Спосіб отримання металевого порошку з шламових відходів підшипникового виробництва
Номер патенту: 63558
Опубліковано: 15.01.2004
Автори: Рудь Віктор Дмитрович, Гальчук Тетяна Никифорівна, Повстяной Олександр Юрійович
Формула / Реферат
Спосіб отримання металевого порошку з шламових відходів підшипникового виробництва, який включає поопераційне отримання шламового спеку з наступним його подрібненням, який відрізняється тим, що після подрібнення спеку проводять додаткове подрібнення-обкочування на кульовому млині для надання частинкам порошку регулярної форми з наступним відпалом для зняття внутрішніх напруг у частинках порошку, при цьому відпал проводять у захисному середовищі водню при температурі 250-300°С.
Текст
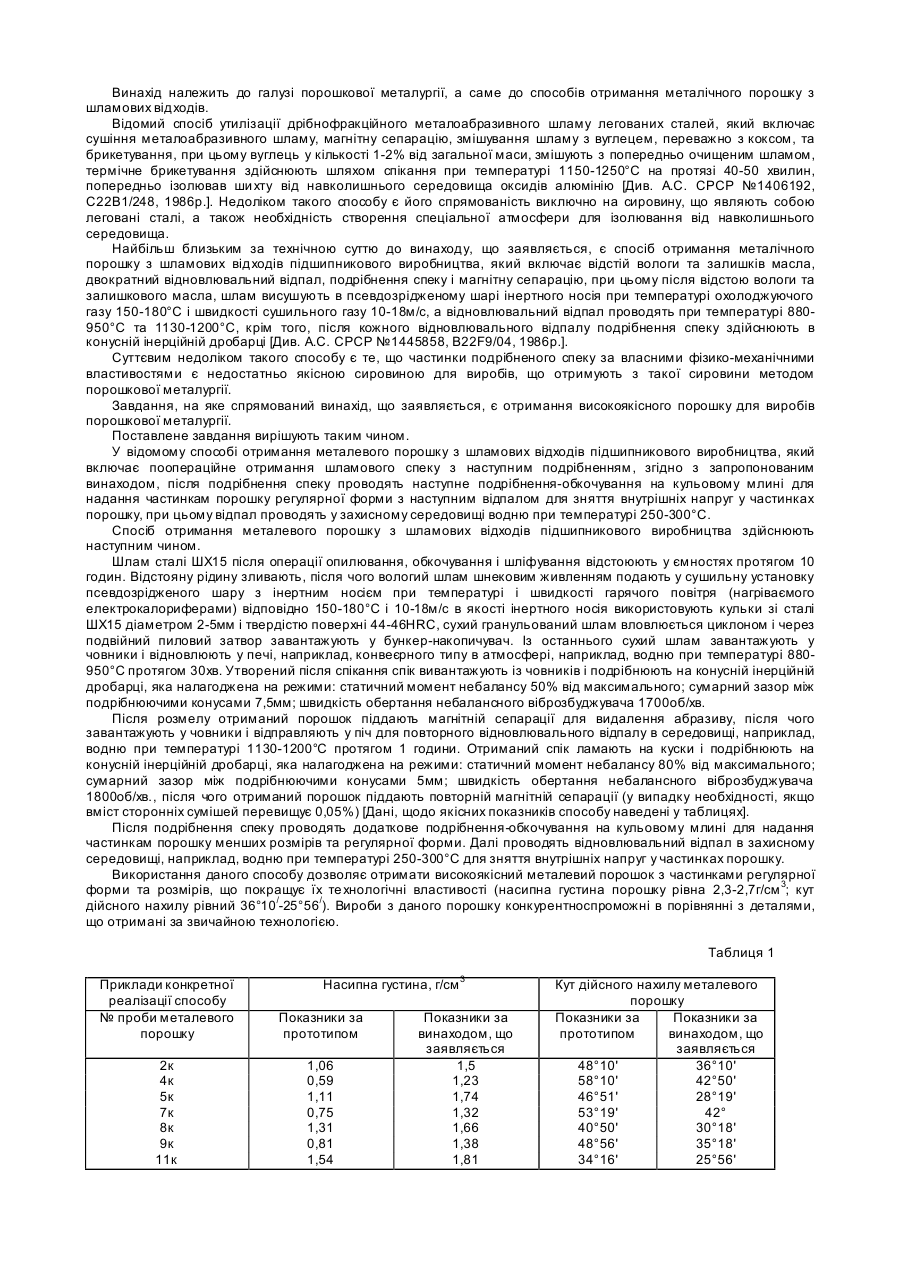
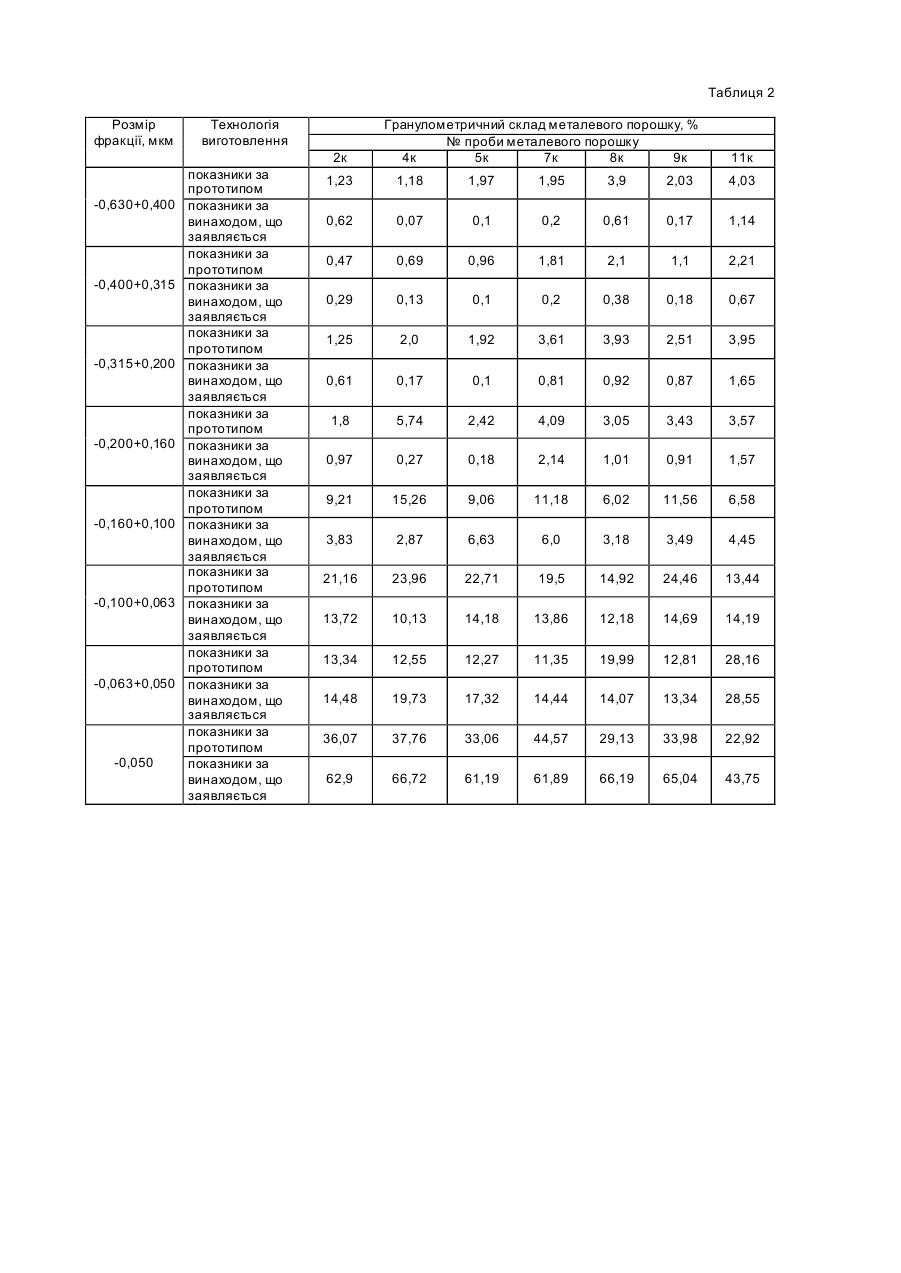
Винахід належить до галузі порошкової металургії, а саме до способів отримання металічного порошку з шламових відходів. Відомий спосіб утилізації дрібнофракційного металоабразивного шламу легованих сталей, який включає сушіння металоабразивного шламу, магнітну сепарацію, змішування шламу з вуглецем, переважно з коксом, та брикетування, при цьому вуглець у кількості 1-2% від загальної маси, змішують з попередньо очищеним шламом, термічне брикетування здійснюють шляхом спікання при температурі 1150-1250°С на протязі 40-50 хвилин, попередньо ізолював ши хту від навколишнього середовища оксидів алюмінію [Див. А.С. СРСР №1406192, С22В1/248, 1986р.]. Недоліком такого способу є його спрямованість виключно на сировину, що являють собою леговані сталі, а також необхідність створення спеціальної атмосфери для ізолювання від навколишнього середовища. Найбільш близьким за технічною суттю до винаходу, що заявляється, є спосіб отримання металічного порошку з шламових відходів підшипникового виробництва, який включає відстій вологи та залишків масла, двократний відновлювальний відпал, подрібнення спеку і магнітну сепарацію, при цьому після відстою вологи та залишкового масла, шлам висушують в псевдозрідженому шарі інертного носія при температурі охолоджуючого газу 150-180°С і швидкості сушильного газу 10-18м/с, а відновлювальний відпал проводять при температурі 880950°С та 1130-1200°С, крім того, після кожного відновлювального відпалу подрібнення спеку здійснюють в конусній інерційній дробарці [Див. А.