Спосіб та пристрій для обробляння матеріалу
Номер патенту: 90641
Опубліковано: 11.05.2010
Автори: Файхтінгер Клаус, Вайгерсторфер Георг, Паулі Петер
Формула / Реферат
1. Спосіб обробляння матеріалу у вигляді шматків або часток, зокрема термопластів, полімерних часток або пластівців тощо, який рухають або розкручують, перемішують, нагрівають та, можливо, подрібнюють у приймальному бункері або подрібнювальному ущільнювачі (1) за допомогою принаймні однієї мішалки (12, 21), причому у ході процесу видаляють з матеріалу небажані сторонні домішки, які виникають при підготовці або подальшому оброблянні матеріалу, наприклад леткі речовини, зокрема, вологу або водяні пари, для чого підводять газ, зокрема, повітря або інертний газ, до простору нижче рівня матеріалу, який при оброблянні знаходиться у приймальному бункері (1), або нижче рівня матеріалу у вирві перемішування, що утворюється усередині приймального бункера (1), пропускають газ з утворенням примусової течії крізь принаймні частину матеріалу, після чого відводять газ, збагачений сторонніми домішками, або насичений газ з простору над рівнем матеріалу, який при оброблянні знаходиться у приймальному бункері (1), або над рівнем матеріалу у вирві перемішування, що утворюється усередині приймального бункера (1).
2. Спосіб за п. 1, який відрізняється тим, що газ активно нагнітають під тиском під рівень матеріалу у приймальному бункері (1) крізь принаймні один активний засіб підведення газу (50, 50а, 50b), наприклад, за допомогою насоса або повітродувки (52).
3. Спосіб за п. 1 або 2, який відрізняється тим, що газ активно відсмоктують або відкачують з простору над рівнем матеріалу у приймальному бункері (1) крізь принаймні один засіб відведення газу (51, 51а, 51b).
4. Спосіб за пп. 1-3, який відрізняється тим, що газ перед підведенням нагрівають та/або підсушують.
5. Спосіб за пп. 1-4, який відрізняється тим, що газ підводять до приймального бункера (1) крізь засіб підведення газу (50, 50а, 50b), розташований у днищі (3) приймального бункера (1) під найближчими до днища (3) мішалками (12), краще у найближчій до центра третині днища (3).
6. Спосіб за пп. 1-5, який відрізняється тим, що газ підводять, зокрема, активно під тиском, до приймального бункера (1) крізь засіб підведення газу (50, 50а, 50b), розташований у бічній стінці (2) приймального бункера (1), зокрема, у нижній третині висоти приймального бункера (1) та/або під найближчими до днища мішалками (12), або над активним засобом підведення газу (50а).
7. Спосіб за п. 5, який відрізняється тим, що за наявності двох або більше розташованих одна над одною мішалок (12, 21) газ підводять до простору між мішалками (12, 21).
8. Спосіб за п. 5 або 6, який відрізняється тим, що газ підводять до того простору у приймальному бункері (1), де рухомі або розкручені у бункері (1) частки матеріалу чинять найбільший тиск на бічну стінку (2) бункера (1).
9. Спосіб за пп. 1-8, який відрізняється тим, що газ підводять до приймального бункера (1) активно під тиском крізь засіб підведення газу (50, 50а, 50b) або крізь активний засіб підведення газу (50а), розташований у принаймні одній мішалці (12, 21), зокрема у найближчій до днища мішалці (12), краще на нижньому або зверненому до днища (3) боці відповідної мішалки (12, 21).
10. Спосіб за пп. 1-9, який відрізняється тим, що вимірюють температуру, вологість та/або вміст сторонніх домішок у газі, що виходить з приймального бункера (1), і регулюють обсяг, температуру та/або вологість газів, що подаються до приймального бункера (1), у залежності від виміряних величин.
11. Пристрій для здійснення способу за пп. 1-10, який містить принаймні один приймальний бункер або подрібнювальний ущільнювач (1), зокрема, по суті лійкоподібної або циліндричної форми, який має, зокрема, днище (3) та бічну стінку (2), в якому встановлена принаймні одна мішалка (12, 21), що обертається навколо вертикальної осі (8), рухаючи або розкручуючи, перемішуючи, нагріваючи, а, можливо, також подрібнюючи усередині приймального бункера (1) матеріал, переважно у вигляді шматків або часток, зокрема, пластичний матеріал у вигляді нерозплавлених полімерних часток тощо, який підлягає оброблянню, причому у приймальному бункері (1) нижче рівня матеріалу, що знаходиться під час роботи у приймальному бункері (1), або нижче рівня матеріалу у вирві перемішування, що утворюється усередині приймального бункера (1), для підведення усередину приймального бункера (1) газу, наприклад повітря або інертного газу, виконаний або приєднаний принаймні один засіб підведення газу (50) і у приймальному бункері (1) вище рівня матеріалу, що знаходиться під час роботи у приймальному бункері (1), або вище рівня матеріалу у вирві перемішування, що утворюється усередині приймального бункера (1), виконаний або приєднаний принаймні один засіб відведення газу (51) для видалення збагаченого сторонніми домішками, зокрема водяними парами, або насиченого газу з приймального бункера (1).
12. Пристрій за п. 11, який відрізняється тим, що для відведення матеріалу з приймального бункера (1) передбачений принаймні один шнек (17), корпус (16) якого з'єднаний своїм приймальним отвором (27) з випускним отвором (15) приймального бункера (1), наприклад, радіально або тангенціально, причому випускний отвір (15) виконаний у бічній стінці (2) поблизу днища (3) приймального бункера (1).
13. Пристрій за п. 11 або 12, який відрізняється тим, що кожна мішалка (12, 21), встановлена на опорному диску (9,29), який вставлений усередину приймального бункера (1), валом (4) приводиться до обертання навколо осі (8) вала (4).
14. Пристрій за пп. 11-13, який відрізняється тим, що у приймальному бункері (1) передбачені принаймні дві розташовані одна над одною мішалки (12, 21), краще рівно дві розташовані одна над одною мішалки (12, 21), а саме, зокрема, встановлена на верхньому опорному диску (9) верхня мішалка (21) та, зокрема, встановлена на нижньому, наближеному до днища опорному диску (29) нижня, наближена або найближча до днища (3) мішалка (12), причому у приймальному бункері (1) над верхньою мішалкою (21) утворюється верхній внутрішній простір (26), а під нижньою мішалкою (12) у тому самому приймальному бункері (1) утворюється нижній внутрішній простір (10), у якому знаходяться наближена до днища мішалка (12) та випускний отвір (15), верхній внутрішній простір (26) сполучений, зокрема, через утворений між периферією верхнього опорного диска (9) та бічною стінкою (2) приймального бункера (1), вільний кільцевий зазор (11) з нижнім внутрішнім простором (10) приймального бункера (1), і при обертанні верхньої мішалки (21) частина матеріалу, що знаходиться у верхньому внутрішньому просторі (26), потрапляє, зокрема, крізь кільцевий зазор (11) до нижнього внутрішнього простору (10), а звідти подається нижньою, наближеною до днища мішалкою (12) до випускного отвору (15).
15. Пристрій за п. 13 або 14, який відрізняється тим, що верхній опорний диск (9) містить, краще, поблизу осі (8), зокрема, поблизу хвостових кромок (37) мішалки (21) за ходом обертання опорного диска (9), принаймні один наскрізний отвір (36), який поєднує верхній внутрішній простір (26) з нижнім внутрішнім простором (9).
16. Пристрій за пп. 11-15, який відрізняється тим, що засіб підведення газу (50) є пасивним, наприклад, являє собою наскрізний отвір, крізь який газ пасивно, наприклад, за рахунок розрідження у приймальному бункері (1), засмоктується усередину приймального бункера (1), або засіб підведення газу (50) є активним (50а), наприклад, являє собою сопло тощо, крізь яке газ активно, наприклад, під тиском, утвореним насосом або повітродувкою (52), нагнітається усередину приймального бункера (1).
17. Пристрій за пп. 11-16, який відрізняється тим, що засіб відведення газу (51) є пасивним, наприклад, являє собою наскрізний отвір, крізь який газ пасивно, наприклад, за рахунок надлишкового тиску у приймальному бункері (1), виводиться з приймального бункера (1), або засіб відведення газу (51) є активним, наприклад, являє собою активний засіб відведення газу (51а), оснащений відсмоктувачем (53), крізь який газ активно відсмоктується або відкачується з приймального бункера (1).
18. Пристрій за пп. 11-17, який відрізняється тим, що один із засобів підведення газу (50, 50а, 50b) з'єднаний з нагрівачем (54), у якому може підігріватися газ, що подається усередину приймального бункера (1), та/або один із засобів підведення газу (50, 50а, 50b) з'єднаний з сушаркою газу (55), у якій може підсушуватися газ, що подається усередину приймального бункера (1).
19. Пристрій за пп. 11-18, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) принаймні частково може бути пристосований для регулювання підведення газу, та/або засіб відведення газу (51, 51а, 51b) принаймні частково може бути пристосований для регулювання відведення газу.
20. Пристрій за пп. 11-19, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) являє собою поодинокі отвори діаметром від 10 до 300 мм, краще від 50 до 90 мм.
21. Пристрій за пп. 11-20, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) на своєму боці, поверненому до внутрішнього об'єму приймального бункера (1), зокрема, у напрямку обертання матеріалу у приймальному бункері (1), оснащений кришкою або щитком (60) для захисту від матеріалу, що знаходиться у приймальному бункері (1).
22. Пристрій за пп. 11-21, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) пов'язаний з внутрішньою стінкою приймального бункера (1) та/або мішалками (12, 21) і, зокрема, не вдається і не виступає з внутрішнього боку бункера (1) або мішалок (12, 21) до внутрішнього об'єму приймального бункера (1).
23. Пристрій за пп. 11-22, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) знаходиться у днищі (3) приймального бункера (1) під найнижчою наближеною до днища мішалкою (12), краще в найближчій до центру третині поверхні днища (3).
24. Пристрій за п. 23, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) виконаний у вигляді кільцевого шліца, який обертається у місці проходження вала (4) крізь днище (3).
25. Пристрій за пп. 11-24, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) встановлений у бічній стінці (2) приймального бункера (1) або закінчується у бічній стінці (2) приймального бункера (1), причому засіб підведення газу (50, 50а, 50b) у цьому випадку являє собою активний засіб підведення газу (50а).
26. Пристрій за п. 25, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) знаходиться у приймальному бункері (1) на такій висоті або на такій відстані від днища (3), що постійно перебуває нижче рівня маси оброблюваних або розкручених часток матеріалу у приймальному бункері (1) або рівня вирви перемішування, що виникає при русі або обертанні часток матеріалу, причому засіб підведення газу (50, 50а, 50b), зокрема, розташований у нижній третині висоти приймального бункера (1), зокрема, нижче найнижчої наближеної до днища мішалки (12).
