Комплект розливального стакана, вогнетривкий елемент для нього, спосіб одержання вогнетривкого елемента та спосіб з’єднання двох вогнетривких елементів




Формула / Реферат
1. Комплект розливального стакана (20, 30) для металоливарного пристрою, вибраного з-поміж висувного шибера та пристрою для заміни труб, причому вищезгаданий комплект розливального стакана містить:
- перший вогнетривкий елемент (1), який містить першу з'єднувальну поверхню (1а), яка містить перший висвердлений отвір, та
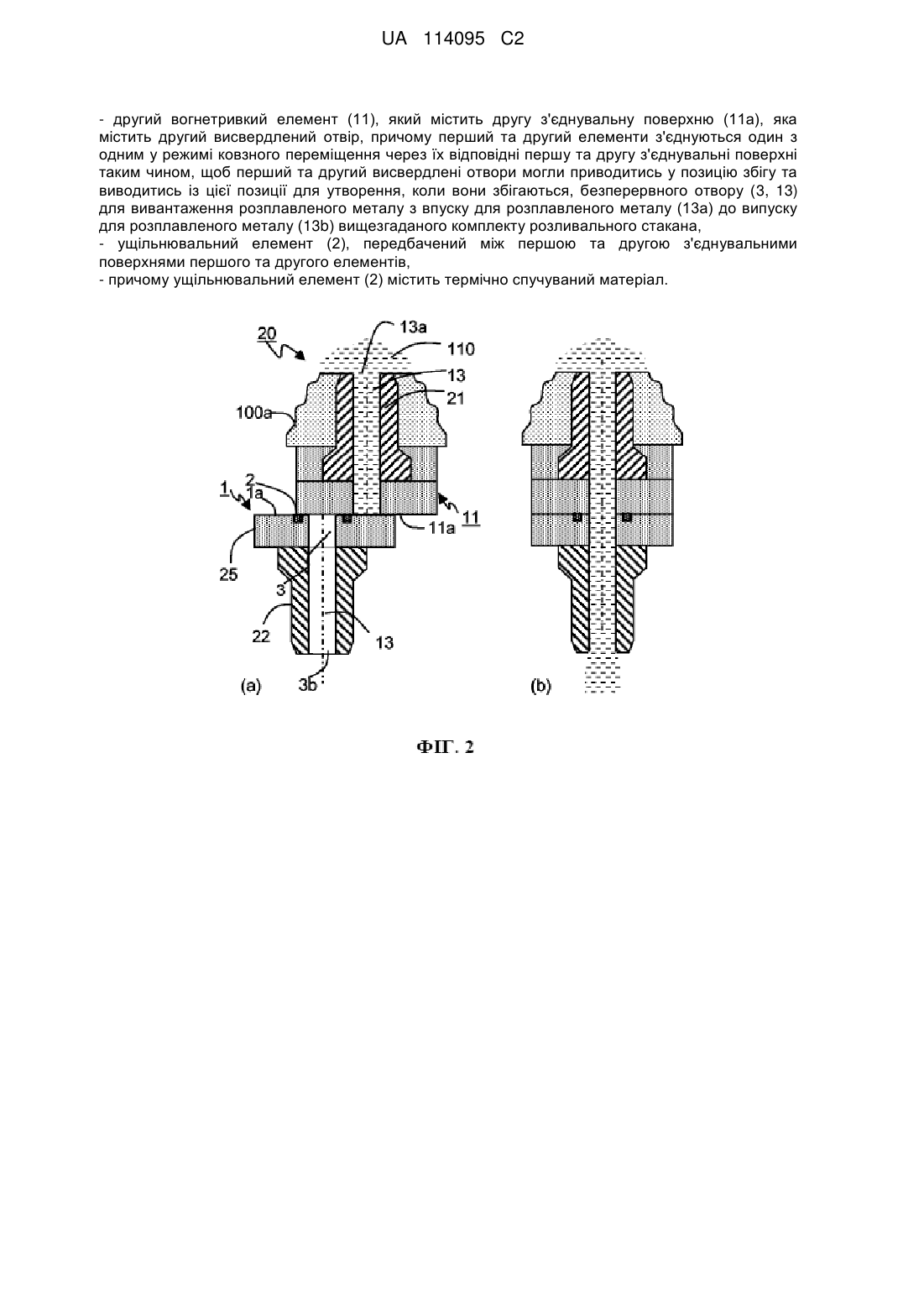
- другий вогнетривкий елемент (11), який містить другу з'єднувальну поверхню (11а), яка містить другий висвердлений отвір, причому перший та другий елементи з'єднані один з іншим у режимі ковзного переміщення через їх відповідні першу та другу з'єднувальні поверхні, таким чином, щоб перший та другий висвердлені отвори могли приводитись у позицію збігу та виводитись із цієї позиції для утворення, коли вони збігаються, безперервного отвору (3, 13) для вивантаження розплавленого металу з впуску для розплавленого металу (13а) до випуску для розплавленого металу (3b) вищезгаданого комплекту розливального стакана,
- ущільнювальний елемент (2), передбачений між першою та другою з'єднувальними поверхнями першого та другого елементів,
який відрізняється тим, що ущільнювальний елемент (2) містить термічно спучуваний матеріал.
2. Комплект розливального стакана за п. 1, який відрізняється тим, що ущільнювальний елемент (2) має:
- температуру початкового розширення Ті, яка становить принаймні 130 °C, в оптимальному варіанті - принаймні 400 °C, у ще кращому варіанті - принаймні 600 °C, та/або
- максимальне відносне розширення Vmax/V20, при температурі Тmах максимального розширення, що становить від Ті до 1400 °C, відносно його об'єму, вимірюваного при 20 °C, принаймні 10, в оптимальному варіанті - принаймні 25, у ще кращому варіанті - принаймні 50, у найкращому варіанті - принаймні 80.
3. Комплект розливального стакана за п. 1 або п. 2, який відрізняється тим, що спучуваний матеріал складається з шарованого матеріалу, який модифікують шляхом включення інших матеріалів між шарами для викликання спучування під впливом тепла, в оптимальному варіанті вибраних з групи, до якої належать:
- спінюваний графіт, глина, слюда або перліт, що містить один або кілька компонентів, до яких належать сірчана кислота, азотна кислота, фосфорна кислота, органічні кислоти, такі як оцтова або фенольна кислоти, газоподібний хлор та бром, включений між суміжними кристалічними шарами,
- вермикуліт, в оптимальному варіанті - у формі переміжних шарів вермикуліту та біотиту,
- або їх суміші.
4. Комплект розливального стакана за будь-яким з пп. 1-3, який відрізняється тим, що ущільнювальний елемент є шаром покриття незбільшеної товщини, яка в оптимальному варіанті становить від 0,1 до 3,0 мм, у ще кращому варіанті - від 0,2 до 1,0 мм, у найкращому варіанті - від 0,3 до 0,6 мм, причому вищезгаданий шар покриття необов'язково може бути вкритий кінцевим ущільнювальним шаром.
5. Комплект розливального стакана за п. 4, який відрізняється тим, що ущільнювальний елемент вкриває суттєву частину, в оптимальному варіанті - повністю вкриває першу та/або другу з'єднувальні поверхні (1а, 11а), або ущільнювальний елемент розміщений у канавці на першій та/або другій з'єднувальних поверхнях (1а, 11а), оточуючи перший та/або другий висвердлені отвори, відповідно, причому канавка в оптимальному варіанті має глибину принаймні 0,5 мм, у ще кращому варіанті - принаймні 1,0 мм, у найкращому варіанті - принаймні 3,0 мм.
6. Комплект розливального стакана за будь-яким з пп. 1-3, який відрізняється тим, що ущільнювальний елемент може бути у формі прокладки, в оптимальному варіанті вкладеної у канавку на першій та/або другій з'єднувальних поверхнях (1а, 11а), оточуючи перший та/або другий висвердлені отвори, відповідно.
7. Комплект розливального стакана за будь-яким з пп. 1-6, який відрізняється тим, що ущільнювальний елемент містить:
- 5-95 мас. % спучуваного матеріалу, який містить спінюваний графіт та/або вермикуліт,
- 5-95 мас. % зв'язувальної речовини, такої, як розчинне скло, в оптимальному варіанті - змішаної з одним або кількома компонентами, до яких належать поліетиленгліколь (PEG), глина, Na2CO3, CaCO3, MgCO3, NaHCO3, Ca(HCO3)2, Mg(HCO3)2,
- 0-80 мас. % мастила, такого як (нерозширюваний) графіт,
- 0-20 мас. % антиоксиданту, такого як алюміній, кремній або молібден, причому мас. % вимірюють як суху масу твердих речовин відносно загальної сухої маси композиції ущільнювального елемента.
8. Комплект розливального стакана за п. 7, який відрізняється тим, що спучуваний матеріал має форму пластівців, включених у мікрооболонки, які можуть розтікатися, звітрюватися або розпадатися під дією даної температури або механічного напруження, наприклад зсуву при ковзанні однієї з'єднувальної поверхні по іншій.
