Ультразвуковий інструмент для ударної обробки поверхонь деталей
Номер патенту: 99365
Опубліковано: 10.08.2012
Автори: Кудрявцев Юрій Філіпович, Мовчанюк Андрій Валерійович, Клейман Якоб Ісакович, Луговський Олександр Федорович
Формула / Реферат
1. Ультразвуковий інструмент для ударної обробки поверхонь деталей, що містить корпус з рукояткою, які вкриті віброізоляційним покриттям, і в якому за допомогою напрямних ковзання з можливістю обмеженого штифтом руху здовж корпуса розміщений стакан, на одному торці якого розміщена головка з рухомими ударними елементами, яка зафіксована відносно стакана з можливістю швидкого знімання, на іншому торці розміщений штуцер для підведення повітря системи примусового охолодження та електричний кабель генератора ультразвукових коливань, а всередині стакана з кільцевим щілинним зазором і акустично розв'язано розміщений ультразвуковий вібраційний привід зворотно-поступальних переміщень з розвиненою теплообмінною поверхнею, утворений п'єзоелектричним перетворювачем з частотознижуючими накладками, одна з яких виконана як одне ціле з трансформатором коливальної швидкості, в якому за допомогою отворів забезпечена можливість наскрізного проходу повітря системи примусового охолодження від торця зі штуцером, крізь щілинний зазор з теплообмінною поверхнею і до робочого торця, який взаємодіє з рухомими ударними елементами головки і виконаний твердосплавним, причому стакан встановлений в корпусі з можливістю пружного підтискування ударних елементів до оброблюваної поверхні, а температура теплообмінної поверхні та положення стакана відносно корпуса контролюються датчиками, який відрізняється тим, що теплообмінна поверхня вібраційного приводу здовж щілинного зазору виконана у вигляді гвинтової канавки з напівкруглим профілем, частотознижуюча накладка, що не об'єднана з трансформатором коливальної швидкості, виконана з матеріалу, що має акустичний опір більший, ніж матеріал трансформатора коливальної швидкості, робочий торець трансформатора коливальної швидкості виконаний у вигляді накладки з твердосплавного з високою ударною в'язкістю матеріалу, яка щільно приєднана до трансформатора коливальної швидкості, причому товщина накладки значно менша за чверть довжини хвилі деформації, що встановлюється по довжині ультразвукового вібраційного приводу, віброізоляційне покриття корпусу виконано у вигляді набору гумових кілець, розміщених в місці утримання корпусу рукою оператора, а рухомі ударні елементи головки виконані у вигляді кульок з матеріалу високої міцності, що заповнюють головку, яка виконана пустотілою конічної форми.
2. Ультразвуковий інструмент за п. 1, який відрізняється тим, що гвинтова канавка виконана багатозахідною.
3. Ультразвуковий інструмент за п. 1 або п. 2, який відрізняється тим, що головка оснащена пружною манжетою, виконаною з матеріалу з малим коефіцієнтом тертя, яка контактує з оброблюваною поверхнею і на яку одягнена швидкознімна пластина, що захищає кульки від випадання.
4. Ультразвуковий інструмент за п. 1 або п. 2, який відрізняється тим, що головка оснащена перфорованою пластиною, отвори в якій менші за діаметри кульок, а висота головки та кількість кульок вибрані такими, що відстань, на яку виступають кульки з перфорованої пластини більша, ніж зазор між робочим торцем трансформатора коливальної швидкості та кульками.
5. Ультразвуковий інструмент за п. 1 або п. 2, який відрізняється тим, що головка оснащена пружною манжетою, виконаною з матеріалу з малим коефіцієнтом тертя, яка контактує з оброблюваною поверхнею, і додатково охоплена електромагнітною котушкою, яка вимикається при притискуванні ультразвукового інструменту до оброблюваної поверхні.
6. Ультразвуковий інструмент за одним з пп. 1-5, який відрізняється тим, що частина конічної головки, що контактує з оброблюваною поверхнею, виконана по формі оброблюваної поверхні, наприклад, має циліндричний профіль.
Текст
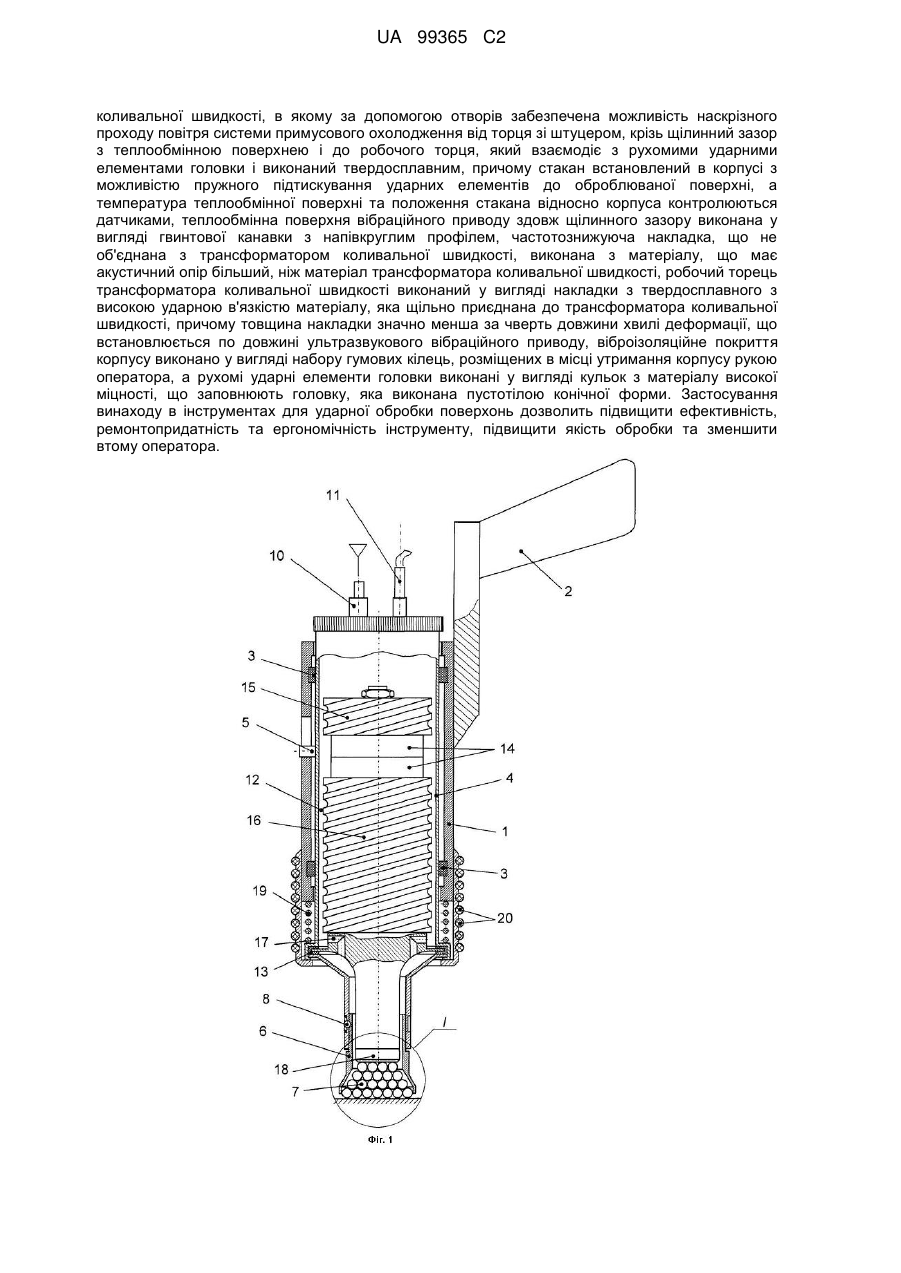
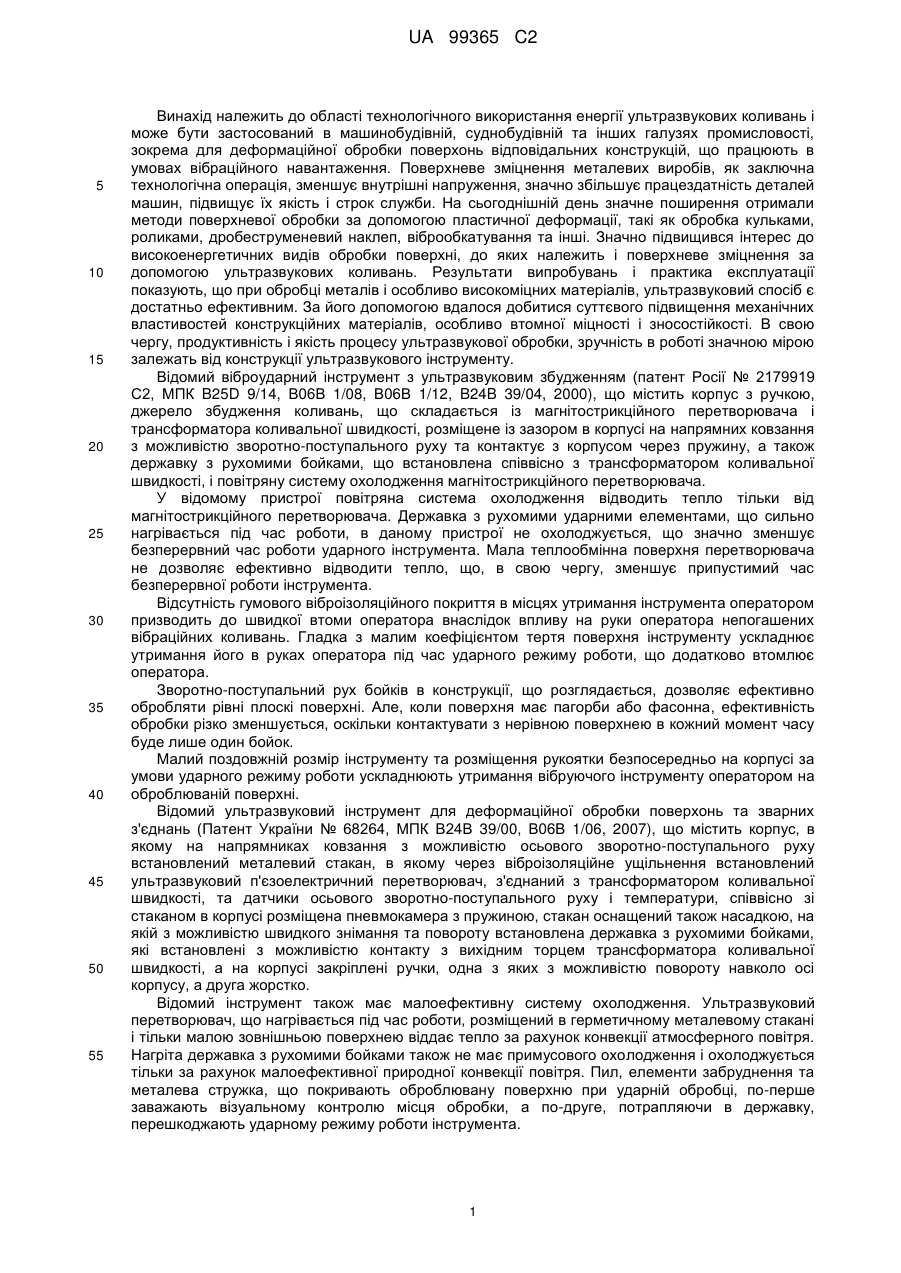
Реферат: Винахід належить до області технологічного використання енергії ультразвукових коливань і може бути застосований в машинобудівній, суднобудівній та інших галузях промисловості, зокрема для деформаційного зміцнення і релаксаційної обробки металевих поверхонь відповідальних конструкцій, що працюють в умовах вібраційного навантаження. Ультразвуковий інструмент для ударної обробки поверхонь деталей містить корпус з рукояткою, які вкриті віброізоляційним покриттям, і в якому за допомогою напрямних ковзання з можливістю обмеженого штифтом руху здовж корпуса розміщений стакан, на одному торці якого розміщена головка з рухомими ударними елементами, яка зафіксована відносно стакана з можливістю швидкого знімання, на іншому торці розміщений штуцер для підведення повітря системи примусового охолодження та електричний кабель генератора ультразвукових коливань, а всередині стакана з кільцевим щілинним зазором і акустично розв'язано розміщений ультразвуковий вібраційний привід зворотно-поступальних переміщень з розвиненою теплообмінною поверхнею, утворений п'єзоелектричним перетворювачем з частотознижуючими накладками, одна з яких виконана