Абразивний матеріал (варіанти) та спосіб його виготовлення
Номер патенту: 48123
Опубліковано: 15.08.2002
Автори: Селіфанов Олег Владіміровіч, Акуліч Валерій Владіміровіч, Точицкий Едуард Івановіч
Формула / Реферат
1. Абразивный материал, содержащий:
- гибкую подложку, выбираемую из группы состоящей из полимеров, тканей и бумаги, и
- покрытие из алмазоподобного материала на основе углерода, нанесенное на указанную подложку с помощью вакуум плазменной технологии для создания абразивной поверхности и имеющее текстуру поверхности, характеризующуюся наличием на ней множества выпуклостей, алмазоподобный материал на основе углерода имеет твердость по Виккерсу не менее 5400 кг/мм2, отличающийся тем, что алмазоподобный материал на основе углерода содержит по меньшей мере 80% (ат.) углерода, менее 5% (ат.) водорода и менее 5% (ат.) кислорода.
2. Абразивный материал по п. 1, отличающийся тем, что указанные выпуклости имеют размеры в пределах от 0,02 до 2,0 мкм.
3. Абразивный материал по п. 1, отличающийся тем, что он содержит по меньшей мере один слой металла, причем указанный слой металла нанесен с помощью вакуум плазменной технологии.
4. Абразивный материал по п. 1, отличающийся тем, что алмазоподобный материал на основе углерода содержит по меньшей мере один металл.
5. Абразивный материал по п. 4, отличающийся тем, что указанный металл выбирается из группы, состоящей из гольмия, эрбия, иттербия, иттрия, диспрозия, гадолиния, хрома, молибдена, вольфрама, гафния, титана, циркония и никеля.
6. Абразивный материал по п. 1, отличающийся тем, что он содержит слой, размещенный между текстурированной подложкой и алмазоподобным материалом на основе углерода, причем указанный слой выбирается из группы, состоящей из адгезионных слоев и слоев, понижающих механические напряжения.
7. Абразивный материал по п. 1, отличающийся тем, что указанная полимерная подложка выбирается из группы, состоящей из полиолефина, полиамида, поликарбоната, полиакрилата, полиимида, полиэфира, их сополимеров и их смесей.
8. Абразивный материал по п. 1, отличающийся тем, что гибкая подложка выполнена из полимера, причем указанная гибкая подложка имеет текстуру поверхности, характеризующуюся наличием на ней множества выпуклостей.
9. Абразивный материал по п. 8, отличающийся тем, что указанные выпуклости имеют размеры в пределах от 0,02 до 2,0 мкм.
10. Абразивный материал по п. 8, отличающийся тем, что указанное множество выпуклостей распределено по поверхности подложки неоднородно.
11. Абразивный материал, содержащий множество алмазоподобных пластинчатых частиц на основе углерода, образованных из по меньшей мере одной пленки алмазоподобного материала на основе углерода, имеющей толщину в пределах от 0,02 мкм до 4,0 мкм и твердость по Виккерсу не менее 5400 кг/мм2, отличающийся тем, что указанная алмазоподобная пленка на основе углерода содержит по меньшей мере 80% (ат.) углерода, менее 5% (ат.) водорода и менее 5% (ат.) кислорода.
12. Абразивный материал по п. 11, отличающийся тем, что пластинчатые частицы имеют поперечный размер, продольный размер и толщину, причем толщина приблизительно равна толщине пленки, поперечный размер в 2 - 1000 раз больше толщины пленки, а продольный размер в 2 - 100000 раз больше толщины указанного покрытия.
13. Абразивный материал по п. 11, отличающийся тем, что указанное множество алмазоподобных частиц на основе углерода диспергировано в связующем и адгезировано на подложке.
14. Способ изготовления абразивного материала, включающий в себя этапы:
- откачки до давления ниже ![]() Торр технологической камеры для осаждения, содержащей гибкую полимерную подложку, имеющую текстуру, характеризующуюся наличием на ее поверхности множества выпуклостей; и
Торр технологической камеры для осаждения, содержащей гибкую полимерную подложку, имеющую текстуру, характеризующуюся наличием на ее поверхности множества выпуклостей; и
- нанесения алмазоподобного материала на основе углерода на эту текстурированную подложку с помощью процесса осаждения из дуговой плазмы в вакууме при использовании по меньшей мере одного источника дуговой плазмы в вакууме, содержащего по меньшей мере один расходуемый электрод, отличающийся тем, что по меньшей мере один из указанных источников содержит расходуемый электрод из твердого углерода, каждый источник генерирует плазму из своего расходуемого электрода, каждая генерированная плазма направляется на текстурированную подложку, указанный алмазоподобный материал на основе углерода имеет твердость по Виккерсу не менее 5400 кг/мм2 и указанный алмазоподобный материал на основе углерода, образованный с помощью указанного процесса осаждения из дуговой плазмы в вакууме, содержит по меньшей мере 80% (ат.) углерода, менее 5% (ат.) водорода и менее 5% (ат.) кислорода.
15. Способ по п. 14, отличающийся тем, что указанные выпуклости на поверхности имеют размеры в пределах от 0,02 до 2,0 мкм.
16. Способ по п. 14, отличающийся тем, что генерированная плазма для каждого из источников дуговой плазмы в вакууме образуется между двумя главными электродами и получает питание от заряженного конденсатора, причем генерированная плазма происходит из по меньшей мере одного микропятна на поверхности расходуемого электрода и имеет длительность не более 10-3 с.
17. Способ по п. 14, отличающийся тем, что он включает в себя создание по меньшей мере одной инициирующей плазмы путем пропускания импульса тока через по меньшей мере один локализованный контакт тонкопленочного проводника, наложенного на поверхность изолятора и размещенного между инициирующими электродами с возможностью изменять свое местоположение на одном из этих инициирующих электродов путем катания указанного инициирующего изолятора, причем импульс тока имеет частоту выше 1 Гц.
18. Способ по п. 16, отличающийся тем, что указанные микропятна подвергаются воздействию внешнего неоднородного магнитного поля, практически параллельного поверхности расходуемого электрода и имеющего максимум напряженности вблизи указанного локализованного контакта тонкопленочного проводника и перемещающегося синхронно с положением этого локализованного контакта.
19. Способ по п. 14, отличающийся тем, что указанные расходуемые электроды выбираются из группы, состоящей из углерода, гольмия, эрбия, иттербия, иттрия, диспрозия, гадолиния, хрома, молибдена, вольфрама, гафния, титана, циркония и никеля.
Текст
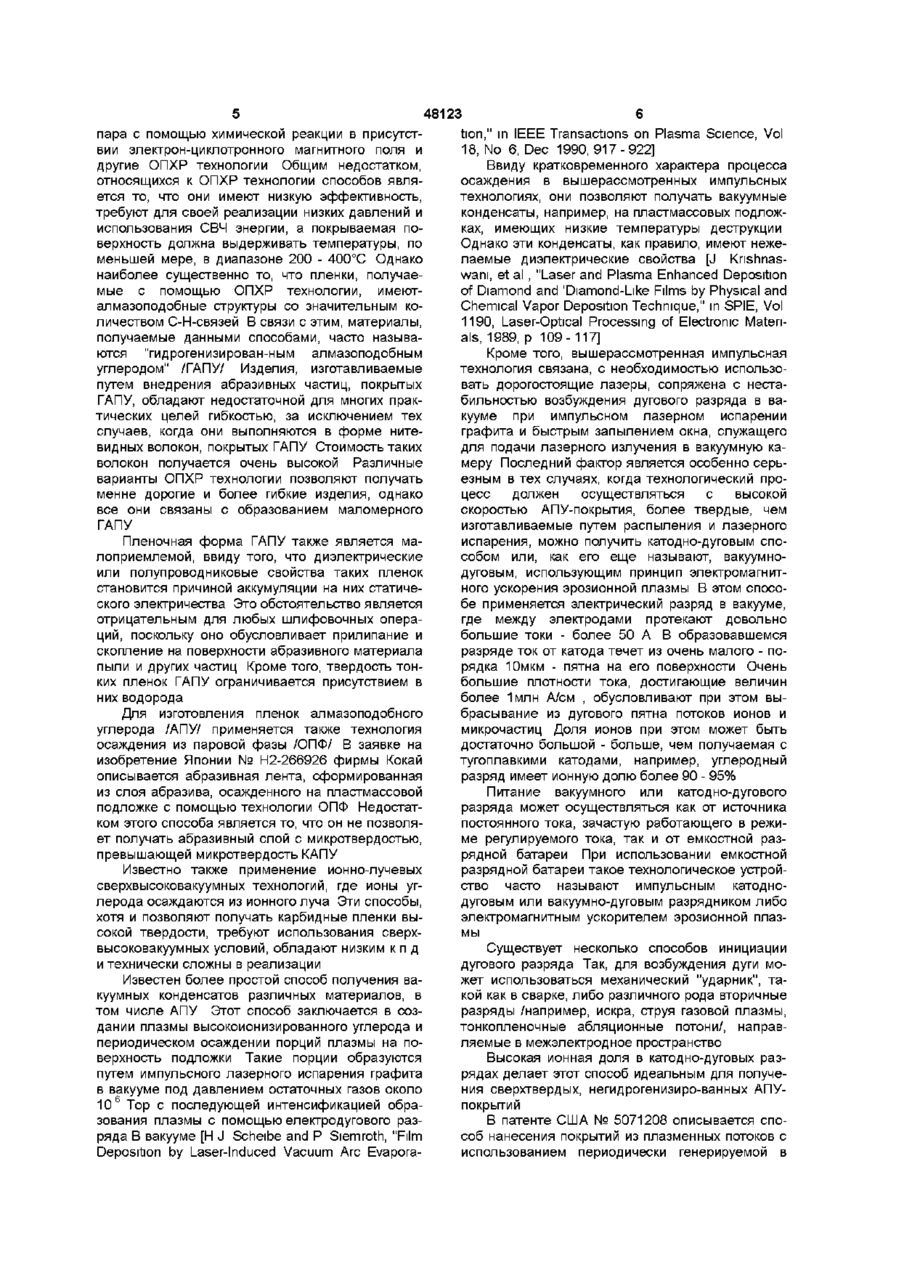
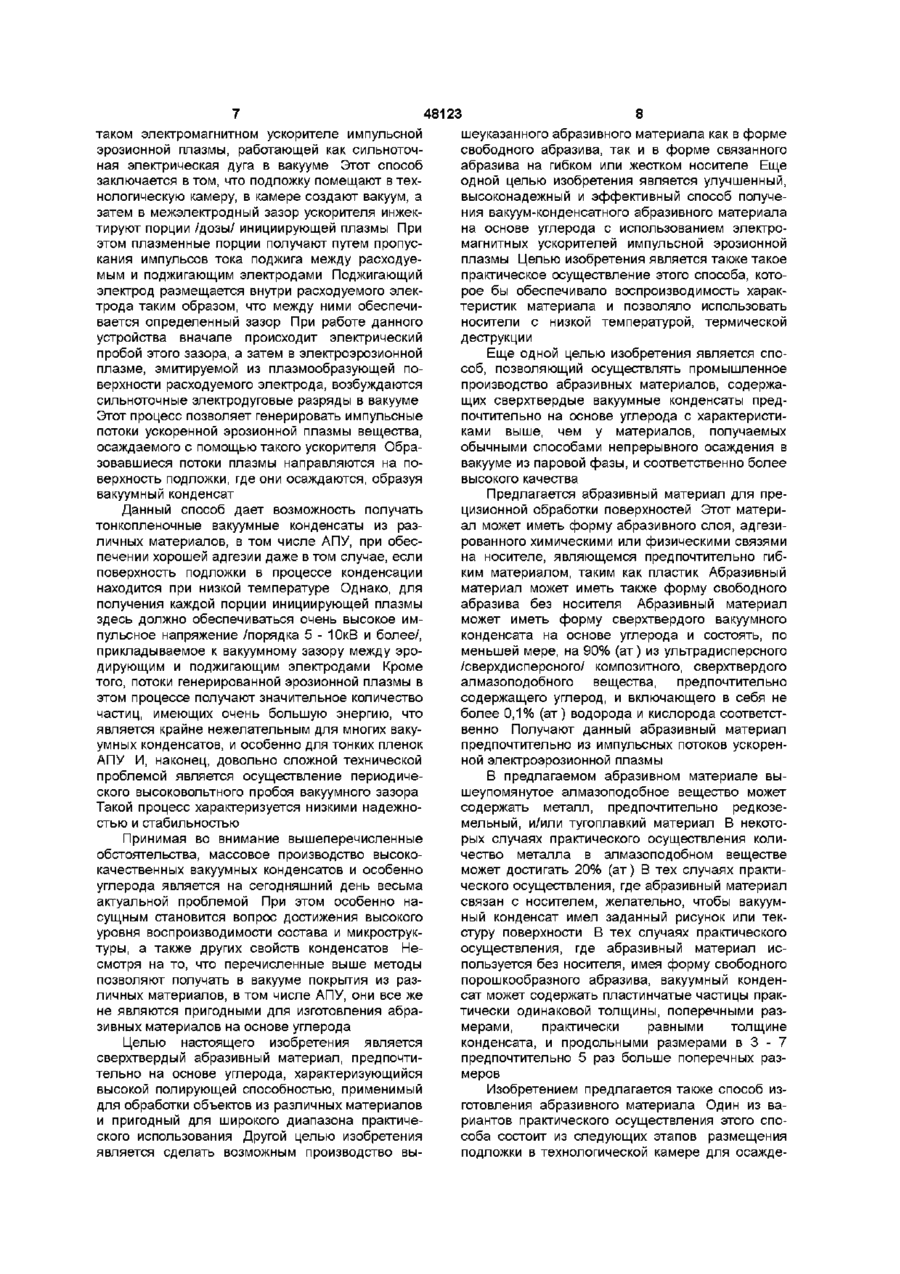
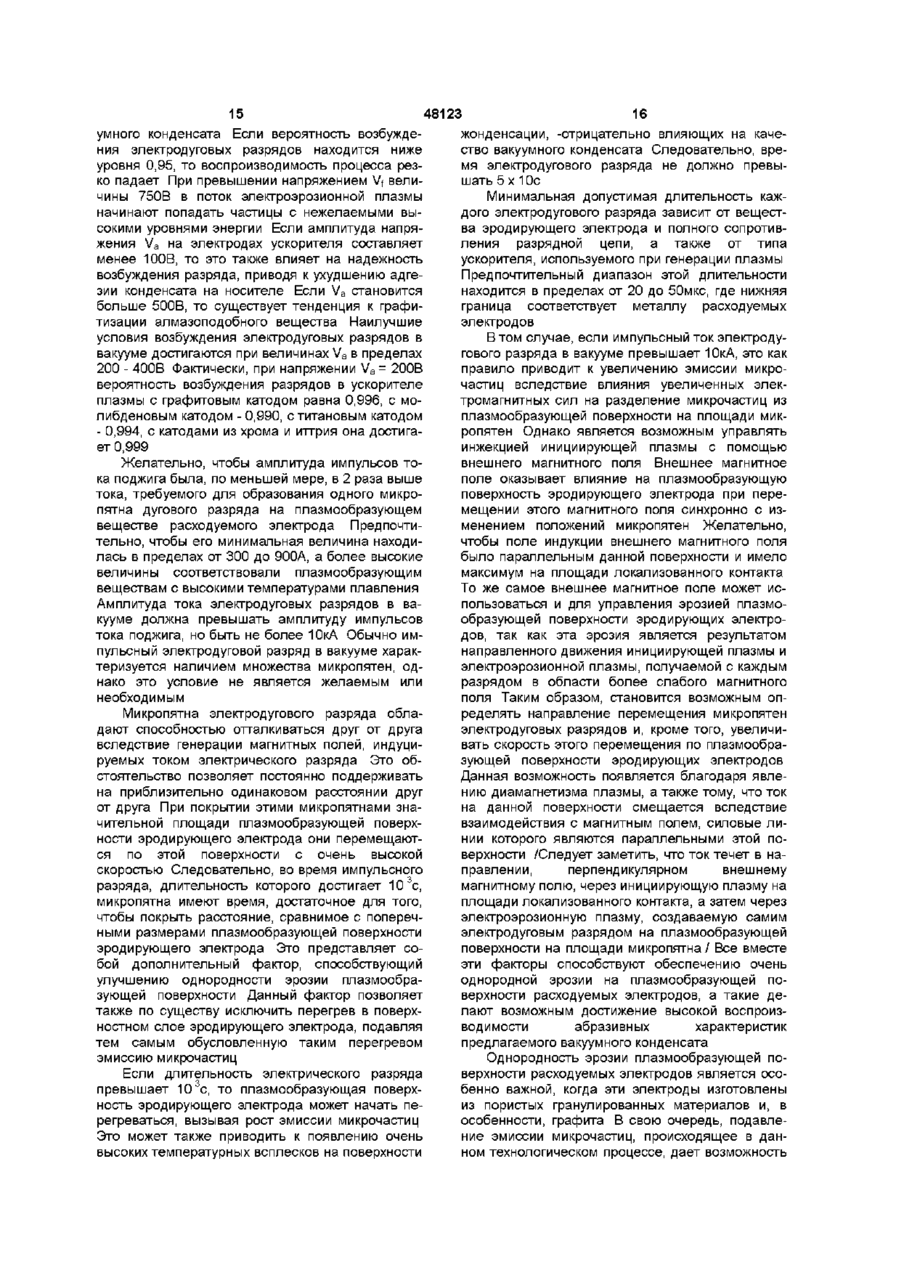
1 Абразивный материал, содержащий - гибкую подложку, выбираемую из группы состоящей из полимеров, тканей и бумаги, и - покрытие из алмазоподобного материала на основе углерода, нанесенное на указанную подложку с помощью вакуум плазменной технологии для создания абразивной поверхности и имеющее текстуру поверхности, характеризующуюся наличием на ней множества выпуклостей, алмазоподобный материал на основе углерода имеет твер2 дость по Виккерсу не менее 5400 кг/мм , отличающийся тем, что алмазоподобный материал на основе углерода содержит по меньшей мере 80% (ат) углерода, менее 5% (ат) водорода и менее 5% (ат) кислорода 2 Абразивный материал по п 1, отличающийся тем, что указанные выпуклости имеют размеры в пределах от 0,02 до 2,0 мкм 3 Абразивный материал по п 1, отличающийся тем, что он содержит по меньшей мере один слой металла, причем указанный слой металла нанесен с помощью вакуум плазменной технологии 4 Абразивный материал по п 1, отличающийся тем, что алмазоподобный материал на основе углерода содержит по меньшей мере один металл 5 Абразивный материал по п 4, отличающийся тем, что указанный металл выбирается из группы, состоящей из гольмия, эрбия, иттербия, иттрия, диспрозия, гадолиния, хрома, молибдена, вольфрама, гафния, титана, циркония и никеля 6 Абразивный материал по п 1, отличающийся тем, что он содержит слой, размещенный между текстурированной подложкой и алмазоподобным материалом на основе углерода, причем указанный слой выбирается из группы, состоящей из адгезионных слоев и слоев, понижающих механические напряжения 7 Абразивный материал по п 1, отличающийся тем, что указанная полимерная подложка выбирается из группы, состоящей из полиолефина, полиамида, поликарбоната, полиакрилата, полиимида, полиэфира, их сополимеров и их смесей 8 Абразивный материал по п 1, отличающийся тем, что гибкая подложка выполнена из полимера, причем указанная гибкая подложка имеет текстуру поверхности, характеризующуюся наличием на ней множества выпуклостей 9 Абразивный материал по п 8, отличающийся тем, что указанные выпуклости имеют размеры в пределах от 0,02 до 2,0 мкм 10 Абразивный материал по п 8, отличающийся тем, что указанное множество выпуклостей распределено по поверхности подложки неоднородно 11 Абразивный материал, содержащий множество алмазоподобных пластинчатых частиц на основе углерода, образованных из по меньшей мере одной пленки алмазоподобного материала на основе углерода, имеющей толщину в пределах от 0,02 мкм до 4,0 мкм и твердость по Виккерсу не менее 5400 кг/мм2, отличающийся тем, что указанная алмазоподобная пленка на основе углерода содержит по меньшей мере 80% (ат) углерода, менее 5% (ат) водорода и менее 5% (ат) кислорода 12 Абразивный материал по п 11, отличающийся тем, что пластинчатые частицы имеют поперечный размер, продольный размер и толщину, причем толщина приблизительно равна толщине пленки, поперечный размер в 2 - 1000 раз больше толщины пленки, а продольный размер в 2 100000 раз больше толщины указанного покрытия 13 Абразивный материал по п 11, отличающийся тем, что указанное множество алмазоподобных частиц на