27. Пристрій за п. 25 або 26, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) встановлений у бічній стінці (2) між принаймні двома встановленими один над одним опорними дисками (9, 29) або мішалками (12, 21), або між крайнім верхнім та крайнім нижнім опорними дисками або мішалками, краще між верхньою мішалкою (21) або верхнім опорним диском (9) та нижньою або найнижчою мішалкою (12) або найнижчим опорним диском (29), або закінчується у нижньому внутрішньому просторі (10), причому засіб підведення газу (50, 50а, 50b), переважно, зокрема, у кожному випадку, закінчується або встановлений між, у кожному випадку, двома опорними дисками або мішалками, зокрема, посередині між ними.
28. Пристрій за пп. 25-27, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) знаходиться у тій частині бічної стінки (2) бункера (1), де рухомі або розкручені у бункері (1) частки матеріалу чинять найбільший тиск на бічну стінку (2) бункера (1).
29. Пристрій за пп. 25-28, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) у бічній стінці (2) знаходиться на однаковій висоті уздовж периферії внутрішньої стінки приймального бункера (1), краще рівномірно розподілений уздовж неї.
30. Пристрій за пп. 25-29, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) у бічній стінці (2) виконаний у вигляді суцільного, зокрема на весь обсяг периферії, кільцевого зазору.
31. Пристрій за пп. 11-30, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) знаходиться на принаймні одній мішалці (12, 21) або принаймні одному опорному диску (9,29), зокрема, на найнижчій, найближчій до днища (3) мішалці (12) або на нижньому опорному диску (29), краще з нижнього або зверненого до днища (3) боку відповідної мішалки (12, 21) або відповідного опорного диска (9, 29), причому засіб підведення газу (50, 50а, 50b) у цьому випадку являє собою активний засіб підведення газу (50а).
32. Пристрій за пп. 11-31, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) встановлений поблизу осі (8), краще поблизу хвостових кромок (37) мішалки (21) за ходом обертання опорного диска (9) або поблизу отвору (36).
33. Пристрій за пп. 11-32, який відрізняється тим, що на звернених до днища (3) нижніх поверхнях найнижчого опорного диска (29), а можливо також на нижніх поверхнях усіх інших опорних дисків (9) встановлена принаймні одна, краще кілька подавальних лопатей (65), які відходять від опорного диска (9), зокрема, радіально й можуть бути викривлені, для скеровування потоку матеріалу й газу з простору під найнижчим опорним диском (29) вгору, зокрема, крізь кільцевий зазор (11) та/або крізь отвори (36), до простору над найнижчим опорним диском (29).
34. Пристрій за пп. 11-33, який відрізняється тим, що засіб відведення газу (51, 51а, 51b) встановлений на віддаленні від днища (3) приймального бункера (1) або матеріалу, або вирв перемішування, зокрема, у кришці приймального бункера (1).
35. Пристрій за пп. 11-34, який відрізняється тим, що передбачений принаймні один вимірювальний пристрій (56), до якого надходить газ, що відводиться, зокрема, крізь засіб відведення газу (51, 51а, 51b), для визначення температури та/або, можливо, вологості або вмісту сторонніх домішок у газі, що відводиться з приймального бункера (1) крізь засіб відведення газу (51, 51а, 51b).
36. Пристрій за пп. 11-35, який відрізняється тим, що передбачений пристрій керування, пов'язаний з нагрівальним пристроєм (54) та/або сушаркою газу (55), та/або насосом чи повітродувкою (52), та/або відсмоктувачем (53), управляє або регулює ці пристрої у залежності від вимірюваних параметрів матеріалу та/або температури відхідних газів, та/або виду сторонніх домішок.
Текст
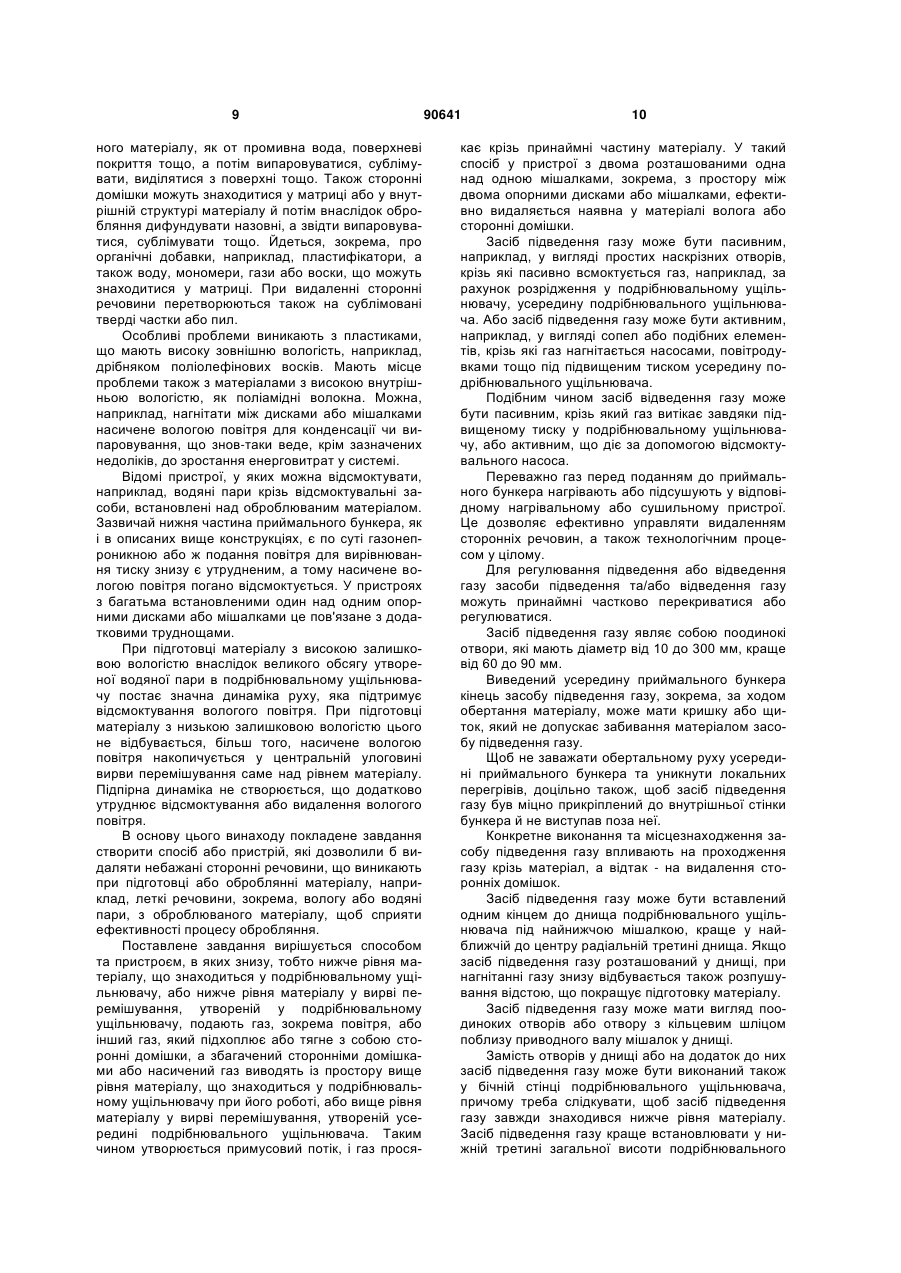
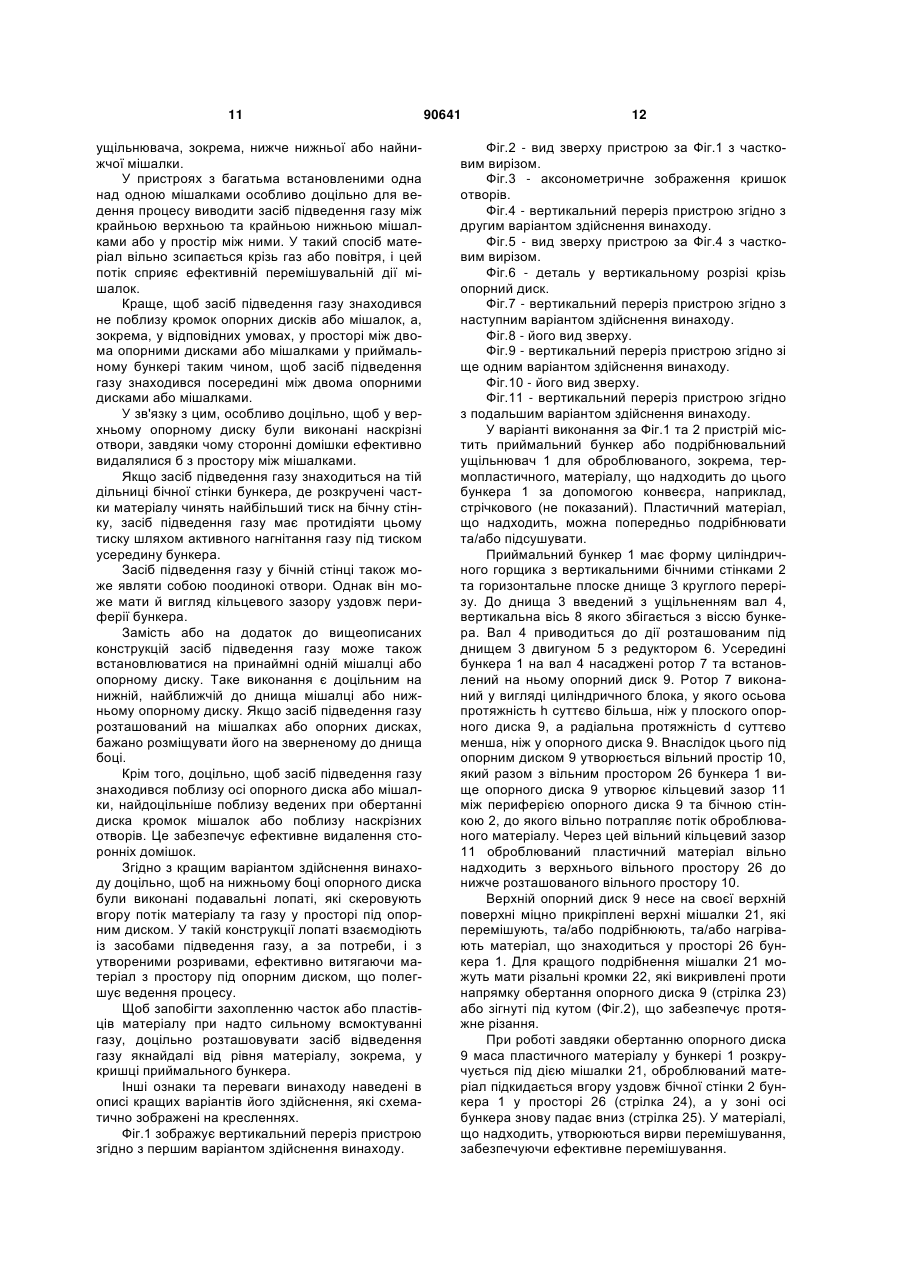
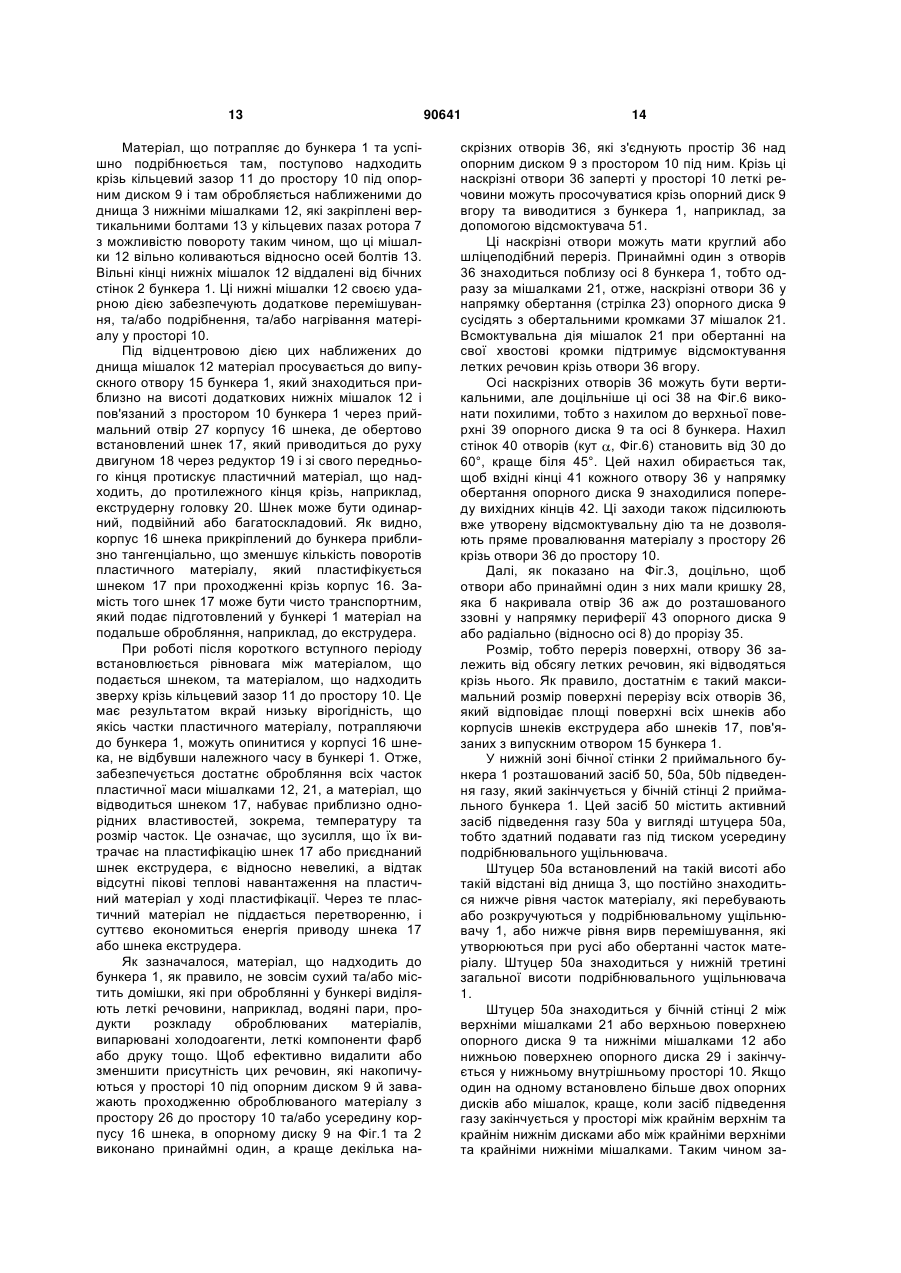
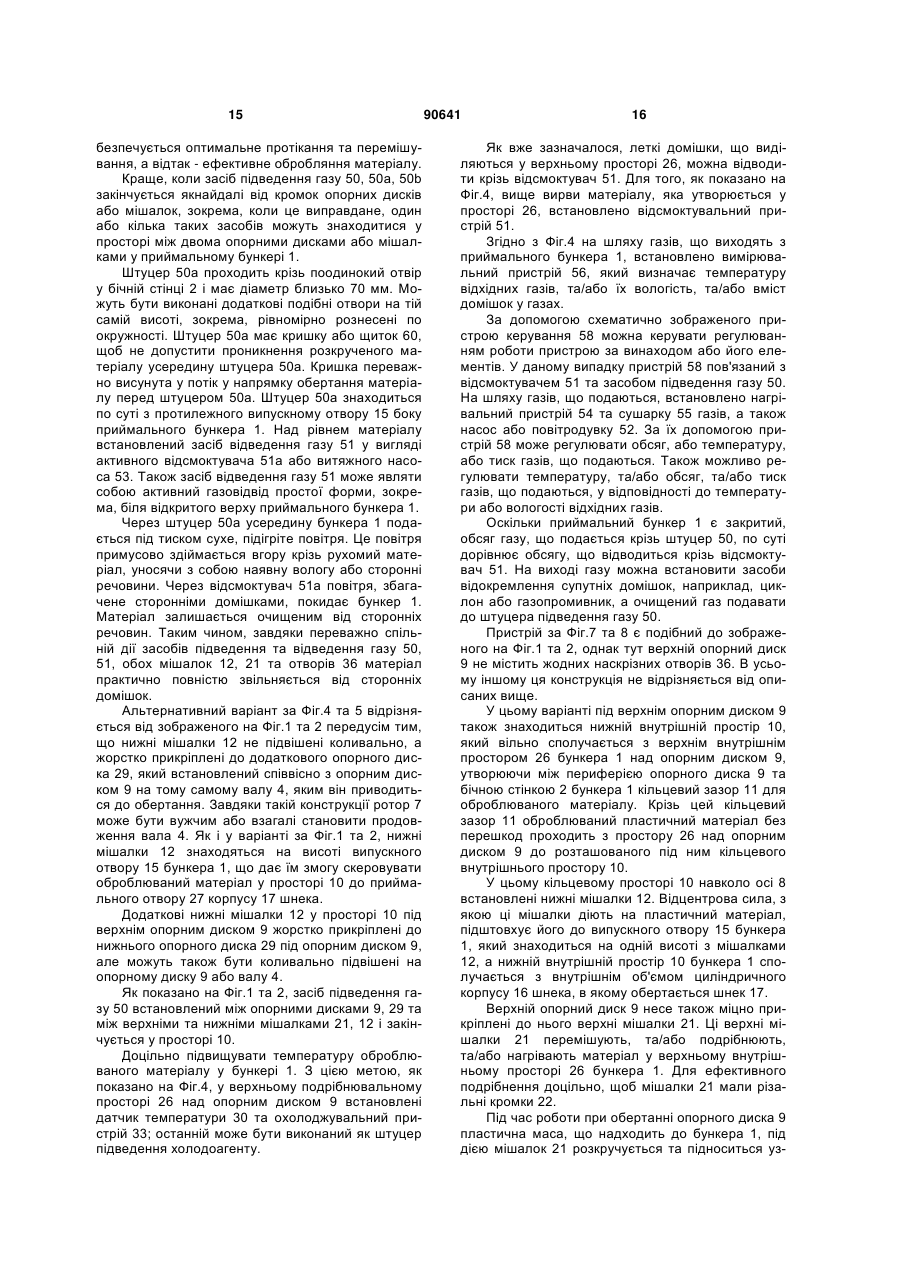
1. Спосіб обробляння матеріалу у вигляді шматків або часток, зокрема термопластів, полімерних часток або пластівців тощо, який рухають або розкручують, перемішують, нагрівають та, можливо, подрібнюють у приймальному бункері або подрібнювальному ущільнювачі (1) за допомогою принаймні однієї мішалки (12, 21), причому у ході процесу видаляють з матеріалу небажані сторонні домішки, які виникають при підготовці або подальшому оброблянні матеріалу, наприклад леткі речовини, зокрема, вологу або водяні пари, для чого підводять газ, зокрема, повітря або інертний газ, до простору нижче рівня матеріалу, який при оброблянні знаходиться у приймальному бункері (1), або нижче рівня матеріалу у вирві перемішування, що утворюється усередині приймального бункера (1), пропускають газ з утворенням примусової течії крізь принаймні частину матеріалу, після чого відводять газ, збагачений сторонніми домішками, або насичений газ з простору над рівнем матеріалу, який при оброблянні знаходиться у приймальному бункері (1), або над рівнем матеріалу у вирві перемішування, що утворюється усередині приймального бункера (1). 2. Спосіб за п. 1, який відрізняється тим, що газ активно нагнітають під тиском під рівень матеріалу у приймальному бункері (1) крізь принаймні один активний засіб підведення газу (50, 50а, 50b), на 2 (19) 1 3 ного бункера (1), і регулюють обсяг, температуру та/або вологість газів, що подаються до приймального бункера (1), у залежності від виміряних величин. 11. Пристрій для здійснення способу за пп. 1-10, який містить принаймні один приймальний бункер або подрібнювальний ущільнювач (1), зокрема, по суті лійкоподібної або циліндричної форми, який має, зокрема, днище (3) та бічну стінку (2), в якому встановлена принаймні одна мішалка (12, 21), що обертається навколо вертикальної осі (8), рухаючи або розкручуючи, перемішуючи, нагріваючи, а, можливо, також подрібнюючи усередині приймального бункера (1) матеріал, переважно у вигляді шматків або часток, зокрема, пластичний матеріал у вигляді нерозплавлених полімерних часток тощо, який підлягає оброблянню, причому у приймальному бункері (1) нижче рівня матеріалу, що знаходиться під час роботи у приймальному бункері (1), або нижче рівня матеріалу у вирві перемішування, що утворюється усередині приймального бункера (1), для підведення усередину приймального бункера (1) газу, наприклад повітря або інертного газу, виконаний або приєднаний принаймні один засіб підведення газу (50) і у приймальному бункері (1) вище рівня матеріалу, що знаходиться під час роботи у приймальному бункері (1), або вище рівня матеріалу у вирві перемішування, що утворюється усередині приймального бункера (1), виконаний або приєднаний принаймні один засіб відведення газу (51) для видалення збагаченого сторонніми домішками, зокрема водяними парами, або насиченого газу з приймального бункера (1). 12. Пристрій за п. 11, який відрізняється тим, що для відведення матеріалу з приймального бункера (1) передбачений принаймні один шнек (17), корпус (16) якого з'єднаний своїм приймальним отвором (27) з випускним отвором (15) приймального бункера (1), наприклад, радіально або тангенціально, причому випускний отвір (15) виконаний у бічній стінці (2) поблизу днища (3) приймального бункера (1). 13. Пристрій за п. 11 або 12, який відрізняється тим, що кожна мішалка (12, 21), встановлена на опорному диску (9,29), який вставлений усередину приймального бункера (1), валом (4) приводиться до обертання навколо осі (8) вала (4). 14. Пристрій за пп. 11-13, який відрізняється тим, що у приймальному бункері (1) передбачені принаймні дві розташовані одна над одною мішалки (12, 21), краще рівно дві розташовані одна над одною мішалки (12, 21), а саме, зокрема, встановлена на верхньому опорному диску (9) верхня мішалка (21) та, зокрема, встановлена на нижньому, наближеному до днища опорному диску (29) нижня, наближена або найближча до днища (3) мішалка (12), причому у приймальному бункері (1) над верхньою мішалкою (21) утворюється верхній внутрішній простір (26), а під нижньою мішалкою (12) у тому самому приймальному бункері (1) утворюється нижній внутрішній простір (10), у якому знаходяться наближена до днища мішалка (12) та випускний отвір (15), верхній внутрішній простір (26) сполучений, зокрема, через утворений між периферією верхнього опорного диска (9) та біч 90641 4 ною стінкою (2) приймального бункера (1), вільний кільцевий зазор (11) з нижнім внутрішнім простором (10) приймального бункера (1), і при обертанні верхньої мішалки (21) частина матеріалу, що знаходиться у верхньому внутрішньому просторі (26), потрапляє, зокрема, крізь кільцевий зазор (11) до нижнього внутрішнього простору (10), а звідти подається нижньою, наближеною до днища мішалкою (12) до випускного отвору (15). 