Спосіб виготовлення транспортного засобу для перевезення довгомірних вантажів
Номер патенту: 24244
Опубліковано: 25.06.2007
Автори: Живенко Михайло Іванович, Кучер Ольга Іванівна, Шоломицький Леонід Валентинович, Немчин Данило Олександрович, Павленко Віктор Олексійович, Тихонов Володимир Васильович, Горобець Олексій Дмитрович, Стрілець Євген Михайлович
Формула / Реферат
1. Спосіб виготовлення транспортного засобу для перевезення довгомірних вантажів, який полягає в попередньому виготовленні конструктивних елементів транспортного засобу - двигуна, шасі й кузова, і наступному їхньому взаємному монтажі на рамі згаданого транспортного засобу, при цьому на стадії монтажу на рамі транспортного засобу двигуна виконують технологічні операції по монтажу між собою силової установки, елементів системи паливоживлення, елементів системи змащення, елементів системи охолодження, елементів системи запалювання, елементів системи опалення й вентиляції, на стадії монтажу на рамі транспортного засобу шасі виконують технологічні операції по монтажу між собою трансмісії, роздавальної коробки, ходової частини й механізму керування, на стадії монтажу на рамі транспортного засобу кузова виконують технологічні операції по монтажу між собою кабіни й платформи для вантажу, причому на стадії монтажу трансмісії виконують технологічні операції по монтажу між собою елементів зчеплення, коробки передач, синхронізатора коробки передач, механізму керування коробкою передач, роздавальної й додаткової коробок передач, карданної передачі, ведучого мосту - головної передачі, диференціала, півосей і маточин коліс, на стадії монтажу кабіни виконують технологічні операції по монтажу між собою дверей, капота, щитків капота, облицювання радіатора, оперення, засклення кабіни й дверей, сидінь, органів керування транспортним засобом, щитка приладів і безпосередньо приладів на згаданому щитку, включаючи спідометр, а також установку склоочисника лобового скла, склопідйомників і дзеркала заднього виду, на стадії монтажу оперення виконують технологічні операції по монтажу між собою крил, бризковиків, фартухів і підніжок, на стадії монтажу ходової частини виконують технологічні операції по монтажу на рамі двигуна й всіх механізмів транспортного засобу, включаючи підвіски - ресори й амортизатори, передні й задні мости, колеса - диски, ободи й пневматичні шини, а також буфери, тягово-зчіпний пристрій, передній і задній мости й вузол кріплення запасного колеса, на стадії монтажу механізму керування виконують технологічні операції по монтажу між собою елементів рульового керування - рульового колеса, сполучного вала й рульового механізму, рульового приводу - системи тяг і важелів, а також підсилювача рульового приводу, елементів гальмової системи - гальмового барабана, дискового гальма, гальмового приводу, гальмового крана, гальмового циліндра й підсилювача гальмового приводу, на стадії монтажу системи паливоживлення виконують технологічні операції по монтажу між собою елементів цієї системи - паливного бака, паливного фільтра, паливного насоса, карбюратора, трубопроводів і глушника шуму системи випуску газів, на стадії монтажу системи запалювання й електричного пуску виконують технологічні операції по монтажу між собою елементів цієї системи - звукової й світлової сигналізації, контрольних приладів і апаратури, акумуляторної батареї, генератора й електричного стартера, після закінчення технологічного процесу по виготовленню транспортного засобу здійснюють обкатування зазначеного транспортного засобу, виконують у процесі обкатування технологічні операції по прироблянню вузлів і агрегатів транспортного засобу, а перед здачею транспортного засобу замовникові виконують технологічні операції по усуненню виявлених після обкатування дефектів з наступним ремонтом агрегатів та вузлів транспортного засобу, які вийшли з ладу, який відрізняється тим, що після монтажу на рамі транспортного засобу платформи для вантажу виконують додатково технологічні операції по підготовці на зазначеній платформі місць для установки надрамника, захисного огородження, коньків і навантажувача маніпуляторного типу, після монтажу на рамі транспортного засобу штатних систем монтують додатково гідравлічну систему, що забезпечує роботу навантажувача маніпуляторного типу, і пульт керування ним, після монтажу на рамі транспортного засобу ходової частини виконують додатково технологічні операції по розміщенню на передньому буфері вузлів кріплення опорних стійок для фіксації стріли навантажувача маніпуляторного типу в похідному положенні, при цьому після обладнання на верхній площині рами місця для надрамника виконують технологічні операції по закріпленню в зазначеному місці рами згаданого надрамника, після закріплення на рамі транспортного засобу надрамника виконують технологічні операції по закріпленню на надрамнику у відповідних підготовлених місцях захисного огородження, коньків і навантажувача маніпуляторного типу, після установки на надрамнику навантажувача маніпуляторного типу, виконують технологічні операції по з'єднанню виконавчих механізмів навантажувача з гідравлічною системою й пультом керування, після виконання технологічних операцій по виготовленню транспортного засобу виконують технологічні операції по діагностиці технічного стану основних конструктивних елементів зазначеного транспортного засобу, після встановлення електроустаткування виконують технологічні операції по перевірці його роботи, після розміщення обладнання, що входить до складу штатних систем і додаткової гідравлічної системи, виконують технологічні операції по перевірці працездатності цих систем, після розміщення двигуна і його систем виконують технологічні операції по перевірці роботи двигуна на усіх режимах, при проведенні складальних робіт виконують технологічні операції по перевірці й регулюванню зчеплення, по перевірці стану механізмів трансмісії, по перевірці й регулюванню затягування підшипників маточин коліс, по перевірці й регулюванню величини сходження передніх коліс, по балансуванню коліс, по перевірці рульового керування, по перевірці й регулюванню гальм і гальмової системи, причому місце для установки надрамника вибирають у ділянці від задньої частини кабіни до задньої торцевої частини рами, місце для навантажувача маніпуляторного типу обладнують або за кабіною, або в задній частині рами, місце для захисного огородження обладнують на надрамнику або безпосередньо за кабіною, або в ділянці заднього ведучого мосту, місце для коньків обладнають на надрамнику по бортах платформи для вантажу, а транспортний засіб обладнують протитуманними фарами і прожекторами, керованими з кабіни, з місця водія.
2. Спосіб за п. 1, який відрізняється тим, що в процесі комплектування й збирання сполучених деталей виконують їхнє припилювання, шабрування, притирання, полірування, розгортання, прогін різьби, зачищення задирок.
3. Спосіб за п. 1, який відрізняється тим, що при проведенні технологічних операцій по комплектуванню й збиранню деталей, згадані деталі комплектують по групах з більш вузьким діапазоном допусків, а збирання деталей здійснюють по однойменних групах для забезпечення стабільних посадок.
4. Спосіб за п. 1, який відрізняється тим, що поверхні деталей, які будуть недоступні після збирання транспортного засобу, фарбують перед монтажем.
5. Спосіб за п. 1, який відрізняється тим, що при випробуваннях встановлених деталей проводять випробування деталей на точність, міцність, твердість, теплостійкість, зносостійкість і вібростійкість.
