стикається з відновлювальним подом і пролювальний під 9, який можна оновлювати в заленикає в нього. Крім того, при тривалій роботі кільжності від необхідності. Спосіб завантаження кість шлаку, що проник у відновлювальний під, матеріалу поду не обмежується яким-небудь одзростає, внаслідок чого відновлювальний під заним варіантом, рекомендується завантажувати знає корозії або розм'якшення через пониження матеріал поду таким чином, щоб він лягав на вогйого температури плавлення, що веде до метанетривку футерівку поду шаром рівномірної товморфічного розширення. У результаті відновлющини за рахунок використання пристрою 5 подачі вальний під втрачає міцність і гладкість, які вимаматеріалу поду в процесі обертання поду. Рекомегаються від поду, що не дозволяє продовжувати ндується також вирівнювати і ущільнювати матерістабільне виробництво металевого заліза. При ал поду за рахунок застосування розвантажувальподальшому продовженні інфільтрації шлаку поного пристрою 6 в процесі обертання поду, після ширення інфільтрації шлаку і ерозії досягає вогнезавантаження матеріалу поду на вогнетривку футривкої футерівки поду. Це зрештою веде до нетерівку поду. Це дозволяє сформувати відновлюобхідності зупинки печі і виконання ремонту вальний під, що володіє достатньою міцністю і футерівки поду. гладкістю при будь-якій бажаній товщині. З іншого Крім того, при виконанні вивантаження застигбоку, замість розвантажувального пристрою 6 молих гранульованого металевого заліза Fe і шлаку жливо використання окремого вирівнюючого приSg, металеве залізо Fe і шлак Sg часто завантастрою (не показано). жуються у відновлювальний під при натисненні Товщина відновлювального поду не обмежурозвантажувального пристрою. Особливо гранується яким-небудь певним значенням, але рекольоване металеве залізо Fe і шлак Sg можуть легмендується, щоб товщина відновлювального поду ко завантажуватися у відновлювальний під у випапереважно складала не менше 5мм, більш передку його розм'якшення по механізму, описаному важно не менше 10мм, якщо враховувати необхідвище. Шлак Sg, навантажений у відновлювальний ність стримування інфільтрації розплавленого під, повертається назад в піч при обертанні поду і шлаку у вогнетривку футерівку поду і надання відплавиться знов під впливом високої температури. новлювальному поду достатньої міцності, що доТому навантажений шлак Sg проникає у відновлюзволяє витримувати операції завантаження згрудвальний під подібно до описаного вище розплавкованої сировини або вивантаження металевого леного шлаку. Металеве залізо Fe, навантажене у заліза як продукту і шлаку. відновлювальний під, також повертається назад в Після формування відновлювального поду піч при обертанні поду і плавиться під впливом згрудкована сировина G подається на відновлювисокої температури. Тому частки навантаженого вальний під за допомогою пристрою 4 для подачі металевого заліза злипаються між собою або з сировини в процесі руху поду. Як описано вище з металевим залізом Fe, отриманим із згрудкованої посиланням на Фіг.1-3, згрудкована сировина насировини G, що знову надійшла, утворюючи укругрівається за рахунок теплоти згоряння і теплоти пнені частки металевого заліза. При подальшому випромінювання, що генерується пальниками під збільшенні розмірів часток металевого заліза час 11 76991 12 тки металевого заліза, що зросли в такій мірі, не збереження його рідкого стану, як це було описано можуть в достатній мірі охолодитися і застигнути вище. Відповідно іноді можливе припинення виропід впливом засобів охолоджування, що є в зоні бництва металевого заліза. охолоджування, і тому досягають ділянки виванПри описаному вище способі оновлення, оскітаження в формі розплавленого заліза. Вивантальки нижній кінець леза розвантажувального приження металевого заліза з печі за допомогою розстрою розташовується на поверхні зношеної ділявантажувального пристрою в такій формі нки 9а відновлювального поду, більша частина ускладнене. У залежності від типу розвантажуваматеріалу поду, за винятком його частини, втиснельного засобу, що застосовується, металеве заліної в зношену ділянку відновлювального поду, зо Fe і шлак Sg, які можуть легко занурюватися у вивантажується з печі розвантажувальним привідновлювальний під, часто представлені в формі строєм. Це веде до збільшення витрати матеріалу дрібних часток металевого заліза Fe і шлаку Sg, поду. які недостатньою мірою злиплися і зросли в ході На Фіг.8 показаний інший приклад способу описаного вище процесу плавлення. оновлення. Після вивантаження металевого заліза Крім того, в ході операції вивантаження відноFe і шлаку Sg з печі за допомогою розвантажувавлювальний під, що зазнав метаморфічного розльного пристрою 6 матеріал поду завантажують ширення, іноді захоплюється розвантажувальним таким чином, щоб він ліг у вигляді шару на поверпристроєм і частково обдирається. В інших випадхню зношеної ділянки відновлювального поду пеках збільшені частки металевого заліза, що залиред подачею згрудкованої сировини G, так що мошаються у відновлювальному