основе углерода диспергировано в связующем и адгезировано на подложке q ГО 00 48123 4 14 Способ изготовления абразивного материала, дуговой плазмы в вакууме образуется между двумя главными электродами и получает питание от включающий в себя этапы заряженного конденсатора, причем генерирован- откачки до давления ниже 5х10" 5 Торр технолоная плазма происходит из по меньшей мере одногической камеры для осаждения, содержащей гибго микропятна на поверхности расходуемого элеккую полимерную подложку, имеющую текстуру, трода и имеет длительность не более 10 3 с характеризующуюся наличием на ее поверхности 17 Способ по п 14, отличающийся тем, что он множества выпуклостей, и включает в себя создание по меньшей мере одной - нанесения алмазоподобного материала на осноинициирующей плазмы путем пропускания имве углерода на эту текстурированную подложку с пульса тока через по меньшей мере один локалипомощью процесса осаждения из дуговой плазмы зованный контакт тонкопленочного проводника, в вакууме при использовании по меньшей мере наложенного на поверхность изолятора и размеодного источника дуговой плазмы в вакууме, сощенного между инициирующими электродами с держащего по меньшей мере один расходуемый возможностью изменять свое местоположение на электрод, отличающийся тем, что по меньшей одном из этих инициирующих электродов путем мере один из указанных источников содержит раскатания указанногоинициирующего изолятора, ходуемый электрод из твердого углерода, каждый причем импульс тока имеет частоту выше 1 Гц источник генерирует плазму из своего расходуе18 Способ по п 16, отличающийся тем, что укамого электрода, каждая генерированная плазма занные микропятна подвергаются воздействию направляется на текстурированную подложку, внешнего неоднородного магнитного поля, пракуказанный алмазоподобный материал на основе тически параллельного поверхности расходуемого углерода имеет твердость по Виккерсу не менее электрода и имеющего максимум напряженности 5400 кг/мм2 и указанный алмазоподобный материвблизи указанного локализованного контакта тонал на основе углерода, образованный с помощью копленочного проводника и перемещающегося указанного процесса осаждения из дуговой плазсинхронно с положением этого локализованного мы в вакууме, содержит по меньшей мере 80% контакта (ат) углерода, менее 5% (ат) водорода и менее 5% (ат) кислорода 19 Способ по п 14, отличающийся тем, что указанные расходуемые электроды выбираются из 15 Способ по п 14, отличающийся тем, что укагруппы, состоящей из углерода, гольмия, эрбия, занные выпуклости на поверхности имеют размеиттербия, иттрия, диспрозия, гадолиния, хрома, ры в пределах от 0,02 до 2,0 мкм молибдена, вольфрама, гафния, титана, циркония 16 Способ по п 14, отличающийся тем, что геи никеля нерированная плазма для каждого из источников Настоящее изобретение относится к области прецизионной обработки поверхностей и, в частности, к абразивным материалам, используемым в такой обработке, а также к способу изготовления таких абразивных материалов Основным компонентом обычного абразивного материала для прецизионной обработки поверхностей, как правило, является порошок из свободных абразивных зерен от микронных до субмикронных размеров из высокотвердых материалов Абразивные зерна заключены обычно в полировочной пасте или связаны в слое, закрепленном на соответствующем носителе Для эффективного полирования объектов, имеющих неровные поверхности или формы, используются гибкие абразивные материалы Такие материалы могут быть выполнены в форме абразивных ремней, прочностные и гибочные характеристики которых достаточны для обеспечения плотного контакта между абразивной поверхностью и неровной поверхностью полируемого объекта Для прецизионной обработки поверхностей в качестве абразивных зерен желательно использовать алмазы, так как среди известных веществ они обладают наибольшей твердостью Однако естественные ресурсы алмазов крайне ограничены, а получение искусственных алмазных крис таллов сопряжено со значительными технологическими трудностями Трудности эти связаны, в первую очередь, с высокими технологическими температурами и давлениями, требуемыми для получения искусственных алмазов В связи с этим, непрерывно ведутся исследования по изысканию новых, высокоэффективных абразивных материалов для прецизионной обработки поверхностей, а также соответствующих способов изготовления таких материалов Алмазоподобный углерод /АПУ/ является аморфным углеродным материалом, наносимым в форме покрытия с помощью плазмоусиленного осаждения из паровой фазы /ПОПФ/ или осаждения из пара с помощью химической реакции /ОПХР/ Эти материалы называются "алмазоподобными", поскольку их механические, оптические и электрические свойства могут быть довольно близкими к свойствам естественных алмазов Алмазоподобие стало стандартным понятием в данной области [см .например, Proceeding of the First International Symposium on Diamond and DiamondLike Films, The Electrochemical Society, Vol 8 9 - 1 2 (1989)] Известно много способов создания пленок алмазоподобного углерода на частицах, поверхностях и волокнах Ими являются, например, газофазное плазменное распыление, осаждение из 48123 пара с помощью химической реакции в присутствии электрон-циклотронного магнитного поля и другие ОПХР технологии Общим недостатком, относящихся к ОПХР технологии способов является то, что они имеют низкую эффективность, требуют для своей реализации низких давлений и использования СВЧ энергии, а покрываемая поверхность должна выдерживать температуры, по меньшей мере, в диапазоне 200 - 400°С Однако наиболее существенно то, что пленки, получаемые с помощью ОПХР технологии, имеюталмазоподобные структуры со значительным количеством С-Н-связей В связи с этим, материалы, получаемые данными способами, часто называются "гидрогенизирован-ным алмазоподобным углеродом" /ГАПУ/ Изделия, изготавливаемые путем внедрения абразивных частиц, покрытых ГАПУ, обладают недостаточной для многих практических целей гибкостью, за исключением тех случаев, когда они выполняются в форме нитевидных волокон, покрытых ГАПУ Стоимость таких волокон получается очень высокой Различные варианты ОПХР технологии позволяют получать менне дорогие и более гибкие изделия, однако все они связаны с образованием маломерного ГАПУ Пленочная форма ГАПУ также является малоприемлемой, ввиду того, что диэлектрические или полупроводниковые свойства таких пленок становится причиной аккумуляции на них статического электричества Это обстоятельство является отрицательным для любых шлифовочных операций, поскольку оно обусловливает прилипание и скопление на поверхности абразивного материала пыли и других частиц Кроме того, твердость тонких пленок ГАПУ ограничивается присутствием в них водорода Для изготовления пленок алмазоподобного углерода /АПУ/ применяется также технология осаждения из паровой фазы /ОПФ/ В заявке на изобретение Японии № Н2-266926 фирмы Кокай описывается абразивная лента, сформированная из слоя абразива, осажденного на пластмассовой подложке с помощью технологии ОПФ Недостатком этого способа является то, что он не позволяет получать абразивный слой с микротвердостью, превышающей микротвердость КАПУ Известно также применение ионно-лучевых сверхвысоковакуумных технологий, где ионы углерода осаждаются из ионного луча Эти способы, хотя и позволяют получать карбидные пленки высокой твердости, требуют использования сверхвысоковакуумных условий, обладают низким к п д и технически сложны в реализации Известен более простой способ получения вакуумных конденсатов различных материалов, в том числе АПУ Этот способ заключается в создании плазмы высокоионизированного углерода и периодическом осаждении порций плазмы на поверхность подложки Такие порции образуются путем импульсного лазерного испарения графита в вакууме под давлением остаточных газов около 10 6 Тор с последующей интенсификацией образования плазмы с помощью електродугового разряда В вакууме [Н J Scheibe and P Siemroth, "Film Deposition by Laser-Induced Vacuum Arc Evapora tion," in IEEE Transactions on Plasma Science, Vol 18, No 6, Dec 1990, 917-922] Ввиду кратковременного характера процесса осаждения в вышерассмотренных импульсных технологиях, они позволяют получать вакуумные конденсаты, например, на пластмассовых подложках, имеющих низкие температуры деструкции Однако эти конденсаты, как правило, имеют нежелаемые диэлектрические свойства [J Knshnaswani, et al , "Laser and Plasma Enhanced Deposition of Diamond and 'Diamond-Like Films by Physical and Chemical Vapor Deposition Technique," in SPIE, Vol 1190, Laser-Optical Processing of Electronic Materials, 1989, p 109-117] Кроме того, вышерассмотренная импульсная технология связана, с необходимостью использовать дорогостоящие лазеры, сопряжена с нестабильностью возбуждения дугового разряда в вакууме при импульсном лазерном испарении графита и быстрым запылением окна, служащего для подачи лазерного излучения в вакуумную камеру Последний фактор является особенно серьезным в тех случаях, когда технологический процесс должен осуществляться с высокой скоростью АПУ-покрытия, более твердые, чем изготавливаемые путем распыления и лазерного испарения, можно получить катодно-дуговым способом или, как его еще называют, вакуумнодуговым, использующим принцип электромагнитного ускорения эрозионной плазмы В этом способе применяется электрический разряд в вакууме, где между электродами протекают довольно большие токи - более 50 А В образовавшемся разряде ток от катода течет из очень малого - порядка Юмкм - пятна на его поверхности Очень большие плотности тока, достигающие величин более 