6. Спосіб за п. 1, який відрізняється тим, що при випробуванні зібраного транспортного засобу задні мости випробовують із навантаженням і без навантаження.
Текст
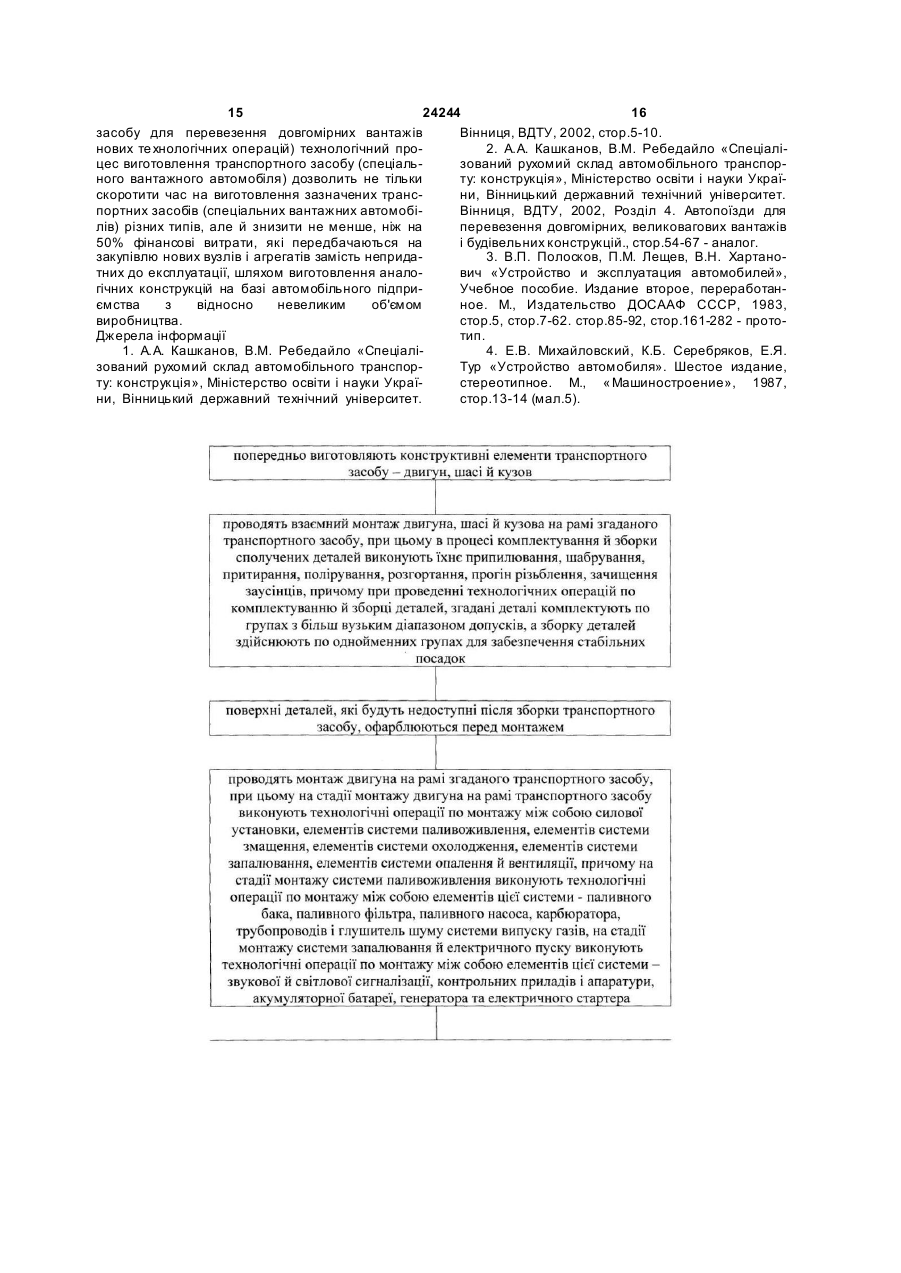
1. Спосіб виготовлення транспортного засобу для перевезення довгомірних вантажів, який полягає в попередньому виготовленні конструктивних елементів транспортного засобу - двигуна, шасі й кузова, і наступному їхньому взаємному монтажі на рамі згаданого транспортного засобу, при цьому на стадії монтажу на рамі транспортного засобу двигуна виконують технологічні операції по монтажу між собою силової установки, елементів системи паливоживлення, елементів системи змащення, елементів системи охолодження, елементів системи запалювання, елементів системи опалення й вентиляції, на стадії монтажу на рамі транспортного засобу шасі виконують технологічні операції по монтажу між собою трансмісії, роздавальної коробки, ходової частини й механізму керування, на стадії монтажу на рамі транспортного засобу кузова виконують технологічні операції по монтажу між собою кабіни й платформи для вантажу, причому на стадії монтажу трансмісії виконують технологічні операції по монтажу між собою елементів зчеплення, коробки передач, синхронізатора коробки передач, механізму керування коробкою передач, роздавальної й додаткової коробок передач, карданної передачі, ведучого мосту - головної передачі, диференціала, півосей і маточин коліс, на стадії монтажу кабіни виконують технологічні операції по монтажу між собою дверей, капота, щитків капота, облицювання радіатора, оперення, засклення кабіни й дверей, сидінь, органів керування транспортним засо 2 (19) 1 3 24244 4 вийшли з ладу, який відрізняється тим, що після зчеплення, по перевірці стану механізмів трансмімонтажу на рамі транспортного засобу платформи сії, по перевірці й регулюванню затягування піддля вантажу виконують додатково технологічні шипників маточин коліс, по перевірці й регулюваноперації по підготовці на зазначеній платформі ню величини сходження передніх коліс, по місць для установки надрамника, захисного огоробалансуванню коліс, по перевірці рульового керудження, коньків і навантажувача маніпуляторного вання, по перевірці й регулюванню гальм і гальмотипу, після монтажу на рамі транспортного засобу вої системи, причому місце для установки надраштатни х систем монтують додатково гідравлічну мника вибирають у ділянці від задньої частини систему, що забезпечує роботу навантажувача кабіни до задньої торцевої частини рами, місце маніпуляторного типу, і пульт керування ним, після для навантажувача маніпуляторного типу обладмонтажу на рамі транспортного засобу ходової нують або за кабіною, або в задній частині рами, частини виконують додатково технологічні операмісце для захисного огородження обладнують на ції по розміщенню на передньому буфері вузлів надрамнику або безпосередньо за кабіною, або в кріплення опорних стійок для фіксації стріли наваділянці заднього ведучого мосту, місце для коньків нтажувача маніпуляторного типу в похідному пообладнають на надрамнику по бортах платформи ложенні, при цьому після обладнання на верхній для вантажу, а транспортний засіб обладнують площині рами місця для надрамника виконують протитуманними фарами і прожекторами, кероватехнологічні операції по закріпленню в зазначеноними з кабіни, з місця водія. му місці рами згаданого надрамника, після закріп2. Спосіб за п. 1, який відрізняється тим, що в лення на рамі транспортного засобу надрамника процесі комплектування й збирання сполучених виконують технологічні операції по закріпленню на деталей виконують їхнє припилювання, шабрунадрамнику у відповідних підготовлених місцях вання, притирання, полірування, розгортання, прозахисного огородження, коньків і навантажувача гін різьби, зачищення задирок. маніпуляторного типу, після установки на надрам3. Спосіб за п. 1, який відрізняється тим, що при нику навантажувача маніпуляторного типу, викопроведенні технологічних операцій по комплектунують те хнологічні операції по з'єднанню виконавванню й збиранню деталей, згадані деталі комплечих механізмів навантажувача з гідравлічною ктують по група х з більш вузьким діапазоном досистемою й пультом керування, після виконання пусків, а збирання деталей здійснюють по технологічних операцій по виготовленню транспооднойменних групах для забезпечення стабільних ртного засобу виконують технологічні операції по посадок. діагностиці технічного стану основних конструкти4. Спосіб за п. 1, який відрізняється тим, що повних елементів зазначеного транспортного засобу, верхні деталей, які будуть недоступні після збипісля встановлення електроустаткування виконурання транспортного засобу, фарбують перед моють технологічні операції по перевірці його роботи, нтажем. після розміщення обладнання, що входить до 5. Спосіб за п. 1, який відрізняється тим, що при складу штатних систем і додаткової гідравлічної випробуваннях встановлених деталей проводять системи, виконують те хнологічні операції по перевипробування деталей на точність, міцність, твервірці працездатності цих систем, після розміщення дість, теплостійкість, зносостійкість і вібростійкість. двигуна і його систем виконують технологічні опе6. Спосіб за п. 1, який відрізняється тим, що при рації по перевірці роботи двигуна на усіх режимах, випробуванні зібраного транспортного засобу задпри проведенні складальних робіт виконують техні мости випробовують із навантаженням і без нанологічні операції по перевірці й регулюванню вантаження. Корисна модель відноситься до галузі автомобільного транспорту, зокрема, до способів виготовлення транспортних засобів, а саме, до способу виготовлення транспортного засобу для перевезення довгомірних вантажів, переважно на шасі вантажних автомобілів марки ЗІЛ, ГАЗ, КРАЗ, КАМАЗ. Потреби народного господарства в перевезеннях довгомірних, великовагових вантажів і будівельних конструкцій обумовлені індустріалізацією будівництва, удосконалюванням технології будівельного виробництва, лісорозробок і спорудження газопроводів із застосуванням великогабаритних і великовагових конструкції. У залежності від призначення розрізняють автопоїзди для перевезення лісоматеріалів, металопрокату, труб, залізобетонних виробів, важких неподільних вантажів [1]. Аналіз вантажів існуючих номенклатурних груп (відповідно до класифікатора промислової і сільськогосподарської продукції) дає можливість виявити визначальний вплив їхнього