С. СРСР №1445858, В22F9/04, 1986р.]. Суттєвим недоліком такого способу є те, що частинки подрібненого спеку за власними фізико-механічними властивостями є недостатньо якісною сировиною для виробів, що отримують з такої сировини методом порошкової металургії. Завдання, на яке спрямований винахід, що заявляється, є отримання високоякісного порошку для виробів порошкової металургії. Поставлене завдання вирішують таким чином. У відомому способі отримання металевого порошку з шламових відходів підшипникового виробництва, який включає поопераційне отримання шламового спеку з наступним подрібненням, згідно з запропонованим винаходом, після подрібнення спеку проводять наступне подрібнення-обкочування на кульовому млині для надання частинкам порошку регулярної форми з наступним відпалом для зняття внутрішніх напруг у частинках порошку, при цьому відпал проводять у захисному середовищі водню при температурі 250-300°С. Спосіб отримання металевого порошку з шламових відходів підшипникового виробництва здійснюють наступним чином. Шлам сталі ШХ15 після операції опилювання, обкочування і шліфування відстоюють у ємностях протягом 10 годин. Відстояну рідину зливають, після чого вологий шлам шнековим живленням подають у сушильну установку псевдозрідженого шару з інертним носієм при температурі і швидкості гарячого повітря (нагріваємого електрокалориферами) відповідно 150-180°С і 10-18м/с в якості інертного носія використовують кульки зі сталі ШХ15 діаметром 2-5мм і твердістю поверхні 44-46HRC, сухий гранульований шлам вловлюється циклоном і через подвійний пиловий затвор завантажують у бункер-накопичувач. Із останнього сухий шлам завантажують у човники і відновлюють у печі, наприклад, конвеєрного типу в атмосфері, наприклад, водню при температурі 880950°С протягом 30хв. Утворений після спікання спік вивантажують із човників і подрібнюють на конусній інерційній дробарці, яка налагоджена на режими: статичний момент небалансу 50% від максимального; сумарний зазор між подрібнюючими конусами 7,5мм; швидкість обертання небалансного віброзбуджувача 1700об/хв. Після розмелу отриманий порошок