Спосіб первинної переробки змішаних відходів, перероблювальна установка з проміжними бункерами-нагромаджувачами для здійснення способу
Формула / Реферат
1. Спосіб первинної переробки змішаних відходів на перероблювальній установці, що безперервно працює за принципом сухої механічної сепарації, яка має декілька розташованих послідовно технологічних позицій, кожна з яких зв'язана одна з одною щонайменше однією транспортувальною ділянкою і які призначені для здійснення у вказаному порядку щонайменше таких стадій, як відділення металів, повітряна класифікація і вилучення паперу, при цьому між вказаними стадіями або які є безпосередньо наступними за ними можуть бути передбачені додаткові стадії, який відрізняється тим, що потоку перероблюваного матеріалу при кожній його передачі на ту транспортувальну ділянку, яка є останньою перед відповідною технологічною позицією, надають прискорення, внаслідок чого середня фактична швидкість частинок, що складають потік перероблюваного матеріалу, на останній ділянці транспортування безпосередньо перед надходженням матеріалу на позицію відокремлення металів виявляється меншою, ніж їхня швидкість безпосередньо перед надходженням матеріалу на позицію повітряної класифікації, а ця остання швидкість, в свою чергу, виявляється меншою за середню швидкість безпосередньо перед надходженням матеріалу на позицію видалення паперу.
2. Спосіб за п. 1, який відрізняється тим, що потік змішаних відходів подають по відповідній транспортувальній ділянці між двома сусідніми технологічними позиціями в основному з постійною швидкістю.
3. Спосіб за п. 1 або 2, який відрізняється тим, що щонайменше на одній із технологічних позицій проводять тимчасове накопичення за певних умов попередньо переробленого матеріалу, на яких створюється запас такого матеріалу.
4. Спосіб за будь-яким з пп. 1-3 для переробки змішаних відходів, що включають в основному пластмаси, шаруваті матеріали з паперу і пластику, скло, метали, папір, картон та інші домішки, призначений для безперервної роботи перероблювальної установки, і має наступні стадії:
(а) подрібнення змішаних відходів;
(б) проміжне нагромадження подрібнених змішаних відходів;
(в) рівномірне подальше транспортування проміжно нагромаджених відходів;
(г) відділення магнітних металевих компонентів;
(д) відділення немагнітних компонентів від матеріалів з питомою вагою, що перевищує задану мінімальну питому вагу;
(е) відділення паперу, наприклад, від шаруватих матеріалів з паперу і пластику;
(є) проміжне нагромадження отриманої пластмасової фракції і
(ж) агломерацію вказаної пластмасової фракції .
5. Спосіб за п. 4, який відрізняється тим, що після стадії (є) знову здійснюють стадію (д) способу.
6. Спосіб за п. 4 або 5, який відрізняється тим, що
(з) агломеровану пластмасу подрібнюють до частинок заданих розмірів.
7. Спосіб за п. 6, який відрізняється тим, що після стадії (з) знову виконують стадію (г).
8. Спосіб за будь-яким з пп. 4-7, який відрізняється тим, що транспортування перероблюваного матеріалу здійснюють пневматично.
9. Перероблювальна установка для здійснення способу за будь-яким з пп. 4-8, яка має:
(а) щонайменше один шредер для подрібнення змішаних відходів;
(б) перший проміжний бункер-нагромаджувач як перша позиція проміжного нагромадження матеріалу, на якій утворюється запас такого матеріалу і на яку надходять подрібнені змішані відходи від кожного шредеру, при цьому проміжний бункер-нагромаджувач має пристрій для рівномірного завантаження транспортеру, що забирає матеріал;
(в) щонайменше один магнітний сепаратор;
(г) щонайменше один пристрій для відділення немагнітних компонентів від матеріалів із питомою вагою, що перевищує задану мінімальну питому вагу;
(д) щонайменше один пристрій для відділеня паперу, наприклад, від шаруватих матеріалів із паперу і пластику;
(е) другий проміжний бункер-нагромаджувач як друга позиція проміжного накопичення матеріалу, на якій утворюється запас такого матеріалу і на якій нагромаджується пластмасова фракція, яка надходить від кожного з пристроїв для відділення паперу; і
(є) щонайменше один агломераційний пристрій для агломерації пластмасової фракції,
при цьому потоку перероблюваного матеріалу при кожній його передачі на ту транспортувальну ділянку, яка є останньою перед відповідною технологічною позицією, надається прискорення, внаслідок чого середня фактична швидкість частинок, які складають потік перероблюваного матеріалу, на останній транспортувальній ділянці безпосередньо перед надходженням матеріалу на позицію відділеня металів виявляється менше, ніж їхня швидкість безпосередньо перед надходженням матеріалу на позицію повітряної класифікації, а ця остання швидкість, в свою чергу, виявляється меншою за середню швидкість безпосередньо перед надходженням матеріалу на позицію вилучення паперу.
10. Перероблювальна установка за п. 9, яка відрізняється тим, що за проміжним бункером-нагромаджувачем, в якому нагромаджується пласмасова фракція, встановлений щонайменше ще один пристрій для відділення немагнітних компонентів від матеріалів із питомою вагою, що перевищує задану мінімальну питому вагу.
11. Перероблювальна установка за п. 8 або 10, яка відрізняється тим, що за щонайменше за одним агломераційним пристроєм встановлений пристрій для подрібнення агломерату до частинок заданого розміру.
12. Перероблювальна установка за п. 11, яка відрізняється тим, що має щонайменше ще один магнітний сепаратор, у який подається подрібнений агломерат.
13. Перероблювальна установка за п. 9, яка відрізняється тим, що перший проміжний бункер-нагромаджувач має кожух (200) щонайменше з одним отвором (210) у його верхній частині для завантаження проміжно нагромаджуваного матеріалу і щонайменше одним розвантажувальним отвором (220) для вивантаження матеріалу, причому в донній частині кожуха (200) передбачено кілька розвантажувальних шнеків (230), які при цьому розташовані таким чином, що вони перекривають всю площу донної частини кожуха (200), а також має щонайменше один подавальний шнек (240), яким матеріал з наданням йому однорідністі транспортується щонайменше над частиною розвантажувальних шнеків (230), внаслідок чого з щонайменше через один розвантажувальний отвір (220) виходить однорідний потік перероблюваного матеріалу.
14. Перероблювальна установка за п. 13, яка відрізняється тим, що в першому проміжному бункері-нагромаджувачі розвантажувальні шнеки (230) мають відповідно різні напрями обертання.
15. Перероблювальна установка за п. 13, яка відрізняється тим, що розвантажувальні шнеки (230) в першому проміжному бункері-нагромаджувачі розташовані паралельно один до одного, а подавальний шнек (240) розташований по відношенню до цих розвантажувальних шнеків (230) з поворотом на кут в 90°.
16. Перероблювальна установка за п. 9, яка відрізняється тим, що другий проміжний бункер-нагромаджувач має кожух (300) щонайменше з одним отвором (310) у його верхній частині для завантаження проміжно нагромаджуваного матеріалу і щонайменше з одним розвантажувальним отвором (320) для вивантаження матеріалу, при цьому передбачений щонайменше один працюючий під зниженим тиском розпушуючий шнек (330) для розпушення матеріалу, що нагромаджується в проміжному бункері-нагромаджувачі, а також передбачена подача повітря з кожуха (300) за допомогою витяжного вентилятора (340) на щонайменше до одного розпушуючого шнека (330).
17. Перероблювальна установка за п. 16, яка відрізняється тим, що у другому проміжному бункері-нагромаджувачі кожух (300) конусоподібно або трапецієподібно розширюється донизу.