як одне ціле з трансформатором UA 99365 C2 (12) UA 99365 C2 коливальної швидкості, в якому за допомогою отворів забезпечена можливість наскрізного проходу повітря системи примусового охолодження від торця зі штуцером, крізь щілинний зазор з теплообмінною поверхнею і до робочого торця, який взаємодіє з рухомими ударними елементами головки і виконаний твердосплавним, причому стакан встановлений в корпусі з можливістю пружного підтискування ударних елементів до оброблюваної поверхні, а температура теплообмінної поверхні та положення стакана відносно корпуса контролюються датчиками, теплообмінна поверхня вібраційного приводу здовж щілинного зазору виконана у вигляді гвинтової канавки з напівкруглим профілем, частотознижуюча накладка, що не об'єднана з трансформатором коливальної швидкості, виконана з матеріалу, що має акустичний опір більший, ніж матеріал трансформатора коливальної швидкості, робочий торець трансформатора коливальної швидкості виконаний у вигляді накладки з твердосплавного з високою ударною в'язкістю матеріалу, яка щільно приєднана до трансформатора коливальної швидкості, причому товщина накладки значно менша за чверть довжини хвилі деформації, що встановлюється по довжині ультразвукового вібраційного приводу, віброізоляційне покриття корпусу виконано у вигляді набору гумових кілець, розміщених в місці утримання корпусу рукою оператора, а рухомі ударні елементи головки виконані у вигляді кульок з матеріалу високої міцності, що заповнюють головку, яка виконана пустотілою конічної форми. Застосування винаходу в інструментах для ударної обробки поверхонь дозволить підвищити ефективність, ремонтопридатність та ергономічність інструменту, підвищити якість обробки та зменшити втому оператора. UA 99365 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до області технологічного використання енергії ультразвукових коливань і може бути застосований в машинобудівній, суднобудівній та інших галузях промисловості, зокрема для деформаційної обробки поверхонь відповідальних конструкцій, що працюють в умовах вібраційного навантаження. Поверхневе зміцнення металевих виробів, як заключна технологічна операція, зменшує внутрішні напруження, значно збільшує працездатність деталей машин, підвищує їх якість і строк служби. На сьогоднішній день значне поширення отримали методи поверхневої обробки за допомогою пластичної деформації, такі як обробка кульками, роликами, дробеструменевий наклеп, віброобкатування та інші. Значно підвищився інтерес до високоенергетичних видів обробки поверхні, до яких належить і поверхневе зміцнення за допомогою ультразвукових коливань. Результати випробувань і практика експлуатації показують, що при обробці металів і особливо високоміцних матеріалів, ультразвуковий спосіб є достатньо ефективним. За його допомогою вдалося добитися суттєвого підвищення механічних властивостей конструкційних матеріалів, особливо втомної міцності і зносостійкості. В свою чергу, продуктивність і якість процесу ультразвукової обробки, зручність в роботі значною мірою залежать від конструкції ультразвукового інструменту. Відомий віброударний інструмент з ультразвуковим збудженням (патент Росії № 2179919 С2, МПК B25D 9/14, В06В 1/08, В06В 1/12, B24B 39/04, 2000), що містить корпус з ручкою, джерело збудження коливань, що складається із магнітострикційного перетворювача і трансформатора коливальної швидкості, розміщене із зазором в корпусі на напрямних ковзання з можливістю зворотно-поступального руху та контактує з корпусом через пружину, а також державку з рухомими бойками, що встановлена співвісно з трансформатором коливальної швидкості, і повітряну систему охолодження магнітострикційного перетворювача. У відомому пристрої повітряна система охолодження відводить тепло тільки від магнітострикційного перетворювача. Державка з рухомими ударними елементами, що сильно нагрівається під час роботи, в даному пристрої не охолоджується, що значно зменшує безперервний час роботи ударного інструмента. Мала теплообмінна поверхня перетворювача не дозволяє ефективно відводити тепло, що, в свою чергу, зменшує припустимий час безперервної роботи інструмента. Відсутність гумового віброізоляційного покриття в місцях утримання інструмента оператором призводить до швидкої втоми оператора внаслідок впливу на руки оператора непогашених вібраційних коливань. Гладка з малим коефіцієнтом тертя поверхня інструменту ускладнює утримання його в руках оператора під час ударного режиму роботи, що додатково втомлює оператора. Зворотно-поступальний рух бойків в конструкції, що розглядається, дозволяє ефективно обробляти рівні плоскі поверхні. Але, коли поверхня має пагорби або фасонна, ефективність обробки різко зменшується, оскільки контактувати з нерівною поверхнею в кожний момент часу буде лише один бойок. Малий поздовжній розмір інструменту та розміщення рукоятки безпосередньо на корпусі за умови ударного режиму роботи ускладнюють утримання вібруючого інструменту оператором на оброблюваній поверхні. Відомий ультразвуковий інструмент для деформаційної обробки поверхонь та зварних з'єднань (Патент України № 68264, МПК В24В 39/00, В06В 1/06, 2007), що