поді, відділяються з же продовжуватися стабільний процес утворенням на їх місці вибоїн. Металеве залізо Fe виробництва металевого заліза. У цей час нижній і шлак Sg мають тенденцію до осідання в таких кінець леза розвантажувального пристрою розтавибоїнах, прискорюючи таким чином інфільтрацію шовується на рівні трохи вище за поверхню зношлаку у відновлювальний під і додаючи металешеної ділянки 9а відновлювального поду. Тому вому залізу тенденцію до збільшення розмірів і частина металевого заліза Fe і шлаку Sg, що зазбереження рідкого стану. лишається в поверхневому шарі зношеної ділянки Оновлення відновлювального поду, яке виковідновлювального поду не може бути видалена, нується в даному винаході, спрямоване на відновале на зношеній ділянці відновлювального поду із лення функції відновлювального поду і на продовзнову завантаженого матеріалу поду формується ження стабільного виробництва металевого новий шар відновлювального поду, відновлюючи заліза. Приклади способів оновлення показані натаким чином функціонування зношеної ділянки Фіг.7-10. відновлювального поду. Завантаження матеріалу На Фіг.7 позицією 9а позначена зношена діляподу необов'язково продовжується постійно і може нка відновлювального поду 9. Після вивантаження бути припинене після формування нового шару металевого заліза Fe і шлаку Sg з печі за допомовідновлювального поду. гою розвантажувального пристрою 6 матеріал поТовщина нового шару відновлювального поду, ду завантажують на поверхню зношеної ділянки укладеного на зношену ділянку відновлювального відновлювального поду перед подачею згрудковаподу, не обмежується певним значенням, але пеної сировини G, так що може продовжуватися стареважно не повинна бути менше за 2мм, щоб не більний процес виробництва металевого заліза. У допустити негативного впливу на новий шар відцей час нижній кінець леза розвантажувального новлювального поду з боку зношеної ділянки відпристрою розташовується на поверхні зношеної новлювального поду. Потім аналогічна операція ділянки 9а відновлювального поду і при обертанні оновлення може бути повторена на стадії повторподу він видаляє частину металевого заліза Fe і ного розвитку зносу відновлювального поду при шлаку Sg, що залишаються в поверхневому шарі подальшому продовженні роботи. зношеної ділянки відновлювального поду, і вдавОписаний спосіб оновлення дозволяє зменшилює матеріал поду, що надійшов на поверхню ти витрату матеріалу поду за рахунок припинення зношеної ділянки відновлювального поду в поверзавантаження матеріалу поду після формування хневий шар відновлювального поду, відновлюючи нового шару відновлювального поду. Крім того, як і таким чином функціонування зношеної ділянки у випадку, показаному на Фіг.7, іноді можливе привідновлювального поду. Завантаження матеріалу пинення виробництва металевого заліза з метою поду необов'язково продовжується постійно, і мовиконання операції оновлення відновлювального же бути припинене після відновлення функціонуподу. вання зношеної ділянки відновлювального поду. Згідно з іншим способом оновлення матеріал Потім аналогічна операція оновлення може бути поду може заповнювати вибоїни, що утворюються повторена на стадії повторного розвитку зносу в поверхні шару поду в процесі експлуатації відновідновлювального поду при подальшому продоввної плавильної печі. женні роботи. На Фіг.9 показаний ще один приклад способу Припинення виробництва металевого заліза з оновлення. Після вивантаження металевого заліза метою виконання операції оновлення відновлюваFe і шлаку Sg з печі за допомогою розвантажувального поду веде до зниження коефіцієнта готовльного пристрою 6 зношену ділянку 9а відновлюності. Однак при сильному зносі відновлювального вального поду видаляють повністю або частково поду, наприклад при утворенні в поді великих видо подачі згрудкованої сировини G з метою відкбоїн, це веде до помітного прискорення інфільтрариття нової поверхні відновлювального поду з ції шлаку у відновлювальний під і спричиняє збіменшим зносом або з видимою повною відсутнісльшення розмірів часток металевого заліза і тю зносу, так щоб відновити функціонування від 13 76991 14 новлювального поду і продовжувати стабільний скої і однорідної поверхні, як і у випадку, показапроцес виробництва металевого заліза. Спосіб ному на Фіг.9, але це не є серйозною проблемою, видалення зношеної ділянки відновлювального оскільки на оголеній поверхні відновлювального поду не обмежується яким-небудь певним варіанподу, який лежить знизу, формується новий шар том, і можливо використання будь-якого відповідвідновлювального поду. ного засобу видалення (не показаний). При викоКрім того, як і у випадку, показаному на Фіг.7, ристанні розвантажувального пристрою 6 для можливе припинення виробництва металевого видалення зношеної ділянки відновлювального заліза з метою виконання операції оновлення відподу можна вивантажувати з печі металеве залізо новлювального поду. Далі, у випадках, показаних Fe і шлак Sg, одночасно видаляючи зношену діляна Фіг.9 і 10, при повному або частковому виданку