15. Пристрій за п. 13 або 14, який відрізняється тим, що верхній опорний диск (9) містить, краще, поблизу осі (8), зокрема, поблизу хвостових кромок (37) мішалки (21) за ходом обертання опорного диска (9), принаймні один наскрізний отвір (36), який поєднує верхній внутрішній простір (26) з нижнім внутрішнім простором (9). 16. Пристрій за пп. 11-15, який відрізняється тим, що засіб підведення газу (50) є пасивним, наприклад, являє собою наскрізний отвір, крізь який газ пасивно, наприклад, за рахунок розрідження у приймальному бункері (1), засмоктується усередину приймального бункера (1), або засіб підведення газу (50) є активним (50а), наприклад, являє собою сопло тощо, крізь яке газ активно, наприклад, під тиском, утвореним насосом або повітродувкою (52), нагнітається усередину приймального бункера (1). 17. Пристрій за пп. 11-16, який відрізняється тим, що засіб відведення газу (51) є пасивним, наприклад, являє собою наскрізний отвір, крізь який газ пасивно, наприклад, за рахунок надлишкового тиску у приймальному бункері (1), виводиться з приймального бункера (1), або засіб відведення газу (51) є активним, наприклад, являє собою активний засіб відведення газу (51а), оснащений відсмоктувачем (53), крізь який газ активно відсмоктується або відкачується з приймального бункера (1). 18. Пристрій за пп. 11-17, який відрізняється тим, що один із засобів підведення газу (50, 50а, 50b) з'єднаний з нагрівачем (54), у якому може підігріватися газ, що подається усередину приймального бункера (1), та/або один із засобів підведення газу (50, 50а, 50b) з'єднаний з сушаркою газу (55), у якій може підсушуватися газ, що подається усередину приймального бункера (1). 19. Пристрій за пп. 11-18, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) принаймні частково може бути пристосований для регулювання підведення газу, та/або засіб відведення газу (51, 51а, 51b) принаймні частково може бути пристосований для регулювання відведення газу. 20. Пристрій за пп. 11-19, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) являє собою поодинокі отвори діаметром від 10 до 300 мм, краще від 50 до 90 мм. 21. Пристрій за пп. 11-20, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) на своєму боці, поверненому до внутрішнього об'єму приймального бункера (1), зокрема, у напрямку обертання матеріалу у приймальному бункері (1), оснащений кришкою або щитком (60) для захисту від матеріалу, що знаходиться у приймальному бункері (1). 5 90641 6 22. Пристрій за пп. 11-21, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) пов'язаний з внутрішньою стінкою приймального бункера (1) та/або мішалками (12, 21) і, зокрема, не вдається і не виступає з внутрішнього боку бункера (1) або мішалок (12, 21) до внутрішнього об'єму приймального бункера (1). 23. Пристрій за пп. 11-22, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) знаходиться у днищі (3) приймального бункера (1) під найнижчою наближеною до днища мішалкою (12), краще в найближчій до центру третині поверхні днища (3). 24. Пристрій за п. 23, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) виконаний у вигляді кільцевого шліца, який обертається у місці проходження вала (4) крізь днище (3). 25. Пристрій за пп. 11-24, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) встановлений у бічній стінці (2) приймального бункера (1) або закінчується у бічній стінці (2) приймального бункера (1), причому засіб підведення газу (50, 50а, 50b) у цьому випадку являє собою активний засіб підведення газу (50а). 26. Пристрій за п. 25, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) знаходиться у приймальному бункері (1) на такій висоті або на такій відстані від днища (3), що постійно перебуває нижче рівня маси оброблюваних або розкручених часток матеріалу у приймальному бункері (1) або рівня вирви перемішування, що виникає при русі або обертанні часток матеріалу, причому засіб підведення газу (50, 50а, 50b), зокрема, розташований у нижній третині висоти приймального бункера (1), зокрема, нижче найнижчої наближеної до днища мішалки (12). 27. Пристрій за п. 25 або 26, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) встановлений у бічній стінці (2) між принаймні двома встановленими один над одним опорними дисками (9, 29) або мішалками (12, 21), або між крайнім верхнім та крайнім нижнім опорними дисками або мішалками, краще між верхньою мішалкою (21) або верхнім опорним диском (9) та нижньою або найнижчою мішалкою (12) або найнижчим опорним диском (29), або закінчується у нижньому внутрішньому просторі (10), причому засіб підведення газу (50, 50а, 50b), переважно, зокрема, у кожному випадку, закінчується або встановлений між, у кожному випадку, двома опорними дисками або мішалками, зокрема, посередині між ними. 28. Пристрій за пп. 25-27, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) знаходиться у тій частині бічної стінки (2) бункера (1), де рухомі або розкручені у бункері (1) частки матеріалу чинять найбільший тиск на бічну стінку (2) бункера (1). 29. Пристрій за пп. 25-28, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) у бічній стінці (2) знаходиться на однаковій висоті уздовж периферії внутрішньої стінки приймального бункера (1), краще рівномірно розподілений уздовж неї. 30. Пристрій за пп. 25-29, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) у бічній стінці (2) виконаний у вигляді суцільного, зокрема на весь обсяг периферії, кільцевого зазору. 31. Пристрій за пп. 11-30, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) знаходиться на принаймні одній мішалці (12, 21) або принаймні одному опорному диску (9,29), зокрема, на найнижчій, найближчій до днища (3) мішалці (12) або на нижньому опорному диску (29), краще з нижнього або зверненого до днища (3) боку відповідної мішалки (12, 21) або відповідного опорного диска (9, 29), причому засіб підведення газу (50, 50а, 50b) у цьому випадку являє собою активний засіб підведення газу (50а). 32. Пристрій за пп. 11-31, який відрізняється тим, що засіб підведення газу (50, 50а, 50b) встановлений поблизу осі (8), краще поблизу хвостових кромок (37) мішалки (21) за ходом обертання опорного диска (9) або поблизу отвору (36). 33. Пристрій за пп. 11-32, який відрізняється тим, що на звернених до днища (3) нижніх поверхнях найнижчого опорного диска (29), а можливо також на нижніх поверхнях усіх інших опорних дисків (9) встановлена принаймні одна, краще кілька подавальних лопатей (65), які відходять від опорного диска (9), зокрема, радіально й можуть бути викривлені, для скеровування потоку матеріалу й газу з простору під найнижчим опорним диском (29) вгору, зокрема, крізь кільцевий зазор (11) та/або крізь отвори (36), до простору над найнижчим опорним диском (29). 34. Пристрій за пп. 11-33, який відрізняється тим, що засіб відведення газу (51, 51а, 51b) встановлений на віддаленні від днища (3) приймального бункера (1) або матеріалу, або вирв перемішування, зокрема, у кришці приймального бункера (1). 35. Пристрій за пп. 11-34, який відрізняється тим, що передбачений принаймні один вимірювальний пристрій (56), до якого надходить газ, що відводиться, зокрема, крізь засіб відведення газу (51, 51а, 51b), для визначення температури та/або, можливо, вологості або вмісту сторонніх домішок у газі, що відводиться з приймального бункера (1) крізь засіб відведення газу (51, 51а, 51b). 