містить корпус, в якому на напрямниках ковзання з можливістю осьового зворотно-поступального руху встановлений металевий стакан, в якому через віброізоляційне ущільнення встановлений ультразвуковий п'єзоелектричний перетворювач, з'єднаний з трансформатором коливальної швидкості, та датчики осьового зворотно-поступального руху і температури, співвісно зі стаканом в корпусі розміщена пневмокамера з пружиною, стакан оснащений також насадкою, на якій з можливістю швидкого знімання та повороту встановлена державка з рухомими бойками, які встановлені з можливістю контакту з вихідним торцем трансформатора коливальної швидкості, а на корпусі закріплені ручки, одна з яких з можливістю повороту навколо осі корпусу, а друга жорстко. Відомий інструмент також має малоефективну систему охолодження. Ультразвуковий перетворювач, що нагрівається під час роботи, розміщений в герметичному металевому стакані і тільки малою зовнішньою поверхнею віддає тепло за рахунок конвекції атмосферного повітря. Нагріта державка з рухомими бойками також не має примусового охолодження і охолоджується тільки за рахунок малоефективної природної конвекції повітря. Пил, елементи забруднення та металева стружка, що покривають оброблювану поверхню при ударній обробці, по-перше заважають візуальному контролю місця обробки, а по-друге, потрапляючи в державку, перешкоджають ударному режиму роботи інструмента. 1 UA 99365 C2 5 10 15 20 25 30 35 40 45 50 55 60 На відміну від попередньої конструкції, цей інструмент вже має якісне захисне віброізоляційне покриття у місцях утримання інструмента руками оператора. Але рівна без штучно виконаних виступів гумова поверхня ускладнює утримання інструмента під час ударної обробки. Оператор змушений прикладати значні зусилля для утримання і спрямування вібруючого інструмента в потрібному напрямку, що призводить до швидкої втоми оператора. Як і в попередній конструкції, інструмент, що розглядається, внаслідок зворотнопоступального руху бойків дозволяє ефективно обробляти рівні плоскі поверхні. Але, коли поверхня має пагорби або згини, ефективність обробки різко зменшується, оскільки контактувати з нерівною поверхнею в кожний момент часу буде лише один бойок. Найбільш близьким до запропонованого пристрою по сукупності ознак і технічному результату є ультразвуковий інструмент для ударної обробки поверхонь деталей (Патент України № 87006, МПК В24В 39/00, В06В 1/06, В24В 1/04 2009), що містить корпус з рукояткою, які вкриті віброізоляційним покриттям, і в якому за допомогою напрямних ковзання з можливістю обмеженого штифтом руху здовж корпуса розміщений стакан, на одному торці якого розміщена головка з рухомими ударними елементами, яка зафіксована відносно стакана з можливістю швидкого знімання, на іншому торці розміщений штуцер для підведення повітря системи примусового охолодження та електричний кабель генератора ультразвукових коливань, а всередині стакана з кільцевим щілинним зазором і акустично розв'язано розміщений ультразвуковий вібраційний привід зворотно-поступальних переміщень с розвиненою теплообмінною поверхнею, утворений п'єзоелектричним перетворювачем з частотознижуючими накладками, одна з яких виконана як одне ціле з трансформатором коливальної швидкості, в якому за допомогою отворів забезпечена можливість наскрізного проходу повітря системи примусового охолодження від торця зі штуцером, крізь щілинний зазор з теплообмінною поверхнею і до робочого торця, який взаємодіє з рухомими ударними елементами головки і виконаний твердосплавним, причому стакан встановлений в корпусі з можливістю пружного підтискування ударних елементів до оброблюваної поверхні, а температура теплообмінної поверхні та положення стакана відносно корпуса контролюються датчиками. Ультразвуковий інструмент, що розглядається, вже має більш ефективну систему примусового повітряного охолодження. Поверхня приводу виконана розвиненою за рахунок додаткових ребер, що мають висоту меншу за кільцевий щілинний зазор між стаканом та вібраційним приводом. Але виконання подібних поздовжніх ребер є нетехнологічним на деталі, що має циліндричну форму і, крім того, подібні ребра не сприяють виникненню турбулентних вихорів на теплообмінній поверхні, які підвищують ефективність теплообмінних процесів. Вихід повітря через головку з рухомими ударними елементами в бік оброблюваної поверхні забезпечує здув забруднень з ударних елементів та оброблюваної поверхні. Вібраційний привід, що застосовується в цьому ультразвуковому інструменті, є малоефективним, оскільки ультразвукова енергія, що передається п'єзокерамічними елементами перетворювача внаслідок зворотного п'єзоефекту, розповсюджуються однаково в бік трансформатора коливальної швидкості з робочим торцем та в бік неробочого торця приводу, який утворюється частотознижуючою накладкою. Відбувається це внаслідок однакового акустичного опору матеріалів, з яких виконано частотознижуючу накладку та трансформатор коливальної швидкості. Якщо перша частина енергії значною мірою використовується на збудження ударного режиму роботи рухомих ударних елементів, то друга частина іде на нагрів накладки. Робочий торець трансформатора