9. Комплект розливального стакана за п. 8, який відрізняється тим, що мікрооболонки включають принаймні один шар захисної оболонки, яка в оптимальному варіанті складається з розчинного скла, колоїдного кремнезему або фосфату алюмінію, в оптимальному варіанті - у комбінації з одним або кількома компонентами, до яких належать глина, Na2CO3, CaCO3, MgCO3, NaHCO3, Ca(HCO3)2, Mg(HCO3)2, які в оптимальному варіанті є присутніми у кількості 0,5-80 мас. %, у ще кращому варіанті - 5-30 мас. %, причому вищезгаданий шар захисної оболонки необов'язково може бути:
- нанесений на грунтовку, що в оптимальному варіанті складається з суміші фенольної смоли та фурфуролу у масовому співвідношенні від 3:8 до 3:1, в оптимальному варіанті - від 1:1 до 3:2, причому вищезгадану ґрунтовку наносять безпосередньо на спучувані пластівці, і/або
- вкритий фінішним верхнім шаром, який в оптимальному варіанті містить суміш фенольної смоли та фурфуролу.
10. Вогнетривкий елемент (1) комплекту розливального стакана для металоливарного пристрою, вищезгаданий вогнетривкий елемент включає перший наскрізний отвір (3), який є відкритим на першій, практично плоскій з'єднувальній поверхні (1а), придатній для з'єднання у режимі ковзного переміщення з другою з'єднувальною поверхнею (11а) другого вогнетривкого елемента (11), причому перша з'єднувальна поверхня (1а) вищезгаданого вогнетривкого елемента (1) має ущільнювальний елемент (2), який містить термічно спучуваний матеріал, причому вищезгадана перша плоска з'єднувальна поверхня (1а) є однією з поверхонь, до яких належать:
- з'єднувальна поверхня (1а) розливального стакана (32), придатного для завантаження та вивантаження з пристрою для заміни труб (30) у ковзному контакті з відповідною контактною поверхнею внутрішнього стакана, вставленого у дно проміжного пристрою,
- з'єднувальна поверхня (1а) внутрішнього стакана (31) для закріплення у дні проміжного пристрою та прикріплення до пристрою для заміни труб (30) таким чином, щоб вищезгадана з'єднувальна поверхня (1а) входила у ковзний контакт з розливальним стаканом після вставлення останнього у вищезгаданий пристрій для заміни труб,
- з'єднувальна поверхня (1а) ковзної пластини (25) шиберного пристрою таким чином, що вищезгадана з'єднувальна поверхня (1а) входить у ковзний контакт зі з'єднувальною поверхнею другої пластини вищезгаданого шибера.
11. Вогнетривкий елемент за п. 10, який відрізняється тим, що ущільнювальний елемент та спучуваний матеріал є такими, як визначено у будь-якому з пп. 2-9.
12. Спосіб виготовлення вогнетривкого елемента (1) за п. 10 або п. 11, який включає такі етапи:
- забезпечення вогнетривкого елемента, який містить перший наскрізний отвір (3), який є відкритим на першій з'єднувальній поверхні (1а), причому вищезгадана перша з'єднувальна поверхня є придатною для з'єднання у режимі ковзного переміщення з другою з'єднувальною поверхнею (11а) другого вогнетривкого елемента (11),
- нанесення ущільнювального елемента (2) на першу з'єднувальну поверхню (1а), таким чином, щоб в оптимальному варіанті оточувати висвердлений отвір,
- причому ущільнювальний елемент (2) містить термічно спучуваний матеріал.
13. Спосіб за п. 12, який відрізняється тим, що ущільнювальний елемент наносять на першу з'єднувальну поверхню як:
- покриття, яким вкривають, повністю або лише частково, першу з'єднувальну поверхню, за допомогою пензля, розпилювача, ракеля або валика, шляхом друку, такого, як трафаретний або глибокий друк,
- покриття, що заповнює канавку, яка є передбаченою на першій з'єднувальній поверхні (1а) та оточує наскрізний отвір (3) за допомогою упорскування, нанесення ракелем, лиття, або
- попередньо сформовану прокладку, вставлену у канавку, яка є передбаченою на першій з'єднувальній поверхні (1а) і в оптимальному варіанті оточує наскрізний отвір (3).
14. Спосіб з'єднання двох вогнетривких елементів (1, 13) комплекту розливального стакана (20, 30) для металоливарного пристрою, вибраного з-поміж висувного шибера та пристрою для заміни труб, причому вищезгаданий спосіб включає такі етапи:
- здійснення етапів способу за п. 12 або п. 13 для забезпечення вогнетривкого елемента (1), який має спучуваний ущільнювальний елемент (2), який оточує висвердлений отвір на першій з'єднувальній поверхні (1а),
- з'єднання шляхом ковзного переміщення вищезгаданої першої з'єднувальної поверхні (1а) по другій з'єднувальній поверхні (11а), яка включає другий висвердлений отвір другого вогнетривкого елемента (11) комплекту розливального стакана таким чином, щоб ущільнювальний елемент (2) контактував як з першою, так і з другою з'єднувальними поверхнями (1а, 11а) з приведенням першого та другого висвердлених отворів у позицію збігу та виведення з цієї позиції, для утворення, коли вони збігаються, безперервного наскрізного отвору від впуску для розплавленого металу (13а) до випуску для розплавленого металу (3b),
- нагрівання з'єднаних таким чином першого та другого вогнетривких елементів до температури, принаймні достатньої для набухання спучуваного матеріалу ущільнювального елемента.
15. Спосіб за п. 14, який відрізняється тим, що перший вогнетривкий елемент (1) та ущільнювальний елемент (2) є попередньо нагрітими перед з'єднанням з другим вогнетривким елементом (11) до температури попереднього нагріву в умовах, які дозволяють запобігати досягненню спучуваним матеріалом його максимального розширення, а саме:
(a) шляхом підтримання температури попереднього нагріву на рівні, нижчому за температуру Тmах, що відповідає максимальному розширенню спучуваного матеріалу, або
(b) шляхом поміщення спучуваного матеріалу в оболонки, які хімічно та/або механічно та/або термічно пошкоджуються (і) при ковзанні першого вогнетривкого елемента у позицію лиття у комплект розливального стакана та/або (іі) після лиття розплавленого металу.
16. Ущільнювальний елемент для ущільнення контактної поверхні між вогнетривкими елементами комплекту розливального стакана у металоливарному пристрої, причому ущільнювальний елемент містить:
- 5-95 мас. % спучуваного матеріалу, такого як спінюваний графіт,
- 5-95 мас. % розчинного скла як зв'язувальної речовини, в оптимальному варіанті – у суміші з одним або кількома компонентами, до яких належать: глина, Na2CO3, CaCO3, MgCO3, NaHCO3, Ca(HCO3)2, Mg(HCO3)2,
- 5-50 мас. % мастила, такого як (нерозширюваний) графіт,
- до 20 мас. % антиоксиданту, такого як алюміній,
де мас. % вимірюють як суху масу твердих речовин відносно загальної сухої маси композиції ущільнювального елемента.
17. Застосування спучуваного ущільнювального елемента (2) для ущільнення контактної поверхні між першою та другою з'єднувальними поверхнями першого та другого вогнетривких елементів комплекту розливального стакана у металоливарному пристрої, причому вищезгадані перша та друга з'єднувальні поверхні перебувають у режимі ковзного переміщення.
