Спосіб виготовлення деталей з підвищеною межею утомної міцності, деталь, яка виготовлена даним способом (варіанти), та її застосування
Формула / Реферат
1. Спосіб виготовлення деталей з підвищеною межею утомної міцності за допомогою порошкової металургії, який включає наступні стадії:
- забезпечення попередньо легованого металевого порошку на основі заліза, який містить щонайменше 1,3-3,5 мас. % хрому, 0,15-0,7 мас. % молібдену,
- змішування вказаного порошку з 0,1-1,0 мас. % графіту,
- пресування одержаної суміші порошків під тиском щонайменше 600 МПа,
- спікання пресованої деталі при температурі, більшій від 1100 °С, за одну операцію,
- дробоструминне зміцнення спеченої деталі.
2. Спосіб за п. 1, який відрізняється тим, що підвищення межі утомної міцності при вигині становить щонайменше 50 %.
3. Спосіб за п. 1 або 2, який відрізняється тим, що після стадії пресування і спікання деталь піддають гартуванню і відпусканню до дробоструминного зміцнення.
4. Деталь, яка виготовлена за допомогою порошкової металургії за будь-яким з пп. 1-3 і має переважно перлітну мікроструктуру, переважно по суті тонкодисперсну мікроструктуру.
5. Деталь за п. 4, яка відрізняється тим, що має межу утомної міцності при вигині, яка дорівнює щонайменше 340 МПа при густині після спікання 7,15 г/см3, переважно щонайменше 400 МПа при густині спікання 7,3 г/см3.
6. Деталь, яка виготовлена за допомогою порошкової металургії за будь-яким з пп. 1-3 і має мартенситну і нижню бейнітну мікроструктуру.
7. Деталь за п. 6, яка відрізняється тим, що має межу утомної міцності при вигині, яка дорівнює щонайменше 340 МПа при густині після спікання 7,15 г/см3, переважно щонайменше 400 МПа при густині спікання 7,3 г/см3.
8. Деталь, яка виготовлена за допомогою порошкової металургії за будь-яким з пп. 1-3 і має переважно мікроструктуру мартенситу відпускання.
9. Деталь за п. 8, яка відрізняється тим, що має межу утомної міцності при вигині, яка дорівнює щонайменше 340 МПа при густині після спікання 7,15 г/см3, переважно щонайменше 400 МПа при густині спікання 7,3 г/см3.
10. Застосування попередньо легованих невеликою кількістю хрому та молібдену порошків на основі заліза шляхом пресування, спікання і, за необхідності, відпускання та відпалу цих порошків при виготовленні деталей з надрізом і наступним їх дробоструминним зміцненням для деталей, що працюють в умовах значних напружень та мають межу утомної міцності при вигині щонайменше 340 МПа і густину після спікання щонайменше 7,15 г/см3.
11. Застосування деталей за п. 10, яке відрізняється тим, що виготовлені деталі мають коефіцієнт концентрації напружень, більший за 1,3.
12. Застосування деталей за п. 10, яке відрізняється тим, що виготовлені деталі мають межу утомної міцності при вигині щонайменше 400 МПа і густину після спікання 7,3 г/см3.