коливальної швидкості в інструменті, що розглядається, виконано твердим високоміцним. Це забезпечує якісний пружний відскок рухомих ударних елементів від вібруючого торця. Але це змушує виконувати весь трансформатор коливальної швидкості з цього твердого матеріалу, що є економічно недоцільним. Крім того, такий трансформатор коливальної швидкості буде швидко руйнуватися, оскільки твердий матеріал не витримає довгострокові циклічні знакозмінні напруження по довжині трансформатора. Виготовлення робочого торця шляхом напилення або наплавлення твердого сплаву є неефективним, оскільки значні ударні навантаження вимагають значної товщини цього твердого шару, що призводить до значного підвищення вартості виробу. При руйнуванні твердого шару робочого торця ультразвуковий інструмент втрачає працездатність і потребує повного демонтажу та дуже суттєвого ремонту. Як і в попередньому випадку, цей інструмент має захисне віброізоляційне покриття у місцях утримання інструменту руками оператора, але рівна без штучно виконаних виступів гумова поверхня ускладнює утримання інструмента оператором під час ударної обробки. Оператор змушений прикладати значні зусилля для утримання і переміщення вібруючого інструмента по оброблюваній поверхні, що призводить до швидкої втоми оператора. 2 UA 99365 C2 5 10 15 20 25 30 35 40 45 50 55 60 В основу запропонованого винаходу поставлена задача вдосконалення відомого ультразвукового інструмента для ударної обробки поверхонь деталей шляхом підвищення ефективності, ремонтопридатності, ергономічності та безпечності інструмента, а також якості обробки поверхонь за рахунок зміни конструкції вібраційного приводу, впровадженню нової форми поверхні теплообміну вібраційного приводу, застосуванню нової форми віброізоляційного покриття інструменту та застосуванню кулькових ударних елементів. Для вирішення поставленої задачі в ультразвуковому інструменті для ударної обробки поверхонь деталей, що містить корпус з рукояткою, які вкриті віброізоляційним покриттям і в якому за допомогою напрямних ковзання з можливістю обмеженого штифтом руху здовж корпуса розміщений стакан, на одному торці якого розміщена головка з рухомими ударними елементами, яка зафіксована відносно стакана з можливістю швидкого знімання, на іншому торці розміщений штуцер для підведення повітря системи примусового охолодження та електричний кабель генератора ультразвукових коливань, а всередині стакана з кільцевим щілинним зазором і акустично розв'язано розміщений ультразвуковий вібраційний привід зворотно-поступальних переміщень з розвиненою теплообмінною поверхнею, утворений п'єзоелектричним перетворювачем з частотознижуючими накладками, одна з яких виконана як одне ціле з трансформатором коливальної швидкості, в якому за допомогою отворів забезпечена можливість наскрізного проходу повітря системи примусового охолодження від торця зі штуцером, крізь щілинний зазор з теплообмінною поверхнею і до робочого торця, який взаємодіє з рухомими ударними елементами головки і виконаний твердосплавним, причому стакан встановлений в корпусі з можливістю пружного підтискування ударних елементів до оброблюваної поверхні, а температура теплообмінної поверхні та положення стакана відносно корпуса контролюються датчиками, теплообмінна поверхня вібраційного приводу здовж щілинного зазору виконана у вигляді гвинтової канавки з напівкруглим профілем, частотознижуюча накладка, що не об'єднана з трансформатором коливальної швидкості, виконана з матеріалу, що має акустичний опір більший, ніж матеріал трансформатора коливальної швидкості, робочий торець трансформатора коливальної швидкості виконаний у вигляді накладки з твердосплавного з високою ударною в'язкістю матеріалу, яка щільно приєднана до трансформатора коливальної швидкості, причому товщина накладки значно менша за чверть довжини хвилі деформації, що встановлюється по довжині ультразвукового вібраційного приводу, віброізоляційне покриття корпусу виконано у вигляді набору гумових кілець, розміщених в місці утримання корпусу рукою оператора, а рухомі ударні елементи головки виконані у вигляді кульок з матеріалу високої міцності, що заповнюють головку, яка виконана пустотілою конічної форми. Як варіант, гвинтова канавка може бути виконана багатозахідною. Додатково головка може бути оснащена пружною манжетою, виконаною з матеріалу з малим коефіцієнтом тертя, яка контактує з оброблюваною поверхнею і на яку одягнена швидкознімна пластина, що захищає кульки від випадіння. Крім того, головка може бути оснащена перфорованою пластиною, отвори в якій менші за діаметри кульок, а висота головки та кількість кульок вибрані такими, що відстань, на яку виступають кульки з перфорованої пластини більша, ніж зазор між робочим торцем трансформатора коливальної швидкості та кульками. Крім того, головка може бути оснащена пружною манжетою, виконаною з матеріалу з малим коефіцієнтом тертя, яка контактує з оброблюваною поверхнею, і додатково охоплена електромагнітною котушкою, яка вимикається при притискуванні ультразвукового інструмента до оброблюваної поверхні. Крім того, частина конічної головки, що контактує з оброблюваною поверхнею, може