характеру і властивостей на сформовану спеціалізацію рухомого складу, що розвивається, і надалі розробити раціональну структур у парку рухомого складу в залежності від структури вантажообігу різних номенклатурних гр уп вантажів. Усі вантажі, що перевозяться спеціалізованими автомобілями й автопоїздами, згруповані в п'ять груп. При цьому беруться до уваги параметри вантажів, що безпосередньо впливають на тип рухомого складу, а саме: фізичні, хімічні і біологічні властивості, маса, обсяг, розміри, способи навантаження, вивантаження, перевезення і збереження, санітарні умови. До вантажів першої групи відносяться: - довгомірні вантажі (труби, колони, ліс, прокат та інше), - об'ємні і великогабаритні (будки-битовки, кабіни сантехнічні, кіоски торгові та інше), - штучні (легко 5 24244 6 ві автомобілі, навантажувачі та інше). Під час перей, сидінь, органів керування транспортним засоревезення вантажів даної групи потрібно зберігати бом, щитка приладів і безпосередньо приладів на їх від поломок, відколів, утворення тріщин і інших згаданому щитк у, включаючи спідометр, а також механічних ушкоджень і попереджати зрушення установку склоочисника лобового скла, склопідйопід час руху транспортних засобів. мників і дзеркала заднього виду, на стадії монтажу У залежності від характеру вантажу, його стаоперення виконують технологічні операції по монну, розмірів, конфігурації необхідно забезпечувати тажу між собою крил, бризковиків, фартухів і піднійого положення на рухомому складі й обпирання жок, на стадії монтажу ходової частини виконують на точки, зазначені у відповідних посібниках і інтехнологічні операції по монтажу на рамі двигуна й струкціях. Обпирання вантажу повинне здійснювавсіх механізмів транспортного засобу, включаючи тися на всю площину, у декількох точках по довпідвіски - ресори й амортизатори, передні й задні жині, по краях чи по кутах на спеціально мости, колеса - диски, ободи й пневматичні шини, встановлені місця, у двох крайніх точках в залежа також буфери, тяглово-зчіпний пристрій, передності від типу, призначення і конструктивних особній і задній мости й вузол кріплення запасного коливостей вантажів. Деякі вантажі можна перевозилеса, на стадії монтажу механізму керування вити з обпиранням один на одного, а деякі не можна. конують технологічні операції по монтажу між Для дотримання цих умов рухомий склад повисобою елементів рульового керування - рульового нний мати платформу без бортів із суцільною осколеса, сполучного вала й рульового механізму, новою чи розсувну, обладнану коніками, спеціальрульового приводу - системи тяг і важелів, а також ними опорними підкладками, касетою чи стійками підсилювача рульового приводу, елементів гальдля забезпечення строго горизонтального чи вермової системи - гальмового барабана, дискового тикального положення, фіксації від зрушення тощо гальма, гальмового привода, гальмового крана, [1]. гальмового циліндра й підсилювача гальмового Відомий спосіб виготовлення транспортних запривода, на стадії монтажу системи паливоживсобів, який полягає в попередньому виготовленні лення виконують технологічні операції по монтажу конструктивних елементів транспортного засобу між собою елементів цієї системи - паливного бадвигуна, шасі й кузова, і наступному їхньому взаєка, паливного фільтра, паливного насоса, карбюмному монтажу на рамі згаданого транспортного ратора, трубопроводів і глушника шуму системи засобу [2]. випуску газів, на стадії монтажу системи запалюДо недоліків відомого способу виготовлення вання й електричного пуску виконують те хнологічні транспортних засобів відноситься те, що при заоперації по монтажу між собою елементів цієї сисстосуванні визначеної технології зборки не забезтеми - звукової й світлової сигналізації, контрольпечується якісність збирання транспортних засоних приладів і апаратури, акумуляторної батареї, бів. генератора й електричного стартера, після закінНайбільш близьким технічним рішенням як по чення технологічного процесу по виготовленню суті, так і по задачах, які вирішуються, яке обрано транспортного засобу здійснюють обкатування за прототип, є спосіб виготовлення транспортного зазначеного транспортного засобу, виконують у засобу для перевезення довгомірних вантажів, процесі обкатування технологічні операції по приякий полягає в попередньому виготовленні консроблянню вузлів і агрегатів транспортного засобу, труктивних елементів транспортного засобу - двиа перед здачею транспортного засобу замовникові гуна, шасі й кузова, і наступному їхньому взаємновиконують технологічні операції по усуненню виму монтажу на рамі згаданого транспортного явлених після обкатування дефектів з наступним засобу, при цьому на стадії монтажу на рамі ремонтом агрегатів та вузлів транспортного засотранспортного засобу двигуна виконують технолобу, які вийшли зі строю [3]. гічні операції по монтажу між собою силової устаДо недоліків відомого способу виготовлення новки, елементів системи паливоживлення, елетранспортного засобу для перевезення довгомірментів системи змащення, елементів системи них вантажів, який обраний за прототип, відноохолодження, елементів системи запалювання, ситься те, що при застосуванні визначеної техноелементів системи опалення й вентиляції, на сталогії зборки не забезпечується якісність збирання дії монтажу на рамі транспортного засобу шасі транспортних засобів. виконують технологічні операції по монтажу між В основу способу покладена задача шляхом собою трансмісії, роздавальної коробки, ходової введення у виробничий процес виготовлення частини й механізму керування, на стадії монтажу транспортного засобу для перевезення довгомірна рамі транспортного засобу кузова виконують них вантажів додаткових технологічних операцій технологічні операції по монтажу між собою кабіни забезпечити підвищення якості зборй платформи для вантажу, причому на стадії монки/виготовлення транспортного засобу. тажу трансмісії виконують технологічні операції по Суть корисної моделі в способі виготовлення монтажу між собою елементів зчеплення, коробки транспортного засобу для перевезення довгомірпередач, синхронізатора коробки передач, механіних вантажів, який полягає в попередньому вигозму керування коробкою передач, роздавальної й товленні конструктивних елементів транспортного додаткової коробки передач, карданної передачі, засобу - двигуна, шасі й кузова, і наступному їхведучого мосту - головної передачі, диференціала, ньому взаємному