Текст
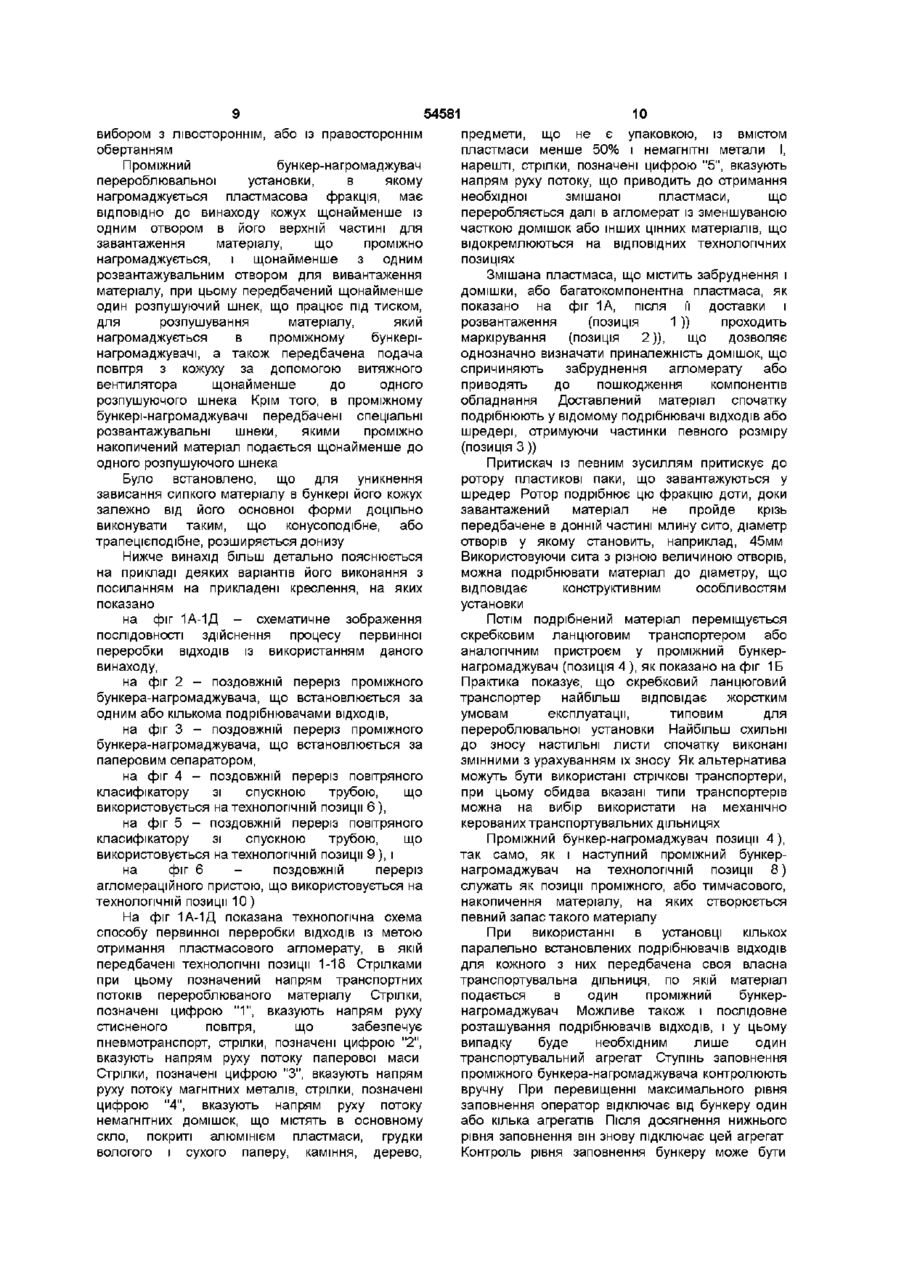
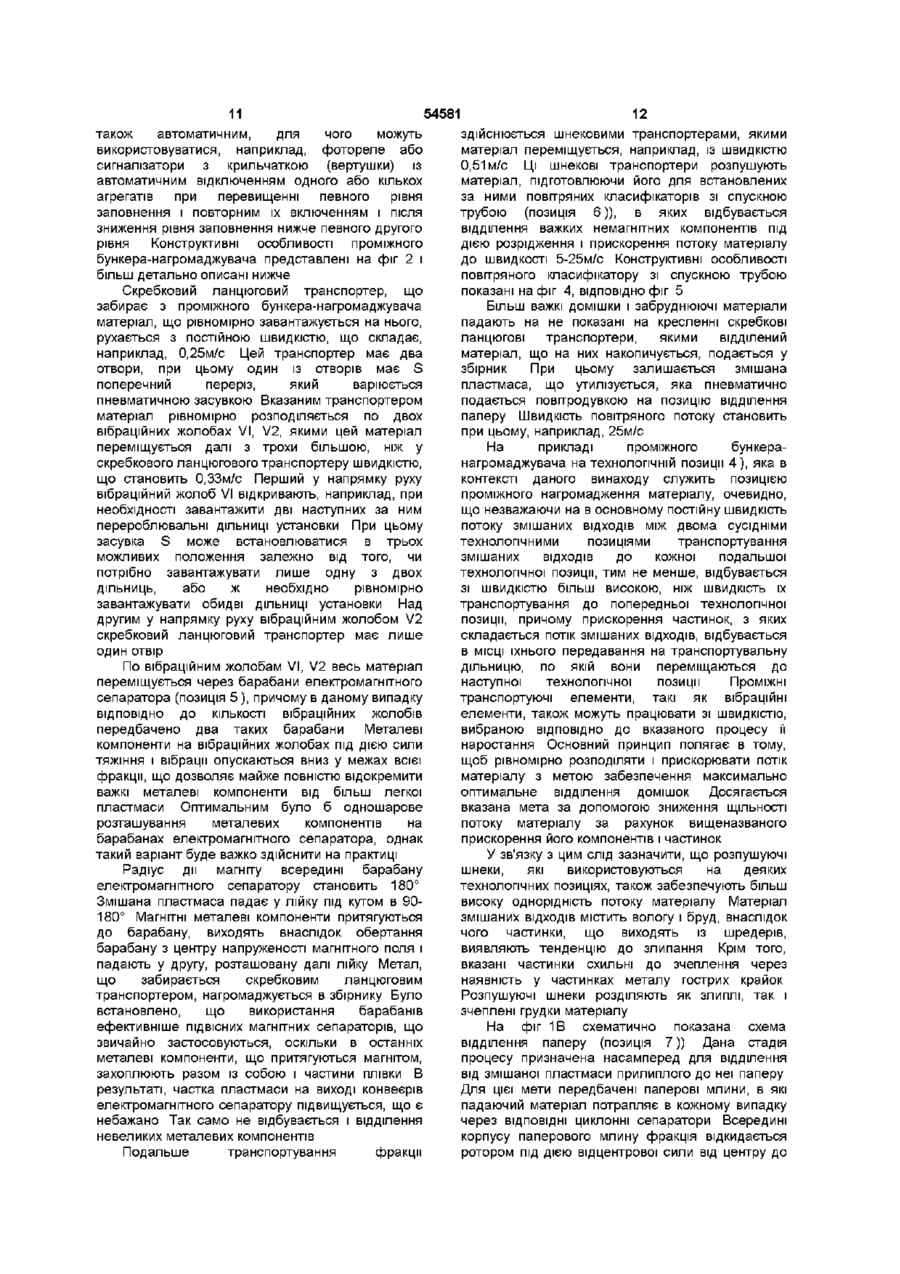
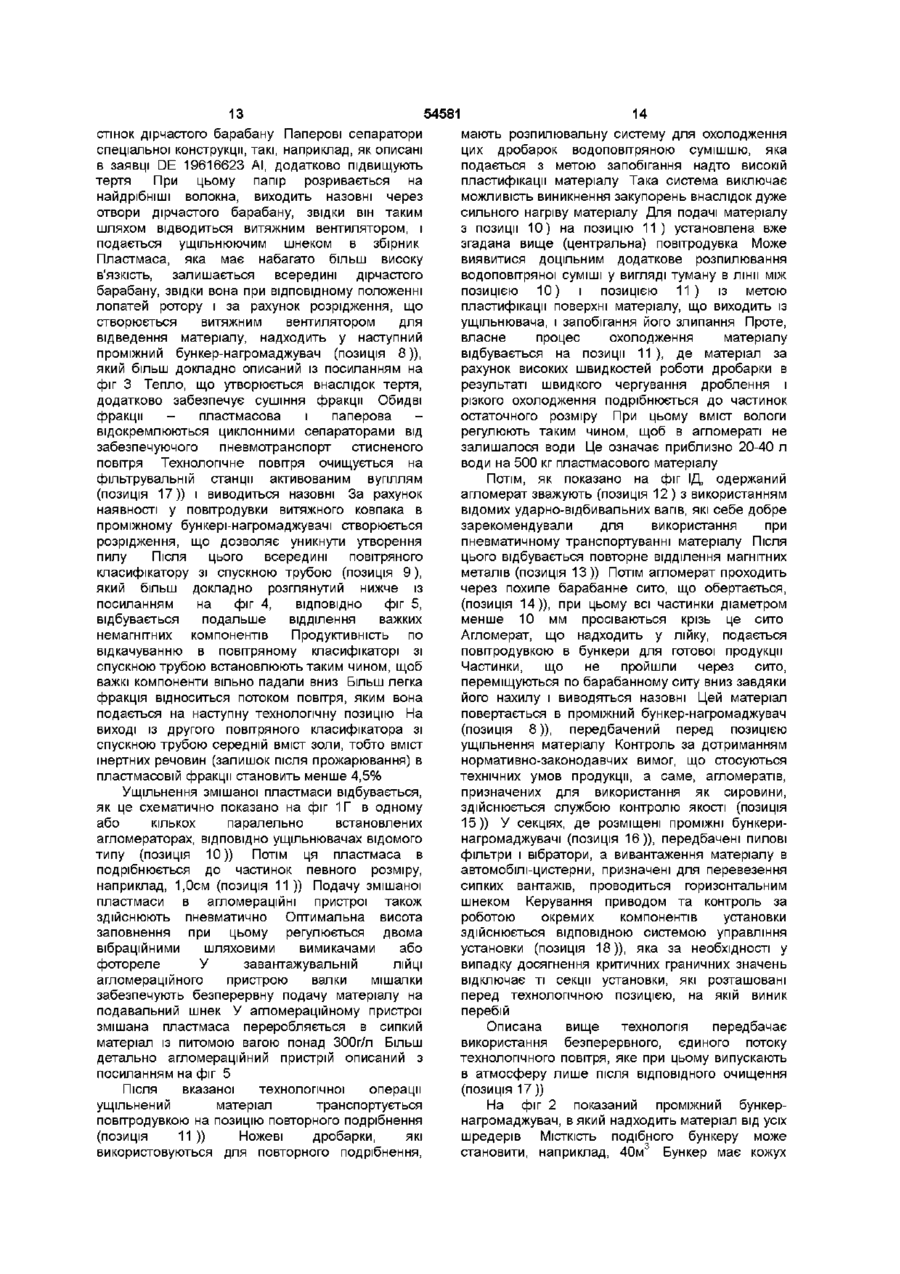
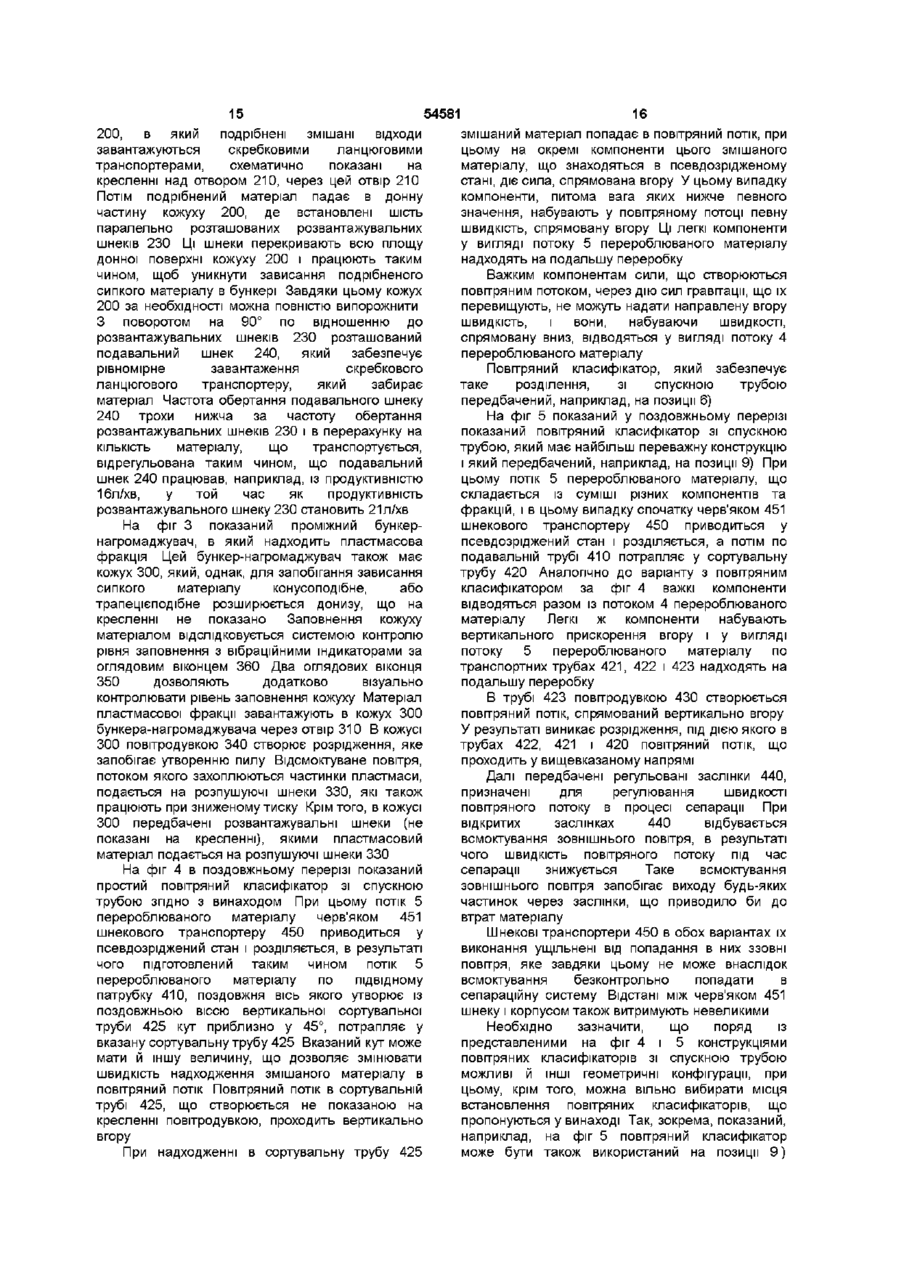
1 Спосіб первинної переробки змішаних ВІДХОДІВ на перероблювальній установці, що безперервно працює за принципом сухої механічної сепарації, яка має декілька розташованих послідовно технологічних позицій, кожна з яких зв'язана одна з одною щонайменше однією транспортувальною ділянкою і які призначені для здійснення у вказаному порядку щонайменше таких стадій, як відділення металів, повітряна класифікація і вилучення паперу, при цьому між вказаними стадіями або які є безпосередньо наступними за ними можуть бути передбачені додаткові стадії, який відрізняється тим, що потоку перероблюваного матеріалу при кожній його передачі на ту транспортувальну ділянку, яка є останньою перед ВІДПОВІДНОЮ технологічною позицією, надають прискорення, внаслідок чого середня фактична швидкість частинок, що складають потік перероблюваного матеріалу, на останній ДІЛЯНЦІ транспортування безпосередньо перед надходженням матеріалу на позицію відокремлення металів виявляється меншою, ніж їхня швидкість безпосередньо перед надходженням матеріалу на позицію повітряної класифікації, а ця остання швидкість, в свою чергу, виявляється меншою за середню швидкість безпосередньо перед надходженням матеріалу на позицію видалення паперу 2 Спосіб за п 1, який відрізняється тим, що потік змішаних ВІДХОДІВ подають по ВІДПОВІДНІЙ транспортувальній ДІЛЯНЦІ МІЖ двома сусідніми технологічними позиціями в основному з ПОСТІЙНОЮ ШВИДКІСТЮ 3 Спосіб за п 1 або 2, який відрізняється тим, що щонайменше на одній із технологічних позицій проводять тимчасове накопичення за певних умов попередньо переробленого матеріалу, на яких створюється запас такого матеріалу 4 Спосіб за будь-яким з пп 1-3 для переробки змішаних ВІДХОДІВ, що включають в основному пластмаси, шаруваті матеріали з паперу і пластику, скло, метали, папір, картон та ІНШІ ДОМІШКИ, призначений для безперервної роботи перероблювальної установки, і має наступні стадії (а) подрібнення змішаних ВІДХОДІВ, (б) проміжне нагромадження подрібнених змішаних ВІДХОДІВ, (в) рівномірне подальше транспортування проміжно нагромаджених ВІДХОДІВ, (г) відділення магнітних металевих компонентів, (д) відділення немагнітних компонентів від матеріалів з питомою вагою, що перевищує задану мінімальну питому вагу, (є) відділення паперу, наприклад, від шаруватих матеріалів з паперу і пластику, (є) проміжне нагромадження отриманої пластмасової фракції і (ж) агломерацію вказаної пластмасової фракції 5 Спосіб за п 4, який відрізняється тим, що після стадії (є) знову здійснюють стадію (д) способу 6 Спосіб за п 4 або 5, який відрізняється тим, що (з) агломеровану пластмасу подрібнюють до частинок заданих розмірів 7 Спосіб за п 6, який відрізняється тим, що після стадії (з) знову виконують стадію (г) 8 Спосіб за будь-яким з пп 4-7, який відрізняється тим, що транспортування перероблюваного матеріалу здійснюють пневматично 9 Перероблювальна установка для здійснення способу за будь-яким з пп 4-8, яка має (а) щонайменше один шредер для подрібнення змішаних ВІДХОДІВ, (б) перший проміжний бункер-нагромаджувач як перша позиція проміжного нагромадження матеріалу, на якій утворюється запас такого матеріалу і на яку надходять подрібнені змішані відходи від кожного шредеру, при цьому проміжний бункер-нагромаджувач має пристрій О 00 ю ю 54581 для рівномірного завантаження транспортеру, що забирає матеріал, (в) щонайменше один магнітний сепаратор, (г) щонайменше один пристрій для відділення немагнітних компонентів від матеріалів із питомою вагою, що перевищує задану мінімальну питому вагу, (д) щонайменше один пристрій для відділеня паперу, наприклад, від шаруватих матеріалів із паперу і пластику, (є) другий проміжний бункер-нагромаджувач як друга позиція проміжного накопичення матеріалу, на якій утворюється запас такого матеріалу і на якій нагромаджується пластмасова фракція, яка надходить від кожного з пристроїв для відділення паперу, і (є) щонайменше один агломераційний пристрій для агломерації пластмасової фракції, при цьому потоку перероблюваного матеріалу при кожній його передачі на ту транспортувальну ділянку, яка є останньою перед ВІДПОВІДНОЮ технологічною позицією, надається прискорення, внаслідок чого середня фактична швидкість частинок, які складають потік перероблюваного матеріалу, на останній транспортувальній ДІЛЯНЦІ безпосередньо перед надходженням матеріалу на позицію відділеня металів виявляється менше, ніж їхня швидкість безпосередньо перед надходженням матеріалу на позицію повітряної класифікації, а ця остання швидкість, в свою чергу, виявляється меншою за середню швидкість безпосередньо перед надходженням матеріалу на позицію вилучення паперу 10 Перероблювальна установка за п 9, яка відрізняється тим, що за проміжним бункеромнагромаджувачем, в якому нагромаджується пласмасова фракція, встановлений щонайменше ще один пристрій для відділення немагнітних компонентів від матеріалів із питомою вагою, що перевищує задану мінімальну питому вагу 11 Перероблювальна установка за п 8 або 10, яка відрізняється тим, що за щонайменше за одним агломераційним пристроєм встановлений пристрій для подрібнення агломерату до частинок заданого розміру 12 Перероблювальна установка за п 11, яка відрізняється тим, що має щонайменше ще один магнітний сепаратор, у який подається подрібнений агломерат Даний винахід відноситься до способу первинної переробки змішаних ВІДХОДІВ, насамперед таких змішаних ВІДХОДІВ, ЯКІ складаються із пластмаси, шаруватих матеріалів з паперу і пластмаси, скла, металів, паперу, картону та інших домішок Крім того, винахід відноситься до перероблювальної установки для здійснення способу При впровадженні системи об'єднання Duales System (організації, створеної виробниками упаковок для різноманітних товарів і торговими 13 Перероблювальна установка за п 9, яка відрізняється тим, що перший проміжний бункернагромаджувач має кожух (200) щонайменше з одним отвором (210) у його верхній частині для завантаження проміжно нагромаджуваного матеріалу і щонайменше одним розвантажувальним отвором (220) для вивантаження матеріалу, причому в донній частині кожуха (200) передбачено кілька розвантажувальних шнеків (230), які при цьому розташовані таким чином, що вони перекривають всю площу донної частини кожуха (200), а також має щонайменше один подавальний шнек (240), яким матеріал з наданням йому однорідністі транспортується щонайменше над частиною розвантажувальних шнеків (230), внаслідок чого з щонайменше через один розвантажувальний отвір (220) виходить однорідний потік перероблюваного матеріалу 14 Перероблювальна установка за п 13, яка відрізняється тим, що в першому проміжному бункері-нагромаджувачі розвантажувальні шнеки (230) мають ВІДПОВІДНО різні напрями обертання 15 Перероблювальна установка за п 13, яка відрізняється тим, що розвантажувальні шнеки (230) в першому проміжному бункерінагромаджувачі розташовані паралельно один до одного, а подавальний шнек (240) розташований по відношенню до цих розвантажувальних шнеків (230) з поворотом на кут в 90° 16 Перероблювальна установка за п 9, яка відрізняється тим, що другий проміжний бункернагромаджувач