Текст
Реферат: Даний винахід стосується комплекту розливального стакана (20, 30) для металоливарного пристрою, вибраного з-поміж висувного шибера та пристрою для заміни труб, причому вищезгаданий комплект розливального стакана містить: - перший вогнетривкий елемент (1), який містить першу з'єднувальну поверхню (1а), яка містить перший висвердлений отвір, та UA 114095 C2 ДЕРЖАВНА СЛУЖБА ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ УКРАЇНИ UA 114095 C2 - другий вогнетривкий елемент (11), який містить другу з'єднувальну поверхню (11а), яка містить другий висвердлений отвір, причому перший та другий елементи з'єднуються один з одним у режимі ковзного переміщення через їх відповідні першу та другу з'єднувальні поверхні таким чином, щоб перший та другий висвердлені отвори могли приводитись у позицію збігу та виводитись із цієї позиції для утворення, коли вони збігаються, безперервного отвору (3, 13) для вивантаження розплавленого металу з впуску для розплавленого металу (13а) до випуску для розплавленого металу (13b) вищезгаданого комплекту розливального стакана, - ущільнювальний елемент (2), передбачений між першою та другою з'єднувальними поверхнями першого та другого елементів, - причому ущільнювальний елемент (2) містить термічно спучуваний матеріал. UA 114095 C2 5 10 15 20 25 30 35 40 45 50 55 Галузь винаходу Даний винахід в цілому стосується ліній для безперервного лиття металу. Зокрема, він стосується ущільнення, яке є особливо придатним для ущільнення стиків між елементами комплекту розливального стакана у металоливарній лінії, які з'єднуються у режимі ковзного переміщення, такими, як шиберна плита у шиберному пристрої або насадка, придатна для застосування з пристроєм для заміни труб. Рівень техніки У процесах формування металу розплавлений метал переносять з одного металургійного резервуара до іншого, до виливниці або до інструмента. Наприклад, як показано на Фігурі 1, ківш (100) заповнюють металевим розплавом з печі й переносять до проміжного пристрою (200). Розплавлений метал потім може розливатися з проміжного пристрою до виливниці безперервного лиття для формування слябів, блюмів, зливків або інших типів продуктів безперервного лиття або у заготовки або інші окремі визначені форми у ливарних формах. Потік металевого розплаву з металургійного резервуара викликається самопливом через різні комплекти стакана (20, 30), розташовані на дні таких резервуарів. Деякі з таких комплектів стакана включають елементи, які є рухомими відносно один одного. Наприклад, ківш (100) на його дні (100a) має шиберний пристрій (20), як показано на Фігурі 2, який з'єднує внутрішній стакан (21), вставлений у вогнетривке покриття дна ковша, з колекторним стаканом (22), який простягається за межі ковша. Шиберна плита (25), яка має наскрізний отвір, розташовується між внутрішнім стаканом та колекторним стаканом і може лінійно ковзати між ними таким чином, щоб його наскрізний отвір приводився у позицію збігу з наскрізними отворами внутрішнього та зовнішнього стаканів і виводився з цієї позиції. Іншим прикладом є пристрій для заміни труб (30), закріплений на дні проміжного пристрою (200) для вивантаження розплавленого металу, що міститься у проміжному пристрої, до виливниці або інструмента. Він включає внутрішній стакан (31), вставлений у вогнетривке покриття дна проміжного пристрою, та розливальний стакан (32), який простягається за межі проміжного пристрою. Оскільки час експлуатації таких розливальних стаканів зазвичай є коротшим за повну операцію лиття, часто застосовують пристрій для заміни труб, що дозволяє замінювати розливальний стакан (32) без переривання операції лиття шляхом ковзного переміщення нового розливального стакана вздовж відповідного напрямного засобу для виштовхування та заміни зношеного розливального стакана, як показано на Фігурах 3 та 4. Ідеальна повітронепроникність стиків між з'єднаними елементами має першочергове значення у металоливарному обладнанні, оскільки, з одного боку, більшість розплавлених металів негайно окиснюються при контакті з повітрям з таких високих температур, і, з іншого боку, через потік по каналу стакана створюється усмоктування повітря на будь-якій нещільній поверхні через ефект Вентурі. Ця проблема є особливо відчутною в елементах, які можуть переміщуватися під час роботи й при цьому повинні зберігати повну герметичність. Для запобігання усмоктуванню повітря у зазори на стиках між елементами комплекту розливального стакана два елементи з'єднують один з одним затискними засобами, такими, як пружини, які справляють великі зусилля для притискання контактних поверхонь двох елементів одна до одної. Це рішення має обмеження, оскільки надто високі затискні зусилля перешкоджають ковзанню двох елементів відносно один одного, і воно є неефективним у разі невеликих дефектів на стику, таких, як локальні нерівності. Часто застосовують газову оболонку шляхом нагнітання газу, такого, як аргон або водень, через канали, передбачені на стиках або поблизу від них. Однак у такому разі споживаються великі об'єми газу, і не забезпечується повне запобігання забиранню повітря. Поверхні, що перебувають у ковзному контакті, часто вкривають шаром мастила, такого, як графіт, занурюють у зв'язувальну речовину, таку, як розчинне скло, та додаткові речовини, такі, як глини, бентоніт і т. ін. Такі змащувальні шари певною мірою діють як ущільнення стиків між двома вогнетривкими поверхнями, але умови середовища навколо комплектів стакана є настільки екстремальними, з дуже високими локальними температурами та високими тепловими градієнтами, що ефект ущільнення в цілому стає неефективним для забезпечення повної повітронепроникності установки. Даний винахід пропонує рішення для забезпечення герметичного стику між двома вогнетривкими поверхнями комплекту розливального стакана, навіть коли вони з'єднуються одна з одною в режимі ковзного переміщення. Запропоноване рішення не вимагає точного припасування з'єднувальних поверхонь. Короткий опис винаходу Даний винахід визначається незалежними пунктами супровідної формули винаходу. Залежні пункти визначають оптимальні варіанти втілення. Зокрема, даний винахід стосується комплекту 1 UA 114095 C2 5 10 15 20 25 30 35 40 45 50 55 60 розливального стакана для металоливарного пристрою, вибраного з-поміж висувного шибера та пристрою для заміни труб, причому вищезгаданий комплект розливального стакана включає: - перший вогнетривкий елемент, який включає першу з'єднувальну поверхню, яка включає перший висвердлений отвір, та - другий вогнетривкий елемент, який включає другу з'єднувальну поверхню, яка включає другий висвердлений отвір, причому перший та другий елементи з'єднуються один з одним у режимі ковзного переміщення через їх відповідні першу та другу з'єднувальні поверхні, таким чином, щоб перший та другий висвердлені отвори могли приводитись у позицію збігу й виводитись із цієї позиції для утворення, коли вони збігаються, безперервного отвору для вивантаження розплавленого металу з впуску для розплавленого металу до випуску для розплавленого металу вищезгаданого комплекту розливального стакана, - ущільнювальний елемент, передбачений між першою та другою з'єднувальними поверхнями першого та другого елементів, який відрізняється тим, що ущільнювальний елемент включає термічно спучуваний матеріал. У представленому контексті "комплект розливального стакана" визначається як будь-який комплект, який включає принаймні один стакан, який має отвір, що дозволяє здійснювати розливання розплавленого металу з резервуара. Елемент спучуваного ущільнення комплекту розливального стакана згідно з даним винаходом в оптимальному варіанті має: - температуру початкового розширення T i, яка становить принаймні 130 °C, в оптимальному варіанті – принаймні 400 °C, у ще кращому варіанті – принаймні 600 °C, та/або - максимальне відносне розширення Vmax / V20, при температурі Tmax максимального розширення, що становить від T i до 1400 °C, відносно його об'єму, вимірюваного при 20 °C, принаймні 10, в оптимальному варіанті – принаймні 25, у ще кращому варіанті – принаймні 50, у найкращому варіанті – принаймні 80. "Термічно спучуваний матеріал" є речовиною, яка набухає в результаті впливу тепла, таким чином, збільшуючись в об'ємі й зменшуючись у густині. Набухання спучуваного матеріалу зазвичай викликається фазовим перетворенням принаймні одного компонента вищезгаданого матеріалу і чітко відрізняється від нормального термічного розширення, яке зазвичай лінійно збільшується з підвищенням температури, DV=a DT, де a є коефіцієнтом теплового розширення. Спучуваний матеріал, придатний для даного винаходу, може складатися з шарованого матеріалу, який модифікують шляхом включення інших матеріалів між шарами для викликання спучування під впливом тепла, таких, як: - спінюваний графіт, глина, слюда або перліт, що включає один або кілька компонентів, до яких належать сірчана кислота, азотна кислота, фосфорна кислота, органічні кислоти, такі, як оцтова або фенольна кислоти, та їх солі, газоподібний хлор та бром, включений між суміжними кристалічними шарами; оптимальним вважають спінюваний графіт, включений зі сполукою, що містить сірку або фосфор; - вермикуліт, в оптимальному варіанті – у формі переміжних шарів вермикуліту та біотиту. В одному варіанті втілення даного винаходу елемент спучуваного ущільнення є шаром покриття незбільшеної товщини, який в оптимальному варіанті включено у