36. Пристрій за пп. 11-35, який відрізняється тим, що передбачений пристрій керування, пов'язаний з нагрівальним пристроєм (54) та/або сушаркою газу (55), та/або насосом чи повітродувкою (52), та/або відсмоктувачем (53), управляє або регулює ці пристрої у залежності від вимірюваних параметрів матеріалу та/або температури відхідних газів, та/або виду сторонніх домішок. При перероблянні вторинних пластмас мають місце численні проблеми із завантажуваною сировиною, такі як висока залишкова вологість, помітні коливання щільності, надто великі завантажувані порції тощо. Це негативно відбивається на показниках наступної операції екструдування або економічності технологічного процесу. Ці дефекти сировини призводять до падіння або нерівномірної 7 продуктивності екструдера, нерівномірного розплавлення, погіршення якості продукції, часто прискорюють спрацьовування і взагалі знижують обсяг виробництва. З WO 00/74912 A1 відомі пристрої з двома розташованими одна над одною мішалками, які певною мірою вирішують ці проблеми. Зона, де відбувається подрібнення, та/або сушіння, та/або нагрівання матеріалу, відокремлена від зони втискування матеріалу до корпусу шнека. Тут за короткий час встановлюється рівновага між обсягом матеріалу, що надходить до шнека з-під опорного диска, та обсягом матеріалу, що просипається зверху крізь кільцевий зазор до простору під опорним диском. Внаслідок того простір під опорним диском, по суті заповнений матеріалом, що відводиться шнеком, чинить опір відведенню матеріалу, який у вигляді вирви перемішування закручується у приймальному бункері, й лише невеличка частка свіжого матеріалу, який потрапляє до бункера, проникає необробленою униз, під обертовий опорний диск. Це забезпечує достатній час перебування матеріалу у приймальному бункері, зокрема, у просторі над опорним диском. Через те вирівнюється температура матеріалу у випускному отворі приймального бункера й по суті всі частки пластмаси, що знаходяться у бункері, піддаються достатньому попередньому оброблянню. Приблизно однакова температура матеріалу, що надходить до корпусу шнека, має наслідком те, що усуваються негомогенні скупчення пластика у корпусі шнека екструдера, отже, шнек можна зробити коротшим, ніж у звичайних конструкціях, а відтак витрачається менше енергії на надійне доведення пластмаси до рівномірної температури пластифікації. Постійна температура матеріалу на вході корпусу шнека означає також рівномірне ущільнення матеріалу у корпусі шнека, що створює сприятливі умови в отворі екструдера, зокрема, забезпечує рівномірну пропускну спроможність екструдера та однорідну якість матеріалу на його виході. Скорочення шнека дає економію енергії й нижчу у порівнянні з іншими конструкціями робочу температуру в екструдері, тобто температура за перерізом матеріалу в корпусі шнека є більш рівномірною, ніж в інших конструкціях. У таких пристроях оброблюваний пластичний матеріал, з точки зору технологічного процесу, в цілому менше піддається дії високих температур у порівнянні з відомими конструкціями, що гарантує достатню пластифікацію. Результатом такого зниження пікових температур є суттєва економія енергії та зменшення термічних пошкоджень оброблюваного матеріалу. Наявність двох розташованих одна над одною мішалок у подрібнювальному ущільнювачу та утворення двох послідовних систем обробляння дозволяє у простий спосіб відокремлювати операції "підготовки матеріалу", тобто подрібнення, сушіння, нагрівання, ущільнення та перемішування, від операції "завантаження екструдера". Завдяки розділенню операцій усувається описаний вище негативний вплив сировини на екструдер, а його чутлива зона завантаження зсувається далі. Внаслідок того, екструдер рівномірно завантажується 90641 8 й дуже ритмічно працює, так що його незалежна від властивостей сировини продуктивність зростає у межах до 15%. Він також стає здатний переробляти збільшені порції матеріалу з підвищеною вологістю, зростає його пропускна спроможність, а температура плавлення матеріалу знижується, що веде до економії енергії при поліпшення якості грануляту. Такі пристрої показали високу надійність при підготовці пластичних матеріалів, зокрема, термопластів, однак виявилося, що у просторі під верхнім опорним диском накопичуються леткі речовини, що виділяються з оброблюваного матеріалу. Не завжди ці леткі речовини можуть піднятися вгору крізь кільцевий зазор між кромкою опорного диска та бічною стінкою приймального бункера, здебільшого через те, що крізь цей кільцевий зазор зсипається зверху вниз оброблюваний матеріал. Становище стає особливо скрутним, коли леткі речовини захоплюються матеріалом, що зсипається до низу бункера, й разом з ним потрапляють до екструдера, з'єднаного з приймальним бункером, бо виникає загроза появи газових включень в екструдованому матеріалі, які суттєво погіршують якість продукції екструдера. Цю загрозу повністю не усуває навіть дегазаційний пристрій, який встановлюється здебільшого в самому екструдері. Крім того, такі леткі речовини або сторонні домішки частіш за все попередньо не виводяться, й тоді водяні пари, продукти розкладу оброблюваного матеріалу, газоподібні або випарені холодоагенти тощо разом з вологим пластичним матеріалом, що вводиться до приймального бункера, потрапляють на обробляння й можуть спричинювати негативні наслідки. З метою подолання цих недоліків та звільнення із зменшеними витратами матеріалу, що надходить крізь приймальний бункер до випускного отвору, принаймні від по суті небажаних летких речовин, можна передбачити в опорному диску принаймні один наскрізний отвір, зокрема, розташований поблизу осі, а також поблизу периферії кромок обертального опорного диска з мішалками, який з'єднує простір над опорним диском з простором під ним. Крізь цей наскрізний отвір леткі речовини, що знаходяться у просторі під опорним диском або утворюються там, можуть здійматися вгору, де вони не чинять шкоди й звідкіля можуть бути видалені. Експериментально встановлено, що отвори, виконані поблизу осі, діють ефективніше, ніж віддалені від осі. Розташовані поблизу периферії опорного диска отвори з мішалками чинять при обертанні мішалок відсмоктувальну дію, а саме відсмоктують небажані леткі речовини з простору під опорним диском. Тим не менш, подібні пристрої неспроможні без залишку видаляти сторонні речовини, які негативно впливають на підготовку чи обробляння матеріалу. Сторонніми домішками є по суті всі речовини, які виділяються з оброблюваного матеріалу, або відокремлюються від уведеного матеріалу, або вводяться разом з матеріалом і пізніше здатні впливати на його обробляння. Сторонні домішки можуть прилипати до зовнішніх поверхонь введе 9 ного матеріалу, як от промивна вода, поверхневі покриття тощо, а потім випаровуватися, сублімувати, виділятися з поверхні тощо. Також сторонні домішки можуть знаходитися у матриці або у внутрішній структурі матеріалу й потім внаслідок обробляння дифундувати назовні, а звідти випаровуватися, сублімувати тощо. Йдеться, зокрема, про органічні добавки, наприклад, пластифікатори, а також воду, мономери, гази або воски, що можуть знаходитися у матриці. При видаленні сторонні речовини перетворюються також на сублімовані тверді частки або пил. Особливі проблеми виникають з пластиками, що мають високу зовнішню вологість, наприклад, дрібняком поліолефінових восків. Мають місце проблеми також з матеріалами з високою внутрішньою вологістю, як поліамідні волокна. Можна, наприклад, нагнітати між дисками або мішалками насичене вологою повітря для конденсації чи випаровування, що знов-таки веде, крім зазначених недоліків, до зростання енерговитрат у системі. Відомі пристрої, у яких можна відсмоктувати, наприклад, водяні пари крізь відсмоктувальні засоби, встановлені над оброблюваним матеріалом. Зазвичай нижня частина приймального бункера, як і в описаних вище конструкціях, є по суті газонепроникною або ж подання повітря для вирівнювання тиску знизу є утрудненим, а тому насичене вологою повітря погано відсмоктується. У пристроях з багатьма встановленими один над одним опорними дисками або мішалками це пов'язане з додатковими труднощами. При підготовці матеріалу з високою залишковою вологістю внаслідок великого обсягу утвореної водяної пари в подрібнювальному ущільнювачу постає значна динаміка руху, яка підтримує відсмоктування вологого повітря. При підготовці матеріалу з низькою залишковою вологістю цього не відбувається, більш того, насичене вологою повітря накопичується у центральній улоговині вирви перемішування саме над рівнем матеріалу. Підпірна динаміка не створюється, що додатково утруднює відсмоктування або видалення вологого повітря. В основу цього винаходу покладене завдання створити спосіб або пристрій, які дозволили б видаляти небажані сторонні речовини, що виникають при підготовці або