Зернистий абразивний матеріал, спосіб його формування та спосіб полірування виробу з використанням зернистого абразивного матеріалу

Формула / Реферат
1. Зернистий абразивний матеріал, який містить:
частинки оксиду алюмінію, які включають перехідний оксид алюмінію та щонайменше 5,0 мас. % аморфної фази, причому частинки оксиду алюмінію мають щільність, не більшу за 3,20 г/см3.
2. Зернистий абразивний матеріал за п. 1, в якому перехідний оксид алюмінію містить щонайменше одну з фаз, якими є гамма-фаза оксиду алюмінію та дельта-фаза оксиду алюмінію.
3. Зернистий абразивний матеріал за п. 2, в якому перехідний оксид алюмінію містить дельта-фазу оксиду алюмінію.
4. Зернистий абразивний матеріал за п. 2, в якому частинки оксиду алюмінію містять не менше, ніж близько 20 мас. % гамма-фази оксиду алюмінію.
5. Зернистий абразивний матеріал за п. 1, в якому перехідний оксид алюмінію містить тета-фазу оксиду алюмінію.
6. Зернистий абразивний матеріал за п. 2, в якому частинки оксиду алюмінію містять не менше, ніж близько 5 мас. % тета-фази оксиду алюмінію.
7. Зернистий абразивний матеріал за п. 1, в якому частинки оксиду алюмінію містять не менше, ніж 10 мас. % аморфної фази.
8. Зернистий абразивний матеріал за п. 1, в якому частинки оксиду алюмінію містять не менше, ніж 5,0 мас. % аморфної фази, і не більше, ніж 40 мас. % аморфної фази пропорційно до частинок, які містять в основному перехідний оксид алюмінію.
9. Зернистий абразивний матеріал за п. 1, в якому частинки оксиду алюмінію мають щільність, не більшу, ніж близько 3,00 г/см3.
10. Зернистий абразивний матеріал за п. 1, в якому частинки оксиду алюмінію мають питому площу поверхні, не меншу, ніж близько 100 м2/г.
11. Зернистий абразивний матеріал за п. 1, в якому частинки оксиду алюмінію є пластинчастоподібними і мають первинне аспектне співвідношення не менше, ніж близько 3:1, і вторинне аспектне співвідношення не менше, ніж 3:1.
12. Зернистий абразивний матеріал за п. 1, в якому частинки оксиду алюмінію є голкоподібними і мають первинне аспектне співвідношення не менше, ніж близько 3:1, і вторинне аспектне співвідношення не менше, ніж 3:1.
13. Зернистий абразивний матеріал за п. 1, в якому частинки оксиду алюмінію мають середній розмір первинних частинок, не більший за близько 85 нм.
14. Зернистий абразивний матеріал за п. 1, в якому частинки оксиду алюмінію мають середній розмір вторинних частинок, не більший за близько 200 нм.
15. Зернистий абразивний матеріал за п. 14, в якому середній розмір вторинних частинок не більший за близько 150 нм.
16. Зернистий абразивний матеріал за п. 1, в якому зернистий абразивний матеріал диспергований у водну суспензію.
17. Зернистий абразивний матеріал за п. 16, в якому суспензія має колоїдальну стабільність, яка була визначена як така, що має висоту осадження близько 0,0 мм після 3 днів.
18. Зернистий абразивний матеріал за п. 17, в якому суспензія має колоїдальну стабільність, яка була визначена як така, що має висоту осадження близько 0,0 мм після 6 днів.
19. Спосіб формування зернистого абразивного матеріалу, який включає: приготування сировинних частинок, які містять в основному перехідний оксид алюмінію; та помел сировинних частинок для формування частинок оксиду алюмінію, які містять перехідний оксид алюмінію і не менше, ніж близько 5,0 мас. % аморфної фази, причому частинки оксиду алюмінію мають щільність, не більшу, ніж близько 3,20 г/см3.
20. Спосіб за п. 19, в якому помел включає мокрий помел в кислотному розчині, який має рН, меншу за 5,0.
21. Спосіб за п. 20, в якому мокрий помел включає змелювання частинок перехідного оксиду алюмінію до середнього розміру вторинних частинок, не більшого за 200 нм.
22. Спосіб за п. 19, який додатково включає відпал алюмінійвмісного матеріалу для приготування сировинних частинок, в якому відпал алюмінійвмісного матеріалу включає нагрівання алюмінійвмісного матеріалу до температури, достатньої для конвертування алюмінійвмісного матеріалу у сировинні частинки, які містять головним чином перехідний оксид алюмінію.
23. Спосіб за п. 22, в якому відпал здійснюється при температурі, не більшій за близько 1250 °С.
24. Спосіб за п. 19, в якому спосіб додатково включає: висушування частинок оксиду алюмінію для формування сухого порошку оксиду алюмінію; та диспергування сухого порошку оксиду алюмінію в розчиннику для утворення абразивної суспензії.
25. Спосіб полірування поверхні оброблюваного виробу з провідного металу, який включає:
розміщення абразивної суспензії між оброблюваним виробом та притискаючим пристроєм для полірування, при цьому абразивна суспензія містить розчинник та частинки оксиду алюмінію, частинки оксиду алюмінію включають перехідний оксид алюмінію і не менше, ніж близько 5 мас. % аморфної фази, причому частинки оксиду алюмінію мають щільність, не більшу за близько 3,20 г/см3; і переміщення притискаючого пристрою та оброблюваного виробу один відносно одного.
Текст
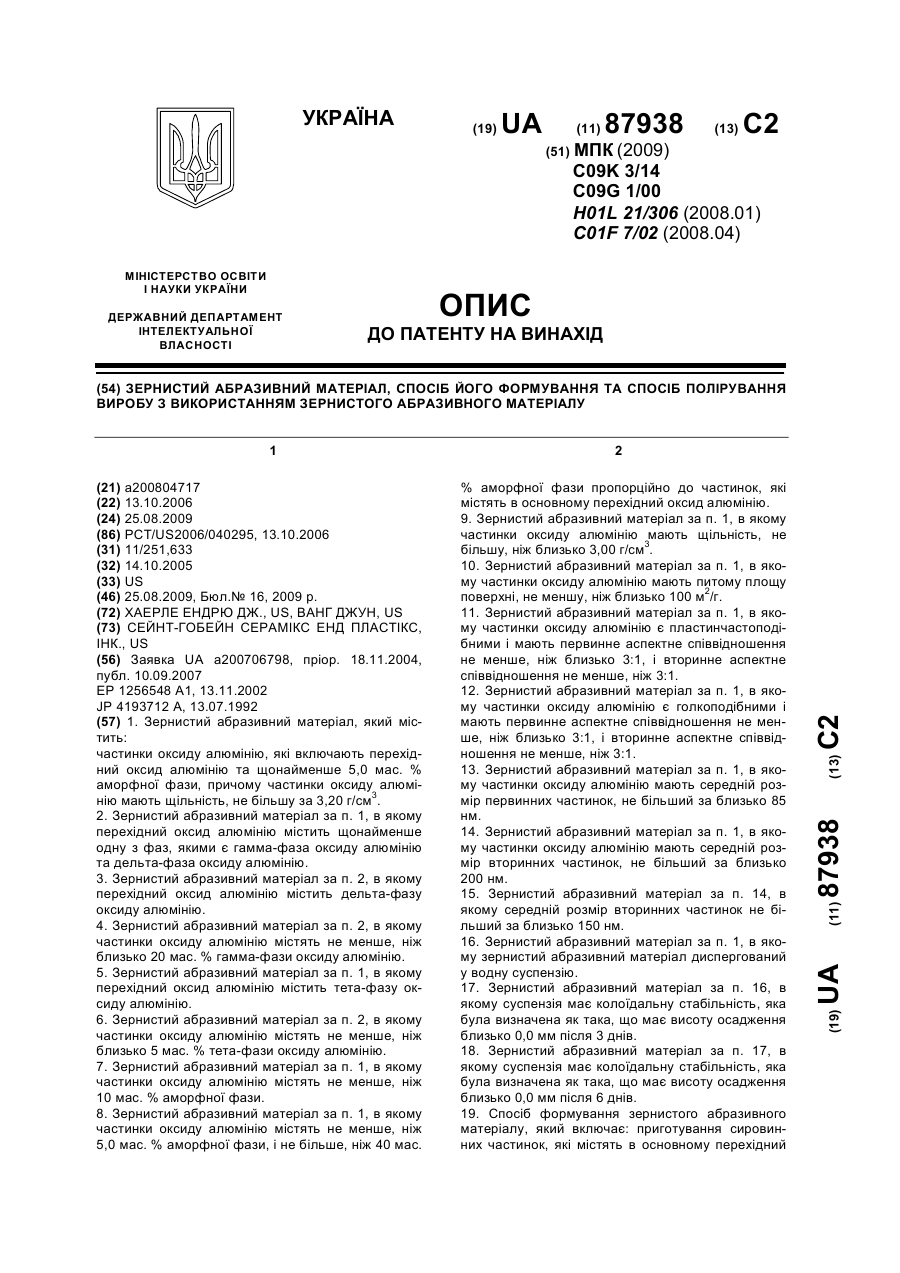
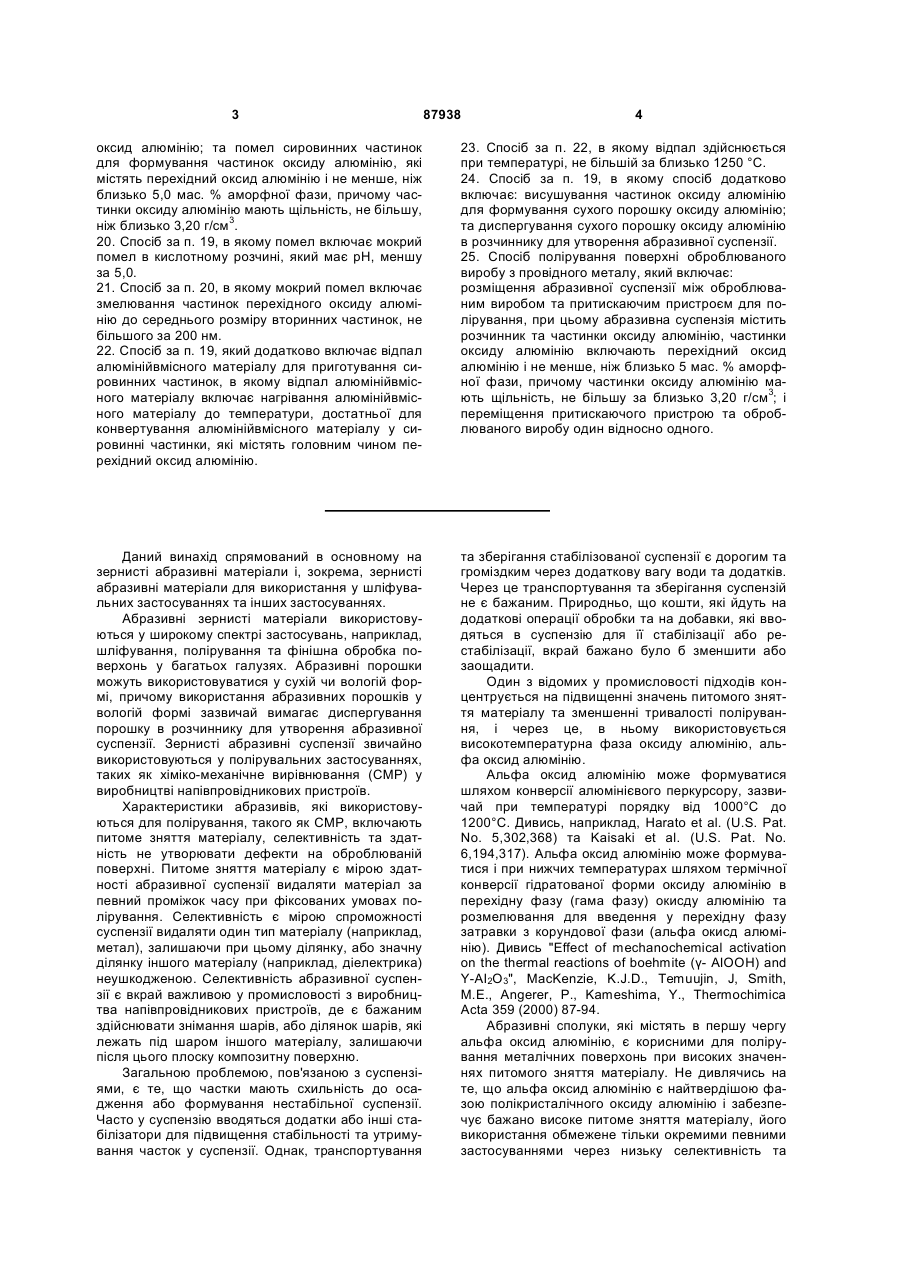
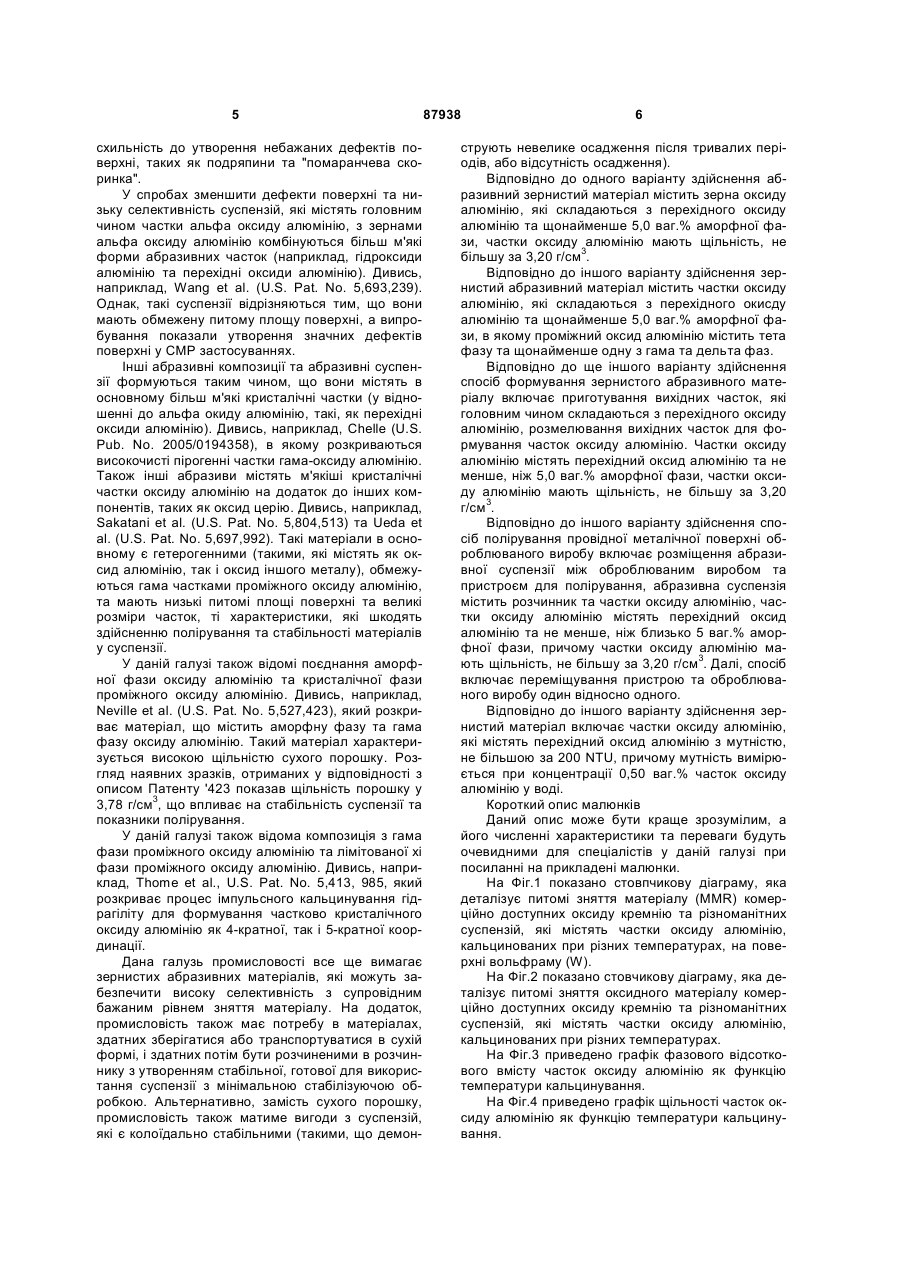
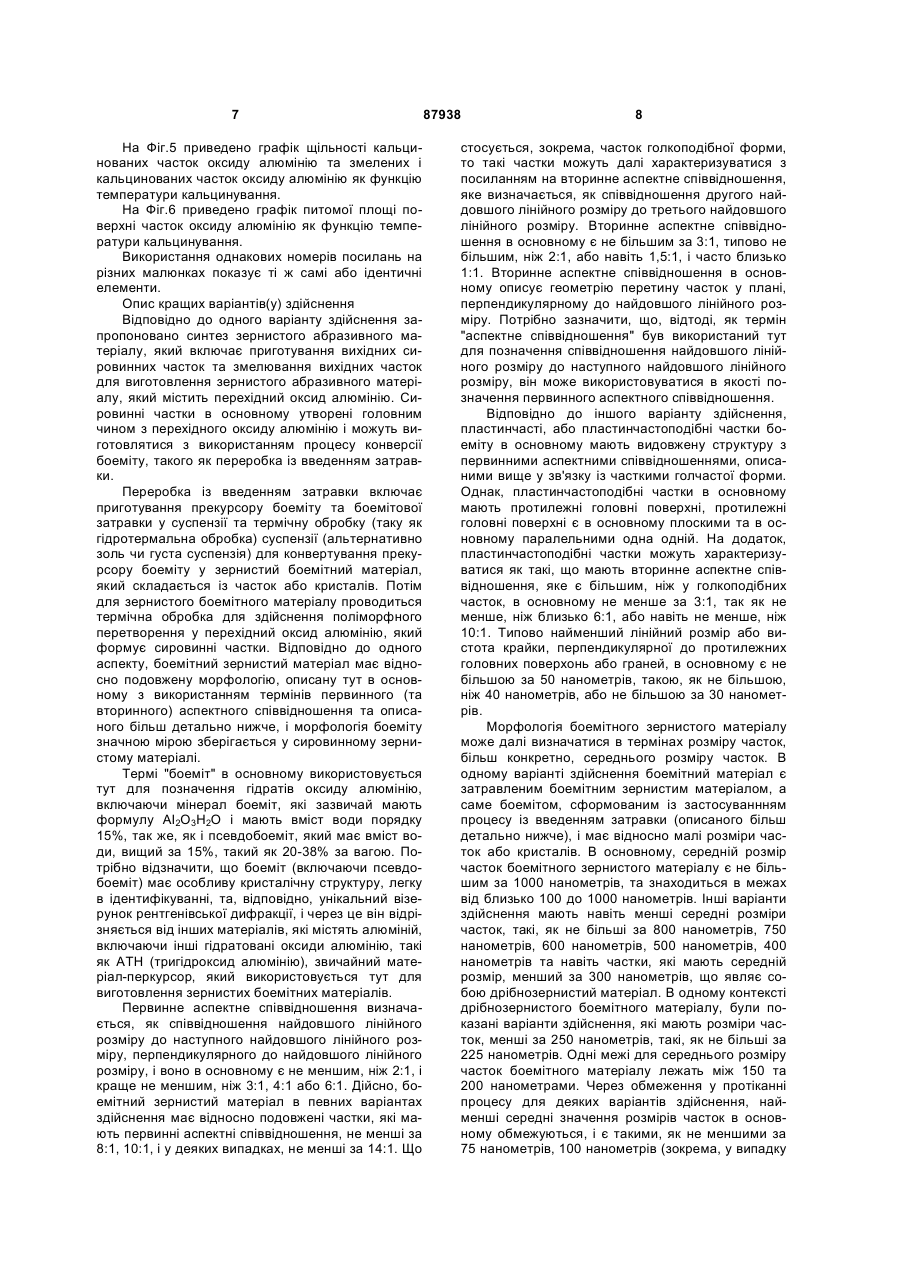
1. Зернистий абразивний матеріал, який містить: частинки оксиду алюмінію, які включають перехідний оксид алюмінію та щонайменше 5,0 мас. % аморфної фази, причому частинки оксиду алюмінію мають щільність, не більшу за 3,20 г/см3. 2. Зернистий абразивний матеріал за п. 1, в якому перехідний оксид алюмінію містить щонайменше одну з фаз, якими є гамма-фаза оксиду алюмінію та дельта-фаза оксиду алюмінію. 3. Зернистий абразивний матеріал за п. 2, в якому перехідний оксид алюмінію містить дельта-фазу оксиду алюмінію. 4. Зернистий абразивний матеріал за п. 2, в якому частинки оксиду алюмінію містять не менше, ніж близько 20 мас. % гамма-фази оксиду алюмінію. 5. Зернистий абразивний матеріал за п. 1, в якому перехідний оксид алюмінію містить тета-фазу оксиду алюмінію. 6. Зернистий абразивний матеріал за п. 2, в якому частинки оксиду алюмінію містять не менше, ніж близько 5 мас. % тета-фази оксиду алюмінію. 7. Зернистий абразивний матеріал за п. 1, в якому частинки оксиду алюмінію містять не менше, ніж 10 мас. % аморфної фази. 8. Зернистий абразивний матеріал за п. 1, в якому частинки оксиду алюмінію містять не менше, ніж 5,0 мас. % аморфної фази, і не більше, ніж 40 мас. 2 (19) 1 3 87938 4 оксид алюмінію; та помел сировинних частинок для формування частинок оксиду алюмінію, які містять перехідний оксид алюмінію і не менше, ніж близько 5,0 мас. % аморфної фази, причому частинки оксиду алюмінію мають щільність, не більшу, ніж близько 3,20 г/см3. 20. Спосіб за п. 19, в якому помел включає мокрий помел в кислотному розчині, який має рН, меншу за 5,0. 21. Спосіб за п. 20, в якому мокрий помел включає змелювання частинок перехідного оксиду алюмінію до середнього розміру вторинних частинок, не більшого за 200 нм. 22. Спосіб за п. 19, який додатково включає відпал алюмінійвмісного матеріалу для приготування сировинних частинок, в якому відпал алюмінійвмісного матеріалу включає нагрівання алюмінійвмісного матеріалу до температури, достатньої для конвертування алюмінійвмісного матеріалу у сировинні частинки, які містять головним чином перехідний оксид алюмінію. 23. Спосіб за п. 22, в якому відпал здійснюється при температурі, не більшій за близько 1250 °С. 24. Спосіб за п. 19, в якому спосіб додатково включає: висушування частинок оксиду алюмінію для формування сухого порошку оксиду алюмінію; та диспергування сухого порошку оксиду алюмінію в розчиннику для утворення абразивної суспензії. 