Текст
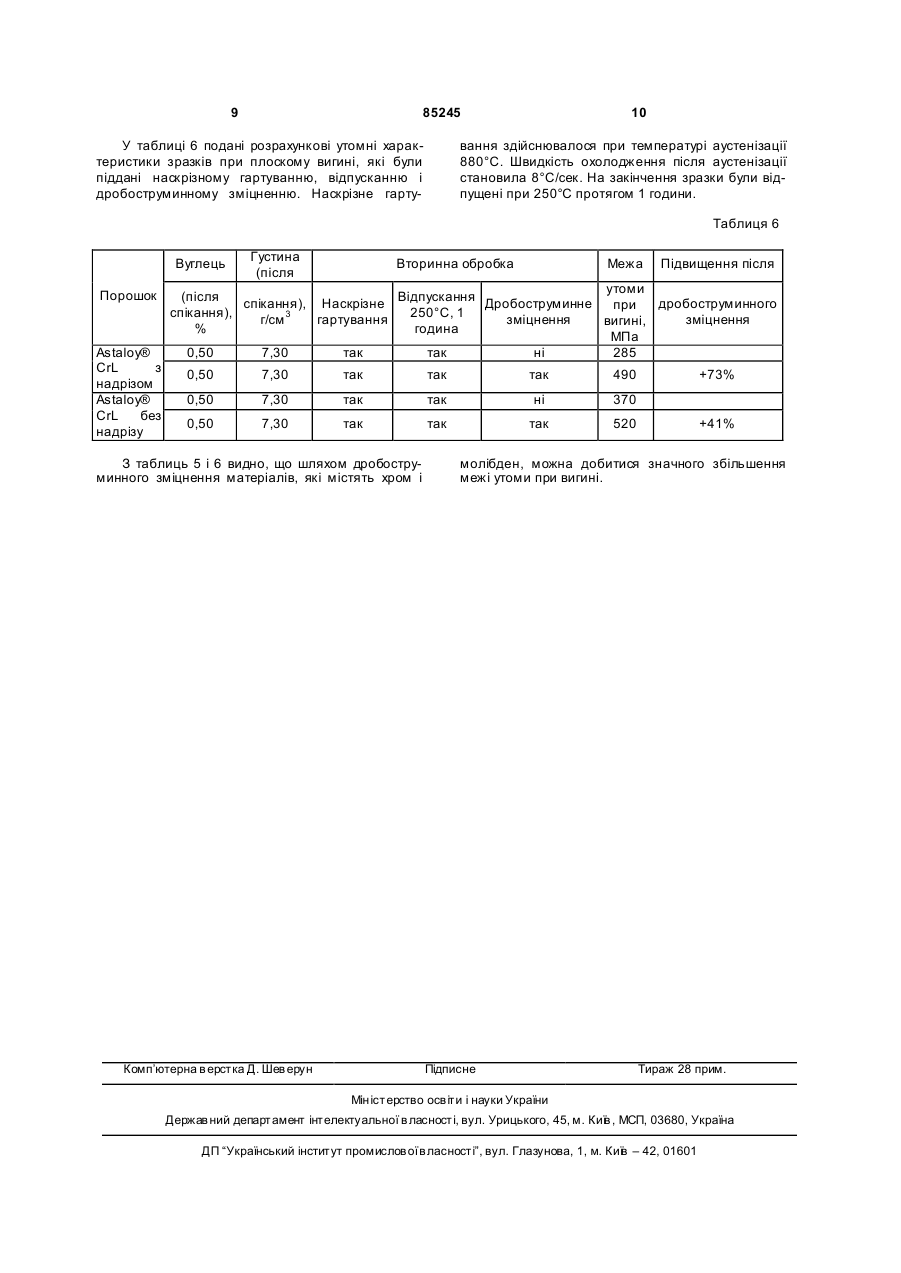
1. Спосіб виготовлення деталей з підвищеною межею утомної міцності за допомогою порошкової металургії, який включає наступні стадії: забезпечення попередньо легованого металевого порошку на основі заліза, який містить щонайменше 1,3-3,5 мас. % хрому, 0,15-0,7 мас. % молібдену, - змішування вказаного порошку з 0,1-1,0 мас. % графіту, - пресування одержаної суміші порошків під тиском щонайменше 600 МПа, - спікання пресованої деталі при температурі, більшій від 1100 °С, за одну операцію, - дробоструминне зміцнення спеченої деталі. 2. Спосіб за п. 1, який відрізняє ться тим, що підвищення межі утомної міцності при вигині становить щонайменше 50 %. 3. Спосіб за п. 1 або 2, який відрізняється тим, що після стадії пресування і спікання деталь піддають гартуванню і відпусканню до дробоструминного зміцнення. 4. Деталь, яка виготовлена за допомогою порошкової металургії за будь-яким з пп. 1-3 і має пере 2 (19) 1 3 85245 Даний винахід належить до галузі порошкової металургії і, більш конкретно, металевих деталей з поліпшеними утомними властивостями, виготовлених із попередньо легованого порошку хрому. Загалом, вироби, які одержуються спіканням методами порошкової металургії, більш дешеві, ніж литі сталі, які одержуються куванням і прокаткою, і широко використовуються як деталі, наприклад, для автомобільних двигунів. Однак, у ході виготовлення виробів спіканням неминуче утворюються пори. Наявність пор у ви готовлених спіканням металевих порошків матеріалах погіршує їх механічні властивості порівняно із суцільними матеріалами. Це відбувається через те, що пори є концентраторами напружень, а також знижують ефективний об'єм при навантаженні. Таким чином, міцність, пластичність, міцність від утомленості, макротвердість та інші параметри матеріалів на основі заліза, виготовлених методами порошкової металургії, знижуються у міру збільшення їх пористості. Незважаючи на властиву їм відносно низьку міцність від утомленості, матеріали на основі заліза, виготовлені методами порошкової металургії, у деяких випадках застосовуються для деталей, від яких вимагається висока міцність від утомленості. Там, де потрібні поліпшені робочі характеристики можна використовувати сталевий порошок Distaloy® HP, який постачається компанією Höganäs AB®, Швеція. У цьому продукті основний порошок легований нікелем, який є дорогим легувальним елементом. Отже, хоча цей матеріал має високі експлуатаційні показники, він достатньо дорогий, тобто є необхідність пошуку більш дешевих матеріалів, які мають щонайменше таку саму міцність від утомленості. Один зі шляхів підвищення утомних характеристик сталей, які виготовляються методами порошкової металургії, пов'язаний з вторинною обробкою. Можливими способами одержання найвищого опору утомі деталі є гартування, поверхневе зміцнення і дробоструминне зміцнення (або їх поєднання). Дробоструминне зміцнення звичайно застосовують для одержання залишкового напруження стиснення на поверхні, що є позитивним ефектом. Пори, які відкриваються на поверхню, є слабким місцем матеріалів, виготовлених методами порошкової металургії. При створенні на поверхні залишкового напруження стиснення ці пори щонайменше частково усуваються. Дробоструминне зміцнення пресованих деталей описане, наприклад, у патенті США 6 171 546. Відповідно до цього патенту, за дробоструминним зміцненням йде заключна