оброблянні матеріалу, наприклад, леткі речовини, зокрема, вологу або водяні пари, з оброблюваного матеріалу, щоб сприяти ефективності процесу обробляння. Поставлене завдання вирішується способом та пристроєм, в яких знизу, тобто нижче рівня матеріалу, що знаходиться у подрібнювальному ущільнювачу, або нижче рівня матеріалу у вирві перемішування, утвореній у подрібнювальному ущільнювачу, подають газ, зокрема повітря, або інший газ, який підхоплює або тягне з собою сторонні домішки, а збагачений сторонніми домішками або насичений газ виводять із простору вище рівня матеріалу, що знаходиться у подрібнювальному ущільнювачу при його роботі, або вище рівня матеріалу у вирві перемішування, утвореній усередині подрібнювального ущільнювача. Таким чином утворюється примусовий потік, і газ прося 90641 10 кає крізь принаймні частину матеріалу. У такий спосіб у пристрої з двома розташованими одна над одною мішалками, зокрема, з простору між двома опорними дисками або мішалками, ефективно видаляється наявна у матеріалі волога або сторонні домішки. Засіб підведення газу може бути пасивним, наприклад, у вигляді простих наскрізних отворів, крізь які пасивно всмоктується газ, наприклад, за рахунок розрідження у подрібнювальному ущільнювачу, усередину подрібнювального ущільнювача. Або засіб підведення газу може бути активним, наприклад, у вигляді сопел або подібних елементів, крізь які газ нагнітається насосами, повітродувками тощо під підвищеним тиском усередину подрібнювального ущільнювача. Подібним чином засіб відведення газу може бути пасивним, крізь який газ витікає завдяки підвищеному тиску у подрібнювальному ущільнювачу, або активним, що діє за допомогою відсмоктувального насоса. Переважно газ перед поданням до приймального бункера нагрівають або підсушують у відповідному нагрівальному або сушильному пристрої. Це дозволяє ефективно управляти видаленням сторонніх речовин, а також технологічним процесом у цілому. Для регулювання підведення або відведення газу засоби підведення та/або відведення газу можуть принаймні частково перекриватися або регулюватися. Засіб підведення газу являє собою поодинокі отвори, які мають діаметр від 10 до 300 мм, краще від 60 до 90 мм. Виведений усередину приймального бункера кінець засобу підведення газу, зокрема, за ходом обертання матеріалу, може мати кришку або щиток, який не допускає забивання матеріалом засобу підведення газу. Щоб не заважати обертальному руху усередині приймального бункера та уникнути локальних перегрівів, доцільно також, щоб засіб підведення газу був міцно прикріплений до внутрішньої стінки бункера й не виступав поза неї. Конкретне виконання та місцезнаходження засобу підведення газу впливають на проходження газу крізь матеріал, а відтак - на видалення сторонніх домішок. Засіб підведення газу може бути вставлений одним кінцем до днища подрібнювального ущільнювача під найнижчою мішалкою, краще у найближчій до центру радіальній третині днища. Якщо засіб підведення газу розташований у днищі, при нагнітанні газу знизу відбувається також розпушування відстою, що покращує підготовку матеріалу. Засіб підведення газу може мати вигляд поодиноких отворів або отвору з кільцевим шліцом поблизу приводного валу мішалок у днищі. Замість отворів у днищі або на додаток до них засіб підведення газу може бути виконаний також у бічній стінці подрібнювального ущільнювача, причому треба слідкувати, щоб засіб підведення газу завжди знаходився нижче рівня матеріалу. Засіб підведення газу краще встановлювати у нижній третині загальної висоти подрібнювального 11 ущільнювача, зокрема, нижче нижньої або найнижчої мішалки. У пристроях з багатьма встановленими одна над одною мішалками особливо доцільно для ведення процесу виводити засіб підведення газу між крайньою верхньою та крайньою нижньою мішалками або у простір між ними. У такий спосіб матеріал вільно зсипається крізь газ або повітря, і цей потік сприяє ефективній перемішувальній дії мішалок. Краще, щоб засіб підведення газу знаходився не поблизу кромок опорних дисків або мішалок, а, зокрема, у відповідних умовах, у просторі між двома опорними дисками або мішалками у приймальному бункері таким чином, щоб засіб підведення газу знаходився посередині між двома опорними дисками або мішалками. У зв'язку з цим, особливо доцільно, щоб у верхньому опорному диску були виконані наскрізні отвори, завдяки чому сторонні домішки ефективно видалялися б з простору між мішалками. Якщо засіб підведення газу знаходиться на тій дільниці бічної стінки бункера, де розкручені частки матеріалу чинять найбільший тиск на бічну стінку, засіб підведення газу має протидіяти цьому тиску шляхом активного нагнітання газу під тиском усередину бункера. Засіб підведення газу у бічній стінці також може являти собою поодинокі отвори. Однак він може мати й вигляд кільцевого зазору уздовж периферії бункера. Замість або на додаток до вищеописаних конструкцій засіб підведення газу може також встановлюватися на принаймні одній мішалці або опорному диску. Таке виконання є доцільним на нижній, найближчій до днища мішалці або нижньому опорному диску. Якщо засіб підведення газу розташований на мішалках або опорних дисках, бажано розміщувати його на зверненому до днища боці. Крім того, доцільно, щоб засіб підведення газу знаходився поблизу осі опорного диска або мішалки, найдоцільніше поблизу ведених при обертанні диска кромок мішалок або поблизу наскрізних отворів. Це забезпечує ефективне видалення сторонніх домішок. Згідно з кращим варіантом здійснення винаходу доцільно, щоб на нижньому боці опорного диска були виконані подавальні лопаті, які скеровують вгору потік матеріалу та газу у просторі під опорним диском. У такій конструкції лопаті взаємодіють із засобами підведення газу, а за потреби, і з утвореними розривами, ефективно витягаючи матеріал з простору під опорним диском, що полегшує ведення процесу. Щоб запобігти захопленню часток або пластівців матеріалу при надто сильному всмоктуванні газу, доцільно розташовувати засіб відведення газу якнайдалі від рівня матеріалу, зокрема, у кришці приймального бункера. Інші ознаки та переваги винаходу наведені в описі кращих варіантів його здійснення, які схематично зображені на кресленнях. Фіг.1 зображує вертикальний переріз пристрою згідно з першим варіантом здійснення винаходу. 90641 12 Фіг.2 - вид зверху пристрою за Фіг.1 з частковим вирізом. Фіг.3 - аксонометричне зображення кришок отворів. Фіг.4 - вертикальний переріз пристрою згідно з другим варіантом здійснення винаходу. Фіг.5 - вид зверху пристрою за Фіг.4 з частковим вирізом. Фіг.6 - деталь у вертикальному розрізі крізь опорний диск. Фіг.7 - вертикальний переріз пристрою згідно з наступним варіантом здійснення винаходу. Фіг.8 - його вид зверху. Фіг.9 - вертикальний переріз пристрою згідно зі ще одним варіантом здійснення винаходу. Фіг.10 - його вид зверху. Фіг.11 - вертикальний переріз пристрою згідно з подальшим варіантом здійснення винаходу. У варіанті виконання за Фіг.1 та 2 пристрій містить приймальний бункер або подрібнювальний ущільнювач 1 для оброблюваного, зокрема, термопластичного, матеріалу, що надходить до цього бункера 1 за допомогою конвеєра, наприклад, стрічкового (не показаний). Пластичний матеріал, що надходить, можна попередньо подрібнювати та/або підсушувати. Приймальний бункер 1 має форму циліндричного горщика з вертикальними бічними стінками 2 та горизонтальне плоске днище 3 круглого перерізу. До днища 3 введений з ущільненням вал 4, вертикальна вісь 8 якого збігається з віссю бункера. Вал 4 приводиться до дії розташованим під днищем 3 двигуном 5 з редуктором 6. Усередині бункера 1 на вал 4 насаджені ротор 7 та встановлений на ньому опорний диск 9. Ротор 7 виконаний у вигляді циліндричного блока, у якого осьова протяжність h суттєво більша, ніж у плоского опорного диска 9, а радіальна протяжність d суттєво менша, ніж у опорного диска 9. Внаслідок цього під опорним диском 9 утворюється вільний простір 10, який разом з вільним простором 26 бункера 1 вище опорного диска 9 утворює кільцевий зазор 11 між периферією опорного диска 9 та бічною стінкою 2, до якого вільно потрапляє потік оброблюваного матеріалу. Через цей вільний кільцевий зазор 11 оброблюваний пластичний матеріал вільно надходить з верхнього вільного простору 26 до нижче розташованого вільного простору 10. Верхній опорний диск 9 несе на своєї верхній поверхні міцно прикріплені верхні мішалки 21, які перемішують, та/або подрібнюють, та/або нагрівають матеріал, що знаходиться у просторі 26 бункера 1. Для кращого подрібнення мішалки 21 можуть мати різальні кромки 22, які викривлені проти напрямку обертання опорного диска 9 (стрілка 23) або зігнуті під кутом (Фіг.2), що забезпечує протяжне різання. При роботі завдяки обертанню опорного диска 9 маса пластичного матеріалу у бункері 1 розкручується під дією мішалки 21, оброблюваний матеріал підкидається вгору уздовж бічної стінки 2 бункера 1 у просторі 26 (стрілка 24), а у зоні осі бункера знову падає вниз (стрілка 25). У матеріалі, що надходить, утворюються вирви перемішування, забезпечуючи ефективне перемішування. 