25. Спосіб полірування поверхні оброблюваного виробу з провідного металу, який включає: розміщення абразивної суспензії між оброблюваним виробом та притискаючим пристроєм для полірування, при цьому абразивна суспензія містить розчинник та частинки оксиду алюмінію, частинки оксиду алюмінію включають перехідний оксид алюмінію і не менше, ніж близько 5 мас. % аморфної фази, причому частинки оксиду алюмінію мають щільність, не більшу за близько 3,20 г/см3; і переміщення притискаючого пристрою та оброблюваного виробу один відносно одного. Даний винахід спрямований в основному на зернисті абразивні матеріали і, зокрема, зернисті абразивні матеріали для використання у шліфувальних застосуваннях та інших застосуваннях. Абразивні зернисті матеріали використовуються у широкому спектрі застосувань, наприклад, шліфування, полірування та фінішна обробка поверхонь у багатьох галузях. Абразивні порошки можуть використовуватися у сухій чи вологій формі, причому використання абразивних порошків у вологій формі зазвичай вимагає диспергування порошку в розчиннику для утворення абразивної суспензії. Зернисті абразивні суспензії звичайно використовуються у полірувальних застосуваннях, таких як хіміко-механічне вирівнювання (СМР) у виробництві напівпровідникових пристроїв. Характеристики абразивів, які використовуються для полірування, такого як СМР, включають питоме зняття матеріалу, селективність та здатність не утворювати дефекти на оброблюваній поверхні. Питоме зняття матеріалу є мірою здатності абразивної суспензії видаляти матеріал за певний проміжок часу при фіксованих умовах полірування. Селективність є мірою спроможності суспензії видаляти один тип матеріалу (наприклад, метал), залишаючи при цьому ділянку, або значну ділянку іншого матеріалу (наприклад, діелектрика) неушкодженою. Селективність абразивної суспензії є вкрай важливою у промисловості з виробництва напівпровідникових пристроїв, де є бажаним здійснювати знімання шарів, або ділянок шарів, які лежать під шаром іншого матеріалу, залишаючи після цього плоску композитну поверхню. Загальною проблемою, пов'язаною з суспензіями, є те, що частки мають схильність до осадження або формування нестабільної суспензії. Часто у суспензію вводяться додатки або інші стабілізатори для підвищення стабільності та утримування часток у суспензії. Однак, транспортування та зберігання стабілізованої суспензії є дорогим та громіздким через додаткову вагу води та додатків. Через це транспортування та зберігання суспензій не є бажаним. Природньо, що кошти, які йдуть на додаткові операції обробки та на добавки, які вводяться в суспензію для її стабілізації або рестабілізації, вкрай бажано було б зменшити або заощадити. Один з відомих у промисловості підходів концентрується на підвищенні значень питомого зняття матеріалу та зменшенні тривалості полірування, і через це, в ньому використовується високотемпературна фаза оксиду алюмінію, альфа оксид алюмінію. Альфа оксид алюмінію може формуватися шляхом конверсії алюмінієвого перкурсору, зазвичай при температурі порядку від 1000°С до 1200°С. Дивись, наприклад, Harato et al. (U.S. Pat. No. 5,302,368) та Kaisaki et al. (U.S. Pat. No. 6,194,317). Альфа оксид алюмінію може формуватися і при нижчих температурах шляхом термічної конверсії гідратованої форми оксиду алюмінію в перехідну фазу (гама фазу) окисду алюмінію та розмелювання для введення у перехідну фазу затравки з корундової фази (альфа окисд алюмінію). Дивись "Effect of mechanochemical activation on the thermal reactions of boehmite (γ- ΑΙΟΟΗ) and Y-AI2O3", MacKenzie, K.J.D., Temuujin, J, Smith, M.E., Angerer, P., Kameshima, Y., Thermochimica Acta 359 (2000) 87-94. Абразивні сполуки, які містять в першу чергу альфа оксид алюмінію, є корисними для полірування металічних поверхонь при високих значеннях питомого зняття матеріалу. Не дивлячись на те, що альфа оксид алюмінію є найтвердішою фазою полікристалічного оксиду алюмінію і забезпечує бажано високе питоме зняття матеріалу, його використання обмежене тільки окремими певними застосуваннями через низьку селективність та 5 схильність до утворення небажаних дефектів поверхні, таких як подряпини та "помаранчева скоринка". У спробах зменшити дефекти поверхні та низьку селективність суспензій, які містять головним чином частки альфа оксиду алюмінію, з зернами альфа оксиду алюмінію комбінуються більш м'які форми абразивних часток (наприклад, гідроксиди алюмінію та перехідні оксиди алюмінію). Дивись, наприклад, Wang et al. (U.S. Pat. No. 5,693,239). Однак, такі суспензії відрізняються тим, що вони мають обмежену питому площу поверхні, а випробування показали утворення значних дефектів поверхні у СМР застосуваннях. Інші абразивні композиції та абразивні суспензії формуються таким чином, що вони містять в основному більш м'які кристалічні частки (у відношенні до альфа окиду алюмінію, такі, як перехідні оксиди алюмінію). Дивись, наприклад, Chelle (U.S. Pub. No. 2005/0194358), в якому розкриваються високочисті пірогенні частки гама-оксиду алюмінію. Також інші абразиви містять м'якіші кристалічні частки оксиду алюмінію на додаток до інших компонентів, таких як оксид церію. Дивись, наприклад, Sakatani et al. (U.S. Pat. No. 5,804,513) та Ueda et al. (U.S. Pat. No. 5,697,992). Такі матеріали в основному є гетерогенними (такими, які містять як оксид алюмінію, так і оксид іншого металу), обмежуються гама частками проміжного оксиду алюмінію, та мають низькі питомі площі поверхні та великі розміри часток, ті характеристики, які шкодять здійсненню полірування та стабільності матеріалів у суспензії. У даній галузі також відомі поєднання аморфної фази оксиду алюмінію та кристалічної фази проміжного оксиду алюмінію. Дивись, наприклад, Neville et al. (U.S. Pat. No. 5,527,423), який розкриває матеріал, що містить аморфну фазу та гама фазу оксиду алюмінію. Такий матеріал характеризується високою щільністю сухого порошку. Розгляд наявних зразків, отриманих у відповідності з описом Патенту '423 показав щільність порошку у 3,78 г/см3, що впливає на стабільність суспензії та показники полірування. У даній галузі також відома композиція з гама фази проміжного оксиду алюмінію та лімітованої хі фази проміжного оксиду алюмінію. Дивись, наприклад, Thome et al., U.S. Pat. No. 5,413, 985, який розкриває процес імпульсного кальцинування гідрагіліту для формування частково кристалічного оксиду алюмінію як 4-кратної, так і 5-кратної координації. Дана галузь промисловості все ще вимагає зернистих абразивних матеріалів, які можуть забезпечити високу селективність з супровідним бажаним рівнем зняття матеріалу. На додаток, промисловість також має потребу в матеріалах, здатних зберігатися або транспортуватися в сухій формі, і здатних потім бути розчиненими в розчиннику з утворенням стабільної, готової для використання суспензії з мінімальною стабілізуючою обробкою. Альтернативно, замість сухого порошку, промисловість також матиме вигоди з суспензій, які є колоїдально стабільними (такими, що демон 87938 6 струють невелике осадження після тривалих періодів, або відсутність осадження). Відповідно до одного варіанту здійснення абразивний зернистий матеріал містить зерна оксиду алюмінію, які складаються з перехідного оксиду алюмінію та щонайменше 5,0 ваг.% аморфної фази, частки оксиду алюмінію мають щільність, не більшу за 3,20 г/см3. Відповідно до іншого варіанту здійснення зернистий абразивний матеріал містить частки оксиду алюмінію, які складаються з перехідного окисду алюмінію та щонайменше 5,0 ваг.% аморфної фази, в якому проміжний оксид алюмінію містить тета фазу та щонайменше одну з гама та дельта фаз. Відповідно до ще іншого варіанту здійснення спосіб формування зернистого абразивного матеріалу включає приготування вихідних часток, які головним чином складаються з перехідного оксиду алюмінію, розмелювання вихідних часток для формування часток оксиду алюмінію. Частки оксиду алюмінію містять перехідний оксид алюмінію та не менше, ніж 5,0 ваг.% аморфної фази, частки оксиду алюмінію мають щільність, не більшу за 3,20 г/см3. Відповідно до іншого варіанту здійснення спосіб полірування провідної металічної поверхні оброблюваного виробу включає розміщення абразивної суспензії між оброблюваним виробом та пристроєм для полірування, абразивна суспензія містить розчинник та частки оксиду алюмінію, частки оксиду алюмінію містять перехідний оксид алюмінію та не менше, ніж близько 5 ваг.% аморфної фази, причому частки оксиду алюмінію мають щільність, не більшу за 3,20 г/см3. Далі, спосіб включає переміщування пристрою та оброблюваного виробу один відносно одного. Відповідно до іншого варіанту здійснення зернистий матеріал включає частки оксиду алюмінію, які містять перехідний оксид алюмінію з мутністю, не більшою за 200 NTU, причому мутність вимірюється при концентрації 0,50 ваг.