Спосіб виготовлення штампованих деталей з покриттям (варіанти) і деталь, одержана таким способом
Номер патенту: 97934
Опубліковано: 26.03.2012
Автори: Шаллер Людвіг, Альсманн Міхаель, Тіріон Ізабелль, Дрійє Паскаль, Бадер Карл Міхаель, Фіторіс Томас, Пар Уве, Грігор'єва Раіса
Формула / Реферат
1. Спосіб виготовлення гарячим штампуванням деталі з покриттям, що включає наступні послідовні стадії, які здійснюються у вказаному порядку:
- одержання гарячекатаного або холоднокатаного сталевого листа, що включає в себе сталеву підкладку і попередньо нанесене покриття з алюмінієво-кремнієвого сплаву, що містить більше 50 % вільного алюмінію і має товщину, вибрану таким чином, щоб забезпечити легування із сталевою підкладкою, при цьому товщина переважно становить від 15 до 50 мікрометрів, потім
- розрізання сталевого листа для одержання сталевої заготовки із попередньо нанесеним покриттям, потім
- нагрівання заготовки в незахисній атмосфері до температури Ті, близької до температури плавлення попереднього покриття, при цьому температура Ті переважно становить від Те-10 °С до Те, де Те являє собою температуру евтектики або солідуса попередньо нанесеного покриття, потім
- нагрівання заготовки від температури Тi до температури аустенітизації Тm сталевої підкладки, при цьому температура Тm переважно становить від 840 до 950 °С, в незахисній атмосфері зі швидкістю V нагрівання, що становить від 30 °С/сек. до 90 °С/сек., при цьому V являє собою швидкість нагрівання від температури Тi до температури Тm, для одержання нагрітої заготовки з покриттям, потім
- витримування нагрітої заготовки з покриттям при температурі Тm протягом часу tm, що становить від 20 сек. до 90 сек., потім
- гаряче штампування заготовки для одержання гарячештампованої деталі з покриттям, потім
- охолоджування штампованої деталі з певною швидкістю для формування мікроструктури в сталевій підкладці, що включає щонайменше один компонент, вибраний з мартенситу і бейніту.
2. Спосіб за п. 1, в якому швидкість V нагрівання між температурами Ti і Тm становить від 50 до 80 °С/сек.
3. Спосіб за будь-яким з пп. 1 або 2, в якому попереднє покриття включає, з розрахунку на масу, 5-11 % Si, 2-4 % Fe, необов'язково від 15 до 30 м. ч. Са, необов'язково від 50 до 700 м. ч. Sr, інше - алюміній і забруднюючі домішки, неминучі при обробці, при цьому температура Тi становить від 567 до 577 °С, а температура Тm становить від 855 до 950 °С.
4. Спосіб виготовлення гарячим штампуванням деталі з покриттям, що включає наступні послідовні стадії, що здійснюються у вказаному порядку:
- одержання гарячекатаного або холоднокатаного сталевого листа, що включає сталеву підкладку і попереднє покриття з алюмінієво-кремнієвого сплаву, при цьому попереднє покриття містить більше 50 % вільного алюмінію і має товщину, вибрану таким чином, щоб забезпечити легування із сталевою підкладкою, при цьому товщина переважно становить від 15 до 50 мікрометрів, потім
- розрізання сталевого листа для одержання сталевої заготовки з попереднім покриттям, потім
- нагрівання сталевої заготовки в незахисній атмосфері зі швидкістю V нагрівання до температури Тm з метою перетворення, переважно повного перетворення мікроструктури сталевої підкладки в аустеніт і одержання, відразу ж після нагрівання і до подальшого витримування, обмеженого вмісту рідкої фази на поверхні попереднього покриття, при цьому вміст переважно становить від 10 до 60 %, потім
- трансформацію рідкої фази попереднього покриття при температурі Тm під час періоду витримування tm для одержання нагрітої заготовки з покриттям, що має від 0 до 30 % рідкої фази на своїй поверхні в кінці періоду витримування і включає від 20 до 50 % ваг. Fe на поверхні, потім
- гаряче штампування заготовки для одержання гарячештампованої деталі, потім
охолоджування штампованої деталі для формування мікроструктури в сталевій підкладці, що включає щонайменше один компонент, вибраний з мартенситу і бейніту.