1млн А/см , обусловливают при этом выбрасывание из дугового пятна потоков ионов и микрочастиц Доля ионов при этом может быть достаточно большой - больше, чем получаемая с тугоплавкими катодами, например, углеродный разряд имеет ионную долю более 90 - 95% Питание вакуумного или катодно-дугового разряда может осуществляться как от источника постоянного тока, зачастую работающего в режиме регулируемого тока, так и от емкостной разрядной батареи При использовании емкостной разрядной батареи такое технологическое устройство часто называют импульсным катоднодуговым или вакуумно-дуговым разрядником либо электромагнитным ускорителем эрозионной плазмы Существует несколько способов инициации дугового разряда Так, для возбуждения дуги может использоваться механический "ударник", такой как в сварке, либо различного рода вторичные разряды /например, искра, струя газовой плазмы, тонкопленочные абляционные потони/, направляемые в межэлектродное пространство Высокая ионная доля в катодно-дуговых разрядах делает этот способ идеальным для получения сверхтвердых, негидрогенизиро-ванных АПУпокрытий В патенте США № 5071208 описывается способ нанесения покрытий из плазменных потоков с использованием периодически генерируемой в 48123 таком электромагнитном ускорителе импульсной эрозионной плазмы, работающей как сильноточная электрическая дуга в вакууме Этот способ заключается в том, что подложку помещают в технологическую камеру, в камере создают вакуум, а затем в межэлектродный зазор ускорителя инжектируют порции /дозы/ инициирующей плазмы При этом плазменные порции получают путем пропускания импульсов тока поджига между расходуемым и поджигающим электродами Поджигающий электрод размещается внутри расходуемого электрода таким образом, что между ними обеспечивается определенный зазор При работе данного устройства вначале происходит электрический пробой этого зазора, а затем в электроэрозионной плазме, эмитируемой из плазмообразующей поверхности расходуемого электрода, возбуждаются сильноточные электродуговые разряды в вакууме Этот процесс позволяет генерировать импульсные потоки ускоренной эрозионной плазмы вещества, осаждаемого с помощью такого ускорителя Образовавшиеся потоки плазмы направляются на поверхность подложки, где они осаждаются, образуя вакуумный конденсат Данный способ дает возможность получать тонкопленочные вакуумные конденсаты из различных материалов, в том числе АПУ, при обеспечении хорошей адгезии даже в том случае, если поверхность подложки в процессе конденсации находится при низкой температуре Однако, для получения каждой порции инициирующей плазмы здесь должно обеспечиваться очень высокое импульсное напряжение /порядка 5 - ЮкВ и более/, прикладываемое к вакуумному зазору между эродирующим и поджигающим электродами Кроме того, потоки генерированной эрозионной плазмы в этом процессе получают значительное количество частиц, имеющих очень большую энергию, что является крайне нежелательным для многих вакуумных конденсатов, и особенно для тонких пленок АПУ И, наконец, довольно сложной технической проблемой является осуществление периодического высоковольтного пробоя вакуумного зазора Такой процесс характеризуется низкими надежностью и стабильностью Принимая во внимание вышеперечисленные обстоятельства, массовое производство высококачественных вакуумных конденсатов и особенно углерода является на сегодняшний день весьма актуальной проблемой При этом особенно насущным становится вопрос достижения высокого уровня воспроизводимости состава и микроструктуры, а также других свойств конденсатов Несмотря на то, что перечисленные выше методы позволяют получать в вакууме покрытия из различных материалов, в том числе АПУ, они все же не являются пригодными для изготовления абразивных материалов на основе углерода Целью настоящего изобретения является сверхтвердый абразивный материал, предпочтительно на основе углерода, характеризующийся высокой полирующей способностью, применимый для обработки объектов из различных материалов и пригодный для широкого диапазона практического использования Другой целью изобретения является сделать возможным производство вы 8 шеуказанного абразивного материала как в форме свободного абразива, так и в форме связанного абразива на гибком или жестком носителе Еще одной целью изобретения является улучшенный, высоконадежный и эффективный способ получения вакуум-конденсатного абразивного материала на основе углерода с использованием электромагнитных ускорителей импульсной эрозионной плазмы Целью изобретения является также такое практическое осуществление этого способа, которое бы обеспечивало воспроизводимость характеристик материала и позволяло использовать носители с низкой температурой, термической деструкции Еще одной целью изобретения является способ, позволяющий осуществлять промышленное производство абразивных материалов, содержащих сверхтвердые вакуумные конденсаты предпочтительно на основе углерода с характеристиками выше, чем у материалов, получаемых обычными способами непрерывного осаждения в вакууме из паровой фазы, и соответственно более высокого качества Предлагается абразивный материал для прецизионной обработки поверхностей Этот материал может иметь форму абразивного слоя, адгезированного химическими или физическими связями на носителе, являющемся предпочтительно гибким материалом, таким как пластик Абразивный материал может иметь также форму свободного абразива без носителя Абразивный материал может иметь форму сверхтвердого вакуумного конденсата на основе углерода и состоять, по меньшей мере, на 90% (ат) из ультрадисперсного /сверхдисперсного/ композитного, сверхтвердого алмазоподобного вещества, предпочтительно содержащего углерод, и включающего в себя не более 0,1% (ат) водорода и кислорода соответственно Получают данный абразивный материал предпочтительно из импульсных потоков ускоренной электроэрозионной плазмы В предлагаемом абразивном материале вышеупомянутое алмазоподобное вещество может содержать металл, предпочтительно редкоземельный, и/или тугоплавкий материал В некоторых случаях практического осуществления количество металла в алмазоподобном веществе может достигать 20% (ат) В тех случаях практического осуществления, где абразивный материал связан с носителем, желательно, чтобы вакуумный конденсат имел заданный рисунок или текстуру поверхности В тех случаях практического осуществления, где абразивный материал используется без носителя, имея форму свободного порошкообразного абразива, вакуумный конденсат может содержать пластинчатые частицы практически одинаковой толщины, поперечными размерами, практически равными толщине конденсата, и продольными размерами в 3 - 7 предпочтительно 5 раз больше поперечных размеров Изобретением предлагается также способ изготовления абразивного материала Один из вариантов практического осуществления этого способа состоит из следующих этапов размещения подложки в технологической камере для осажде 48123 10 ния, откачки технологической камеры, инициации зуемый здесь термин полирующий относится к катодно-дугового углеродно-плазменного разряда удалению неровностей поверхности Требуемые между электродами первичной группы ускорителя характеристики предлагаемого вакуумного конимпульсной катодно-дуговой плазмы для образоденсата достигаются в результате осаждения имвания углеродной плазмы, где один из указанных пульсных потоков ускоренной электроэрозионной электродов первичной группы является расходуеплазмы, предпочтительно углеродной, в вакууме, мым углеродным электродом, нанесения алмазос созданием ультрадисперсного, сверхтвердого, подобного углеродного покрытия путем направлеалмазоподобного вещества, состоящего по сущения указанной углеродной плазмы на поверхность ству из углерода и имеющего плотность в предеподложки, и завершения данного процесса по дослах 2,7 - 3,5г/см Предлагаемый вакуумный контижении желаемой толщины покрытия денсат содержит композит из сверхтонких кристаллитов /с размерами приблизительно от 0,5 В предпочтительном варианте осуществления до 25нм/, диспергированных в квазиаморфной материал расходуемых электродов подвергается фазе, характеризующийся, кроме того, отсутствидегазации, а поверхность электрода очищается с ем четких границ между кристаллической и квапомощью дуговых разрядов в вакууме в течение зиаморфной фазами времени, в котором технологическая камера стабилизируется в режиме заданного давления В Используемый здесь термин "сверхтвердый" течение этого процесса предотвращается взаимоотносится к материалам, обладающим твердодействие генерируемой эрозионной плазмы с ностью более 5000 кг/мыт, измеренной с помощью сителем испытательных приборов с субмикронным индентированием Такими испытательными устройстваВакуумный конденсат может создаваться при ми могут быть Mimload 2 /производства ФРГ/, сопутствующем нанесении других веществ, предПМТ-3 /производства России/ и Nanomdenter почтительно металла и особенно редкоземельно/производства США/ Приведенные здесь измерего и/или тугоплавкого металла, Здесь термин "туния были выполнены с приборами Mimload и ПМТгоплавкий" относится к веществам, имеющим 3/ В целях сведения к минимуму влияние подложтемпературу плавления выше 1000°С При необки на результаты измерений прикладываемая находимости потоки плазмы различных веществ, грузка выбиралась достаточно низкой с таким генерируются отдельными, самоподдерживающирасчетом, чтобы глубина проникновения индентоми плазменными ускорителями ра не превышала 1/3 толщины покрытия В предпочтительном варианте осуществления поверхность конденсации бомбардируется потоПриведенные здесь данные по твердости быком