кількості від 0,1 до 3,0 мм, у ще кращому варіанті – від 0,2 до 1,0 мм, у найкращому варіанті – від 0,3 до 0,6 мм. Вищезгаданий шар покриття необов'язково може бути вкритий кінцевим ущільнювальним шаром, наприклад, стандартною графітовою сумішшю. Таким чином, ущільнювальний елемент може вкривати суттєву частину, в оптимальному варіанті – повністю вкривати першу та/або другу з'єднувальні поверхні. В альтернативному варіанті ущільнювальний елемент може поміщуватись у канавку на першій та/або другій з'єднувальних поверхнях, які принаймні частково оточують перший та/або другий висвердлені отвори, відповідно. Канавка в оптимальному варіанті має глибину принаймні 0,5 мм, у ще кращому варіанті – принаймні 1,0 мм, у найкращому варіанті – принаймні 3,0 мм. В альтернативному варіанті втілення ущільнювальний елемент може бути у формі прокладки, в оптимальному варіанті вкладеної у канавку на першій та/або другій з'єднувальних поверхнях, які принаймні частково оточують перший та/або другий висвердлені отвори, відповідно. Ущільнювальний елемент може включати: - 5 - 95 мас. % спучуваного матеріалу, який включає спінюваний графіт та/або вермикуліт; - 5-95 мас. % зв'язувальної речовини, такої, як розчинне скло, в оптимальному варіанті – змішаної з одним або кількома компонентами, такими, як глина, Na 2CO3, CaCO3, MgCO3, NaHCO3, Ca(HCO3)2, Mg(HCO3)2; 2 UA 114095 C2 5 10 15 20 25 30 35 40 45 50 55 60 - 0-80 мас. % мастила, такого, як (нерозширюваний) графіт; - 0-20 мас. % антиоксиданту, такого, як алюміній, кремній або молібден, причому мас. % вимірюють як суху масу твердих речовин відносно загальної сухої маси композиції ущільнювального елемента. В оптимальному варіанті втілення спучуваний матеріал включають у мікрооболонку, яка може розтікатися, звітрюватися або розпадатися під дією даної температури або механічного напруження, наприклад, зсуву при ковзанні однієї з'єднувальної поверхні по іншій. Вигідним є те, що такі мікрооболонки складаються з розчинного скла, колоїдного кремнезему або фосфату алюмінію, в оптимальному варіанті – у комбінації з одним або кількома компонентами, до яких належать глина, Na2CO3, CaCO3, MgCO3, NaHCO3, Ca(HCO3)2 або Mg(HCO3)2, які в оптимальному варіанті є присутніми у кількості 0,5-80 мас. %, у ще кращому варіанті – 5-30 мас. %. Такий шар захисної оболонки може бути: - нанесений на грунтовку, що в оптимальному варіанті складається з суміші фенольної смоли та фурфуролу у масовому співвідношенні від 3:8 до 3:1, в оптимальному варіанті – від 1:1 до 3:2, причому вищезгадану грунтовку наносять безпосередньо на спучувані пластівці; і/або - вкритий фінішним верхнім шаром, який в оптимальному варіанті включає суміш фенольної смоли та фурфуролу. Цей варіант втілення є особливо придатним для замінних розливальних стаканів, оскільки вони часто піддаються попередньому нагріванню перед установленням на пристрій для заміни труб. Дійсно, герметизація гарантує, що спучуваний матеріал починає набухати лише тоді, коли перша з'єднувальна поверхня є закріпленою у комплекті розливального стакана і піддається зсувним напруженням при ковзанні та/або дії високих температур, перебуваючи у позиції лиття. Даний винахід також стосується вогнетривкого елемента комплекту розливального стакана для металоливарного пристрою, причому вищезгаданий вогнетривкий елемент включає перший наскрізний висвердлений отвір на першій, практично плоскій з'єднувальній поверхні, придатній для з'єднання у режимі ковзного переміщення з другою з'єднувальною поверхнею другого вогнетривкого елемента, який відрізняється тим, що перша з'єднувальна поверхня вищезгаданого вогнетривкого елемента має ущільнювальний елемент, який включає термічно спучуваний матеріал. Ущільнювальний елемент та спучуваний матеріал в оптимальному варіанті є такими, як обговорюється вище. Вогнетривкий елемент згідно з даним винаходом в оптимальному варіанті є одним з елементів, до яких належать: - розливальний стакан, придатний для завантаження та вивантаження з пристрою для заміни труб; - внутрішній стакан для закріплення у дні резервуара та прикріплення до пристрою для заміни труб; - ковзна пластина у шиберному пристрої, що встановлюється під ковшем або проміжним пристроєм; - фіксована пластина у ковзному контакті з ковзною пластиною (25) у шиберному пристрої, що встановлюється під ковшем або проміжним пристроєм. Даний винахід також стосується способу виготовлення вогнетривкого елемента, як обговорювалося вище, який включає такі етапи: (a) забезпечення вогнетривкого елемента, який включає перший наскрізний отвір (3), який є відкритим на першій з'єднувальній поверхні, причому вищезгадана перша з'єднувальна поверхня є придатною для з'єднання у режимі ковзного переміщення з другою з'єднувальною поверхнею другого вогнетривкого елемента; (b) нанесення ущільнювального елемента на першу з'єднувальну поверхню, таким чином, щоб в оптимальному варіанті оточувати висвердлений отвір, який відрізняється тим, що ущільнювальний елемент включає термічно спучуваний матеріал. Ущільнювальний елемент може бути нанесений на першу з'єднувальну поверхню як: - покриття, яким вкривають, повністю або лише частково, першу з'єднувальну поверхню за допомогою пензля, розпилювача, ракеля або валика, шляхом друку, такого, як трафаретний або глибокий друк; - покриття, що заповнює канавку, яка є передбаченою на першій з'єднувальній поверхні й оточує наскрізний отвір, за допомогою упорскування, нанесення ракелем, лиття; або - попередньо сформована прокладка, вставлена у канавку, яка є передбаченою на першій з'єднувальній поверхні і в оптимальному варіанті оточує наскрізний отвір. Після виготовлення у вищезазначений спосіб вогнетривкого елемента, який включає спучуваний ущільнювальний елемент, який оточує висвердлений отвір, на його першій з'єднувальній поверхні він може бути: 3 UA 114095 C2 5 10 15 20 25 - з'єднаний шляхом ковзного переміщення вищезгаданої першої з'єднувальної поверхні по другій з'єднувальній поверхні, що включає другий висвердлений отвір другого вогнетривкого елемента комплекту розливального стакана, таким чином, щоб ущільнювальний елемент контактував як з першою, так і з другою з'єднувальними поверхнями, з приведенням першого та другого висвердлених отворів у позицію збігу й виведення з цієї позиції, для утворення, коли вони збігаються, безперервного наскрізного отвору від впуску для розплавленого металу до випуску для розплавленого металу; з'єднані таким чином перший та другий вогнетривкі елементи після цього можуть бути - нагріті до температури, принаймні достатньої для набухання спучуваного матеріалу ущільнювального елемента. У цей момент лиття розплавленого металу через комплект розливального стакана може відбуватися з низьким ризиком забирання повітря через стик між першим та другим вогнетривкими елементами. Етап нагрівання до температури, достатньої для набухання спучуваного матеріалу може відбуватися на основі тепла розплавленого металу, що переноситься до спучуваного матеріалу, або ж може бути задіяне інше джерело тепла, таке, як окремий пальник або інші джерела. У разі, якщо перший вогнетривкий елемент та ущільнювальний елемент є попередньо нагрітими до температури попереднього нагріву перед з'єднанням з другим вогнетривким елементом, має бути забезпечене запобігання досягненню спучуваним матеріалом його максимального розширення перед закріпленням у відповідному комплекті розливального стакана. Це може досягатися: - шляхом підтримання температури попереднього нагріву на рівні, нижчому за температуру Tmax, що відповідає максимальному розширенню спучуваного матеріалу, в оптимальному варіанті – нижчому за температуру початкового набухання T i, або - шляхом поміщення спучуваного матеріалу в оболонки, які хімічно та/або механічно та/або термічно пошкоджуються при ковзанні першого вогнетривкого елемента у позицію лиття у комплект розливального стакана та/або (ii) після лиття розплавленого металу. Короткий опис фігур Різні варіанти втілення даного винаходу пояснюються на супровідних фігурах: 30 Фігура 1: Фігура 2: Фігура 3: Фігура 4: Фігура 5: 35 40 45 50 схематично показує типову лінію для безперервного лиття. показує бокові розрізи першого (a) та (b) та другого (c) та (d) варіантів втілення шиберного пристрою згідно з даним винаходом. показує перспективне зображення з вирізом пристрою для заміни труб згідно з даним винаходом показує перспективне зображення з вирізом альтернативного пристрою для заміни труб згідно з даним винаходом показує бокові проекції різних варіантів втілення з'єднувальної поверхні, що включає ущільнювальний елемент згідно з даним винаходом Детальний опис винаходу Даний винахід у простий і надійний спосіб розв'язує проблему запобігання усмоктуванню повітря у розплавлений метал, який протікає через комплект розливального стакана, через ефект Вентурі на стику між двома вогнетривкими елементами. Даний винахід є особливо корисним для ущільнення стику між двома вогнетривкими поверхнями, які з'єднуються у режимі ковзного переміщення, як у висувному шибері або пристрої для заміни труб, як показано на Фігурах з 2 по 4. Якщо два вогнетривкі елементи з'єднуються статично, ущільнення стику між двома деталями є дещо легшим, хоча й залишається дещо проблематичним. Якщо два елементи з'єднуються динамічно, проблема ущільнення стику між ними суттєво зростає. Даний винахід дозволяє розв'язувати цю проблему. Якщо два вогнетривкі елементи мають з'єднуватись