має кожух (300) щонайменше з одним отвором (310) у його верхній частині для завантаження проміжно нагромаджуваного матеріалу і щонайменше з одним розвантажувальним отвором (320) для вивантаження матеріалу, при цьому передбачений щонайменше один працюючий під зниженим тиском розпушуючий шнек (330) для розпушення матеріалу, що нагромаджується в проміжному бункері-нагромаджувачі, а також передбачена подача повітря з кожуха (300) за допомогою витяжного вентилятора (340) на щонайменше до одного розпушуючого шнека (330) 17 Перероблювальна установка за п 16, яка відрізняється тим, що у другому проміжному бункері-нагромаджувачі кожух (300) конусоподібно або трапецієподібно розширюється донизу фірмами, в її задачі входять збір використаних упаковок, їх попереднє сортування і доставка до місць переробки, а також вивіз ВІДХОДІВ, не придатних до повторної переробки) з урахуванням дотримання положень, що визначають порядок утилізації використаних упаковок у Німеччині, особливою проблемою виявилася належна утилізація зібраних пластмас При цьому у складі пакувальних матеріалів, що використовуються в сфері торгівлі, з'явилась абсолютно нова фракція, а саме, змішані пластмаси Враховуючи 54581 неоднорідність і коливання складу таких пластмас, необхідно знаходити особливі шляхи їх утилізації У випадку утилізації змішаних пластмас мова йде в основному про їх утилізацію у вигляді сировини Передумовою для цього є первинна переробка матеріалу з отриманням агломерату, що задовольняє вимогам заданих технічних умов Оскільки пластмаса, що збирається об'єднанням Duales System, містить цілий ряд домішок, необхідні способи, які дозволили б скоротити витрати на и сортування до прийнятного рівня, але які разом з тим забезпечували б одержання пластмасового матеріалу певного ступеню чистоти Металеві домішки можна відокремлювати за допомогою магнітних сепараторів і сепараторів, заснованих на використанні вихрових струмів Важкі види пластмас та ІНШІ сторонні компоненти, як правило, відокремлюють від перероблюваного матеріалу за допомогою повітряної класифікації Крім того, ВІДОМІ різні способи вилучення паперу, зокрема, із шаруватих матеріалів, що складаються з паперу і пластику З підвищенням ефективності відділення домішок на СЬОГОДНІШНІЙ день можна використовувати для первинної переробки змішаних пластмас методи сухої сепарації, що дозволяють при порівняно невеликій витраті енергії отримувати високоякісний пластмасовий агломерат При цьому широке розповсюдження отримав спосіб, описаний у заявці WO 96/20819, при здійсненні якого перероблюваний матеріал спочатку подрібнюють і ВІДДІЛЯЮТЬ ВІД НЬОГО магнітні матеріали Потім подрібнений матеріал спресовують або агломерують спіканням в агломераційному пристрої, при цьому витяжним вентилятором видаляють леткі складові, такі як, наприклад, водяна пара, попіл і папір Після цього агломерований матеріал сушать і потім просіюють З міркувань рентабельності доцільно забезпечити безперервний режим роботи установки Такої можливості відомий із заявки WO 96/20819 спосіб надати не може Вихід із ладу якоі-небудь однієї з частин установки приводить, як правило, до зупинки всієї лінії, що простоює в результаті через ремонтно-профілактичні роботи Ще одним недоліком є те, що процент вилучення паперу з потоку ВІДХОДІВ незначний Із сказаного вище виходить, що вилучення паперу способом, описаним в заявці WO 96/20819, можливе лише у вигляді леткої складової, внаслідок чого не відбувається первинної переробки, наприклад, шаруватих матеріалів із пластика і паперу, або вона відбувається не повністю Тому агломерат буде завжди містити певну значну частку паперу В US 5646100 описаний пристрій для сортування твердих ВІДХОДІВ, ЩО має позицію проміжного нагромадження матеріалу з дільницею розвантаження, декілька розташованих послідовно транспортувальних дільниць, сортувальний пристрій і повітряний класифікатор При цьому друга група стрічкових транспортерів установлена безпосередньо за першою групою стрічкових транспортерів, причому швидкість подачі ВІДХОДІВ у другої групи стрічкових транспортерів в порівнянні з першою вища Передбачено це для того, щоб для подальшого ручного сортування ВІДХОДІВ обмежити висоту їх укладання на другій групі стрічкових транспортерів Виходячи з вищевикладеного, в основу даного винаходу було поставлено задачу створити такий спосіб первинної переробки змішаних ВІДХОДІВ, ЯКІ складаються в основному з пластмас, картону, паперу, шаруватих матеріалів із паперу і пластику, скла, металів і домішок, який забезпечував би подачу в агломераційний пристрій пластмасового матеріалу, який в основному не містить домішок Вказана задача вирішується за допомогою способу згідно із п 1 формули винаходу Переважні варіанти здійснення способу представлені в залежних пунктах формули Перероблювальна установка для здійснення запропонованого у винаході способу представлена в п 9 формули Запропонований у винаході спосіб первинної переробки змішаних ВІДХОДІВ на перероблювальній установці, що працює безперервно за принципом сухої механічної сепарації, яка має декілька розташованих послідовно технологічних позицій, кожна з яких пов'язана одна з одною щонайменше однією транспортувальною дільницею і які призначені для здійснення у вказаному порядку щонайменше таких стадій, як відділення металів, повітряна класифікація і вилучення паперу, при цьому між вказаними стадіями або як безпосередньо наступних за ними можуть бути передбачені додаткові стадії, який відрізняється тим, що потоку перероблюваного матеріалу при кожній його передачі на ту транспортувальну дільницю, яка є останньою перед ВІДПОВІДНОЮ технологічною позицією, надають прискорення, внаслідок чого середня фактична швидкість частинок, які складають потік перероблюваного матеріалу, на останній транспортувальній ДІЛЬНИЦІ безпосередньо перед надходженням матеріалу на позицію відділення металу виявляється меншою, ніж їхня швидкість безпосередньо перед надходженням матеріалу на позицію повітряної класифікації, а ця остання швидкість в свою чергу виявляється меншою за середню швидкість безпосередньо перед надходженням матеріалу на позицію вилучення паперу При цьому потоком перероблюваного матеріалу є потік високоякісного матеріалу, тобто матеріалу, що підлягає в процесі подальшого здійснення способу подальшій переробці, а фактичною швидкістю частинок в потоці є шлях, що проробляється цими частинками за одиницю часу У переважному варіанті потік змішаних ВІДХОДІВ подають по ВІДПОВІДНІЙ транспортувальній ДІЛЬНИЦІ між двома сусідніми технологічними позиціями в основному з постійною швидкістю Крім того, при необхідності щонайменше на одній із технологічних позицій може бути передбачене тимчасове накопичення при певних умовах заздалегідь переробленого матеріалу, де створюється запас такого матеріалу В одному із варіантів здійснення запропонований спосіб включає наступні стадії (а) подрібнення змішаних ВІДХОДІВ, (б) проміжне нагромадження подрібнених 54581 8 сепараторів для відокремлення домішок Таким змішаних ВІДХОДІВ, чином, функція проміжного бункера(в) рівномірне подальше транспортування нагромаджувача механічно направлена також на проміжно нагромаджених ВІДХОДІВ, усунення кінематичного зв'язку між окремими (г) відділення магнітних металевих технологічними