% часток оксиду алюмінію у воді. Короткий опис малюнків Даний опис може бути краще зрозумілим, а його численні характеристики та переваги будуть очевидними для спеціалістів у даній галузі при посиланні на прикладені малюнки. На Фіг.1 показано стовпчикову діаграму, яка деталізує питомі зняття матеріалу (MMR) комерційно доступних оксиду кремнію та різноманітних суспензій, які містять частки оксиду алюмінію, кальцинованих при різних температурах, на поверхні вольфраму (W). На Фіг.2 показано стовчикову діаграму, яка деталізує питомі зняття оксидного матеріалу комерційно доступних оксиду кремнію та різноманітних суспензій, які містять частки оксиду алюмінію, кальцинованих при різних температурах. На Фіг.3 приведено графік фазового відсоткового вмісту часток оксиду алюмінію як функцію температури кальцинування. На Фіг.4 приведено графік щільності часток оксиду алюмінію як функцію температури кальцинування. 7 На Фіг.5 приведено графік щільності кальцинованих часток оксиду алюмінію та змелених і кальцинованих часток оксиду алюмінію як функцію температури кальцинування. На Фіг.6 приведено графік питомої площі поверхні часток оксиду алюмінію як функцію температури кальцинування. Використання однакових номерів посилань на різних малюнках показує ті ж самі або ідентичні елементи. Опис кращих варіантів(у) здійснення Відповідно до одного варіанту здійснення запропоновано синтез зернистого абразивного матеріалу, який включає приготування вихідних сировинних часток та змелювання вихідних часток для виготовлення зернистого абразивного матеріалу, який містить перехідний оксид алюмінію. Сировинні частки в основному утворені головним чином з перехідного оксиду алюмінію і можуть виготовлятися з використанням процесу конверсії боеміту, такого як переробка із введенням затравки. Переробка із введенням затравки включає приготування прекурсору боеміту та боемітової затравки у суспензії та термічну обробку (таку як гідротермальна обробка) суспензії (альтернативно золь чи густа суспензія) для конвертування прекурсору боеміту у зернистий боемітний матеріал, який складається із часток або кристалів. Потім для зернистого боемітного матеріалу проводиться термічна обробка для здійснення поліморфного перетворення у перехідний оксид алюмінію, який формує сировинні частки. Відповідно до одного аспекту, боемітний зернистий матеріал має відносно подовжену морфологію, описану тут в основному з використанням термінів первинного (та вторинного) аспектного співвідношення та описаного більш детально нижче, і морфологія боеміту значною мірою зберігається у сировинному зернистому матеріалі. Термі "боеміт" в основному використовується тут для позначення гідратів оксиду алюмінію, включаючи мінерал боеміт, які зазвичай мають формулу АІ2О3Н2О і мають вміст води порядку 15%, так же, як і псевдобоеміт, який має вміст води, вищий за 15%, такий як 20-38% за вагою. Потрібно відзначити, що боеміт (включаючи псевдобоеміт) має особливу кристалічну структуру, легку в ідентифікуванні, та, відповідно, унікальний візерунок рентгенівської дифракції, і через це він відрізняється від інших матеріалів, які містять алюміній, включаючи інші гідратовані оксиди алюмінію, такі як ΑΤΗ (тригідроксид алюмінію), звичайний матеріал-перкурсор, який використовується тут для виготовлення зернистих боемітних матеріалів. Первинне аспектне співвідношення визначається, як співвідношення найдовшого лінійного розміру до наступного найдовшого лінійного розміру, перпендикулярного до найдовшого лінійного розміру, і воно в основному є не меншим, ніж 2:1, і краще не меншим, ніж 3:1, 4:1 або 6:1. Дійсно, боемітний зернистий матеріал в певних варіантах здійснення має відносно подовжені частки, які мають первинні аспектні співвідношення, не менші за 8:1, 10:1, і у деяких випадках, не менші за 14:1. Що 87938 8 стосується, зокрема, часток голкоподібної форми, то такі частки можуть далі характеризуватися з посиланням на вторинне аспектне співвідношення, яке визначається, як співвідношення другого найдовшого лінійного розміру до третього найдовшого лінійного розміру. Вторинне аспектне співвідношення в основному є не більшим за 3:1, типово не більшим, ніж 2:1, або навіть 1,5:1, і часто близько 1:1. Вторинне аспектне співвідношення в основному описує геометрію перетину часток у плані, перпендикулярному до найдовшого лінійного розміру. Потрібно зазначити, що, відтоді, як термін "аспектне співвідношення" був використаний тут для позначення співвідношення найдовшого лінійного розміру до наступного найдовшого лінійного розміру, він може використовуватися в якості позначення первинного аспектного співвідношення. Відповідно до іншого варіанту здійснення, пластинчасті, або пластинчастоподібні частки боеміту в основному мають видовжену структуру з первинними аспектними співвідношеннями, описаними вище у зв'язку із часткими голчастої форми. Однак, пластинчастоподібні частки в основному мають протилежні головні поверхні, протилежні головні поверхні є в основному плоскими та в основному паралельними одна одній. На додаток, пластинчастоподібні частки можуть характеризуватися як такі, що мають вторинне аспектне співвідношення, яке є більшим, ніж у голкоподібних часток, в основному не менше за 3:1, так як не менше, ніж близько 6:1, або навіть не менше, ніж 10:1. Типово найменший лінійний розмір або вистота крайки, перпендикулярної до протилежних головних поверхонь або граней, в основному є не більшою за 50 нанометрів, такою, як не більшою, ніж 40 нанометрів, або не більшою за 30 нанометрів. Морфологія боемітного зернистого матеріалу може далі визначатися в термінах розміру часток, більш конкретно, середнього розміру часток. В одному варіанті здійснення боемітний матеріал є затравленим боемітним зернистим матеріалом, а саме боемітом, сформованим із застосуваннням процесу із введенням затравки (описаного більш детально нижче), і має відносно малі розміри часток або кристалів. В основному, середній розмір часток боемітного зернистого матеріалу є не більшим за 1000 нанометрів, та знаходиться в межах від близько 100 до 1000 нанометрів. Інші варіанти здійснення мають навіть менші середні розміри часток, такі, як не більші за 800 нанометрів, 750 нанометрів, 600 нанометрів, 500 нанометрів, 400 нанометрів та навіть частки, які мають середній розмір, менший за 300 нанометрів, що являє собою дрібнозернистий матеріал. В одному контексті дрібнозернистого боемітного матеріалу, були показані варіанти здійснення, які мають розміри часток, менші за 250 нанометрів, такі, як не більші за 225 нанометрів. Одні межі для середнього розміру часток боемітного матеріалу лежать між 150 та 200 нанометрами. Через обмеження у протіканні процесу для деяких варіантів здійснення, найменші середні значення розмірів часток в основному обмежуються, і є такими, як не меншими за 75 нанометрів, 100 нанометрів (зокрема, у випадку 9 пластинчастих прекурсорних зернистих матеріалів з мінімальним розміром часток у 110 нанометрів), 125 нанометрів або 135 нанометрів. Використаний тут термін, "середній розмір часток" у зв'язку з боемітним зернистим матеріалом з високим аспектним співвідношенням, використовується для позначення середнього найдовшого або лінійного розміру часток. Через подовжену морфологію в таких здійсненнях загальновживана технологія визначення параметрів в загальному не підходить для вимірювання середнього розміру часток, так як технологія визначення параметрів в основному базується на тому припущенні, що частки є сферичними або близькими до сферичних. Таким чином, середній розмір часток був визначений шляхом відбору численних репрезентативних зразків боемітного зернистого матеріалу та фізичного вимірювання розмірів часток, які знаходилися у репрезентативних зразках. Такі зразки можуть оброблятися з використанням різноманітних технологій визначення параметрів, таких як скануюча електронна мікроскопія (SEM). Термін "середній розмір часток" також позначає розмір первинних часток, який відноситься до часток, які можуть індивідуально ідентифікуватися, як у диспергованій, так і в агломерованій формі. Звичайно, агломерати мають порівняно більший середній розмір часток, і з метою розгляду боемітного матеріалу, даний опис не фокусується на розмірах агломератів. В одному варіанті здійснення затравлений боемітний зернистий матеріал має дрібний середній розмір часток. З цього погляду слід зазначити, що часто в літературі розміри часток, які розглядаються, не надаються в контексті середніх значень, як у цьому описі, а скоріше в контексті номінальних меж розмірів часток, виявлених при фізичному дослідженні зразків боемітного матеріалу. Таким чином, середній розмір