відновлювального поду. Потім аналогічну опеленні зношеної ділянки відновлювального поду рацію оновлення можна повторити на стадії поразом з ним може бути видалена частина відноввторного розвитку зносу відновлювального поду з лювального поду, яка не зазнала зносу. подальшим продовженням роботи. Далі, на тій Для операції видалення металевого заліза і стадії, коли товщина відновлювального поду досяшлаку, що залишається в поверхневому шарі відгає мінімального значення, може виробляється новлювального поду, або для втиснення нового завантаження матеріалу поду з метою відновленматеріалу поду в поверхневий шар зношеної діляня товщини відновлювального поду до заданих нки відновлювального поду, або ж як пристрій для порогових значень. Хоч це і не показано, але при видалення зношеної ділянки відновлювального будь-якому способі видалення зношеної ділянки поду можуть використовуватися не тільки розванвідновлювального поду матеріал поду може бути тажувальні пристрої, такі як пристрої скребачкововикористаний знову для відновлення заданої товго або шнекового типу, але і інші пристрої, наприщини відновлювального поду. клад фрезерна зачищувальна машина. При описаному способі оновлення витрата маДалі, засіб регулювання товщини відновлюватеріалу поду меншає, як і у випадку, показаному льного поду не обмежується якимось одним варіана Фіг.8. Однак в деяких випадках виникають трунтом, але може бути представлений розвантажуднощі з видаленням зношеної ділянки відновлювальним пристроєм, що застосовується для вального поду і зі збереженням при цьому плоскої видалення металевого заліза і шлаку, який залиі однорідної поверхні, причому додання матеріалу шається в поверхневому шарі відновлювального поду міняється в залежності від характеру або поду, або прибираючим пристроєм, призначеним ступеня зносу відновлювального поду, наприклад для видалення зношеного відновлювального поду, при нерівномірному зносі відновлювального поду, або вирівнюючим пристроєм. У будь-якому випадабо в тих випадках, коли в деяких місцях знос розку товщину відновлювального поду можна регулювивається на велику глибину. Крім того, як і у вивати шляхом регулювання просвіту між нижнім падку, показаному на Фіг.7, можливе припинення краєм (наприклад, граничним положенням краю виробництва металевого заліза з метою виконанлеза) такого пристрою, встановленого в печі, і відня операції оновлення відновлювального поду. новлювальним подом. На Фіг.10 показаний ще один приклад способу Крім того, спосіб підйому і опускання розваноновлення. Після вивантаження металевого заліза тажувального пристрою або прибирального засобу Fe і шлаку Sg з печі за допомогою розвантажуване обмежується якимсь одним варіантом, але мольного пристрою 6 зношену ділянку 9а відновлюже бути реалізований з використанням лебідки, вального поду видаляють повністю або частково гідравлічного або пневматичного циліндра і т.д. до подачі згрудкованої сировини G, і матеріал поКрім описаних вище прикладів способу оновду завантажують і укладають у вигляді шару на лення відновлювального поду, може бути застосоповерхню відновлювального поду, яка оголилася ваний також будь-який відповідний спосіб оновпісля видалення, що дає можливість відновити лення, який відрізняється від проілюстрованих функціонування зношеної ділянки відновлювальвище, або ж ці способи можуть поєднуватися між ного поду і продовжувати стабільний процес вирособою. бництва металевого заліза. Як і у випадку, показаОскільки відновлювальний під зазнає впливу ному на Фіг.9, спосіб видалення зношеної ділянки високої температури в печі і піддається інфільтравідновлювального поду не обмежується якимції і ерозії розплавленого шлаку, як описано вище, небудь одним варіантом. Крім того, як і у випадку, матеріалом поду переважно є речовина, яка волопоказаному на Фіг.8, товщина нового шару відновдіє високою температурою плавлення і стійка до лювального поду, який укладають на поверхню впливу розплавленого шлаку. Такий матеріал поду відновлювального поду, яка оголилася після видамістить, наприклад, оксиди, включаючи глинозем лення, не обмежується яким-небудь одним знаі/або магнезію, або ж карбід кремнію. Можливе ченням, але переважно не повинна бути менше за також використання будь-якої іншої відповідної 2 мм, щоб не допустити негативного впливу на речовини за умови, що вона володіє перераховановий шар відновлювального поду з боку зношеної ними властивостями. Згідно з даним винаходом ділянки відновлювального поду. Потім аналогічна матеріал поду може бути представлений одним операція оновлення може бути повторена на стадії або декількома видами матеріалів в потрібному повторного розвитку зносу відновлювального поду поєднанні; тобто, не існує особливих обмежень на при подальшому продовженні роботи. кількість видів застосовних матеріалів поду. Крім При описаному способі оновлення виникають того, застосування згаданого вище матеріалу поду труднощі з видаленням зношеної ділянки відновдля формування відновлювального поду дозволяє лювального поду і зі збереженням при