позиціями/компонентами компонентів, (д) відділення немагнітних компонентів від обладнання матеріалів з питомою вагою, що перевищує задану Безпосередньо за проміжним бункероммінімальну питому вагу, нагромаджувачем може бути встановлений щонайменше один магнітний сепаратор, за ним (є) відділення паперу, наприклад, від щонайменше один пристрій для відокремлення шаруватих матеріалів із паперу і пластику, немагнітних компонентів від матеріалів з питомою (є) проміжне нагромадження отриманої вагою, що перевищує мінімальну питому вагу, яка пластмасової фракції і встановлюється Як переважний зарекомендував (ж) агломерацію вказаної пластмасової себе варіант використання так званих повітряних фракції класифікаторів зі спускною трубою Подібні При цьому під агломерацією потрібно розуміти класифікатори відфільтровують металеві і ущільнення матеріалу з утворенням сипкої маси неметалеві важкі частинки, що, як правило, робить під дією енергії нагрівання і/або тертя, що зайвим використання сепараторів, заснованих на проникає в агломерований матеріал використанні вихрових струмів Далі установка має При необхідності можна додати й ІНШІ щонайменше один пристрій для відділення технологічні стадії Так, наприклад, після паперу, наприклад від шаруватих матеріалів із проміжного нагромадження отриманої паперу і пластика, за яким, ВІДПОВІДНО за якими пластмасової фракції можна знову ВІДДІЛЯТИ встановлюють проміжний бункер-нагромаджувач, немагнітні компоненти Крім того, переважним у якому нагромаджується пластмасова фракція, може бути варіант з подрібненням агломерованої яка надходить з кожного пристрою для відділення пластмаси до частинок заданого розміру За паперу або паперового сепаратору Завдяки цьому певних умов доцільно після цього ще раз ВІДДІЛЯТИ створюється можливість використовувати магнітні металеві компоненти, що стають безперервно працюючий дисковий ущільнювач, доступними для магнітної сепарації лише після наприклад, моделі CV 50, що виготовляється процесу подрібнення фірмою Netzsch Condux, Ханау У наступному варіанті здійснення запропонованого у винаході способу, матеріал, що Дія проміжного бункера-нагромаджувача, що обробляється на певних транспортувальних гомогенізує перероблюваний матеріал і надає дільницях, транспортують лише пневматично йому однорідності, в якому нагромаджується пластмасова фракція, може бути використана для Даний винахід ґрунтується на тому факті, що установки за ним ще одного пристрою для ефективне відділення паперу можливе в тому відокремлення важких немагнітних компонентів випадку, якщо буде забезпечено прискорення потоку оброблювального матеріалу ВІДХОДІВ, тобто Проміжний бункер-нагромаджувач якщо практично відбудеться "подовження" потоку перероблювальної установки, який матеріалу Завдяки цьому полегшується встановлюється за шредером, ВІДПОВІДНО відділення домішок у різних сепараторах шредерами, має кожух із щонайменше одним отвором у його верхній частині для завантаження Безперервність проведення процесу легко матеріалу, що проміжно нагромаджується, і з забезпечити в тому випадку, якщо на всіх щонайменше одним розвантажувальним отвором дільницях цього процесу переробки, що мають для вивантаження матеріалу, причому в донній вирішальне значення, передбачити проміжне частині кожуху передбачено кілька нагромадження матеріалу, який перероблений до розвантажувальних шнеків, які при цьому кондиції, придатної для відповідної подальшої розташовані таким чином, що вони перекривають стадії Як уже було сказано на початку опису, всю площу донної частини кожуха, а також має такими компонентами обладнання, які мають щонайменше один подавальний шнек, яким вирішальне значення, є подрібнювачі ВІДХОДІВ або матеріал з наданням йому однорідності шредери Тому в перероблювальній установці, як транспортується щонайменше над частиною правило, передбачають декілька подібних розвантажувальних шнеків, в результаті чого шредерів, які працюють на один проміжний щонайменше через один розвантажувальний отвір бункер-нагромаджувач У такому варіанті вихід із виходить однорідний потік перероблюваного ладу одного шредеру не приводить до матеріалу Така конструкція запобігає дуже простоювання всієї установки, оскільки на швидкому надходженню великих порцій матеріалу наступну технологічну позицію можна у ВІДСІКИ скребкового ланцюгового транспортеру продовжувати подавати матеріал із проміжного бункера-нагромаджувача При цьому можна При цьому розвантажувальні шнеки можуть в використати відому перевагу проміжного бункерапроцесі роботи обертатися у ВІДПОВІДНО різні боки, нагромаджувача, що надає однорідності наприклад, вони можуть на вибір працювати з заздалегідь подрібненому матеріалу і здатного лівостороннім, або з правостороннім обертанням передавати цей матеріал із наданням однорідності Крім того, розвантажувальні шнеки переважно на подальші технологічні позиції Шредери або розташовувати паралельно один до одного, а подрібнювачі ВІДХОДІВ працюють у різко подавальний шнек розташовувати поверненим вираженому пульсуючому режимі, що ускладнює відносно розвантажувальних шнеків на 90° рівномірне завантаження встановлених за ними Подавальний шнек також може працювати за 54581 вибором з лівостороннім, або із правоохороннім обертанням Проміжний бункер-нагромаджувач перероблювальної установки, в якому нагромаджується пластмасова фракція, має ВІДПОВІДНО до винаходу кожух щонайменше із одним отвором в його верхній частині для завантаження матеріалу, що проміжно нагромаджується, і щонайменше з одним розвантажувальним отвором для вивантаження матеріалу, при цьому передбачений щонайменше один розпушуючий шнек, що працює під тиском, для розпушування матеріалу, який нагромаджується в проміжному бункерінагромаджувачі, а також передбачена подача повітря з кожуху за допомогою витяжного вентилятора щонайменше до одного розпушуючого шнека Крім того, в проміжному бункері-нагромаджувачі передбачені спеціальні розвантажувальні шнеки, якими проміжно накопичений матеріал подається щонайменше до одного розпушуючого шнека Було встановлено, що для уникнення зависання сипкого матеріалу в бункері його кожух залежно від його основної форми доцільно виконувати таким, що конусоподібне, або трапецієподібне, розширяється донизу Нижче винахід більш детально пояснюється на прикладі деяких варіантів його виконання з посиланням на прикладені креслення, на яких показано на фіг 1А-1Д - схематичне зображення ПОСЛІДОВНОСТІ здійснення процесу первинної переробки ВІДХОДІВ із використанням даного винаходу, на фіг 2 - поздовжній переріз проміжного бункера-нагромаджувача, що встановлюється за одним або кількома подрібнювачами ВІДХОДІВ, на фіг 3 - поздовжній переріз проміжного бункера-нагромаджувача, що встановлюється за паперовим сепаратором, на фіг 4 - поздовжній переріз повітряного класифікатору зі спускною трубою, що використовується на технологічній позиції 6), на фіг 5 - поздовжній переріз повітряного класифікатору зі спускною трубою, що використовується на технологічній позиції 9), і на фіг 6 поздовжній переріз агломераційного пристою, що використовується на технологічній позиції 10) На фіг 1А-1Д показана технологічна схема способу первинної переробки ВІДХОДІВ із метою отримання пластмасового агломерату, в якій передбачені технологічні позиції 1-18 Стрілками при цьому