монтажу на рамі згаданого півосей і маточин коліс, на стадії монтажу кабіни транспортного засобу, при цьому на стадії монтавиконують технологічні операції по монтажу між жу на рамі транспортного засобу двигуна виконусобою дверей, капота, щитків капота, облицюванють технологічні операції по монтажу між собою ня радіатора, оперення, засклення кабіни й двесилової установки, елементів системи паливожив 7 24244 8 лення, елементів системи змащення, елементів датково технологічні операції по підготовці на системи охолодження, елементів системи запалюзазначеній платформі місць для установки надравання, елементів системи опалення й вентиляції, мника, захисного огородження, коніків і навантана стадії монтажу на рамі транспортного засобу жувача маніпуляторного типу, після монтажу на шасі виконують технологічні операції по монтажу рамі транспортного засобу штатни х систем, монміж собою трансмісії, роздавальної коробки, ходотують додатково гідравлічну систему, що забезпевої частини й механізму керування, на стадії мончує роботу навантажувача маніпуляторного типу, і тажу на рамі транспортного засобу кузова виконупульт управління ним, після монтажу на рамі ють технологічні операції по монтажу між собою транспортного засобу ходової частини, виконують кабіни й платформи для вантажу, причому на стадодатково технологічні операції по розміщенню на дії монтажу трансмісії виконують технологічні опепередньому буфері вузлів кріплення опорних стірації по монтажу між собою елементів зчеплення, йок для фіксації стріли навантажувача маніпулякоробки передач, синхронізатора коробки передач, торного типу в похідному положенні. Суть корисної механізму керування коробкою передач, роздавамоделі полягає і в тому, що після обладнання на льної й додаткової коробки передач, карданної верхній площині рами місця для надрамника, випередачі, ведучого мосту - головної передачі, диконують технологічні операції по закріпленню в ференціала, півосей і маточин коліс, на стадії монзазначеному місці рами згаданого надрамника, тажу кабіни виконують технологічні операції по після закріплення на рамі транспортного засобу монтажу між собою дверей, капота, щитків капота, надрамника виконують технологічні операції по облицювання радіатора, оперення, засклення казакріпленню на надрамнику у відповідних підготобіни й дверей, сидінь, органів керування транспорвлених місцях захисного огородження, коніків і тним засобом, щитка приладів і безпосередньо навантажувача маніпуляторного типу, після устаприладів на згаданому щитку, включаючи спідоновки на надрамнику навантажувача маніпуляторметр, а також установку склоочисника лобового ного типу, виконують технологічні операції по з'єдскла, склопідйомників і дзеркала заднього виду, на нання виконавчих механізмів навантажувача з стадії монтажу оперення виконують технологічні гідравлічною системою й пультом управління, пісоперації по монтажу між собою крил, бризковиків, ля виконання технологічних операцій по виготовфартухів і підніжок, на стадії монтажу ходової часленню транспортного засобу виконують технологітини виконують технологічні операції по монтажу чні операції по діагностиці технічного стану на рамі двигуна й всіх механізмів транспортного основних конструктивних елементів зазначеного засобу, включаючи підвіски - ресори й амортизатранспортного засобу, після встановлення електтори, передні й задні мости, колеса - диски, ободи роустаткування виконують технологічні операції по й пневматичні шини, а також буфери, тягловоперевірці його роботи, після розміщення обладзчіпний пристрій, передній і задній мости й вузол нання, що входить до складу штатних систем і кріплення запасного колеса, на стадії монтажу додаткової гідравлічної системи, виконують техномеханізму керування виконують технологічні опелогічні операції по перевірці працездатності цих рації по монтажу між собою елементів рульового систем, після розміщення двигуна і його систем керування - рульового колеса, сполучного вала й виконують технологічні операції по перевірці роборульового механізму, рульового приводу - системи ти двигуна на усіх режимах, при проведенні склатяг і важелів, а також підсилювача рульового придальних робіт виконують те хнологічні операції по воду, елементів гальмової системи - гальмового перевірці й регулюванню зчеплення, по перевірці барабана, дискового гальма, гальмового привода, стану механізмів трансмісії, по перевірці й регулюгальмового крана, гальмового циліндра й підсилюванню затягування підшипників маточин коліс, по вача гальмового привода, на стадії монтажу сисперевірці й регулюванню величини сходження теми паливоживлення виконують технологічні передніх коліс, по балансуванню коліс, по перевіоперації по монтажу між собою елементів цієї сисрці рульового управління, по перевірці й регулютеми - паливного бака, паливного фільтра, паливванню гальм і гальмової системи. Суть корисної ного насоса, карбюратора, трубопроводів і глушмоделі полягає також і в тому, що місце для устаника шуму системи випуску газів, на стадії новки надрамника вибирають у районі від задньої монтажу системи запалювання й електричного частини кабіни до задньої торцевої частини рами, пуску виконують технологічні операції по монтажу місце для навантажувача маніпуляторного типу між собою елементів цієї системи - звукової й світобладнають або за кабіною, або в задній частині лової сигналізації, контрольних приладів і апарарами, місце для захисного огородження обладнатури, акумуляторної батареї, генератора й електють на надрамнику або безпосередньо за кабіною, ричного стартера, після закінчення технологічного або в районі заднього ведучого мосту, місце для процесу по виготовленню транспортного засобу коніків обладнають на надрамнику по бортах плаздійснюють обкатування зазначеного транспортнотформи для вантажу, а транспортний засіб обладго засобу, виконують у процесі обкатування технонують протитуманними фарами і прожекторами, логічні операції по прироблянню вузлів і агрегатів керованими з кабіни, з місця водія. Новим в користранспортного засобу, а перед здачею транспортній моделі є те, що в процесі комплектування й ного засобу замовникові виконують технологічні зборки сполучених деталей виконують їхнє припиоперації по усуненню виявлених після обкатування лювання, шабрування, притирання, полірування, дефектів з наступним ремонтом агрегатів та вузлів розгортання, прогін різьблення, зачищення заусінтранспортного засобу, які вийшли