цьому плосповільнити знос відновлювального поду під впли 15 76991 16 вом ерозії розплавленим шлаком. У результаті як каолін. Однак можливе також використання можна підвищити коефіцієнт готовності установки і будь-якої іншої відповідної речовини за умови, що знизити витрату матеріалу поду. вона володіє ефектом зв'язуючого. Крім того, коли матеріал поду містить вуглецеЧастка вмісту каталізатора для спікання не вмісну речовину (коли матеріал поду являє собою обмежується певною величиною, поки він може суміш корозійностійкого матеріалу, що володіє збільшувати ефект зв'язуючого, і знаходиться звивисокою температурою плавлення і що містить чайно в діапазоні від приблизно 3 до 15%. Оскільвуглець), відновлювальний під може мати пористу ки сполуки кварцу і подібні до них сполуки, привеструктуру внаслідок вигоряння вуглецевмісної редені як приклад каталізатора для спікання, човини в печі, що дозволяє подавити метаморфічволодіють низькою корозійною стійкістю по відноне розширення, пов'язане з інфільтрацією розплашенню до розплавленого шлаку, не бажано підмівленого шлаку, а поверхня відновлювального поду шувати каталізатор до матеріалу поду у великій може підтримуватися в плоскому і однорідному кількості. стані протягом більш тривалого періоду. Пориста Розмір зерен матеріалу з високою температуструктура відновлювального поду є також переварою плавлення, вуглецевмісної речовини і каталіжною з точки зору полегшення видалення зношезатора для спікання, які містяться в матеріалі поної ділянки відновлювального поду при оновленні ду, не обмежується певним значенням, але відновлювального поду і зменшення зносу краю рекомендується, щоб, переважно, він не перевилеза пристрою для видалення зношеної ділянки щував в середньому 4мм, більш переважно не відновлювального поду, наприклад розвантажуваперевищував в середньому 2мм, що дозволяє льного пристрою. придушувати інфільтрацію розплавленого шлаку і Відношення вмісту матеріалу з високою темдомогтися потрібного балансу між міцністю, що пературою плавлення до вмісту вуглецевмісної дозволяє витримувати операцію завантаження речовини не обмежується певним значенням, але згрудкованої сировини або операцію вивантаженрекомендується, щоб воно знаходилося переважня металевого заліза як продукції або шлаку, і легно в межах від 20:80 до 80:20, і більш переважно кістю видалення зношеної ділянки відновлювальвід 70:30 до 30:70. Якщо кількість вуглецевмісної ного поду. речовини дуже мала, станеться зменшення кількоЯк показано на Фіг.11, модифікатор атмосфесті пор у відновлювальному поді, що веде до змери, що містить порошкоподібну вуглецеву речовин ншення ефекту придушення метаморфічного розу, може бути укладений у вигляді шару на відновширення, пов'язаного з інфільтрацією лювальний під 9 перед подачею згрудкованої сирозплавленого шлаку, і до труднощів з видаленровини, після чого на цей шар може бути завантаням зношеної ділянки відновлювального поду. І жена згрудкована сировина G. Формування шару навпаки, якщо вміст вуглецевмісної речовини дуже модифікатора атмосфери 10 забезпечує ефективвеликий, відновлювальний під може не володіти ну нейтралізацію негативного впливу окислювальнеобхідною міцністю і буде потрібна безперервна них газоподібних продуктів згоряння палива пальподача матеріалу поду в зв'язку з вигорянням і ника, які містять СО2 і Н2О, на відновну зносом вуглецевмісної речовини в печі, що веде атмосферу, що оточує згрудковану сировину G, і до отримання небажаного результату у вигляді ефективне здійснення відновлення, навуглецюпідвищення витрат. Використання як вуглецевмісвання і плавлення згрудкованої сировини G. Інший ної речовини вугілля є більш переважним, оскільки ефект полягає в тому, що кількість FeO, що заливугільна зола додатково створює ефект зв'язуючошається в розплавленому шлаку, меншає, що дого для зв'язування матеріалу з високою темперазволяє подавити інфільтрацію розплавленого турою плавлення і тому додає відновлювальному шлаку і ерозію відновлювального поду. Крім того, поду достатню міцність, що дозволяє витримувати оскільки модифікатор атмосфери сприяє створеноперацію завантаження згрудкованої сировини ню відновної атмосфери навколо згрудкованої або операцію вивантаження як продукту металесировини G і служить потім паливом, що згоряє в вого заліза і шлаку Sg. При застосуванні вугілля з печі, існує можливість зменшити витрату палива в метою насамперед використати зв'язуючий ефект пальниках, такого як природний газ. Крім того, мозоли, що міститься у вугіллі, відношення вмісту дифікатор атмосфери служить для придушення матеріалу з високою температурою плавлення до інфільтрації розплавленого шлаку у відновлювавмісту вуглецевмісної речовини може бути підібльний під, полегшення видалення металевого заране таким чином, щоб розвинути зв'язуючий ліза Fe і шлаку Sg з відновлювального поду і більш ефект, не обмежуючись згаданою часткою вуглеплавного їх вивантаження з печі. цевмісної речовини. Приклади модифікатора атмосфери включаЗгідно з даним винаходом матеріал поду може ють