часток буде лежати усередині зазначених в галузі техніки меж з очікуваним Гаусівським розподіленням розмірів часток. Кажучи інакше, коли технології, відомі з попереднього рівня техніки, можуть описувати дрібні розміри часток, такий опис дрібних розмірів головним чином показує нижню спостережену межу розподілу розмірів часток, а не середній розмір часток. Так же, подібним чином, вищезазначені аспектні співвідношення в основному співвідносяться із середнім аспектним співвідношенням, отриманим від репрезентативної вибірки зразків, скоріше, аніж верхньою та нижньою межами, які асоціюються з аспектними співвідношеннями зернистого матеріалу-прекурсору. Часто в літературі зазначені аспектні співвідношення не приведені у контексті середніх значень, як у даному описі, а скоріше в контексті номінальних меж аспектних співвідношень, отриманих від фізичних досліджень зразків зернистого матеріалу-прекурсору. Таким чином, середнє аспектне співвідношення буде лежати усередині вказаного у попередньому рівні техніки проміжку, в основному близько до середнього арифметичного значення вказаного проміжку для очікуваного Гаусівського розподілу морфології часток. Інакше кажучи, коли технології, які не базуються на використанні затравки, можуть зазна 87938 10 чати аспектне співвідношення, такі відомості в основному позначають нижню межу розподілення аспектного співвідношення, яке спостерігається, а не середнє аспектне співвідношення. На додаток до аспектного співвідношення та середнього розміру часток боемітного зернистого матеріалу, морфологія боемітного зернистого матеріалу може також характеризуватися з використанням терміна "питома площа поверхні". Тут використовувалася загальнодоступна технологія BET для вимірювання питомої площі поверхні боемітного зернистого матеріалу. Відповідно до наведених тут варіантів здійснення, боемітний зернистий матеріал може мати відносно високу питому площу поверхні, в основному не меншу, ніж 10 м2/г, таку, як не меншу за 50 м2/г, 70 м2/г, або не меншу за 90 м2/г. Так як питома площа поверхні є функцією як морфології часток, так і розміру часток, в основному питома площа поверхні варіантів здійснення була менша, ніж близько 400 м2/г, такою, як меншою за 350 або 300 м2/г. Специфічні межі для питомої площі поверхні складають від 75 м2/г до 200 м2/г. Звертаючись до деталей процесів, за якими може виготовлятися затравлений боемітний зернистий матеріал, в основному еліпсоїдний, голкоподібний або пластинчастоподібний боеміт формується з перкурсору боеміту, типово алюмінійвмісного матеріалу, включаючи бокситні мінерали, шляхом гідротермічної обробки, як в основному описано у патнеті загального користування, який було описано вище, Патент США № 4,797,139. Більш конкретно, затравлений боемітний зернистий матеріал може бути сформований шляхом поєднання прекурсору боеміту та боемітних затравок у суспензії, при піддаванні суспензії (альтернативно золя або густої суспензії) термічній обробці для спричинення перетворення сировинного матеріалу в боемітний зернистий матеріал, на який потім впливають боемітні затравки, які знаходяться у суспензії. Нагрівання в основному проводиться в автогенному середовищі, яке в автоклаві під високим тиском утворюється під час обробки. Величина рН суспензії в основному обирається меншою за 7, або більшою за 8, і затравлений боемітний матеріал має розмір часток, дрібніший за 0,5 мікрон. В основному затравочні частки присутні у кількості, більшій за близько 1% за вагою від боемітного прекурсору (обрахованого як АІ2О3), і нагрівання проводиться при температурі, більшій за 120°С, такій, як більшій за 125°С, або навіть більшій за 130°С, при тиску, який автогенерується, типово в межах близько 30 psi. Зернистий матеріал-перкурсор може бути виготовлений при подовжених режимах гідротермальної обробки з відносно низькими рівнями затравлювання та кислотним рН, що призводить до переважного росту боеміту вздовж однієї осі або двох осей. Більш тривала гідротермічна обробка може використовуватися для отримання навіть довшого та вищого аспектного співвідношення боемітних часток та/або більших часток взагалі. Після термічної обробки, такої, як гідротермічна обробка, та конверсії боеміту, рідинний вміст в основному видаляється, так як при процесі ульт 11 рафільтрації, або термічною обробкою для випаровування рідини, що залишилася. Потім отриману в результаті масу в основному подрібнюють, наприклад, до 100 mesh. Слід зазначити, що розмір часток, приведений тут, в основному скоріше описує одиничні кристали, які утворилися в результаті обробки, аніж агрегати, які могли залишитися в деяких варіантах здійснення (наприклад, для таких продуктів, які потребують агрегованих матеріалів). Відповідно до зібраних даних, декілька змінних можуть модифікуватися під час обробки боемітного зернистого матеріалу для досягнення бажаної морфології. Ці змінні включають масове співвідношення, яке є співвідношенням боемітного прекурсору до боемітної затравки, окремі типи або види кислоти чи основи, які використовуються при обробці (так же, як і відносний рівень рН), та температура (яка прямо пропорційна до тиску в автогенному гідротермальному середовищі) системи. Зокрема, коли масове співвідношення модифікується при підтриманні інших змінних постійними, форма і розмір часток, які формують зернистий боемітний матеріал, модифікуються. Нариклад, якщо обробка проводиться при 180°С протягом двох годин в 2 ваг.% розчині азотної кислоти, співвідношення 90:10 АТН:боемітна затравка призводить до формування голчастих часток (ΑΤΗ є різновидами боемітного прекурсору). На противагу, коли співвідношення АТН:боемітна затравка зменшується до значення 80:20, частки набувають більш еліптичної форми. Ще далі, якщо співвідношення ще знижується до 60:40, частки набувають майже сферичної форми. Таким чином, найбільш типові значення співвідношення боемітного прекурсору до боемітної затравки є не меншими за близько 60:40, такими, як не меншими, ніж 70:30 або 80:20. Однак, для забезпечення адекватних для отримання бажаної тонкої морфології часток рівнів затравлювання, масове співвідношення боемітного прекурсору до боемітних затравок в основному є не більшим за близько 98:2. Засновуючись на вищенаведеному, підвищення масового співвідношення в основному підвищує аспектне співвідношення, в той час як зниження масового співвідношення в основному знижує аспектне співвідношення. Далі, коли змінюється тип кислоти чи основи при підтримуванні інших змінних постійними, це впливає на форму (наприклад, аспектне співвідношення) та розмір часток. Наприклад, якщо обробка проводиться при температурі 180°С протягом двох годин зі співвідношенням АТН:боемітна затравка, рівним 90:10, у 2ваг.% розчині азотної кислоти, синтезовані частки є в основному голчастими, на противагу, коли кислота замінюється на НСІ у кількості 1 ваг.% або менше, синтезовані частки в основному набувають майже сферичної форми. Коли використовується 2 ваг.% чи більше НСІ, синтезовані частки стають в основному голчастими. При 1 ваг.% мурашиної кислоти синтезовані частки є пластинчастоподібними. Далі, при використанні основного розчину, такого як 1 ваг.% КОН, синтезовані частки є пластинчастоподібними. Якщо використовується суміш кислот та основ, 87938 12 така, як 1 ваг.% КОН та 0,7 ваг.% азотної кислоти, морфологія синтезованих часток є пластинчастоподібною. Повинно бути зрозумілим, що вищезазначені величини ваг.% кислот та основ засновані на вмісті твердої фази тільки відповідних суспензій з взвішеними речовинами або густих суспензій і, таким чином, не засновані на загальній вазі % загальної ваги густих суспензій. Придатні кислоти та основи включають мінеральні кислоти, такі, як азотна кислота, органічні кислоти, такі, як мурашина кислота, галогенові кислоти, такі, як гідрохлоридна кислота, та кислотні солі, такі, як нітрат алюмінію та сульфат магнію. Ефективні основи включають, наприклад, аміни, включаючи аміак, лужні гідроксиди, такі як гідроксид калію, лужноземельні гідроксиди, такі, як гідроксид кальцію, та основні солі. Ще далі, якщо модифікується температура при підтримуванні інших змінних постійними, типово зміни відбуваються у розмірах часток. Наприклад, якщо обробка проводиться при співвідношенні АТН:боемітна затравка 90:10 у 2 ваг.