у режимі ковзного переміщення, наприклад, як замінний розливальний стакан (32) у пристрої для заміни труб (30), що закріплюється на дні проміжного пристрою, як показано на Фігурах 3 та 4, або висувний шибер (25) у шиберному пристрої (20), як показано на Фігурі 2, надзвичайно важко забезпечити повне ущільнення між з'єднувальними поверхнями (1a, 11a) двох вогнетривких елементів. Дійсно, затискні зусилля, що діють на динамічно з'єднані елементи, не можуть бути настільки високими, як між статично з'єднаними елементами, щоб перешкоджати ковзанню між двома з'єднувальними поверхнями, що збільшує ризик виникнення зазору між двома елементами. Ковзання однієї з'єднувальної поверхні по іншій може створювати подряпини на стику, які можуть легко перетворитися на канали для проникнення повітря. І нарешті, неможливим 4 UA 114095 C2 5 10 15 20 25 30 35 40 45 50 55 60 виявляється ущільнення стику між двома елементами за допомогою смужки, що проходить по периферії вищезгаданого стику, оскільки смужка розривається при переміщенні одного елемента відносно іншого. Даний винахід дозволяє розв'язати цю давно відому, але належним чином нерозв'язану проблему у дуже простий, дешевий і ефективний спосіб шляхом забезпечення між першою та другою з'єднувальними поверхнями двох вогнетривких елементів ущільнювального елемента (2), який включає термічно спучуваний матеріал. Власне термін "термічно" є зайвим, оскільки спучувані матеріали визначаються як матеріали, які набухають під впливом тепла, але вказування терміну "термічно" вважалося необхідним для уникнення будьякого (необґрунтованого) поширення терміну "спучуваний" на набухання, викликане іншими джерелами, такими, як вплив води, що є неприйнятним у комплекті розливального стакана для лиття розплавленого металу. Існує багато різних спучуваних матеріалів з різними властивостями. Вони широко застосовуються для забезпечення вогнестійкості. У таких випадках застосування використовується перевага ендотермічного вивільнення води гідратами під впливом тепла, що виробляється вогнем, для підтримання температури конструкції на низькому рівні, і вугілля, утворене таким матеріалом, зазвичай є слабким провідником тепла. Їх зазвичай застосовують для вогнестійких дверей, вікон та труб. З точки зору даного винаходу важливими особливостями спучуваних матеріалів є їх характеристики розширення. Спучуваний ущільнювальний елемент (2), особливо придатний з точки зору даного винаходу, в оптимальному варіанті повинен мати температуру початкового розширення T i, яка становить принаймні 130 °C, в оптимальному варіанті – принаймні 400 °C, у ще кращому варіанті – принаймні 600 °C. Максимальне відносне розширення Vmax / V20, при температурі Tmax максимального розширення, що становить від Ti до 1400 °C, відносно його об'єму, вимірюваного при 20 °C, в оптимальному варіанті має становити принаймні 10, в оптимальному варіанті – принаймні 25, у ще кращому варіанті – принаймні 50, у найкращому варіанті – принаймні 80. Спучувані матеріали зазвичай складаються з шарованого матеріалу основи, який модифікують шляхом включення інших матеріалів між сусідніми шарами. Після нагрівання матеріал, вставлений між шарами, змінює фазу, зазвичай перетворюючись на газ і, таким чином, сильно збільшуючись в об'ємі, і створює сильний тиск, розсуваючи сусідні шари матеріалу основи. Це раптове і часом суттєве розширення називають спучуванням або розшаруванням. Ступінь розширення для даного матеріалу основи залежить від багатьох параметрів. По-перше, на ступінь розширення впливає характер вставленого матеріалу та температура, за якої відбувається розширення. Для даного спучуваного матеріалу розмір частинок матеріалу основи також може впливати на коефіцієнт розширення матеріалу. Швидкість нагрівання спучуваного матеріалу також може впливати на його реакцію на нагрівання, причому повільне нагрівання зменшує розширення порівняно з високою швидкістю нагрівання. І нарешті, вкривання спучуваного матеріалу оболонкою також може затримувати набухання матеріалу. Прикладами спучуваних матеріалів, придатних для застосування в ущільнювальному елементі (2) комплекту розливального стакана згідно з даним винаходом є нижчезазначені матеріали, окремо або у сумішах: - спінюваний графіт, глина, слюда або перліт, які включають одну або кілька кислота та їх солей, таких, як сірчана кислота, азотна кислота, фосфорна кислота, органічні кислоти, такі, як оцтова або фенольна кислоти, а також галогени, лужні метали, хлорид алюмінію, хлорид тривалентного заліза, інші галогеніди металів, сульфід миш'яку, сульфід талію, газоподібний хлор та бром, вставлені між сусідніми шарами кристалічного графену; - вермикуліт, в оптимальному варіанті – у формі переміжних шарів вермикуліту та біотиту, як описано, наприклад, у патенті US5340643, зміст якого включено до цього опису шляхом посилання; Серед інших матеріалів перевагу віддають спінюваному графітові. Ущільнювальний матеріал включає принаймні один спучуваний матеріал, в оптимальному варіанті – у кількості від 5 до 95 мас. %. В оптимальному варіанті застосовують такі додаткові матеріали: - зв'язувальна речовина може застосовуватися для зв'язування спучуваних частинок або для вкривання таких частинок оболонкою. Прикладом придатної зв'язувальної речовини є розчинне скло, в оптимальному варіанті – змішане з одним або кількома компонентами, такими, як глина, Na2CO3, CaCO3, MgCO3, NaHCO3, Ca(HCO3)2, Mg(HCO3)2. Зв'язувальна речовина в оптимальних варіантах є присутньою у кількості 5-95 мас. %. - мастило є особливо корисним для сприяння ковзанню з'єднувальної поверхні по іншій поверхні. Прикладом мастила, придатного з точки зору даного винаходу, може бути 5 UA 114095 C2 5 10 15 20 25 30 35 40 45 50 55 60 (нерозширюваний) графіт. Він в оптимальних варіантах є присутнім у кількості від 0 до 80 мас. %, у ще кращому варіанті – від 10 до 50 мас. %, у ще кращому варіанті – від 15 до 40 мас. %, у найкращому варіанті – від 20 до 35 мас. %. - антиоксидант застосовують для захисту ущільнювального матеріалу, що зазнає впливу екстремальних температурних умов. Прикладом антиоксиданта є алюміній, який може бути присутній у кількості 0-20 мас. %, в оптимальному варіанті – від 2 до 10 мас. %. Мас. % вимірюють як суху масу твердих речовин відносно загальної сухої маси композиції ущільнювального елемента. Ущільнювальний елемент (2) може бути у формі покриття на з'єднувальній поверхні (1a, 11a). Ущільнювальний елемент (2) може бути нанесений на суттєву частину, в оптимальному варіанті – на всю першу та/або другу з'єднувальні поверхні (1a) (пор. Фігуру 2, дно ковзної пластини (25), і Фігури 3 та 5(a)). Товщина нерозширеного покриття може становити від 0,1 до 3,0 мм, в оптимальному варіанті – від 0,2 до 1,0 мм, у ще кращому варіанті – від 0,3 до 0,6 мм. В альтернативному варіанті спучуване покриття може поміщуватись у канавку, яка оточує (принаймні частково) отвір (3a), як показано на Фігурі 5(b). Канавка може мати глибину принаймні 0,5 мм, в оптимальному варіанті – принаймні 1,0 мм, у найкращому варіанті – принаймні 3,0 мм, і в оптимальному варіанті заповнюється нерозширеним ущільнювальним матеріалом принаймні на 50 % її глибини, в оптимальному варіанті – принаймні 75 %. Канавка також може бути повністю заповнена ущільнювальним матеріалом врівень зі з'єднувальною поверхнею у нерозширеному стані. В альтернативному варіанті втілення ущільнювальний елемент (2) може бути сформований у прокладку (пор. Фігуру 2, верх висувного шибера (25), Фігури 3 та 5(c)). Така прокладка може розташовуватись у канавці, яка оточує (принаймні частково) отвір (3a), як показано на Фігурі 5(c). Для уникнення температурного шоку вогнетривкі матеріали попередньо нагрівають перед закріпленням та контактуванням з розплавленим металом при високих температурах. У деяких випадках попереднє нагрівання здійснюють in situ, але іноді його здійснюють у печі, окремій від ливарної установки. Цей процес називається "зовнішнім попереднім нагріванням". Його зазвичай здійснюють у випадках пристроїв для заміни труб (30), коли новий розливальний стакан попередньо нагрівають до температури попереднього нагріву у печі перед завантаженням у пристрій та ковзного переміщення у позицію лиття з метою запобігання утворенню тріщин через надто високий температурний шок. При зовнішньому попередньому нагріванні існує ризик передчасного розширення ущільнювального елемента (2) під час етапів попереднього нагрівання та переміщення, якого слід уникати. Це може досягатися дуже просто шляхом попереднього нагрівання розливального стакана до температури, нижчої за температуру початкового розширення Ti, або принаймні на рівні, нижчому за температуру Tmax максимального відносного розширення. В оптимальному варіанті втілення спучуваний матеріал перебуває у формі пластівців, які є вкритими мікрооболонками. Мікрооболонка має "закриватися" під час етапу попереднього нагрівання, що перешкоджає розширенню спучуваного матеріалу, і "відкриватися" під час лиття металу для започаткування розширення ущільнювального елемента для досягнення його високої функції ущільнення. "Відкривання" мікрооболонок може бути запущене різними способами. Мікрооболонки можуть складатися з матеріалу, який є твердим при температурі попереднього нагрівання й розплавляється, звітрюється або розпадається при температурі лиття. Термін "розпадатися" може включати механізм потенційної несправності через те, що зусилля, яке