5. Спосіб за будь-яким з пп. 1-4, в якому нагрівання переважно здійснюють, щонайменше частково, за допомогою індукційного нагрівання.
6. Спосіб за будь-яким з пп. 1-4, в якому нагрівання здійснюють, щонайменше частково, за допомогою нагрівання опором.
7. Спосіб за будь-яким з пп. 1-4, в якому нагрівання здійснюють, щонайменше частково, за допомогою інфрачервоного нагрівання.
8. Спосіб за будь-яким з пп. 1-4, в якому нагрівання здійснюють, щонайменше частково, за допомогою газових пальників.
9. Спосіб за будь-яким з пп. 1-4, в якому нагрівання здійснюють за допомогою будь-якої комбінації способів нагрівання за пп. 5-8.
10. Спосіб за будь-яким з пп. 1-9, в якому загальна товщина покриття становить від 20 до 60 мікрометрів.
11. Гарячештампована деталь з покриттям, що включає сталеву підкладку, яка має мікроструктуру, що містить щонайменше один компонент, вибраний з бейніту і мартенситу, і покриття на кожній з двох сторін підкладки, при цьому покриття складається з наступних шарів, що містять Si в твердому розчині, починаючи з шару, який стикається із сталевою підкладкою:
- шар Fе3Аl;
- шар FeAl або т1, або т2 зверху шару Fе3Аl;
- зовнішній шар, що складається з більше ніж 70 % FeAl3 або Fe2Al5, при цьому шар FeAl3 або Fe2Al5 містить несуцільну другу фазу з FeAl або т1, або т2, а зовнішній шар має більше 70 % кристалів на своїй поверхні.
12. Гарячештампована деталь за п. 11, в якій шар FeAl або т1, або т2 зверху шарів Fе3Аl містить менше 13 % Si в твердому розчині, при цьому FeAl3 або Fe2Al5 в зовнішньому шарі містить менше 6 % Si в твердому розчині, а несуцільна друга фаза з FeAl або т1, або т2 містить менше 13 % Si в твердому розчині.
13. Гарячештампована деталь за будь-яким з пп. 11 і 12, в якому сумарна товщина шару Fe3Al і FeAl або шару т1, або т2 становить менше третини від загальної товщини покриття.
14. Гарячештампована деталь за будь-яким з пп. 11-13, в якому товщина покриття на кожній із сторін становить від 20 до 60 мікрометрів.
Текст
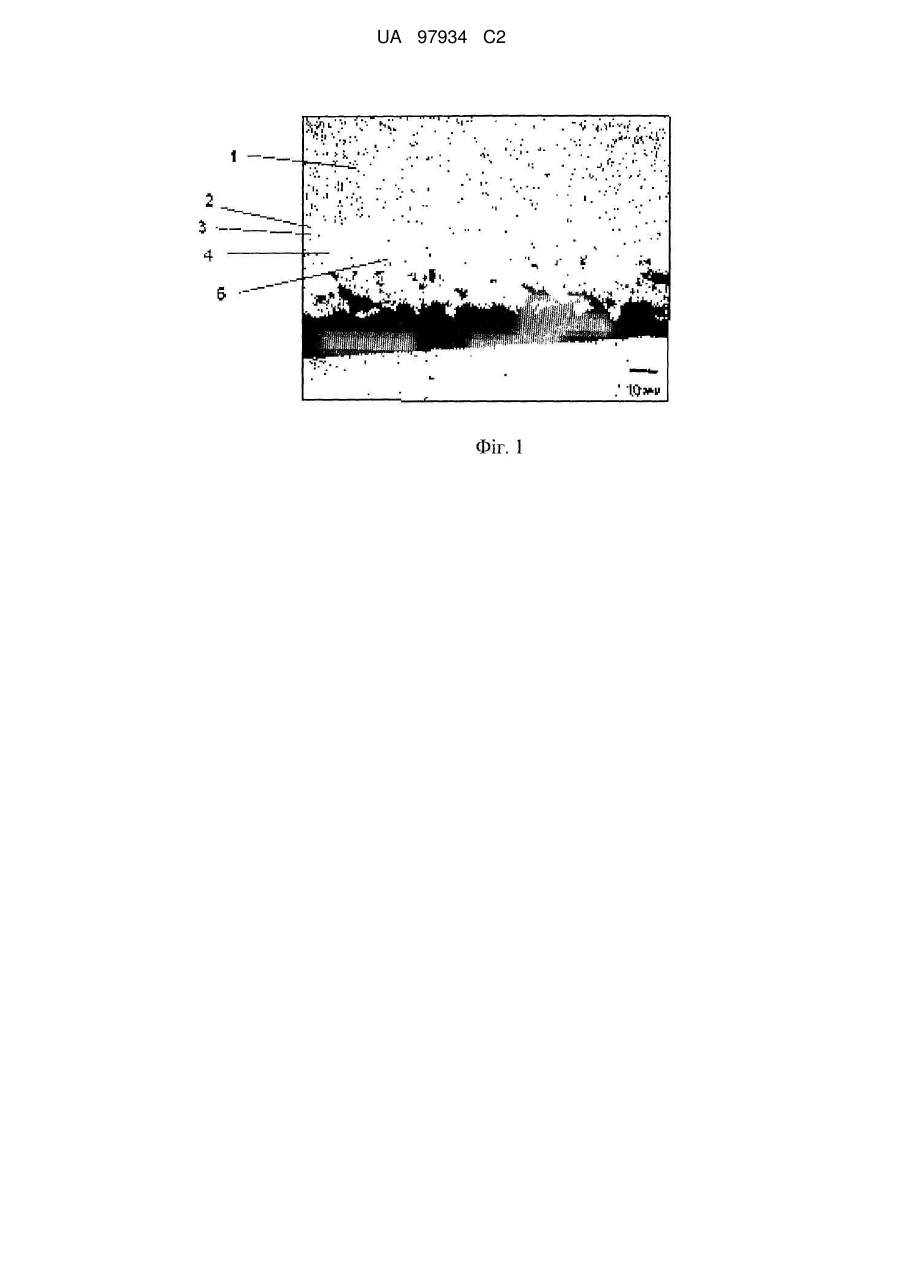
Реферат: Спосіб виготовлення гарячим штампуванням деталі з покриттям, що включає наступні послідовні стадії, які здійснюються у вказаному порядку: одержання гарячекатаного або холоднокатаного сталевого листа, що включає в себе сталеву підкладку і попереднє покриття з алюмінієво-кремнієвого сплаву, що містить більше 50 % вільного алюмінію і має товщину від 15 до 50 мікрометрів, потім розрізання сталевого листа для одержання сталевої заготовки з попереднім покриттям, потім нагрівання заготовки в незахисній атмосфері до температури Т і, що становить від Те-10 °С до Те, де Те являє собою температуру евтектики або солідуса попереднього покриття, потім нагрівання заготовки від температури Т i до температури Тm, що становить від 840 до 950 °С, в незахисній атмосфері зі швидкістю V нагрівання, що становить від 30 °С/сек. до 90 °С/сек., при цьому V являє собою швидкість нагрівання від температури Т i до температури Тm, для одержання нагрітої заготовки з покриттям, потім витримування нагрітої заготовки з покриттям при згаданій температурі Т m протягом часу tm, що становить від 20 сек. до 90 сек., потім гаряче штампування заготовки для одержання гарячештампованої деталі з покриттям, потім охолоджування згаданої штампованої деталі з певною швидкістю для формування мікроструктури в згаданій сталевій підкладці, що включає