стадія спікання. Як вихідний матеріал використовується порошок на основі заліза, який містить нікель. Як зазначалося вище, через високу вартість нікелю існує зростаюча потреба у порошках, які його не містять. Інший недолік порошків, які містять нікель, пов'язаний з проблемою утворення у ході обробки порошку пилу, який, навіть у невеликих кількостях, може викликати алергічну реакцію. Таким чином, вико 4 ристання нікелю потрібно уникати. Спосіб, який включає дробоструминне зміцнення, описується також у заявці на патент США 2004/0177719. Зокрема, у ній описується спосіб, відповідно до якого частина поверхні пресованої деталі зазнає дробоструминного зміцнення після спікання. Згідно з даною заявкою, для поліпшення властивостей готової пресованої деталі необхідне здійснення ущільнення, яке включає пресування порошку або калібрування. Об'єктом даного винаходу є економічно ефективний спосіб виготовлення деталей з високою міцністю від утомленості методами порошкової металургії, який не включає яких-небудь стадій ущільнення основної частини деталі. Ще одним об'єктом даного винаходу є спосіб, в якому використовуються порошкові матеріали, які не містять нікель. Було виявлено, що деталі, які мають високу міцність від утомленості, можна одержати шляхом дробоструминного зміцнення деталей, виготовлених спіканням порошків на основі заліза, які характеризуються низьким вмістом хрому і молібдену. Порошки, які використовуються у даному винаході, являють собою попередньо леговані порошки на основі заліза, які містять невеликі кількості хрому і молібдену. Переважними кількостями є 1,3-3,5% мас. хрому і 0,15-0,7% мас. молібдену. Ці порошки можуть також містити невеликі кількості (0,09-0,3% мас.) марганцю і неминучих домішок. Такі порошки відомі з патенту США 6 348 080 і WO 03/106079. Основний порошок змішують з графітом з метою одержання матеріалу необхідної міцності. Кількість графіту, який додається до порошку на основі заліза, становить 0,1-1,0% мас, переважно 0,15-0,85% мас. Потім суміш порошків пресують у штампі, одержуючи невипалену заготовку. Тиск пресування складає щонайменше 600 МПа, переважно щонайменше 700 МПа і більш переважно 800 МПа. Пресування може бути холодним або гарячим. Після пресування одержану невипалену деталь піддають спіканню при температурі більшій 1100°С, переважно більшій 1220°С. Спікання переважно здійснюється в атмосфері, яка являє собою суміш азоту і водню. Звичайна швидкість охолодження після спікання становить 0,8°С/сек., і переважно лежить у діапазоні 0,5-1,0°С/сек. Густина після спікання переважно перевищує 7,15 г/см 3, більш переважно перевищує 7,3 г/см 3. Мікроструктура матеріалу безпосередньо після спікання являє собою, в основному, тонкодисперсний перліт при більш низькому вмісті хрому і молібдену і мартенсит або нижній бейніт при більш високому вмісті хрому і молібдену. Було виявлено, що значного збільшення межі міцності від утомленості при вигині можна досягнути шляхом дробоструминного зміцнення матеріалів, одержаних спіканням порошку з низьким вмістом хрому. Особливо це помітно для зразків з надрізом, для яких можливо досягнути збільшення більше, ніж на 50% і навіть більше, ніж на 70%, як буде видно з наведених нижче прикладів. Міра 5 85245 6 дробоструминного зміцнення, визначений за інтенадрізом, порівняно з дробоструминним зміцненнсивністю Almen А, переважно складає від 0,20 до ням зразків без