бути виконана по формі оброблюваної поверхні, наприклад, має циліндричний профіль. Підвищення ефективності ультразвукового інструмента досягається за рахунок спрямування більшої кількості ультразвукової енергії в вібраційному приводі в бік трансформатора коливальної швидкості з робочим торцем. Для цього запропоновано зробити частотознижуючу накладку з матеріалу, що має більший акустичний опір, ніж матеріал іншої накладки, виконаної як одне ціле з трансформатором коливальної швидкості. Виконання теплообмінної поверхні приводу у вигляді гвинтової канавки призведе до утворення в щілинному зазорі, крізь який рухається потік повітря, вихорів, які забезпечать швидке і ефективне знімання тепла з нагрітої поверхні приводу, що зменшить ризик перегріву інструменту і збільшить припустимий час безперервної роботи. Така гвинтова канавка, крім того, технологічна у виготовленні. Ремонтопридатність інструменту буде забезпечена можливістю зміни твердосплавної накладки на робочому торці трансформатора коливальної швидкості. При цьому накладку буде виконано не просто з твердого матеріалу, а ще й з високою ударною в'язкістю, що забезпечить 3 UA 99365 C2 5 10 15 20 25 30 35 40 45 50 55 їй тривалий термін роботи без руйнування. Вибрана товщина твердосплавної накладки, яка значно менша за чверть довжини хвилі деформації, що встановлюється по довжині ультразвукового вібраційного приводу, забезпечить їй коливання з великою амплітудою. При цьому накладка буде піддаватися мінімальним зусиллям розриву. Виконання віброізоляційного покриття корпусу у вигляді набору гумових кілець, підвищить ергономічність інструменту завдяки полегшенню утримання інструменту в руці оператора. Це призведе до зниження втоми оператора під час роботи з інструментом. Підвищення якості обробки поверхонь досягається завдяки застосуванню кулькових ударних елементів, які забезпечують хаотичні удари по всій оброблюваній поверхні не залежно від її площинності. Суть винаходу пояснюється кресленнями, де на фіг. 1 показаний запропонований ультразвуковий інструмент в розрізі, на фіг. 2 та фіг. 3 - збільшений вигляд головки з кульковими ударними елементами, пружною манжетою та пластиною, що захищає кульки від випадіння, на фіг. 4 та фіг. 5 - головка з кульковими ударними елементами та перфорованою пластиною, а на фіг. 6 - головка з кульковими ударними елементами та електромагнітною котушкою. Ультразвуковий інструмент для ударної обробки поверхонь деталей містить (фіг. 1) корпус 1 з рукояткою 2, в якому через напрямні ковзання 3 встановлений стакан 4. Стакан 4 має можливість зворотно-поступального переміщення, яке обмежене зафіксованим на ньому штифтом 5, що входить в поздовжній паз корпусу 1. На одному торці стакана 4 розміщена головка 6 з рухомими ударними елементами, які виконано у вигляді кульок 7 з матеріалу високої міцності, що заповнюють головку 6, яка виконана пустотілою конічної форми. Головка 6 (фіг. 1, фіг. 2) зафіксована відносно стакана 4 з можливістю швидкого знімання за рахунок кульки 8, яка підтиснута кільцевою пружиною 9 і входить у лунку на циліндричній частині головки 6. На іншому торці стакана 4 розміщений штуцер 10 для підведення повітря системи примусового охолодження та електричний кабель 11 генератора ультразвукових коливань (на кресленні умовно не показаний). Всередині стакана з кільцевим щілинним зазором 12 і акустично розв'язано розміщений ультразвуковий вібраційний привід зворотно-поступальних переміщень з розвиненою теплообмінною поверхнею. Акустична розв'язаність досягається за рахунок кріплення приводу в стакані 4 вузловим перерізом через акустично непрозоре ущільнення 13. Ультразвуковий вібраційний привід утворений п'єзоелектричним перетворювачем, до складу якого входять п'єзокерамічні кільця 14 та дві частознижуючі накладки 15. Одна з накладок 15 виконана як одне ціле з трансформатором коливальної швидкості 16, в якому за допомогою отворів 17 забезпечена можливість наскрізного проходу повітря системи примусового охолодження від торця зі штуцером 10, крізь щілинний зазор 12 з теплообмінною поверхнею і до робочого торця, який взаємодіє з рухомими ударними елементами 7 головки 6 і виконаний у вигляді, щільно притиснутою до трансформатора коливальної швидкості, накладки 18 з твердосплавного з високою ударною в'язкістю матеріалу. Товщина накладки 18 значно менша за чверть довжини хвилі деформації, що встановлюється по довжині ультразвукового вібраційного приводу. Теплообмінна поверхня вібраційного приводу здовж щілинного зазору 12 виконана у вигляді гвинтової канавки з напівкруглим профілем. Гвинтова канавка може бути виконана багатозахідною. Штифт 5 підтиснутий до передньої крайки поздовжнього пазу корпусу 1 за допомогою пружини 19. В стакані 4 встановлені датчики температури на кресленні та положення стакана 4 відносно корпусу 1 (датчики умовно не показані). Віброізоляційне покриття корпусу виконано у вигляді набору гумових кілець 20, розміщених в місці утримання корпусу рукою оператора. Як варіант, конічна головка 6 може контактувати з оброблюваною поверхнею через пружну манжету 21 (фіг. 2), виконану з матеріалу з малим коефіцієнтом тертя. Від випадіння кульки 7 утримуються в головці 6 за допомогою швидкознімної пластини 22, що одягнена на манжету 21 (фіг. 2, фіг. 3). Як варіант, головка 6 може бути оснащена перфорованою пластиною 23 (фіг. 4, фіг. 5), отвори в якій менші за діаметри кульок 7, а висота головки та кількість кульок обрані такими, що відстань l2, на яку виступають кульки з перфорованої пластини 23 більша, ніж зазор l1 між робочим торцем трансформатора коливальної швидкості та кульками. Як варіант, головка 6 може бути оснащена пружною манжетою 21 (фіг. 6), виконаною з матеріалу з малим коефіцієнтом тертя, яка контактує з оброблюваною поверхнею, і додатково охоплена електромагнітною котушкою 24, яка вимикається при притискуванні ультразвукового інструменту до оброблюваної поверхні. 