щонайменше один компонент, вибраний з мартенситу і бейніту. UA 97934 C2 (12) UA 97934 C2 UA 97934 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід стосується способу виготовлення деталей гарячим штампуванням, одержаних зі сталевого листа із попередньо нанесеним покриттям з алюмінієво-кремнієвого сплаву, а також одержаних гарячим штампуванням виробів з покриттям, одержаним таким способом. Використання процесу гарячого штампування листів, що мають попередньо нанесене покриття, для виготовлення деталей набуло широкого поширення, особливо в автомобільній промисловості, оскільки воно дозволяє одержувати деталі з високим механічним опором і хорошим опором удару. Металеве попередньо нанесене покриття дозволяє уникнути окиснення і зневуглецювання сталевої підкладки під час нагрівання в печі перед гарячим штампуванням. В результаті ефекту взаємної дифузії між попередньо нанесеним покриттям і сталевою підкладкою в покритті формується інтерметалевий сплав з високою температурою плавлення. Температуру нагрівання вибирають так, щоб забезпечити аустенітизацію сталі, з тим, щоб забезпечити подальше зміцнення сталевої підкладки за допомогою прискореного охолоджування (загартування) в формувальних пристроях. У описі Європейського патенту ЕР0971044 охарактеризований спосіб гарячого штампування сталевих листів із попередньо нанесеним на них покриттям на основі алюмінію або алюмінієвого сплаву, при цьому деталі, що одержуються після гарячого штампування, мають високий опір корозії, зношуванню і втомі та підходять для подальшого фарбування. У Міжнародній публікації WO2008053273 описаний спосіб гарячого штампування, згідно з яким стадії нагрівання і аустенітизації в печі вибирають таким чином, щоб одержати послідовність з чотирьох різних шарів в покритті штампованої деталі: швидкість нагрівання при підійманні температури від 20 до 700°С становить від 4 до 12°С/сек. Таким чином, забезпечується можливість одержання поліпшеної зварюваності при точковому зварюванні і вказаній конфігурації шарів. Сталеві заготовки із попередньо нанесеним на них покриттям переміщуються на роликах в печах під час нагрівання перед стадією гарячого штампування. Згідно з Міжнародною публікацією WO2008053273 умови нагрівання заготовок із попередньо нанесеним на них покриттям з Аl вибирають таким чином, щоб уникнути плавлення покриття, що може привести до забруднення роликів в печах. В результаті забруднення виробничу лінію іноді необхідно тимчасово зупиняти для поточного ремонту, що приводить до зниження продуктивності. Крім того, тривалість нагрівання і витримування заготовок може становити близько декількох хвилин. У результаті довжина печей, в яких переміщуються заготовки, може мати велике значення, що є проблемою з промислової точки зору. Таким чином, є суттєва необхідність в укороченні довжини нагріваючих ліній. Робилися спроби збільшення продуктивності даного процесу за допомогою скорочення тривалості витримки при температурі аустенітизації: однак такий підхід вичерпав свої можливості, оскільки достатня тривалість часу необхідна для взаємної дифузії елементів сталевої підкладки, зокрема, заліза, з покриттям на основі алюмінію. Крім того, скорочення тривалості нагрівання також викликає проблеми, оскільки при дуже високих швидкостях нагрівання відбувається плавлення покриття, що приводить до формування гладкої поверхні