% розчині азотної кислоти при 150°С протягом двох годин, розмір кристалів, отриманий з використанням XRD (визначення параметрів за допомогою рентгенівської дифракції), складав 115 ангстрем. Однак, при 160°С середній розмір часток складав 143 ангстреми. Таким чином, якщо температура підвищується, то розміри часток також збільшуються, виявляючи прямо пропорційну залежність між розмірами часток та температурою. Відповідно до варіантів здійснення, викладених тут, відносно потужна та гнучка морфологія процесу може бути задіяна для отримування бажаної морфології боемітного зернистого матеріалу. Особливо слід зазначити, що у здійсненнях використовується затравочна обробка, яка є ефективним шляхом обробки з точки зору заощаджування коштів, з високим рівнем контролю за процесом, що може призводити до отримання як бажаних дрібних розмірів часток, так як і контрольованого розподілу розмірів часток. Комбінація (і) ідентифікуючих та управляючих ключових змінних в морфології процесу, таких як вагове співвідношення, кислотні та основні додатки та температура, та (іі) технологія, заснована на затравлюванні, що є особливо важливим, забезпечують повторюване та контрольоване отримання бажаних морфологій боемітного зернистого матеріалу. Попереднє обговорення отримання боемітного зернистого матеріалу шляхом затравочної обробки відноситься до одного варіанту здійснення. В іншому здійсненні боемітний зернистий матеріал може бути отриманий шляхом обробки без використання затравки, і як такий може використовуватися комерційно доступний боеміт, такий як Sasol Р2К, Disperal, Disperal 20, 40 and 60. В цьому випадку боеміт може мати обмежену анізотропну морфологію і може бути в основному ізотропним на відміну від здійснень, описаних вище. В той час, як вищенаведений опис фокусується на придатному боемітному зернистому матеріалі та отриманні такого матеріалу, окремий аспект даного винаходу полягає в подальшій обробці боемітного зернистого матеріалу в сировинний зер 13 нистий матеріал, який містить перехідний оксид алюмінію. Для цього боеміт піддається термічній обробці кальцинуванням при температурі, достатній для спричинення трансформації в перехідний оксид алюмінію, який містить головним чином перехідну фазу оксиду алюмінію, або комбінацію перехідних фаз. Для більшої ясності, слід зазначити, що визначення "головним чином" перехідна фаза оксиду алюмінію або комбінація перехідних фаз в основному відноситься до щонайменше 80 ваг.%, в основному щонайменше 90 ваг.%, такої, як щонайменше 95 ваг.% перехідної фази (фаз) оксиду алюмінію. Температура кальцинування залежить, частково, від типу боемітного зернистого матеріалу та часу, потрібного для конвертування боемітного зернистого матеріалу в перехідний оксид алюмінію. В основному температура кальцинування є не більшою за 1250°С. Для інших варіантів здійснення використовується температура не більша за 1100°С, 1000°С або навіть 900°С. Типово, у варіантах здійснення використовується температура кальцинування не менша, ніж близько 500°С, така як не менша за 600°С, а для типових здійснень температура кальцинування знаходиться в межах від близько 700°С до 1100°С. Придатна тривалість кальцинування залежить частково від боемітного зернистого матеріалу та бажаної композиції матеріалу перехідного оксиду алюмінію. Типово, кальцинування проводиться не довше, ніж близько 5 годин, в основному в межах від близько 1 до близько 4 годин, або від 1 до 3 годин. Буде зрозумілим, що напрямки здійснення обробки, описані вище, не є обмежувальними і є лише ілюстрацією можливих етапів, які полегшують формування сировинного перехідного оксиду алюмінію. Сировинний матеріал, який отримується в результаті, може головним чином складатися з перехідного оксиду алюмінію, такого, як гама фаза оксиду алюмінію або комбінація гама фази та дельта фази, або гама-, дельта - та тета фаз оксиду алюмінію, або дельта- та тета фаз. Кальцинування може проводитися в різних середовищах, включаючи середовища з контрольованими атмосферою та тиском. Через те, що кальцинування в основному проводиться для спричинення фазових змін в боемітному зернистому матеріалі, а не для хімічного реагування, і так як матеріал, що отримується в результаті, є головним чином оксидом, не потрібно залучати середовища зі спеціальними умовами щодо атмосфери та тиску, за винятком, як для таких кінцевих продуктів оксиду алюмінію, які найбільше контролюються в їхній композиції та морфології. Згідно з однією частковою властивістю, морфологія боемітного зернистого матеріалу значною мірою підтримується у сировинному зернистому матеріалі. Таким чином бажані морфологічні властивості можуть бути отримані в боеміті відповідно до вищеописаного, і ці властивості значною мірою зберігаються у свіжосформованому зернистому матеріалі з перехідного оксиду алюмінію. Наприклад, варіанти здійснення показують, що вони зберігають щонайменше специфічну питому площу поверхні боемітного зернистого матеріалу, і в 87938 14 деяких випадках, притома площа поверхні збільшується на щонайменше 8%, 10%, 12%, 14% чи більше. Так як морфологія значною мірою зберігається у свіжесформованому перехідному оксиді алюмінію, вищенаданий опис, який стосується морфологічних властивостей боемітного зернистого матеріалу є також застосовним і до матеріалу з перехідного оксиду алюмінію. Відповідно до одного варіанту здійснення сировинний зернистий матеріал піддається розмелюванню. Таким чином кальцинований та розмелений зернистий матеріал може тут бути описаний, як абразивний зернистий матеріал. Варіанти здійснення абразивного зернистого матеріалу можуть мати відчутний вміст аморфної фази, так як і контрольовану щільність та більш дрібний розмір часток, як описано нижче. Відповідно до одного варіанту здійснення, сировинний зернистий матеріал піддається мокрому помолу у кислотному середовищі для підтримання стабільності та перешкоджання огелюванню часток. Величина рН суспензії для мокрого помолу в основному є не більшою, ніж близько 5,0, такою, як не більшою, ніж 4,5. Типово, рН є більшою, ніж близько 2,0, а для різноманітних робочих варіантів здійснення вона лежить в межах від близько 3,4 до 4,0. Для отримання бажаної величини рН можуть використовуватися різні кислоти. Азотна кислота є особливо придатною кислотою. Абразивний зернистий матеріал може висушуватися після мокрого помолу. Різноманітні способи сушіння можуть використовуватися, такі, як сушіння виморожуванням або будь-яка форма сушіння, яка не змінює значно характеристики порошку. Висушений зернистий матеріал може бути одразу ж диспергований для утворення суспензії, або альтернативно, сухий порошок може зберігатися та/або перевозитися та диспергуватися пізніше для утворення стабільної суспензії. Висушений зернистий матеріал може зберігатися протягом тривалих періодів часу в сухому або вимороженовисушеному стані і може бути диспергованим в рідинному середовищі для утворення стабільної суспензії. Здатність до утворення стабільної суспензії після довготривалих термінів зберігання в сухому стані полегшує упаковування та перевезення порошку без додаткових турбот щодо додавання розчинника та/або стабілізуючих добавок. На додачу, частки за даним винаходом можуть отримуватися високостабільними і можуть, таким чином, перевозитися без будь-якого осадження. Додаткова обробка розмеленого зернистого абразивного матеріалу може здійснюватися для подальшої модифікації характеристик часток. Наприклад, абразивний зернистий матеріал може піддаватися іонообмінній процедурі для змінення щільності сухого порошку. Наприклад, одна конкретна іонообмінна процедура включає поєднання розмеленого зернистого абразивного матеріалу зі смолою, такою, як IONAC® у ваговому співвідношенні близько 1:1,005 при рН, рівному 4, та перемішування поєднаних матеріалів протягом 12 годин. Після перемішування абразивного зернистого матеріалу частки просіюються, і результуючий абразивний зернистий матеріал має величину 15 щільності сухого порошку більшу, ніж змелений абразивний зернистий матеріал. Відповідно до одного варіанту здійснення абразивний зернистий матеріал містить два принципових компоненти, перехідний оксид алюмінію та алюмінійвмісну (таку, як оксид алюмінію) аморфну фазу. Відповідно до одного варіанту здійснення відсотковий вміст аморфної фази, присутньої в частках оксиду алюмінію, є не меншим, ніж близько 5,0 ваг.%, таким, як не меншим, ніж 10 ваг.