справляє спінюваний графіт, збільшується з підвищенням температури до точки, коли воно стає достатньо великим для розривання оболонок. В альтернативному або супутньому варіанті мікрооболонки можуть піддаватися механічному руйнуванню через зсувні напруження, що виникають при ковзанні з'єднувальної поверхні розливального стакана у пристрій для заміни труб. Мікрооболонки в оптимальному варіанті складаються з розчинного скла, колоїдного кремнезему або фосфату алюмінію, у ще кращому варіанті – у комбінації з одним або кількома компонентами, до яких належать глина, Na2CO3, CaCO3, MgCO3, NaHCO3, Ca(HCO3)2 або Mg(HCO3)2, які в оптимальному варіанті є присутніми у кількості 0,5-80 мас. %, у ще кращому варіанті – 5-30 %. Мікрооболонки можуть складатися з кількох шарів, причому зазначена композиція складає шар захисної оболонки, який може бути нанесений на грунтовку, попередньо нанесену на спучувані пластівці, і/або може бути вкрита фінішним верхнім покриттям. Грунтовку бажано наносити для збільшення змочуваності та прилипання шару захисної оболонки до поверхні спучуваних пластівців, зокрема, у випадках матеріалів, які мають низьку поверхневу енергію, таких, як спінюваний графіт. Наприклад, грунтовка може складатися з суміші фенольної смоли та фурфуролу у масовому співвідношенні від 3:8 до 3:1, в оптимальному варіанті – від 1:1 до 6 UA 114095 C2 5 10 15 20 25 30 35 40 45 50 55 60 3:2, причому вищезгадану грунтовку наносять безпосередньо на спучувані пластівці. Фінішнє верхнє покриття може сприяти стабілізації шару захисної оболонки проти хімічної агресії з боку водної фази кінцевого покриття, яке зазвичай наносять на вогнетривкі деталі і яке зазвичай містить розчинне скло, колоїдний кремнезем, фосфат алюмінію або інші матеріали. Фінішний верхній шар може включати суміш фенольної смоли та фурфуролу. Графітове покриття може складатися з одного або кількох шарів. Матеріали покриття можуть існувати у формі дисперсії або розчину й наносяться на спучувані пластівці у кількості від 1 до 50 мас. %, в оптимальному варіанті 10-20 мас. % розчину покриття відносно маси спучуваних пластівців, залежно від розміру та площі поверхні спучуваних пластівців. Покриття має бути здатним до висихання або тужавіння до міцної твердої оболонки, що перешкоджає кисневому ударові по спучуваному матеріалу, а отже, зменшує тенденцію до розшарування та розширення. Оболонка також має надавати механічної міцності, достатньої для протидії процесові розширення при нижчих температурах. Таким чином, забезпечується запобігання розширенню спучуваного матеріалу, доки не досягається температура, за якої оболонка втрачає свою міцність. Друга функція мікрооболонок, крім механічного обмеження розширення, полягає у зменшенні доступу кисню до проміжних шарів графіту. Це значною мірою зменшує розширення. Відразу після розривання оболонки відкривається доступ для повітря, і розширення стає значно більшим і потужнішим. Ущільнювальний елемент (2), як обговорювалося вище, може наноситися на різні вогнетривкі елементи (1, 11) комплекту розливального стакана (20, 30). Зокрема, у пристрої для заміни труб (30), закріпленому на дні резервуара (100, 200), такий ущільнювальний елемент може бути нанесений на з'єднувальну поверхню розливального стакана (32) та/або внутрішнього стакана (31). Як показано на Фігурі 2, у шиберному пристрої (20), закріпленому на дні ковша (100) або проміжного пристрою (200), шиберного пристрою та ковзних пластин (25) ковзає між двома фіксованими пластинами. Ковзна пластина (25), яка має отвір і розташовується між внутрішнім стаканом (21) та колекторним стаканом (22), може ковзати для приведення у позицію збігу з отвором внутрішнього та колекторного стаканів й виведення з цієї позиції (пор. Фігури 2(a) та (c) з Фігурами 2(b) та (d)). Існує кілька типів шиберних пристроїв, два найбільш поширених з яких схематично показано на Фігурах 2(a) та (b) і 2(c) та (d). Внутрішній стакан є вставленим у дно резервуара і з'єднується з верхньою фіксованою пластиною шиберного пристрою. У першому варіанті втілення, показаному на Фігурах 2(a) та (b), колекторний стакан є прикріпленим до ковзної пластини (25) і переміщується разом з нею, коли вона ковзає по контактній поверхні верхньої фіксованої пластини. У другому варіанті втілення, показаному на Фігурах 2(c) та (d), колекторний стакан з'єднується з нижньою фіксованою пластиною. Ущільнювальний елемент (2) може наноситися на з'єднувальні поверхні фіксованої пластини і/або на одну або обидві поверхні ковзної пластини (25), залежно від типу шиберного пристрою. Ущільнювальне покриття (2), нанесене на верхню з'єднувальну поверхню ковзної пластини (25), показано на Фігурі 2(c) та (d), і ущільнювальну прокладку (2), нанесену на верхню та нижню поверхні ковзної пластини (25), показано на Фігурах 2(a) та (b) і 2(c) та (d), відповідно. Вогнетривкий елемент (1), який має спучуваний ущільнювальний елемент (2) згідно з даним винаходом, може оброблятися без значної зміни нормального процесу виготовлення таких традиційних вогнетривких елементів і лише вимагає додаткового етапу вкривання з'єднувальної поверхні таких вогнетривких елементів. Вогнетривкий елемент (1), який згідно з даним винаходом включає спучуваний ущільнювальний елемент (2), який оточує висвердлений отвір на першій з'єднувальній поверхні (1a), може застосовуватись, як вказано нижче. Він необов'язково може бути попередньо нагрітий до температури попереднього нагріву, з вжиттям заходів з запобігання викликанню повного розширення ущільнювального елемента під час цього необов'язкового етапу. Потім вогнетривкий елемент (1) може бути з'єднаний шляхом ковзного переміщення вищезгаданої першої з'єднувальної поверхні (1a) по другій з'єднувальній поверхні (11a), що має другий висвердлений отвір другого вогнетривкого елемента (11) комплекту розливального стакана. Ковзне переміщення з'єднувальних поверхонь (1a, 11a) приводить перший та другий висвердлені отвори у позицію збігу й виводить із цієї позиції для утворення, коли вони збігаються, безперервного наскрізного отвору від впуску для розплавленого металу (13a) до випуску для розплавленого металу (3b). Під дією температури лиття ущільнювальний елемент (2) набухає, справляючи тиск на з'єднувальні поверхні (1a, 11a) двох з'єднаних вогнетривких елементів (1, 11) і, таким чином, ефективно ущільнюючи стик. Лиття може відбуватися без ризику або майже без ризику забирання повітря через стик. Тиск, створений набуханням ущільнювального елемента (2), є значно меншим за затискний тиск, який прикладається для з'єднання двох вогнетривких елементів (1, 11), а отже, не створює суттєвого відокремлення 7 UA 114095 C2 5 10 15 20 25 30 35 двох елементів. Набухання ущільнювального матеріалу забезпечує належне заповнення будьякого зазору на стику, таким чином, герметизуючи розливальний отвір (3) від середовища. Як було згадано вище, розширення спучуваного матеріалу має бути включене під час етапу попереднього нагрівання, за його наявності, для запобігання досягненню його повного розширення до з'єднання з другим вогнетривким елементом у комплекті розливального стакана. Це може досягатися шляхом: - підтримання температури попереднього нагріву на рівні, нижчому за температуру T max, що відповідає максимальному розширенню спучуваного матеріалу, в оптимальному варіанті – на рівні, нижчому за температуру початкового розширення Ti, або - поміщення спучуваного матеріалу в оболонки, які хімічно та/або механічно та/або термічно пошкоджуються (i) при ковзанні першого вогнетривкого елемента у позицію лиття у комплект розливального стакана та/або (ii) після лиття розплавленого металу. У Таблиці 1 представлено п'ять композицій ущільнювальних елементів, придатних для даного винаходу (EX1-5), та один порівняльний приклад (CEX6). У прикладах спінюваний графіт одержують шляхом включення сульфату між шарами графену, які іноді називають "бісульфат графіту". Вермикуліт являє собою порошок 100 меш зі складом 37-42 мас. % SiO2, 9-17 мас. % Al2O3, 11-23 мас. % MgO, 5-18 мас. % CaO. Температурні властивості ущільнювального елемента можуть регулюватися залежно від потреб. Наприклад, якщо композиція EX5 повністю розширюється при 450 °C, то композиція EX4 розширюється лише при 650 °C. Після випробувань у реальному масштабі у пристрої для заміни труб сталеливарної виробничої лінії, SEM-EDX-огляд розливального стакана, з'єднувальну поверхню якого було вкрито ущільнювальним елементом складу EX1, виявив, що ерозія була практично відсутня, з дуже невеликою кількістю пор на поверхні, що було порівнянним з об'ємною пористістю пластини. Натомість подібні випробування, які здійснювали на невкритих вогнетривких пластинах та на пластинах, вкритих композицією CEX6, виявили значну ерозію зі збільшенням пористості поверхні порівняно з об'ємною пористістю, а також утворення товстого реакційного шару, утвореного на еродованій площі, окисненим матеріалом покриття CEX6. На поверхні пластини, поблизу від отвору, було виявлено сліди MnO та інших оксидів, які на місці реагували й утворювали з вогнетривким матеріалом матеріал з нижчою температурою плавлення, який поступово змивався потоком металу. З врахуванням чудової стійкості пластини стакана, вкритої ущільнювальною композицією EX1 згідно з даним винаходом, стає очевидним, що присутність спучуваного матеріалу суттєво підвищує щільність стику згідно з даним винаходом, таким чином, подовжуючи термін служби вогнетривких елементів і підвищуючи якість відлитого металу. Вогневі випробування, які здійснювали при 1000 °C у повітрі, показали, що за відсутності сильної зв'язувальної речовини вермикуліт (пор. EX2) та спінюваний графіт є схильними до сильного окиснення та втрати цілісності. Додавання зв'язувальної речовини, такої, як розчинне скло, до розширюваних частинок вермикуліту та графіту поліпшувало їх стійкість до окиснення та цілісність покриття (пор. EX1, 3-5). 