ионов или плазмой, причем такая обработка ли получены по следующей методике измерений проводится в импульсном режиме в течение инПокрытие наносили на твердую подложку из картервалов времени между генерациями импульсбида вольфрама /WC/, размещенную вблизи поных потоков электроэрозионной плазмы Такая лимерной подложки так, чтобы и та и другая пообработка изменяет поверхностные условия, верхности находились в одинаковых условиях улучшая тем самым адгезию вакуумного конденосаждения Нагрузка величиной от 100 до 200г сата В том случае, если предлагаемый вакуумприкладывалась с помощью пирамидального алконденсатный абразивный материал должен созмазного индентора Размеры отпечатка индентора даваться на носителе, предпочтительно, чтобы измерялись с помощью оптического микроскопа вакуумный конденсат наносился на поверхность с Величина твердости определялась по формуле Н заданной текстурой В том случае, если предла= F/A, где F - сила, А - площадь гаемый вакуум-конденсатный абразивный матеВ том случае, если предлагаемый вакуумный риал должен создаваться в форме частиц, вакуконденсат на основе углерода получают из имумный конденсат отделяется от носители При пульсных потоков ускоренной электро-эрозионной этом желательно, чтобы носитель был покрыт плазмы высокочистого графита, то образующееся антиадгезионным подслоем ультрадисперсное композитное сверхтвердое алмазоподобное вещество состоит из алмазоподобКраткие пояснения к чертежам ного углерода, практически не содержащего водоФиг 1 Схематическое изображение устройстрода и кислорода Благодаря отсутствию ва для осуществления предлагаемого способа водорода это вещество не имеет многих недоснанесения вакуумного конденсата из плазмы на татков конгломератного алмазоподобного матегибкий носитель риала, такого как гидрогенизированный алмазопоФиг 2 и 3 Схемы импульсных электромагнитдобный углерод л~о есть ГАПУ/ ГАПУ содержит ных ускорителей эрозионной плазмы для осущезначительные количества водорода - обычно в ствления предлагаемого способа пределах 10 - 90% (ат ) Предлагаемый вакуум-конденсатный абразивный материал, предпочтительно алмазоподобный Ультрадисперсное композитное сверхтвердое вакуумный конденсат на основе углерода получаалмазоподобное вещество, получаемое в процесют из импульсных потоков ускоренной электросе создания вакуумного конденсата на основе угэрозионной плазмы Используемый здесь термин лерода из импульсных потоков ускоренной элек"алмазоподобный материал на основе углерода" троэрозионной плазмы, может иметь широкий относится к материалу, содержащему 80% (ат) и диапазон величин микротвердости и удельного более алмазоподобного углеродного вещества электросопротивления в зависимости от технолоЭтот вакуумный конденсат действует как превосгических условии и конечного состава Эти свойходный полирующий материал, пригодный для ства обусловливаются количественным соотнопрецизионной обработки поверхностей Испольшением атомов углерода, имеющих sp3, sp 2 и sp 12 11 48123 состояния электронов на валентных оболочках измерения разницы энергий между этими двумя 3 Преобладание атомов с зр -связями Типичными пиками для алмазов/ и sp-связями Типичными для карбиВакуумные конденсаты согласно изобретению дов/ создает основу для достижения высоких весостоят, по существу, из углерода и, в зависимоличин микротвердости в предлагаемом высокости от условий осаждения, они обладают микрочистом ультрадисперсном композитном сверхтвердостью не менее 7000кг/мм по шкале Виккертвердом алмазоподобном углероде Особенно в са и поверхностным удельным сопротивлением 5 6 7 8 9 том случае, когда материал содержит значительпорядка 10 , 10 , 10 , 10 и 10 Ом Вышеприве3 ное количество sp связей, становится возможным денные величины микротвердости значительно создавать тонкопленочную структуру, обладаюпревышают максимальные величины микротверщую очень высокой микротвердостью и достаточдости у ГАПУ /в общем случае максимальные вено низким удельным поверхностным электросоличины этого параметра находятся в пределах 2 противлением 4500 - 5500кг/мм / [Заявка Японии № Н2-266926] Введение небольших количеств /до 9% (ат)/ меВеличины микротвердости и удельного поталлов, предпочтительно редкоземельных л^ких верхностного электросопротивления, которыми как гольмий, эрбий, иттербий, иттрий, диспрозий, должны обладать абразивные материалы высоко2 гадолиний/ и/или тугоплавких металлов л^ких как го качества, достигаются в том случае, если sp хром, молибден, вольфрам, гафний, титан, циркосвязи образует не более 20% атомов, а sp-связи ний/, а также никеля в структуру ультрадисперсноне более 40% атомов Для ультрадисперсных го композитного сверхтвердого алмазоподобного композитных сверхтвердых алмазоподобных угвещества на основе углерода во время формиролеродных веществ желательно, чтобы количество вания вакуумного конденсата не оказывает значиатомов, имеющих зр2-связи, поддерживалось на 2 тельного влияния на микротвердость этого вещеабсолютном минимуме Количество зр -связей ства и, в то же время, дает еще большее может регулироваться с помощью дополнительснижение величин удельного поверхностного ной ионной или плазменной обработки Желаэлектросопротивления тельно, чтобы такая дополнительная обработка проводилась в импульсном режиме в течение инВ том случае, когда металл вводится в протервалов времени между генерациями импульсцесс, предназначенный для создания вакуумного ных потоков ускоренной эрозионной плазмы осаконденсата, в получаемом материале он может ждаемого вещества образовывать химические связи типа металлметалл или металл-угле род В твердом состоянии Энергией плазмонов является энергия, треметаллы отдают свои электроны на образование буемая для возбуждения коллективного движения связей металл-металл, атомы алмаза образуют электронов в твердом теле Требуемое количестковалентные связи углерод-углерод, а в карбидах во этой энергии пропорционально плотности неатомы металла и углерода отдают друг другу свои локализованных электронов в твердом теле, котоэлектроны и образуют гибридные связи металлрая, в свою очередь, пропорциональна атомной углерод Это взаимное разделение электронов плотности Быало предложено, чтобы плазменная изменяет энергию связи других электронов, котоэнергия была пропорциональной отношению свярая может быть определена с помощью хорошо зей sp3/sp2 Кроме того, результаты эксперимента известной техники электронного спектохимическопоказывают, что алмазоподобные физические го анализа /ЭСХА/ свойства коррелируют с высокими величинами плазменной энергии Это означает, что с превыКроме того, присутствие одного или более шением плазменной энергией величины 25 эВ для вышеупомянутых металлов во время образования графита и с приближением ее к величине 33 эВ вакуумного конденсата интенсифицирует зарождля алмаза физические свойства материала стадение и рост тонкопленочного слоя вещества, новятся алмазоподобными имеющего микроструктуру алмаза, и снижает уровень механических напряжений в этом веществе, Плазменная энергия для негидрогенизированповышая тем самым адгезию конденсата на носиного АПУ изменяется в диапазоне от 26эВ до 32эВ теле в зависимости от соотношения связей sp3/sp2 Плазменная энергия для гидрогенизированного Если содержание металла превышает 10% АПУ изменяется в диапазоне от 21 эВ до прибли(ат), то образование ультрадисперсного композительно 24 в зависимости от концентрации водозитного сверхтвердого вещества с sp3рода сверхструктурой оказывается в менее благоприятных условиях и резко снижается ПредпочтиДля измерений плазменной энергии можно тельно, чтобы атомы предлагаемого ультрадисиспользовать такие электронные технические персного композитного сверхтвердого средства, как просвечивающая электронная микалмазоподобного вещества составляли не менее роскопия /ПЭМ/, электронный спектрохимический 80% от общего количества атомов, входящих в анализ /ЭСХА/, ультрафиолетовая фотоэмиссия и состав вакуумного конденсата на основе углероотражение электронов Методы определения да Желательно, чтобы остальные атомы образоплазменной энергии при использовании всех этих вывали вещества и/или структуры высокой тверсредств являются очень схожими Два пика расдости и с более низкими величинами удельного пределения энергии электронов определяются как поверхностного электросопротивления Это может первичный и вторичный пики Вторичный пик быть, например, квазиаморфная структура углепредставляет те электроны, которые потеряли родсодержащей матрицы с диспергированным в энергию от первичных электронов и создали планей алмазоподобным веществом Удельное позмон Плазменная энергия определяется путем 48123 14 13 верхностное электросопротивление вакуумразмерами, приблизительно в 5 раз больше их конденсатного композита такой природы может поперечного размера, при заданной толщине кон6 быть легко доведено до величин в диапазоне 10 денсата, которая может легко изменяться в пре2 10 Ом, а микротвердость - до величин не менее делах от 0,02 до 4,0мкм Такой свободный абра6500кг/мм В том случае, если предлагаемый вазивный материал может содержать куумный конденсат на основе углерода содержит высокоэффективный порошковый абразив, котоменее 80% ультрадисперсного композитного алрый не требует специального разделения частиц мазоподобного вещества, микротвердость этого по размерам и может использоваться независимо конденсата резко падает в сухом полировании, а также в комбинациях с различными полировочными пастами и суспенВ другом варианте осуществления предлазиями в мокром полировании гаемый вакуумный конденсат может содержать вышеупомянутые металлы в количестве до 20% Способ изготовления предлагаемого