покриття і поганої адгезії фарби до штампованої деталі. Таким чином, при використанні сталевих листів із попередньо нанесеним на них покриттям на основі Аl зберігається потреба в процесі виготовлення, що забезпечує можливість одержання штампованих деталей або виробів з високим механічним опором, а також вкрай придатного для подальшого фарбування. Також зберігається потреба в способі, що дозволяє одержувати деталі, покриття яких міцно зчеплене з підкладкою при температурах виготовлення або обслуговування, і що забезпечує високий опір відшаруванню і корозії. Також зберігається потреба в способі з підвищеною продуктивністю, що дозволяє уникнути забруднення роликів. Метою даного винаходу є вирішення вищевказаних проблем і розробка нового способу виготовлення гарячим штампуванням деталей, одержаних зі сталевого листа із попередньо нанесеним алюмінієво-кремнієвим покриттям. Іншою метою даного винаходу є розробка способу виготовлення гарячим штампуванням деталей, які можуть бути використані в автомобільній промисловості. Іншою метою даного винаходу є розробка нових способів виготовлення гарячим штампуванням деталей, покриття яких поєднують в собі високу зчеплюваність зі сталевою підкладкою, а також здатність до фарбування і опір відшаровуванню. Іншою метою даного винаходу є розробка деталі з новим покриттям після гарячого штампування, що має високу здатність до фарбування і опір відшаруванню і корозії. 1 UA 97934 C2 5 10 15 20 25 30 35 40 45 50 55 60 Таким чином, об'єктом даного винаходу є спосіб виготовлення гарячим штампуванням деталі з покриттям, що включає наступні послідовні стадії, що здійснюються у вказаному порядку: - одержання гарячекатаного або холоднокатаного сталевого листа, що включає сталеву підкладку і попередньо нанесене покриття з алюмінієво-кремнієвого сплаву, що містить більше 50% вільного алюмінію і має товщину від 15 до 50 мікрометрів, потім - розрізання сталевого листа для одержання сталевої заготовки із попередньо нанесеним покриттям, потім - нагрівання заготовки в незахисній атмосфері до температури Т i, що становить від Те-10°С до Те, де Те являє собою температуру евтектики або солідусу попередньо нанесеного покриття, потім - нагрівання заготовки від температури Тi до температури Тm, що становить від 840 до 950°С, в незахисній атмосфері зі швидкістю V нагрівання, що становить від 30°С/сек. до 90°С/сек., де V являє собою швидкість нагрівання від температури Т i до температури Тm, для одержання нагрітої заготовки з покриттям, потім - витримування нагрітої заготовки з покриттям при згаданій температурі Т m протягом часу tm, що становить від 20 сек. до 90 сек., потім - гаряче штампування заготовки для одержання гарячештампованої деталі з покриттям, потім - охолоджування згаданої штампованої деталі зі швидкістю охолоджування для формування мікроструктури в сталевій підкладці, що включає в себе щонайменше один компонент, вибраний з мартенситу і бейніту. Згідно з переважним варіантом здійснення швидкість V нагрівання від температури Т i до Тm становить від 50 до 80°С/сек. Згідно з переважним варіантом здійснення попереднє покриття включає, з розрахунку на масу, 5-11% Si, 2-4% Fe, необов'язково від 15 до 30 м. ч. (ррm) Са, не обов'язково від 50 до 700 м. ч. Sr, інше - алюміній і забруднюючі домішки, неминучі при обробці; температура Т i становить від 567 до 577°С, а