13 Матеріал, що потрапляє до бункера 1 та успішно подрібнюється там, поступово надходить крізь кільцевий зазор 11 до простору 10 під опорним диском 9 і там обробляється наближеними до днища 3 нижніми мішалками 12, які закріплені вертикальними болтами 13 у кільцевих пазах ротора 7 з можливістю повороту таким чином, що ці мішалки 12 вільно коливаються відносно осей болтів 13. Вільні кінці нижніх мішалок 12 віддалені від бічних стінок 2 бункера 1. Ці нижні мішалки 12 своєю ударною дією забезпечують додаткове перемішування, та/або подрібнення, та/або нагрівання матеріалу у просторі 10. Під відцентровою дією цих наближених до днища мішалок 12 матеріал просувається до випускного отвору 15 бункера 1, який знаходиться приблизно на висоті додаткових нижніх мішалок 12 і пов'язаний з простором 10 бункера 1 через приймальний отвір 27 корпусу 16 шнека, де обертово встановлений шнек 17, який приводиться до руху двигуном 18 через редуктор 19 і зі свого переднього кінця протискує пластичний матеріал, що надходить, до протилежного кінця крізь, наприклад, екструдерну головку 20. Шнек може бути одинарний, подвійний або багатоскладовий. Як видно, корпус 16 шнека прикріплений до бункера приблизно тангенціально, що зменшує кількість поворотів пластичного матеріалу, який пластифікується шнеком 17 при проходженні крізь корпус 16. Замість того шнек 17 може бути чисто транспортним, який подає підготовлений у бункері 1 матеріал на подальше обробляння, наприклад, до екструдера. При роботі після короткого вступного періоду встановлюється рівновага між матеріалом, що подається шнеком, та матеріалом, що надходить зверху крізь кільцевий зазор 11 до простору 10. Це має результатом вкрай низьку вірогідність, що якісь частки пластичного матеріалу, потрапляючи до бункера 1, можуть опинитися у корпусі 16 шнека, не відбувши належного часу в бункері 1. Отже, забезпечується достатнє обробляння всіх часток пластичної маси мішалками 12, 21, а матеріал, що відводиться шнеком 17, набуває приблизно однорідних властивостей, зокрема, температуру та розмір часток. Це означає, що зусилля, що їх витрачає на пластифікацію шнек 17 або приєднаний шнек екструдера, є відносно невеликі, а відтак відсутні пікові теплові навантаження на пластичний матеріал у ході пластифікації. Через те пластичний матеріал не піддається перетворенню, і суттєво економиться енергія приводу шнека 17 або шнека екструдера. Як зазначалося, матеріал, що надходить до бункера 1, як правило, не зовсім сухий та/або містить домішки, які при оброблянні у бункері виділяють леткі речовини, наприклад, водяні пари, продукти розкладу оброблюваних матеріалів, випарювані холодоагенти, леткі компоненти фарб або друку тощо. Щоб ефективно видалити або зменшити присутність цих речовин, які накопичуються у просторі 10 під опорним диском 9 й заважають проходженню оброблюваного матеріалу з простору 26 до простору 10 та/або усередину корпусу 16 шнека, в опорному диску 9 на Фіг.1 та 2 виконано принаймні один, а краще декілька на 90641 14 скрізних отворів 36, які з'єднують простір 36 над опорним диском 9 з простором 10 під ним. Крізь ці наскрізні отвори 36 заперті у просторі 10 леткі речовини можуть просочуватися крізь опорний диск 9 вгору та виводитися з бункера 1, наприклад, за допомогою відсмоктувача 51. Ці наскрізні отвори можуть мати круглий або шліцеподібний переріз. Принаймні один з отворів 36 знаходиться поблизу осі 8 бункера 1, тобто одразу за мішалками 21, отже, наскрізні отвори 36 у напрямку обертання (стрілка 23) опорного диска 9 сусідять з обертальними кромками 37 мішалок 21. Всмоктувальна дія мішалок 21 при обертанні на свої хвостові кромки підтримує відсмоктування летких речовин крізь отвори 36 вгору. Осі наскрізних отворів 36 можуть бути вертикальними, але доцільніше ці осі 38 на Фіг.6 виконати похилими, тобто з нахилом до верхньої поверхні 39 опорного диска 9 та осі 8 бункера. Нахил стінок 40 отворів (кут , Фіг.6) становить від 30 до 60°, краще біля 45°. Цей нахил обирається так, щоб вхідні кінці 41 кожного отвору 36 у напрямку обертання опорного диска 9 знаходилися попереду вихідних кінців 42. Ці заходи також підсилюють вже утворену відсмоктувальну дію та не дозволяють пряме провалювання матеріалу з простору 26 крізь отвори 36 до простору 10. Далі, як показано на Фіг.3, доцільно, щоб отвори або принаймні один з них мали кришку 28, яка б накривала отвір 36 аж до розташованого ззовні у напрямку периферії 43 опорного диска 9 або радіально (відносно осі 8) до прорізу 35. Розмір, тобто переріз поверхні, отвору 36 залежить від обсягу летких речовин, які відводяться крізь нього. Як правило, достатнім є такий максимальний розмір поверхні перерізу всіх отворів 36, який відповідає площі поверхні всіх шнеків або корпусів шнеків екструдера або шнеків 17, пов'язаних з випускним отвором 15 бункера 1. У нижній зоні бічної стінки 2 приймального бункера 1 розташований засіб 50, 50а, 50b підведення газу, який закінчується у бічній стінці 2 приймального бункера 1. Цей засіб 50 містить активний засіб підведення газу 50а у вигляді штуцера 50а, тобто здатний подавати газ під тиском усередину подрібнювального ущільнювача. Штуцер 50а встановлений на такій висоті або такій відстані від днища 3, що постійно знаходиться нижче рівня часток матеріалу, які перебувають або розкручуються у подрібнювальному ущільнювачу 1, або нижче рівня вирв перемішування, які утворюються при русі або обертанні часток матеріалу. Штуцер 50а знаходиться у нижній третині загальної висоти подрібнювального ущільнювача 1. Штуцер 50а знаходиться у бічній стінці 2 між верхніми мішалками 21 або верхньою поверхнею опорного диска 9 та нижніми мішалками 12 або нижньою поверхнею опорного диска 29 і закінчується у нижньому внутрішньому просторі 10. Якщо один на одному встановлено більше двох опорних дисків або мішалок, краще, коли засіб підведення газу закінчується у просторі між крайнім верхнім та крайнім нижнім дисками або між крайніми верхніми та крайніми нижніми мішалками. Таким чином за 15 безпечується оптимальне протікання та перемішування, а відтак - ефективне обробляння матеріалу. Краще, коли засіб підведення газу 50, 50а, 50b закінчується якнайдалі від кромок опорних дисків або мішалок, зокрема, коли це виправдане, один або кілька таких засобів можуть знаходитися у просторі між двома опорними дисками або мішалками у приймальному бункері 1. Штуцер 50а проходить крізь поодинокий отвір у бічній стінці 2 і має діаметр близько 70 мм. Можуть бути виконані додаткові подібні отвори на тій самій висоті, зокрема, рівномірно рознесені поокружності. Штуцер 50а має кришку або щиток 60, щоб не допустити проникнення розкрученого матеріалу усередину штуцера 50а. Кришка переважно висунута у потік у напрямку обертання матеріалу перед штуцером 50а. Штуцер 50а знаходиться по суті з протилежного випускному отвору 15 боку приймального бункера 1. Над рівнем матеріалу встановлений засіб відведення газу 51 у вигляді активного відсмоктувача 51а або витяжного насоса 53. Також засіб відведення газу 51 може являти собою активний газовідвід простої форми, зокрема, біля відкритого верху приймального бункера 1. Через штуцер 50а усередину бункера 1 подається під тиском сухе, підігріте повітря. Це повітря примусово здіймається вгору крізь рухомий матеріал, уносячи з собою наявну вологу або сторонні речовини. Через відсмоктувач 51а повітря, збагачене сторонніми домішками, покидає