вугільний порошок, нафтовий кокс в порошку, і містити каталізатор для спікання. Підмішування коксовий дрібняк. Товщина шару модифікатора каталізатора до матеріалу поду є переважним, атмосфери не обмежується певним значенням, і оскільки каталізатор для спікання збільшує ефект дуже тонкого шару модифікатора атмосфери бузв'язуючого для зв'язування матеріалу, що володіє ває достатньо для ефективного розвитку ефекту високою температурою плавлення і додає відновстворення відновної атмосфери навколо згрудколювальному поду достатню міцність, що дозволяє ваної сировини і більш плавного вивантаження витримувати операцію завантаження згрудкованої металевого заліза і шлаку. Звичайно намічених сировини або операцію вивантаження металевого цілей вдається досягти навіть при товщині шару заліза як продукції або шлаку. Каталізатором для від приблизно 1 до 10мм. Крім того, бажана безпеспікання служать, наприклад, сполуки кварцу, такі рервна подача модифікатора атмосфери в зв'язку 17 76991 18 з його згорянням і витрачанням в печі. влювальним подом, що володіє високою абразивРозмір зерен модифікатора атмосфери не обною здатністю. Це дозволяє збільшити термін межується певним значенням, але рекомендуєтьслужби леза і підвищити коефіцієнт готовності ся, щоб, переважно, він не перевищував в середустановки. У цьому випадку вираз «формування ньому 5мм, і більш переважно не перевищував в двох шарів» означає операції по формуванню середньому 2мм. першого шару модифікатора атмосфери, вирівнюСпосіб завантаження матеріалу поду не обванню поверхні першого шару і формуванню потім межується якимось одним варіантом, але рекомеіншого (другого) шару модифікатора атмосфери ндується завантажувати матеріал поду таким чидля зручності виробничого процесу. Завдяки форном, щоб він лягав на вогнетривку футерівку під муванню цих двох шарів модифікатора атмосфери шаром рівномірної товщини, використовуючи для край леза розвантажувального пристрою може цього пристрій 5 для подачі порошку при обертанні залишатися в контакті з першим шаром модифікаподу. тора атмосфери, коли не допускається безпосереКрім того, підмішування достатньої кількості днього контакту з відновлювальним подом. Відпоматеріалу поду до модифікатора атмосфери ревідно навіть в тому випадку, коли модифікатор комендується як простий спосіб розвитку ефекту атмосфери укладають, наприклад, в один шар, тієї відновлення функціонування зношеної ділянки ж мети можна досягти, формуючи з модифікатора відновлювального поду. Матеріал поду, підмішаатмосфери шар такої товщини, при якій край леза ний до модифікатора атмосфери, переміщається може утримуватися в тому положенні, при якому при обертанні поду в напрямі розвантажувального він не стикається з відновлювальним подом, без пристрою 6 і вдавлюється в поверхневий шар формування другого шару. Крім того, у разі форзношеної ділянки відновлювального поду при мування двох шарів модифікатора атмосфери, впливі розвантажувального пристрою, відновлююзалишається питанням практичного вибору, чи чи таким чином функціонування відновлювального повинен склад модифікатора атмосфери в першоподу. Відношення вмісту матеріалу поду до вмісту му і другому шарах бути однаковим або розрізнюмодифікатора атмосфери не обмежується певним ватися. значенням, але рекомендується, щоб воно знахоХоча це і не показано, але спосіб оновлення дилося переважно в діапазоні від 30 до 70%. При відновлювального поду, заснований на процесі, дуже низькому вмісті матеріалу поду можливе що передбачає використання модифікатора атмозниження ефекту відновлення зношеної ділянки сфери, може застосовуватися на практиці аналогівідновлювального поду. І навпаки, при дуже велично описаному вище способу оновлення відновкому вмісті матеріалу поду можливе зниження лювального поду, основаному на процесі, що не ефекту регулювання атмосфери. Підмішування передбачає використання модифікатора атмосматеріалу поду до модифікатора атмосфери потфери. рібно не завжди, і підмішуванням може виконуваЯк було описано вище, при сильному зносі вітися тільки при відновленні функціонування віднодновлювального поду іноді виникає ситуація, при влювального поду. Крім того, спосіб підмішування якій збільшені частки металевого заліза не можуть матеріалу поду до модифікатора атмосфери є в достатній мірі охолодитися і застигнути в зоні переважним з тієї причини, що дозволяє знизити охолоджування, і досягають ділянки вивантаження заводські витрати і робочі площі за рахунок того, в розплавленому стані, так що виробничий процес що для подачі матеріалу поду і модифікатора атнеможливо продовжувати через складність виванмосфери можна використати тільки одну витратну таження таких збільшених часток металевого заліустановку. за з печі розвантажувальним пристроєм. У цьому На Фіг.12 показаний інший виробничий процес випадку за рахунок подачі охолоджувача на повез використанням модифікатора атмосфери. Морхню відновлювального поду з метою забезпечити дифікатор атмосфери, що містить порошкоподібну застигання розплавленого заліза виникає можливуглецеву