температура Тm становить від 855 до 950°С. Іншим об'єктом даного винаходу є спосіб виготовлення гарячим штампуванням деталі з покриттям, що включає наступні послідовні стадії, що здійснюються у вказаному порядку: - одержання гарячекатаного або холоднокатаного сталевого листа, що включає сталеву підкладку і попередньо нанесене покриття з алюмінієво-кремнієвого сплаву, що містить більше 50% вільного алюмінію і має товщину від 15 до 50 мікрометрів, потім - розрізання сталевого листа для одержання сталевої заготовки із попередньо нанесеним покриттям, потім - нагрівання сталевої заготовки в незахисній атмосфері зі швидкістю V нагрівання до температури Тm для повного перетворення мікроструктури сталевої підкладки в аустеніт і одержання, відразу ж після нагрівання і до подальшого витримування, від 10 до 60% рідкої фази на поверхні попереднього покриття, потім - трансформацію рідкої фази попереднього покриття при температурі Т m під час періоду витримування tm, для одержання нагрітої заготовки з покриттям, що має від 0 до 30% рідкої фази на своїй поверхні в кінці згаданого періоду витримування і включає від 20 до 50% ваг. Fe на своїй поверхні, потім - гаряче штампування заготовки для одержання гарячештампованої деталі, потім - охолоджування штампованої деталі для формування мікроструктури в згаданій сталевій підкладці, що включає в себе щонайменше один компонент, вибраний з мартенситу і бейніту. Нагрівання переважно здійснюють, щонайменше частково, за допомогою індукційного нагрівання. Згідно з переважним варіантом, нагрівання здійснюють, щонайменше частково, за допомогою нагрівання опором. Нагрівання переважно здійснюють, щонайменше частково, за допомогою інфрачервоного нагрівання. Згідно з переважним варіантом нагрівання здійснюють, щонайменше частково, за допомогою газових пальників. Згідно з варіантом виконання, нагрівання здійснюють за допомогою будь-якої комбінації вищевказаних способів нагрівання. Загальна товщина покриття переважно становить від 20 до 60 мікрометрів. Об'єктом даного винаходу також є гарячештампована деталь з покриттям, що включає сталеву підкладку, яка має мікроструктуру, що містить щонайменше один компонент, вибраний з бейніту і мартенситу, і покриття на кожній з двох сторін згаданої підкладки, при цьому покриття 2 UA 97934 C2 5 10 15 20 25 30 35 40 45 50 55 60 складається з наступних шарів, що містять Si в твердому розчині, починаючи з шару, який стикається із згаданою сталевою підкладкою: - шар Fe3Al; - шар FeAl або т1, або т2 зверху шару Fe3Al; - зовнішній шар, що складається з більше ніж 70% FeAl3 або Fe2Al5, при цьому згаданий шар FeAl3 або Fe2Al5 містить несуцільну другу фазу з FeAl або т1, або т2 зверху згаданого шару FeAl або т1, або т2, а згаданий зовнішній шар має більше 70% кристалів на своїй поверхні. Шар FeAl, або т1, або т2 зверху згаданого шару Fe3Al переважно містить менше 13% Si в твердому розчині, a FeAl3 або Fe2Al5 в згаданому зовнішньому шарі містить менше 6% Si в твердому розчині, а згадана несуцільна друга фаза з FeAl або т 1, або т2 містить менше 13% Si в твердому розчині. Сумарна товщина згаданого шару FeAl3 і згаданого FeAl, або шару т1 або т2 шарів, переважно становить менше третини від загальної товщини згаданого покриття. Згідно з переважним варіантом товщина покриття на кожній із згаданих сторін становить від 20 до 60 мікрометрів. Інші