бункер 1. Матеріал залишається очищеним від сторонніх речовин. Таким чином, завдяки переважно спільній дії засобів підведення та відведення газу 50, 51, обох мішалок 12, 21 та отворів 36 матеріал практично повністю звільняється від сторонніх домішок. Альтернативний варіант за Фіг.4 та 5 відрізняється від зображеного на Фіг.1 та 2 передусім тим, що нижні мішалки 12 не підвішені коливально, а жорстко прикріплені до додаткового опорного диска 29, який встановлений співвісно з опорним диском 9 на тому самому валу 4, яким він приводиться до обертання. Завдяки такій конструкції ротор 7 може бути вужчим або взагалі становити продовження вала 4. Як і у варіанті за Фіг.1 та 2, нижні мішалки 12 знаходяться на висоті випускного отвору 15 бункера 1, що дає їм змогу скеровувати оброблюваний матеріал у просторі 10 до приймального отвору 27 корпусу 17 шнека. Додаткові нижні мішалки 12 у просторі 10 під верхнім опорним диском 9 жорстко прикріплені до нижнього опорного диска 29 під опорним диском 9, але можуть також бути коливально підвішені на опорному диску 9 або валу 4. Як показано на Фіг.1 та 2, засіб підведення газу 50 встановлений між опорними дисками 9, 29 та між верхніми та нижніми мішалками 21, 12 і закінчується у просторі 10. Доцільно підвищувати температуру оброблюваного матеріалу у бункері 1. З цією метою, як показано на Фіг.4, у верхньому подрібнювальному просторі 26 над опорним диском 9 встановлені датчик температури 30 та охолоджувальний пристрій 33; останній може бути виконаний як штуцер підведення холодоагенту. 90641 16 Як вже зазначалося, леткі домішки, що виділяються у верхньому просторі 26, можна відводити крізь відсмоктувач 51. Для того, як показано на Фіг.4, вище вирви матеріалу, яка утворюється у просторі 26, встановлено відсмоктувальний пристрій 51. Згідно з Фіг.4 на шляху газів, що виходять з приймального бункера 1, встановлено вимірювальний пристрій 56, який визначає температуру відхідних газів, та/або їх вологість, та/або вміст домішок у газах. За допомогою схематично зображеного пристрою керування 58 можна керувати регулюванням роботи пристрою за винаходом або його елементів. У даному випадку пристрій 58 пов'язаний з відсмоктувачем 51 та засобом підведення газу 50. На шляху газів, що подаються, встановлено нагрівальний пристрій 54 та сушарку 55 газів, а також насос або повітродувку 52. За їх допомогою пристрій 58 може регулювати обсяг, або температуру, або тиск газів, що подаються. Також можливо регулювати температуру, та/або обсяг, та/або тиск газів, що подаються, у відповідності до температури або вологості відхідних газів. Оскільки приймальний бункер 1 є закритий, обсяг газу, що подається крізь штуцер 50, по суті дорівнює обсягу, що відводиться крізь відсмоктувач 51. На виході газу можна встановити засоби відокремлення супутніх домішок, наприклад, циклон або газопромивник, а очищений газ подавати до штуцера підведення газу 50. Пристрій за Фіг.7 та 8 є подібний до зображеного на Фіг.1 та 2, однак тут верхній опорний диск 9 не містить жодних наскрізних отворів 36. В усьому іншому ця конструкція не відрізняється від описаних вище. У цьому варіанті під верхнім опорним диском 9 також знаходиться нижній внутрішній простір 10, який вільно сполучається з верхнім внутрішнім простором 26 бункера 1 над опорним диском 9, утворюючи між периферією опорного диска 9 та бічною стінкою 2 бункера 1 кільцевий зазор 11 для оброблюваного матеріалу. Крізь цей кільцевий зазор 11 оброблюваний пластичний матеріал без перешкод проходить з простору 26 над опорним диском 9 до розташованого під ним кільцевого внутрішнього простору 10. У цьому кільцевому просторі 10 навколо осі 8 встановлені нижні мішалки 12. Відцентрова сила, з якою ці мішалки діють на пластичний матеріал, підштовхує його до випускного отвору 15 бункера 1, який знаходиться на одній висоті з мішалками 12, а нижній внутрішній простір 10 бункера 1 сполучається з внутрішнім об'ємом циліндричного корпусу 16 шнека, в якому обертається шнек 17. Верхній опорний диск 9 несе також міцно прикріплені до нього верхні мішалки 21. Ці верхні мішалки 21 перемішують, та/або подрібнюють, та/або нагрівають матеріал у верхньому внутрішньому просторі 26 бункера 1. Для ефективного подрібнення доцільно, щоб мішалки 21 мали різальні кромки 22. Під час роботи при обертанні опорного диска 9 пластична маса, що надходить до бункера 1, під дією мішалок 21 розкручується та підноситься уз 17 довж бічних стінок 2 бункера 1 у верхньому внутрішньому просторі 26 (стрілка 24), а ближче до осі бункера 1 знову падає донизу (стрілка 25). Таким чином матеріал, що надходить, завихрюється, чим забезпечується ефективне перемішування. Невеличка частка матеріалу, що потрапляє до бункера 1, вже у подрібненому стані через кільцевий зазор 11 опиняється у нижньому внутрішньому просторі 10 під верхнім опорним диском 9 і там обробляється нижніми мішалками 12. Після нетривалого припрацювання настає стан рівноваги між матеріалом, що виводиться шнеком 17 з випускного отвору 15, а відтак з кільцевого простору 10, та матеріалом, що надходить зверху крізь кільцевий зазор 11 до кільцевого простору 10. Внаслідок цього стає маловірогідним та навіть і зовсім неможливим, щоб якісь частки пластмаси, потрапивши до бункера 1, досягали корпусу 16 шнека, не пробувши вдосталь часу у бункері 1, і не були піддані достатньому оброблянню мішалками 12, 21. Обсяг пластмаси, що потрапляє до випускного отвору 15 та відводиться шнеком 17, набуває приблизно однакових властивостей, зокрема, щодо температури та розміру часток. Тому шнек 17 витрачає менше зусиль, щоб довести масу пластику до потрібного ступеню пластифікації, а завдяки цьому можна уникнути високих пікових теплових навантажень на матеріал у корпусі 16 шнека. Таким чином поліпшується якість матеріалу й суттєво заощаджуються енерговитрати на привод шнека 17. Форма та розмір кільцевого простору 10 визначаються галуззю застосування. Відстань h між нижньою поверхнею опорного диска 9 та днищем 3 бункера 1 залежать від висоти ротора 7, а також від розміру та місцезнаходження випускного отвору 15. Оптимальними є такі співвідношення, коли висота h кільцевого простору 10 принаймні дорівнює, а краще суттєво перевищує діаметр d шнека 17 або внутрішній діаметр корпусу 16 шнека. У варіанті, зображеному на Фіг.7, h : d = 1,56, а компоновка обирається такою, щоб накрита опорним диском 9, розташована ззовні ротора 7 частина кільцевого простору 10 мала приблизно квадратний переріз. Можливі також інші форми цього кільцевого простору, зокрема, у випадку, коли у цьому кільцевому просторі 10 обертаються інші елементи, наприклад, ротор 7 у вигляді лопатевого колеса. Як видно, для описаного режиму роботи суттєве значення має розмір кільцевого зазору 11. Цей зазор не має бути надто великим, щоб не перешкоджати проходженню крупних часток матеріалу крізь кільцевий зазор 11. З іншого боку, зазор не може бути надто малим, щоб забезпечити потрапляння достатньої кількості матеріалу під опорний диск 9 до нижнього внутрішнього простору 10 та нормальне завантаження шнека 17. З метою пристосування до різних видів обробляння матеріалу розмір кільцевого зазору 11 можна робити змінним, наприклад, за допомогою встановлених на опорному диску 9 з можливістю переставлення на ньому елементів, які здатні частково перекривати зазор 11 або, навпаки, збільшувати його ширину. Такі самі елементи можна встановлювати також на стінці 2 бункера 1. Експе 90641 18 риментально показано, що оптимальне значення ширини s (Фіг.7) кільцевого зазору 11 знаходиться у межах від 20 до 150 мм, краще від 20 до 100 мм, незалежно від діаметру приймального бункера 1, зате у залежності від виду оброблюваного матеріалу. Доцільно розташовувати мішалки 12 у нижньому внутрішньому просторі 10 приймального бункера 1 таким чином, щоб вони обробляли матеріал у цьому внутрішньому просторі 10 з меншою інтенсивністю, ніж мішалки 21, встановлені на опорному диску 9 у верхньому внутрішньому просторі 26 бункера 1. Також у цьому варіанті засіб підведення газу 50 знаходиться між опорними дисками 9, 29 або між верхніми та нижніми мішалками 21, 12 і закінчується у просторі 10. На Фіг.9 представлений ще один варіант здійснення винаходу у вертикальному розрізі. Цей пристрій містить