надрізу. Вираз «з надрізом» у цьо0,37 мм. му випадку означає, що коефіцієнт концентрації Параметр інтенсивність Almen А показує інтенапружень для зразка або деталі перевищує 1,3. нсивність дробоструминного зміцнення, яка забезЗгідно з Roark, Young, Formulas for stress and печується за умови, що штаба Almen А (тип зразка strain, McGraw-Hill international editions, McGraw-Hill згідно зі стандартом ASTM B851-04) піддається Book Company 5th edition, page 6, нерівномірності впливу потоку частинок, що рухаються зі швидкісформи, зокрема штаби, різьблення, надрізи та тю достатньою для забезпечення вигину штаби гострі бурти, які присутні у балках, вала х та інших типу Almen А до форми дуги (висоти дуги), у віделементах, які піддані навантаженню, можуть виповідності до графіка величини граничного відхикликати високі локальні напруження. Цей феномен лення (насичення). називається концентрацією напружень, а дані неЩе більш помітного поліпшення властивостей рівномірності називаються концентраторами наматеріалу можна добитися шляхом його вторинної пружень. Співвідношення дійсного максимуму наобробки, наприклад, гартування і поверхневого пруження до напруження, розрахованого за зміцнення перед спіканням. Так, після наскрізного звичайними формулами механіки для ділянки без гартування з подальшим відпусканням матеріал врахування зміни розподілу напружень назіваєтьмає переважно мартенситну стр уктуру, а підвися концентрацією напруження для конкретного щення межі утоми досягається за допомогою дроконцентратора напруження. боструминного зміцнення. Вважають, що мартенКоефіцієнт концентрації напружень для зразка сит, який утворюється на поверхні у ході або деталі може бути представлений як співвідповерхневого зміцнення (наприклад, цементації), ношення між локальним максимальним напруженвикликає напруження стиснення, що сприятливо ням в концентраторі напруження (надрізі) і номінадля підвищення межі утоми. льним напруженням. Альтернативним варіантом здійснення спіканПриклади, які наводяться нижче, пояснюють ня є спосіб суміщеного спікання і гартування, в даний винахід і не є обмежувальними. якому у кінці стадії спікання деталі примусово охоПриклад 1 лоджуються, що приводить до утворення зміцнеУ даному експерименті були використані два ної структури. попередньо легованих порошки, Astaloy® CrL та Випробування на утому були проведені для Astaloy® CrM, і один дифузійно-легований основзразків з надрізом з коефіцієнтом концентрації ний порошок, Distaloy® HP. Distaloy® HP був динапружень, Kt, який дорівнює 1,38, і для зразків фузійно легований нікелем і міддю і попередньо без надрізу. Випробування показали, що межа легований молібденом. Склад досліджених матеміцності від утомленості при вигині значно збільріалів поданий у таблиці 1. шується при дробоструминному зміцненні зразків з Таблиця 1 Матеріал Ni, % Astaloy® CrL Astaloy® CrM Distaloy® HP 4,0 Cu, % 2,0 Докладна інформація про параметри експерименту, густину і вміст вуглецю буде наведена нижче. У таблиці 2 подані утомні характеристики при плоскому вигині для зразків без надрізу, виготовлених з різних порошків спіканням протягом 30 хв. в атмосфері 90/10 N2/H2 зі швидкістю охолодження близько 0,8°С/сек. Випробування на утому проводилося за стандартом ISO3928 на зразках без Mo, % 0,2 0,5 Cr, % 1,5 3,0 1,5 надрізу розміром 5 мм зі скошеними ребрами і являло собою чотириточковий плоский вигин з