%, 20 ваг.%, 25 ваг.%, або навіть 30 ваг.%. Вміст аморфної фази в основному обмежується, так, щоб вона була меншим компонентом, що означає, що він складає менше, ніж близько 50%. Типово цей аморфний компонент є не більшим за 45 ваг.% або навіть не більшим за близько 40%. Наприклад, аморфна фаза може бути присутньою в межах від не менше, ніж 5,0 ваг.% і менше, ніж близько 40 ваг.%. Для інших варіантів здійснення це значення може лежати усередині більш вузьких меж, таких, як вміст аморфної фази між близько 10 ваг.% та близько 40 ваг.%, або навіть в межах між від близько 20 ваг.% та близько 40 ваг.%. Щодо перехідного оксиду алюмінію, то ця кристалічна фаза в основному сформована зі щонайменше однієї або комбінації перехідних фаз оксиду алюмінію: хі, капа, гама, дельта та тета. В основному перехідний оксид алюмінію містить гама фазу і, безумовно, може бути найбільшою кристалічною фазою. В одному варіанті здійснення перехідний оксид алюмінію є головним чином гама фазою. Звертаючись до загального складу матеріалу, частки оксиду алюмінію, які формують абразивний зернистий матеріал, можуть містити не менше, ніж близько 10 ваг.% гама фази оксиду алюмінію, в основному не менше, ніж близько 20 ваг.% гама фази. Далі, перехідний оксид алюмінію може містити інші фази, особливо тета фазу. У варіантах здійснення, які містять тета фазу, гама фаза в основному залишається переважною кристалічною фазою. Частки оксиду алюмінію, які формують абразивний зернистий матеріал, можуть містити не менше, ніж 5 ваг.% тета фази оксиду алюмінію, так, як менше, ніж 10 ваг.% тета фази. Додатково, присутність гама фази оксиду алюмінію також може включати присутність дельта фази оксиду алюмінію, в залежності від температури кальцинування, так, як при температурах кальцинування, вищих ніж близько 1000°С, дельта фаза та гама фаза не розрізняються деякими характеризаційними техніками. Частки оксиду алюмінію, які формують абразивний зернистий матеріал, в основному містять аморфну фазу у кількості, взаємопов'язаній з кристалічною перехідною фазою(фазами), таким чином, що перехідна кристалічна фаза (фази) та аморфна фаза складають більшу частину загальної кількості часток. Типово комбінація перехідної кристалічної фази (фаз) та аморфної фази складає не менше, ніж близько 95 ваг.%, часто не менше, ніж близько 97 ваг.%, або навіть 99 ваг.% від часток оксиду алюмінію, які формують абразивний зернистий матеріал. Типово є бажаним, щоб аморфна фаза та перехідна фаза (фази) оксиду алюмінію формували всю кількість (100 ваг.%) матері 87938 16 алу з оксиду алюмінію. В будь-якому випадку, будь-які залишкові компоненти можуть включати забруднення, такі, як інші фази оксиду алюмінію (тобто корунд), метали чи інші оксиди, які можуть бути видалені при подальшій обробці. Відповідно до одного окремого випадку частки оксиду алюмінію, які утворюють зернистий абразивний матеріал, можуть мати щільність сухого порошку не більшу за 3,20 г/см3, таку, як не більшу за 3,00 г/см3 . Типово щільність сухого порошку часток оксиду алюмінію є не більшою, ніж близько 2,85 г/см3, 2,80 г/см3, або навіть не більшою за 2,75 г/см3. Значення щільності типово є не меншими за близько 2,00 г/см3, такі, як не менші, ніж 2,30 г/см3, або навіть не меншими за 2,40 г/см3. Тут слід відзначити, що відомі в даній галузі абразивні матеріали, включаючи як перехідний оксид алюмінію, так і аморфну фазу, в основному мають високу щільність. Наприклад, дослідження гама/аморфного матеріалу у відповідності з Патентом США № 5,527,423, виявили щільність близько 3,78 г/см3. Здається, що щільність зернистого матеріалу залежить не тільки від типу та кількості присутніх фаз, а може бути пов'язаною з іншими характеристиками. Не бажаючи прив'язуватися до якоїсь окремої теорії, слід вважати, що один параметр обробки, або комбінація цих параметрів може впливати на порівняно низькі щільності, відзначені вище. Такі параметри обробки можуть включати використання мокрого помолу, рівень рH, окремі кислотні добавки, такі, як азотна кислота, та загальний підхід до кальцинування-помолу. Звертаючись до інших характеристик слід зазначити, що частки оксиду алюмінію можуть мати питому площу поверхні не меншу за 100 м2/г, таку, як не меншу за 125 м2/г. Окремі здійснення мають вищі значення питомих площ поверхні, такі, як не менші за 150 м2/г, не менші за близько 160 м2/г, 175 м2/г, 190 м2/г, або навіть 200 м2/г. Питома площа поверхні може мати верхню межу, таку, як порядку 350 м2/г, типово 300 м2/г. Вказані питомі площі поверхні визначені за допомогою технології BET. Далі, частки оксиду алюмінію можуть мати видовжену морфологію, включаючи частки, які мають пластинчасту або голчасту форму, терміни було визначено вище у відношенні до сировинного зернистого матеріалу. Відповідно до одного здійснення первинне аспектне співвідношення часток оксиду алюмінію є не меншим, ніж близько 3:1. В інших варіантах здійснення частки оксиду алюмінію мають первинне аспектне співвідношення не менше, ніж 4:1, 5:1, або навіть 6:1. Хоча інші застосування мають більш видовжені частки, такі, у яких первинне аспектне співвідношення є не меншим за близько 9:1, або навіть 10:1. Звертаючись до вторинного аспектного співвідношення, одні здійснення містять голчасті частки, які мають вторинне аспектне співвідношення, яке є не більшим, ніж близько 3:1, таким, як не більше, ніж 2:1 або близько 1:1. В іншому варіанті здійснення вторинне аспектне співвідношення часток оксиду алюмінію є не меншим, ніж 4:1, 6:1 або навіть 8:1, що вказує на пластинчасту морфологію. 17 Продовжуючи розглядати геометрію часток, відповідно до одного варіанту здійснення середній розмір первинних часток часток перехідного оксиду алюмінію є не більшим за 85 нанометрів (нм). Для ясності слід зазначити, що середній розмір первинних часток є виміром часток оксиду алюміню вздовж їхніх найдовших осей. Окремі варіанти здійснення можуть мати середній розмір часток не більший за 50 нм, або не більший за близько 40 нм, або навіть 30 нм. У випадку анізотропних твердих часток середній розмір первинних часток може бути визначений шляхом відбору численних репрезентативних зразків та фізичного вимірювання розмірів часток, які знаходяться у репрезентативних зразках, такого, як методом скануючої електронної мікроскопії (SEM). Інші характреризаційні технології визначення розміру часток можуть використовуватися, зокрема, для ізотропних зернистих матеріалів. Тоді, як придатний середній розмір первинних часток полегшує формування стабільних суспензій, середній розмір вторинних часток, або розмір часток агрегатів, також впливає на здатність зернистого абразивного матеріалу до формування стабільних суспензій. Отримання придатної стабільної суспензії полегшується рівномірно диспергованими у середовищі агрегатами. Стабільні суспензії - це такі суспензії, які перешкоджають агломеруванню та осадженню первинних та вторинних часток. Відповідно до варіантів здійснення, наданих тут, частки мають заряд, достатній для того, щоб відхилити та подолати вандервальсівські сили притягання між частками, таким чином перешкоджаючи значному агломеруванню. Таким чином, в одному варіанті здійснення середній розмір вторинних часток оксиду алюмінію є не більшим, ніж близько 200 нм, таким, як не більшим за 185 нм, 175 нм, або навіть не більшим за близько 165 нм. При цьому інші здійснення мають менші агломерати, такі як розмір вторинних часток, не більший за 150 нм. Вимірювання середнього розміру вторинних часток було отримано з репрезентативних зразків з використанням технології лазерної дифракції. Відповідно до численних здійснень зернистий абразивний матеріал даного опису є придатним, у вигляді сухого порошку або диспергованим у розчиннику, для створення зернистої абразивної суспензії. Дисперсія абразивних часток створює суспензію, придатну для полірувальних застосувань, таких як хіміко-механічне вирівнювання (СМР). Відповідно до одного здійснення частки оксиду алюмінію дисперговані у воді для утворення водної суспензії. Кількість твердої фази у суспензії може варіюватися, але в основному навантаження по твердій фазі суспензії є не більшим за 30 ваг.%. Варіанти здійснення мають навантаження по твердій фазі не більше, ніж 15 ваг.%, а інші варіанти здійснення мають нижче навантаження по твердій фазі, таке, як не більше за близько 10 ваг.