абразив(ат) Одна часть металла может быть включена в ного материала осуществляется предпочтительно состав ультрадисперсного уомпозитного сверхв предназначенной для осаждения технологичетвердого алмазоподобного вещества, а другая ской камере, предварительно откачиваемой до 5 часть - в состав матричной структуры В этом слуостаточного давления в пределах 5 х 1 0 - 5 х 1 0 7 чае желательно образовывать вакуумный конденТор Если давление остаточных газов превышает сат так, чтобы некоторое заданное количество 5 х 10 5Тор, то становится затруднительным полуметалла оставалось свободным, то есть не чить желаемую чистоту вакуумного конденсата по имеющим химических связей с другими элеменводороду и кислороду, а вместе с ней и желаемые тами состава конденсата В этом варианте осущеего абразивные характеристики Если технологиствления имеется возможность получать вакуумческая камера откачивается до остаточного давные конденсаты на основе углерода с ления ниже 10 7Тор, то это не дает значительного микротвердостью по Виккерсу более 5000кг/маг и улучшения абразивных характеристик конденсата с более низкими величинами удельного поверхноДля получения высокоплотной инициирующей стного электросопротивления Предпочтительно, плазмы из того или иного материала согласно чтобы вакуумный конденсат представлял собой изобретению через локализованный контакт, по тонкопленочную, гетерогенную, слоистую систему меньшей мере, одного расходуемого электрода Вакуумные конденсаты такого типа могут осажпропускается импульс тока поджига Этот контакт даться непосредственно на поверхность носителя содержит тонкопленочный проводник, нанесенный или на имеющийся на нем промежуточный слой на поверхность изолятора и находящийся в конЕсли конденсат осаждается на промежуточный такте с поджигающим электродом Этот процесс слой, то для образования последнего желательно обеспечивает достаточно высокую эффективность использовать вышеупомянутые редкоземельные возбуждения в ускорителе электродуговых разряметаллы Содержание металла в вакуумном кондов в вакууме с минимальным потреблением денсате на основе углерода в количестве более энергии - порядка нескольких джоулей 20%(ат) снижает благоприятность условий для При использовании двух и более ускорителей сохранения микротвердости на вышеуказанных можно осуществлять бесконтактное возбуждение высоких уровнях электродутовых разрядов в валу-уме на главном эродирующем электроде Эта возможность осоЕсли предлагаемый вакуумный конденсат бенно существенна в том случае, если данный создается на носителе, то желательно, чтобы текэлектрод является графитовым В этом случае стура поверхности носителя характеризовалась используются два расходуемых электрода основслучайным распределением неровностей с высоной и вспомогательный, изменение положения той в диапазоне 0,02 - 2,0мкм Имеющий такую локализованного контакта на расходуемом элекформу носитель обладает превосходной абразивтроде, например, путем катания изолятора перед ной способностью и позволяет осуществлять выпропусканием импульса тока поджига, позволяет сококачественное полирование Носитель может получать зависимый, ритмический выброс инибыть изготовлен из самых различных материалов, циирующей плазмы при высокой однородности ее однако желательно, чтобы он имел форму полираспределения по объему межэлектродного зазомерной пленки, например, из полиэтилена, полира-ускорителя Это, в свою очередь позволяет амида, поликарбоната, поликрилата, полиатиленувеличить - надежность возбуждения электродутерефталата Понятно, что в качестве носителя говых разрядов, а также достигнуть более высокой могут использоваться не только полимерные однородности расходования эродирующих элекпленки, но также твердые и гибкие подложки из тродов других материалов Термин "гибкий" означает просто эластичность подложек и способность их В предпочтительном варианте осуществления легко поддаваться изгибу В данном процессе изобретения амплитуда напряжения \Д импульсов можно использовать различные типы держателей тока поджига не превышает 750В, а амплитуда подложек и соответствующие механизмы сообщенапряжения Va на электродах ускорителя, подния им состояния движения И наконец, предладерживается в пределах от 100 до 500В Эти усгаемый абразивный материал может бить изголовия способствуют повышению вероятности возтовлен и без носителя и может содержать буждения електродугових разрядов в вакууме до высокотвердый вакуумный конденсат в форме величин не менее 0,95, обеспечивая тем самым пластинчатых частиц практически одинаковой оптимальный уровень зарождения и роста ульттолщины, с поперечными размерами, практически радисперсных композитных сверхтвердых алмаравными толщине конденсата, и продольными зоподобных веществ, а также в целом всего ваку 16 15 48123 умного конденсата Если вероятность возбуждежонденсации, -отрицательно влияющих на качения электродуговых разрядов находится ниже ство вакуумного конденсата Следовательно, вреуровня 0,95, то воспроизводимость процесса резмя электродугового разряда не должно превыко падает При превышении напряжением \Д велишать 5 х 10с чины 750В в поток электроэрозионной плазмы Минимальная допустимая длительность кажначинают попадать частицы с нежелаемыми выдого электродугового разряда зависит от вещестсокими уровнями энергии Если амплитуда напрява эродирующего электрода и полного сопротивжения Va на электродах ускорителя составляет ления разрядной цепи, а также от типа менее 100В, то это также влияет на надежность ускорителя, используемого при генерации плазмы возбуждения разряда, приводя к ухудшению адгеПредпочтительный диапазон этой длительности зии конденсата на носителе Если Va становится находится в пределах от 20 до 50мкс, где нижняя больше 500В, то существует тенденция к графиграница соответствует металлу расходуемых тизации алмазоподобного вещества Наилучшие электродов условия возбуждения электродуговых разрядов в Втом случае, если импульсный ток электродувакууме достигаются при величинах Va в пределах гового разряда в вакууме превышает ЮкА, это как 200 - 400В Фактически, при напряжении Va = 200В правило приводит к увеличению эмиссии микровероятность возбуждения разрядов в ускорителе частиц вследствие влияния увеличенных элекплазмы с графитовым катодом равна 0,996, с мотромагнитных сил на разделение микрочастиц из либденовым катодом - 0,990, с титановым катодом плазмообразующеи поверхности на площади мик- 0,994, с катодами из хрома и иттрия она достигаропятен Однако является возможным управлять ет 0,999 инжекцией инициирующей плазмы с помощью внешнего магнитного поля Внешнее магнитное Желательно, чтобы амплитуда импульсов тополе оказывает влияние на плазмообразующую ка поджига была, по меньшей мере, в 2 раза выше поверхность эродирующего электрода при перетока, требуемого для образования одного микромещении этого магнитного поля синхронно с изпятна дугового разряда на плазмообразующем менением положений микропятен Желательно, веществе расходуемого электрода Предпочтичтобы поле индукции внешнего магнитного поля тельно, чтобы его минимальная величина находибыло параллельным данной поверхности и имело лась в пределах от 300 до 900А, а более высокие максимум на площади локализованного контакта величины соответствовали плазмообразующим То же самое внешнее магнитное поле может исвеществам с высокими температурами плавления пользоваться и для управления эрозией плазмоАмплитуда тока электродуговых разрядов в ваобразующеи поверхности эродирующих электрокууме должна превышать амплитуду импульсов дов, так как эта эрозия является результатом тока поджига, но быть не более ЮкА Обычно имнаправленного движения инициирующей плазмы и пульсный электродуговой разряд в вакууме харакэлектроэрозионной плазмы, получаемой с каждым теризуется наличием множества микропятен, одразрядом в области более слабого магнитного нако это условие не является желаемым или поля Таким образом, становится возможным опнеобходимым ределять направление перемещения микропятен Микропятна электродугового разряда облаэлектродуговых разрядов и, кроме того, увеличидают способностью отталкиваться друг от друга вать скорость этого перемещения по плазмообравследствие генерации магнитных полей, индуцизующеи поверхности эродирующих электродов руемых током электрического разряда Это обДанная возможность появляется благодаря явлестоятельство позволяет постоянно поддерживать нию диамагнетизма плазмы, а также тому, что ток на приблизительно одинаковом расстоянии друг на данной поверхности смещается вследствие от друга При покрытии этими микропятнами знавзаимодействия с магнитным полем, силовые личительной площади плазмообразующеи поверхнии которого являются параллельными этой поности эродирующего электрода они перемещаютверхности /Следует заметить, что ток течет в нася по этой поверхности с очень высокой правлении, перпендикулярном внешнему скоростью Следовательно, во время импульсного магнитному полю, через инициирующую плазму на З разряда, длительность которого достигает 10 с, площади локализованного контакта, а затем через микропятна имеют время, достаточное для того, электроэрозионную плазму, создаваемую самим чтобы покрыть расстояние, сравнимое с поперечэлектродуговым разрядом на плазмообразующеи ными размерами плазмообразующеи поверхности поверхности на площади микропятна/ Все вместе эродирующего электрода Это представляет соэти факторы способствуют обеспечению очень бой дополнительный фактор, способствующий однородной эрозии на плазмообразующеи поулучшению однородности эрозии плазмообраверхности расходуемых электродов, а такие дезующеи поверхности Данный фактор позволяет лают возможным