коефіцієнтом навантаження R=-1. У пакетному методі були задіяні 13-18 зразків при межі зносу 2 мільйона циклів. Оцінка пакету (50% імовірнісна межа утоми і стандартне відхилення) виконана відповідно до стандарту MPIF 56. Тестова часто та 27-30 Гц. Таблиця 2 Порошок Astaloy® CrL Astaloy® CrM Distaloy® HP Густина, г/см 3 7,17 7,16 7,06 7,04 7,13 7,13 Вуглець (після спікання), % 0,60 sА, 50%) МПа 244 Стандартне відхилення, МПа 7 sА, 90, МПа 0,80 267 5 260 0,35 284 7,0 274 0,56 316 8,4 300 0,65 295 22,5 261 0,85 330 322 234 7 85245 Параметр C-UF4 відноситься до тонкодисперсного графіту, який має розмір частини при 8 близно 4 мкм, Kopftnuhl AG. який виробляється фірмою Таблиця 3 Матеріал Astaloy® CrL, 1120°С,30хв., 90/10 N2/H2, 0,8°С/сек. Графіт C-UF4, % 0,6 0,8 0,6 0,8 Тиск пресування, МПа 600 600 800 800 Густина (після Вуглець (пісспікання), ля спікання), г/см 3 % 6,94 0,56 6,93 0,75 7,13 0,55 7,09 0,74 Мікроструктура порошку Astaloy® CrL із вмістом спеченого вуглецю меншим 0,6% при швидкості охолодження близько 0,8°С/сек. являє собою верхній бейніт. При підвищенні вмісту вуглецю вище 0,74% мікроструктура змінюється на тонкодисперсний перліт. Аналіз матеріалів із Astaloy® CrM, спечених при 1120°С зі швидкістю охолодження 0,8°С/сек., в яких вміст вуглецю становив 0,32% і 0,49%, показав наявність мікроструктури густого вер хнього бейніту. Густий верхній бейніт має ті ж характеристики, що і звичайний верхній бейніт, тобто являє собою нерівномірну суміш фериту і цементиту. Різниця полягає у більш близькому розташуванні карбідних зерен та їх розмірі. При збільшенні вмісту спеченого вуглецю мікроструктура змінюється і характеризується як суміш мартенситу і нижнього бейніту. sА, 50%, МПа 224 233 236 252 Стандартне відхилення, МПа 11,6 9,5 8,5 244 У таблиці 3 поданий вплив тиску пресування і вмісту вуглецю на характеристики матеріалу, одержаного холодним пресуванням Astaloy® CrL. У всіх випадках спікання проводилося при 1120°С протягом 30 хв. в атмосфері 90/10 N2/H2. Ця таблиця містить утомні характеристики при плоскому вигині зразків, виготовлених із Astaloy® CrL при двох різних значеннях тиску пресування і для двох різних кількостей додатково введеного графіту. При стандартному відхиленні меншому 5 через малий розкид величин оцінка стандартного відхилення за стандартом MPIF 56 неможлива. У таблиці 3 наведені дані для зразків без надрізу. Вплив температури спікання на утомні характеристики зразків без надрізу відображений у таблиці 4. Мікроструктура матеріалів, поданих у цій таблиці, характеризується, в основному, як верхній бейніт (1120°С, 0,58% С) і тонкодисперсний перліт (1120°С, 0,77% С і 1250°С, 0,74% С). Таблиця 4 Порошок Astaloy® CrL Температура спікання 1120°С Густина (після Вуглець (після sА, 50%5 Стандартне відспікання), г/см 3 спікання), % хилення, МПа МПа 7,10 0,58 220 11 sА, go, МПа 203 7,08 1250°С 0,77 236 9,7 222 7,02 1120°С 0,74 290 18 264 Приклад 2 Вплив дробоструминного зміцнення і поєднання теплової обробки з дробоструминним зміцненням був досліджений на зразках розміром 3 мм з надрізом, виготовлених із Astaloy® CrL. Наявність надрізу була врахована при виготовленні пресформи, тобто ніякої механічної обробки не проводилося. Коефіцієнт концентрації напружень при вигині Kt=l,38 одержаний за допомогою емісійної мікроскопії. Тестова частота 27-30 Гц. Спікання порошку проводилося при 1280°С протягом 30 хв. в атмосфері