зі строю, поляців, при проведенні технологічних операцій по гає в тому, що після монтажу на рамі транспортнокомплектуванню й зборці деталей, згадані деталі го засобу платформи для вантажу, виконують докомплектують по групах з більш вузьким діапазо 9 24244 10 ном допусків, а зборку деталей здійснюють по одв задній частині рами, місце для захисного огоронойменних групах для забезпечення стабільних дження обладнають на надрамнику або безпосепосадок, поверхні деталей, які будуть недоступні редньо за кабіною, або в районі заднього ведучого після зборки транспортного засобу, офарблюютьмосту, місце для коніків обладнають на надрамнися перед монтажем, при випробуваннях встановку по бортах платформи для вантажу, транспортлених деталей проводять випробування деталей ний засіб обладнують протитуманними фарами і на точність, міцність, твердість, теплостійкість, прожекторами, керованими з кабіни, з місця водія, зносостійкість і вібростійкість, а при випробуванні в процесі комплектування й зборки сполучених зібраного транспортного засобу задні мости видеталей виконують їхнє припилювання, шабрупробовують із навантаженням і без навантаження. вання, притирання, полірування, розгортання, проПорівняльний аналіз технічного рішення із гін різьблення, зачищення заусінців, при провепрототипом дозволяє зробити висновок, що спосіб денні технологічних операцій по комплектуванню й виготовлення транспортного засобу для перевезборці деталей, згадані деталі комплектують по зення довгомірних вантажів, який заявляється, групах з більш вузьким діапазоном допусків, а відрізняється тим, що після монтажу на рамі зборку деталей здійснюють по однойменних грутранспортного засобу платформи для вантажу, пах для забезпечення стабільних посадок, повервиконують додатково технологічні операції по підхні деталей, які будуть недоступні після зборки готовці на зазначеній платформі місць для устанотранспортного засобу, офарблюються перед монвки надрамника, захисного огородження, коніків і тажем, при випробуваннях встановлених деталей навантажувача маніпуляторного типу, після монпроводять випробування деталей на точність, міцтажу на рамі транспортного засобу штатни х сисність, твердість, теплостійкість, зносостійкість і тем, монтують додатково гідравлічну систему, що вібростійкість, а при випробуванні зібраного забезпечує роботу навантажувача маніпуляторнотранспортного засобу задні мости випробовують із го типу, і пульт управління ним, після монтажу на навантаженням і без навантаження. рамі транспортного засобу ходової частини, викоТаким чином, спосіб виготовлення транспортнують додатково технологічні операції по розміного засобу для перевезення довгомірних вантащенню на передньому буфері вузлів кріплення жів, який заявляється, відповідає критерію корисопорних стійок для фіксації стріли навантажувача ної моделі «новизна». маніпуляторного типу в похідному положенні, при Суть способу виготовлення транспортного зацьому після обладнання на верхній площині рами собу для перевезення довгомірних вантажів, який місця для надрамника, виконують технологічні заявляється, пояснюється за допомогою ілюстраоперації по закріпленню в зазначеному місці рамицій, де на Фіг.1 представлена блок-схема поетапзгаданого надрамника, після закріплення на рамі ного виконання технологічних операцій щодо виготранспортного засобу надрамника виконують техтовлення транспортного засобу для перевезення нологічні операції по закріпленню на надрамнику у довгомірних вантажів, які становлять суть способу, відповідних підготовлених місцях захисного огорона Фіг.2 представлена схема надходження консдження, коніків і навантажувача маніпуляторного труктивних елементів транспортного засобу до типу, після установки на надрамнику навантажупідприємства, яке здійснює виготовлення трансповача маніпуляторного типу, виконують те хнологічні ртного засобу для перевезення довгомірних ваноперації по з'єднання виконавчих механізмів наватажів, на Фіг.3 показана схема розміщення на рамі нтажувача з гідравлічною системою й пультом штатни х конструктивних елементів транспортного управління, після виконання технологічних операзасобу для перевезення довгомірних вантажів, цій по виготовленню транспортного засобу викоякий виготовляється згідно з технологією, яка є нують те хнологічні операції по діагностиці технічсуттю способу, що заявляється, на Фіг.4 представного стану основних конструктивних елементів лена схема розміщення на буфері рами транспорзазначеного транспортного засобу, після встановтного засобу вузлів кріплення стійок, що фіксують лення електроустаткування виконують технологічстрілу навантажувача маніпуляторного типу у поні операції по перевірці його роботи, після розміхідному положенні, на Фіг.5 показана схема розщення обладнання, що входить до складу штатних міщення на рамі транспортного засобу надрамнисистем і додаткової гідравлічної системи, виконука, на Фіг.6-7 показані схеми розміщення на рамі ють технологічні операції по перевірці працездаттранспортного засобу захисного огородження, ності цих систем, після розміщення двигуна і його відповідно, на виді збоку і спереду, на Фіг.8-11 систем виконують технологічні операції по перевіпоказані схеми розміщення на рамі транспортного рці роботи двигуна на усі х режимах, при провезасобу коніків, відповідно, на виді збоку і спереду денні складальних робіт виконують технологічні (двох варіантів конструктивного виконання), на операції по перевірці й регулюванню зчеплення, Фіг.12-13 показані схеми розміщення на рамі по перевірці стану механізмів трансмісії, по перетранспортного засобу навантажувача маніпулятовірці й регулюванню затягування підшипників марного типу, відповідно, на виді збоку і спереду, при точин коліс, по перевірці й регулюванню величини встановленні навантажувача в задній частині надсходження передніх коліс, по балансуванню коліс, рамника, на Фіг.14-15 показані схеми розміщення по перевірці рульового управління, по перевірці й на рамі транспортного засобу навантажувача марегулюванню гальм і гальмової системи, причому ніпуляторного типу, відповідно, на виді збоку і спемісце для установки надрамника вибирають у рареду, при встановленні навантажувача в передній йоні від задньої частини кабіни до задньої торцечастині над рамника (при варіанті розміщення на вої частини рами, місце для навантажувача манінадрамнику одного коніка), на Фіг.16-17 показані пуляторного типу обладнають або за кабіною, або схеми розміщення