речовину, укладають в формі двох шавість видати розплавлене залізо і продовжувати рів на відновлювальний під 9 перед подачею згруроботу. У даному винаході охолоджувач не обмедкованої сировини, після чого на ці шари може жується рідиною або газом, але може також бути бути завантажена згрудкована сировина G. У виматеріалом з високою температурою плавлення, робничому процесі, що не передбачає застосутаким як глинозем або магнезія. Розплавлене завання модифікатора атмосфери, показаному на лізо може охолоджуватися і застигати, наприклад, Фіг.7, або у виробничому процесі, в якому модифіза рахунок подачі матеріалу поду, що містить макатор атмосфери укладають в формі одного шару, теріал з високою температурою плавлення, такою як показано на Фіг.11, нижній край леза розвантаяк глинозем або магнезія, на ділянку з розплавлежувального пристрою 6 завжди стикається з повеним залізом. З іншого боку, розплавлене залізо рхнею відновлювального поду, який формується з може охолоджуватися і застигати, наприклад, за матеріалу поду, що містить матеріал з високою рахунок застосування розпилювального пристрою температурою плавлення, який володіє високою для води і подачі води на ділянку з розплавленим абразивною здатністю, такою як глинозем або мазалізом. гнезія, і тому край леза зазнає помітного зносу. В описаній вище операції видалення зношеної Однак у разі формування двох шарів модифікатоділянки відновлювального поду процедура виконура атмосфери, край леза розвантажувального ється з важкістю через характер відновлювального пристрою нижньою стороною розташовується на поду, однак в такому випадку відновлювальний під верхній поверхні шару модифікатора атмосфери і можна легко видалити шляхом його розм'якшення. утримується від безпосереднього контакту з відноСпосіб розм'якшення відновлювального поду не 19 76991 20 обмежується якимось одним варіантом, і відновчином металеве залізо і шлак, як побічний пролювальний під можна розм'якшити за рахунок подукт, охолодили до 1000°С з метою застигання, і силення полум'я пальників з метою підвищення потім вивантажили з печі за допомогою розвантатемператури в печі і, отже, температури відновлюжувального пристрою (час, що пройшов від заванвального поду, або шляхом застосування пальнитаження сировини і до вивантаження склав прибка, спеціально призначеного для безпосереднього лизно 12 хвилин). Отримане таким чином нагрівання відновлювального поду з метою підвигранульоване металеве залізо (діаметр: близько щення температури відновлювального поду. Тем10 мм) має високий вміст заліза (залізо: близько пература відновлювального поду в цьому випадку 97% і вуглець: близько 3%). не обмежується певним значенням, але може бути Перед завантаженням згрудкованої сировини встановлена на певному рівні в залежності від на під уклали матеріал поду у вигляді шару товхарактеру відновлювального поду. Однак на знощиною 15 мм за допомогою допоміжного засобу шеній ділянці відновлювального поду, де розвивазавантаження сировини (не показаний), формуючи ється інфільтрація розплавленого шлаку, темпетаким чином відновлювальний під. Крім того, на ратура відновлювального поду переважно повинна відновлювальний під був укладений (товщина: знаходитися в діапазоні від 1300 до 1550°С, і 2мм) модифікатор атмосфери (перший шар, матебільш переважно в діапазоні від приблизно 1450 ріал: вугілля), який вирівняли розвантажувальним до 1550°С. пристроєм. Потім на перший шар атмосферного Як інший спосіб відновлювальний під можна модифікатора був укладений атмосферний модирозм'якшити шляхом внесення в нього, наприклад, фікатор (товщина: 3мм). Потім був початий виробдомішки, що забезпечує зниження температури ничий процес шляхом подачі згрудкованої сировиплавлення відновлювального поду. Прикладами ни на два шари модифікатора атмосфери. Після таких домішок є оксид кальцію, карбонат натрію і операцій охолоджування і застигання металеве фторид кальцію (плавиковий шпат). залізо і шлак витягли за допомогою розвантажуваЗ точки зору полегшення видалення зношеної льного пристрою, розташованого в самому кінці ділянки відновлювального поду, як показано на агрегату. При цьому нижній край леза розвантажуФіг.13, шар 10а вуглецевмісного матеріалу може вального пристрою встановили на поверхні пербути сформований шляхом укладання вуглецевмішого шару модифікатора атмосфери, а модифікасного матеріалу, наприклад порошкоподібної вугтор атмосфери, що залишився у другому шарі, лецевої речовини, у вигляді шару між вогнетриввивантажили разом з металевим залізом. Модифікою футерівкою поду 8 і відновлювальним подом катор атмосфери, утворюючий другий шар, завжди 9, або ж між відновлювальним подом 9 і відновлюзавантажували перед подачею сировини. Далі, вальним подом, укладеним на відновлювальний один раз на день край леза розвантажувального під 9. В будь-якому випадку зношена ділянка відпристрою опускали на поверхню відновлювальноновлювального поду видаляється шляхом опусго поду для того, щоб вивантажити перший шар кання краю леза розвантажувального пристрою в