4 UA 99365 C2 5 10 15 20 25 30 35 40 45 50 55 Як варіант, частина конічної головки 6, що контактує з оброблюваною поверхнею, може бути виконана по формі оброблюваної поверхні, наприклад, мати циліндричний профіль при необхідності ударної обробки внутрішніх поверхонь трубчастих виробів. Ультразвуковий інструмент працює наступним чином. Після подачі стиснутого повітря в штуцер 10, яке проходить крізь щілинний зазор 12 з теплообмінною поверхнею, отвори 17 в трансформаторі коливальної швидкості 16, охолоджує робочий торець з накладкою 18 і виходить з інструмента через головку 6 з кульками 7, ультразвуковий інструмент готовий до роботи. Потік повітря, що рухається по щілинному зазору, утворює в канавках кільцеві вихори, що інтенсивно знімають тепло з поверхні вібраційного приводу. При цьому одна частина тепла уноситься повітрям, а друга частина, завдяки кільцевим вихорам, передається стакану 4. Додатково канавки вентилюються повітрям, що рухається здовж гвинтової канавки. Датчик температури контролює температуру перетворювача при роботі, не допускаючи його перегріву. Оператор утримує інструмент за корпус в місці розташування набору гумових кілець 20 і рукоятку 2. Інструмент вводять в механічний контакт з оброблюваною поверхнею і, в разі застосування головки за фіг. 2, витягують швидкознімну пластину 22, яка перешкоджала випадінню кульок з головки. Натиском через рукоятку 2 оператор добивається осьового зміщення корпусу 1 відносно стакана 4 (3...5 мм) поки не спрацює датчик відносного переміщення стакана 4 та корпусу 1. При цьому стискається пружна манжета 21 і кульки затискаються між оброблюваною поверхнею і робочим торцем вібраційного приводу. Датчик переміщення вмикає ультразвуковий генератор електричних коливань. Останній подає через кабель 11 напругу ультразвукової частоти на ультразвуковий перетворювач і збуджує в ньому резонансні пружні поздовжні механічні коливання. Трансформатор коливальної швидкості 16 збільшує амплітуду коливань робочого торця (до 20...30 мкм). Кульки 7, що знаходяться в контакті з робочим торцем, внаслідок ударної взаємодії починають відскакувати і передавати отриману кінетичну енергію іншим кулькам. Кульки, що знаходяться в контакті з оброблюваною поверхнею, починають ударно взаємодіяти з нею, здійснюючи пластичну деформацію останньої і відскакуючи від неї. Інструмент притискається до поверхні із зусиллям 40...60 Н. Внаслідок ударної пружної взаємодії усіх рухомих елементів інструмента утворюється складка резонансна коливальна система. Потік нагрітого повітря, що виходить з головки, обдуває поверхню для постійного візуального спостереження та запобігає попаданню продуктів обробки (окалина, іржа, бруд і т.п.) в головку. Коли обробка закінчена, швидкознімна пластина 22 знову одягається на манжету головки і перешкоджає випадінню кульок з головки при неробочому стані інструменту. В разі застосування головки з перфорованою пластиною (фіг. 4 та фіг. 5) робота здійснюється аналогічним чином. Перфорована пластина 23 перешкоджає випадінню кульок з головки при неробочому стані інструменту. Наявність вказаного співвідношення зазорів l2 та l1 забезпечує можливість вільного коливального руху кульок між робочим торцем трансформатора коливальної швидкості і оброблюваною поверхнею. В разі використання замість швидкознімної пластини 22, що перешкоджає випадінню кульок, електромагніта 24 (фіг. 6) робота інструмент відбувається наступним чином. Після притискання інструмента до оброблюваної поверхні, тобто зміщення корпусу 1 відносно стакана 4 на 3...5 мм, спрацьовує датчик переміщення, який вмикає генератор електричних ультразвукових коливань і одночасно вимикає електромагніт. Після закінчення обробки і вимикання генератора електричних коливань знову вмикається електромагніт і утримує кульки від випадіння з головки. При необхідності ударної обробки фасонних поверхонь головка може мати не плоску поверхню контакту з оброблюваною поверхнею, а відповідну їй за профілем. Наприклад, при обробці внутрішньої поверхні циліндричних виробів головка теж може буди виконана з відповідним циліндричним профілем. Завдяки запропонованій новій конструкції системи охолодження інструменту вдалося підвищити його ефективність. Тепер інструмент здатний без перегріву працювати значно більший час. Теплообмінна поверхня тепер більш технологічна у виготовленні. В новому інструменті завдяки застосуванню матеріалів з різними акустичними опорами вдалося здійснити перерозподіл ультразвукової енергії між торцями вібраційного приводу. Тепер більший потік енергії буде спрямований в бік робочого торця, що взаємодіє з кульками. Нова конструкція інструменту більш ремонтопридатна та надійна. Застосування змінної накладки на робочому торці приводу дозволить виготовити її з матеріалу з особливими властивостями, наприклад, твердосплавного з високою ударною в'язкістю. Це підвищить надійність інструмента. В разі необхідності накладку можна легко замінити без демонтажу всього інструменту. 