на рамі транспортного засобу 11 24244 12 навантажувача маніпуляторного типу, відповідно, електричного пуску, виконують те хнологічні опена виді збоку і спереду, при встановленні наванрації по монтажу між собою елементів цієї системи тажувача в передній частині надрамника (при ва- звукової й світлової сигналізації, контрольних ріанті розміщення на надрамнику чотирьох коніків), приладів і апаратури, акумуляторної батареї, гена Фіг.18-19 показані загальні види транспортного нератора та електричного стартера. засобу, відповідно, на базі вантажного автомобілю Після монтажу на рамі транспортного засобу КрАЗ-64372-045 та КрАЗ-64372, із встановленими (позиція 1) штатних систем, монтують додатково на ньому коніками та без стійок, що фіксують стрігідравлічну систему (позиція 2), що забезпечує лу навантажувача маніпуляторного типу у по хідроботу навантажувача маніпуляторного типу, і ному положенні, і навантажувача маніпуляторного пульт управління (позиція 3) ним (див. Фіг.2). типу. На другому етапі виготовлення транспортного Спосіб виготовлення транспортного засобу засобу для перевезення довгомірних вантажів (як для перевезення довгомірних вантажів, який заявваріант технологічного процесу) виконують техноляється, здійснюється наступним чином (з викорилогічні операції щодо монтажу на рамі транспортстанням технологічних операцій, показаних в блокного засобу (позиція 1) шасі (див. Фіг.2). На стадії схемі на Фіг.1). монтажу на рамі транспортного засобу (позиція 1) Починають технологічний процес виготовленшасі виконують технологічні операції по монтажу ня транспортного засобу (позиція 1 - див. Фіг.3-19) між собою трансмісії, роздавальної коробки, хододля перевезення довгомірних вантажів тим, що вої частини й механізму керування, при цьому на попередньо виготовляють конструктивні елементи стадії монтажу трансмісії виконують технологічні транспортного засобу - двигун, шасі й кузов (див. операції по монтажу між собою елементів зчепФіг.2) [4]. лення, коробки передач, синхронізатора коробки Після надходження зазначених складових передач, механізму керування коробкою передач, транспортного засобу до підприємства, яке здійсроздавальної й додаткової коробки передач, карнює виготовлення/збирання транспортного засобу данної передачі, ведучого мосту - головної пере(див. Фіг.2), проводять взаємний монтаж двигуна, дачі, диференціала, півосей і маточин коліс, пришасі й кузова на рамі згаданого транспортного чому на стадії монтажу ходової частини виконують засобу, при цьому в процесі комплектування й технологічні операції по монтажу на рамі двигуна й зборки сполучених деталей виконують їхнє припивсіх механізмів транспортного засобу (позиція 1), лювання, шабрування, притирання, полірування, включаючи підвіски - ресори й амортизатори, перозгортання, прогін різьблення, зачищення заусінредні й задні мости, колеса - диски, ободи й пневців. Технологічно при проведенні технологічних матичні шини, а також буфери (позиція 4), тягловооперацій по комплектуванню й зборці деталей, зчіпний пристрій (позиція «ТЗП» - див. Фіг.3-6, згадані деталі комплектують по групах з більш Фіг.8, Фіг.10), передній і задній мости й вузол кріпвузьким діапазоном допусків, а зборку деталення запасного колеса. В процесі виконання залей/конструкцій здійснюють по однойменних грузначеного етапу, а саме, на стадії монтажу механіпах для забезпечення стабільних посадок. зму керування виконують технологічні операції по При виконанні вищезазначених технологічних монтажу між собою елементів рульового керуваноперацій визначають, які деталі/конструкції будуть ня - рульового колеса, сполучного вала й рульовонедоступні після зборки транспортного засобу (пого механізму, р ульового приводу - системи тяг і зиція 1) для фарбування. Після визначення переважелів, а також підсилювача рульового приводу, ліку деталей, поверхні яких будуть недоступні для елементів гальмової системи - гальмового барафарбування після зборки транспортного засобу, їх бана, дискового гальма, гальмового привода, гаофарблюються перед монтажем. льмового крана, гальмового циліндра й підсилюДалі проводять розподіл технологічного провача гальмового привода. цесу виго товлення транспортного засобу (позиція Після монтажу на рамі транспортного засобу 1) для перевезення довгомірних вантажів на етаходової частини, виконують додатково технологічпи. ні операції по розміщенню на передньому буфері На першому етапі виготовлення транспортного (позиція 4) вузлів кріплення (позиція 5) опорних засобу для перевезення довгомірних вантажів (як стійок (позиція 6) для фіксації стріли (позиція 7) варіант технологічного процесу) проводять монтаж навантажувача маніпуляторного типу в похідному двигуна на рамі згаданого транспортного засобу положенні (див. Фіг.4). (див. Фіг.2), при цьому на стадії монтажу двигуна На третьому етапі виготовлення транспортнона рамі транспортного засобу виконують технолого засобу для перевезення довгомірних вантажів гічні операції по монтажу між собою силової уста(як варіант технологічного процесу) виконують новки, елементів системи паливоживлення, елетехнологічні операції щодо монтажу на рамі ментів системи змащення, елементів системи транспортного засобу кузова (див. Фіг.2). На стадії охолодження, елементів системи запалювання, монтажу на рамі (позиція 8) транспортного засобу елементів системи опалення й вентиляції, причо(позиція 1) кузова виконують технологічні операції му на стадії монтажу системи паливоживлення по монтажу між собою кабіни (позиція 9) й платвиконують технологічні операції по монтажу між форми (позиція 10) для вантажу, при цьому на собою елементів цієї системи - паливного бака, стадії монтажу кабіни (позиція 9) виконують технопаливного фільтра, паливного насоса, карбюратологічні операції по монтажу між собою дверей, ра, трубопроводів і глуши тель шуму системи випукапота, щитків капота, облицювання радіатора, ску газів. В процесі виконання зазначеного етапу, оперення, засклення кабіни й дверей (див. Фіг.3-17 а саме, на стадії монтажу системи запалювання й та Фіг.18-19), сидінь, органів керування транспорт 13 24244 14 ним засобом, щитка приладів ь безпосередньо вантажного автомобіля Урал 4320-8103.01 модиприладів на згаданому щитку, включаючи спідофікацій -1, -2, 5 та -6 або Урал-375РЯ-8103.01 мометр, а також установку склоочисника лобового дифікацій -1, -2, 5 та -6). скла, склопідйомників і дзеркала заднього виду Після установки на надрамнику (позиція 