модифікатора атмосфери і видалити металеве будь-яке потрібне положення на шарі вуглецевмізалізо і шлак, що залишається на поверхні відновсного матеріалу. Оскільки шар вуглецевмісного лювального поду. Потім додали матеріал поду з матеріалу звичайно утворює порошкоподібний метою відновлення функціонування зношеної дікрихкий шар, відновлювальний під можна легко лянки відновлювального поду і знову сформували видалити за рахунок розділення шару вуглецевмідва шари модифікатора атмосфери (які по суті сного матеріалу. відповідали згаданим раніше першому і другому У той час як в приведеному описі як шихтову шарам модифікатора атмосфери на початку просуміш використовують згрудковану сировину в цесу). Процес продовжувався таким же чином формі котунів, переваги даного винаходу можуть шляхом повторення вказаних операцій. По закінтакож бути реалізовані при використанні як шихточенню двох тижнів з початку виробничого процесу вої суміші порошкоподібного матеріалу. край леза розвантажувального пристрою опустили Далі даний винахід буде детально описаний на 5мм нижче за поверхню відновлювального поду на наступному прикладі. Потрібно відмітити, однак, з метою видалення зношеної ділянки в поверхнещо наступний приклад не повинен обмежувати вому шарі відновлювального поду. Потім, після рамки даного винаходу, і різні модифікації, внесені формування відновлювального поду, першого шабез відступу від цілей даного винаходу, згаданих ру модифікатора атмосфери і другого шару модивище і нижче, входять в технічний об'єм даного фікатора атмосфери (які по суті відповідали сфовинаходу. рмованим на початку процесу), процес Приклади продовжили таким же чином шляхом повторення Приклад 1 вказаних операцій. У даному прикладі процес проЗгрудкована сировина (діаметром близько довжувався протягом трьох тижнів. У результаті 16мм), що містить залізну руду і вугілля, завантабув реалізований стабільний безперервний виробжили у відновну плавильну піч з рухомим подом, ничий процес при досягненні високого коефіцієнта показану на Фіг.1, а потім піддали відновленню в готовності (91%). твердій фазі з нагріванням, аж до досягнення стуПорівняльний приклад пеня відновлення не менше ніж приблизно 90%, в Металеве залізо було отримане таким же читой час як температура атмосфери в печі підтрином, як і в прикладі, приведеному вище, за винятмувалася на рівні близько 1350°С. Згрудкована ком того, що і відновлювальний під і шари модифісировина потім плавилася в зоні плавлення (темкатора атмосфери формувалися на початку пература атмосфери 1450°С). Отримане таким процесу, і не зазнавали ні видалення, ні оновлен 21 76991 22 ня. Після закінчення двох днів після початку робошару на вогнетривку футерівку поду перед подати частина шару відновлювального поду розм'якчею шихтової суміші, утворюючи таким чином відшилася і утворилася ванна залишків розплавленоновлювальний під, з можливістю повного його го заліза. Таким чином, виникла необхідність оновлення, і шляхом повного або часткового виремонту поду з припиненням роботи, що не додалення відновлювального поду завантаження зволило досягти безперервного стабільного пронового матеріалу поду з метою відновлення функцесу. ціонування відновлювального поду, зношеного Застосовність в промислових масштабах протягом тривалого виробничого процесу через Згідно з даним винаходом, виконаним так, як інфільтрацію розплавленого шлаку, занурення описано вище, можна різко підвищити коефіцієнт металевого заліза і шлаку у відновлювальний під, готовності поду, і досягти довготривалого стабільабо формування вибоїн, викликаний відшаруванного процесу виробництва металевого заліза за ням або утворенням пустот. рахунок завантаження матеріалу поду, у вигляді 23 Комп’ютерна верстка Т. Чепелева 76991 Підписне 24 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing metal iron (variants)
Автори англійськоюKobayashi Isao
Назва патенту російськоюСпособ производства металлического железа (варианты)
Автори російськоюКобаяси Исао
МПК / Мітки
МПК: C21B 13/10
Мітки: металевого, заліза, виробництва, варіанти, спосіб
Код посилання
<a href="https://ua.patents.su/12-76991-sposib-virobnictva-metalevogo-zaliza-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва металевого заліза (варіанти)</a>
Спосіб позапічної обробки металевого розплаву на основі заліза
Номер патенту: 41073
Опубліковано: 15.08.2001
Автори: Цибулевський Олександр Еріковіч, Живченко Володимир Семенович, Олійник Юрій Володимирович, Олійник Юрій Іванович
МПК: C21C 7/00
Мітки: обробки, основі, позапічної, заліза, розплаву, металевого, спосіб
Формула / Реферат:
Спосіб позапічної обробки металевого розплаву на основі заліза, який включає подачу в ківш твердої шлакоутворюючої суміші, що містить вуглецевмісний матеріал і розріджувач, злив конвертерного шлаку і подачу металевого розплаву в ківш, який відрізняється тим, що як розріджувач використовують кам'яновугільну породу в кількості, вибраній із співвідношення кам'яновугільної породи та вуглецевмісного матеріалу, рівній 0,83 - 0,60, а подачу в ківш...