5 UA 99365 C2 5 Застосована нова форма віброізоляційного покриття інструмента покращить його ергономічні властивості. Тепер оператору легше утримувати вібруючий інструмент на оброблюваній поверхні. Нове віброізоляційне покриття технологічно у виготовленні, оскільки за нього можуть бути використані стандартні ущільнюючи кільця. Новий інструмент забезпечує і більш якісну ударну обробку фасонних поверхонь. Велика кількість кульок, що рухаються в різних напрямках, дозволить обробити різні нерівності поверхні. ФОРМУЛА ВИНАХОДУ 10 15 20 25 30 35 40 45 50 55 1. Ультразвуковий інструмент для ударної обробки поверхонь деталей, що містить корпус з рукояткою, які вкриті віброізоляційним покриттям, і в якому за допомогою напрямних ковзання з можливістю обмеженого штифтом руху здовж корпуса розміщений стакан, на одному торці якого розміщена головка з рухомими ударними елементами, яка зафіксована відносно стакана з можливістю швидкого знімання, на іншому торці розміщений штуцер для підведення повітря системи примусового охолодження та електричний кабель генератора ультразвукових коливань, а всередині стакана з кільцевим щілинним зазором і акустично розв'язано розміщений ультразвуковий вібраційний привід зворотно-поступальних переміщень з розвиненою теплообмінною поверхнею, утворений п'єзоелектричним перетворювачем з частотознижуючими накладками, одна з яких виконана як одне ціле з трансформатором коливальної швидкості, в якому за допомогою отворів забезпечена можливість наскрізного проходу повітря системи примусового охолодження від торця зі штуцером, крізь щілинний зазор з теплообмінною поверхнею і до робочого торця, який взаємодіє з рухомими ударними елементами головки і виконаний твердосплавним, причому стакан встановлений в корпусі з можливістю пружного підтискування ударних елементів до оброблюваної поверхні, а температура теплообмінної поверхні та положення стакана відносно корпуса контролюються датчиками, який відрізняється тим, що теплообмінна поверхня вібраційного приводу здовж щілинного зазору виконана у вигляді гвинтової канавки з напівкруглим профілем, частотознижуюча накладка, що не об'єднана з трансформатором коливальної швидкості, виконана з матеріалу, що має акустичний опір більший, ніж матеріал трансформатора коливальної швидкості, робочий торець трансформатора коливальної швидкості виконаний у вигляді накладки з твердосплавного з високою ударною в'язкістю матеріалу, яка щільно приєднана до трансформатора коливальної швидкості, причому товщина накладки значно менша за чверть довжини хвилі деформації, що встановлюється по довжині ультразвукового вібраційного приводу, віброізоляційне покриття корпусу виконано у вигляді набору гумових кілець, розміщених в місці утримання корпусу рукою оператора, а рухомі ударні елементи головки виконані у вигляді кульок з матеріалу високої міцності, що заповнюють головку, яка виконана пустотілою конічної форми. 2. Ультразвуковий інструмент за п. 1, який відрізняється тим, що гвинтова канавка виконана багатозахідною. 3. Ультразвуковий інструмент за п. 1 або п. 2, який відрізняється тим, що головка оснащена пружною манжетою, виконаною з матеріалу з малим коефіцієнтом тертя, яка контактує з оброблюваною поверхнею і на яку одягнена швидкознімна пластина, що захищає кульки від випадання. 4. Ультразвуковий інструмент за п. 1 або п. 2, який відрізняється тим, що головка оснащена перфорованою пластиною, отвори в якій менші за діаметри кульок, а висота головки та кількість кульок вибрані такими, що відстань, на яку виступають кульки з перфорованої пластини більша, ніж зазор між робочим торцем трансформатора коливальної швидкості та кульками. 5. Ультразвуковий інструмент за п. 1 або п. 2, який відрізняється тим, що головка оснащена пружною манжетою, виконаною з матеріалу з малим коефіцієнтом тертя, яка контактує з оброблюваною поверхнею, і додатково охоплена електромагнітною котушкою, яка вимикається при притискуванні ультразвукового інструменту до оброблюваної поверхні. 6. Ультразвуковий інструмент за одним з пп. 1-5, який відрізняється тим, що частина конічної головки, що контактує з оброблюваною поверхнею, виконана по формі оброблюваної поверхні, наприклад, має циліндричний профіль. 6 UA 99365 C2 7 UA 99365 C2 8 UA 99365 C2 9 UA 99365 C2 Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
Назва патенту англійськоюUltrasonic tool for impact treatment of surfaces of parts
Автори англійськоюKudriavtsev Yurii Filipovich, KUDRAVTSEV, Yuriy Filipovich, Kleiman Yakob Isakovych, Kleiman, Jakov Isakovech, Luhovskyi Oleksandr Fedorovych, Movchaniuk Andrii Valeriiovych