Н 2. Швидкість охолодження 0,8 °С/сек. Дробоструминне зміцнення проводилося до одержання інтенсивності Almen А, яка дорівнює 0,32 мм. Розрахункові утомні характеристики зразків при плоскому вигині безпосередньо після спікання і після спікання і дробоструминного зміцнення наведені у таблиці 5. Таблиця 5 Порошок Astaloy® CrL з надрізом Astaloy® CrL без надрізу 0,70 Густина (після спікання), г/см 3 7,30 0,85 7,30 Вуглець (після спікання), % Вторинна обробка Дробоструминне зміцнення ні так ні так Межа утоми при вигині, МПа 235 420 340 450 Підвищення після дробоструминного зміцнення +79% +32% 9 85245 У таблиці 6 подані розрахункові утомні характеристики зразків при плоскому вигині, які були піддані наскрізному гартуванню, відпусканню і дробоструминному зміцненню. Наскрізне гарту 10 вання здійснювалося при температурі аустенізації 880°С. Швидкість охолодження після аустенізації становила 8°С/сек. На закінчення зразки були відпущені при 250°С протягом 1 години. Таблиця 6 Вуглець Порошок Astaloy® CrL з надрізом Astaloy® CrL без надрізу Густина (після Вторинна обробка Межа Підвищення після утоми (після спікання), Наскрізне Відпускання Дробоструминне дробоструминного при спікання), 250°С, 1 г/см 3 гартування зміцнення зміцнення вигині, % година МПа 0,50 7,30 так так ні 285 0,50 7,30 так так так 490 0,50 7,30 так так ні 370 0,50 7,30 так так так 520 З таблиць 5 і 6 видно, що шляхом дробоструминного зміцнення матеріалів, які містять хром і Комп’ютерна в ерстка Д. Шев ерун +73% +41% молібден, можна добитися значного збільшення межі утоми при вигині. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing parts with high fatigue resistance, part manufactured by the method (embodiments) and its use
Автори англійськоюBergmark Anders, Kanno Koki
Назва патенту російськоюСпособ изготовления деталей с повышенным пределом усталостной прочности, деталь, изготовленная по данному способу (варианты), и ее использование
Автори російськоюБергмарк Андерс, Канно Коки
МПК / Мітки
МПК: C22C 33/02, B22F 3/24, B22F 3/00, B22F 3/12, B22F 3/16
Мітки: утомної, межею, підвищеною, міцності, даним, варіанти, деталей, способом, застосування, виготовлення, спосіб, деталь, виготовлена, яка
Код посилання
<a href="https://ua.patents.su/5-85245-sposib-vigotovlennya-detalejj-z-pidvishhenoyu-mezheyu-utomno-micnosti-detal-yaka-vigotovlena-danim-sposobom-varianti-ta-zastosuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення деталей з підвищеною межею утомної міцності, деталь, яка виготовлена даним способом (варіанти), та її застосування</a>
Спосіб виготовлення керамічної деталі з покриттям та керамічна деталь, виготовлена цим способом
Номер патенту: 74783
Опубліковано: 15.02.2006
Автори: Міллікен, Дейл, К., Боскен, Уільям, Е., (молодший)
МПК: C04B 41/89, C04B 41/45, C03B 5/00, C03B 7/00, C04B 41/87, C23C 4/10, C23C 4/06
Мітки: деталь, спосіб, виготовлення, керамічна, цим, виготовлена, деталі, способом, керамічної, покриттям
Формула / Реферат:
1. Спосіб виготовлення керамічної деталі з покриттям, призначеної для використання в контакті з розплавленим склом, який відрізняється тим, що включає:нанесення на поверхню керамічної деталі, яка контактує з розплавленою скломасою, тонкого базового покриття з порошку нікель-хром-алюміній-кобальт-ітрієвого композита,нанесення на тонке базове покриття більш товстого покриття із заздалегідь сплавленого оксиду цирконію,...