40 Таблиця 1 Склад ущільнювальних елементів згідно з даним винаходом (EX1-5) та існуючим рівнем техніки (CEX6). Розчинне скло (мас. %) Глина (мас. %) Розшир. графіт (мас. %) Вермикуліт (мас. %) Графіт (мас. %) Алюміній (мас. %) PEG6000 (мас. %) CaCO3 (мас. %) Деіонізована вода (мас. %) 45 EX1 50 13 17 EX2 58 25 61 26 87 EX4 33 EX5 20 33 17 4 EX3 13 40 33 40 33 60 CEX6 48 12 32 4 17 21 83 4 20 Мас. % вимірювали відносно маси твердих речовин. Деіонізовану воду додають до 100±1 мас. % твердих речовин. Даний винахід є проривом у галузі металоливарного обладнання, оскільки елемент спучуваного ущільнення (2), який наносять на з'єднувальну поверхню (1a) вогнетривкого 8 UA 114095 C2 елемента (1), значною мірою подовжує час експлуатації такого елемента і гарантує виробництво металу кращої якості, з меншими включенням оксидів, утворених через реакцію з проникаючим повітрям, і з меншою кількістю залишків стакана через ерозію послаблених вогнетривких матеріалів, ніж це досягалося донині. 5 ФОРМУЛА ВИНАХОДУ 10 15 20 25 30 35 40 45 50 55 60 1. Комплект розливального стакана (20, 30) для металоливарного пристрою, вибраного з-поміж висувного шибера та пристрою для заміни труб, причому вищезгаданий комплект розливального стакана містить: - перший вогнетривкий елемент (1), який містить першу з'єднувальну поверхню (1а), яка містить перший висвердлений отвір, та - другий вогнетривкий елемент (11), який містить другу з'єднувальну поверхню (11а), яка містить другий висвердлений отвір, причому перший та другий елементи з'єднані один з іншим у режимі ковзного переміщення через їх відповідні першу та другу з'єднувальні поверхні, таким чином, щоб перший та другий висвердлені отвори могли приводитись у позицію збігу та виводитись із цієї позиції для утворення, коли вони збігаються, безперервного отвору (3, 13) для вивантаження розплавленого металу з впуску для розплавленого металу (13а) до випуску для розплавленого металу (3b) вищезгаданого комплекту розливального стакана, - ущільнювальний елемент (2), передбачений між першою та другою з'єднувальними поверхнями першого та другого елементів, який відрізняється тим, що ущільнювальний елемент (2) містить термічно спучуваний матеріал. 2. Комплект розливального стакана за п. 1, який відрізняється тим, що ущільнювальний елемент (2) має: - температуру початкового розширення Ті, яка становить принаймні 130 °C, в оптимальному варіанті - принаймні 400 °C, у ще кращому варіанті - принаймні 600 °C, та/або - максимальне відносне розширення Vmax/V20, при температурі Тmах максимального розширення, що становить від Ті до 1400 °C, відносно його об'єму, вимірюваного при 20 °C, принаймні 10, в оптимальному варіанті - принаймні 25, у ще кращому варіанті - принаймні 50, у найкращому варіанті - принаймні 80. 3. Комплект розливального стакана за п. 1 або п. 2, який відрізняється тим, що спучуваний матеріал складається з шарованого матеріалу, який модифікують шляхом включення інших матеріалів між шарами для викликання спучування під впливом тепла, в оптимальному варіанті вибраних з групи, до якої належать: - спінюваний графіт, глина, слюда або перліт, що містить один або кілька компонентів, до яких належать сірчана кислота, азотна кислота, фосфорна кислота, органічні кислоти, такі як оцтова або фенольна кислоти, газоподібний хлор та бром, включений між суміжними кристалічними шарами, - вермикуліт, в оптимальному варіанті - у формі переміжних шарів вермикуліту та біотиту, - або їх суміші. 4. Комплект розливального стакана за будь-яким з пп. 1-3, який відрізняється тим, що ущільнювальний елемент є шаром покриття незбільшеної товщини, яка в оптимальному варіанті становить від 0,1 до 3,0 мм, у ще кращому варіанті - від 0,2 до 1,0 мм, у найкращому варіанті - від 0,3 до 0,6 мм, причому вищезгаданий шар покриття необов'язково може бути вкритий кінцевим ущільнювальним шаром. 5. Комплект розливального стакана за п. 4, який відрізняється тим, що ущільнювальний елемент вкриває суттєву частину, в оптимальному варіанті - повністю вкриває першу та/або другу з'єднувальні поверхні (1а, 11а), або ущільнювальний елемент розміщений у канавці на першій та/або другій з'єднувальних поверхнях (1а, 11а), оточуючи перший та/або другий висвердлені отвори, відповідно, причому канавка в оптимальному варіанті має глибину принаймні 0,5 мм, у ще кращому варіанті - принаймні 1,0 мм, у найкращому варіанті - принаймні 3,0 мм. 6. Комплект розливального стакана за будь-яким з пп. 1-3, який відрізняється тим, що ущільнювальний елемент може бути у формі прокладки, в оптимальному варіанті вкладеної у канавку на першій та/або другій з'єднувальних поверхнях (1а, 11а), оточуючи перший та/або другий висвердлені отвори, відповідно. 7. Комплект розливального стакана за будь-яким з пп. 1-6, який відрізняється тим, що ущільнювальний елемент містить: - 5-95 мас. % спучуваного матеріалу, який містить спінюваний графіт та/або вермикуліт, 9 UA 114095 C2 5 10 15 20 25 30 35 40 45 50 55 60 - 5-95 мас. % зв'язувальної речовини, такої як розчинне скло, в оптимальному варіанті змішаної з одним або кількома компонентами, до яких належать поліетиленгліколь (PEG), глина, Na2CO3, CaCO3, MgCO3, NaHCO3, Ca(HCO3)2, Mg(HCO3)2, - 0-80 мас. % мастила, такого як (нерозширюваний) графіт, - 0-20 мас. % антиоксиданту, такого як алюміній, кремній або молібден, причому мас. % вимірюють як суху масу твердих речовин відносно загальної сухої маси композиції ущільнювального елемента. 8. Комплект розливального стакана за п. 7, який відрізняється тим, що спучуваний матеріал має форму пластівців, включених у мікрооболонки, які можуть розтікатися, звітрюватися або розпадатися під дією даної температури або механічного напруження, наприклад зсуву при ковзанні однієї з'єднувальної поверхні по іншій. 9. Комплект розливального стакана за п. 8, який відрізняється тим, що мікрооболонки включають принаймні один шар захисної оболонки, яка в оптимальному варіанті складається з розчинного скла, колоїдного кремнезему або фосфату алюмінію, в оптимальному варіанті - у комбінації з одним або кількома компонентами, до яких належать глина, Na2CO3, CaCO3, MgCO3, NaHCO3, Ca(HCO3)2, Mg(HCO3)2, які в оптимальному варіанті є присутніми у кількості 0,5-80 мас. %, у ще кращому варіанті - 5-30 мас. %, причому вищезгаданий шар захисної оболонки необов'язково може бути: - нанесений на грунтовку, що в оптимальному варіанті складається з суміші фенольної смоли та фурфуролу у масовому співвідношенні від 3:8 до 3:1, в оптимальному варіанті - від 1:1 до 3:2, причому вищезгадану ґрунтовку наносять безпосередньо на спучувані пластівці, і/або - вкритий фінішним верхнім шаром, який в оптимальному варіанті містить суміш фенольної смоли та фурфуролу. 10. Вогнетривкий елемент (1) комплекту розливального стакана для металоливарного пристрою, вищезгаданий вогнетривкий елемент включає перший наскрізний отвір (3), який є відкритим на першій, практично плоскій з'єднувальній поверхні (1а), придатній для з'єднання у режимі ковзного переміщення з другою з'єднувальною поверхнею (11а) другого вогнетривкого елемента (11), причому перша з'єднувальна поверхня (1а) вищезгаданого вогнетривкого елемента (1) має ущільнювальний елемент (2), який містить термічно спучуваний матеріал, причому вищезгадана перша плоска з'єднувальна поверхня (1а) є однією з поверхонь, до яких належать: - з'єднувальна поверхня (1а) розливального стакана (32), придатного для завантаження та вивантаження з пристрою для заміни труб (30) у ковзному контакті з відповідною контактною поверхнею внутрішнього стакана, вставленого у дно проміжного пристрою, - з'єднувальна поверхня (1а) внутрішнього стакана (31) для закріплення у дні проміжного пристрою та прикріплення до пристрою для заміни труб (30) таким чином, щоб вищезгадана з'єднувальна поверхня (1а) входила у ковзний контакт з розливальним стаканом після вставлення останнього у вищезгаданий пристрій для заміни труб, - з'єднувальна поверхня (1а) ковзної пластини (25) шиберного пристрою таким чином, що вищезгадана з'єднувальна поверхня (1а) входить у ковзний контакт зі з'єднувальною поверхнею другої пластини вищезгаданого шибера. 11. Вогнетривкий елемент за п. 10, який відрізняється тим, що ущільнювальний елемент та спучуваний матеріал є такими, як визначено у будь-якому з пп. 2-9. 12. Спосіб виготовлення вогнетривкого елемента (1) за п. 10 або п. 11, який включає такі етапи: - забезпечення вогнетривкого елемента, який містить перший наскрізний отвір (3), який є відкритим на першій з'єднувальній поверхні (1а), причому вищезгадана перша з'єднувальна поверхня є придатною для з'єднання у режимі ковзного переміщення з другою з'єднувальною поверхнею (11а) другого вогнетривкого елемента (11), - нанесення ущільнювального елемента (2) на першу з'єднувальну поверхню (1а), таким чином, щоб в оптимальному варіанті оточувати висвердлений отвір, - причому ущільнювальний елемент (2) містить термічно спучуваний матеріал. 