Спосіб отримання металевого порошку з шламових відходів підшипникового виробництва
Номер патенту: 63558
Опубліковано: 15.01.2004
Автори: Гальчук Тетяна Никифорівна, Рудь Віктор Дмитрович, Повстяной Олександр Юрійович
МПК: B22F 9/04
Мітки: шламових, відходів, металевого, спосіб, виробництва, порошку, отримання, підшипникового
Формула / Реферат:
Спосіб отримання металевого порошку з шламових відходів підшипникового виробництва, який включає поопераційне отримання шламового спеку з наступним його подрібненням, який відрізняється тим, що після подрібнення спеку проводять додаткове подрібнення-обкочування на кульовому млині для надання частинкам порошку регулярної форми з наступним відпалом для зняття внутрішніх напруг у частинках порошку, при цьому відпал проводять у захисному...
Спосіб виробляння вугільних агломератів для використання у відновлювальній печі прямого плавлення заліза (варіанти)
Номер патенту: 43398
Опубліковано: 17.12.2001
Автори: Джунг Юнг Чае, Чо Мінг Юнг, Лі Дал Хоі
МПК: C10L 9/00
Мітки: відновлювальній, використання, печі, варіанти, прямого, спосіб, плавлення, агломератів, виробляння, вугільних, заліза
Формула / Реферат:
1. Спосіб виробляння вугільних агломератів для використання у відновлювальній печі прямого плавлення, при проведенні якого як сировину для отримання вугільних агломератів використовують дрібне вугілля, який відрізняється тим, що як сировинну використовують дрібне вугілля, що має індекс вільного вспучування не менше 3,0 і розмір частинок не більше 8 мм, і вказане дрібне вугілля агломерують при нагріванні його до температури не менше 600°С...
Спосіб виробництва металізованого заліза
Номер патенту: 74565
Опубліковано: 16.01.2006
Автори: Кікуті Соіті, Хіно Міцутака, Кобаясі Ісао
МПК: C21B 13/00
Мітки: спосіб, металізованого, виробництва, заліза
Формула / Реферат:
1. Спосіб виробництва металізованого заліза шляхом нагрівання, відновлення і плавлення суміші вихідних матеріалів, що включає в себе вуглецевмісні відновлювальні агенти, порідні домішки і речовину, яка містить оксид заліза, який відрізняється тим, що вміст порідних домішок, присутніх в суміші вихідних матеріалів, регулюють шляхом коректування складу суміші вихідних матеріалів так, щоб отримати оптимум рідкої фази шлаку в умовах заданої...
Спосіб одержання ультрадисперсного порошку металевого заліза
Номер патенту: 21886
Опубліковано: 30.04.1998
Автори: Татишвілі Гурам Георгійович, Горников Юрій Іванович, Сургуладзе Бесик Важаєвич, Пашкова Олена Володимирівна, Шкловська Ніна Іонівна, Новосадова Євгенія Борисівна, Оранська Олена Іванівна
МПК: B22F 9/16
Мітки: одержання, металевого, порошку, ультрадисперсного, заліза, спосіб
Формула / Реферат:
Способ получения ультрадисперсного порошка металлического железа, включающий сушку дисперсного соединения железа, восстановление его в токе водорода при 250 -400°С в течение 2-4 часов, погружение в раствор стабилизатора, фильтрацию, промывку растворителем и высушивание на воздухе, отличающийся тем, что в качестве дисперсного соединения железа берут оксигидроксид железа, сушку проводят при температуре 80 -100°С и давлении 11230 -25270 Па,...
Попередній патент: Дезінфікуючий розчин гіпохлориту натрію
Випадковий патент: Спосіб однофазного вирощування свиней української м'ясної породи в неопалюваних приміщеннях