переваги і характеристики стануть очевидними з подальшої частини опису і ілюстративних варіантів здійснення з посиланням на наступні спільні фігури: фігура 1 являє собою вигляд в поперечному перерізі покриття гарячештампованої деталі згідно з даним винаходом. Фігура 2 являє собою вигляд в поперечному перерізі шаруватої структури покриття гарячештампованої деталі, одержаної способом, що не відповідає даному винаходу. Фігура 3 показує вигляд зверху поверхні покриття, сформованого згідно з даним винаходом. Фігури 4 і 5 ілюструють вигляди зверху поверхонь покриттів, сформованих в умовах, не відповідних даному винаходу. На фігурі 6 показана природа покриття і частка рідкої поверхні в кінці періоду витримування залежно від швидкості нагрівання. Даний винахід виконують, використовуючи сталеві штаби з попереднім покриттям, що включають штабу або підкладку з базової сталі і попереднє покриття з алюмінієво-кремнієвого сплаву на обох сторонах штаби з базової сталі. Термін «попередньо нанесене (попереднє) покриття» стосується шару з алюмінієвокремнієвого сплаву, осадженого на ненагріту підкладку безпосередньо перед стадією гарячого штампування. Як описано нижче, цикл нагрівання штаби з попереднім Al-Si покриттям перед гарячим формуванням і її подальше витримування при високій температурі викликають зміни в природі і морфології попереднього покриття, причиною яких є фазові перетворення і взаємна дифузія зі сталевою підкладкою. Такі перетворення і механізми взаємної дифузії забезпечують формування оптимального покриття на поверхні гарячештампованих деталей. Попередні покриття з алюмінієво-кремнієвого сплаву можуть бути одержані за допомогою безперервного гарячого алюмінування в результаті занурення сталевого листа в рідку ванну з алюмінію І типу або Al-Si, що містить 5-11% ваг. Si, 2-4% ваг. Fe, можливо, від 15 до 30 м.ч. Са і, можливо, від 50 до 700 м. ч. стронцію, інше - алюміній і забруднюючі домішки, неминучі при обробці. Кремній запобігає формуванню товстого залізно-металевого інтерметалевого шару, що знижує здатність до зчеплення і формування. Звичайні попередні покриття включають, починаючи зі сталевої підкладки, дуже тонкий (звичайно менше 1 мікрометра) міжповерхневий шар з FeAl3 або Fe2Al5, зверху шару з фази т5 (гексагональна фаза типу Fe3Si2Al12, що містить 29-36% ваг. Fe, 6-12% ваг. Si), звичайно товщиною 2-7 мікрометрів, і зверху Al-Si матрицю, що включає острівці з евтектичного Al-Fe-Si (A1 дендрити, Si і т6 (моноклинна фаза типу Fe2Si2Al9 з 26-29% ваг. Fe і 13-16% ваг. Si)). Однак даний винахід не обмежується згаданими складами. Товщина попереднього покриття з Al-Si становить від 15 до 50 мікрометрів на кожній стороні. Даний діапазон вибраний таким чином, щоб одержати оптимальне легування попереднього покриття сталевою підкладкою відповідно до описаної нижче конкретної кінетики нагрівання згідно з даним винаходом. Попереднє покриття згідно з даним винаходом містить більше 50% вільного алюмінію відносно загального вмісту алюмінію в попередньому покритті. При невиконанні даної умови велика кількість алюмінію зв'язується у вигляді компонента з високою температурою плавлення в попередньому покритті, не дозволяючи таким чином одержати достатній рівень плавлення в умовах нагрівання згідно з даним винаходом. Іншими словами, після гарячого алюмінування повинна бути присутня достатня частка в