Назва патенту російськоюУльтразвуковой инструмент для ударной обработки поверхностей деталей
Автори російськоюКлейман Якоб Исакович, Кудрявцев Юрий Филиппович, Луговский Александр Федорович, Мовчанюк Андрей Валерьевич
МПК / Мітки
МПК: B06B 1/06, B24B 39/00
Мітки: поверхонь, інструмент, ударної, обробки, ультразвуковий, деталей
Код посилання
<a href="https://ua.patents.su/12-99365-ultrazvukovijj-instrument-dlya-udarno-obrobki-poverkhon-detalejj.html" target="_blank" rel="follow" title="База патентів України">Ультразвуковий інструмент для ударної обробки поверхонь деталей</a>
Ультразвуковий інструмент для деформаційної обробки поверхонь та зварних з’єднань
Номер патенту: 99303
Опубліковано: 10.08.2012
Автори: Луговський Олександр Федорович, Кудрявцев Юрій Філіпович, Мовчанюк Андрій Валерійович, Клейман Якоб Ісакович
МПК: B24B 39/00, B06B 1/06
Мітки: ультразвуковий, деформаційної, поверхонь, обробки, зварних, інструмент, з'єднань
Формула / Реферат:
Ультразвуковий інструмент для деформаційної обробки поверхонь та зварних з'єднань, що містить корпус з ручкою та напрямними ковзання, в яких встановлений стакан з насадкою з можливістю осьового зворотно-поступального руху, в якому через віброізоляційне ущільнення вузловою площиною закріплений ультразвуковий перетворювач, з'єднаний з трансформатором коливальної швидкості, містить датчики температури та положення стакана відносно корпусу,...
Кутова головка для ультразвукової ударної обробки важкодоступних місць деталей і зварних з’єднань
Номер патенту: 89099
Опубліковано: 25.12.2009
Автори: Луговський Олександр Федорович, Кудрявцев Юрій Філіпович, Клейман Якоб Ісакович, Прокопенко Георгій Іванович
МПК: B24B 39/00, B24B 1/04
Мітки: зварних, ультразвукової, важкодоступних, ударної, з'єднань, місць, кутова, головка, деталей, обробки
Формула / Реферат:
1. Кутова головка для ультразвукового деформаційного зміцнення важкодоступних місць деталей і зварних з'єднань металевих конструкцій, що містить послідовно з'єднані ультразвуковий п'єзокерамічний перетворювач, трансформатор коливальної швидкості і містить держак, який виконаний з можливістю вільного обертання навколо осі трансформатора коливальної швидкості і має форму направляючого стакана з отворами на вихідному торці, в якому розташовані...
Ультразвуковий інструмент для зміцнення внутрішніх поверхонь
Номер патенту: 15379
Опубліковано: 30.06.1997
Автори: Чернов Борис Олександрович, Климишин Ярослав Данилович, Мандрик Олег Миколайович
МПК: B24B 1/04
Мітки: ультразвуковий, поверхонь, зміцнення, інструмент, внутрішніх
Формула / Реферат:
Ультразвуковий інструмент для зміцнення внутрішніх поверхонь, що містить криволінійний хвилевід з робочим інструментом, який відрізняється тим, що хвилевід складається з активної та пасив-ноТ частин, які виконані розсіченими по вісьовій лінії з розгорненням на кут, який забезпечує розміщення двох робочих інструментів перпендикулярно до оброблюваної поверхні, та які з'єднані між собою з закріпленням на кінцях обох робочих інструментів.
Ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки металів
Номер патенту: 87006
Опубліковано: 10.06.2009
Автори: Чорний Валерій Іванович, Кудрявцев Юрій Філіпович, Мовчанюк Андрій Валерійович, Прокопенко Георгій Іванович, Клейман Якоб Ісакович, Луговський Олександр Федорович
МПК: B24B 39/00, B24B 1/04, B06B 1/00
Мітки: ультразвуковий, інструмент, обробки, металів, релаксаційної, зміцнення, деформаційного
Формула / Реферат:
Ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки металів, що містить корпус, в якому встановлений на напрямних ковзання металевий стакан, що з зазором охоплює ультразвуковий п'єзокерамічний перетворювач з трансформатором коливальної швидкості (ТКШ), який вузловою площиною зв'язаний із крайкою стакана, куди прикріплена циліндрична насадка, що вмонтована коаксіально вихідному кінцю ТКШ, на вільному кінці якої...
Ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки металів
Номер патенту: 68264
Опубліковано: 15.02.2007
Автори: Луговський Олександр Федорович, Мовчанюк Андрій Валерійович, Клейман Якоб Ісакович, Чорний Валерій Іванович, Кудрявцев Юрій Філіпович, Прокопенко Георгій Іванович
МПК: B06B 1/06, B24B 39/00
Мітки: релаксаційної, ультразвуковий, інструмент, деформаційного, обробки, зміцнення, металів
Формула / Реферат:
Ультразвуковий інструмент для деформаційного зміцнення і релаксаційної обробки, що містить корпус із захисним чохлом і кришкою, в якому встановлений ультразвуковий перетворювач, з'єднаний із трансформатором коливальної швидкості, що оснащений віброізоляційним ущільненням і має співвісну їм пневмокамеру, а також державку з ударними елементами, при цьому ультразвуковий перетворювач змонтований з можливістю осьового зворотно-поступального руху і...
Попередній патент: Спосіб і пристрій для визначення відносної вологості електричного пристрою, заповненого ізолюючою рідиною
Наступний патент: Пристрій подачі лікарського засобу, застосування пристрою подачі лікарського засобу та спосіб виробництва або збирання пристрою подачі лікарського засобу
Випадковий патент: Спосіб прогнозування зрощення перелому