Спосіб виготовлення деталі та деталь, виготовлена зі сталі, яка має абразивну стійкість
Номер патенту: 81134
Опубліковано: 10.12.2007
Автори: Бегіно Жан, Бріссон Жан-Жорж
МПК: C21D 1/18, C22C 38/14
Мітки: виготовлена, має, сталі, яка, виготовлення, абразивну, стійкість, деталі, спосіб, деталь
Формула / Реферат:
1. Спосіб виготовлення деталі, зокрема листа зі сталі, яка має абразивну стійкість, при цьому до хімічного складу такої сталі входять, мас. %:С не менше 0,1 і менше ніж 0,23Si не більше 2Аl не більше 2Si + Аl не менше 0,5 і не більше 2Мn не більше 2,5Ni не більше 5Сr не більше 5Мо не більше 1W не більше 2Мо + W/2 не менше 0,05 і не більше 1В не більше 0,02Ті...
Спосіб виготовлення частково армованих пластмасових деталей і пластмасова деталь (варіанти)

Номер патенту: 66350
Опубліковано: 17.05.2004
Автори: Бендлін Регіна, Зегль Максімільян, Дайнерт Юрген
МПК: B29C 51/14, B29C 70/08, A61L 27/00, B29C 51/10
Мітки: деталь, пластмасова, виготовлення, деталей, армованих, варіанти, пластмасових, частково, спосіб
Формула / Реферат:
1. Спосіб виготовлення термопластичних, частково армованих пластмасових деталей шляхом термоформування, який відрізняється тим, що для створення частково армованих зон деталей використовують здатні формуватися під дією тепла армувальні матеріали, які містять волокна довжиною >1мм, переводять їх у м'яко-еластичний стан шляхом теплопередачі і потім драпірують ними позитивну форму глибокої витяжки у означених місцях і з означеною орієнтацією,...
Лита деталь з підвищеною зносостійкістю і спосіб її виготовлення
Номер патенту: 75497
Опубліковано: 17.04.2006
Автори: Вешера Франческо, Понсін Клод
МПК: B22D 19/02, B22D 19/06, B22D 19/08
Мітки: лита, деталь, виготовлення, підвищеною, спосіб, зносостійкістю
Формула / Реферат:
1. Лита деталь з підвищеною зносостійкістю, структурно посилена за допомогою посилюючого компонента яка відрізняється тим, що посилюючий компонент являє собою щонайменше одну сполуку вибрану з групи карбідів металів, нітридів металів, боридів металів, оксидів металів і інтерметалевих сполук, що знаходиться у вигляді просоченого металом конгломерату, утвореного в результаті реакції in situ відповідних вихідних реагентів в передбачених для...
Спосіб виготовлення гнутих металевих профілів і профіль, який виготовляється даним способом
Номер патенту: 84777
Опубліковано: 25.11.2008
Автор: Даллан Серджо
МПК: B21D 47/00
Мітки: профілів, спосіб, даним, профіль, гнутих, способом, виготовляється, виготовлення, металевих
Формула / Реферат:
1. Спосіб виготовлення гнутих металевих профілів, в якому смугу металу, ширина якої менша, ніж розгортка профілю, що виготовляється, піддають наступним операціям:виконують подовжні прорізи щонайменше в тій подовжній зоні, яка утворює центральне полотно профілю,загинають кромки прорізів,профілюють вказану смугу,розтягують дану зону, що містить прорізи, в поперечному напрямку,видавлюють області вказаного...
Попередній патент: Шарошкове долото
Наступний патент: Спосіб відкритої розробки крутопадаючих родовищ корисних копалин
Випадковий патент: Спосіб хімічного очищення теплоенергетичного обладнання