позначений напрям транспортних потоків перероблюваного матеріалу Стрілки, позначені цифрою " 1 " , вказують напрям руху стисненого повітря, що забезпечує пневмотранспорт, стрілки, позначені цифрою "2", вказують напрям руху потоку паперової маси Стрілки, позначені цифрою "З", вказують напрям руху потоку магнітних металів, стрілки, позначені цифрою "4", вказують напрям руху потоку немагнітних домішок, що містять в основному скло, покриті алюмінієм пластмаси, грудки вологого і сухого паперу, каміння, дерево, 10 предмети, що не є упаковкою, із вмістом пластмаси менше 50% і немагнітні метали І, нарешті, стрілки, позначені цифрою "5", вказують напрям руху потоку, що приводить до отримання необхідної змішаної пластмаси, що переробляється далі в агломерат із зменшуваною часткою домішок або інших цінних матеріалів, що відокремлюються на ВІДПОВІДНИХ технологічних ПОЗИЦІЯХ Змішана пластмаса, що містить забруднення і домішки, або багатокомпонентна пластмаса, як показано на фіг 1А, після її доставки і розвантаження (позиція 1 )) проходить маркірування (позиція 2)), що дозволяє однозначно визначати приналежність домішок, що спричиняють забруднення агломерату або приводять до пошкодження компонентів обладнання Доставлений матеріал спочатку подрібнюють у відомому подрібнювачі ВІДХОДІВ або шредері, отримуючи частинки певного розміру (позиція 3)) Притискач із певним зусиллям притискує до ротору пластикові паки, що завантажуються у шредер Ротор подрібнює цю фракцію доти, доки завантажений матеріал не пройде крізь передбачене в донній частині млину сито, діаметр отворів у якому становить, наприклад, 45мм Використовуючи сита з різною величиною отворів, можна подрібнювати матеріал до діаметру, що відповідає конструктивним особливостям установки Потім подрібнений матеріал переміщується скребковим ланцюговим транспортером або аналогічним пристроєм у проміжний бункернагромаджувач (позиція 4 ), як показано на фіг 1Б Практика показує, що скребковий ланцюговий транспортер найбільш відповідає жорстким умовам експлуатації, типовим для перероблювальної установки Найбільш схильні до зносу настильні листи спочатку виконані змінними з урахуванням їх зносу Як альтернатива можуть бути використані стрічкові транспортери, при цьому обидва вказані типи транспортерів можна на вибір використати на механічно керованих транспортувальних дільницях Проміжний бункер-нагромаджувач позиції 4), так само, як і наступний проміжний бункернагромаджувач на технологічній позиції 8) служать як позиції проміжного, або тимчасового, накопичення матеріалу, на яких створюється певний запас такого матеріалу При використанні в установці кількох паралельно встановлених подрібнювачів ВІДХОДІВ для кожного з них передбачена своя власна транспортувальна дільниця, по якій матеріал подається в один проміжний бункернагромаджувач Можливе також і послідовне розташування подрібнювачів ВІДХОДІВ, І у цьому випадку буде необхідним лише один транспортувальний агрегат Ступінь заповнення проміжного бункера-нагромаджувача контролюють вручну При перевищенні максимального рівня заповнення оператор відключає від бункеру один або кілька агрегатів Після досягнення нижнього рівня заповнення він знову підключає цей агрегат Контроль рівня заповнення бункеру може бути 11 54581 12 також автоматичним, для чого можуть здійснюється шнековими транспортерами, якими використовуватися, наприклад, фотореле або матеріал переміщується, наприклад, із швидкістю сигналізатори з крильчаткою (вертушки) із 0,51м/с Ці шнекові транспортери розпушують автоматичним відключенням одного або кількох матеріал, підготовлюючи його для встановлених агрегатів при перевищенні певного рівня за ними повітряних класифікаторів зі спускною заповнення і повторним їх включенням і після трубою (позиція 6)), в яких відбувається зниження рівня заповнення нижче певного другого відділення важких немагнітних компонентів під рівня Конструктивні особливості проміжного дією розрідження і прискорення потоку матеріалу бункера-нагромаджувача представлені на фіг 2 і до швидкості 5-25м/с Конструктивні особливості більш детально описані нижче повітряного класифікатору зі спускною трубою показані на фіг 4, ВІДПОВІДНО фіг 5 Скребковий ланцюговий транспортер, що забирає з проміжного бункера-нагромаджувача Більш важкі домішки і забруднюючі матеріали матеріал, що рівномірно завантажується на нього, падають на не показані на кресленні скребкові рухається з постійною швидкістю, що складає, ланцюгові транспортери, якими відділений наприклад, 0,25м/с Цей транспортер має два матеріал, що на них накопичується, подається у отвори, при цьому один із отворів має S збірник При цьому залишається змішана поперечний переріз, який варіюється пластмаса, що утилізується, яка пневматично пневматичною засувкою Вказаним транспортером подається повітродувкою на позицію відділення матеріал рівномірно розподіляється по двох паперу Швидкість повітряного потоку становить вібраційних жолобах VI, V2, якими цей матеріал при цьому, наприклад, 25м/с переміщується далі з трохи більшою, ніж у На прикладі проміжного бункераскребкового ланцюгового транспортеру швидкістю, нагромаджувача на технологічній позиції 4), яка в що становить 0,33м/с Перший у напрямку руху контексті даного винаходу служить позицією вібраційний жолоб VI відкривають, наприклад, при проміжного нагромадження матеріалу, очевидно, необхідності завантажити дві наступних за ним що незважаючи на в основному постійну швидкість перероблювальні ДІЛЬНИЦІ установки При цьому потоку змішаних ВІДХОДІВ МІЖ двома сусідніми засувка S може встановлюватися в трьох технологічними позиціями транспортування можливих положення залежно від того, чи змішаних ВІДХОДІВ до кожної подальшої потрібно завантажувати лише одну з двох технологічної позиції, тим не менше, відбувається дільниць, або ж необхідно рівномірно зі швидкістю більш високою, ніж швидкість їх завантажувати обидві ДІЛЬНИЦІ установки Над транспортування до попередньої технологічної другим у напрямку руху вібраційним жолобом V2 позиції, причому прискорення частинок, з яких скребковий ланцюговий транспортер має лише складається потік змішаних ВІДХОДІВ, відбувається один отвір в МІСЦІ їхнього передавання на транспортувальну дільницю, по якій вони переміщаються до По вібраційним жолобам VI, V2 весь матеріал наступної технологічної позиції Проміжні переміщується через барабани електромагнітного транспортуючі елементи, такі як вібраційні сепаратора (позиція 5 ), причому в даному випадку елементи, також можуть працювати зі швидкістю, ВІДПОВІДНО до КІЛЬКОСТІ вібраційних жолобів вибраною ВІДПОВІДНО до вказаного процесу її передбачено два таких барабани Металеві наростання Основний принцип полягає в тому, компоненти на вібраційних жолобах під дією сили щоб рівномірно розподіляти і прискорювати потік тяжіння і вібрації опускаються вниз у межах всієї матеріалу з метою забезпечення максимально фракції, що дозволяє майже повністю відокремити оптимальне відділення домішок Досягається важкі металеві компоненти від більш легкої вказана мета за допомогою зниження ЩІЛЬНОСТІ пластмаси Оптимальним було б одношарове потоку матеріалу за рахунок вищеназваного розташування металевих компонентів на прискорення його компонентів і частинок барабанах електромагнітного сепаратора, однак