достижение высокой воспроизтакже по существу исключить перегрев в поверхводимости абразивных характеристик ностном слое эродирующего электрода, подавляя предлагаемого вакуумного конденсата тем самым обусловленную таким перегревом эмиссию микрочастиц Однородность эрозии плазмообразующеи поверхности расходуемых электродов является осоЕсли длительность электрического разряда бенно важной, когда эти электроды изготовлены превышает 10 3 с, то плазмообразующая поверхиз пористых гранулированных материалов и, в ность эродирующего электрода может начать пеособенности, графита В свою очередь, подавлерегреваться, вызывая рост эмиссии микрочастиц ние эмиссии микрочастиц, происходящее в данЭто может также приводить к появлению очень ном технологическом процессе, дает возможность высоких температурных всплесков на поверхности 17 48123 получать высококачественные вакуумные конденсаты путем непосредственного осаждения генерированных потоков электроэрозионной плазмы Генерация импульсных потоков ускоренной электроэрозионной плазмы одного осаждаемого вещества, /например, графита/ или нескольких веществ, /например, графита и металла/ при использовании одного и более ускорителей плазмы делает возможным варьировать составом вакуумных конденсатов Таким образом, это позволяет получать вакуумные конденсаты со специфическим абразивным профилем, например, с изменяемыми микротвердостью и электросопротивлением В предпочтительном варианте осуществления изобретения может использоваться более одного ускорителя, каждый из которых содержит расходуемый электрод из отличного от других материала ?то позволяет более легко управлять составом, микроструктурой и другими свойствами вакуумного конденсата В таком варианте желательно, чтобы по меньшей мере один из ускорителей позволял генерировать высокочистые потоки электроэрозионной плазмы металла Ускоритель этого типа часто выполняет определенную вспомогательную функцию, например, нанесения подслоя С целью получения предлагаемого вакуумного конденсата, в котором содержания водорода и кислорода не превышали бы 0,1%(ат) каждое, желательно, чтобы частота падения генерированных импульсных потоков ускоренной эрозионной плазмы была более 1 Гц при отношении плотности N p каждого осажденного слоя плазмы к плотности Ng потока частиц в остаточных газах более величины, заключенной в диапазоне от 100 до 1 Если отношение Np/Ng составляет менее 100, то растущий слой вакуумного конденсата будет захватывать водород и кислород в возрастающем количестве из атмосферы остаточных газов Предпочтительнее является более высокая величина Np/Ng Однако возможная максимальная величина этого отношения всегда ограничена максимально допустимым интегральным потоком тепла на носитель, приносимым на поверхность конденсации плазмой Если частота падения генерированных потоков плазмы составляет менее 1 Гц, то возникает возможность адсорбции на поверхности конденсации избыточного количества остаточных газов /до 1 монослоя/ Такая адсорбция может происходить даже при давлении 5 х 10 7 Тор Адсорбированные остаточные газы не могут быть удалены предплазмоидом, который всегда имеется на фронте каждого генерированного плазменного потока, который имеет величину энергии частиц плазмы и количество таких частиц, достаточное только для низкоинтенсивного травления /очистки/ поверхности конденсации Качество вакуумного конденсата может быть улучшено, если материал расходуемых электродов подвергается дегазации, а поверхность электрода очищается с помощью дополнительных электродуговых разрядов в вакууме в течение времени, отведенного для стабилизации заданного уровня давления в технологической камере 18 Такая операция обычно занимает не более 1 - 2 минут В течение этого интервала времени предотвращается избыточный поток электрогенерированной эрозионной плазмы на поверхность носителя, для чего используется, например, подвижная заслонка Осаждение второго материала - тугоплавкого редкоземельного металла или никеля - в процессе формирования вакуумного конденсата интенсифицирует процесс зародышеобразования Это дает возможность получать вакуумные конденсаты в менее напряженном состоянии, лучшей адгезией и очень низкими величинами удельного поверхностного электросопротивления Генерация и осаждение независимых потоков плазмы из различных веществ самоподдерживаемым ускорителем плазмы обеспечивает также высокую точность дозирования каждого вещества и позволяет выдерживать в жестких пределах составы вакуумного конденсата В тех случаях, когда необходимо изготовить абразивный материал с повышенной абразивной способностью, рекомендуется на поверхности вакуумного конденсата формировать заданную текстуру Такая текстура может быть получена, например, путем выращивания "островковых" металлических пленок из металлов или сплавов путем осаждения потоков электроэрозионной плазмы соответствующих веществ Еще в одном варианте осуществления изобретения вакуумный конденсат отделяется от носителя Осуществлять это желательно путем использования растворимого носителя, например из прессованной соли, который бы при необходимости просто растворялся в воде В специфических условиях изготовления вакуумные конденсаты могут отделяться от носителя механическим путем с помощью вибрации с образованием порошкового абразивного материала Последний из этих способов является особенно эффективным, когда вакуумный конденсат создается на носителе с антиадгезионным подслоем Такой подслой может быть создан из тонких пленок различных органических веществ, например пленок Лэнгмюра Ниже изобретение описывается более подробно с пояснением на прилагаемых чертежах и примерах его осуществления Фиг 1 схема устройства, используемого для получения вакуумного конденсата согласно изобретению Откачка технологической камеры 10 может производиться через отверстие откачки 12 Технологическая камера 10 снабжена дверью 14 для выполнения различных вспомогательных операций, таких как загрузка и разгрузка Камера 10 содержит носитель 16 в форме рулона-18а-18Ь Этот рулон может перематываться в одном и другом направлениях с помощью ролика 20а или ролика 20Ь с прохождением через охлаждающий барабан 22 Носитель 16 имеет толщину в пределах от 10 до ЮОмкм и ширину менее приблизительно 220мм Как было сказано выше, он может быть изготовлен из пластического материала Скорость перемотки носителя может варьироваться в пределах приблизительно от 0,6 до бсм/с Технологическая камера 10 снабжена, по меньшей мере, одним ионным источником 26 с 19 48123 холодным катодом 28 В варианте, показанном на фиг 1, имеется два импульсных ускорителя 30а и ЗОЬ электромагнитной эрозионной плазмы, работающих на принципе сильноточного дугового разряда в вакууме Ионный источник 26 генерирует ионный поток 24 и предназначен для ионной обработки и, в частности для ионной очистки поверхности носителя 16 Ионным потоком 24 является инертный газ, например, аргон Ускорители 30а и ЗОЬ предназначены для генерации импульсных тлеющих разрядов 32а и 32Ь, направляемых на поверхность носителя 16 и содержащих потоки ускоренной электроэрозионной плазмы по меньшей мере одного из веществ, которые должны осаждаться на поверхность носителя 16 для образования на нем тонкой пленки вакуумного конденсата Электроэрозионная плазма получается вследствие эрозии обращенной к плазме поверхности расходуемых электродов 34а и 34Ь ускорителей 30а и ЗОЬ Окна, служащие для подачи ионного 24 и плазменных потоков 32а и 32Ь в технологическую камеру 10, могут закрываться с помощью подвижных заслонок /не показаны/ В предпочтительном варианте осуществления один ускоритель плазмы используется для генерации импульсных потоков ускоренной электроэрозионной плазмы углерода /графита/ либо электроэрозионной плазмы, содержащей углерод и металл /предпочтительно редкоземельный металл, тугоплавкий металл/, в то время как другой ускоритель предназначен для генерации импульсных потоков ускоренной электроэрозионной плазмы только металла На фиг 2а и 3 показаны в поперечном сечении схемы устройства-ускорителя Здесь видно, что каждый ускоритель должен содержать не менее двух главных электродов - расходуемый эродируемый электрод 34 и нерасходуемый электрод 38 Расходуемый электрод 34 имеет плазмообразующую поверхность 36 и служит в качестве катода ускорителя Нерасходуемый электрод 38 может выполнять функцию анода ускорителя Нерасходуемый электрод 38 охвачен электромагнитной обмоткой 40 Часть 42 инициирующей плазмы в ускорителе на схеме фиг 2 содержит электроэрозионную плазму вещества из плазмообразующеи поверхности 36 главного эродируемого электрода 34 Эта плазма инжектируется в межэлектродный зазор 44 ускорителя как только через нее проходит импульс тока поджига Для пропускания импульса тока поджига используется локализованный контакт 46 с тонкопленочным проводником 48, наложенным на поверхность изолятора 50 и находящимся в контакте с поджигающим электродом 52 В предпочтительном варианте осуществления изобретения ускоритель снабжен средствами 54 создания внешнего неоднородного магнитного поля, индукция которого практически параллельна плазмообразующеи поверхности 36 расходуемого электрода 34 Внешнее неоднородное магнитное поле, создаваемое средствами 54, является максимальным на площади локализованного контакта 46 Локализованный контакт 46 устроен таким образом, что в процессе возбуждения электродуго 20 вых разрядов в ускорителях он может изменять свое положение на эродируемом электроде, например, путем катания изолятора 50 Средства 54, в свою очередь, устроены так, что они имеют возможность перемещаться синхронно с изменением положения локализованного контакта 46 Соответствующие