%, 5,0 ваг.%, або навіть 3,0 ваг.%. Суспензія може містити добавки, такі як органічні речовини та окислювачі, в залежності від очікуваного використання суспензії. В окремих варіантах застосування, таких, як для хіміко 87938 18 механічного вирівнювання (СМР), до суспензії можуть додаватися окислювачі для окислення поверхні матеріалу оброблюваного об'єкту для полегшення полірування. Відповідно до одного варіанту здійснення окислювач, такий, як Н2О2 додається у суспензію в кількості, не більшій за близько 10% за вагою. В інших варіантах здійснення використовуються окислювачі в кількості, не більшій за близько 8,0 ваг.%, 7,0 ваг.%, або навіть 5,0 ваг.%, але типово окислювач присутній в кількості щонайменше 0,1 ваг.%. В деяких затосуваннях органічні речовини типово додаються в якості дисперсантів, поверхнево-активних речовин, зв'язуючих або реологічних модифікаторів. Щодо придатних органічних добавок, то до суспензії може додаватися гліцин, наприклад, у кількості, не більшій за близько 5 ваг.%. Інші варіанти здійснення містять гліцин у кількості, не більшій за 4,0 ваг.%, або навіть не більшій за близько 3,0 ваг.%. Щодо інших характеристик абразивної суспензії, то, відповідно до одного варіанту здійснення, суспензія є кислотною (рН1000 NTU >1000 NTU >1000 NTU зано у Табл.2, є колоїдним оксидом кремнію (Syton-HT50), отриманим від DuPont Air Products Nanomaterials LLC, номер партії 1 A755H. Порівняльний приклад 6 є матеріалом альфа оксиду алюмінію, отриманим від Saint-Gobain, який має сере 21 87938 дній розмір вторинних часток 100 нм та питому площу поверхні 37 м2/г. Порівняльний приклад 7 є сухим порошком Boehmite P2K, отриманим від Sasol, номер партії 10331, який має питому площу поверхні 160 м2/г. Відповідно до іншого аспекту, запропонований спосіб полірування провідної металічної поверхні, який включає розміщення абразивної суспензії між оброблюваним виробом та притискаючим пристроєм, абразивна суспензія містить зернистий абразивний матеріал, який містить частки оксиду алюмінію, як тут було описано вище. Спосіб далі включає переміщування притискаючого пристрою та оброблюваного матеріалу один відносно одного. Притискаючий пристрій може переміщуватися відносно оброблюваного виробу, або оброблюваний виріб може переміщуватися відносно притискаючого пристрою, або можуть переміщуватися як оброблюваний виріб, так і притискаючий пристрій. Так, як і у типових методах полірування, прикладається тиск до притискаючого пристрою, до оброблюваного виробу, або до обох, для створення достатнього тертя між абразивною суспензією та поверхнею оброблюваного виробу для полегшення видалення матеріалу з поверхні оброблюваного виробу. В окремому прикладі абразивна суспензія є придатною для її застосування у хімікомеханічному вирівнюванні (СМР). При такій обробці оброблюваний виріб може містити додаткові або інші проводячі матеріали (наприклад, мідь, алюміній, вольфрам), які типово є компонентами напівпровідникового субстрату. В основному напівпровідниковий субстрат містить проводячий матеріал та діелектричний матеріал, металічний шар лежить над діелектричним шаром. В контексті напівпровідникових субстратів спосіб далі в основному включає тривале полірування металічної поверхні для розкриття діелектричного шару, який лежить під нею, або ділянок цього шару. Приклади Приклад 1 Спочатку сировинний боемітний матеріал, такий, як Р2К, Disperal, Disperal 20, 40 та 60 від Sasol (Sasol, Lake Charles, LA) піддається кальцинуванню або термічній обробці у повітряній атмосфері в межах температур між 500°С та 1250 °С, в залежності від бажаної композиції перехідного оксиду алюмінію в частках перехідного оксиду алюмінію 22 прекурсору. Кальцинований порошок змелюється з використанням аттритора Szegvari (Union process, Akron, OH), процес помолу проходить у деіонізованій воді протягом 2 годин з використанням 0,8 мм середовища ZrO2 (Tosho, Tokyo, JP). Вторинний етап помолу здійснюється з використанням того ж самого аттритора у 0,3 мм ZrO2 середовищі (Tosho, Tokyo, JP) протягом щонайменше 2 годин при 600 fpm. Під час помолу рН системи є кислотним і знаходиться в межах між близько 3,5 та 4,0. РН контролюється за допомогою використання азотної кислоти. Альтернативно помол може завершуватися в один етап з використанням атриторного млина, як описано вище, в 0,8 мм ZrO2 середовищі протягом 6 годин без змінення середовища. Суспензія, яка отримується в результаті, зазвичай має навантаження по твердій фазі приблизно від 25 ваг.% до 30 ваг.%. Суспензія може висушуватися виморожуванням та повторно диспергуватися у деіонізованій воді з тими самими рН, розподіленням розмірів часток та колоїдною стабільністю. Як в основному показано нижче у Табл.3, підвищені температури кальцинування підвищують кристалічність матеріалу з відхиленням у бік високотемпературних форм перехідного оксиду алюмінію. При підвищених температурах кальцинування, типово більших за 1000°С, може отримуватися дельта оксид алюмінію. Для цілей Табл.3 перехідні фази гама та дельта оксиду алюмінію показані як сумісно існуючі фази через те, що існуючі технології визначення параметрів були не в змозі визначити точний відсотковий вміст кожної окремої фази. Вміст аморфного компоненту зернистого абразивного матеріалу, сформованого у Прикладі 1 і підсумованого в Табл.3, було виміряно з використанням XRD аналізу з використанням МgО в якості стандарту. МgО було використано в якості стандарту через його низький масовий адсорбційний коефіцієнт. Були сформовані змішані зразки, які мали приблизно 50:50 ваг.% зернистого абразивного матеріалу до стандартного матеріалу МgО, які перемішувалися протягом 15 хвилин з використанням млина SPEX. Пристрій XRD був дифрактометром Філіпс, перетвореним і відрегульованим для щільових вимірювань. Аналіз Rietveld був проведений з використанням програмного забезпечення Siroquant, який забезпечує приблизне значення похибки вимірювань ±10%. Табл.3 Аморфна Кристалічна Гама(Дельта) Тета 500°С 39,8 60,2 60,2 Приклад 2 Спочатку сировинний боемітовий матеріал, Р2К від Sasol кльцинується при 500°С протягом 2 годин для конвертування значної частини боеміту а гама фазу оксиду алюмінію. Кальциновані частки оксиду алюмінію (прекурсор) потім піддаються помолу протягом 6 годин з використанням аттри 800°С 36,5 63,5 63,5 1000°С 22,2 77,8 61,5 16,3 1100°С 17,8 82,2 47,8 34,4 тора Szegvari (Union process, Akron, ОН) у середовищі 0,8 мм ZrO2. РН суспензії є кислотним для запобігання гелеутворення під час помолу, і рН контролюється в межах між близько 3,5 та 4,0 з використанням азотної кислоти. Свіжозмелена суспензія має рН в межах приблизно від 3,5 до 4,0 і потім висушується виморожуванням. Висушена 23 виморожуванням суспензія може бути знову диспергована без змінення її первинних колоїдальних характеристик. При дослідженні параметрів приготованих як вищеприведено часток оскиду алюмінію, було визначено, що середній розмір вторинних часток дорівнював приблизно 150 нм, середній розмір первинних часток дорівнював приблизно 20 нм на 5 мм (подовжена морфологія). Природа кристалічної структури була визначена такою, що має приблизно 47 ваг.