11) (див. Фіг.18-19), причому на стадії монтажу опенавантажувача маніпуляторного типу (позиція 14) рення виконують технологічні операції по монтажу (див. Фіг.12-17), виконують те хнологічні операції по між собою крил, бризковиків, фартухів і підніжок з'єднанню виконавчих механізмів навантажувача (див. Фіг.3). Третій етап виготовлення транспорт(позиція 14) з гідравлічною системою (позиція 2) та ного засобу для перевезення довгомірних вантапультом управління (позиція 3) навантажувачем жів (як варіант технологічного процесу) представ(позиція 14) (див. Фіг.12, Фіг.14 та Фіг.16). лений виготовленням базового варіанту На завершальній стадії процесу виготовлення транспортного засобу на базі шасі вантажного автранспортного засобу для перевезення довгоміртомобіля Урал 4320-8103.01 модифікацій -1, -2, 5 них вантажів обладнують транспортний засіб (пота -6 або Урал-375РЯ-8103.01 модифікацій -1, -2, 5 зиція 1) протитуманними фарами (позиція 16) і та -6 (див. Фіг.3-17). прожекторами (позиція 17), які керуються з кабіни По закінченню зазначеного етапу, зокрема, пі(позиція 9) (з місця водія) (див. Фіг.18-19). сля монтажу на рамі (позиція 8) транспортного По закінченні технологічного процесу по вигозасобу (позиція 1) платформи (позиція 10) для товленню транспортного засобу для перевезення вантажу, виконують додатково технологічні операдовгомірних вантажів здійснюють обкатування ції по підготовці на зазначеній платформі місць зазначеного транспортного засобу (зовнішній видля установки надрамнику (позиція 11), а на загляд зазначеного транспортного засобу для перезначеному надрамнику (позиція 11) - місць для везення довгомірних вантажів показаний на Фіг.18 захисного огородження (позиція 12), коніків (позиі Фіг.19, а конструктивно-компонувальні схеми - на ція 13) і навантажувача маніпуляторного типу (поФіг.3-17 - як варіанти виготовлення транспортного зиція 14) (із стрілою 7), причому місце для устанозасобу для перевезення довгомірних вантажів на вки надрамнику (позиція 11) вибирають у районі різних марках вантажних автомобілів). При цьому від задньої частини кабіни (позиція 9) до задньої у процесі обкатування виконують технологічні опеторцевої частини рами (позиція 8), місце для нарації по прироблянню вузлів і агрегатів зазначеновантажувача маніпуляторного типу (позиція 14) (із го транспортного засобу. На даному етапі, а саме, стрілою 7) обладнають або за кабіною (див. при випробуваннях встановлених деталей провоФіг.14), або в задній частині рами (позиція 8) (див. дять випробування деталей на точність, міцність, Фіг.12), місце для захисного огородження (позиція твердість, теплостійкість, зносостійкість і віброс12) обладнають на надрамнику (позиція 11) або тійкість. Також на даному етапі випробувань пробезпосередньо за кабіною (позиція 9) (див. Фіг.6, водять заходи, відповідно до яких при випробуФіг.8, Фіг.10, Фіг.12 та Фіг.18-19), або у районі задванні зібраного транспортного засобу задні мости нього ведучого мосту (позиція 15) (див. Фіг.14 та випробовують із навантаженням і без навантаженФіг.16), місце для коніків (позиція 13) обладнають ня. на надрамнику (позиція 11) по бортах платформи Завертають технологічний процес по виготов(позиція 10) для вантажу (див. Фіг.8-19). ленню транспортного засобу для перевезення Продовжують технологічний процес виготовдовгомірних вантажів тим, що виконують технололення транспортного засобу для перевезення довгічні операції по усуненню виявлених після обкатугомірних вантажів (як варіант технологічного провання дефектів з наступним ремонтом агрегатів та цесу) тим, що після обладнання на верхній вузлів транспортного засобу (позиція 1), які вийшплощині рами (позиція 8) місця для надрамнику ли зі строю. (позиція 11), виконують технологічні операції по Після ремонту (або заміни на справні) агрегазакріпленню у зазначеному місці рами (позиція 8) тів та вузлів транспортного засобу (позиція 1), які згаданого надрамнику (позиція 11) (див. Фіг.5 вийшли зі строю, і наступних додаткових випробупредставлений варіант виготовленням транспортвань, здають виготовлений транспортний засіб ного засобу для перевезення довгомірних вантазамовникові (на Фіг.18 - показаний загальний вижів на базі шасі вантажного автомобіля Урал 4320гляд транспортного засобу, виготовленого на базі 8103.01 модифікацій -1, -2, 5 та -6 або Уралвантажного автомобілю КрАЗ-64372-045, на Фіг.19 375РЯ-8103.01 модифікацій -1, -2, 5 та -6). - показаний загальний вигляд транспортного засоПісля закріплення на рамі транспортного забу, виготовленого на базі вантажного автомобілю собу надрамнику (позиція 11), виконують технолоКрАЗ-64372, із встановленими на ньому коніками гічні операції (як варіант технологічного процесу) (позиція 13) та без опорних стійок (позиція 6), що по закріпленню на надрамнику (позиція 11) у відфіксують стрілу навантажувача маніпуляторного повідних підготовлених місцях захисного огоротипу (позиція 14) у похідному положенні, і навандження (позиція 12) (див. Фіг.6-7), коніків (позиція тажувача маніпуляторного типу). 13) (див. Фіг.8-9, Фіг.10-11 та Фіг.18-19) і навантаПідвищення ефективності застосування спожувача маніпуляторного типу (позиція 14) (див. собу виготовлення транспортного засобу для пеФіг.12-17) (порядок здійснення технологічних оперевезення довгомірних вантажів, який заявляєтьрацій, що є основою даного етапу виготовлення ся, у порівнянні з прототипом, досягається транспортного засобу для перевезення довгомірвведенням нових технологічних операцій, які підних вантажів, може бути і іншим - представлений вищують якість виготовлення транспортного засоваріант виготовленням транспортного засобу для бу. Удосконалений (шляхом додавання у відомі перевезення довгомірних вантажів на базі шасі технологічні процеси виготовлення транспортного 15 24244 16 засобу для перевезення довгомірних вантажів Вінниця, ВДТУ, 2002, стор.5-10. нових те хнологічних операцій) технологічний про2. А.А. Кашканов, В.М. Ребедайло «Спеціаліцес виготовлення транспортного засобу (спеціальзований рухомий склад автомобільного транспорного вантажного автомобіля) дозволить не тільки ту: конструкція», Міністерство освіти і науки Україскоротити час на виготовлення зазначених трансни, Вінницький державний технічний університет. портних засобів (спеціальних вантажних автомобіВінниця, ВДТУ, 2002, Розділ 4. Автопоїзди для лів) різних типів, але й знизити не менше, ніж на перевезення довгомірних, великовагових вантажів 50% фінансові витрати, які передбачаються на і будівельних конструкцій., стор.54-67 - аналог. закупівлю нових вузлів і агрегатів замість неприда3. В.