такий варіант буде важко здійснити на практиці Радіус дії магніту всередині барабану електромагнітного сепаратору становить 180° Змішана пластмаса падає у лійку під кутом в 90180° Магнітні металеві компоненти притягуються до барабану, виходять внаслідок обертання барабану з центру напруженості магнітного поля і падають у другу, розташовану далі лійку Метал, що забирається скребковим ланцюговим транспортером, нагромаджується в збірнику Було встановлено, що використання барабанів ефективніше ПІДВІСНИХ магнітних сепараторів, що звичайно застосовуються, оскільки в останніх металеві компоненти, що притягуються магнітом, захоплюють разом із собою і частини плівки В результаті, частка пластмаси на виході конвеєрів електромагнітного сепаратору підвищується, що є небажано Так само не відбувається і відділення невеликих металевих компонентів Подальше транспортування фракції У зв'язку з цим слід зазначити, що розпушуючі шнеки, які використовуються на деяких технологічних позиціях, також забезпечують більш високу однорідність потоку матеріалу Матеріал змішаних ВІДХОДІВ містить вологу і бруд, внаслідок чого частинки, що виходять із шредерів, виявляють тенденцію до злипання Крім того, вказані частинки схильні до зчеплення через наявність у частинках металу гострих крайок Розпушуючі шнеки розділяють як злиплі, так і зчеплені грудки матеріалу На фіг 1В схематично показана схема відділення паперу (позиція 7)) Дана стадія процесу призначена насамперед для відділення від змішаної пластмаси прилиплого до неї паперу Для цієї мети передбачені паперові млини, в які падаючий матеріал потрапляє в кожному випадку через ВІДПОВІДНІ циклонні сепаратори Всередині корпусу паперового млину фракція відкидається ротором під дією відцентрової сили від центру до 54581 14 13 стінок дірчастого барабану Паперові сепаратори мають розпилювальну систему для охолодження спеціальної конструкції, такі, наприклад, як описані цих дробарок водоповітряною сумішшю, яка в заявці DE 19616623 АІ, додатково підвищують подається з метою запобігання надто високій тертя При цьому папір розривається на пластифікації матеріалу Така система виключає найдрібніші волокна, виходить назовні через можливість виникнення закупорень внаслідок дуже отвори дірчастого барабану, звідки він таким сильного нагріву матеріалу Для подачі матеріалу шляхом відводиться витяжним вентилятором, і з позиції 10) на позицію 11) установлена вже подається ущільнюючим шнеком в збірник згадана вище (центральна) повітродувка Може Пластмаса, яка має набагато більш високу виявитися доцільним додаткове розпилювання в'язкість, залишається всередині дірчастого водоповітряної суміші у вигляді туману в лінії між барабану, звідки вона при відповідному положенні позицією 10) і позицією 11 ) із метою лопатей ротору і за рахунок розрідження, що пластифікації поверхні матеріалу, що виходить із створюється витяжним вентилятором для ущільнювача, і запобігання його злипання Проте, відведення матеріалу, надходить у наступний власне процес охолодження матеріалу проміжний бункер-нагромаджувач (позиція 8)), відбувається на позиції 11 ), де матеріал за який більш докладно описаний із посиланням на рахунок високих швидкостей роботи дробарки в фіг 3 Тепло, що утворюється внаслідок тертя, результаті швидкого чергування дроблення і додатково забезпечує сушіння фракції Обидві різкого охолодження подрібнюється до частинок фракції пластмасова і паперова остаточного розміру При цьому вміст вологи відокремлюються циклонними сепараторами від регулюють таким чином, щоб в агломераті не забезпечуючого пневмотранспорт стисненого залишалося води Це означає приблизно 20-40 л повітря Технологічне повітря очищується на води на 500 кг пластмасового матеріалу фільтрувальній станції активованим вугіллям Потім, ЯК показано на фіг ІД, одержаний (позиція 17)) і виводиться назовні За рахунок агломерат зважують (позиція 12) з використанням наявності у повітродувки витяжного ковпака в відомих ударно-відбивальних вапв, які себе добре проміжному бункері-нагромаджувачі створюється зарекомендували для використання при розрідження, що дозволяє уникнути утворення пневматичному транспортуванні матеріалу Після пилу Після ЦЬОГО всередині повітряного цього відбувається повторне відділення магнітних класифікатору зі спускною трубою (позиція 9), металів (позиція 13)) Потім агломерат проходить який більш докладно розглянутий нижче із через похиле барабанне сито, що обертається, посиланням на фіг 4, ВІДПОВІДНО фіг 5, (позиція 14)), при цьому всі частинки діаметром відбувається подальше відділення важких менше 10 мм просіваються крізь це сито немагнітних компонентів Продуктивність по Агломерат, що надходить у лійку, подається відкачуванню в повітряному класифікаторі зі повітродувкою в бункери для готової продукції спускною трубою встановлюють таким чином, щоб Частинки, що не пройшли через сито, важкі компоненти вільно падали вниз Більш легка переміщуються по барабанному ситу вниз завдяки фракція відноситься потоком повітря, яким вона його нахилу і виводяться назовні Цей матеріал подається на наступну технологічну позицію На повертається в проміжний бункер-нагромаджувач виході із другого повітряного класифікатора зі (позиція 8)), передбачений перед позицією спускною трубою середній вміст золи, тобто вміст ущільнення матеріалу Контроль за дотриманням інертних речовин (залишок після прожарювання) в нормативно-законодавчих вимог, що стосуються пластмасовій фракції становить менше 4,5% технічних умов продукції, а саме, агломератів, призначених для використання як сировини, Ущільнення змішаної пластмаси відбувається, здійснюється службою контролю якості (позиція як це схематично показано на фіг 1Г в одному 15)) У секціях, де розміщені проміжні бункериабо кількох паралельно встановлених нагромаджувачі (позиція 16)), передбачені пилові агломераторах, ВІДПОВІДНО ущільнювачах відомого фільтри і вібратори, а вивантаження матеріалу в типу (позиція 10)) Потім ЦЯ пластмаса в автомобілі-цистерни, призначені для перевезення подрібнюється до частинок певного розміру, сипких вантажів, проводиться горизонтальним наприклад, 1,0см (позиція 11 )) Подачу змішаної шнеком Керування приводом та контроль за пластмаси в агломераційні пристрої також роботою окремих компонентів установки здійснюють пневматично Оптимальна висота здійснюється ВІДПОВІДНОЮ системою управління заповнення при цьому регулюється двома установки (позиція 18)), яка за необхідності у вібраційними шляховими вимикачами або випадку досягнення критичних граничних значень фотореле У завантажувальній ЛІЙЦІ відключає ті секції установки, які розташовані агломераційного пристрою валки мішалки перед технологічною позицією, на якій виник забезпечують безперервну подачу матеріалу на перебій подавальний шнек У агломераційному пристрої змішана пластмаса переробляється в сипкий Описана вище технологія передбачає матеріал із питомою вагою понад 300г/л Більш використання безперервного, єдиного потоку детально агломераційний пристрій описаний з технологічного повітря, яке при цьому випускають посиланням на фіг 5 в атмосферу лише після ВІДПОВІДНОГО очищення Після вказаної технологічної операції ущільнений матеріал транспортується повітродувкою на позицію повторного подрібнення (позиція 11 )) Ножеві дробарки, які