% аморфної та приблизно 53% гама фази оксиду алюмінію. Подальші визначення показали, що частки оксиду алюмінію мають питому площу поверхні, яка дорівнює приблизно 220 м2/г і щільність приблизно 2,56 г/см3. На Фіг. 1 показане питоме знімання вольфрамового матеріалу для різних абразивних суспензій, які містять частки оксиду алюмінію, кальциновані при різних температурах, у порівнянні з комерційно доступними суспензіями з оксидом кремнію. Як показано, питоме знімання матеріалу суспензіями, які містять частки оксиду алюмінію, в основному підвищується з підвищенням температури кальцинування часток оксиду алюмінію. На Фіг.2 питоме знімання діелектричного (кремнієвого) матеріалу тих самих абразивних суспензій, показаних на Фіг.1, порівнюється з комерційно доступними суспензіями з оксидом кремнію для того, щоб показати селективність. Фіг.2 показує, що суспензії з оксидом алюмінію, в більшості незалежно від температури кальцинування, мають бажано низькі значення питомого знімання матеріалу. Як показано, комерційні суспензії з оксидом кремнію мають набагато більші (небажані) значення питомого знімання матеріалу, аніж суспензії, які містять частки оксиду алюмінію, які тут описані. Порівняння Фіг.1 та Фіг.2 показує, що суспензії, які містять частки оксиду алюмінію, описані тут, мають вищу селективність у порівнянні з комерційними суспензіями з оксидом кремнію. Суспензії, які містять частки оксиду алюмінію, мають бажану селективність, і така висока селективність є придатною у багатьох застосуваннях для полірування, таких, як СМР в індустрії обробки електронних компонентів. У світлі вищезазначеного, суспензії, які містять частки перехідного оксиду алюмінію, а особливо такі, що кальцинуються при 800°С або вище, які демонструють бажані питоме видалення матеріалу та селективність, дуже підходять до різноманітних застосувань для полірування. На Фіг.3 показаний відсотковий вміст фаз, присутніх у зразках, які містять частки оксиду алюмінію, як функція температури кальцинування. Зразки, які було кальциновано при вищій температурі, в основному мають вищий відсотковий вміст кристалічної фази і демонструють зменшення від 87938 24 соткового вмісту присутньої в них аморфної фази. Тета фаза перехідного оксиду алюмінію присутня у зразку, кальцинованому при 100°С, і відсотковий вміст тета фази підвищується у зразку, кальцинованому при 1100°С, в той час як кількість присутньої гама фази зменшується. Дивись також вищеприведене обговорення з посиланням на Таблицю. На Фіг.4 було проілюстровано визначену щільність сухого порошку зразків, які містять матеріал оксиду алюмінію відповідно до описаних тут варіантів здійснення, та показано її як функцію температури кальцинування. Щільність кожного зразка було виміряно двома різними групами техніків (Вимірювачі 1 та 2 відповідно). Фіг.4 ілюструє генеральну тенденцію збільшення щільності зразків з підвищенням температури кальцинування. На Фіг.5 приведено графік щільності сухого порошку двох партій зразків, які містять матеріал оксиду алюмінію у відповідності до варіантів здійснення, наведених тут, як функції температури кальцинування. Одна партія зразків була тільки кальцинована, в той час як зразки іншої партії були кальциновані та змелені. Фіг.5 демонструє, що кожен зі змелених зразків має нижчу щільність сухого порошку, аніж кожен з відповідних зразків, які не було змелено (тільки кальциновано), незалежно від температури кальцинування. На Фіг.6 надано графік, на якому зображена питома площа поверхні зразків, які містять матеріал оксиду алюмінію у відповідності з варіантами здійснення, описаними тут, як функція температури кальцинування. Фіг.6 показує генеральну тенденцію до зниження питомої площі поверхні з підвищенням температури кальцинування. Зразки, кальциновані при 700°С і 900°С, демонструють невелику відмінність від генеральної тенденції, але в межах обчисленого стандартного відхилення. Так як винахід було проілюстровано і описано у контексті окремих варіантів здійснення, він не вважається таким, що лімітований показаними деталями, так як різноманітні модифікації та заміни можуть бути зроблені без будь-якого відходження від змісту даного винаходу. Наприклад, додаткові або еквівалентні заміни можуть бути здійснені, і додаткові або еквівалентні етапи виготовлення можуть бути задіяні. Тому, подальші модифікації та еквіваленти винаходу, розкритого тут, можуть здійснюватися спеціалістами у даній галузі з використанням не більше, ніж звичайних рутинних методів, і слід вважати всі такі модифікації та еквіваленти такими, що охоплюються змістом даного винаходу, як його визначено у наступних пунктах Формули винаходу. 25 Комп’ютерна верстка І. Скворцова 87938 Підписне 26 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюAbrasive particulate material, and method of planarizing a workpiece using the abrasive particulate material
Автори англійськоюHaerle Andrew G., Wang Jun
Назва патенту російськоюЗернистый абразивный материал, способ его формирования и способ полирования изделия с использованием зернистого абразивного материала
Автори російськоюХаерле Эндрю Дж., Ванг Джун
МПК / Мітки
МПК: C09G 1/00, H01L 21/306, C01F 7/02, C09K 3/14
Мітки: полірування, зернистого, матеріалу, абразивного, формування, використанням, абразивний, спосіб, зернистий, матеріал, виробу
Код посилання
<a href="https://ua.patents.su/13-87938-zernistijj-abrazivnijj-material-sposib-jjogo-formuvannya-ta-sposib-poliruvannya-virobu-z-vikoristannyam-zernistogo-abrazivnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Зернистий абразивний матеріал, спосіб його формування та спосіб полірування виробу з використанням зернистого абразивного матеріалу</a>
Спосіб виготовлення абразивного матеріалу (варіанти) і композиційний абразивний матеріал
Номер патенту: 27559
Опубліковано: 15.09.2000
Автор: Целесін Наум Н.
МПК: B44C 1/165
Мітки: варіанти, композиційний, виготовлення, абразивний, матеріалу, спосіб, абразивного, матеріал
Текст:
...полосы, готовой к распределению на ней твердых частиц абразивного материала. Целесообразно, чтобы упомянутый шаблон ' являлся ча стью абр азивно го ма териала , причем спекаемый связ ующий ма териал удерживал упомянутые твердые частицы в о тверстия х шаблона , создающих определенный рисунок. Такое решение уменьшает число стадий в процессе изготовления абразивного инструмента с заданным рисунком распределения абразивных частиц, что допо...
Абразивний виріб, способи виготовлення абразивного виробу та зв’язуюча композиція
Номер патенту: 86300
Опубліковано: 10.04.2009
Автори: Гета Ентоні К., Ю Ксяоронг, Райс Вільям К.
Мітки: композиція, абразивний, виріб, виготовлення, способи, абразивного, виробу, зв'язуюча
Формула / Реферат:
1. Абразивний виріб, що містить абразивні зерна і колоїдний композиційний зв'язуючий матеріал, причому зазначений колоїдний композиційний зв'язуючий матеріал містить щонайменше приблизно 5 мас. % субмікронного порошкового наповнювача, у перерахуванні на масу композиційного зв'язуючого матеріалу.2. Абразивний виріб за п. 1, який відрізняється тим, що колоїдний композиційний зв'язуючий матеріал містить щонайменше від приблизно 5 мас. %...
Спосіб безперервної обробки зернистого матеріалу та пристрій для його здійснення
Номер патенту: 42861
Опубліковано: 15.11.2001
Автор: Тоуборг Йорн
МПК: B01J 8/24, F27B 15/00, C04B 7/45
Мітки: матеріалу, обробки, спосіб, безперервної, здійснення, зернистого, пристрій
Формула / Реферат:
1. Спосіб безперервної обробки зернистого матеріалу, наприклад борошна цементної сировини, в пристрої, що містить, щонайменше, один стаціонарний реактор з жолобоподібною основою, в яку матеріал подають і обробляють у завислому шарі за допомогою газу, який через центрально розташований газоприймач вводять в донну частину і пропускають у верхню частину реактора, і з якого матеріал випускають через газоприймач під дією сили тяжіння проти потоку...
Композитний матеріал із щільним шаром абразивного матеріалу
Номер патенту: 80420
Опубліковано: 25.09.2007
Автори: Танк Клаус, Джонкер Корнеліс Роелоф
МПК: B24D 3/04, B24D 3/14, E21B 10/56, E21B 10/46, B22F 7/02, B22F 7/04
Мітки: шаром, матеріалу, матеріал, абразивного, щільним, композитний
Формула / Реферат:
1. Композитний матеріал з щільним шаром абразивного матеріалу, який складається з основи і зв'язаного з нею щільного шару абразивного матеріалу, який відрізняється тим, що щільний шар абразивного матеріалу міститьвнутрішній шар, який контактує з поверхнею основи,перший проміжний шар, який контактує з внутрішнім шаром,другий проміжний шар, який контактує з першим проміжним шаром, ізовнішній шар, який контактує з...
Бемітний матеріал, полімерний матеріал, що його містить, та спосіб формування продукту

Номер патенту: 75827
Опубліковано: 15.05.2006
Автори: Бауєр Ральф, Танг Х'юі, Мірлей Крістофер Л.
МПК: C08K 3/22
Мітки: полімерний, містить, бемітний, продукту, формування, спосіб, матеріал
Формула / Реферат:
1. Модифікований полімерний матеріал, який відрізняється тим, що він містить: - полімерну основу і - частки беміту, розподілені в полімерній основі, причому зазначеними частками беміту є голкоподібні частки, які мають коефіцієнт форми принаймні 3:1, де коефіцієнт форми визначається відношенням найбільшої довжини до найбільшої ширини частки.2. Матеріал за п. 1, який відрізняється тим, що коефіцієнт форми складає принаймні...
Попередній патент: Дренажний ковпачок напірного фільтра
Наступний патент: Спосіб прогнозування метановості виїмкових дільниць вугільних шахт
Випадковий патент: Сейсмостійкий пальовий фундамент