основному нелегованого Аl, тобто Аl, не зв'язаного з Fe або Si. Негайна термічна обробка для легування після гарячого алюмінування і до нагрівання і гарячого штампування унеможливлює здійснення даного винаходу, оскільки така обробка 3 UA 97934 C2 5 10 15 20 25 30 35 40 45 50 55 спричиняє формування інтерметалевих сполук з високою температурою плавлення. Таким чином, подальше нагрівання перед гарячим штампуванням не забезпечує достатній рівень плавлення в покритті для здійснення даного винаходу. Крім того, подальша проміжна обробка може спричинити формування мартенситу в підкладці. При розрізанні або штампуванні листів з одержанням заготовок необхідно уникати мартенситу в сталевій підкладці для того, щоб звести до мінімуму знос різальних інструментів. Більше того, за наявності в мікроструктурі підкладки меж розділу мартенситу і фериту, навколо обрізаних країв можуть виникнути пошкодження через різні, властиві даним компонентам властивості. Склад сталевої підкладки не є критичним доти, доки він має хорошу змочуваність при гарячому зануренні у ванну з алюмінію або алюмінієвого сплаву. Однак при деяких видах використання, що вимагають високої механічної міцності, наприклад, несучі деталі в автомобілях, переважно, щоб сталева підкладка мала склад, що дозволяє гарячештампованій деталі одержати високу міцність, наприклад, від 500 до 1600 МПа, залежно від вимог і умов використання. За необхідності одержання вищої міри опору переважним є склад сталі, що включає, з розрахунку на масу: 0,15%
ДивитисяДодаткова інформація
Назва патенту англійськоюFabrication process of coated stamped parts (embodiments) and parts prepared from the same
Автори англійськоюThirion, Isabelle, Vietoris, Thomas, Grigorieva, Raisa, Drillet, Pascal, Shaller, Ludwig, Bader, Karl, Michael, Paar, Uwe, Alsmann, Michael
Назва патенту російськоюСпособ изготовления штампованных деталей с покрытием (варианты) и деталь, полученная этим способом
Автори російськоюТирион Изабелль, Фиторис Томас, Григорьева Раиса, Дрийе Паскаль, Шаллер Людвиг, Бадер Карл Михаэль, Пар Уве, Альсманн Михаель
МПК / Мітки
МПК: C21D 1/70, B32B 15/01
Мітки: спосіб, варіанти, деталей, одержана, деталь, виготовлення, покриттям, штампованих, способом, таким
Код посилання
<a href="https://ua.patents.su/13-97934-sposib-vigotovlennya-shtampovanikh-detalejj-z-pokrittyam-varianti-i-detal-oderzhana-takim-sposobom.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення штампованих деталей з покриттям (варіанти) і деталь, одержана таким способом</a>
Спосіб виготовлення керамічної деталі з покриттям та керамічна деталь, виготовлена цим способом
Номер патенту: 74783
Опубліковано: 15.02.2006
Автори: Боскен, Уільям, Е., (молодший), Міллікен, Дейл, К.
МПК: C23C 4/06, C04B 41/89, C03B 5/00, C03B 7/00, C23C 4/10, C04B 41/45, C04B 41/87
Мітки: деталь, виготовлення, виготовлена, керамічної, деталі, спосіб, цим, способом, керамічна, покриттям
Формула / Реферат:
1. Спосіб виготовлення керамічної деталі з покриттям, призначеної для використання в контакті з розплавленим склом, який відрізняється тим, що включає:нанесення на поверхню керамічної деталі, яка контактує з розплавленою скломасою, тонкого базового покриття з порошку нікель-хром-алюміній-кобальт-ітрієвого композита,нанесення на тонке базове покриття більш товстого покриття із заздалегідь сплавленого оксиду цирконію,...