13. Спосіб за п. 12, який відрізняється тим, що ущільнювальний елемент наносять на першу з'єднувальну поверхню як: - покриття, яким вкривають, повністю або лише частково, першу з'єднувальну поверхню, за допомогою пензля, розпилювача, ракеля або валика, шляхом друку, такого, як трафаретний або глибокий друк, - покриття, що заповнює канавку, яка є передбаченою на першій з'єднувальній поверхні (1а) та оточує наскрізний отвір (3) за допомогою упорскування, нанесення ракелем, лиття, або - попередньо сформовану прокладку, вставлену у канавку, яка є передбаченою на першій з'єднувальній поверхні (1а) і в оптимальному варіанті оточує наскрізний отвір (3). 10 UA 114095 C2 5 10 15 20 25 30 35 14. Спосіб з'єднання двох вогнетривких елементів (1, 13) комплекту розливального стакана (20, 30) для металоливарного пристрою, вибраного з-поміж висувного шибера та пристрою для заміни труб, причому вищезгаданий спосіб включає такі етапи: - здійснення етапів способу за п. 12 або п. 13 для забезпечення вогнетривкого елемента (1), який має спучуваний ущільнювальний елемент (2), який оточує висвердлений отвір на першій з'єднувальній поверхні (1а), - з'єднання шляхом ковзного переміщення вищезгаданої першої з'єднувальної поверхні (1а) по другій з'єднувальній поверхні (11а), яка включає другий висвердлений отвір другого вогнетривкого елемента (11) комплекту розливального стакана таким чином, щоб ущільнювальний елемент (2) контактував як з першою, так і з другою з'єднувальними поверхнями (1а, 11а) з приведенням першого та другого висвердлених отворів у позицію збігу та виведення з цієї позиції, для утворення, коли вони збігаються, безперервного наскрізного отвору від впуску для розплавленого металу (13а) до випуску для розплавленого металу (3b), - нагрівання з'єднаних таким чином першого та другого вогнетривких елементів до температури, принаймні достатньої для набухання спучуваного матеріалу ущільнювального елемента. 15. Спосіб за п. 14, який відрізняється тим, що перший вогнетривкий елемент (1) та ущільнювальний елемент (2) є попередньо нагрітими перед з'єднанням з другим вогнетривким елементом (11) до температури попереднього нагріву в умовах, які дозволяють запобігати досягненню спучуваним матеріалом його максимального розширення, а саме: (a) шляхом підтримання температури попереднього нагріву на рівні, нижчому за температуру Тmах, що відповідає максимальному розширенню спучуваного матеріалу, або (b) шляхом поміщення спучуваного матеріалу в оболонки, які хімічно та/або механічно, та/або термічно пошкоджуються (і) при ковзанні першого вогнетривкого елемента у позицію лиття у комплект розливального стакана та/або (іі) після лиття розплавленого металу. 16. Ущільнювальний елемент для ущільнення контактної поверхні між вогнетривкими елементами комплекту розливального стакана у металоливарному пристрої, причому ущільнювальний елемент містить: - 5-95 мас. % спучуваного матеріалу, такого як спінюваний графіт, - 5-95 мас. % розчинного скла як зв'язувальної речовини, в оптимальному варіанті - у суміші з одним або кількома компонентами, до яких належать: глина, Na2CO3, CaCO3, MgCO3, NaHCO3, Ca(HCO3)2, Mg(HCO3)2, - 5-50 мас. % мастила, такого як (нерозширюваний) графіт, - до 20 мас. % антиоксиданту, такого як алюміній, де мас. % вимірюють як суху масу твердих речовин відносно загальної сухої маси композиції ущільнювального елемента. 17. Застосування спучуваного ущільнювального елемента (2) для ущільнення контактної поверхні між першою та другою з'єднувальними поверхнями першого та другого вогнетривких елементів комплекту розливального стакана у металоливарному пристрої, причому вищезгадані перша та друга з'єднувальні поверхні перебувають у режимі ковзного переміщення. 11 UA 114095 C2 12 UA 114095 C2 Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 13
ДивитисяДодаткова інформація
Назва патенту англійськоюNozzle assembly comprising first and second elements being coupled to one
Автори англійськоюOvenstone, James, Zhou, Martin
Автори російськоюОуэнстоун Джэймс, Жоу Мартин
МПК / Мітки
МПК: C04B 35/80, B22D 41/36, B22D 41/22, C09K 21/14, C04B 14/20, B22D 41/50, F16J 15/06, B22D 41/54, C09K 3/10, B22D 41/32, C04B 111/28, B22D 41/08, C04B 28/26
Мітки: елемент, з'єднання, нього, вогнетривкий, комплект, спосіб, елемента, стакана, елементів, вогнетривких, двох, одержання, вогнетривкого, розливального
Код посилання
<a href="https://ua.patents.su/15-114095-komplekt-rozlivalnogo-stakana-vognetrivkijj-element-dlya-nogo-sposib-oderzhannya-vognetrivkogo-elementa-ta-sposib-zehdnannya-dvokh-vognetrivkikh-elementiv.html" target="_blank" rel="follow" title="База патентів України">Комплект розливального стакана, вогнетривкий елемент для нього, спосіб одержання вогнетривкого елемента та спосіб з’єднання двох вогнетривких елементів</a>
Проникний вогнетривкий матеріал для розливального стакана з газовим продуванням

Номер патенту: 79829
Опубліковано: 25.07.2007
Автори: Дебастіані Дуан, Десай Пріядарші Гаутам, Джанссен Домінік
МПК: B22D 41/52, B22D 41/50
Мітки: продуванням, стакана, розливального, проникний, вогнетривкий, матеріал, газовим
Формула / Реферат:
1. Проникний матеріал, який має проникність принаймні приблизно 50cD, який відрізняється тим, що цей матеріал є зв'язаним смолою і складається з композиції, яка містить а) вогнетривкий агрегат, б) 0,5-15 мас. % принаймні одного поглинача кисню та в) достатню кількість зв'язувальної речовини.2. Проникний матеріал за п. 1, який відрізняється тим, що вогнетривкий агрегат складає принаймні 80 мас. % композиції, і цей вогнетривкий агрегат...
Вузол з вогнетривких елементів, вогнетривкий елемент, установка для переливання рідкого металу, спосіб регулювання подачі інертного газу в установку для переливання рідкого металу
Номер патенту: 54465
Опубліковано: 17.03.2003
Автор: РІШАР Франсуа-Нюель
МПК: B22D 37/00, B22D 41/22, B22D 41/50
Мітки: інертного, подачі, спосіб, вогнетривкий, рідкого, установка, газу, регулювання, установку, металу, переливання, вузол, елементів, елемент, вогнетривких
Формула / Реферат:
1. Вузол з вогнетривких елементів, який включає принаймні два вогнетривкі елементи, який може використовуватися між розташованим вище за течією резервуаром та розташованим нижче за течією резервуаром установки для переливання рідкого металу, зокрема сталі, який включає випускну трубу, через яку метал перетікає з розташованого вище за течією резервуара до розташованого нижче за течією резервуара, причому кожен вогнетривкий елемент випускної...
Профільований елемент з легкого сплаву, який приєднується до іншого профільованого елемента, спосіб з’єднання боковими сторонами двох профільованих елементів, настил та балка, виготовлені за допомогою з’єднання
Номер патенту: 80835
Опубліковано: 12.11.2007
Автори: Пастореллі Гаетан, Стетенфелд Жан-Франсуа, Сескютті Жан Пьєр
МПК: E04C 3/00, B62D 33/02, E04C 2/08, F16B 5/00
Мітки: профільований, іншого, легкого, настил, боковими, елемент, елемента, приєднується, допомогою, елементів, спосіб, профільованого, сплаву, двох, з'єднання, балка, профільованих, виготовлені, сторонами
Формула / Реферат:
1. Тягнений калібрований профільований елемент з легкого сплаву, який виконаний з можливістю приєднання своєю боковою стороною до іншого профільованого елемента і який містить або щонайменше одне подовжнє рельєфне потовщення (1), або щонайменше одну подовжню канавку (2) доповнюючого поперечного перерізу, або згадане потовщення і згадану канавку, який відрізняється тим, що поперечний переріз згаданого потовщення і поперечний переріз згаданої...
Вузол з проміжного розливного пристрою для безперервного лиття розплавленої сталі та вогнетривкого стакана, елемент вузла та застосування вузла
Номер патенту: 89095
Опубліковано: 25.12.2009
Автори: Сімойнш Хосе, Джанссен Домінік, Гвілло Філіпп
МПК: B22D 41/50
Мітки: розплавленої, вузол, елемент, розливного, сталі, стакана, проміжного, безперервного, лиття, застосування, вузла, пристрою, вогнетривкого
Формула / Реферат:
1. Вузол з проміжного розливного пристрою для безперервного лиття розплавленої сталі та вогнетривкого стакана (1), що утворює прохід (2) для перенесення розплавленого металу через донну стінку (3) проміжного розливного пристрою, проміжний розливний пристрій включає елемент (4), котрий оточує вхідну ділянку (11) стакана (1), елемент (4) виготовлений із вогнетривкого матеріалу і включає головний отвір (40), пристосований для узгодженого...
Пристрій для приєднання трубопроводу з циркулюючою рідиною до вогнетривкого елемента та вузол вогнетривкого елемента
Номер патенту: 81653
Опубліковано: 25.01.2008
Автори: Руффальді Альдо, Рішар Франсуа-Ноель
МПК: B22D 41/50, F16B 13/06
Мітки: вогнетривкого, приєднання, циркулюючою, пристрій, вузол, трубопроводу, елемента, рідиною
Формула / Реферат:
1. Пристрій для приєднання трубопроводу з циркулюючою рідиною (6) до вогнетривкого елемента (1), який має циліндричну розточку (5), що містить прокладку (14), призначену для розміщення у розточці, та перший опорний елемент (13), що стискає прокладку ззовні розточки, який відрізняється тим, що він містить другий опорний елемент (9b), виконаний з можливістю введення у розточку для утворення прошарування прокладки (14) з першим опорним елементом...
Попередній патент: Гербіцидні піридазинонові похідні
Наступний патент: Пристрій для регулювання надходження газу
Випадковий патент: Спосіб підвищення парамагнітних властивостей пара- та діамагнітних металевих монокристалів