використовуються для повторного подрібнення, (позиція 17)) На фіг 2 показаний проміжний бункернагромаджувач, в який надходить матеріал від усіх шредерів МІСТКІСТЬ подібного бункеру може становити, наприклад, 40м3 Бункер має кожух 54581 16 15 200, в який подрібнені змішані відходи змішаний матеріал попадає в повітряний потік, при завантажуються скребковими ланцюговими цьому на окремі компоненти цього змішаного транспортерами, схематично показані на матеріалу, що знаходяться в псевдозрідженому кресленні над отвором 210, через цей отвір 210 стані, діє сила, спрямована вгору У цьому випадку Потім подрібнений матеріал падає в донну компоненти, питома вага яких нижче певного частину кожуху 200, де встановлені шість значення, набувають у повітряному потоці певну паралельно розташованих розвантажувальних швидкість, спрямовану вгору Ці легкі компоненти шнеків 230 Ці шнеки перекривають всю площу у вигляді потоку 5 перероблюваного матеріалу донної поверхні кожуху 200 і працюють таким надходять на подальшу переробку чином, щоб уникнути зависання подрібненого Важким компонентам сили, що створюються сипкого матеріалу в бункері Завдяки цьому кожух повітряним потоком, через дію сил гравітації, що їх 200 за необхідності можна повністю випорожнити перевищують, не можуть надати направлену вгору З поворотом на 90° по відношенню до швидкість, і вони, набуваючи швидкості, розвантажувальних шнеків 230 розташований спрямовану вниз, відводяться у вигляді потоку 4 подавальний шнек 240, який забезпечує перероблюваного матеріалу рівномірне завантаження скребкового Повітряний класифікатор, який забезпечує ланцюгового транспортеру, який забирає таке розділення, зі спускною трубою матеріал Частота обертання подавального шнеку передбачений, наприклад, на позиції 6) 240 трохи нижча за частоту обертання На фіг 5 показаний у поздовжньому перерізі розвантажувальних шнеків 230 і в перерахунку на показаний повітряний класифікатор зі спускною КІЛЬКІСТЬ матеріалу, що транспортується, трубою, який має найбільш переважну конструкцію відрегульована таким чином, що подавальний і який передбачений, наприклад, на позиції 9) При шнек 240 працював, наприклад, із продуктивністю цьому потік 5 перероблюваного матеріалу, що 16л/хв, у той час як продуктивність складається із суміші різних компонентів та розвантажувального шнеку 230 становить 21л/хв фракцій, і в цьому випадку спочатку черв'яком 451 шнекового транспортеру 450 приводиться у На фіг 3 показаний проміжний бункерпсевдозріджений стан і розділяється, а потім по нагромаджувач, в який надходить пластмасова подавальній трубі 410 потрапляє у сортувальну фракція Цей бункер-нагромаджувач також має трубу 420 Аналогічно до варіанту з повітряним кожух 300, який, однак, для запобігання зависання класифікатором за фіг 4 важкі компоненти сипкого матеріалу конусоподібне, або відводяться разом із потоком 4 перероблюваного трапецієподібне розширюється донизу, що на матеріалу Легкі ж компоненти набувають кресленні не показано Заповнення кожуху вертикального прискорення вгору і у вигляді матеріалом відслідковується системою контролю потоку 5 перероблюваного матеріалу по рівня заповнення з вібраційними індикаторами за транспортних трубах 421, 422 і 423 надходять на оглядовим віконцем 360 Два оглядових віконця подальшу переробку 350 дозволяють додатково візуально контролювати рівень заповнення кожуху Матеріал В трубі 423 повітродувкою 430 створюється пластмасової фракції завантажують в кожух 300 повітряний потік, спрямований вертикально вгору бункера-нагромаджувача через отвір 310 В кожусі У результаті виникає розрідження, під дією якого в 300 повітродувкою 340 створює розрідження, яке трубах 422, 421 і 420 повітряний потік, що запобігає утворенню пилу Відсмоктуване повітря, проходить у вищевказаному напрямі потоком якого захоплюються частинки пластмаси, Далі передбачені регульовані заслінки 440, подається на розпушуючі шнеки 330, які також призначені для регулювання швидкості працюють при зниженому тиску Крім того, в кожусі повітряного потоку в процесі сепарації При 300 передбачені розвантажувальні шнеки (не відкритих заслінках 440 відбувається показані на кресленні), якими пластмасовий всмоктування зовнішнього повітря, в результаті матеріал подається на розпушуючі шнеки 330 чого швидкість повітряного потоку під час сепарації знижується Таке всмоктування На фіг 4 в поздовжньому перерізі показаний зовнішнього повітря запобігає виходу будь-яких простий повітряний класифікатор зі спускною частинок через заслінки, що приводило би до трубою згідно з винаходом При цьому потік 5 втрат матеріалу перероблюваного матеріалу черв'яком 451 шнекового транспортеру 450 приводиться у Шнекові транспортери 450 в обох варіантах їх псевдозріджений стан і розділяється, в результаті виконання ущільнені від попадання в них ззовні чого підготовлений таким чином потік 5 повітря, яке завдяки цьому не може внаслідок перероблюваного матеріалу по підвідному всмоктування безконтрольно попадати в патрубку 410, поздовжня вісь якого утворює із сепараційну систему Відстані між черв'яком 451 поздовжньою віссю вертикальної сортувальної шнеку і корпусом також витримують невеликими труби 425 кут приблизно у 45°, потрапляє у Необхідно зазначити, що поряд із вказану сортувальну трубу 425 Вказаний кут може представленими на фіг 4 і 5 конструкціями мати й іншу величину, що дозволяє змінювати повітряних класифікаторів зі спускною трубою швидкість надходження змішаного матеріалу в можливі й ІНШІ геометричні конфігурації, при повітряний потік Повітряний потік в сортувальній цьому, крім того, можна вільно вибирати місця трубі 425, що створюється не показаною на встановлення повітряних класифікаторів, що кресленні повітродувкою, проходить вертикально пропонуються у винаході Так, зокрема, показаний, вгору наприклад, на фіг 5 повітряний класифікатор може бути також використаний на позиції 9) При надходженні в сортувальну трубу 425 54581 18 17 описаної вище технологічної схеми Хоча розташованими в корпусі 530 агломераційного запропоновані у винаході повітряні класифікатори пристрою диском, обладнаними змінними зі спускною трубою для більш докладного місильними планками При цьому один диск пояснення переважних галузей їх застосування виконаний у вигляді дискового статора, а інший описані в способі повторної переробки змішаних виконаний у вигляді дискового ротору ВІДХОДІВ, однак вони можуть знайти застосування і Розташована в корпусі 530 агломераційного в інших галузях, у яких необхідно проводити пристрою переміщувана в осьовому напрямі розділення окремих компонентів за їх питомою втулка підшипника дозволяє регулювати відстань вагою між дисковим статором і дисковим ротором Для уникнення теплового перевантаження матеріалу, Далі необхідно зазначити, що висока обидва диски мають охолодження Для цього в ефективність повітряних класифікаторів зі радіальному напрямі аж до самого центру дисків спускною трубою, що пропонуються у винаході, проходять отвори, які дозволяють з регульованою надає додаткову можливість відмовитися також і витратою подавати воду для охолодження дисків, від описаної вище стадії г), тобто від відділення виключаючи підвищення температури до рівня, магнітних металевих компонентів, що при якому пластмаса зазнає дуже сильної здійснюється