механизмы на схеме не показаны В этом варианте осуществления изменения в ускорителе и перемещение магнитного поля осуществляются в направлении, показанном на фиг 2 стрелкой С Ускоритель, показанный на фиг 2а и 26, с локализованным контактом 36 на главном эродируемом электроде 34 предназначается для генерации импульсных потоков ускоренной электроарозионной плазмы металлов и их сплавов Для генерации импульсных потоков ускоренной электроэрозионной плазмы углерода /графита/ или электроэрозионной плазмы, содержащей углерод и металл, желательно использовать ускоритель типа, показанного на фиг З В таком ускорителе главный расходуемый электрод 34 изготовлен из графита Кроме того, этот ускоритель содержит расходуемый электрод 56 с плазмообразующеи поверхностью 58 Часть 52 плазмообразующего вещества здесь содержит электроэрозионную плазму вещества вышеупомянутой плазмообразующеи поверхности 58 дополнительного эродируемого электрода 56 Эта инициирующая плазма образуется в локализованном контакте 46 электрода 56 с тонкопленочным проводником, 48 В данном ускорителе вещество вспомогательного эродируемого электрода 56 содержит графит или металл либо сплав Желательно, чтобы индукция магнитного поля была практически параллельной как плазмообразующеи поверхности 58 вспомогательного расходуемого электрода 56, так и плазмообразующеи поверхности 36 главного расходуемого электрода 34 Способ согласно изобретению осуществляется следующим образом, В вакуумную камеру 10 помещают носитель 16, и камера откачивается до давления в диапазоне от 10 до 10 6 То Затем поверхность носителя очищают ионами инертного газа, например аргона, с энергией в диапазоне отЗООэВ до ЗкэВ Поверхность носителя подвергается также дегазации вещества эродируемых электродов 34а и 34Ь посредством электрических разрядов в вакууме Через локализованный контакт 46 расходуемого электрода 34 с тонкопленочным проводником 48, наложенным на поверхность изолятора 50 и находящимся в контакте с поджигающим электродом 52, периодически пропускается импульс тока поджига с амплитудой напряжения 700 ± 50В Взрывное испарение вещества эродируемого электрода приводит к образованию части инициирующей плазмы 42, которая инжектируется в межэлектродный зазор 44 ускорителя плазмы Одновременно с этим, в зазоре 44 возбуждаются кратковременные электродуговые разряды в вакууме с вероятностью не менее 0,95 и амплитудой напряжения на электродах от 200В до 400В при длительности разряда в пределах приблизительно от 0,5мс до 1мс и амплитуде тока в пределах приблизительно от 5кА до ЮкА Положение локализованных контактов на эро 21 48123дируемом электроде изменяется от импульса к импульсу, например, путем катания изолятора 50 Плазмообразующие поверхности расходуемого электрода испытывают воздействие однородного магнитного поля, создаваемого средствами 54 и перемещаемого желательно синхронно с изменениями в локализованном контакте Импульсные потоки 32а и 32Ь электроэрозионной плазмы предназначенного для осаждения вещества после и генерации направляются на поверхность носителя 16, где в результате их осаждения образуется вакуумный конденсат Частота образования генерированных потоков плазмы находится обычно в диапазоне от 8 до 16Гц Величина отношения плотности каждого ожидаемого потока плазмы к плотности потока частиц находится в пределах от 8 х 102 до 5 х 103 Эта величина поддерживается в заданных пределах путем строгого регулирования давления остаточных газов в технологической камере, а также условий генерации электрических разрядов в вакууме Если абразивный материал создается на носителе, то вакуумному конденсату сообщается требуемая текстура поверхности, например, путем формирования островковых пленок металла или сплава При необходимости изготовить свободный абразивный материал, без носителя, полученный таким образом вакуумный конденсат от носителя отделяется Ниже дано более подробное описание изобретения на примерах его практического осуществления и результатах испытаний полученных абразивных материалов Во всех этих примерах уровни чистоты расходуемых электродов не превышают величины 0,1%(ат) Примеры осуществления Пример № 1 Технологическую камеру откачивали до остаточного давления Р - 5 х 10 6Тор Импульсные потоки электроэрозионной плазмы углерода генерировались с помощью ускорителя, содержащего главный расходуемый электрод и вспомогательный расходуемый электрод Оба расходуемых электрода были изготовлены из графита Инициирующую плазму создавали с помощью вспомогательного электрода Импульсы тока поджига имели амплитуду напряжения \Д = 700В Амплитуда напряжения Va на электродах ускорителя составляла 250В/ Длительность t каждого импульса электрической дуги составляла 1мс Разрядный ток 1 а имел амплитуду 5кА Возбуждение разряда происходило с вероятностью р не менее 0,99 Индукция внешнего магнитного поля Рнакс в области локализованного контакта составляла 2мТл Потоки генерированной плазмы образовывались с частотой f = 8Гц Отношение Np/Ng было равным 8 х 102 Процесс образования вакуумного конденсата был непрерывным, когда толщина d осажденного слоя достигала 0,4мкм Получаемый абразивный материал содержал вакуумный конденсат, состоящий на 99,9% (ат) из ультрадисперсного композитного сверхтвердого алмазного вещества углеродного типа, около 0,05% (ат) водорода и около 0,05% (ат) кислорода Микротвердость Н этого конденсата была равна 9800кг/мм2 Удельное поверхностное электросопротивление R его 22 составляло 4 x 1 0 Ом Пример № 2 Испытания проводились в тех же условиях, что и в Примере 1, за исключением следующих параметров Р = 5 х 10 5Тор, Va = 100В, t = 0,5мкс, р > 0,95, f = 16Гц и отношение NP/N9 = 102 Получаемый вакуумный конденсат состоял на 99,8% (ат) из ультрадисперсного композитного алмазоподобного вещества углеродного типа, около 0,1% (ат) водорода и около 0,1% (ат) кислорода Микротвердость Н конденсата составляла 8000кг/мм2, а удельное поверхностное электросопротивление R его было равно 108Ом Пример № 3 Испытания проводились в тех же условиях, что и в Примере 1, за исключением следующих параметров, Р =-5 х 10 7Тор, Va = 500В, t = 0,25мкс, 1 а = ЮкА, f = 1 Гц, Np/Ng = 5 х 103 Получаемый вакуумный конденсат состоял на 99,96% (ат) из ультрадисперсного композитного алмазоподобного вещества углеродного типа, около 0,02% (ат) водорода и около 0,02% (ат) кислорода Микротвердость Н конденсата составляла 11700кг/мм2, а удельное поверхностное электросопротивление R его было равно 106Ом Пример № 4 Испытания проводились в тех же условиях, что и в Примере 1, за исключением того, что вспомогательный электрод был выполнен из металла, и в частности, гольмия Благодаря этому ускоритель плазмы мог генерировать импульсы ускоренной электроэрозионной плазмы, содержащей как углерод, так и гольмий Образование вакуумного конденсата происходило непрерывно по достижении осажденным слоем толщины а = 0,8мкм Получаемый вакуумный конденсат состоял на 99,9%ат из ультрадисперсного композитного сверхтвердого алмазоподобного вещества углеродного типа, из которых 4%(ат) занимал гольмий, более 0,05% ат - водород и около 0,05% (ат) - кислород Микротвердость Н конденсата составляла 7800кг/мм Его удельное поверхностное электросопротивление R было равно 8 х 105Ом Пример № 5 Испытания проводились в тех же условиях, что и в Примере 4, за исключением того, что вспомогательный электрод был выполнен из хрома Содержание хрома в вакуумном конденсате составило 5% (ат) Получаемый вакуумный конденсат состоял на 99,9%(ат) из ультрадисперсного композитного сверхтвердого алмазоподоб-ного вещества углеродного типа, из которых 5 % (ат) занимал хром, более 0,05%(ат) - водород и около 0,02%(ат) кислород Микротвердость Н вакуумного конденсата была равна 7300кг/мм2, а его удельное поверхностное электросопротивление R = 5хЮ5Ом Пример № 6 Испытания проводились в тех же условиях, что и в Примере 1, за исключением того, что для генерации импульсов потока ускоренной электроэрозионной плазмы использовался независимый вспомогательный ускоритель плазмы Вспомогательный расходуемый электрод был изготовлен из металла - иттербия Длительность t электродуго 23 48123 вых разрядов в ускорителе была равна 0,5мс, а амплитуда тока разряда 1 а = 1кА По достижении осажденным слоем толщины d = 1,2мкм образование вакуумного конденсата происходило непрерывно Получаемый вакуумный конденсат состоял на 99,9%(ат) из ультрадисперсного композитного сверхтвердого алмазоподобного вещества углеродного типа, из которых 10%(ат) приходилось на долю иттербия, более 0,05% - водорода и около 0,05% - кислорода Микротвердость Н получаемого вакуумного конденсата составляла 6900кг/мм2, а его поверхностное удельное электросопротивление R было равно 7x10 3 Ом Пример № 7 Испытания проводились в тех же условиях, что и в Примере 4, за исключением того, что вспомогательный расходуемый электрод был изготовлен из иттрия Кроме того, для получения вакуумного конденсата, подобного тому, что изготавливался в процессе по Примеру 6, использовался вспомогательный ускоритель, независимо генерирующий импульсные потоки ускоренной электроэрозионной плазмы другого металла - молибдена - с амплитудой разрядного тока 1 а = 2,5кА В этом процессе генерация производилась в двух режимах, различающихся длительностью t и числом N электродуговых разрядов в вакууме В первом режиме длительность t составляла 0, мс, а N = 500, во втором режиме t = 1мкс, a N - 100 Образование вакуумного конденсата происходило непрерывно по достижении осажденным слоем толщины d = 1,2мкм Получаемый абразивный материал содержал вакуумный конденсат, состоящий приблизительно на 20%(ат) из металла /иттрия