піддають магнітній сепарації для видалення абразиву, після чого завантажують у човники і відправляють у піч для повторного відновлювального відпалу в середовищі, наприклад, водню при температурі 1130-1200°С протягом 1 години. Отриманий спік ламають на куски і подрібнюють на конусній інерційній дробарці, яка налагоджена на режими: статичний момент небалансу 80% від максимального; сумарний зазор між подрібнюючими конусами 5мм; швидкість обертання небалансного віброзбуджувача 1800об/хв., після чого отриманий порошок піддають повторній магнітній сепарації (у випадку необхідності, якщо вміст сторонніх сумішей перевищує 0,05%) [Дані, щодо якісних показників способу наведені у таблицях]. Після подрібнення спеку проводять додаткове подрібнення-обкочування на кульовому млині для надання частинкам порошку менших розмірів та регулярної форми. Далі проводять відновлювальний відпал в захисному середовищі, наприклад, водню при температурі 250-300°С для зняття внутрішніх напруг у частинках порошку. Використання даного способу дозволяє отримати високоякісний металевий порошок з частинками регулярної форми та розмірів, що покращує їх те хнологічні властивості (насипна густина порошку рівна 2,3-2,7г/см 3; кут дійсного нахилу рівний 36°10/-25°56/). Вироби з даного порошку конкурентноспроможні в порівнянні з деталями, що отримані за звичайною технологією. Таблиця 1 Насипна густина, г/см 3 Приклади конкретної реалізації способу № проби металевого порошку Показники за прототипом 2к 4к 5к 7к 8к 9к 11к 1,06 0,59 1,11 0,75 1,31 0,81 1,54 Показники за винаходом, що заявляється 1,5 1,23 1,74 1,32 1,66 1,38 1,81 Кут дійсного нахилу металевого порошку Показники за Показники за прототипом винаходом, що заявляється 48°10' 36°10' 58°10' 42°50' 46°51' 28°19' 53°19' 42° 40°50' 30°18' 48°56' 35°18' 34°16' 25°56' Таблиця 2 Розмір фракції, мкм Технологія виготовлення 2к -0,630+0,400 -0,400+0,315 -0,315+0,200 -0,200+0,160 -0,160+0,100 -0,100+0,063 -0,063+0,050 -0,050 показники за прототипом показники за винаходом, що заявляється показники за прототипом показники за винаходом, що заявляється показники за прототипом показники за винаходом, що заявляється показники за прототипом показники за винаходом, що