приймальний бункер 1, у якому передбачено лише один суцільний опорний диск 9, 29 з мішалками 21, 12 у нижній частині, поблизу днища 3, на висоті випускного отвору 15. Ці мішалки 12, 21 забезпечують рух часток матеріалу або утворюють вирву перемішування 25. У днищі 3 на найближчій до осі третині його поверхні знаходиться активний засіб підведення газу 50а у вигляді кільцевого зазору поблизу, зокрема, у безпосередній близькості до вала 4, через який повітродувка 52 нагнітає газ. На додаток у стінці 2 бункера 1, на висоті, на якій закручений матеріал чинить найбільший тиск на бічну стінку 2, знаходиться інший активний засіб підведення газу 50а, виконаний у вигляді кільцевого зазору уздовж всієї периферії. Крізь обидва засоби підведення газу 50а газ нагнітається до порожнини бункера 1, просякає крізь матеріал та виходить крізь засіб відведення газу 51, уносячи з собою сторонні домішки. На Фіг.10 та 11 зображений у вертикальному розрізі та у плані наступний варіант здійснення винаходу. На Фіг.10 та 11 пристрій зображено лише частково - показаний лише крайній нижній опорний диск 29 або крайні нижні мішалки, - а решта відповідає не показаним ознакам пристроїв за Фіг.1-9. Отже, не показані ознаки за Фіг.1-9 тут присутні. На нижній поверхні крайнього нижнього опорного диска 29 виконані кілька подавальних лопатей 65. Ці лопаті 65 відходять радіально від центру опорного диска 29, викривлені проти напрямку обертання та охоплюють майже повний радіус опорного диска 29. Подавальні лопаті 29 виконані у вигляді балкоподібних ребер та вдаються у простір між опорним диском 29 та днищем 3. Лопаті 65 працюють у режимі обтікання й діють на потік матеріалу таким чином, що у просторі під опорним диском 29 не залишається оброблюваного матеріалу. Оброблюваний матеріал знову виштовхується лопатями 65 крізь кільцевий зазор 11 вгору, до простору над опорним диском 29. Якщо в опорному диску 29 виконані наскрізні отвори 36, матеріал може також проходити крізь них. У днищі 3 приймального бункера 1, поблизу центральної осі 8, виконано засоби підведення 19 газу 50, які закінчуються у просторі під опорним диском 29. Засоби підведення газу 50 можуть бути активними або пасивними 50а, 50b. Таким чином, газ або повітря активно нагнітається до простору під опорним диском 29 або засмоктується крізь лопаті 65. Далі газ протікає, як показано на Фіг.10 стрілкою 68, крізь кільцевий зазор 11 вгору й підпирає там оброблюваний матеріал, що надходить з простору під опорним диском 29. Також газ тече крізь отвори 36, якщо вони є, як показано на Фіг.10 стрілкою 69, виносячи з собою матеріал вгору. У такому варіанті подавальні лопаті 65 взаємодіють з засобами підведення газу 50, а також з наскрізними отворами у разі їх наявності, забезпе 90641 20 чуючи ефективне видалення матеріалу з простору під опорним диском 29. Подібні подавальні лопаті 65 або подібні комбіновані конструкції з подавальних лопатей 65, наскрізних отворів 36 та/або засобів підведення газу 50 можуть також застосовуватися у всіх пристроях, зображених на Фіг.1-9. На Фіг.12 показано подальший кращий варіант здійснення винаходу. Він є аналогічним варіанту за Фіг.4 та 5. У цьому відношенні відсилаємо до Фіг.4 та 5. Однак на відміну від варіанту за Фіг.4 та 5, засоби підведення газу 50, 50а, 50b вбудовані у днище 34, як у варіанті за Фіг.9, 10 або 11. 21 90641 22 23 90641 24 25 Комп’ютерна верстка Л.Литвиненко 90641 Підписне 26 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess and apparatus for treatment of material
Автори англійськоюWeigerstorfer, Georg, Feichtinger, Klaus, Pauli, Peter
Назва патенту російськоюСпособ и устройство для обработки материала
Автори російськоюВайгерсторфер Георг, Файхтингер Клаус, Паули Петер
МПК / Мітки
МПК: B29B 17/00, B02C 18/08, B02C 23/00, B02C 18/12
Мітки: спосіб, пристрій, матеріалу, обробляння
Код посилання
<a href="https://ua.patents.su/13-90641-sposib-ta-pristrijj-dlya-obroblyannya-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для обробляння матеріалу</a>
Твердотілий матеріал (варіанти), спосіб його обробляння та спосіб обробляння деталей із твердотілого матеріалу
Номер патенту: 60396
Опубліковано: 15.10.2003
Автори: Крутова Єлєна Ігорєвна, Спірін Юрій Лєонідовіч, Фролов Дмітрій Владіміровіч, Дубінін Владімір Стєпановіч
МПК: H01L 41/24, B22F 3/24, H01L 41/18, B23H 1/00, C04B 41/91, B82B 3/00, B82B 1/00
Мітки: обробляння, варіанти, твердотілий, деталей, матеріалу, спосіб, твердотілого, матеріал
Формула / Реферат:
1. Спосіб обробляння твердотілих матеріалів, який відрізняється тим, що містить такі операції, як виготовлення заготовки з твердотілого матеріалу, утворення пор, щонайменше, у поверхневому шарі матеріалу заготовки, причому зазначені пори мають діаметр до 200 нм, заповнення зазначених пор нитками з іншого або того ж самого матеріалу, що і матеріал заготовки.2. Спосіб за п. 1, який відрізняється тим, що в кожну пору поміщають кілька...
Спосіб обробляння листових матеріалів-основ, матеріал-основа та застосування матеріалу-основи
Номер патенту: 89178
Опубліковано: 11.01.2010
Автори: Кантанен Ілкка, Пеурамякі Югані
МПК: D21H 19/00
Мітки: матеріалу-основи, матеріал-основа, обробляння, застосування, листових, матеріалів-основ, спосіб
Формула / Реферат:
1. Спосіб обробляння листових матеріалів-основ, що містять органічні натуральні волокна або регенеровані волокна, який полягає в тому, що матеріал-основу, що має перший бік та другий бік, спочатку піддають на його першому боці рідинній обробці антимікробною речовиною та зв'язуючою речовиною, а потім матеріал основи сушать, який відрізняється тим, що під час другої обробки на першому боці матеріалу-основи утворюють шар, який містить віск, та...
Пристрій для магнітного обробляння води
Номер патенту: 33911
Опубліковано: 25.07.2008
Автори: Музикіна Зоя Семенівна, Шевякова Каріна Олександрівна, Ботштейн Володимир Абрамович, Епштейн Семен Йосипович, Сталінський Дмитро Віталійович, Пуль Володимир Миколайович
МПК: C02F 1/48
Мітки: води, пристрій, магнітного, обробляння
Формула / Реферат:
Пристрій для магнітного обробляння води, що містить магнітний блок та з'єднані з магнітним блоком патрубок для підведення води і патрубок для відведення води, який відрізняється тим, що пристрій обладнаний ежектором, який вмонтований перед магнітним блоком, при цьому форсунка ежектора з'єднана з патрубком для підведення води, дифузор ежектора з'єднаний з магнітним блоком, а патрубок для відведення води з'єднаний трубопроводом з приймальною...
Спосіб обробляння мулу та пристрій для його здійснення
Номер патенту: 90096
Опубліковано: 12.04.2010
Автор: Крістоферсон Йєспер
МПК: C02F 11/12, B30B 9/02
Мітки: здійснення, спосіб, пристрій, мулу, обробляння
Формула / Реферат:
1. Пристрій для обробляння мулу, який містить прес (3) для зневоднювання мулу, пристрій ущільнення (10) для приймання та ущільнення мулу, зневодненого пресом (3), трубчастий конвеєр (11, 32) для транспортування мулу з пристрою ущільнення (10), причому трубчастий конвеєр (11, 32) містить транспортувальний шнек (28), і здрібнювач (12, 23) для здрібнювання мулу, спресованого пристроєм ущільнення (10), причому здрібнювач (12, 23) виконаний з...
Спосіб додавання частинок агента для модифікації диму у стрижень курильного матеріалу та пристрій для виготовлення стрижнів курильного матеріалу
Номер патенту: 50815
Опубліковано: 15.11.2002
Автори: Кларінгбулд Ентоні Крейг, Олівер Річард
МПК: A24C 5/00
Мітки: модифікації, стрижень, пристрій, додавання, диму, спосіб, стрижнів, агента, частинок, матеріалу, виготовлення, курильного
Формула / Реферат:
1. Спосіб додавання частинок агента для модифікації диму у стрижень курильного матеріалу, в якому агент вводять у потік волокнистого курильного матеріалу, що рухається до всмоктувальної стрічки пристрою, який виготовляє стрижні, причому місце введення агента в стрижень розташоване поблизу всмоктувальної стрічки пристрою, а частинки агента для модифікації диму переміщуються до цього місця і вносяться у рухомий волокнистий курильний матеріал...
Попередній патент: Спосіб хірургічного лікування пупкових гриж
Наступний патент: Спосіб одержання монокристала вольфрамату магнію, зокрема сцинтиляційного, і детектор на його основі
Випадковий патент: Нвч-радіометр