Спосіб виготовлення деталей з підвищеною межею утомної міцності, деталь, яка виготовлена даним способом (варіанти), та її застосування
Номер патенту: 85245
Опубліковано: 12.01.2009
Автори: Бергмарк Андерс, Канно Кокі
МПК: B22F 3/12, B22F 3/24, B22F 3/00, C22C 33/02, B22F 3/16
Мітки: деталей, деталь, яка, способом, виготовлена, утомної, спосіб, даним, варіанти, виготовлення, межею, застосування, підвищеною, міцності
Формула / Реферат:
1. Спосіб виготовлення деталей з підвищеною межею утомної міцності за допомогою порошкової металургії, який включає наступні стадії:- забезпечення попередньо легованого металевого порошку на основі заліза, який містить щонайменше 1,3-3,5 мас. % хрому, 0,15-0,7 мас. % молібдену,- змішування вказаного порошку з 0,1-1,0 мас. % графіту,- пресування одержаної суміші порошків під тиском щонайменше 600 МПа,- спікання...
Сталева деталь з покриттям, спосіб її виготовлення та застосування
Номер патенту: 87246
Опубліковано: 25.06.2009
Автори: Фаббрі Вівіан, Дюжелей Жерар, Белло Ален
Мітки: сталева, спосіб, деталь, покриттям, застосування, виготовлення
Формула / Реферат:
1. Сталева деталь, покрита сполукою, яка складається більш ніж на 90 % її товщини з щонайменше однієї фази на основі Fe/Zn, вміст заліза в якій дорівнює 65 мас. % або вище, а відношення Fe/Zn становить від 1,9 до 4, причому вказана фаза утворена в процесі щонайменше однієї термообробки з утворенням сплаву між сталлю і попереднім покриттям, яке є сплавом на основі цинку, що містить від 0,7 до 2,5 мас. % алюмінію і решта цинк та неминучі...
Спосіб виготовлення частково армованих пластмасових деталей і пластмасова деталь (варіанти)

Номер патенту: 66350
Опубліковано: 17.05.2004
Автори: Дайнерт Юрген, Зегль Максімільян, Бендлін Регіна
МПК: B29C 70/08, B29C 51/14, B29C 51/10, A61L 27/00
Мітки: виготовлення, деталей, пластмасових, деталь, частково, армованих, пластмасова, спосіб, варіанти
Формула / Реферат:
1. Спосіб виготовлення термопластичних, частково армованих пластмасових деталей шляхом термоформування, який відрізняється тим, що для створення частково армованих зон деталей використовують здатні формуватися під дією тепла армувальні матеріали, які містять волокна довжиною >1мм, переводять їх у м'яко-еластичний стан шляхом теплопередачі і потім драпірують ними позитивну форму глибокої витяжки у означених місцях і з означеною орієнтацією,...
Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям (варіанти), деталі з алюмінію або алюмінієвого сплаву, отримані з його використанням, спосіб їх з’єднання та суміш для покриття деталей

Номер патенту: 71969
Опубліковано: 17.01.2005
Автори: Бекер Андреас, Сесеке-Коуро Ульріх, Фрехсе Йоахім
МПК: B23K 35/362, C23C 20/00
Мітки: з'єднання, алюмінію, використанням, покриття, деталей, суміш, отримані, алюмінієвого, виготовлення, спосіб, варіанти, покриттям, деталі, сплаву
Формула / Реферат:
1. Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям, яке містить гексафторсилікат лужного металу або складається з нього, при цьому використовують чистий гексафторсилікат лужного металу або суміш гексафторсилікату лужного металу з фторалюмінатом лужного металу у кількості максимально 5 мас. % у перерахунку на використовуваний гексафторсилікат лужного металу, і на деталь методом сухого або мокрого нанесення флюсу...
Попередній патент: N-заміщені 3-карбоксамідо-9,9-циклогексил-4,5,6,7,8,9-гексагідро-1,2,3-триазоло[3,4-b]хіназоліни і спосіб їх одержання
Наступний патент: Теплолічильник
Випадковий патент: Універсальна установка для виробництва біодизельного палива