П. Полосков, П.М. Лещев, В.Н. Хартанотних до експлуатації, шляхом виготовлення аналович «Устройство и эксплуатация автомобилей», гічних конструкцій на базі автомобільного підприУчебное пособие. Издание второе, переработанємства з відносно невеликим об'ємом ное. М., Издательство ДОСААФ СССР, 1983, виробництва. стор.5, стор.7-62. стор.85-92, стор.161-282 - протоДжерела інформації тип. 1. А.А. Кашканов, В.М. Ребедайло «Спеціалі4. Е.В. Михайловский, К.Б. Серебряков, Е.Я. зований рухомий склад автомобільного транспорТур «Устройство автомобиля». Шестое издание, ту: конструкція», Міністерство освіти і науки Україстереотипное. М., « Машиностроение», 1987, ни, Вінницький державний технічний університет. стор.13-14 (мал.5). 17 24244 18 19 24244 20 21 24244 22 23 24244 24 25 Комп’ютерна в ерстка М. Мацело 24244 Підписне 26 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production transportation means for transportation of lengthy loads
Автори англійськоюSholomytskyi Leonid Valentynovych, Nemchyn Danylo Oleksandrovych, Tikhonov Volodymyr Vasyliovych
Назва патенту російськоюСпособ изготовления транспортного средства для перевозки длинномерных грузов
Автори російськоюШоломицкий Леонид Валентинович, Немчин Даниил Александрович, Тихонов Владимир Васильевич
МПК / Мітки
МПК: B60S 1/00, G07C 5/00, B60S 3/06, G01M 17/00, B60S 5/00
Мітки: спосіб, перевезення, довгомірних, засобу, вантажів, виготовлення, транспортного
Код посилання
<a href="https://ua.patents.su/13-24244-sposib-vigotovlennya-transportnogo-zasobu-dlya-perevezennya-dovgomirnikh-vantazhiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення транспортного засобу для перевезення довгомірних вантажів</a>
Турнікетна опора транспортного засобу для перевезення довгомірних вантажів
Номер патенту: 4525
Опубліковано: 28.12.1994
Автор: Лавренов Борис Миколайович
МПК: B61D 3/10
Мітки: вантажів, опора, довгомірних, транспортного, турнікетна, засобу, перевезення
Формула / Реферат:
Турникетная опора транспортного средства для перевозки длинномерных грузов, содержащая неподвижное основание, закрепленную на нем гру-зонесущую платформу и, по меньшей мере два механизма гашения продольных колебаний груза, размещенные симметрично на боковых сторонах, отличающаяся тем, что, с целью повышения эффективности, каждый механизм гашения продольных колебаний содержит вертикально расположенную стойку -образной формы, верхний конец...
Пневматична система автогальмівного обладнання залізничного транспортного засобу для перевезення вантажів зі зміщеним центром ваги
Номер патенту: 76371
Опубліковано: 17.07.2006
Автори: Зябіров Хасан Шаріфжановіч, Пєтров Гєннадій Івановіч, Маловічко Владімір Валєнтіновіч, Богданов Віталій Пєтровіч, Абрамов Юрій Павловіч, Катерінко Алєксандр Вікторовіч, Філіппов Віктор Ніколаєвіч, Хомініч Валєрій Сємьоновіч, Козлов Ігорь Вікторовіч, Славінскій Зіновій Міхалєвіч, Корнєєв Максім Вікторовіч
МПК: B60T 8/00, B61H 11/00
Мітки: зміщеним, перевезення, обладнання, залізничного, транспортного, система, пневматична, автогальмівного, центром, ваги, вантажів, засобу
Формула / Реферат:
Пневматична система автогальмівного обладнання залізничного транспортного засобу для перевезення вантажів зі зміщеним центром ваги, кожна консольна частина якого спирається щонайменше на один візок, яка включає в себе повітророзподільник, щонайменше два гальмівні циліндри, кожний з яких забезпечує передачу гальмівних зусиль на виконавчий механізм щонайменше одного візка консольної частини, запасний резервуар, прилад авторежиму, з'єднані...
Спосіб маскування транспортного засобу, обладнаного ємністю для перевезення нафтопродуктів
Номер патенту: 56877
Опубліковано: 15.05.2003
Автори: Комаров Володимир Олександрович, Василенко Олександр Васильович, Сапса Остап Михайлович
МПК: F41H 3/00, G09B 25/00
Мітки: обладнаного, нафтопродуктів, транспортного, перевезення, спосіб, ємністю, маскування, засобу
Формула / Реферат:
Спосіб маскування транспортного засобу, обладнаного ємністю для перевезення нафтопродуктів, який полягає в тому, що транспортний засіб з розміщеною на ньому ємністю для нафтопродуктів маскують шляхом нанесення маскувального камуфльованого фарбування, який відрізняється тим, що перед нанесенням камуфльованого фарбування на транспортний засіб установлюють додаткову надбудову або у вигляді закритого кузова вантажного автомобіля, або у вигляді...
Транспортний засіб для перевезення довгомірних вантажів
Номер патенту: 53575
Опубліковано: 15.01.2003
Автори: Павленко Віктор Олексійович, Уманський Ігор Леонідович, Коваль Юрій Васильович, Стрілець Євген Михайлович, Винокуров Володимир Аркадійович, Михайлов Володимир Іванович
МПК: B60P 3/40
Мітки: перевезення, вантажів, транспортний, довгомірних, засіб
Формула / Реферат:
1. Транспортний засіб для перевезення довгомірних вантажів, що містить тягач, причіп, рами, із шарнірно встановленими на них основами поворотних коників, із стійками та гнучкими зв'язками, механізми переміщення вантажу з тяговими лебідками, що забезпечені силовими тросами, та блок управління, який відрізняється тим, що всі стійки коників виконані відкидними, тягові лебідки, зв'язані з приводом і розташовані на осях відкидних стійок, а...
Спосіб виготовлення гусеничного транспортного засобу
Номер патенту: 23256
Опубліковано: 10.05.2007
Автори: Фотченков Олександр Дмитрович, Харченко Владислав Сергійович, Шоломицький Леонід Валентинович, Аванесова Людмила Теванівна, Акімов Віктор Олексійович, Тихонов Володимир Васильович, Немчин Данило Олександрович, Живенко Михайло Іванович
МПК: G01M 17/00, B60S 5/00
Мітки: засобу, виготовлення, гусеничного, спосіб, транспортного
Формула / Реферат:
1. Спосіб виготовлення гусеничного транспортного засобу, який полягає в попередньому виготовленні конструктивних елементів гусеничного транспортного засобу - корпуса, ходової частини, силової установки, силової передачі, і наступному їхньому взаємному монтажі в/на корпусі згаданого гусеничного транспортного засобу, при цьому на стадії виготовлення корпусу послідовно виконують технологічні операції по попередньому виготовленню сталевих листів,...
Попередній патент: Футерівка кульового млина
Наступний патент: Шпала залізобетонна
Випадковий патент: Спосіб підвищення насіннєвої продуктивності маточників цукрових буряків