или молибдена/, около 79,9%(ат) ультрадисперсного композитного сверхтвердого алмазоподобного вещества /которое содержало приблизительно 5%(ат) иттрия и 5%(ат) молибдена/, около 0,05%(ат) водорода и около 0,05%(ат) кислорода Микротвердость Н вакуумного конденсата составляла 5400кг/маг, а его удельное поверхностное электросопротивление R было равно 10 Ом Пример № 8 Испытания проводились в условиях, аналогичных таковым в Примере 3, за исключением того, что вспомогательный расходуемый электрод 24 был изготовлен из никеля Циклы генерации импульсных потоков электроэрозионной плазмы чередовались между электродуговыми разрядами в главном ускорителе /с расходуемым электродом из графита/ с одной стороны и во вспомогательном ускорителе /с расходуемым электродом из никеля/ - с другой Режимы генерации в обоих случаях были идентичными, за исключением того, что количество разрядов N m в главном ускорителе было равно 500, а количество разрядов NBcnoH во вспомогательном ускорителе было равно 200 Получаемый абразивный материал содержал вакуумный конденсат, состоящий приблизительно на 10%(ат) из никеля, 9,9%(ат) ультрадисперсного композитного сверхтвердого алмазоподобного вещества, около 0,05%(ат) водорода и около 0,05%(ат) кислорода Микротвердость Н вакуумного конденсата была 6400кг/мм2, а его удельное поверхностное электросопротивление R составляло 600м Пример № 9 Испытания проводились в тех же условиях, что и в Примере 8, за исключением того, что никель осаждался только в качестве подслоя в форме островковой пленки Получаемый абразивный материал имел четко выраженную поверхностную текстуру Вакуумный конденсат состоял на 99,9%(ат) из ультрадисперсного композитного алмазоподобного вещества углеродного типа, 0,05%(ат) водорода и 0,05%(ат) кислорода Микротвердость Н его была равна 10000кг/мм2, а удельное поверхностное электросопротивление R = 2X106OM Пример № 10 Данные испытания проводились в тех же условиях, что и в Примере 1, за исключением того, что вакуумный конденсат получали с толщиной d = Змкм Его микротвердость Н составляла 9200кг/мм2, а поверхностное электросопротивление R было равно 6 х 105Ом Вакуумный конденсат легко отделялся от носителя путем вибрации с образованием пластинчатых частиц одинаковой толщины, з поперечным размером Змкм и продольным размером 15мкм 3 нижеследующей таблице сведены характеристики образцов, полученных согласно Примерам 1 - 9 Таблица Обрабатываемый объект головка видеомагнитофона № Примера 1 2 3 4 5 6 7 8 9 Микротвердость Н, кг/мм2 9800 8000 11700 7800 7300 6900 5400 6400 10000 Уд поверх электросопротивление R, Ом 4x10' 10° 10' 8x10' 5x10' 7x10' 10' 60 2x10' Структура тонкопленочных алмазоподобных Полирующая способность /глубина резания/, мкм 19 21 23 20 18 17 14 10 28 Количество царапин ... ... ... ... ... ... ... ... 1 веществ и вакуумных конденсатов, полученных в 26 25 48123 Примерах 1-10, исследовалась на образцах, отсаты содержали ультрадисперсное композитное деленных от носителей В этих исследованиях алмазоподобное вещество с теоретическими вепроводился рентгеноструктурный дифракционный личинами областей упорядочения л~о есть обласанализ на установке ДРОН-2 и электронная миктей когерентного рассеяния/ в пределах от 0,5 до роскопия на просвет на микроскопе JEM-120 Типы 20нм Это вещество характеризуется заданными 3 2 химических связей и элементный анализ исследосоотношениями sp , sp и sp -связей и превалировались с помощью прибора ES-2403, работающеванием sp и sp -связей в квазиаморфной прого на принципе Оже- и электронной спектроскостранственной структуре вакуумного конденсата пии Удельное поверхностное электросопротивление измерялось с помощью омметра /модель Путем точных электронно-дифракционных изSTACK TR-2 фирмы "Токио Дэнки'У Микротвермерений по известным методикам [см , например, дость измерялась с помощью твердомера модели "Diffraction Studies on Non-Crystalline Substances," MINILOAD Глубина резания измерялась с помо1 Hargittai and W J Orvill-Thomas, Academiat щью электронного цифрового индикатора ШероKlado, Budabest, 1981] исследовалась функция Diff ховатость поверхности измерялась с помощью (г) радиального распределения интерферометра типа Wyko В том случае, когда исследуемый образец находился в квазиаморфном состоянии, функция Diff Данное выше описание изобретения с пояс(г) имела резкие колебания, максимумы которых, нением на конкретных примерах его практического анализируемые с учетом массовой плотности веосуществления носит чисто иллюстративный хащества, позволяли определить межатомные расрактер и ни в коей мере не ограничивает возможстояния, а также координатные числа и многоные его модификации, не выходящие за рамки его гранники структуры Обработка этих данных идеи и объема подтвердила, что полученные вакуумные конден згь 34Ь 14 2ОЬ 18Ь 27 28 48123 34 Фиг. 2А Фиг. 2В Фиг. 3 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюAbrasive material (versions) and method of its producing
Назва патенту російськоюАбразивный материал (варианты) и способ его изготовления
МПК / Мітки
МПК: B24D 3/02, C23C 4/04, B24D 3/06, B24D 3/00
Мітки: варіанти, матеріал, спосіб, абразивний, виготовлення
Код посилання
<a href="https://ua.patents.su/14-48123-abrazivnijj-material-varianti-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Абразивний матеріал (варіанти) та спосіб його виготовлення</a>
Спосіб виготовлення абразивного матеріалу (варіанти) і композиційний абразивний матеріал
Номер патенту: 27559
Опубліковано: 15.09.2000
Автор: Целесін Наум Н.
МПК: B44C 1/165
Мітки: матеріал, абразивного, матеріалу, спосіб, варіанти, композиційний, абразивний, виготовлення
Текст:
...полосы, готовой к распределению на ней твердых частиц абразивного материала. Целесообразно, чтобы упомянутый шаблон ' являлся ча стью абр азивно го ма териала , причем спекаемый связ ующий ма териал удерживал упомянутые твердые частицы в о тверстия х шаблона , создающих определенный рисунок. Такое решение уменьшает число стадий в процессе изготовления абразивного инструмента с заданным рисунком распределения абразивных частиц, что допо...
Спосіб виготовлення неоднорідного матеріалу, пристрій для його здійснення (його варіанти) та неоднорідний матеріал
Номер патенту: 27358
Опубліковано: 15.09.2000
Автор: Петсетакіс Менелаос
МПК: B32B 5/02, B29C 47/20, B29D 28/00, B29C 47/36
Мітки: матеріал, неоднорідний, спосіб, виготовлення, його, варіанти, здійснення, пристрій, матеріалу, неоднорідного
Текст:
...сбоку другой части штампа в варианте штампа, изображенного на фиг 2 устройства, на фиг 4 - частичный разрез вида сбоку частей поверхности штампа, изображенного на фигурах 2 и 3, на фиг 5 - разрез вида сбоку, в другом масштабе, варианта с регулировочным устройством смещения в устройстве, изображенном на фиг 1, на фиг 6 - частичный разрез вида сбоку устройства для горячего выдавливания в соответствии с настоящим изобретением, на фиг 7 -...
Абразивний різальний інструмент і спосіб його виготовлення
Номер патенту: 29468
Опубліковано: 15.11.2000
Автор: Целесін Наум Н.
МПК: B28D 1/02, B23D 61/00, B24D 5/00
Мітки: спосіб, різальний, інструмент, абразивний, виготовлення
Текст:
...частицы абразивного материала, чем элементы 3. Это обеспечивает более гладкие поверхности обрабатываемой заготовки. Хотя несущая часть 1, показанная на фиг. 1, имеет круговую форму, следует понимать, что при применении других форм несущей части использование и функционирование режущих элементов 2, 3 и 4 будет таким же. Таким образом, можно разместить режущие элементы вдоль рабочего края ленточной пилы, вдоль краев звеньев цепной пили,...
Захисний елемент, плівковий матеріал для його виготовлення, спосіб виготовлення такого плівкового матеріалу (варіанти) та захищений від підробки документ
Номер патенту: 46909
Опубліковано: 17.06.2002
Автори: Шмітц Христіан, Бурхард Тео
МПК: B42D 15/00
Мітки: плівковий, матеріалу, спосіб, елемент, матеріал, варіанти, такого, захисний, плівкового, документ, підробки, захищений, виготовлення
Формула / Реферат:
1. Захисний елемент для захисту від підробки предметів, що має принаймні один машинорозпізнаваний магнітний шар і принаймні ще один додатковий шар, який відрізняється тим, що додатковий шар являє собою частково прозорий у видимій ділянці спектра шар і цей частково прозорий шар розташований над магнітним шаром, закриваючи його.2. Захисний елемент за п. 1, який відрізняється тим, що частково прозорий шар являє собою растр із непрозорими...
Структурний металокерамічний композиційний матеріал (варіанти) та спосіб виготовлення цього матеріалу (варіанти)
Номер патенту: 42735
Опубліковано: 15.11.2001
Автори: Коізумі Мітсуе, ОХІЯНАГІ Мансші, БОРОВІНСКАЯ Інна Пєтровна, ЛЄВАШОВ Євгеній Алєксандровіч, ХОСОМІ Сатору, ТРОТШУЕ Алєксандр Владіміровіч
МПК: B22F 3/16, C22C 1/05, B22F 3/10, C22C 29/00, B22F 3/23
Мітки: композиційний, матеріал, цього, металокерамічний, структурний, матеріалу, виготовлення, спосіб, варіанти
Формула / Реферат:
1. Структурный металлокерамический композиционный материал, содержащий одну или более каркасных структур, отличающийся тем, что каждая каркасная структура состоит из трех пространственно соединенных частей, по крайней мере, одного тугоплавкого материала, выбранного из карбида, борида, нитрида и силицида титана, циркония, тантала, ниобия, кремния, хрома, вольфрама или молибдена, и металлического материала, являющегося сплавом и/или...
Попередній патент: Алкоксіалкілкарбамати імідазо[1,2-а]піридинів, спосіб їх одержання та лікарський засіб на їх основі
Наступний патент: Заміщені хіноліни та спосіб їх одержання
Випадковий патент: Спосіб електрохімічної обробки води