заявляється показники за прототипом показники за винаходом, що заявляється показники за прототипом показники за винаходом, що заявляється показники за прототипом показники за винаходом, що заявляється показники за прототипом показники за винаходом, що заявляється Гранулометричний склад металевого порошку, % № проби металевого порошку 4к 5к 7к 8к 9к 11к 1,23 1,18 1,97 1,95 3,9 2,03 4,03 0,62 0,07 0,1 0,2 0,61 0,17 1,14 0,47 0,69 0,96 1,81 2,1 1,1 2,21 0,29 0,13 0,1 0,2 0,38 0,18 0,67 1,25 2,0 1,92 3,61 3,93 2,51 3,95 0,61 0,17 0,1 0,81 0,92 0,87 1,65 1,8 5,74 2,42 4,09 3,05 3,43 3,57 0,97 0,27 0,18 2,14 1,01 0,91 1,57 9,21 15,26 9,06 11,18 6,02 11,56 6,58 3,83 2,87 6,63 6,0 3,18 3,49 4,45 21,16 23,96 22,71 19,5 14,92 24,46 13,44 13,72 10,13 14,18 13,86 12,18 14,69 14,19 13,34 12,55 12,27 11,35 19,99 12,81 28,16 14,48 19,73 17,32 14,44 14,07 13,34 28,55 36,07 37,76 33,06 44,57 29,13 33,98 22,92 62,9 66,72 61,19 61,89 66,19 65,04 43,75
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of metal powder from stamping waste of bearing manufacture
Автори англійськоюRud Viktor Dmytrovych
Назва патенту російськоюСпособ получения металлического порошка из штамповых отходов подшипникового производства
Автори російськоюРудь Виктор Дмитриевич
МПК / Мітки
МПК: B22F 9/04
Мітки: спосіб, порошку, виробництва, підшипникового, отримання, відходів, металевого, шламових
Код посилання
<a href="https://ua.patents.su/2-63558-sposib-otrimannya-metalevogo-poroshku-z-shlamovikh-vidkhodiv-pidshipnikovogo-virobnictva.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання металевого порошку з шламових відходів підшипникового виробництва</a>
Спосіб отримання металевого порошку
Номер патенту: 44764
Опубліковано: 15.03.2002
Автор: Мартиненко Сергій Анатольович
МПК: B22F 9/08
Мітки: спосіб, металевого, отримання, порошку
Формула / Реферат:
Спосіб отримання металевого порошку, який включає розплавлення металу, його перегрів на 150-200° С вище температури плавлення, дозування перегрітого розплаву в замкнутий об'єм і стиснення в цьому об'ємі, вприскування металу через сопло та охолодження крапель, який відрізняється тим, що стиснення розплаву металу в замкнутому об'ємі здійснюють під тиском 600-1700 МПа.