звичайно за допомогою магнітних пластифікації, що може призвести до склеювання сепараторів, якщо не потрібно додаткового дисків При цьому температура охолоджуваної відділення магнітних металевих компонентів, або води не повинна перевищувати 40°С ж цю стадію г) можна також передбачити на відміну від описаної вище ПОСЛІДОВНОСТІ, ПІСЛЯ Написи на креслениках повітряних класифікаторів зі спускною трубою, при Фіг 1А цьому стадія г), яка полягає в відділенні магнітних 0) Доставка металевих компонентів, завдяки вже зробленій I ) Розвантаження попередній сепарації більш ефективна для такого 2) Маркірування відділення магнітних металевих компонентів від 3) Подрібнення потоку 4 перероблюваного матеріалу, а не від Фіг 1Б потоку 5 перероблюваного матеріалу 4) Проміжне нагромадження На фіг 6 в поздовжньому перерізі показаний 5 ) Відокремлення магнітних металів агломераційний пристрій У одній фактично 6) Відокремлення важких немагнітних існуючій установці паралельно розміщено, компонентів наприклад, шість агломераційних пристроїв Із Фіг 1В проміжного бункера-нагромаджувача за фіг З 7) Відокремлення паперу змішана пластмаса пневматичне подається у ці 8) Проміжне нагромадження шість агломераційних пристроїв Оптимальна 9) Відокремлення важких немагнітних висота їх заповнення регулюється двома компонентів вібраційних шляховими вимикачами У Фіг 1Г завантажувальній ЛІЙЦІ 500 агломераційного 10) Ущільнення пристрою валки 510 мішалки забезпечують I I ) Подрібнення безперервну подачу матеріалу на подавальний Фіг 1Д шнек 520 Частоту обертання подавального шнеку 12) Зважування 520 можна регулювати, встановлюючи його 13) Відокремлення магнітних металів продуктивність за переміщуваним ним матеріалом, 14) Просіювання наприклад, у межах від 16,8л/хв до 100л/хв 15) Контроль якості Матеріал, що подається подавальним шнеком 520, 16) Проміжне нагромадження переробляється відомим способом між двома 17) Вугільний фільтр 19 54581 20 Вхід и VI 5 ) Відокремлення магнітних металів б ) Відокремлення важких немагнітних компонентів ФІГ. 1Б 22 21 18) Керування Фіг. 1Д Фіг. 2 23 54581 Фіг. З Фіг. 4 5 24 25 54581 530, 26 ОS O Фіг. 6 Підписано до друку 03 04 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for primary processing mixed waste, processing plant and buffer silos threrefor
Назва патенту російськоюСпособ первичной переработки смешанных отходов, перерабатывающая установка и промежуточные бункеры-накопители, используемые при этом
МПК / Мітки
МПК: B29B 17/02, B65G 47/51, B03B 9/06
Мітки: проміжними, перероблювальна, відходів, способу, переробки, установка, первинної, змішаних, бункерами-нагромаджувачами, спосіб, здійснення
Код посилання
<a href="https://ua.patents.su/13-54581-sposib-pervinno-pererobki-zmishanikh-vidkhodiv-pereroblyuvalna-ustanovka-z-promizhnimi-bunkerami-nagromadzhuvachami-dlya-zdijjsnennya-sposobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб первинної переробки змішаних відходів, перероблювальна установка з проміжними бункерами-нагромаджувачами для здійснення способу</a>
Спосіб термічної переробки твердих органічних відходів та установка для його здійснення
Номер патенту: 25813
Опубліковано: 30.10.1998
Автори: Кочевенко Іван Іванович, Ісаєв Володимир Миколайович
МПК: F23G 5/46, F23G 5/027
Мітки: спосіб, органічних, термічної, переробки, установка, відходів, твердих, здійснення
Формула / Реферат:
1. Спосіб термічної переробки твердих органічних відходів, що містить в собі подачу відходів в вертикальний реактор, сушку, нагрів і піроліз відходів газоподібним теплоносієм, вивід з реактора парогазової суміші і твердого залишку, який відрізняється тим, що в якості газоподібного теплоносія для піролізу застосовані циркулюючі гази піролізу, які нагрівають в автономній топці-теплообміннику продуктами спалювання піролізного газу, а для сушки і...
Спосіб переробки металовмісних промислових та побутових відходів на фрагментовану шихту, установка для його здійснення та фрагментована шихта
Номер патенту: 54356
Опубліковано: 17.02.2003
Автор: Петухов Ілья Володимирович
МПК: B30B 9/32
Мітки: відходів, спосіб, установка, фрагментовану, здійснення, шихту, фрагментована, переробки, промислових, шихта, побутових, металовмісних
Формула / Реферат:
1. Спосіб переробки металовмісних промислових та побутових відходів на фрагментовану шихту, при якому відходи ущільнюють за допомогою подавальних валків та фрагментують, який відрізняється тим, що відходи ущільнюють за допомогою зубчатих подавальних валків блока ущільнення, ущільнений матеріал фрагментують у дробарці, після чого послідовно просіюють його через решітки дробарки з отворами різного розміру та направляють в блок повітряного...
Спосіб первинної переробки відходів, які щонайменше частково містять вторинно використовувану сировину
Номер патенту: 54457
Опубліковано: 17.03.2003
Автори: Бендер Мартін, Ланген Міхаел, Хрістіані Йоахім, Хоберг Хайнц
МПК: B03B 9/06, B29B 17/02, B02C 23/08
Мітки: щонайменше, відходів, первинної, сировину, містять, переробки, використовувану, вторинної, частково, спосіб
Формула / Реферат:
1. Спосіб первинної переробки відходів, які щонайменше частково містять вторинно використовувану сировину, в основному пластмаси, картон, а також метали, при здійсненні якого крупні пластмасові відходи, що містяться у відходах, грубо подрібнюють, із розчинних відходів утворюють суспензію, дістають із суспензії важку фракцію і відокремлюють від суспензії дрібні тверді відходи, який відрізняється тим, що спочатку відходи для їх первинної...
Пристрій для первинної обробки , перетворення , остаточної переробки відходів будь-якого виду та спосіб знищення і утилізації відходів будь-якого виду
Номер патенту: 41263
Опубліковано: 17.09.2001
Автор: Кісс Гюнтер Х.
МПК: C10B 49/00, F27B 3/00, C10B 53/00, F27D 3/06
Мітки: будь-якого, обробки, знищення, переробки, перетворення, утилізації, пристрій, остаточної, спосіб, виду, первинної, відходів
Формула / Реферат:
1.Устройство для первичной обработки, преобразования и окончательной переработки отходов любого вида, содержащее блок загрузки, пресс, формирующий брикеты из отходов, реакторы предварительной низкотемпературной термообработки и высокотемпературной термообработки, отличающееся тем, что реакционные камеры реактора низкотемпературной термообработки без доступа кислорода и реактора с подводом кислорода жестко соединены между собой...
Спосіб виробництва рідкого металу та установка для здійснення способу
Номер патенту: 53721
Опубліковано: 17.02.2003
Автори: Захеді Парвіз, ШРЕЙ Гюнтер
МПК: C21B 13/14, C21B 13/00
Мітки: виробництва, рідкого, здійснення, установка, спосіб, способу, металу
Формула / Реферат:
1. Спосіб виробництва рідкого металу, зокрема рідкого переробного чавуну (9) або рідких напівфабрикатів сталі, з носіїв металу, зокрема частково або повністю відновленого губчастого заліза (3), в плавильно-газифікаційному апараті (1), в якому при подачі матеріалу, що містить вуглець, що щонайменше частково складається з дрібного вугілля (16) і вугільного пилу (13), і при подачі кисню або газу, що містить кисень, носії металу плавлять у шарі...
Попередній патент: Вібраційний грохот
Наступний патент: Гомогенізатор рідких продуктів
Випадковий патент: Спосіб "діма чрл" визначення типу міжпівкульової асиметрії людини