Спосіб отримання металевого порошку та пристрій для його здійснення
Номер патенту: 26965
Опубліковано: 28.02.2000
Автори: Макогон Віктор Миколайович, Терновий Юрій Федорович, Білан Віктор Іванович
Мітки: металевого, пристрій, здійснення, порошку, отримання, спосіб
Текст:
...подачей в его полость воды высокого давления, когда распыление производят в одну стадию. В качестве исследуемых материалов использо- 45 вали быстрорежущую сталь типа Р6М5К5. Распыление проводили при давлении распыления 10,0 МПа Диаметр сливного отверстия составлял 9 мм. Результаты измерений гранулометрического состава приведены в 50 таблице. Использование предлагаемого способа получения металлических порошков и кон струкции устройства...
Спосіб отримання порошку плаценти
Номер патенту: 55004
Опубліковано: 17.03.2003
Автори: Розанова Катерина Дмитрівна, Грищенко Валентин Іванович, Морозова Тетяна Федорівна, Нардід Олег Анатолійович, Щетинський Мирослав Ігоревич
МПК: A61K 35/50
Мітки: порошку, плаценти, спосіб, отримання
Формула / Реферат:
Спосіб отримання порошку плаценти, що включає консервування тканини, подрібнення в воді або фізіологічному розчині, термічне висушування, подрібнення в порошок, автоклавування порошку та фасування, який відрізняється тим, що консервування виконують при від'ємних температурах, після подрібнення отриману суспензію тканини розділяють на екстракт та щільний осад, які піддають роздільному автоклавуванню з наступним об'єднанням в одну масу, а після...
Спосіб отримання добрив з відходів спиртового виробництва
Номер патенту: 34849
Опубліковано: 17.03.2003
Автори: Заболотна Галина Михайлівна, Дегодюк Едуард Григорович, Дегодюк Станіслав Едуардович, Кошель Михайло Іванович
Мітки: спосіб, відходів, отримання, виробництва, добрив, спиртового
Формула / Реферат:
1. Спосіб отримання добрив з відходів спиртового виробництва, що передбачає упарювання їх до 40% сухих речовин, змішування з наповнювачем у співвідношенні 1:1, гомогенізацію і сушіння, який відрізняється тим, що як наповнювач використовують агроперліт, одержану суміш підсушують на решітці шаром 10-15 см, через який пропускають димові гази котельні.2. Спосіб по п. 1, який відрізняється тим , що одержану суміш підсушують до вологості...
Спосіб пресування металевого порошку
Номер патенту: 62879
Опубліковано: 15.12.2003
Автори: Алаторцев Олександр Олександрович, Блохін Олександр Григорович, Кравцова Юлія Вікторівна
МПК: B22F 3/02
Мітки: металевого, пресування, порошку, спосіб
Формула / Реферат:
Спосіб пресування металевого порошку, що включає попереднє формування та остаточне пресування заготовки, поєднане з деформацією зрушенням у напрямку, перпендикулярному напрямку пресування, який відрізняється тим, що попереднє формування виконують із зусиллям (0,5-0,7) Рпр., а остаточне пресування виконують у процесі зрушення в локальному шарі з постійно діючим навантаженням попереднього пресування, причому кут зрушення призначається від 0° до...
Попередній патент: Спосіб діагностики пухлин та кіст середостіння
Наступний патент: Лікувально-профілактична гігієнічна прокладка
Випадковий патент: Похідні піперазину, спосіб їх одержання та фармацевтична композиція